
DNU-1541-7 - ミシン JUKI - 無料のユーザーマニュアル
デバイスのマニュアルを無料で見つける DNU-1541-7 JUKI PDF形式.

| ブランド | Juki |
| モデル | DNU-1541-7 |
| カテゴリー | 工業用ミシン |
| 製品タイプ | 厚革・厚地用平台ミシン |
| 最高縫製速度 | 3000針/分 |
| 納入時速度 | 3000針/分 |
| 針数 | 1 |
| 駆動方式 | ダイレクトドライブ(ベルトレスモーター) |
| 給油方式 | 自動給油(マニュアル参照) |
| 押え上げ方式 | 自動および膝上げ式 |
| 糸切り | 自動 |
| 操作パネル | CP-18(デジタル) |
| プログラム機能 | バックタック、逆縫い、針位置、糸切り、各種設定 |
| 必要エア圧力 | 0.4~0.5 MPa (4~5 kgf/cm²) |
| 電源 | バージョンにより単相または三相(未指定、推定:200-240V、50/60Hz) |
| 重量 | 約45kg(類似工業用ミシンの推定) |
| 寸法(長さ×幅×高さ) | 約600×400×500mm(推定) |
| メンテナンス | 定期的な清掃、給油、エア配管の点検 |
| 安全 | 緊急停止、停電時再起動防止 |
| 交換部品 | Jukiまたは正規販売店から入手可能 |
| 保証 | 販売店の条件による |
よくある質問 - DNU-1541-7 JUKI
ユーザーの質問 DNU-1541-7 JUKI
0 質問 この機器について。知っているものに答えるか、ご自身の質問をしてください。
この機器について新しい質問をする
デバイスの取扱説明書をダウンロード ミシン 無料でPDF形式で!マニュアルを見つける DNU-1541-7 - JUKI 電子デバイスをもとに戻しましょう。このページにはデバイスの使用に必要なすべての書類が掲載されています。 DNU-1541-7 ブランド JUKI.
使用説明書 DNU-1541-7 JUKI
厚物機種 取扱説明書(補足)SC-922 用
この取扱説明書(補足)は、ミシン取扱説明書を補足する内容を記載しています。
適用機種
| 区分 | 機種 |
| 平ベットタイプ | LU-2200N-7 シリーズ、LU-1500N/1520NC-7 シリーズ、DNU-1541-7、DU-141H-7、LZH-1290-7 |
| シリンダータイプ | LS-1342-7、DSC シリーズ、DSU シリーズ |
| ポストタイプ PLC | 1700 シリーズ |
目次
- 搭載頭部の設定....1
- 位置検出器の取り付け.....2
- 操作ボックスの取り付け ....4
- AK/ エアー装置の取り付け......6
(1) AK/エアー装置の取り付け......6
(2) エアーホースの配管....6
(3) ひざスイッチの取り付け......8
(4) ひざスイッチの機能設定....9
(5) 使用方法.....10
(6) 押え上昇量の調整....10
- コードの接続....11
- パネル糸案内の糸の通し方 ..... 14
- ワンタッチ手動返し縫い....14
- 前止め縫い 14
(1) 使い方.....14
(2) スイッチの位置.....14
-
中継コード....15
-
LU-2220N-7 上糸掴み機能について ..... 17
- LU-2200N-7 シリーズ 太糸の糸切り対応.....18
- ミシン下停止時に針棒が下がるときの対応.....19
- 付帯装置別の SC-922 機能項目一覧表.....20
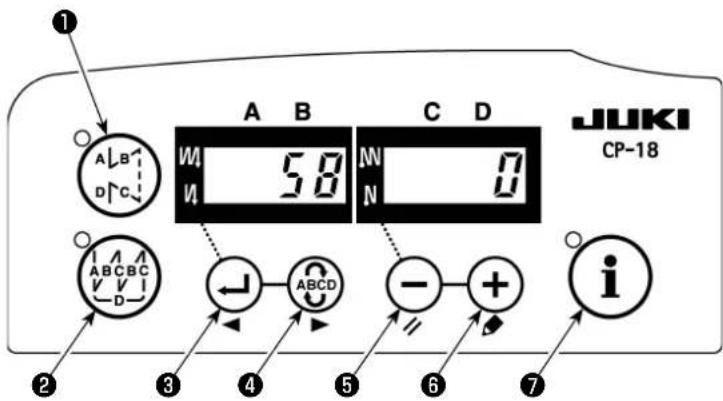
1. 搭載頭部の設定
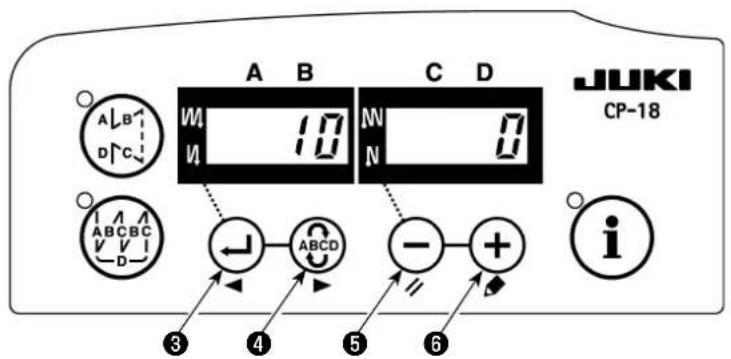
(注意) CP-18 以外の操作パネルでの機能設定の操作方法については、各操作パネルの取扱説明書をご覧ください。
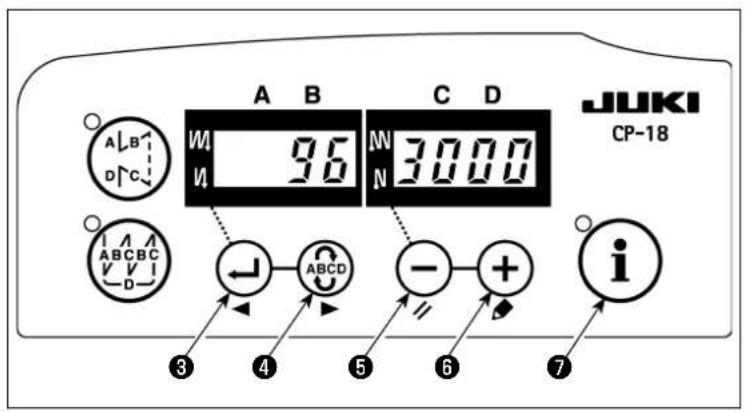
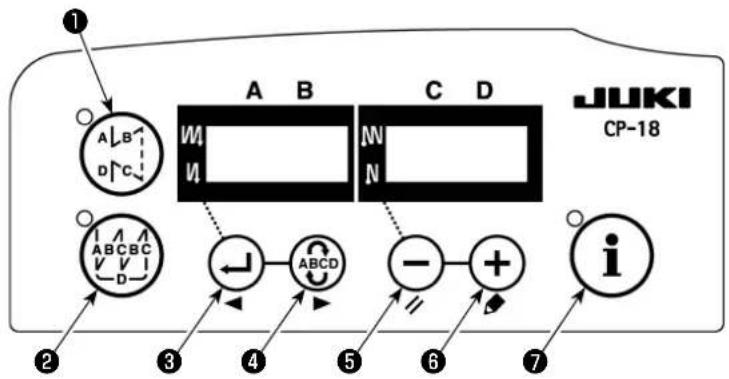
i スイッチ⑦を押しながら電源を ON します。(表示項目は、前回設定変更した項目が表示されます。)
※ 画面表示が変わらない場合は、再度1)の操作をやり直してください。
(注意) 電源スイッチの再投入は、必ず1秒以上経過した後行ってください。切断後すぐに電源を投入すると、ミシンが正常に動作しない場合があります。その場合は、再度電源を入れ直してください。
2) ヌイッチ③または スパッチ④
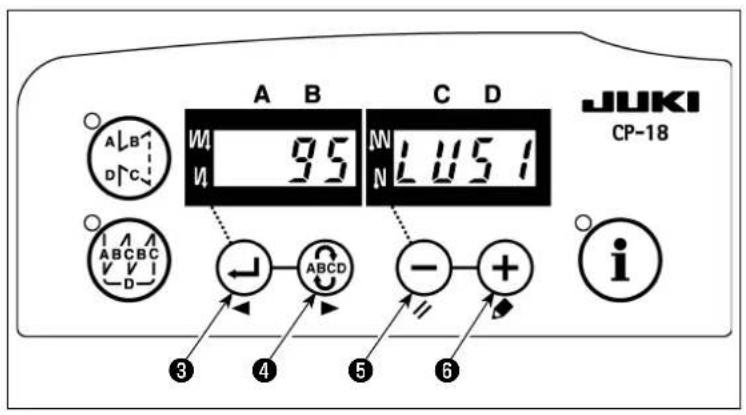
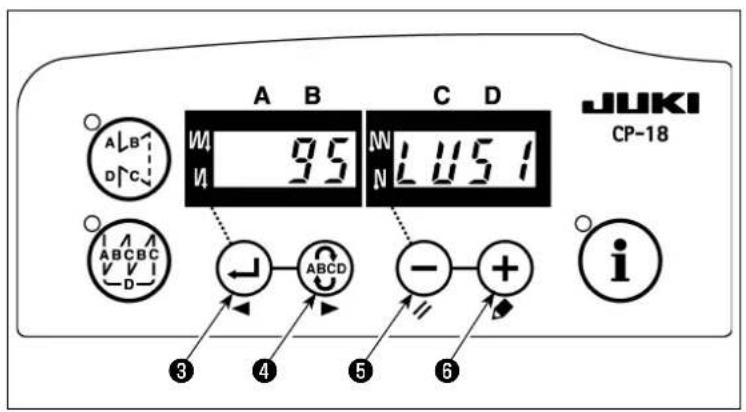
を押して、機能設定 No.95(搭載頭部)を呼び出します。
3) ヌイッチ⑤または スイッチ⑥
を押して、搭載頭部を選択してください。頭部機種とパネル表示の関係は、表1(p.2)を参照してください。
4) 頭部タイプを選択後、←スイッチ
③または ABCD スイッチ④を押し、電源を OFF にします。
(注意)この作業行う前に電源を OFF すると、変更した内容は更新されません。
スイッチを押すと、画面
表示は1つ前の設定No.になり、
ABCD スイッチ④を押すと、画面表
示は1つ後の設定 No. になります。操作終了後は、電源を OFF し、再度電源を ON することにより通常縫製状態に戻ります。
表1
| No. | 頭部 タイプ 表示内容 | 出荷回転数(sti/min) | 最高回転数(sti/min) | ||
| 1 | LU-2210N/2260N-7(VR タイプ) LU2v | LU3500 | 3500 | ||
| 2 | LU-2210N/2260N-7(SW タイプ) LU2r | LU3500 | 3500 | ||
| 3 | LU-2212N-7(VR タイプ) LU12 | LU12500 | 3500 | ||
| 4 | LU-2212N-7(SW タイプ) L12r | LU3500 | 3500 | ||
| 5 | LU-2216N/66N-7(VR タイプ) LU26 | LU3500 | 3000 | ||
| 6 | LU-2216N/66N-7(SW タイプ) L26r | LU3500 | 3000 | ||
| 7 | LU-2220N-7(VR タイプ) LU22 | LU3500 | 3500 | ||
| 8 | LU-2220N-7(SW タイプ) L22r | LU3500 | 3500 | ||
| 9 | LU-1510N-7 LU51 | LU3500 | 3000 | ||
| 10 | LU-1510NA-7 LU5A | LU3500 | 2000 | ||
| 11 | LU-1560N-7 LU56 | LU3500 | 2500 | ||
| 12 | PLC-1710/1760-7 | PL70 | PL7500 | 2500 | |
| 13 | PLC-1760L | PL7L | PL7500 | 1800 | |
| 14 | DNU-1541-7 | dnU5 | dnU5500 | 3000 | |
| 15 | LS-1342-7 | LS13 | LS2500 | 2500 | |
| 16 | LU-1520NC-7 LU5C | LU5500 | 2000 |
- 下記調整は、内蔵シンクロを搭載していない機種に適用してください。
- 糸切り動作を行う前に、停止位置が正しいかを、必ず確認してください。
実際にミシンに取り付けた状態で停止位置を調整してください。このとき、安全のためミシン用コネクタは外してください。ミシン用コネクタを外すときは、必ず電源をOFFにしてください。上位置検出板⑤を調整しているときと、検出器の継手を回すときは、必ず電源をOFFにしてください。
針上/針下位置設定は、機能 No.10(ミシン停止時の針棒位置指定)で設定します。
1) 検出器①をはずみ車に仮止めします。
2) 検出器①のカバーを外し、外側の上位置検出板⑤のエッジ部⑥を、下位置検出板⑦の目盛の位置に各機種ごとに合わせてください。各機種の目盛位置は、表 2(p.3) を参照してください。
3) ミシン用コネクタが外されていることを確認後、ミシンコントローラーを針下位置設定にして、はずみ車の下位置刻印④とアーム刻印③が一致するように検出器①の止めねじ②をゆるめて継手を回し、停止位置を調整してください。
はずみ車の停止位置刻印は各機種ごとに違いますので、表3を参照してください。
4) 下停止位置の調整後、ミシンコントローラーを針上位置設定にして上停止位置を確認します。上停止位置がずれている場合は、上位置検出板⑤で微調整してください。
5) 停止位置の調整後、検出器①のカバーを取り付けます。ミシンコントローラーを針下位置設定に戻します。
表2
| 機種 下位置検出板7の目盛 | |
| LU-2200N シリーズ A | |
| DU-141H-7、DSC シリーズ、DSU シリーズ、LZH-1290-7 | D |
表3
| 機種 | はずみ車 | ||
| 上位置刻印 | 下位置刻印 逆 | 転針上げ位置刻印 | |
| DU-141H-7、DSC シリーズ、DSU シリーズ 赤 | 白 - | ||
| LZH-1290-7 赤一赤間 白 - | |||
| LU-2200N シリーズ F - E 間 K | B | ||
■ ミシン停止時の針棒位置設定方法
機能 No.10(ミシン停止時の針棒位置指定)で設定します。
1)「1. 搭載頭部の設定 1)機能設定モードへの入り方」を参照して、機能設定モードに入ります。
2) スイッチ③または ABCD スイッチ④を押して機能設定 No.10 を呼び出します。
3) シイッチ⑤または (+) スイッチ⑥を押して「0」または「1」を選択してください。
「0」・・・下位置停止、「1」・・・上位置停止
4) 設定後、スイッチ③または ABCD スイッチ④を押し、電源を OFF にします。
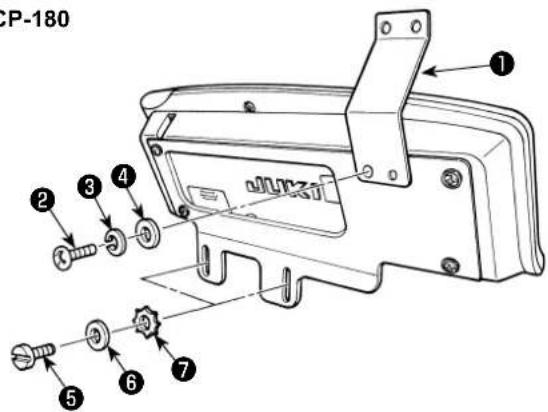
3. 操作ボックスの取り付け
[DSU, DSC, LZH-1290-7, DU-141H-7,
LU-1500N, LS-1342-7, DNU-1541-7, PLC-1700-7]
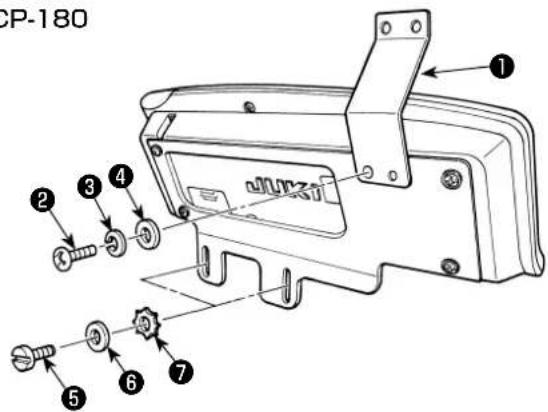
CP-180
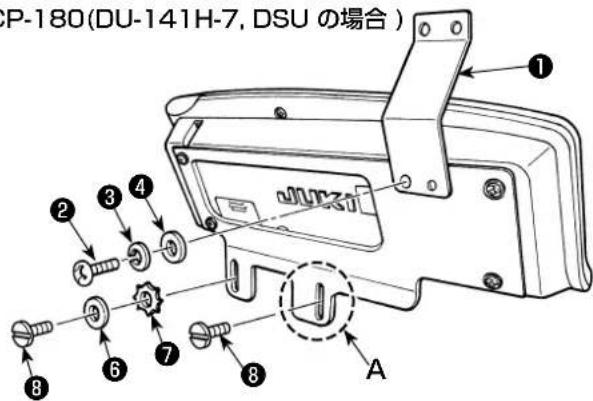
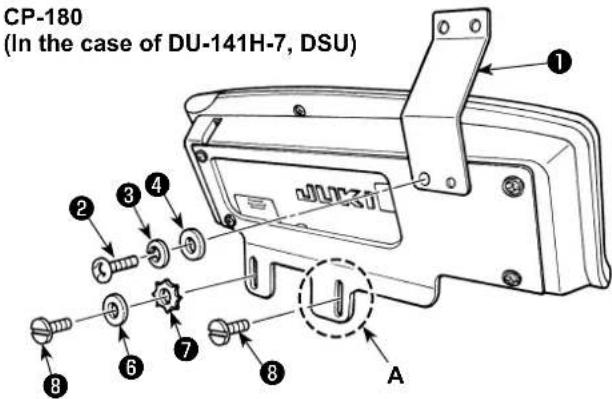
CP-180(DU-141H-7, DSU の場合
DSC
LZH-1290-7
DU-141H-7, LU-1500N, LS-1342-7,
DNU-1541-7, PLC-1700-7,
DSU
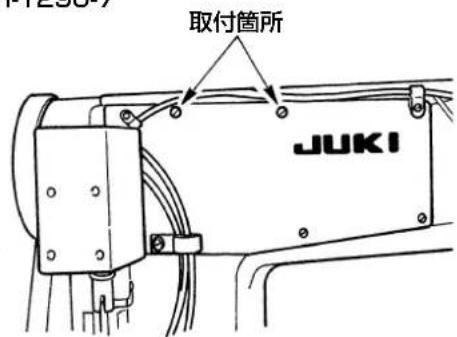
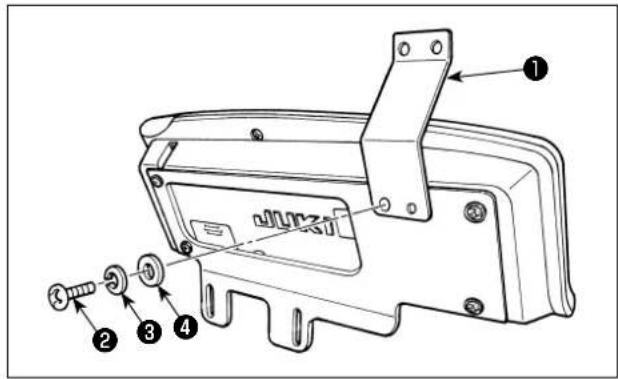
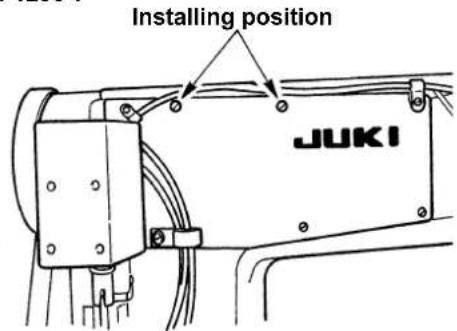
1)パネル糸案内①を付属のねじ②、ばね座金
③、座金④で取付板に取り付けます。但し
LU-1500N シリーズ、LS-1342-7、DNU-
1541-7 には、パネル糸案内①は取り付けません。
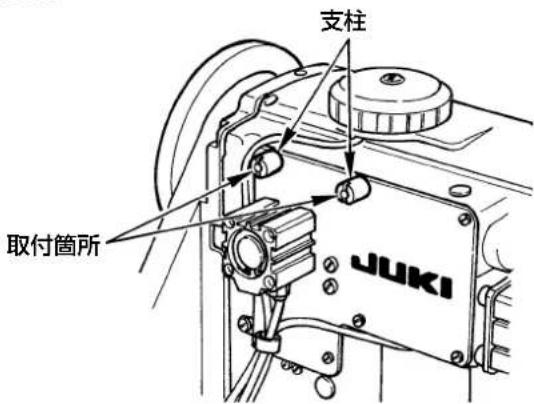
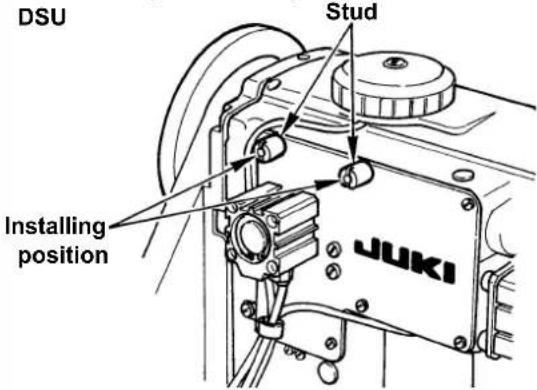
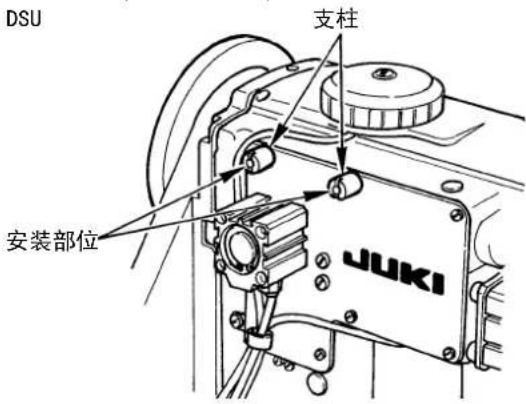
2)操作ボックスを付属のねじ⑤、座金⑥、歯付
き座金⑦を使用し、ミシンに取り付けます。
ただし、DU-141H-7,DSU の場合、操作ボックスの付属のねじ⑤を使用せずに頭部付属のねじ⑧
を使用してください。
また A 部取り付けの際は操作ボックスの付属の
座金⑥、歯付き座金⑦を使用せずにねじ⑧だけで
取り付けてください。
[ LU-2200 シリーズ ]
LU-22 * 6N シリーズ(ロングアーム)以外は、手順 1)~4)を行ってください。
LU-22 * 6N シリーズ(ロングアーム)は、手順 5) のみを行ってください。
1)パネル糸案内①を付属のねじ②、ばね座金③、座金④で取付板に取り付けます。
2)操作ボックスを付属のねじ⑤、座金⑥でパネル取付補助板⑦に取り付けます。
3)逆送りシリンダー取付台⑧についている止めねじ⑨、平座金⑩を取り外します。(各2ヶ)
4)パネル取付補助板⑦を逆送りシリンダー取付台⑧に止めねじ⑨で取り付けます。このとき平座金⑩は使用しません。
5)取付板を止めねじ⑪、座金⑫で取り付けます。
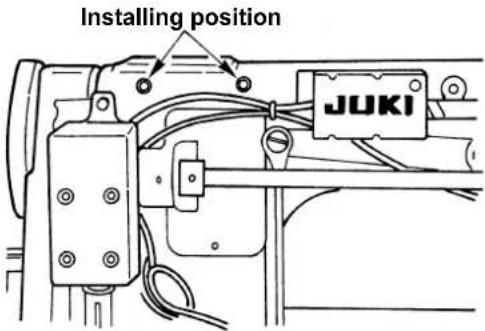
4. AK/ エアー装置の取り付け

警告
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
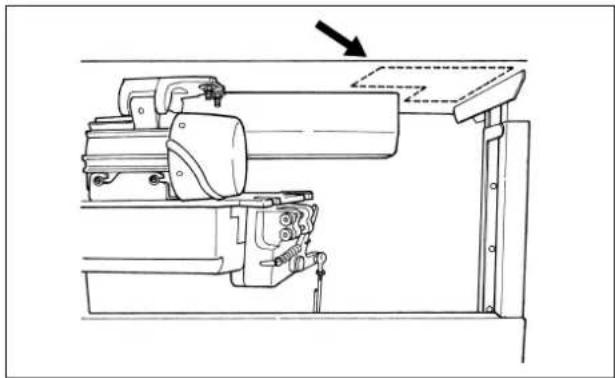
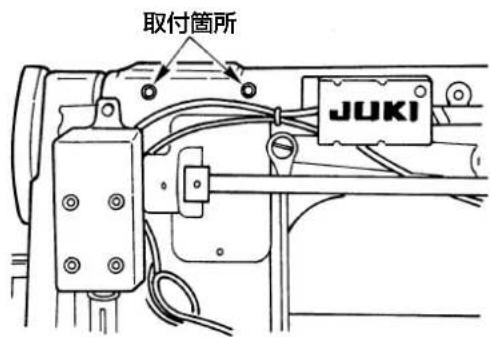
AK/エアー装置のレギュレーターと電磁弁(組)は、図の点線部分に取り付けます。
(1) AK/ エアー装置の取り付け
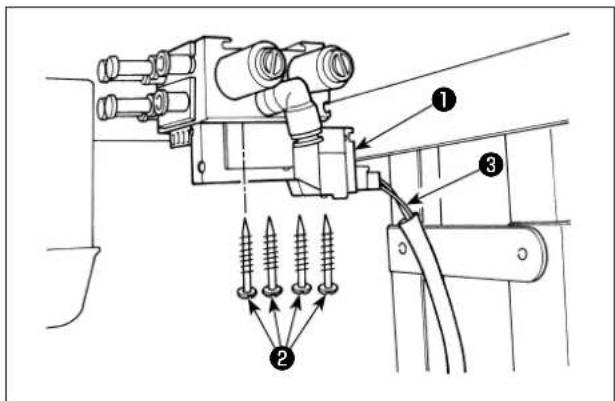
1) 電磁弁(組)①を添付木ねじ②でテーブル下面に取り付けます。電磁弁(組)のコード③が脚に当らないように取り付けてください。
(2) エアーホースの配管
(注意)1. 差し込み箇所を入れ間違えないようにしてください。
-
エアーが漏れないよう、奥までしっかりと差し込んでください。
-
エアーホースが折れ曲がらないようにしてください。
[電磁弁(組)にエアーホース番号が記載されている場合]
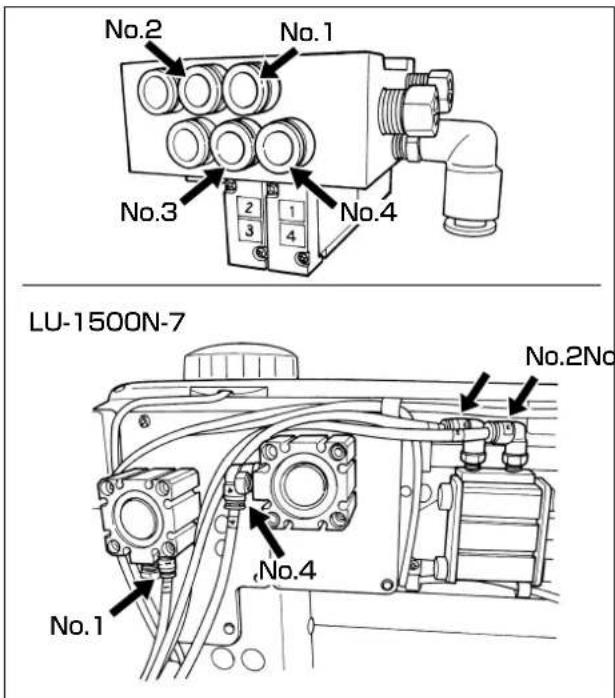
1) 各番号のエアーホースを、頭部のシリンダーに記載されている番号の継手に配管します。エアーホースが長いときは、切って使用してください。
[電磁弁(組)にエアーホース番号が記載されていない場合 (LZH、DU-141H、DSC、DSU)]
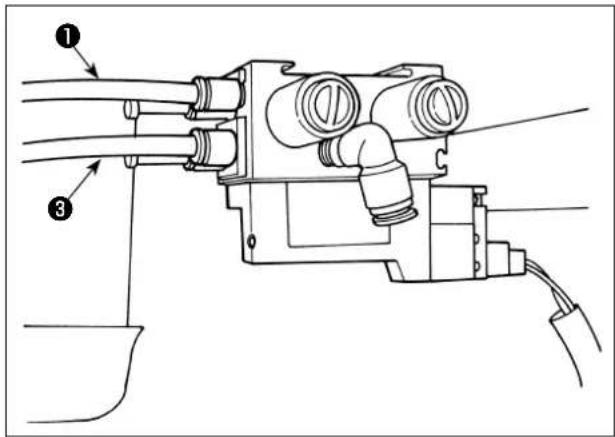
1) エアーホース①を継手②に、エアーホース③を継手④に接続します。エアーホースが長いときは、切って使用してください。
2)レギュレーター⑤を添付木ねじ⑥でテーブル下面に取り付けます。 レギュレーターのエアーホース⑦を電磁弁(組)の継手⑧に接続します。
3)全ての配管が終ったら、レギュレーターのつまみ⑨でエアー圧を0.4~0.5MPa(4~5kgf/cm²)に調整してください。
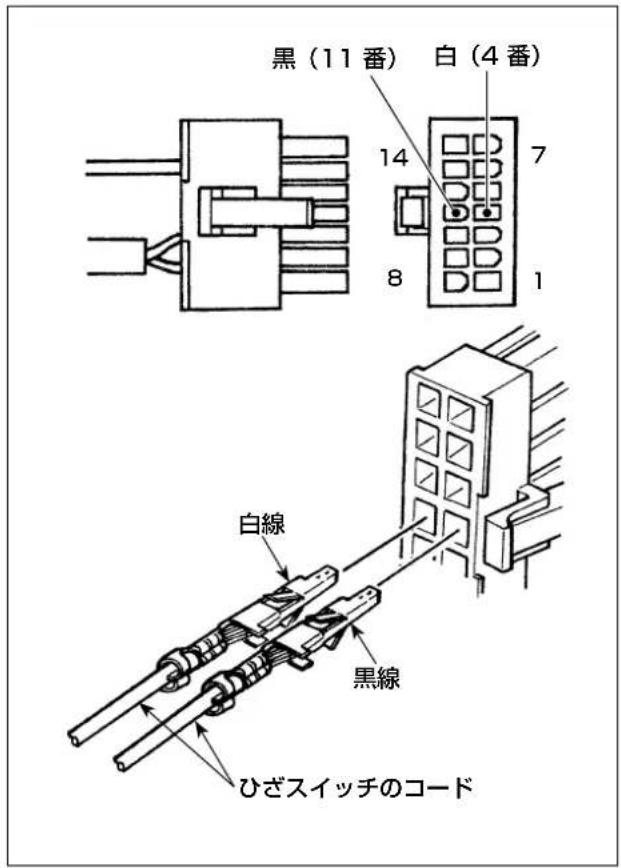
(3) ひざスイッチの取り付け
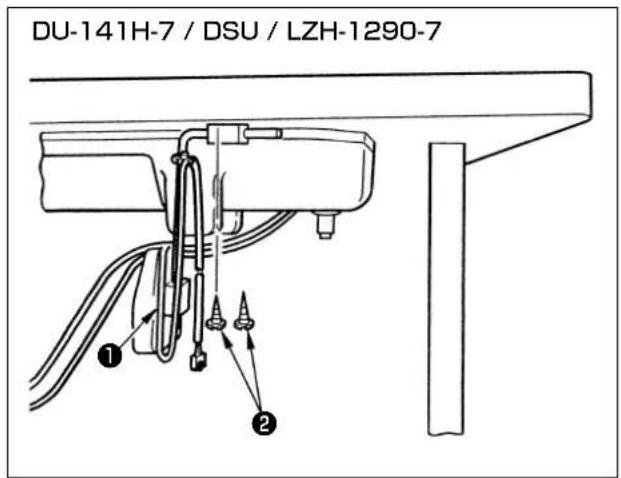
1) ひざスイッチ(組)①を添付木ねじ②でテーブル下面に取り付けます。
2)ひざスイッチはミシンコントローラーのCN36に接続するミシンコネクタ14Pの4番と11番に接続します。
(4) ひざスイッチの機能設定
1) 「1. 搭載頭部の設定 1)機能設定モードへの入り方」を参照して、機能設定モードに入ります。
12 TPo
2) スイッチ③または スイッチ④を押して、"機能設定 No.12(オプション入出力機能選択)"を呼び出します。
Po T ni
3) ① スイッチ⑤または ⑦ イッチ⑥を押して、"in"の項目を選択してください。
3i 1 F L
交互に点灯します。
L 5
4) スイッチ④を押して、表示 No.i31 を選択します。
i 3 1 L □ □ 5
5) ① スイッチ⑤または ② イッチ⑥を押して、ひざスイッチの機能を選択します。機能については、表4を参照してください。
PoT i n
6) スイッチ④を押して、機能を確定します。
12 TPo
7) スイッチ④にてオプション入力を終了します。
dB) ① スイッチ⑤または ② イッチ⑥にて "End" の項目を選択します。
9) スイッチ③または イッチ④を押して、機能設定モードに戻ります。
表4
| 機能コード | 略字 | 機能項目 | 備考 |
| 5 | FL | 押え上げスイッチ機能 | スイッチを押している間、押え出力は ON します。 |
| 31 | ALFL | 押え上げオルタネートスイッチ機能 | スイッチを押すたびに、押え出力は ON/OFF します。 |
| 24 | vErT | 交互上下量変換オルタネートスイッチ機能 | スイッチを押すたびに、交互上下量出力が ON/OFF します。 |
| 25 | vSW | 交互上下量変換スイッチ機能 | スイッチを押している間、交互上下量出力は ON します。 |
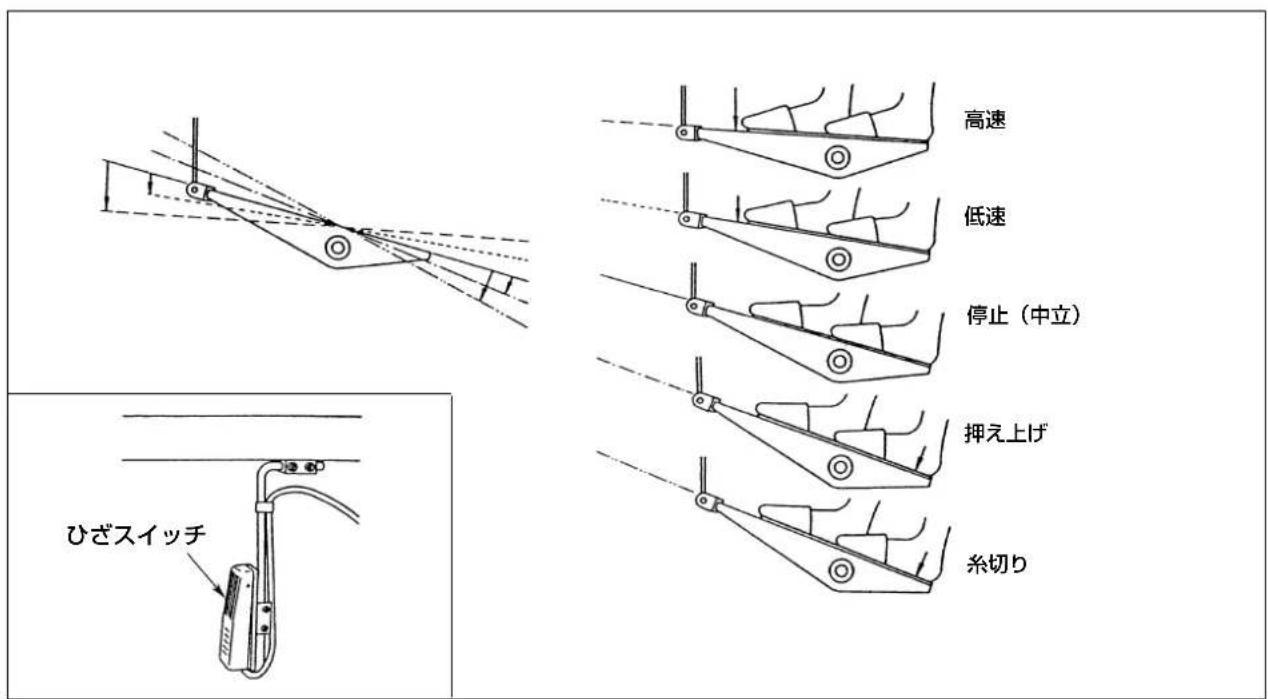
(5) 使用方法
1)ペダル中立のときにひざスイッチを押すか、ペダルを軽く踏み返すと、その間だけ押えが上がります。 2)糸切り後、自動的に押えが上がり、ペダルを前に踏み込むと押えが下がり、縫製が開始できます。 ひざスイッチを一度押してから戻すか、ペダルを一度踏み返してから中立に戻しても押えを下げることができます。
(6) 押え上昇量の調整
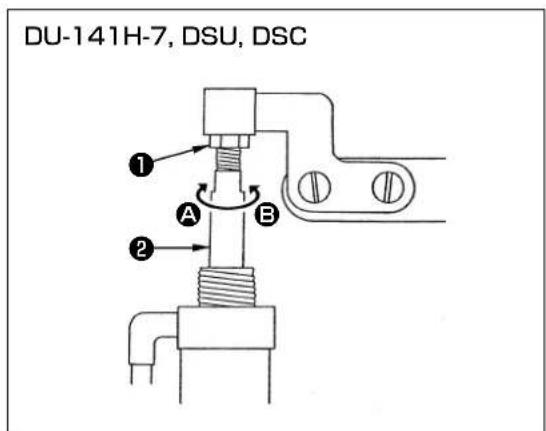
| ミシン 上昇箇所 上昇量 (mm) | |
| DU-141H-7 中押え上昇量 15 | |
| DSU シリーズ 中押え上昇量 13 | |
| DSC シリーズ 外押え上昇量 13 | |
(LZH-1290-7 は押え上昇量が 15 mm になるようにしてあります。)
1)シリンダーを全圧縮させたとき、押え上昇量が上記の数値になるように、調整ナット①をゆるめてシリンダーロッド②を回し調整します。A方向に回すと小さくなり、B方向に回すと大きくなります。
2)調整が終ったら、調整ナット①を締めます。
5. コードの接続

警告
ミシンの不意の起動による事故を防ぐため、電源を切ってから行ってください。
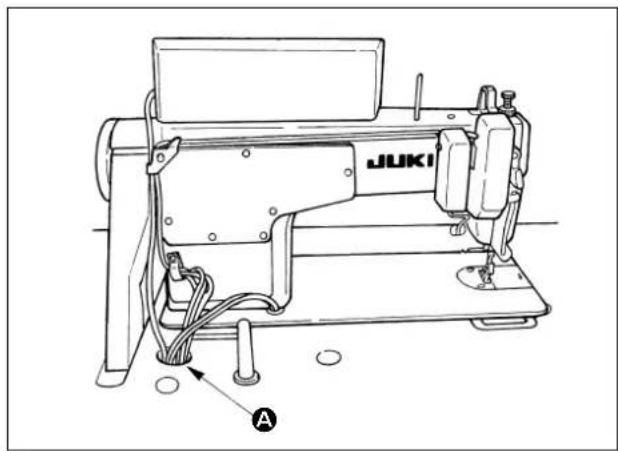
1)ミシンからのコードは、テーブル穴 A を通して、テーブルの下に通します。
2) ミシンからのコード③をモーターベルト張力調整ボルト①とモーターの間に、ベルトと触れないように通します。
3) ミシンからのコードを束線バンド②で束ねます。
4) コードの接続
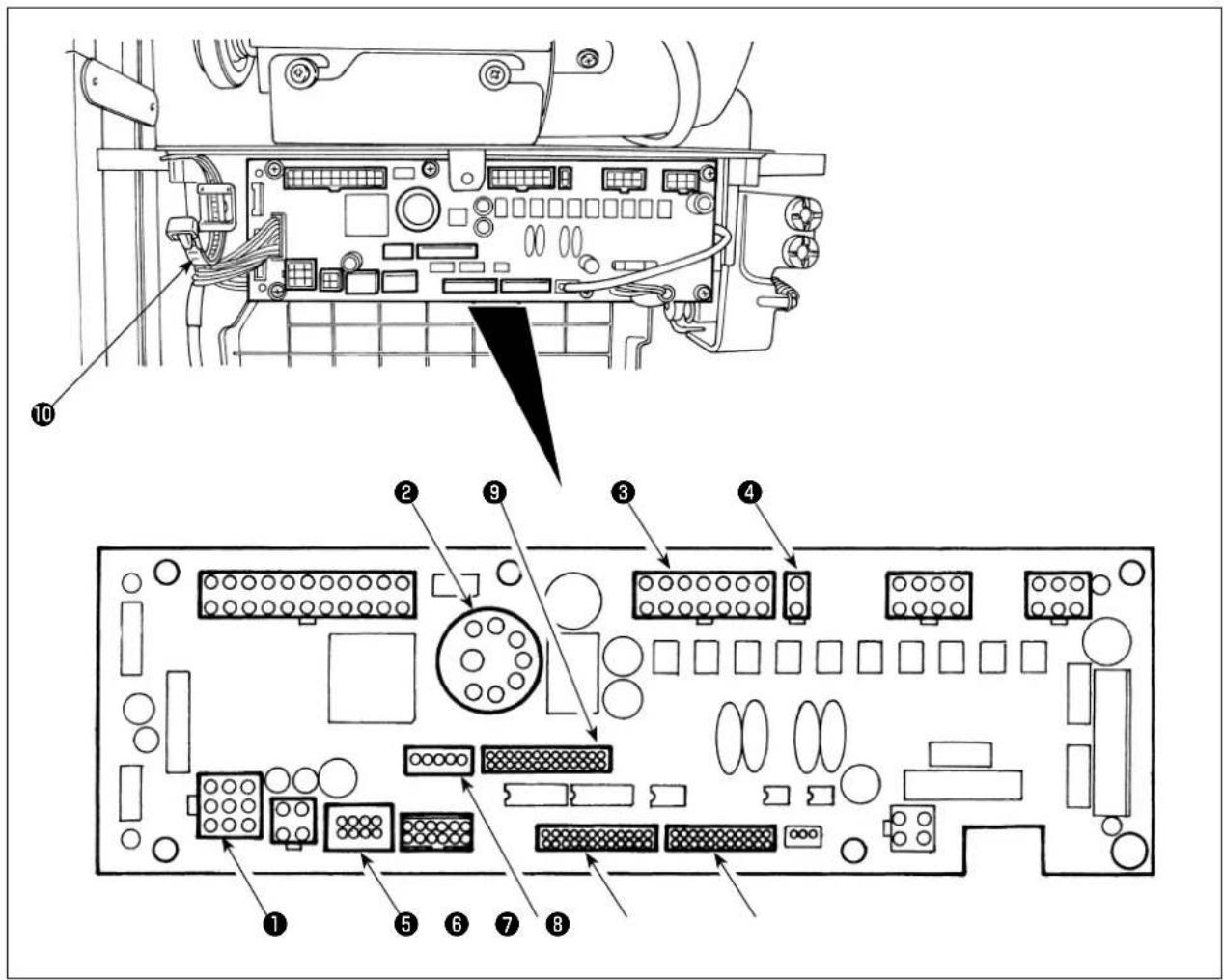
① CN30 モーター信号コネクタ
② CN33 外付け針棒位置検出器 (+5V 仕様):針棒位置を検出します。
③ CN36 頭部ソレノイド:糸切り、返し縫いソレノイド、タッチバックスイッチ等
④ CN37 押え上げソレノイド(自動押え上げ仕様のみ)
⑤ CN38 操作パネル:各種縫いを設定することができます。(CP-18 以外のパネル機能の詳細は、パネル側の取扱説明書を参照ください。)
⑥ CN43 頭部内蔵針棒位置検出器 (+12V 仕様):針棒位置を検出します。
⑦ CN44 手元スイッチ:タッチバックスイッチ以外の手元スイッチ
⑧ CN58 拡張入力コネクタ(センサ等の入力)
⑨ CN59 拡張出力コネクタ(電磁弁出力)
1) モーター信号コネクタ、針棒検出器、操作パネル、中継コード等をミシンコントローラーに接続してください。
コネクタを挿入し終えたら、すべてのコードをボックス側面の束線バンド⑩でまとめて止めます。
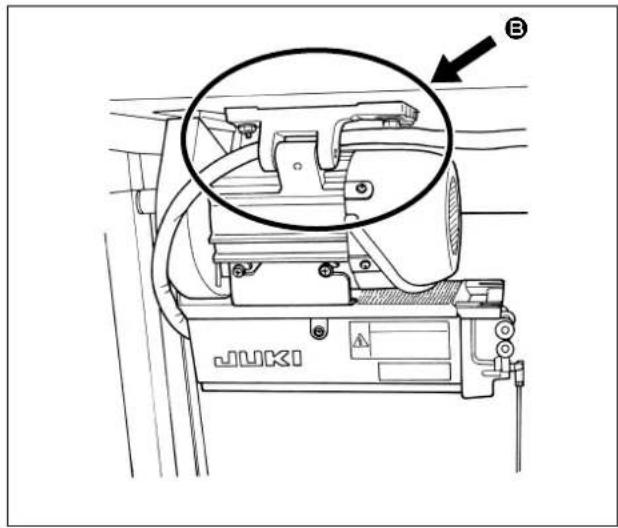
2) 中継コード等を B のように通します。
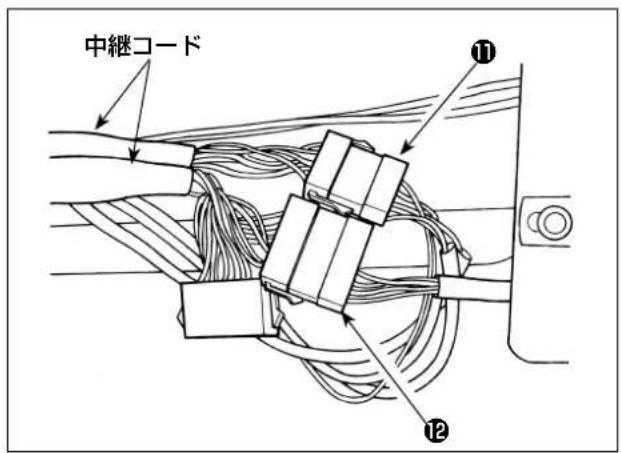
3) 頭部からのコネクタ⑪、電磁弁(組)からのコネクタ⑫を中継コードに接続します。
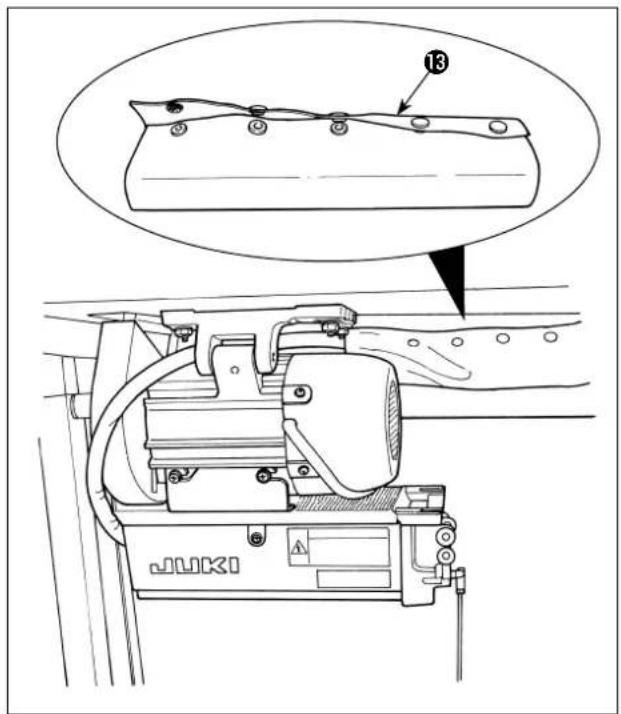
4) ボタンチューブ⑬でエアーホース、中継コード等を束ねます。
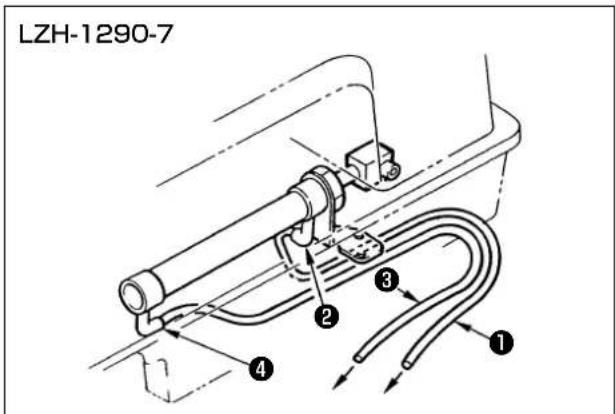
6. パネル糸案内の糸の通し方
[DU-141H-7、DSU、DSC、LZH-1290-7]
DU-141H-7, DSU, LZH-1290-7
糸立て装置からの上糸①をパネル糸案内②の穴に通します。
7. ワンタッチ手動返し縫い
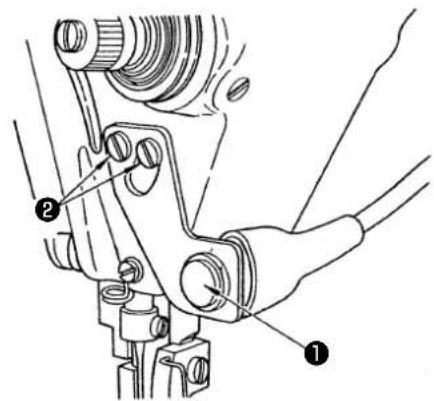
1)スイッチ①を押せば、ミシンは直ちに逆送りになり、返し縫いが行われます。
2)押してる間、返し縫いができます。
3) 離せば、正送りになります。
(注意) スイッチを強く押したり、叩いたりしないでください。スイッチが破損する恐れがあります。
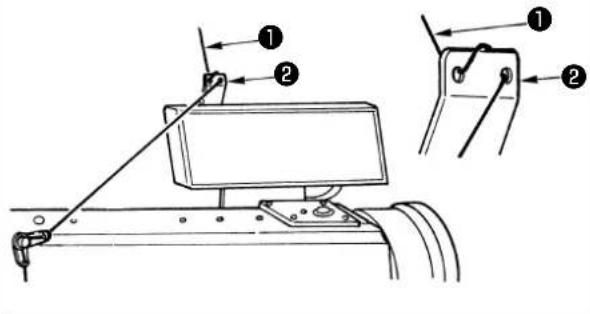
(2) スイッチの位置
1)スイッチの位置は、使いやすい位置に調整してください。
2)ねじ②をゆるめて、スイッチを上下に動かして位置を調整します。
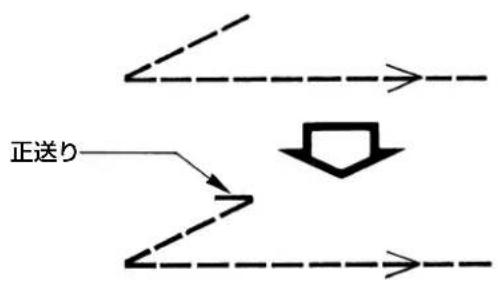
8. 前止め縫い
flowchart
graph TD
A["Start"] --> B{Decision}
B -->|Yes| C["End"]
B -->|No| D["End"]
一重止め縫い(V止め縫い)で縫い始めに目飛びが発生する場合は、縫い始めに正送りを1~2針入れてください。
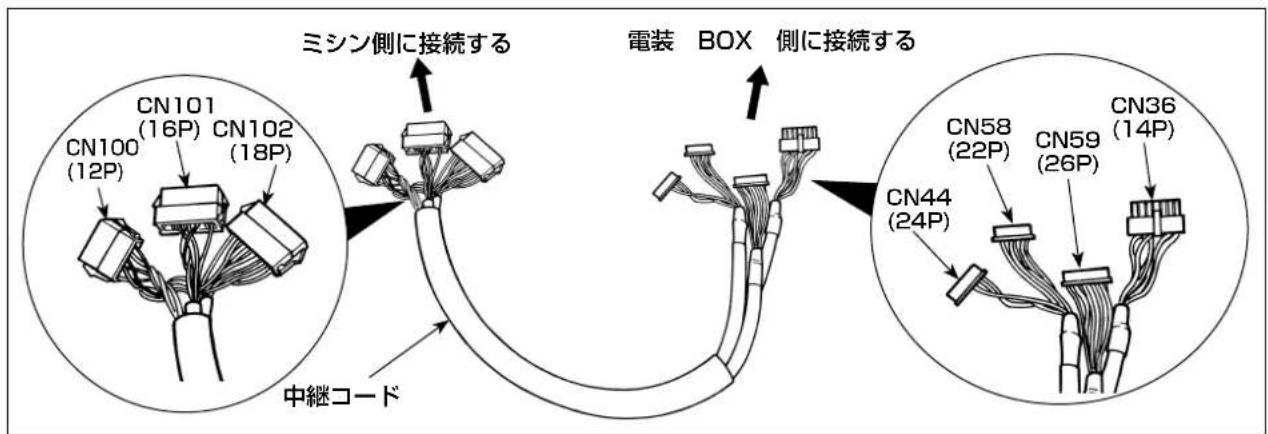
9. 中継コード
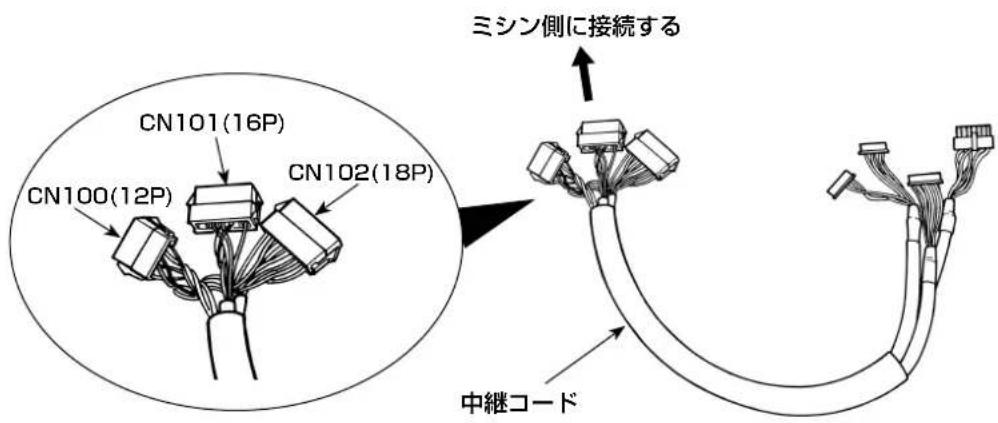
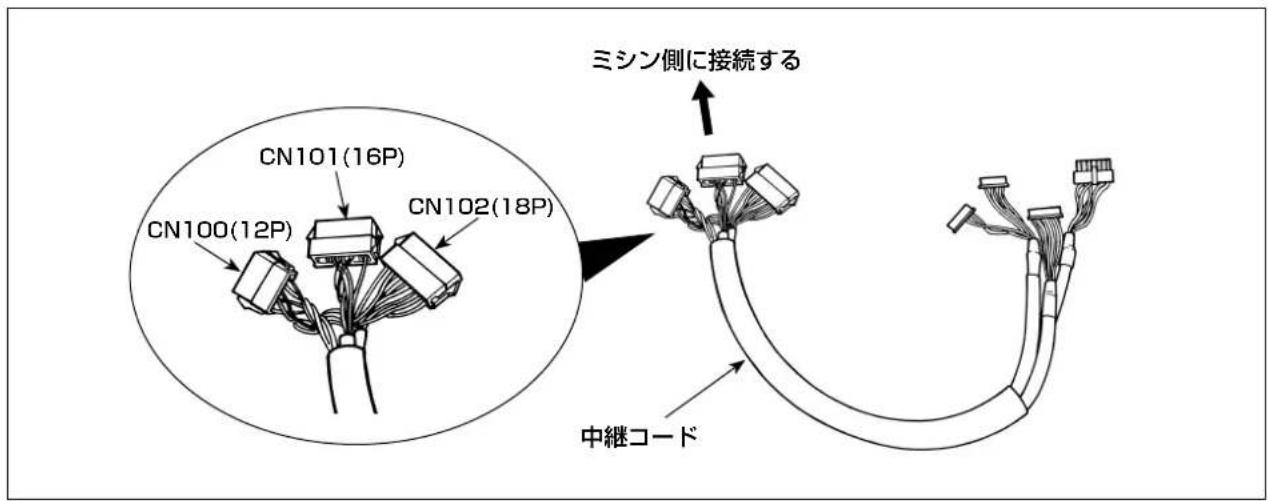
| CN100(12P) | ピン No. 機能 | |
| 頭部ソレノイド用 | 1 TRM | Mg (-) |
| 7 TRM | Mg (+) | |
| 2 TR Mg (-) | ||
| 8 TR Mg (+) | ||
| 12 FG | ||
| 9 GND | ||
| 10 BT SW | ||
| 3 +12V | ||
| 11 DL Volume | ||
| 4 DL Limit SW1 | ||
| 5 DL Limit SW2 | ||
| 6 GND | ||
| CN101(16P) | ピン No. 機能 | |
| タッチバックスイッチ組用 | 1 BT SW | |
| 2 DL SW | ||
| 3 ABT SW | ||
| 10 NU SW | ||
| 11 2P SW | ||
| 6 TC SW | ||
| 9 GND | ||
| 14 GND | ||
| 13 +24V | ||
| 4 DLSW LED | ||
| 12 2PSW LED | ||
| 5,7,8,15,16 | - | |
| CN102(18P) | ピン No. 機能 | |
| 電磁弁用 1 FL | ||
| 2 | BT | |
| 3 | DL | |
| 4 | SS | |
| 5 | 2P | |
| 6 TRM | ||
| 7 TRM | RET | |
| 8 | TC | |
| 9 FL2 | ||
| 10, 11, 12, 13, 14, 15, 16, 17, 18 | +24V |
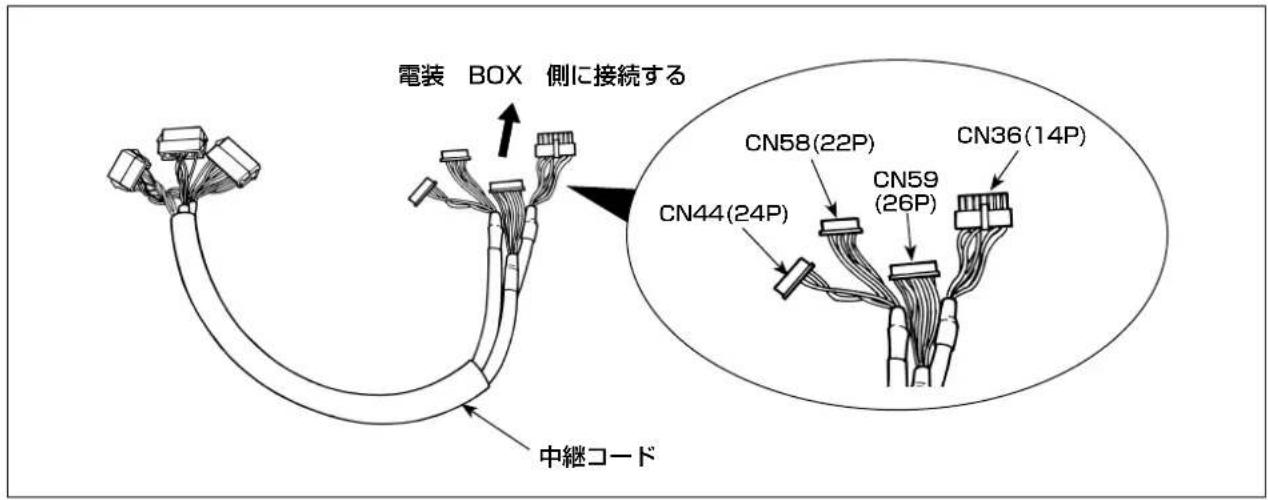
| CN36(14P) ピン No. 機能 | ||
| 頭部ソレノイド用 | 1 TRM | Mg (-) |
| 8 TRM | Mg (+) | |
| 7 TR Mg (-) | ||
| 14 TR Mg (+) | ||
| 10 FG | ||
| 5 BT SW | ||
| 12 GND | ||
| 4 FL SW | ||
| 11 GND | ||
| 2 WP Mg (-) | ||
| 9 WP Mg (+) | ||
| 6 BT Mg (-) | ||
| 13 BT Mg (+) | ||
| 3 | - | |
| CN44(24P) ピン No. 機能 | ||
| タッチバックスイッチ組用 | 4 DL SW | |
| 5 ABT SW | ||
| 6 NU SW | ||
| 7 2P SW | ||
| 8 TC SW | ||
| 12 GND | ||
| 1, 2, 3, 9,10, 11,13~24 | - | |
| CN58(22P) ピン No. 機能 | ||
| 交互上下量速度制限用 | 2 GND | |
| 9 +24V | ||
| 7 +12V | ||
| 14 DL Volume | ||
| 4 DL Limit SW1 | ||
| 5 DL Limit SW2 | ||
| 8 GND | ||
| 1, 3, 6,10~13,15~22 | - | |
| CN59(26P) ピン No. 機能 | |
| 電磁弁用 11 FL | |
| 12 BT | |
| 13 DL | |
| 14 SS | |
| 15 2P | |
| 16 FL2 | |
| 17 TRM | |
| 18 TRM RET | |
| 19 TC | |
| 22 DLSW LED | |
| 23 2PSW LED | |
| 1~5 +24V | |
| 6~10,20,21,24,25,26 |
10. LU-2220N-7 上糸掴み機能について
上糸掴み機能には、下記の機能があります。
| 機能 | |
| 機能 No.156上糸掴み機能 | 0:上糸掴みスイッチを ON にしたとき、機能が有効になります。1:上糸掴み機能が無効になります。2:上糸掴みスイッチの ON/OFF に関わらず、機能が有効になります。 |
[設定方法]
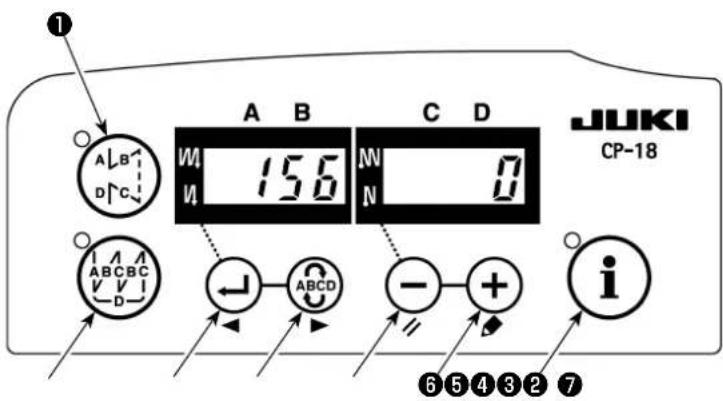
1)「1.搭載頭部の設定 1)機能設定モードへの入り方」を参照して、機能設定モードに入ります。
2) スイッチ③または スイッチ④を押して、機能設定 No.156 を呼び出します。
3) ① スイッチ⑤または ② れイッチ⑥を押して、機能を選択してください。
4) スイッチ③または イッチ④を押して、機能設定モードに戻ります。
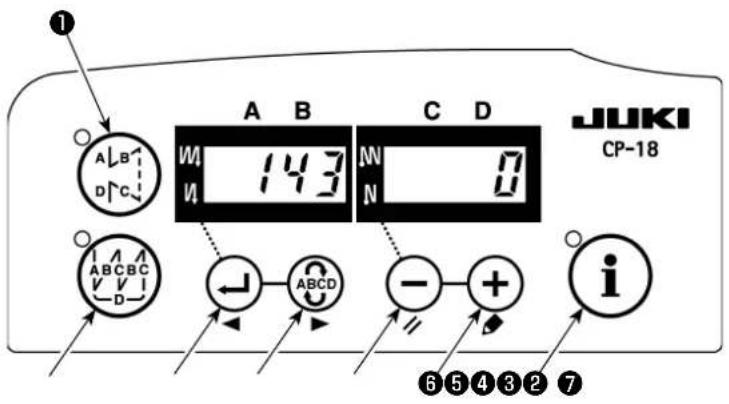
11. LU-2200N-7 シリーズ 太糸の糸切り対応
太糸 (#4 相当以上) を使用している場合で糸が切れないときは、下記機能を設定してください。
| 機能 | |
| 機能 No.143糸切上停止ブレーキ開始角度 | 糸切上停止時のブレーキ開始角度を設定します。設定範囲:0~10度工場出荷設定値:0度 |
[設定方法]
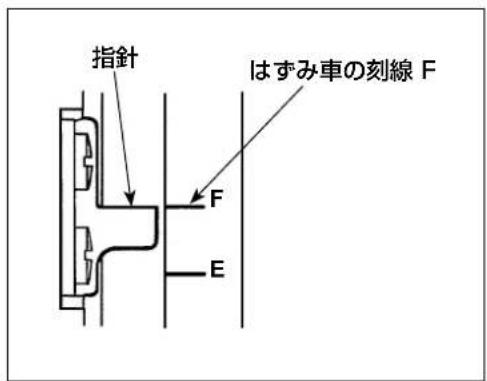
指針とはずみ車の刻線 F で一致するように上停止位置を設定します。
最初に設定する値を「7」度にして上停止位置を確認してください。
上停止位置が刻線 F を超えるようであれば、下記 3) での設定値を 1 つ減らし、上停止位置を確認してください。 上停止位置が刻線 F の手前であれば、下記 3) での設定値を 1 つ増やし、上停止位置を確認してください。
機能 No.56(糸切り後の逆転針上げ機能)を「0:無効」にして、糸切りを行って確認してください。
1)「1.搭載頭部の設定 1)機能設定モードへの入り方」を参照して、機能設定モードに入ります。
2) スイッチ③または イッチ④を押して、機能設定 No.143 を呼び出します。
3) イッチ⑤または ヌイッチ⑥を押して、角度を設定してください。
4) スイッチ③または スイッチ④を押して、機能設定モードに戻ります。
12. ミシン下停止時に針棒が下がるときの対応
ミシンが下位置に停止したときに針棒が下がる場合は、下記機能を設定してください。
| 機能 | |
| 機能 No.58針棒定位置保持機能 | 針棒上下定位置保持機能0:針棒定位置保持機能なし1:針棒定位置保持力 弱2:針棒定位置保持力 中3:針棒定位置保持力 強 |
[設定方法]
1)「1.搭載頭部の設定 1)機能設定モードへの入り方」を参照して、機能設定モードに入ります。
2) スイッチ③または スイッチ④を押して、機能設定 No.58 を呼び出します。
3) ケイッチ⑤または ヌイッチ⑥を押して、機能を選択してください。
4) スイッチ③または スイッチ④を押して、機能設定モードに戻ります。
13. 付帯装置別の SC-922 機能項目一覧表
| 付帯装置 | 機能No. | 機能項目 | 起動レベル | 設定範囲 | 内容 対応機種 | |
| 2 ピッチ装置 | 148 | 縫い始め、終り返し縫い中の2ピッチ出力 | ユーザー | 0、10:無効 | 1:縫い始め、終り返し縫制御中に2ピッチ出力をする。 | LU-2212N-7LU-2220N-7 |
| 149 | 交互上下量出力中の2ピッチ出力反転 | ユーザー | 0、10:無効 | 1:交互上下出力に同期して2ピッチ出力の状態を反転出力をする。 | ||
| 150 | 2ピッチ初期出力 コーザー 0、 | 1、20:電源 ON 時は前回の電源 OFF時の状態で復帰する。1:電源 ON 時に2ピッチ出力をOFF する。2:電源 ON 時に2ピッチ出力をON する。 | ||||
| 交互上下量変換装置 | 144 | 交互上下出力自動解除針数設定 | ユーザー | 0、1~30針 | 0:自動解除無効1~30:交互上下出力の解除を針数で自動解除をする。 | LU-1500N-7LU-1520NC-7LS-1342-7DNU-1541-7PLC-1700-7LU-2200N-7 |
| 146 | 糸切後の交互上下出力選択 | ユーザー | 0、1、20: | 無効1:糸切後に交互上下出力を強制的にOFF にする。2:糸切後に交互上下出力を強制的にON にする。 | ||
| 147 | 交互上下初期出力 ユーザー 0、 | 1、20:電源 ON 時は前回の電源 OFF時の状態で復帰する。1:電源 ON 時は交互上下出力をOFF にする。2:電源 ON 時は交互上下出力をON にする。 | ||||
| 上糸掴み装置 | 156 | 上糸掴みスイッチ機能選択 | ユーザー | 0、1、20: | 上糸掴みスイッチをON にしたとき、機能が有効になります。1:上糸掴み機能が無効になります。2:強制的に上糸掴み動作を有効にする。 | LU-2220N-7 |
ENGLISH
APPLICATION OF THE INSTRUCTION MANUAL (SUPPLEMENT)
3. INSTALLING THE OPERATION BOX
[ DSU, DSC, LZH-1290-7, DU-141H-7, LU-1500N, LS-1342-7, DNU-1541-7, PLC-1700-7 ]
CP-180
DSC
LZH-1290-7
DU-141H-7, LU-1500N, LS-1342-7,
DNU-1541-7, PLC-1700-7,
DSU
「0」・・・下位置停止,「1」・・・上位置停止
LZH-1290-7

DU-141H-7, LU-1500N, LS-1342-7,
DNU-1541-7, PLC-1700-7,
□ i 3 1 □ □ F L 交替亮灯 L □ □ 5
4)按 开关④,选择显示 i31。
〒206-8551 東京都多摩市鶴牧 2-11-1
TEL. 042-357-2371 (ダイヤルイン)
FAX. 042-357-2274
http://www.juki.co.jp
JUKI CORPORATION
TOKYO, 206-8551, JAPAN
PHONE : (81)42-357-2371
FAX : (81)42-357-2274
http://www.juki.com
- 本書の内容を無断で転載、複写することを禁止します。
この製品の使い方について不明な点がありましたら、お求めの販売店又は当社営業所にお問い合わせください。
※この取扱説明書は仕様改良のため予告なく変更することがあります。

- 厚物機種 取扱説明書(補足)SC-922 用
- 目次
- 搭載頭部の設定
- ■ ミシン停止時の針棒位置設定方法
- 操作ボックスの取り付け
- AK/ エアー装置の取り付け
- 警告
- AK/ エアー装置の取り付け
- エアーホースの配管
- ひざスイッチの取り付け
- ひざスイッチの機能設定
- 使用方法
- 押え上昇量の調整
- コードの接続
- パネル糸案内の糸の通し方
- ワンタッチ手動返し縫い
- スイッチの位置
- 前止め縫い
- 中継コード
- LU-2220N-7 上糸掴み機能について
- [設定方法]
- LU-2200N-7 シリーズ 太糸の糸切り対応
- ミシン下停止時に針棒が下がるときの対応
- 付帯装置別の SC-922 機能項目一覧表
- ENGLISH
- APPLICATION OF THE INSTRUCTION MANUAL (SUPPLEMENT)
- INSTALLING THE OPERATION BOX
- JUKI CORPORATION
ブランド : JUKI
モデル : DNU-1541-7
カテゴリ : ミシン