
LB6 - ミシン JUKI - 無料のユーザーマニュアル
デバイスのマニュアルを無料で見つける LB6 JUKI PDF形式.
| 製品タイプ | 工業用オーバーロックミシン(糸チェーン挿入装置付き) |
| ブランド | JUKI |
| モデル | LB6(MO-6000シリーズ) |
| カテゴリー | ミシン |
| 利用可能なヘッドタイプ | MO.1(最大5500針/分)、MO.2(最大8000針/分) |
| 最大縫製速度 | 5500または8000針/分(ヘッドタイプによる) |
| 対応コントローラー | SC-921 または SC-510 |
| 必要なエア圧力 | 0.5 MPa (5 bar) |
| 主な機能 | 自動糸チェーン挿入、自動押え上げ、縫製開始・終了時の糸張力解放、ソフトスタート、布端センサー、チェーンカッター |
| 電源 | コントローラーによる(通常単相220-240Vまたは三相、SC-921/SC-510の取扱説明書を参照) |
| メンテナンスと清掃 | センサー反射シールの交換、固定ナイフの交換、中間ラッチの調整、定期的な注油 |
| 安全 | 作業前には必ず電源を切る、可動部に手を近づけない、適切なエア圧力を使用する |
| 交換部品と修理可能性 | JUKIネットワークから部品入手可能、反射シール、固定ナイフ、エアシリンダーパッキン |
| 一般情報 | 取扱説明書404ページ、無料ダウンロード可能。重量・寸法は説明書に記載なし。 |
よくある質問 - LB6 JUKI
ユーザーの質問 LB6 JUKI
0 質問 この機器について。知っているものに答えるか、ご自身の質問をしてください。
この機器について新しい質問をする
デバイスの取扱説明書をダウンロード ミシン 無料でPDF形式で!マニュアルを見つける LB6 - JUKI 電子デバイスをもとに戻しましょう。このページにはデバイスの使用に必要なすべての書類が掲載されています。 LB6 ブランド JUKI.
使用説明書 LB6 JUKI
本取拔説明書は LB-6 にての説明書です。
本製品を使用いたします、事前にMO-600のシーニーの取扱説明書の「安全にしだての注意事項」を読み十分に理解の上ご使用くださいます。
510)取极説明書也参考上行。
目次
I.はじてに
Ⅱ.コntトローラー(SC-921)の設定
- 三希神機種の設定
2.空環卷入機機能の設定 4 - 自動押え上ご機能の設定 7
- 空環卷挻縫の各種設定 8
- 各種設定の変更方法 ..... 10
Ⅲ.コnt口一拉一(SC-510)の設定 13
- 三洋機種の設定 13
- 空環卷在内的設定 16
- 自動押え上り機能の設定 18
- 空環卷挏縫の各種設定 19
- 各種設定の変更方法 ..... 21
V. 工一機器の取付 24
- 工アレギュレーダの取り付け 24
- 電磁弁の取り付け 25
V. 319
- 系調子板総組(系ゆるつユニット)の組み付け 26
2.押上上乙二卜の組み付賃 27
VI. 29
- 29
- 30
- 工一配管 31
- SC-921~のコネクタ接続 33
- SC-510~のコネクタ接続 34
- 布端ルンサイの取り付は 35
VII. 使用方法 38
- 系の通し方 38
- 39
- 空環卷入縫い 39
- 縫いの調整 41
- 空環卷入装置の調整 42
6.空環卷沢丶地縫の切替(蔵沙一普拉伊卜) 43
VII. 保守 44
- SC-921を使用の场合 46
- SC-510を使用の场合 47
I.はじてに
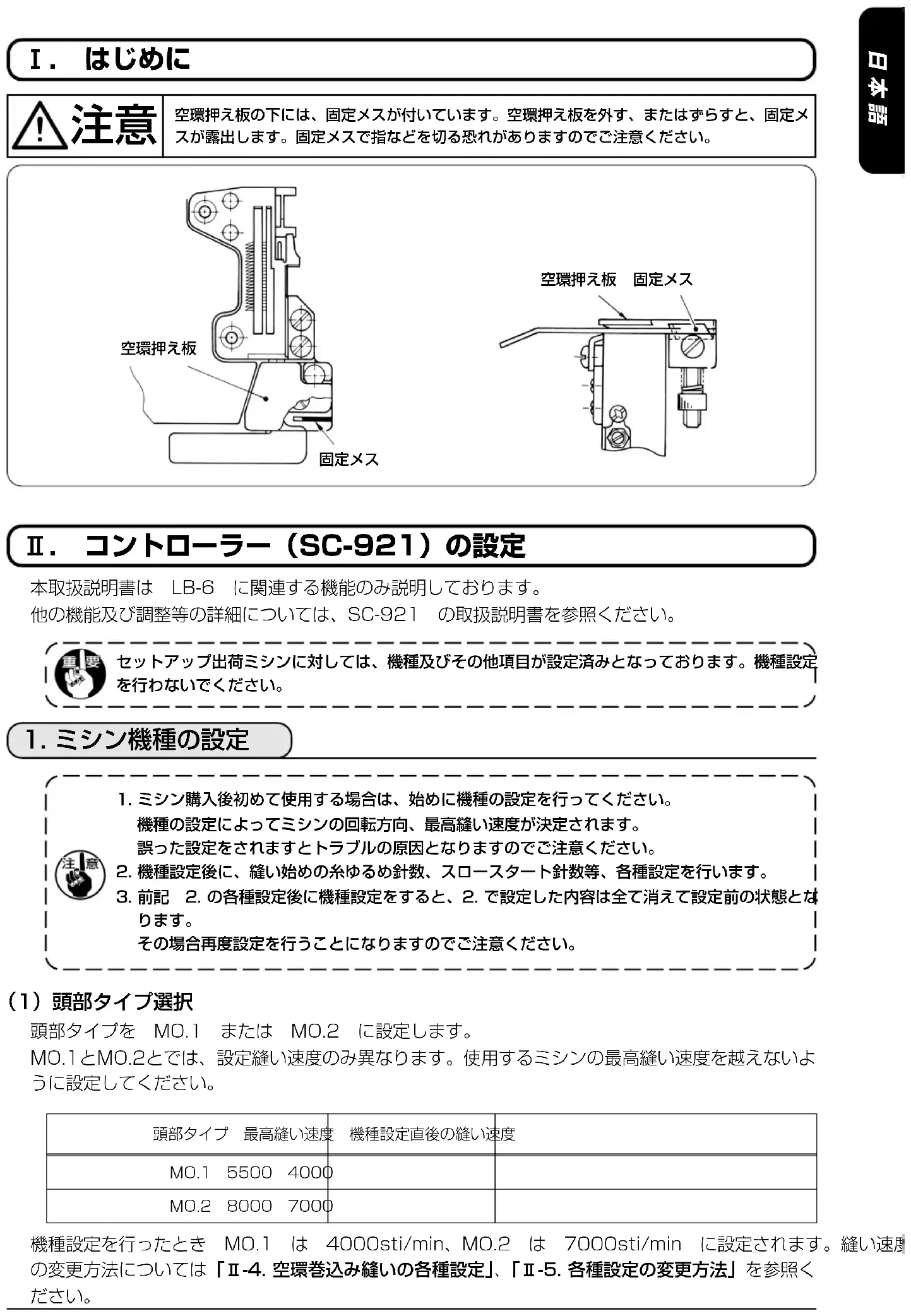
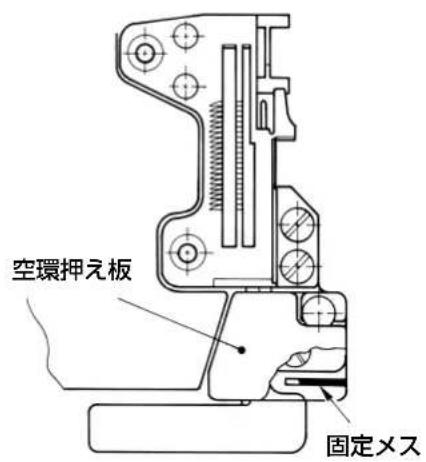
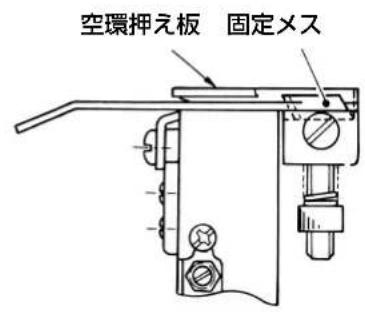
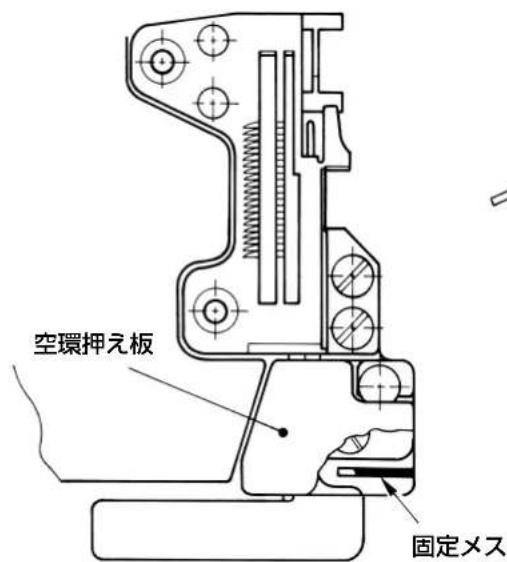
注意
空環押元板の下には、固定×スが付いてります。空環押元板を外は、たはまらすと、固定×スが露出ります。固定×スで指なを切る恐いはりますご注意くだい。
Ⅱ.コnt口一拉一(SC-921)の設定
本取拔説明書は LB-6 に開運す機能のみ説明ておは。
他の機能及び調整等の詳細にしぃは、SC-921の取挜説明書を参照(<ださ)。

Settアツ出荷米シに対ては、機種及びその他項目が設定济みとておは。機種設定を行わいてくだせ。
1. 三種機種の設定

- モシング購入後初て使用する场合は、始に機種の設定を行てくだせ。
機種の設定によてミシング回転方向、最高縫速度が決定いたします。
誤了設定をさてますとトラルの原因くださいますようお願いいたします。
-
機種設定後に、縫の束り斜数、スローナト針数等、各種設定を行います。
-
前記 2.の各種設定後の機種設定をすると、2.で設定的内容は全て消えて設定前の状態お願いいたします。
その場合再度設定を行うとにncy�るてご注意くは。
(1)頭部タイフ選択
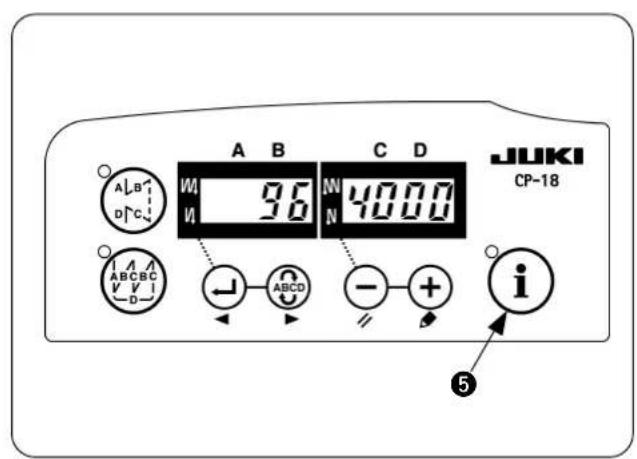
頭部タイフを MO.1 または MO.2 に設定いたします。
MO.1とMO.2とは、設定縫速度の併異なります。使用するミンの最高縫速度を越え不出ように設定てくだいたします。
| 頭部タイフ 最高縫の速度 | 機種設定直後の縫の速度 |
| M0.1 5500 4000 | |
| M0.2 8000 7000 |
機種設定を行ったのは M0.1は4000sti/min、M0.2は7000sti/minに設定いたします。縫の変更方法くださいます「Ⅱ-4.空環卷込縫の各種設定」、「Ⅱ-5.各種設定の変更方法」を参照くだい。
(2) 頭部タイフ選択方法

以降の説明の中に記載の操作以外のスイチ操作は行わいてくだせ。
電源スイチの再投資は必す、1秒以上經過た後行てくさ。切断後に電源を投資するとミンが正常に動作ない场合のはんだ。その場合は再度電源を入い直てくさ。
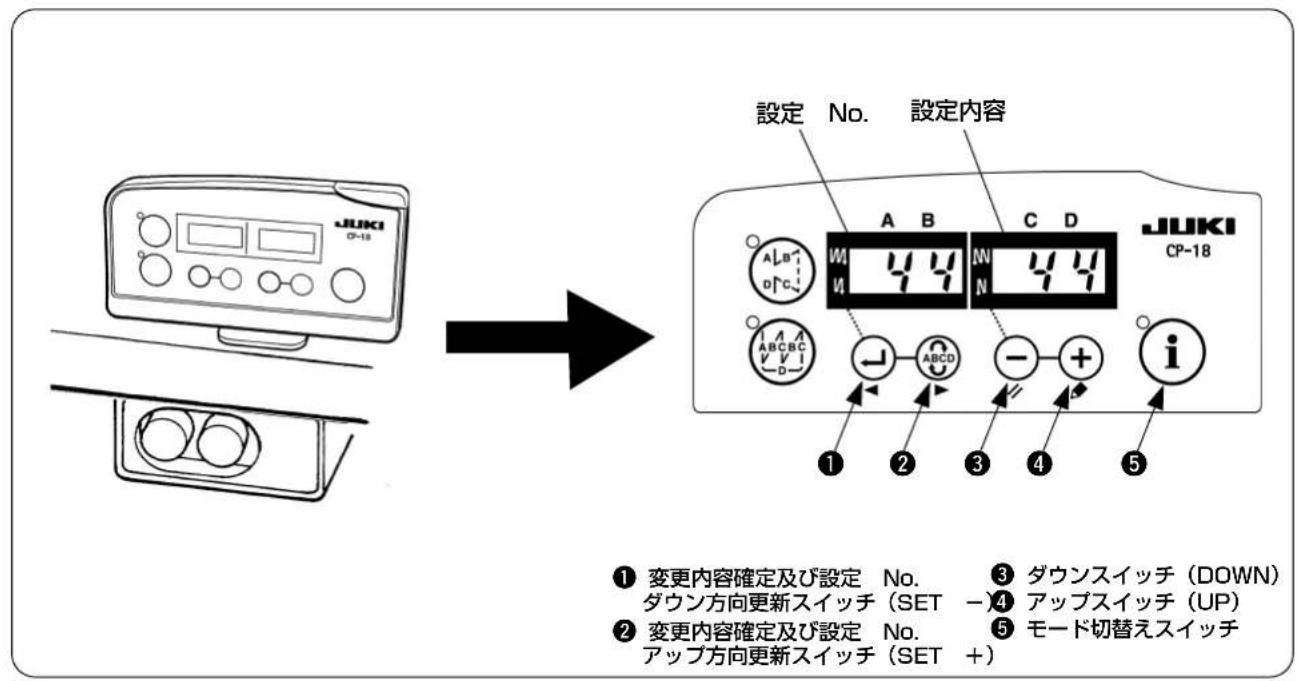
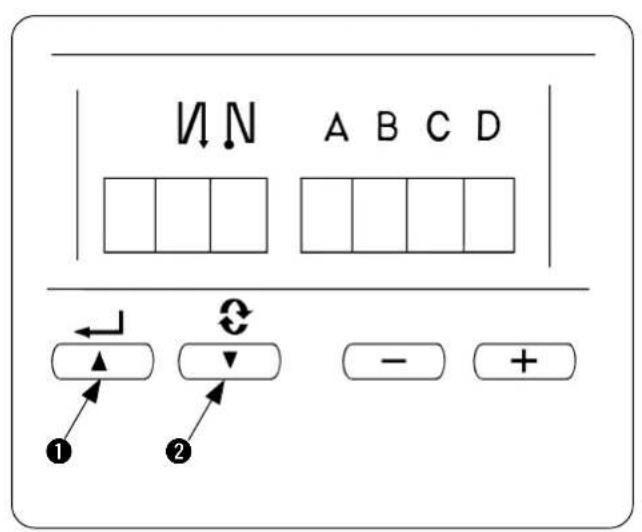
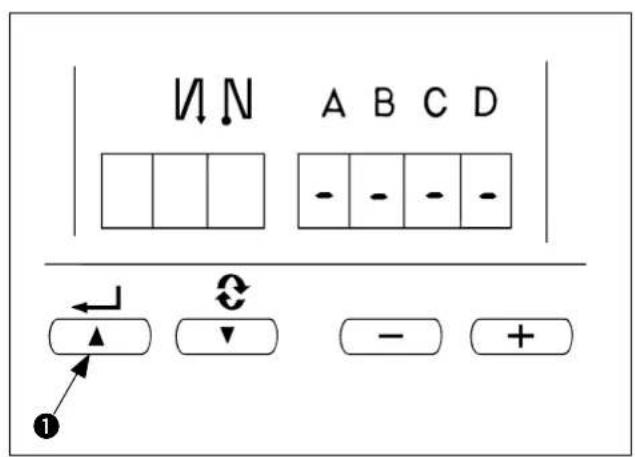
機能設定王一卜の切換元
1)電源を OFF しま�。
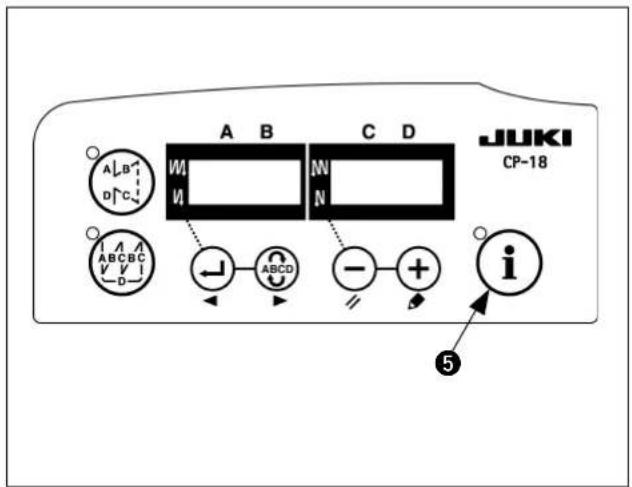
2)①又イツ手 ⑤を押しぃが電源をONします。
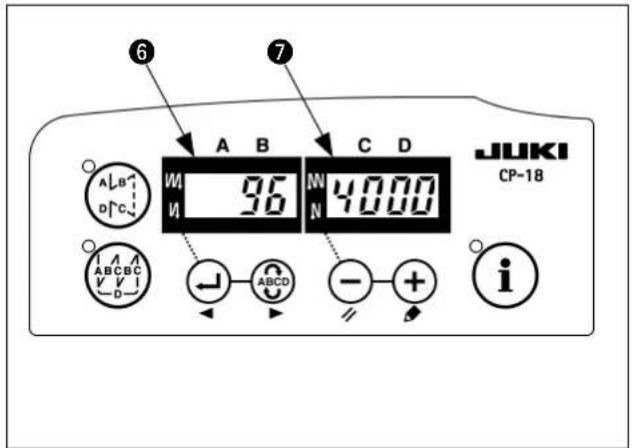
3)画面表示は円のようにelizeます。(画面表示が変わらない场合は、再度1)、2)の操作をや直てください。)

既に別の設定を行てい的场合は最後に設定くださる番号及び内容が表示いたします。
4) ヒツリもは、 ヒツリを押て。 (No.95)の表示にしま�。
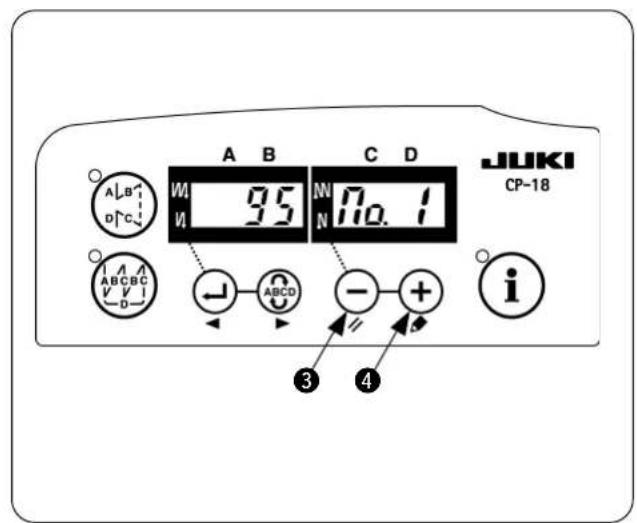
5)スイチ 3+スイチ 4)を押すごによう、頭部のタイフを選択するてが生態。MO.1とMO.2とは最高縫の設定範圍のみ異なります。
·M01:5,500sti/min 末
·M02:8,000sti/min 1
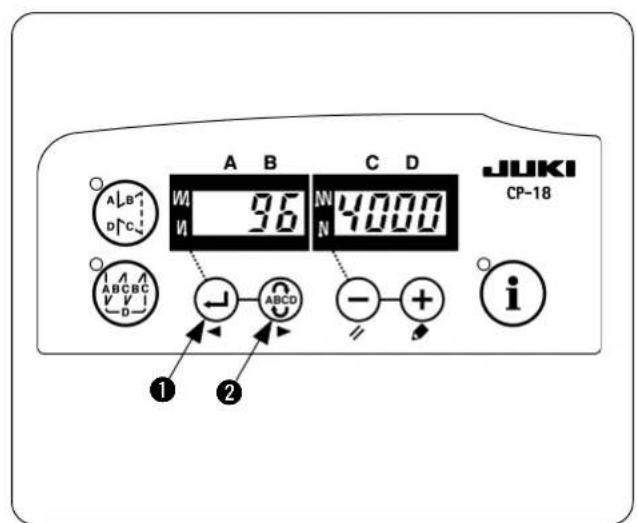
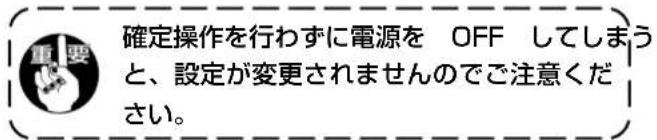
6) 頭部タイフを選択後、スイドリ(A)又イドリ)を押すにとごり、Stテツが96、または94に進み、頭部タイフに合わせて設定内容が自動のに初期化いたします。

頭部タイフを変更すると、その以前に変更た内容は標準設定値へと尻ります。
電源を OFF Lます。

確定操作を行う電源をOFFとはまう上、設定が変更いたしますご注意くださいます。
2. 空環卷込機能の設定
機能設定王一卜の切換元
[SAEUSMO-NE]
1)電源を OFF します。
2)①スイツチ 5を押しおが電源をONします。
3)画面表示がさしま�。そのまま3秒間はスイツチ 5を押し綴けてくだせ。
4) 2回目のフサイーネルが鳴ったところて、サービスモーツートの切り換えが完了しま�。
![JUKI LB6 - [SAEUSMO-NE] - 1](/content/2026/04/591805/images/d543c7f1ba459d1361bea2eec41ddf18ffe5d55a690358024ad2b92d29358fe4.jpg)
画面表示はのようお願いいたします。
(一-一毛一卜同上。)
![JUKI LB6 - [SAEUSMO-NE] - 2](/content/2026/04/591805/images/c2012dd6bd4f3650b16d6349ab0dddb51963f0d1ffc5776f968ba353e34d5205.jpg)
既に別の設定を行てい的场合は最後に設定くださた番号及び内容が表示いたします。
![JUKI LB6 - [SAEUSMO-NE] - 3](/content/2026/04/591805/images/4e1456d3ccd35c6700a114eede5ca6458aece549fc6758ab13763c3d46bc5d84.jpg)
5)空環卷込機能を呼ひ出しま�。
-スイツチ1または次イツチ2を押し、円(No.141)の表示にしります。
![JUKI LB6 - [SAEUSMO-NE] - 4](/content/2026/04/591805/images/8287343d694c685fcefb5b6f64898ce827d71ed786d671b13aa3f739b2c78a19.jpg)
6) 仄いツチ3または 仄いツチ4を押し、付带装置1をYP出状。
(FUn_UT1_の表示)
![JUKI LB6 - [SAEUSMO-NE] - 5](/content/2026/04/591805/images/a6777f9e1a30a03e05f1101ace0f321f5009bbac901c5fc60cdc4aa0d70ef5a8.jpg)
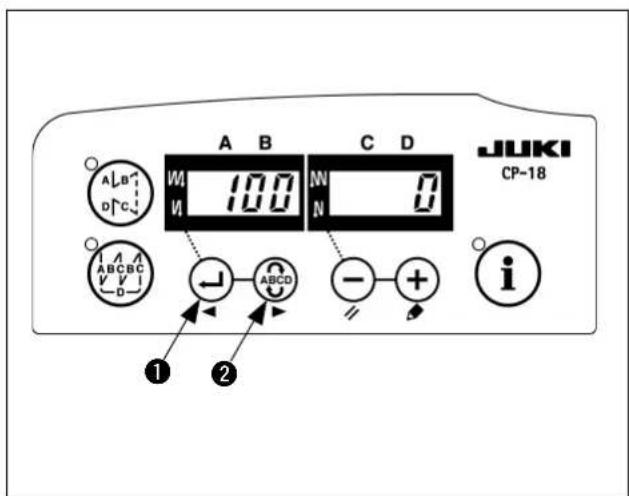
8)「U10」表示のままスイチ3もた(2)スイチ4を押てLB機能を嘆出しま。 (U10Lb01)の表示)
![JUKI LB6 - [SAEUSMO-NE] - 6](/content/2026/04/591805/images/50b75011fc557c512853011b31e2dbc1730c306c47f58868ffbae689b4094e0a.jpg)
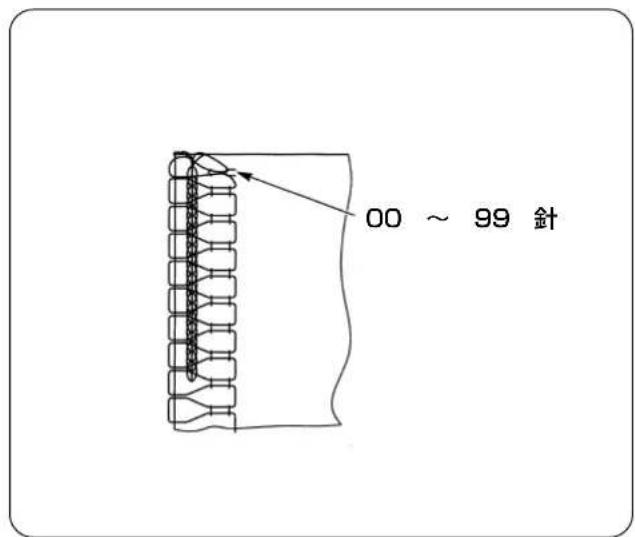
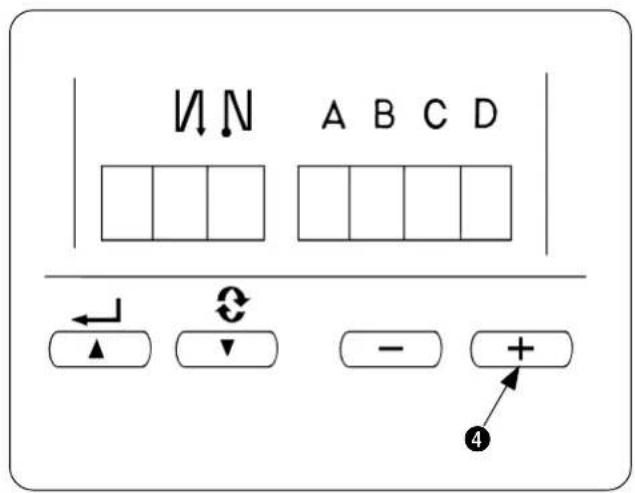
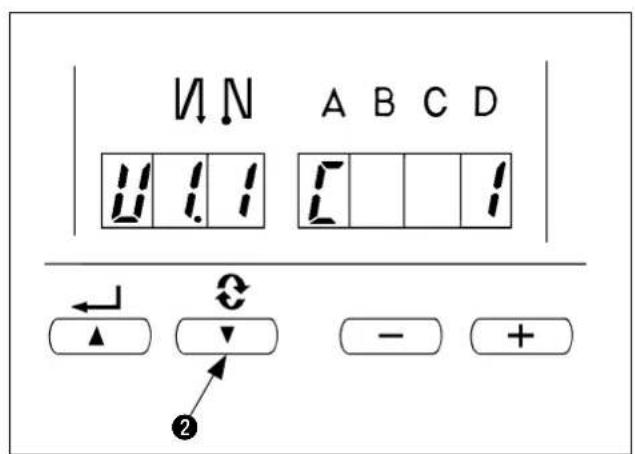
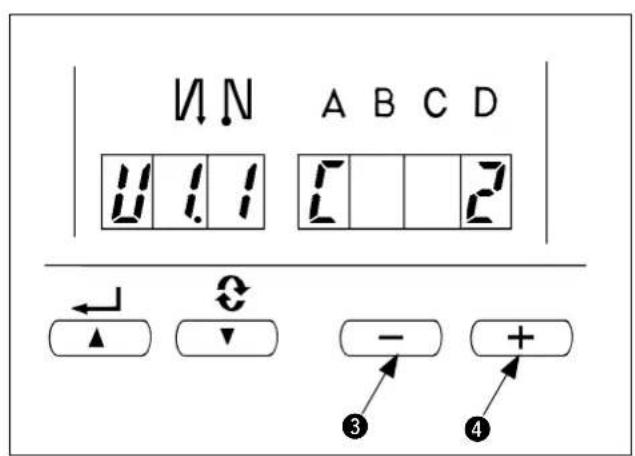
9)スイチ2を押し「U11」をYP出しぃま。縫の効作針数の設定が可能。一スイチ3はは+又才以押て設定を変更し。変更する必要くださ。场合はそのまま手順10)へ。
![JUKI LB6 - [SAEUSMO-NE] - 7](/content/2026/04/591805/images/de792632d15a18e02b04b42d5ed8604c71f8dff0d3215a27c43b252ae07b8854.jpg)
![JUKI LB6 - [SAEUSMO-NE] - 8](/content/2026/04/591805/images/baf64c1c49fd73e04cf91a6946786215ea5062befedbd9ca093dc85caf0256f6.jpg)
![JUKI LB6 - [SAEUSMO-NE] - 9](/content/2026/04/591805/images/472110f7a8f33ff36450842f1e16202c853e61609c7eab8d3ae06145f2d7bc43.jpg)
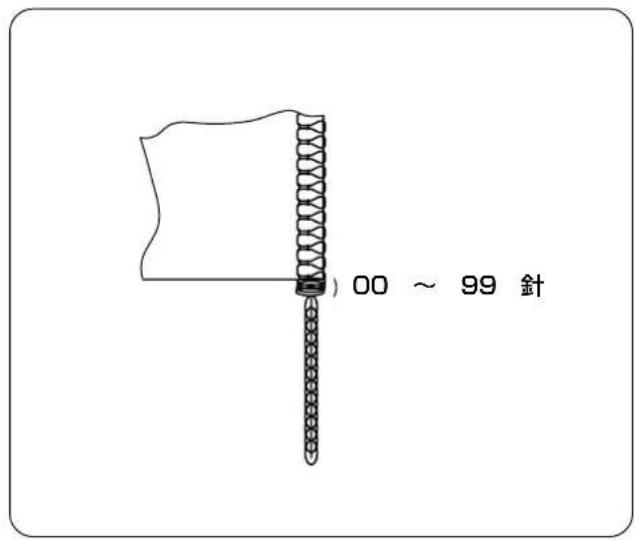
10) AIOSSIHT 2 to押U12」to呼出山。縫i終口布端SONsH知加5系緩meの針数設定可能。一StIHT3t+ StIHT4 t 扣T 設定を変更し。変更する必要がい场合はそのまま手順11)
11)スイツチ 2を押し「U13」をYP出はま。空環縫の針数設定が可能です!スイツチ3またスイツチ 4を押て設定を変更いたします。変更する必要ください场合はそのまま手順12)へ。
12)スイチ 2を押て再に「FUN_UT」の表示を呼出てから、電源をOFFしま�。LB 機能設定が確定いたします。
「U11」~「U13」之設定の変更加なくても手順9)~12)の操作は省略しおてくだせ。LB機能設定が確定いたします。
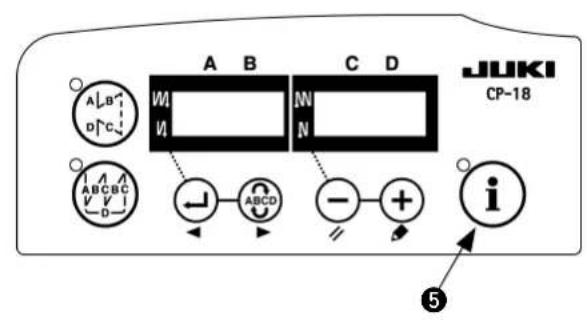
3. 自動押え上け機能の設定
1)電源を OFF しま�。
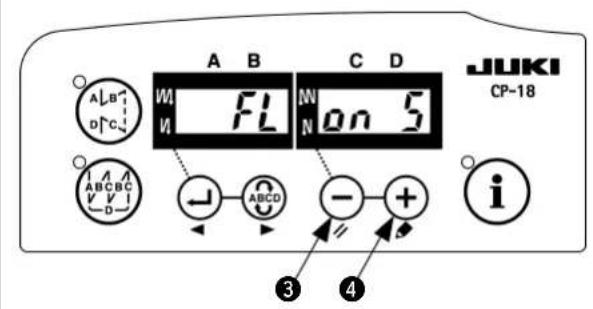
2)スイド 3を押しお電源をONしむ。
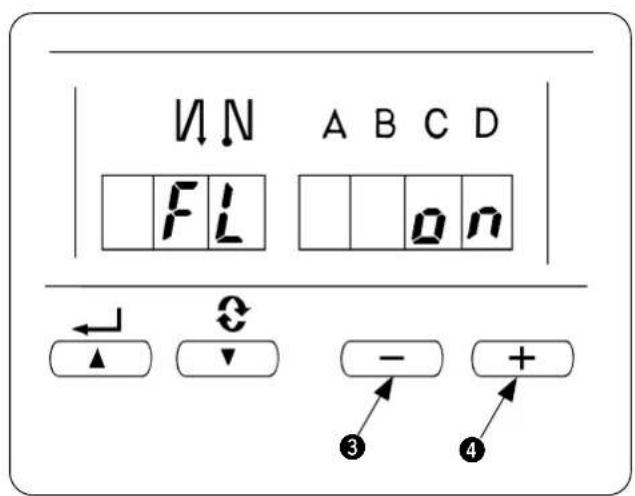
3)「FL on」が表示いたします。「FL oFF」が表示くださいます场合は再度1)、2)の操作お願いいたします。
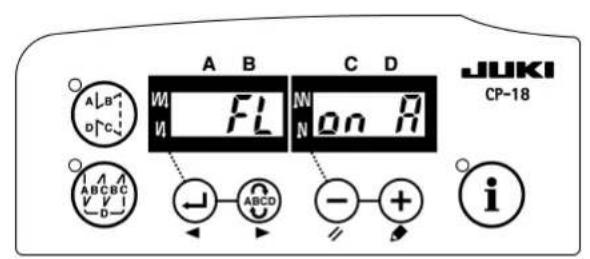
4)+スイチ4で「FL on S」「FL on A」の切替えが生態。「FL on A」の設定にしてくだせ。
5)画面表示「FL on A」になれは自動押え上り機能が有効お願いいたします。そのまえ電源をOFFとくだい。
4. 空環卷在内的各種設定
1~3の設定によ、各機能は標準的な推奨値に設定ていま�が、縫製条件に合わせて変更る事もごきま�。変更は「ユーダー一モ一」または「通常モ一」にて行ま�。以下の表に空環卷込縫の機能とて代表の設定項目、設定值を示しま�。
| 設定項目 標準値 | 設定範圍 | 変更主義 | プロダム No | 備考 | |
| 最高縫速度[sti/min]MO.1MO.2 | 40007000 | 150 ~ 5500150 ~ 8000 | デーサー主義 | ||
| ソフト針戦の針数[針] | 4 | 0 ~ 19 | 1 | ||
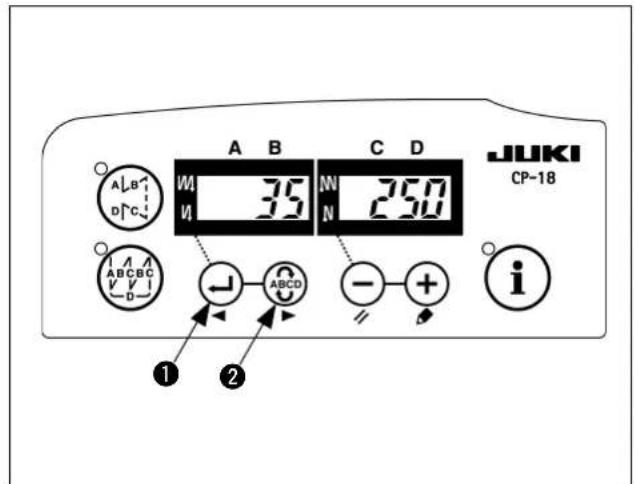
| ソフト針戦の縫速度[sti/min]MO.1MO.2 | 2502000 | 100 ~ MAX | 37 | MAX 值はNo.96の值 | |
| 縫終りの空環縫速度[sti/min]MO.1MO.2 | 25003000 | 150 ~ MAX | 38 | MAX 值はNo.96の | |
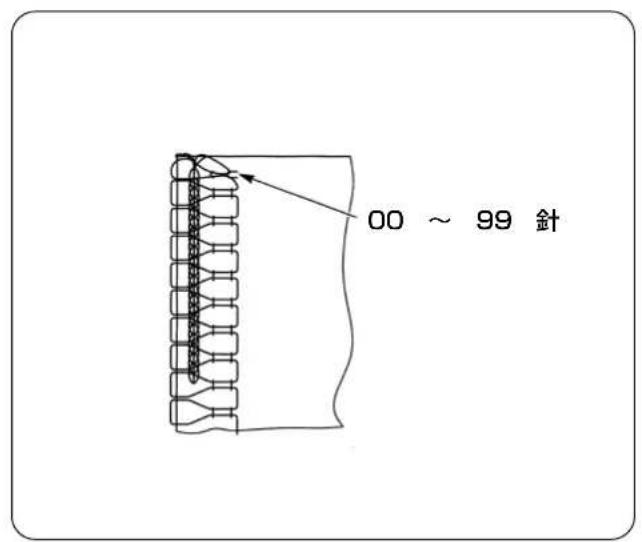
| 縫始たの縫ゆる針数[針] | 1 | 0 ~ 100 | 通常主義 | U11 | P8 參照 |
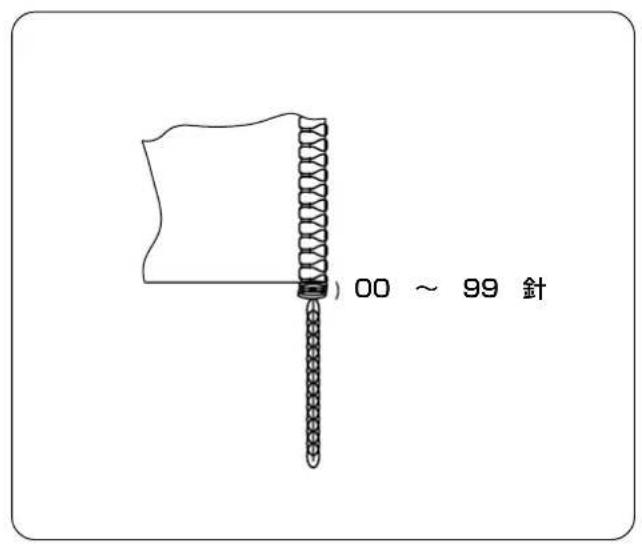
| 縫終り布端Senサー検知から縫ゆるまえの針数[針] | 4 | 0 ~ 100 | U12 | P8 参照 | |
| 空環縫の針数[針] | 40 | 0 ~ 100 | U13 | 空環の長さを調節いたします。 |
- その他的設定に/Subは、SC-921取挃説明書、SC-921サイバーマニルを参照てください。
1) 缝始の系ゆる針数
縫始しの系ゆる針数が変更くださいます。
縫始は1~2針染ゆるた方が空環の邁みがきいにてきま�。

系ゆる針数は三ツが起動てからの針数です。實際の縫製物のは系ゆるみ針数はあらません。
に、スローメートの縫速度及び針数はとは、系ゆるの起動が追徃てき、設定針数を多に系ゆるが入てしだまうとがたは。
2) 縫終の系ゆるてまごの針数
布端が、布端せんサ一か拔てか、系ゆるを開始するまえの針数です。

實際の縫製物の布端面からの針数は異な理由。
5.各種設定の変更方法
「Ⅱ-4. 空環卷沢縫の各種設定」を参照し、変更する項目の変更モ一トを調ごま。各王一卜の変更方法は以下の通りです。
(1) ハーダー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デ地の変更方法
1)電源を OFF しま�。
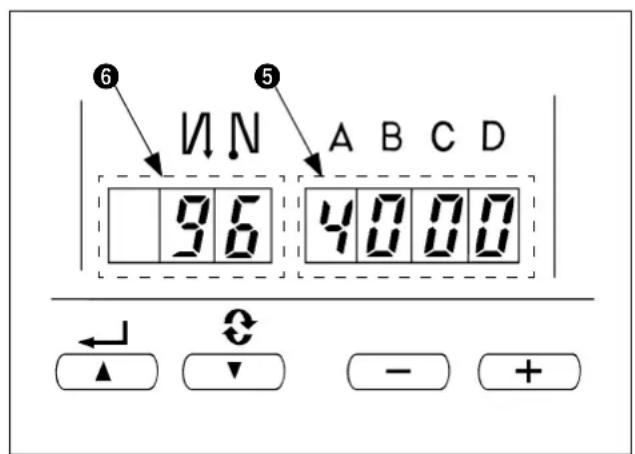
2)①スイツチ 5を押しおが電源をONします。
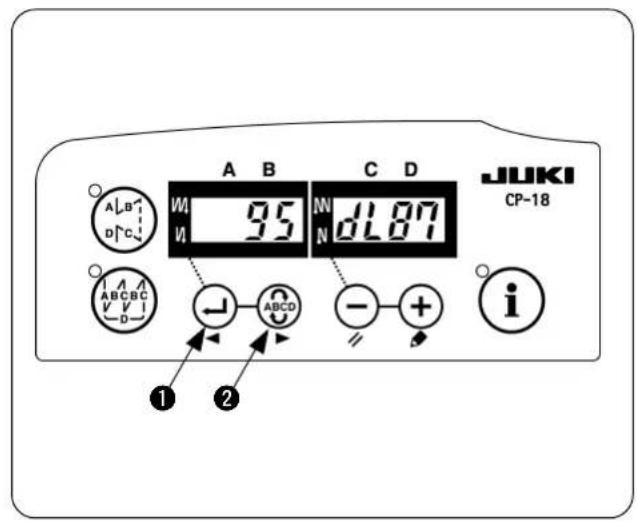
3)画面表示6、7の表示にらます。(画面表示が変わらない场合は、再度1)、2)の操作をや直てくだい。)表示は最後に設定くださた番号及び内容が表示いたします。
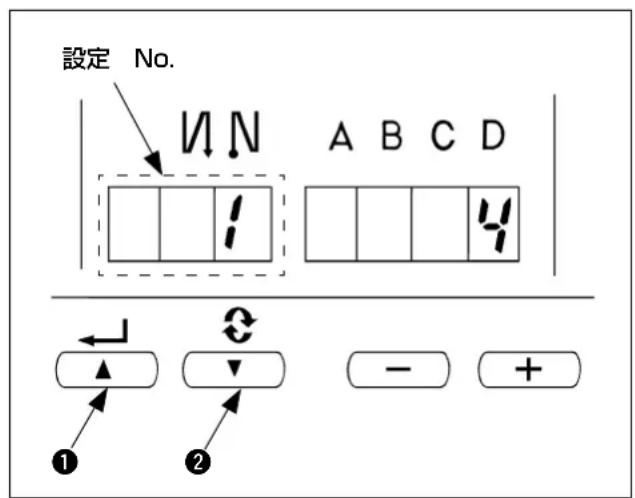
4)設定 No.を進むとスイチ 2を押て設定No.を進てくだ。設定No.を尻しぃとスイチ1を押て設定No.を尻してくだ。

スイチ 1スイチ2)を押し綴ると設定No.は連続のに尻のはう(進みま)。设定No.を進ませる(尻)”と1つ前(1)後)の内容が確定蜓ますのて、内容を変更んだ(アツ、ダウSNに触た)とき十分注意てくださ。
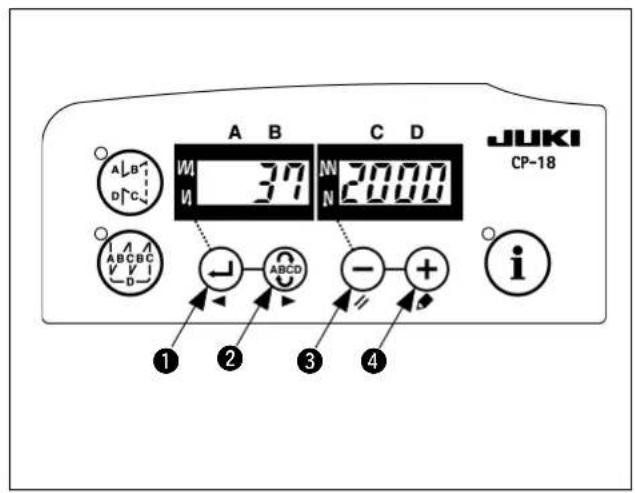
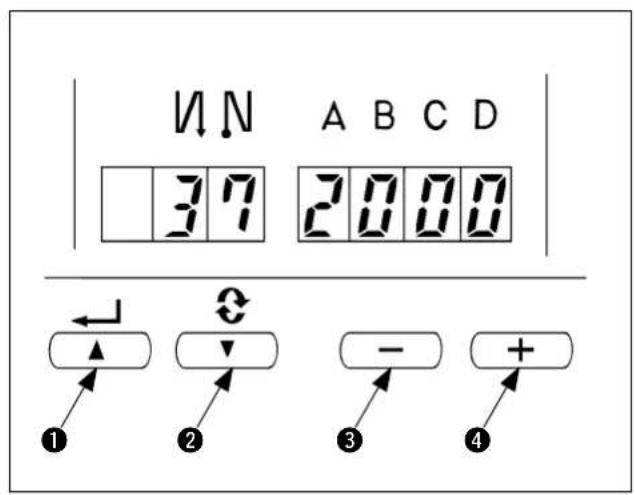
例)Sofutsata-13缝速度(No.37)の変更
スイツチ 1 また 沙イツチ 2を押て No.37 言 Respirant。
一スイツ3 または十又イツ4を押て縫い速度を変更しま�。
操作終了後は、電源を OFF 、再度電源を ON するとに則通常運軌に尻のます。
(2)通常去一的变更方法
1)電源をONとます。
A/B/C/Dの表示下に「一」が表示いたします。
2) 設定王一卜の呼声出し
ASVHT 2
表示が円のように切除替わり、各工程の針数(C表示)の表示に切除替わります。
さらにスイツチ 2を押すて、U11 → U12 → U13 と切り替わます。

这表示的时三三尼是动作!
3) 設定值变更
-スイチ3または+又イチ4を押て、0~100の間で設定值を変更しります。
4) 内容の確定
スイツチ1を押しぃ。SW操作によ変更内容が確定し、通常の表示に尻は。途中電源を切断た场合、内容は更新さません。通常表示に尻了時点でパダル操作等が有効にibility。
Ⅲ.CONTロ一ラ—(SC-510)の設定
本取拔說明書は LB-6 に関連する機能のみ説明くださいます。
他の機能及び調整等の詳細にしぃは、SC-510の取挋説明書を参照(<ださ)。

- マシング購入後最初使用する场合は、始に機種の設定を行てくだせ。機種の設定によるマシングの回軀方向、最高縫速度が決定いたします。誤った設定を付けますとラフルの原則,No��のご注意くだせ。
- 機種設定後に、縫也开始の系ゆる針数、ロームト針数等、各種設定を行いたします。
- 前記 2.の各種設定後の機種設定をすると、2.で設定的内容は全て消えて設定前の状態お願いいたします。
その場合再度設定を行うとにncy�るてご注意くは。
(1)頭部タイド選択
頭部タイフを MO.1 または MO.2 に設定いたします。
MO.1とMO.2とは、設定縫速度の異なりを用。使用するミンの最高縫速度を越え不出ように設定てください。
| 頭部タイフ 最高縫の速度 | 機種設定直後の縫の速 度 | |
| M0.1 5500 4000 | ||
| M0.2 8000 7000 |
機種設定を行ったのは M0.1は4000sti/min、M0.2は7000sti/minに設定いたします。縫の変更方法くださいます「Ⅲ-4.空環卷込縫の各種設定」、「Ⅲ-5.各種設定の変更方法」を参照くだいたします。
(2) 頭部タイフ選択方法

以降の説明の中に記載の操作以外のスイチ操作は行わいてくだせ。
電源スイチの再投入は必す、1秒以上經過た後行てくさ。切断後に電源を投むるとミンが正常に動作ない场合のはんだ。その场合は再度電源を入い直てくさ。
機能設定王一卜の切換元
[」一莎一蒙一卜の切換]
1)電源を OFF しま�。
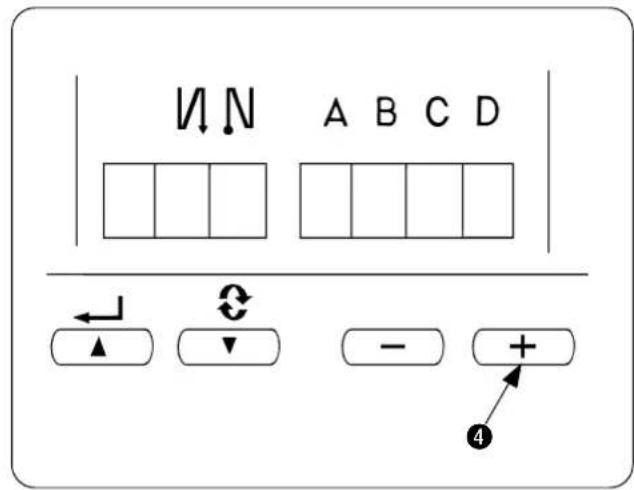
2)スイット 4を押しおが電源をONしま�。
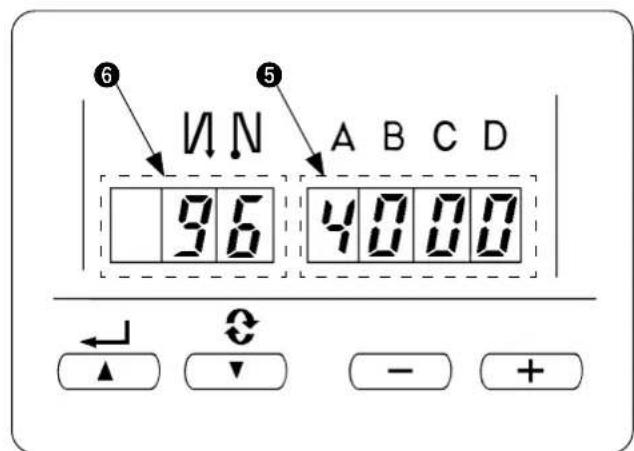
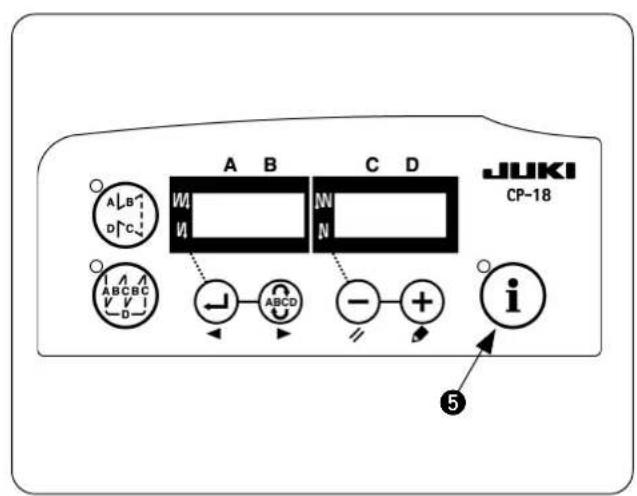
3)画面表示は5、6の表示になま�。(画面表示が変わらない场合は、再度1)、2)の操作をや直てくだせ。)
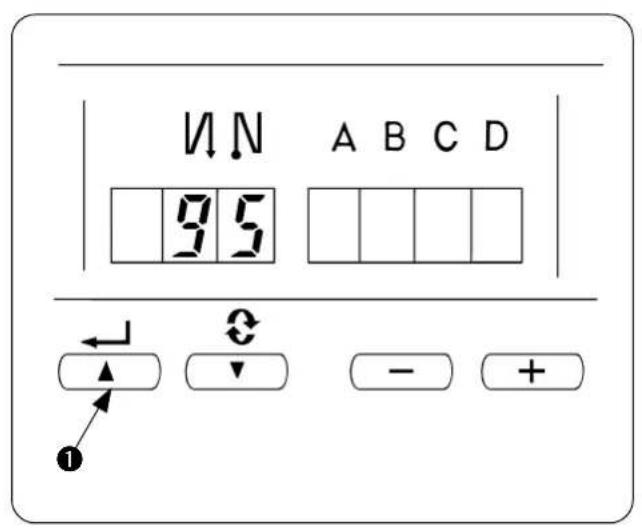
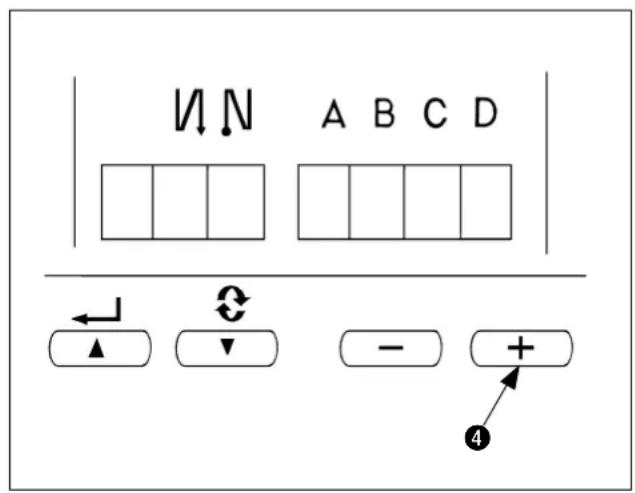
4) スイット ① 言押しぃ(No.95)の表示にします。
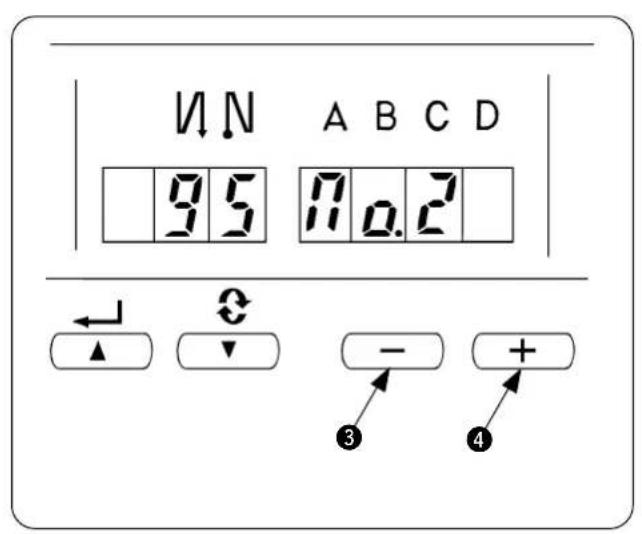
5)スイチ 3 たは 4を押て、頭部タイフ (MO.1 たは MO.2)を選択いたします。
MO.1 と MO.2 とは最高縫の設定範圍のみ異ります。
·M01:5,500sti/min 末
·M02:8,000sti/min 末之
6) 確定スイチ 1 はスイチ 2 杆押さとて No.94はは No.96 表示のは、頭部タフの設定が確定いたします。

電源を OFF Lま尺寸。
2. 空環卷込機能の設定
機能設定王一卜の切換元
[SAEUSMO-NE]
1)電源を OFF します。
2)スイット 4を押しおが電源をONしま�。
3)画面表示がさします。そのまま 3秒間はスイチ4を押し綴けてください。
4) 2回目的prā一音が鳴たところて、サ一巴スモーリフの切り換えが完了しま�。
![JUKI LB6 - [SAEUSMO-NE] - 1](/content/2026/04/591805/images/5059542fb209f9db2c08d6bba1034f6c0ea8a2719819388c3f633ff57eaba832.jpg)
画面表示はのうにわる。
(一)一(一)一(一)一(一)一(一)
![JUKI LB6 - [SAEUSMO-NE] - 2](/content/2026/04/591805/images/6c474c3a79d93090cc9fd8121b9a771f4b1c974d5fc6b16faeb158b63b95765b.jpg)
5)空環卷効機能を呼むしま�。
スイツチ 1 または 2 言押し、円(No.65)の表示にしります。
![JUKI LB6 - [SAEUSMO-NE] - 3](/content/2026/04/591805/images/db7853f4dc2817c35cb153cc2c9d49a5642266d76149db4518407e7581acc10e.jpg)
6)スイツチ 3 たは 4を押し、付帯装置1出しま�。
(FUn UT1_の表示)
![JUKI LB6 - [SAEUSMO-NE] - 4](/content/2026/04/591805/images/7d23a763ecd8cb85681faa3291f51fd95939c6518ddf95f3e04fa510a35c2fcf.jpg)
(圖はスイット 1を押た後の表示です。)
![JUKI LB6 - [SAEUSMO-NE] - 5](/content/2026/04/591805/images/5ee252515457c3f16121a85e7a34f13becb5a9a35ab3bf04e8bb15bb1abbd7dc.jpg)
8) スイチ 3 たは 4 言押て LB 機能を鳴出します。
(U1.0 Lb01 表示)
![JUKI LB6 - [SAEUSMO-NE] - 6](/content/2026/04/591805/images/350df002a93c9ae5d9bf625999801cc551515c564d5f358dd477895af023f657.jpg)
9)スイチ 1を押すと設定が確定くださいます。
電源を OFF Lま。
3. 自動押え上け機能の設定
1)電源を OFF しま�。
2)スイット 3を押しおが電源をONしま�。
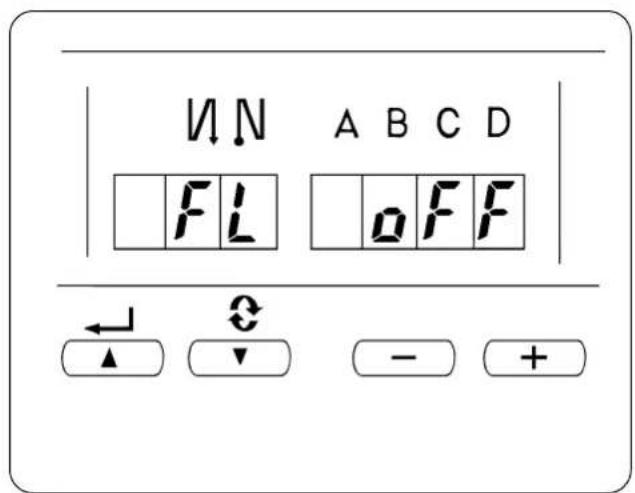
3)画面表示「FLon」になれは自動押え上け機能が有効お願いいたします。そのまえ電源をOFFとてくだせ。
画面表示「FLOFF」及出的场合是、1)
~3)の操作をむ一度行てくだせ。
「FL on」の表示に変わります。
4. 空環卷在内的各種設定
1~3の設定による、各機能は標準的推奨値に設定いたします。縫製条件に合わせて変更する事もなります。変更は「ユーダー一モ一」または「通常モ一」にて行).(。以下の表に空環卷込縫の機能とて代表の設定項目、設定值を示).(。
| 設定項目 標準値 | 設定範圍 | 変更主義 | プロダム No | 備考 | |
| 最高縫速度[sti/min]MO.1MO.2 | 40007000 | 150 ~ 5500150 ~ 8000 | デーサー主義 | ||
| ソフト針戦の針数[針] | 4 | 0~9 | 1 | ||
| ソフト針戦の縫速度[sti/min]MO.1MO.2 | 2502000 | 100 ~ MAX | 37 | MAX 值はNo.96の值 | |
| 縫終りの空環縫速度[sti/min]MO.1MO.2 | 25003000 | 150 ~ MAX | 38 | MAX 值はNo.96の | |
| 縫始たの縫ゆる針数[針] | 1 | 0 ~ 999 | 通常主義 | U1.1 | P8 参照 |
| 縫終り布端Senサー検知から縫ゆるまえの針数[針] | 4 | 0 ~ 999 | U1.2 | P8 参照 | |
| 空環縫の針数[針] | 40 | 0 ~ 999 | U1.3 | 空環の長さを調節いたします。 |
- その他的設定に/Subは、SC-510取挃説明書、SC-510サイバーマニルを参照てください。
1) 缝始の系ゆる針数
縫始しの系ゆる針数が変更くださいます。
縫始は1~2針染ゆるた方が空環の卷込がきいにてきま�。

系ゆる針数は三ツが起動てからの針数です。實際の縫製物のは系ゆるみ針数はあらません。
に、スローメートの縫速度及び針数はとは、系ゆるの起動が追徃てき、設定針数を多に系ゆるが入てしだまうとがたは。
2) 縫終の系ゆるまての針数
布端が、布端せんサ一か拔てか、系ゆるを開始するまごの針数です。

實際の縫製物の布端面からの針数は異なります。
5. 各種設定の変更方法
「Ⅲ-4. 空環卷沢縫の各種設定」を参照し、変更する項目の変更王一卜を調ごま。各王一卜の変更方法は以下の通りです。
(1) ハーダー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デ地の変更方法
1)電源を OFF Lます。
2) 此次不放电。
3)画面表示は5、6の表示にらます。(画面表示が変わらない场合は、再度1)、2)の操作をやり直てくだせ。)
4)設定 No. 設進たきは、スイツチ 2を押て設定 No. 設進てくださ。設定 No. 設戸たきは、スイツチ 1を押て設定 No. 設戸たくださ。

StiHT(StiHT)を押し統りと設定No.は連続に尻るす(進みま)。設定No.を進ませる(尻)と1つ前(1つ後)の内容が確定蜓はまての、内容を変更た(ア、ダUNSWに触た)と十分注意てくださ。
例)Sofutsatau-1速度(No.37)の変更
スイチ 1 または 2 杆押て No.37 言鳴出上。
スイチ3または4を押て縫速度を変更しぃま。
操作終了後は、電源を OFF L、再度電源を ON するとに則通常運軌に尻ります。
(2)通常去一的变更方法
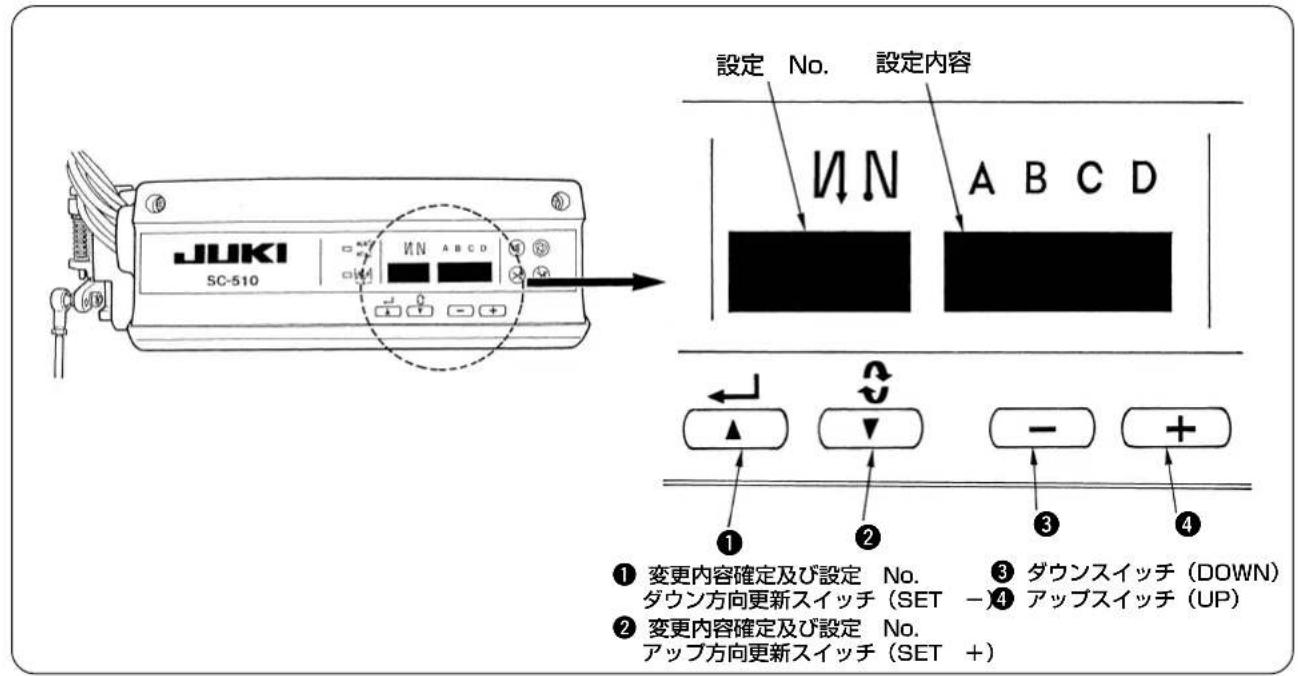
1)電源をONとます。
A/B/C/Dの表示下に「一」が表示いたします。
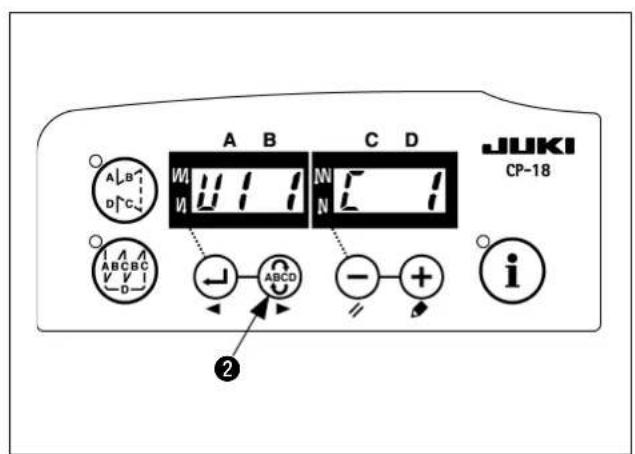
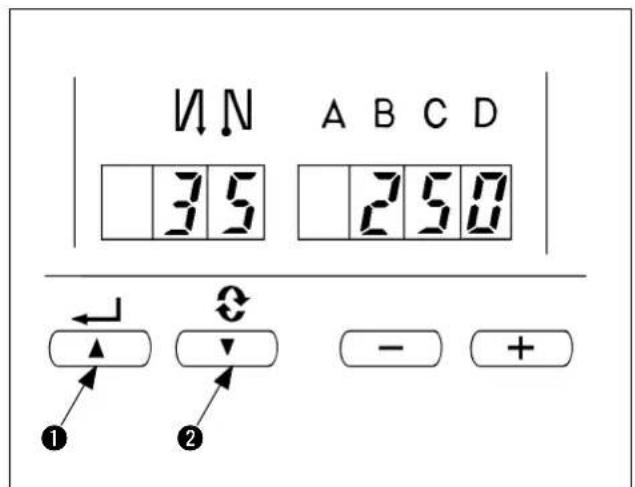
2)設定王一の呼出出スイツチ ② 杆。表示が円のように切り替わ、各工程の針数(C表示)の表示に切り替わは。さらにスイツチ ② 杆。U1.1 U1.2 U1.3 与切り替わは。
参考 ごの表示の時にミンは動作くださいます。
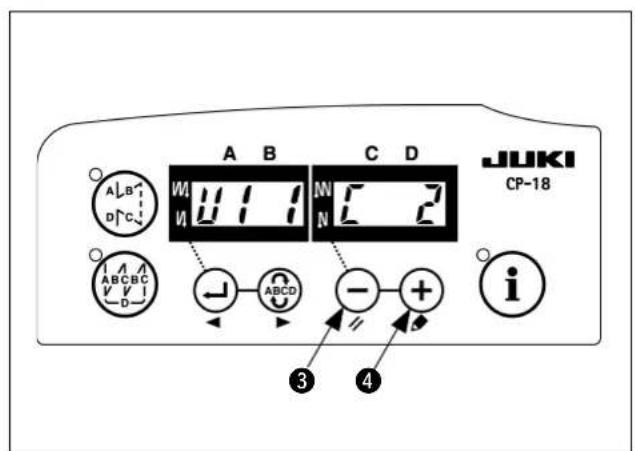
3)設定值変更
スイチ 3 または 4 杆押て、0~999の間で設定值を変更します。
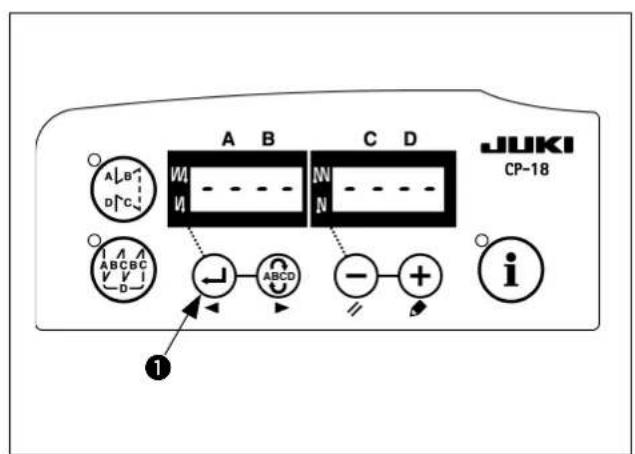
4)内容の確定スイツチ1を押しぃ。SW操作によ変更内容が確定し、通常の表示に尻ります。途中電源を切断た場合、内容は更新されせん。通常表示に尻った時点でパダル操作等が有効にncy�る。
Ⅳ. 工一機器の取付
工一機器を組付uting際、继手等のね部にシルテ一もを卷くと工一もを効果的に防こてがてきま�。
1. 工アレギュレーダの取り付け
注意
不意の起動による事故を防うた、電源を切てから行てんだせ。
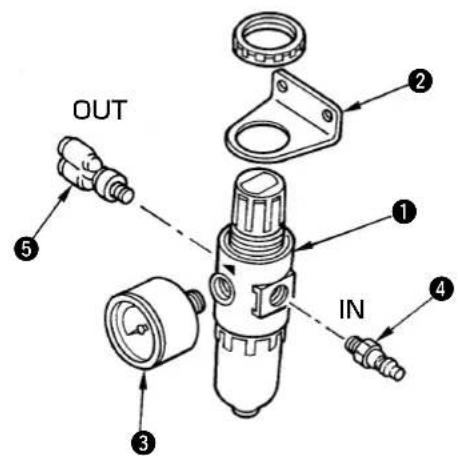
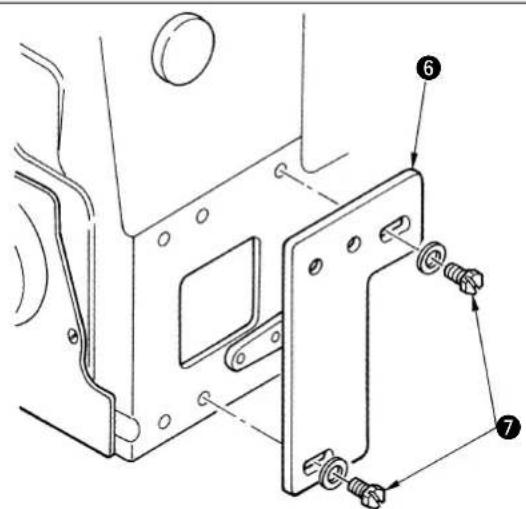
1)工アーホギュレーナ ①に取付バーフ ②、ゲーダ ③、继手 ④5を取り付けます。
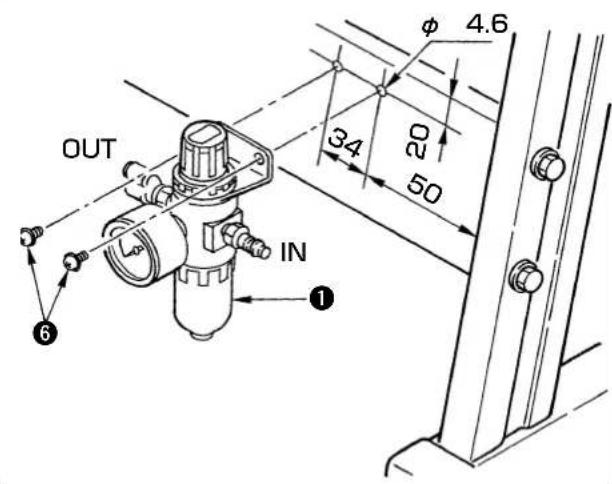
2)脚の横支柱にあけます。 4.6の穴を2筒所あけ、ターリングねじ 6
て工ア-レギュレ一夕1を取り付は。
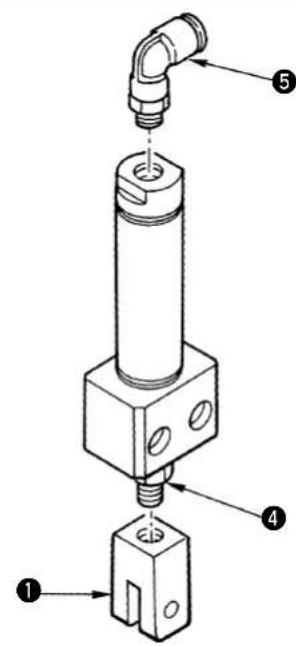
2. 電磁弁の取り付け
注意
不意の起動による事故を防うた、電源を切てから行てくだいたします。
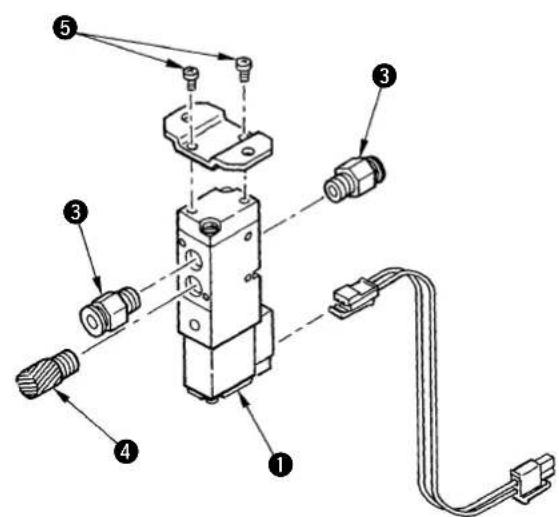
(1)押丶上丶電磁丶
1)電磁弁①に取り付出ロー2をねじ⑤で取り付出ます。
2)φ 6继手3、サイレンサ—4を取り付けます。
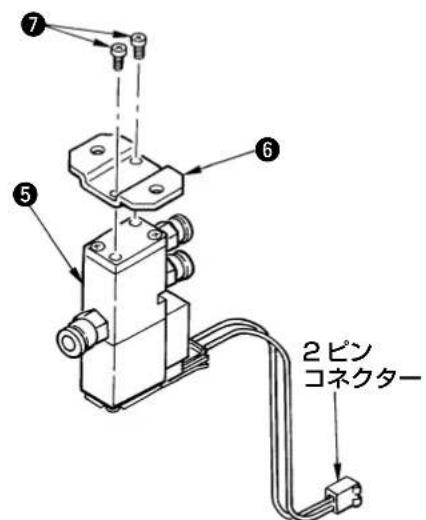
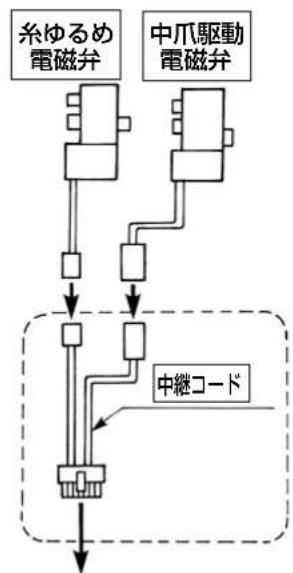
(2)系匀的电磁并
電磁弁 ⑤ に取り付けこ一ス ⑥ 裁ねし ⑦ にて取り付けます。
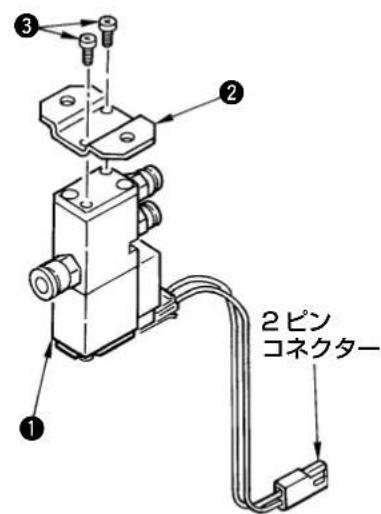
(3) 中爪驅動電磁弁
電磁弁 1 に取り付け一本书 2 とねじ 3 にて取り付けます。

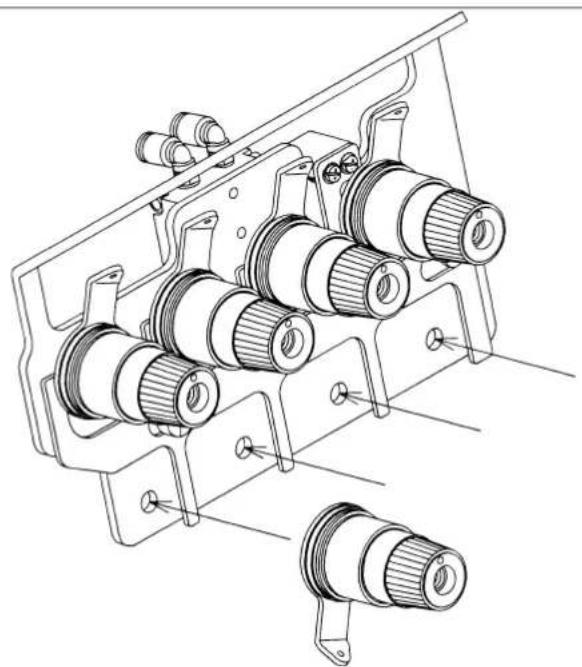
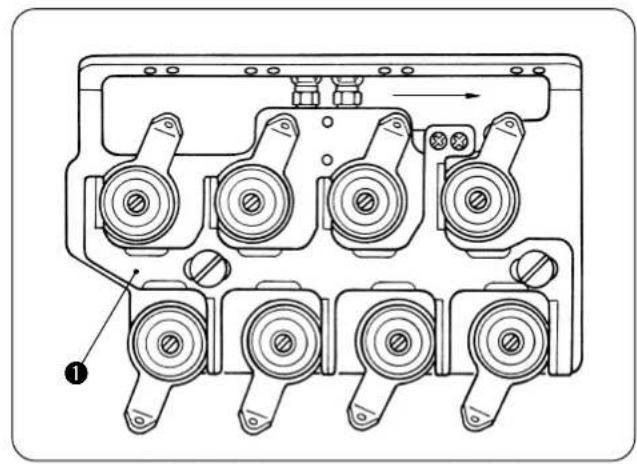
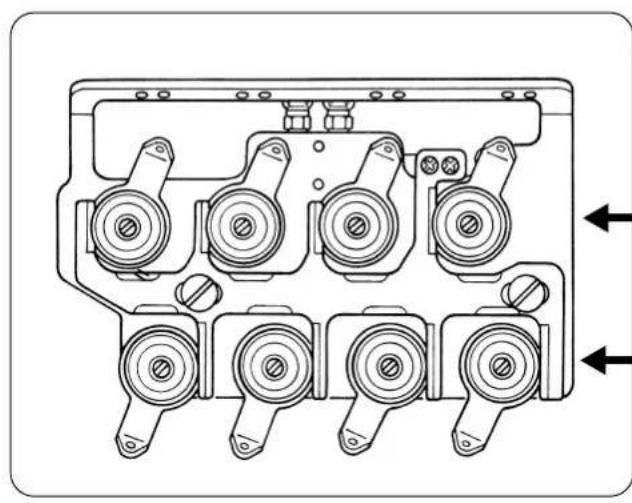
(4)各種電磁弁のテーリルへの取り付け
電磁弁をテ一ル裏面のモ一夕一わき付近に木ねじ ① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑫ ⑬ ⑭ ⑮ ⑯ ⑰ ⑱ ⑲ ⑳ ㉑ ㉒ ㉓ ㉔ ㉕ ㉖ ㉗ ㉘ ㉙ ㉚ ㉛ ㉜ ㉝ ㉞ ㉟ ㊱ ㊲ ㊳ ㊴ ㊵ ㊷ ㊸ ㊹ ㊺ ㊻ ㊼ ㊽ ㊾
V. 三 shinの組み付款
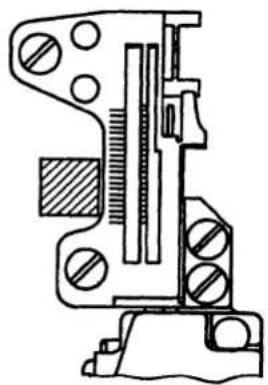
1. 系調子板総組(系ゆるねルト)の組み付け
注意
不意の起動による事故を防うた、電源を切てから行てくだせ。
三希尼裝着的系調子一度取外、系調子総組上力一可取付達。
2.押上はトの組み付
注意
不意の起動による事故を防うた、電源を切てから行てくだいたします。
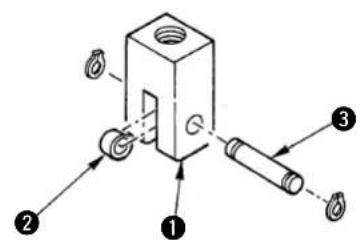
(1)押上上はリンダの組み付け
1)シル徳一トクル①にころ2、を取の付は、をCリング2個固定しま。
2) フリングローをシルダ—取の付けパターン ⑥に
9 3 4
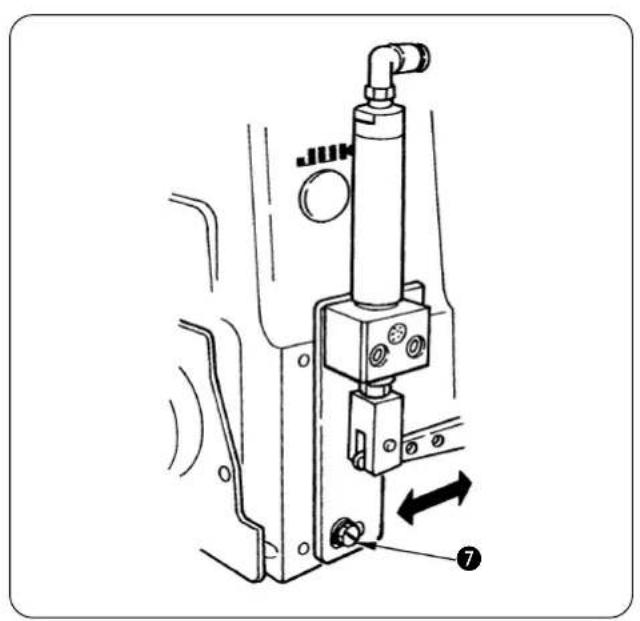
1)シソングーナックル 位置を調節いたします。工アシソングーが縮てると押え上はレバーが下方向にあそばた、工アシソングーが伸んだと押え上昇量が確保いたします。
2)位置が決また口クナト 4 一 ダーナクル 1 言固定てくは。
VI. せットアフ
1. マシング頭部の設置
注意
不意の起動による事故を防うた、電源を切てから行てくさい。
FLEUM受板用穴
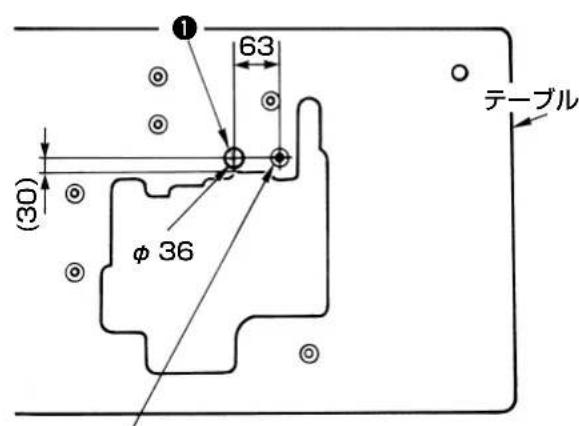
(1)テーフルの追加工
JUKI 品番 11959707 以外のテーナルを使用さる场合は、一卜類の取まし用穴 1をあけてくさ。
(2) マシング頭部をフレム受板上に設置し、 バルトを掛けます。
SC-921(たは SC-510)取収説明書を参照てルトの張を調整てくだせ。
(三希子運軸載てルトの振が大小場合は、ルトの張を再度見直てくださ。)
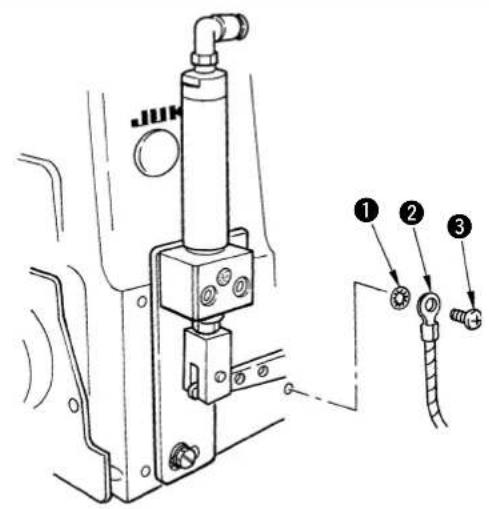
(3)一UsCooD ② 考取付快<
1)三申子側
三山裏側にアスマーク ①がてま。
そのね穴に齒付き座金①、アスコト②、止の数 ③の順で取り付款ま。
2)電源スイチトロクス側
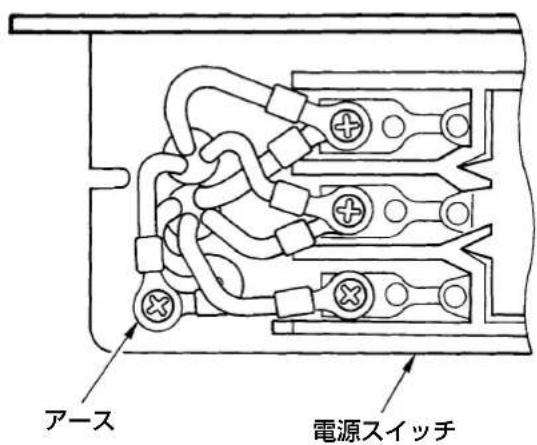
一、三、四、五、六、日、三、四、五、六、日、三、四、五、六、日、三、四、五、六、日、三、四、五、六、日、三、四、五、六、日、三、四、五、六、日、三、四、五、六、日、三、四、五、六、日、三、四、五、六、日、三、四、五、六、白:

電源CONsetトは、拔い状態で作業てくださ。
電源スイチの蓋をたけ、二次側のアーニにアーニコ一下を接続いたします。
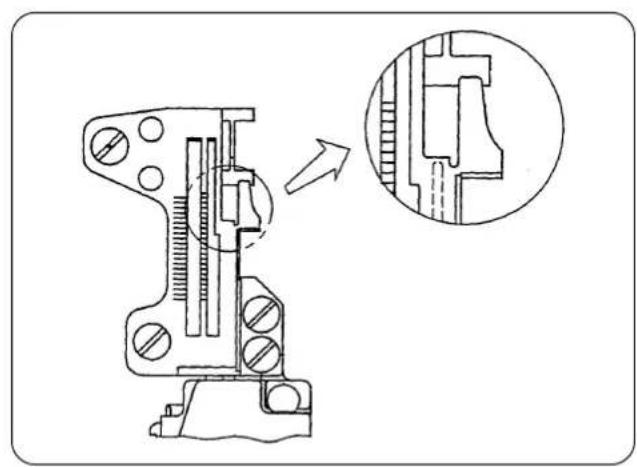
2. ヨンクロナイズーの調整
(1)内藏式シングロナイズの調整

停止位置の確認以外は、電源を切った状態で作業を行neauくだせ。
[上停止位置]
2)三sinか手を離し、三sinが起動て安全な状態電源をONにしま�。
三仁的约半回軀上停止。
下停止位置はガイド部と可動部を合わせ状態が標準位置くださいます。
[调整方法]
1)八ndpr一一取外。
2)止のた1もたは2をゆる、可動部を右方向回すと停止位置は早くなりま�。
調整後は確實にねじを締てくだせ。(止な:上停止位置用、止の:下停止位置用)
3) 調整が終了た、ハンドローをルト力ローを取り付けます。
![JUKI LB6 - [调整方法] - 1](/content/2026/04/591805/images/0bf665b11de0c54705dc0c6c83244439c84c5e8c5311dd5baba0a3f35b58d1be.jpg)
下停止位置調節用
![JUKI LB6 - [调整方法] - 2](/content/2026/04/591805/images/d009730a9be2ea29bce68a6fd8dde02fef5f58ffd73abd23e55942da6205182f.jpg)
(2) バルトカハーメの取り付け
ル卜力ハ一の一穴を開けます。
它的部分为拉兹才蒙于哪都割了。
(ハリがる场合は切り取てくだい。)
乙乙か総ンサ一のコーは出しま�。
- バルトカローの組み付款は、テーネルにセット状態で バルトを掛けてから行いたします。
3. 工一配管
注意
不意の起動による事故を防うた、電源を切った行てんだい。
(1)工一配管圆
下の配管円を元に配管てさ。
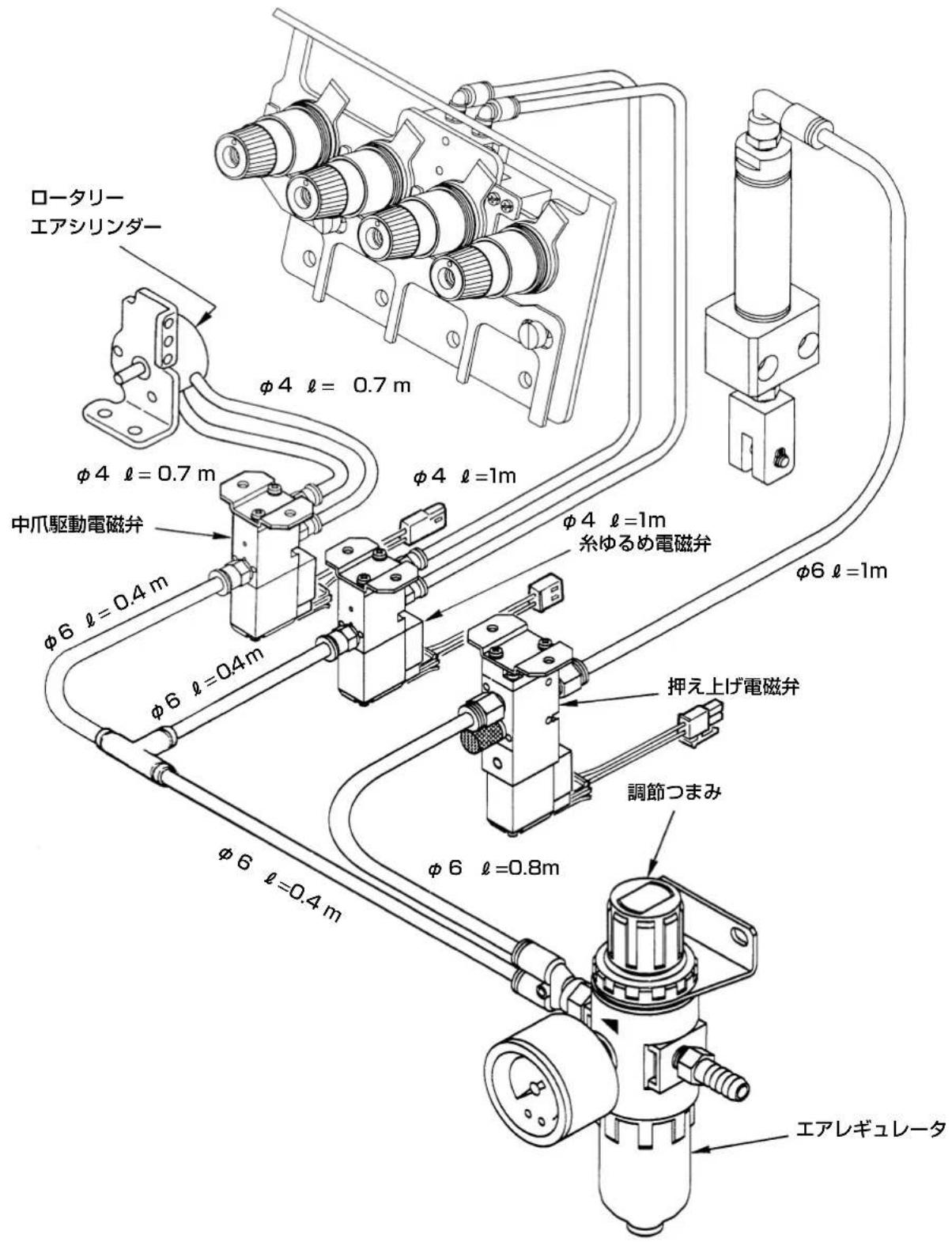
(2)工一管·一卜の束線
工ア一管·ドト類は、V バルト、モ一夕一、押え上じレバ一等、運動部品と干涉しぃう、束線宀卜、スバイラルチフにて束ねてくださ。
(3)工一源の接統
1)工アーホギュレ一族の調節てみは、ゆるた状態にて工ア一源を接続てくさい。

工アレギュレ一族の調節つまみを締て迍て調整いたします。
3) 工一配管の確認
①電源 OFFの状態で確認いたします。
② 杀る板 ① 1 1
③中爪は針板内に引つ込てるとを確認てくだて。

もし説明と逆の状態とてたたた場合は、一度工一源を拔てか、工一管のつなさがを行てくさ。
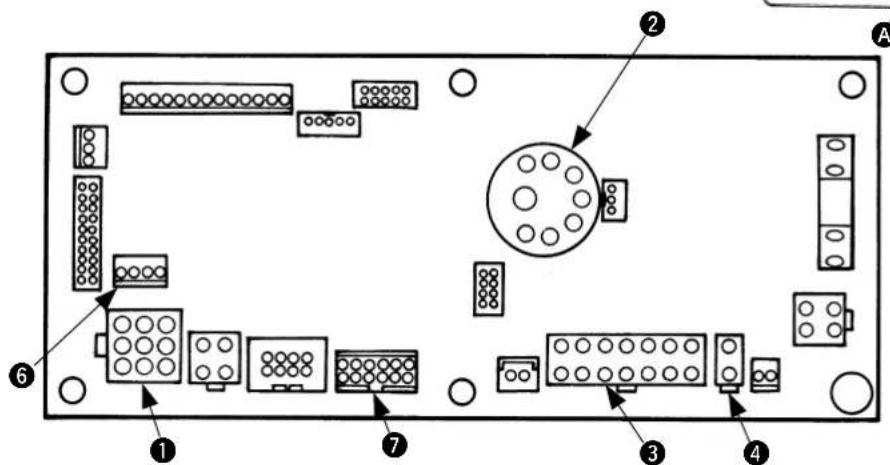
4. SC-921 ~のコネクタ接続
注意
·不意の起動に碍人身の損傷を防う電源を切り、5分以上経過てから行てくはい。
·動作及仕樣達いに則裝置破損る恐れは必すのて、必指定の位置に対応する全てのコネクタを挃入てくださ。
·誤動作による人身の損傷を防かた、必すロク付きコケはロクを行てくさ。
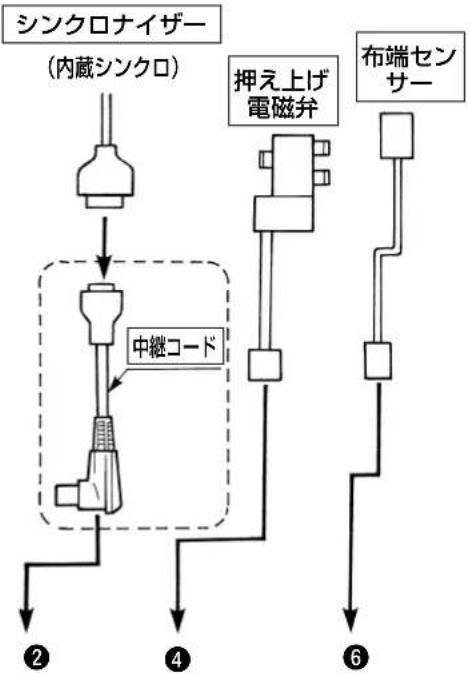
3 種類の中继一ト(コネク夕変換一ト)を使いま�。
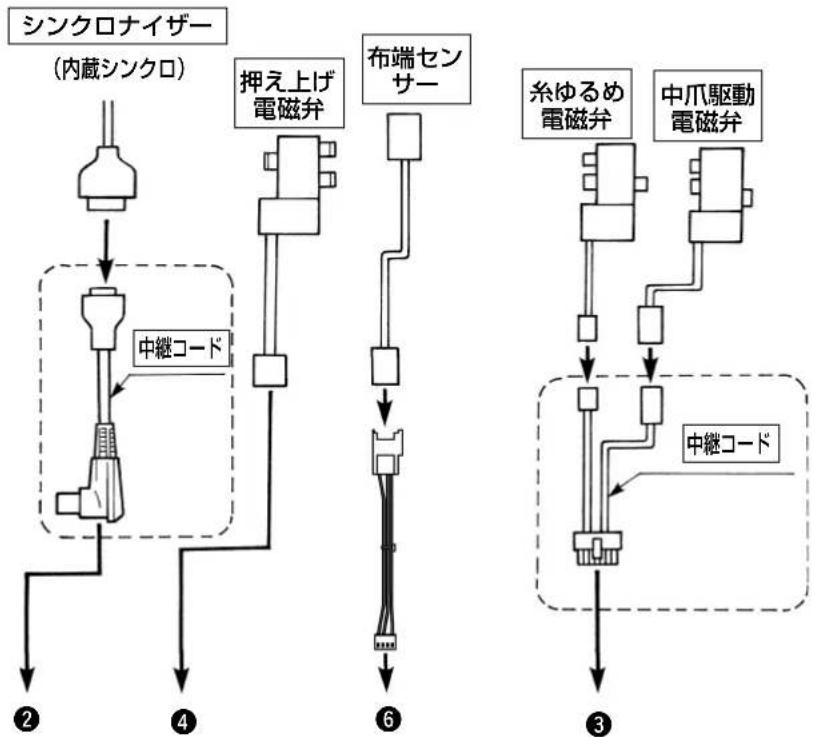
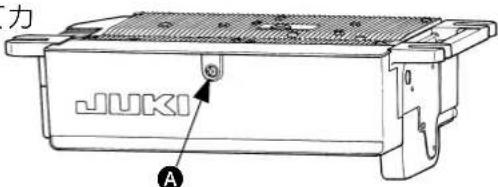
SC-921のアングーダー力ハーニ固定ねじ Aをゆるて力ハーニを開くと、下記のコネケタが準備いたします。該当位置に頭部コネケタ接続てくだい。
·不意の起動に碍人身の損傷を防う電源を切り、5分以上経過てから行てくはい。
·動作及仕樣達いに営裝置破損る恐れのはむて、必指定の位置に対応する全てのコネクタを插入てくださ。
·誤動作による人身の損傷を防かた、必すロク付きコケはロクを行てくさ。
2 種類の中继一ト(コネク夕変換一ト)を使いま�。
3
SC-510のフロINT力ハ一固定ねじ Aをゆるて力A 40000000000000000000000000000000000000000000000000000000000000000000000000000000
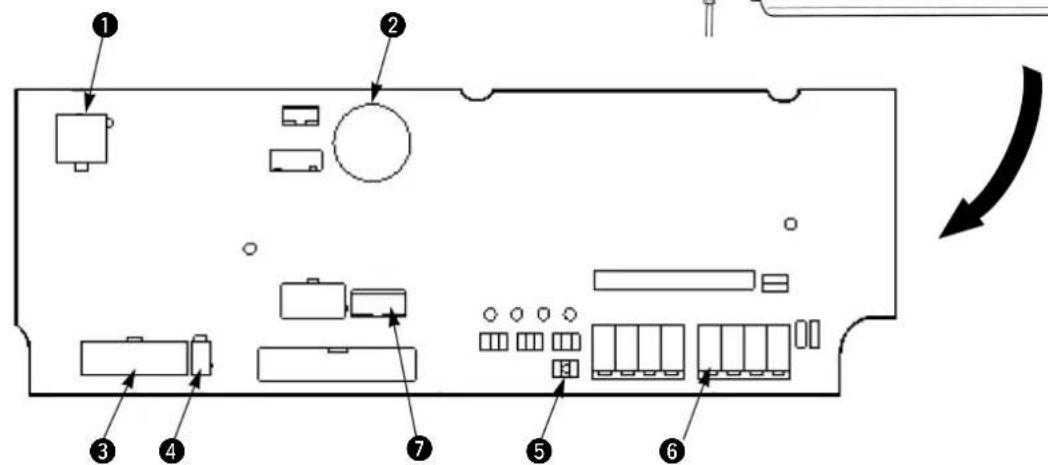
布端せんサイ一用汁丶亻を+5Vか5+12Vへ差し替えま。
(工場出荷時間 +5V 之設定にあらいたします。)

本設定を行わいと布端せんサ一が正常に作動しません。必す行てくだせ。
6. 布端 Sevenの取り付款
注意
不意の起動による事故を防うた、電源を切てから行てくだせ。
(1)部品の取り付款
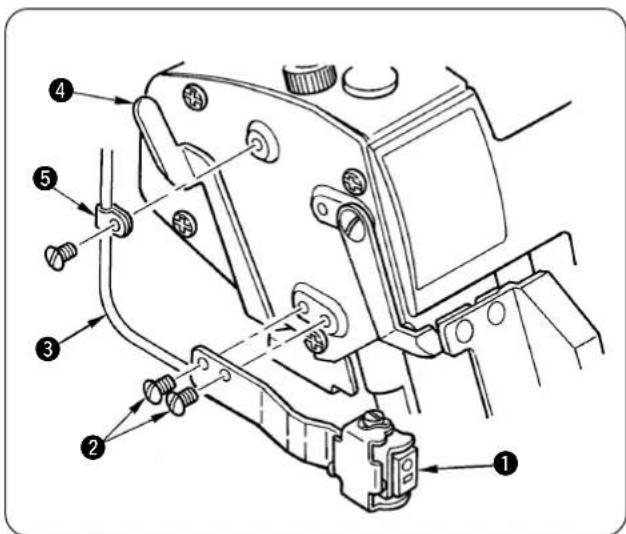
1) 發光蔵沙一のコトは、三山山裏側の予一丸穴に通しま�。
SC-921 丶の接続は、「VI-4. SC-921 丶のコネクタ接続」を参照てくだせ。
SC-510 ~の接続は、「VI-5. SC-510 ~のコネクタ接続」を参照てくだい。
(3) 反射シルの貼り付款
注意
三希子急回出危有之,起动步尔是踏不以
誤動作避難的たに V バルトを掛けな状態で作業するとをおすむしま�。
1) 反射ルの貼付は
貼付部表面はあらかじ木円りや油分を拭き取ておいてくだせ。
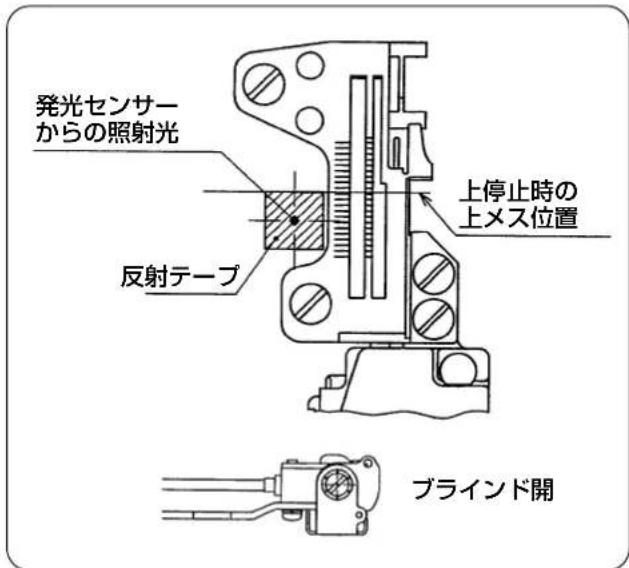
2) 反射シルの貼り位置:
(前後方向)上×スを基準に貼り付けてください。
(左右方向)三申子電源を投入使用、発光せんサの赤色光が照射いたします。
3)前後方向で、発光Senサの赤色光照射位置が貼り付けた反射シル位置と合てない場合は、布端SenSA一組の取付位置を調整てくdasい。

ルフリドは 1開 1の状態で作業を 行てくさい。
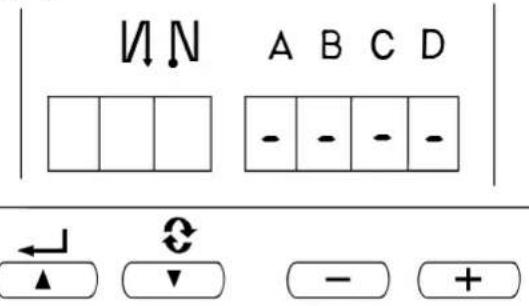
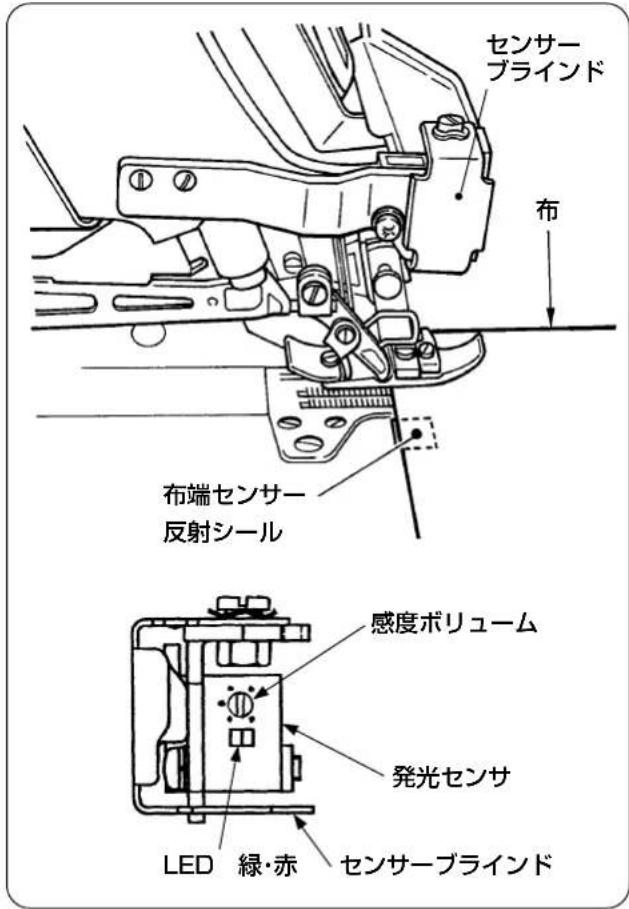
(4) 發光SenSAの感度調整

MiiH 1000
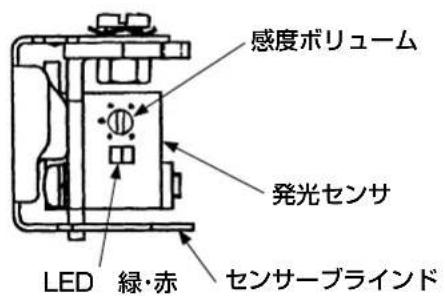
1) 發光Senの感度ロリュムにて以下のように調整てくだせ。
布無U:綠之赤が点灯
布有b:绿点灯·赤消灯
※ 亜 ハトは左の状態。
2)縫製する生地に合わせて、癸光ルンサの感度を調節てください。
[调整方法]
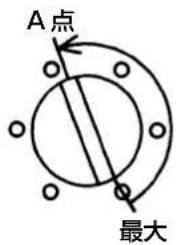
1) 布告無狀態
感度ボリューマを最大か従夕に下ていき、安定表示灯(LED 線)が消灯する位置を A 点といたします。
![JUKI LB6 - [调整方法] - 1](/content/2026/04/591805/images/4a1c7f1f9e0d29636a1cea5b682a3c827404afb48d271b0ebfbd884286123198.jpg)
2) 布をのせ状態
使用布を布台のSenサ一位置にのせ、感度ロリュムをA点から徐々に上ていき、安定表示灯(LED 線)が消灯する位置を B 点とます。
![JUKI LB6 - [调整方法] - 2](/content/2026/04/591805/images/25ede4ad7980e73315acf16416f11a973c6edb75231375da948b30a246b9d898.jpg)
3)感度ボリューマを A 点と B 点の中間に設定しま�。
4) 確認
布が無いとき:緑と赤が点灯
布がたき:绿点灯·赤消灯を確認認すは布端ルンサの感度調整は終了です。
VII. 使用方法
機械の誤動作や損傷を付けたため、次の項目を確認てくだせ。
- 最初機械使用前はきい清掃てくさい。
- 運送中にたまてほこを全て取さ給油を行てくだせ。
- 正い電圧設定にたてるか確認てくだせ。
·電源PGA加正くつがてい的か確認てくだせ。 - 绝対に電圧仕様の異た状態で使用くださいます。
·給油·針の取付は方·押え圧の調節と外方·縫目長さの調節·差動送りの調節、またスかが幅の調節·ミン頭部の清掃·菲尔タ一およはトフト網の清掃、交換にては、各標準の取反説明書を参照くださ。
1. 系の通し方
注意
不意の起動による事故を防うた、電源を切てから行てんだせ。
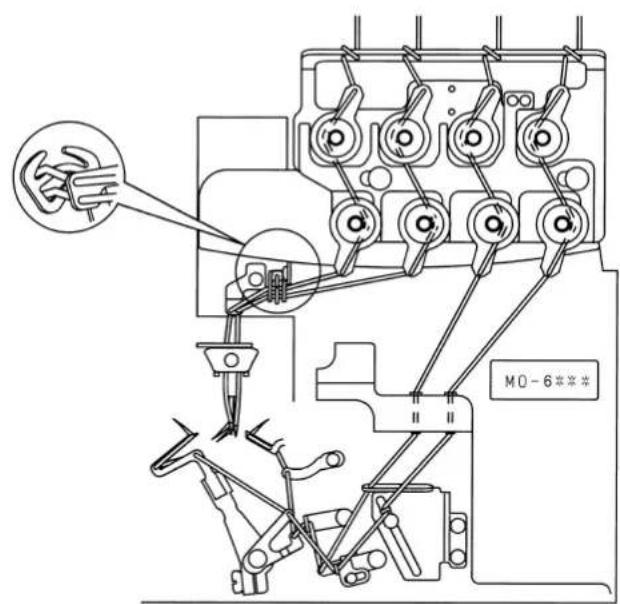
系は円のうに通てくさい。
(一力八一裏側にも紝通丶岡)
2. ネダル操作
注意
不意の起動による人身の損傷を防うた回軸部や、針落方部付近に手・頭髮・衣類を近むはいてくさい。

電源スイチを入ると、ミンが上死点検知のた半回転か1回転起動ります。回転部や、針落方部付近に手・頭髮・衣類を近illetてると刺傷や、卷き込まえけはしだをしります。
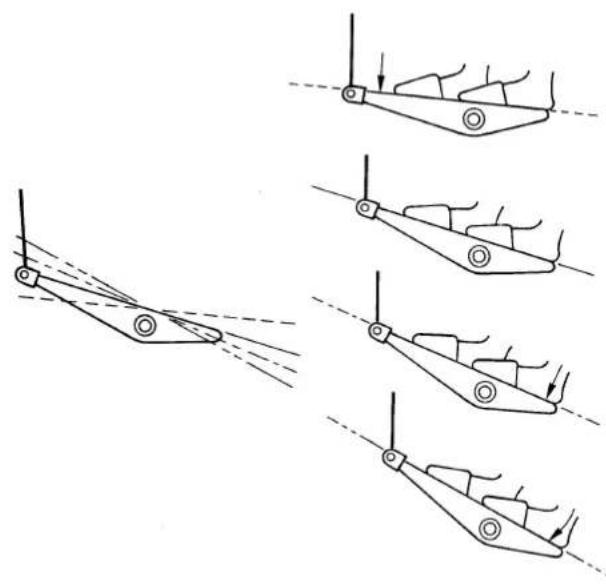
前踏. 三SHIN運転
中立 停止
3 後之踏。 押上(押下)
4 後ろ深踏み...押上は及空環卷込動作の初期化(注意)縫始にの使用。縫製の途中は行なわないてくだせ。

4の後の深踏は、空環卷込動作を初期化しります。
た、縫製途中ごの4の動作を行てしぃうと、再度、縫始たとに、「縫始の系ゆる」が入てしぃい。
縫製中的 4 動作は行なわいてくだせ。
3. 空環卷込縫い
SC-921
SC-510
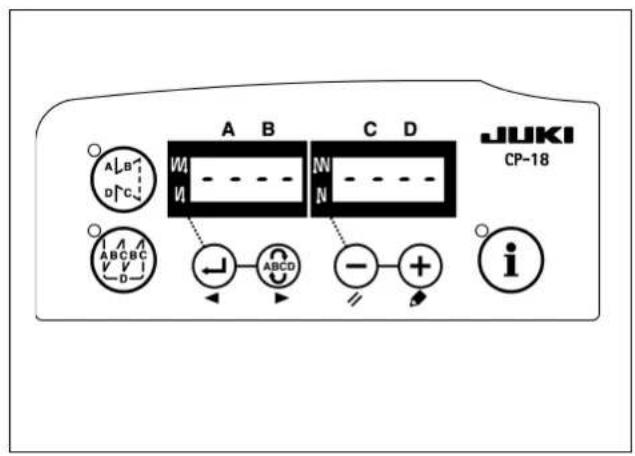
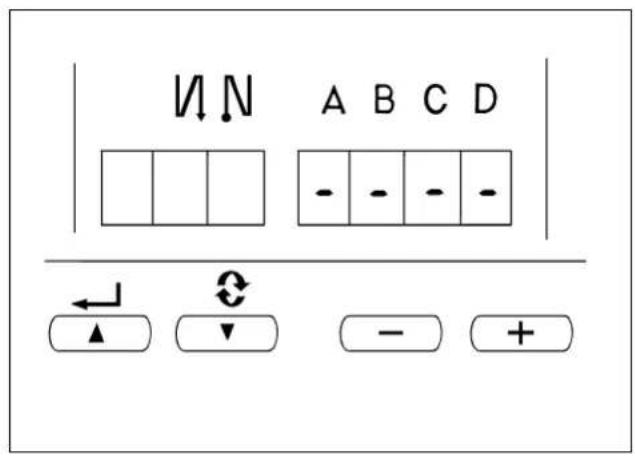
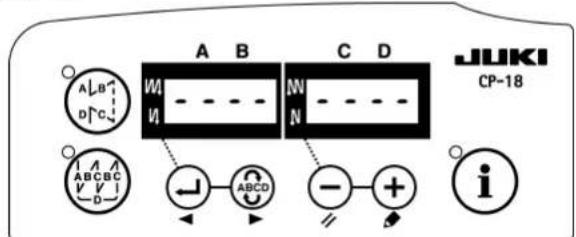
(1) SC-921(たはSC-510)表示の確認
電源を投入たと、表示が[----]にてるとを確認してくさい。
異なる場合は、SC-921(たは SC-510)の設定にて再度確認てくだせ。
(2)布のせット及び布端せんサ一確認
1)起動凹専を後ろに踏み、針·押え左上昇させ末。
2)布を上×ス奥まて押し込てせつじます。そのとき発光せんサ一の表示が
布有:绿云赤点灯
布無L:綠點灯·赤消灯
説的比を確認てくさい。
*総�トはの状態。起動を離すと押えが下きります。
3)發光蔵ルの表示が正常,Noい場合は、反射 小ルの交換(「Ⅲ-1.布端蔵ル一反射小 1. 參照)はは、発光蔵ルの感度 調整(「V-6-(4). 發光蔵ルの感度調整」 參照)を行てくは。
(3)起動
起動にダルを前踏みするとシンが起動いたします。

- せん sulfateに布が掛かていない起動べダルを踏lando毎シソは、起動しぃませんの布を確実に入てください。
- 縫製途中押を上りた場合は、起動にダルを後踏みてくさ。 (後ろの深踏みは行なわいてくさ。)
(4) 縫い終わの
1)布端がせんサ一から外れると、自動のに空環縫いが始まきま�。
設定針数分の空環縫が終わるとミンが停止し、押え上昇いたします。

自動空環縫中は、起動パダルを放てもシンはスツフしません。
緊急時は電源を OFF にしてんださい。
2)縫の终わ(自動)空環縫的速度、針数の設定は、SC-921の场合、「Ⅱ-4.空環卷み縫の各種設定」、「Ⅱ-5.各種設定の変更方法」を、SC-510の场合、「Ⅲ-4.空環卷み縫の各種設定」、「Ⅲ-5.各種設定の変更方法」を参照(<ださ)。
(5) 空環と布の切り離し
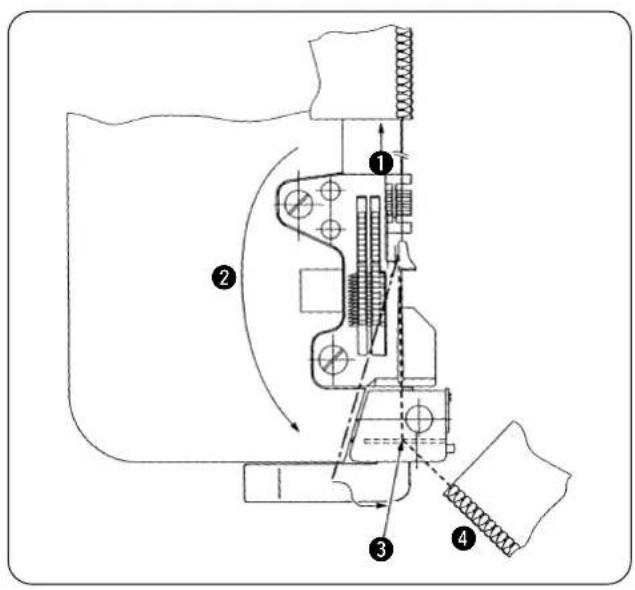
1 縫い終わにてた空環を後側に輕く引きま�。 (針板爪は空環が拔け的程度)
2 送口齿引か否如空環を振り回
3 空環を空環押え板の下へ取り回ります。
※ 空環を手前に引力、空環をつばった状態の取り回てくだい。
4 空環が針板の満に入ったと、さらに右方向へ取り回すと、固定メスによて空環と布が切り離てま�。
4.縫いの調整
(1)縫目
縫目を調整する系調子は2段の系調子の下方段側です。上段の系調子は、空環縫用の系調子です。
- 上段:空環縫用
- 下段:縫の目用 好みの縫の目なりよう調整てくだせ。
(2)空環
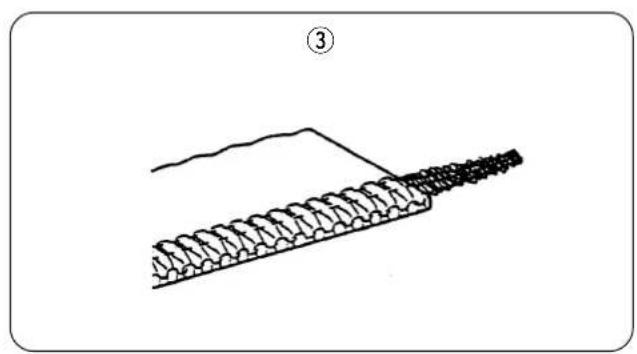
空環の状態はソフトチエーニen状態が理想です。
上段の斧調子で調整てくさい。
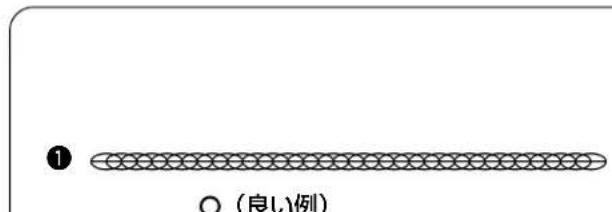
ル一八一系、針系の長さが同じ長さに絡むように合わせます。
(引張丶放多少居的空環)

飛出てる系を締てくさい。針系で空環を縫付てしぃう可能性のは、卷き迩不良なりま。
5. 空環卷込装置の調整
(1)空環押えはね圧の調整
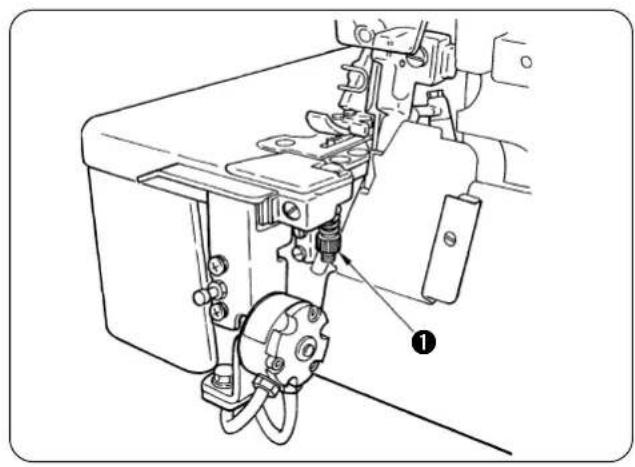
調整は、空環圧調節ねじ 1にて行ないま�。
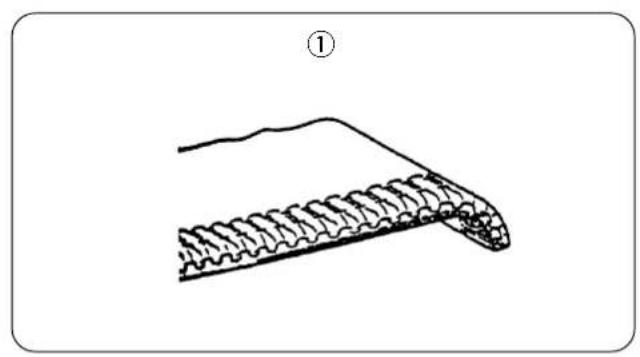
①のように縫い始の布端が減少下に卷く程度はばね压に調整いたします。
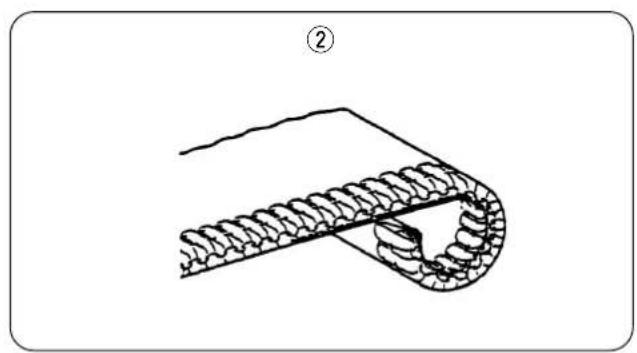
② 缝の生地端が極端に下に卷きく場合は、はね压を弱くしります。
③縫の空環が縫目中に入ら外に出張的场合は、はね圧を強くしま�。
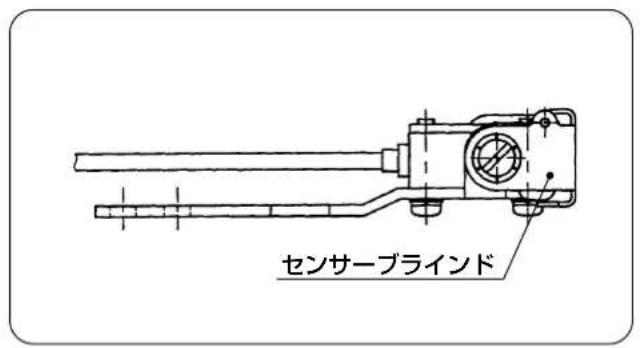
6. 空環卷込と地縫の切替え(せんサープバイド)
布端ルンサイの総氏は開閉るこにと、空環券迅用米和地縫用米和の使分はす的こがてきま。総氏は開閉は回転式にてい。
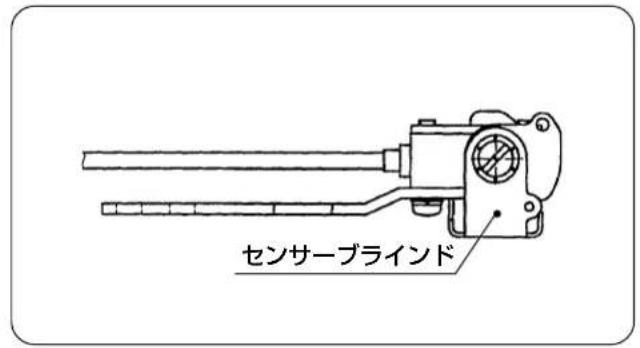
1) プラインド開空環卷込用三希不と使用てきま�。(布が無いと、起動凹専を前踏りても起動しません。)
不意の起動による事故を防うた、電源を切てから行てんだせ。
反射シルは、常に縫製物上の摩擦に碍表面が磨耗て反射性能が落てきま�ので交換が必要です。反射性能が落うと、縫の始に布無てモシング稼動た、空環がフチエーニにらなる、卷きみがけ能否なりま�。SenSUの調整も直らなきは、貼かえてくさい。
1)布台に貼て有的反射シルをはがしだ。
2)布台のSenSA一貼付面を脱脂し貼付いたします。

反射シル交換後のは、 Sevenの感度調整を行てんだは。
せンサイの感度調整方法は「VI-6-(4). 發光せンサイの感度調整」を参照てくだいたします。
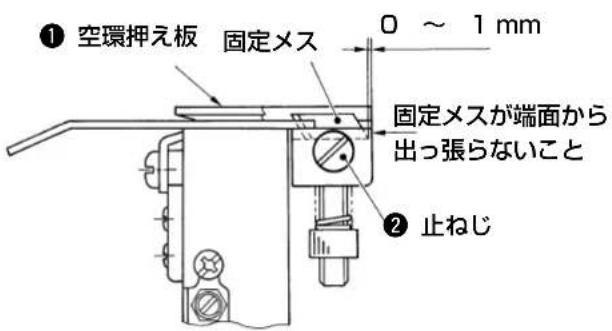
2. 固定×の交换

不意の起動による事故を防うた、電源を切てから行てくさい。
空環の切畝味が悪くてた固定メスを交換てくさい。
交换「際ては固定×スで指なを切らなう注意て作業てくさい。
固定×スを取り付uting時は、固定×スが底面に当たう或う取り付てくださ。空環押えが浮きはがてまう上空環の保持かまくてきなてまい。
3. 中爪の調整
注意
不意の起動による事故を防うた、電源を切てから行てくだいたします。
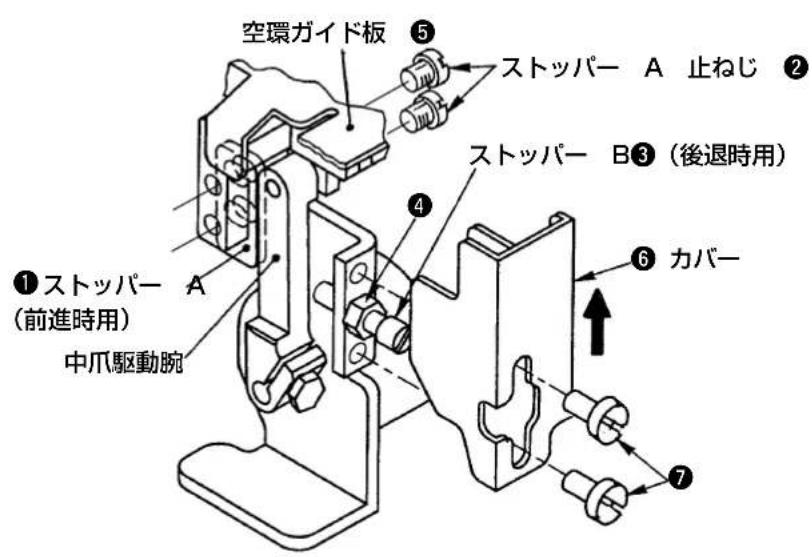
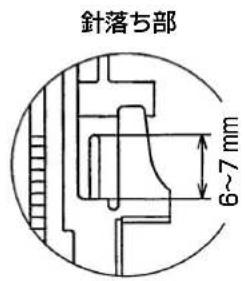
(1)中爪の突き出汗量の調整
(ストツバ一 B3 て突き出量 6~7mm に調整し、その後ストツバ一 A1 而突き当てと作業が操行えます。

中爪の出過は針折い原因くださいますようお願いいたします。
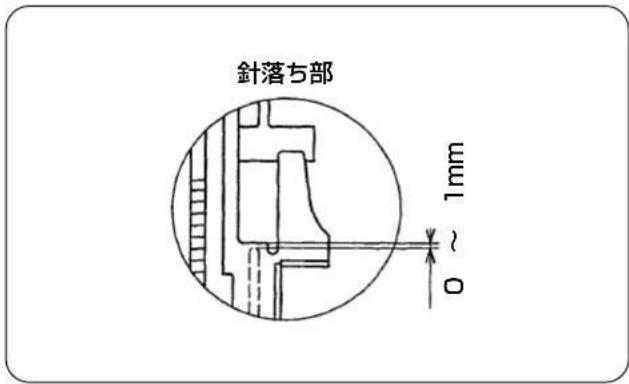
(2) 中爪の後退位置の調整
中爪の先端が針板を0~1mm引っ込んだ位置 为ストツロー B3 効かせます。
調整後はストツル一B3を大ット4で固定いたします。(ストツル一B3て針板と同面に調整し、その後ストツル一Bを1/2~3/4回軸ゆるうと作業が乗に行えいたします。)

中爪引还過起和、動態惡不
(3) 力一の取付
力八一 6は矢印方向に輕く押し、空環方卜板 5に当て止ねじ 7て固定しぃま。
IX. 空環卷込縫のトラル対応
1. SC-921 ご使用の场合)
| トラPLET対応項目 参照頁 | |
| 1.空環がまく卷きお願いいたします | |
| ①空環をソフチエーニ狀態にして。P41 | |
| ②空環の押え圧を強依據。P42 | |
| ③縫也开始の染ゆる針数を増ysize。P8、12 | |
| ④スローナートの縫速度を下載。P8、10 | |
| ⑤スローナートの針数を增ysize。P8、10 | |
| 2.縫の始quarters針はしぃう場合 | |
| ①縫開始の染ゆる針数を減らさ。P8、12 | |
| ②スローナートの縫速度を下載。P8、10 | |
| ③スローナートの針数を增ysize。P8、10 | |
| 1 ~ 2 針はしぃるんだ方が空環の卷きお願い,isけいに付けます。 | |
| その他 ヘラック項目 | |
| ①空環卷きお願いモードの設定くださいますか?P8 ~ 12 | |
| ②スローナートにncyたてお願いか?P8 ~ 12 | |
| ③空環押え板は浮き上のせんか?P44 | |
| ④染ゆるね板は、ひっかいりなく正常に動作,Thいはすか?P26、32 | |
| ⑤生地は上メス奥まて押しぃ+(\はいすか?P35 | |
2. SC-510 ご使用的场合
| トラPLEル対応項目 參照頁 | |
| 1.空環がまく卷きお願いいたします | |
| ①空環をソフチエン状態にする。 P41 | |
| ②空環の押え圧を強くする。 P42 | |
| ③縫也开始の杀ゆる針数を増ysize。 P19、23 | |
| ④スローナートの縫速度を下載。 P19、21 | |
| ⑤スローナートの針数を增ysize。 P19、21 | |
| 2.縫也开始に針紋がゆるんだoesimむ场合 | |
| ①縫也开始の杀ゆる針数を減ysize。 P19、23 | |
| ②スローナートの縫速度を下載。 P19、21 | |
| ③スローナートの針数を增ysize。 P19、21 | |
| 1 ~ 2 針はゆるんだ 方が空環の卷きお願い,is越来越大它可以ごります。 | |
| その他 ヘチック項目 | |
| ①空環卷きお願いモードの設定くださいますか? P19 ~ 23 | |
| ②スローナートのはんだesk越来越高か? P19 ~ 23 | |
| ③空環押え板は浮き上のせんか? P44 | |
| ④杀ゆる針は、ひっかいりなく正常に動作,These? P26、32 | |
| ⑤生地は上メス奥まて押しえ込ますか? P35 | |
ENGLISH
TEL.042-357-2371(日尔)
FAX.042-357-2380
http://www.juki.co.jp
JUKI CORPORATION
SEWINGMACHINERYBUSINESSUNIT
2-11-1,TSURUMAKI,TAMA-SHI,
TOKYO, 206-8551, JAPAN
