LB6 - 缝纫机 JUKI - 免费用户手册
免费查找设备手册 LB6 JUKI PDF格式.

| 产品类型 | 工业包缝机,配有链式线钩插入装置 |
| 品牌 | JUKI |
| 型号 | LB6(MO-6000系列) |
| 类别 | 缝纫机 |
| 可用的机头类型 | MO.1(最大5500针/分钟),MO.2(最大8000针/分钟) |
| 最高缝纫速度 | 5500或8000针/分钟,取决于机头类型 |
| 兼容控制器 | SC-921或SC-510 |
| 所需气压 | 0.5 MPa(5巴) |
| 主要功能 | 自动线链插入、自动抬压脚、缝纫开始和结束时的线张力释放、软启动、布边传感器、切链器 |
| 电源 | 取决于控制器(通常为单相220-240V或三相,请参阅SC-921/SC-510说明书) |
| 维护与清洁 | 更换传感器反射贴片、更换固定刀片、调节中间锁扣、定期润滑 |
| 安全 | 操作前切断电源,勿将手靠近运动部件,使用适当气压 |
| 备件与可维修性 | 通过JUKI网络提供的备件:反射贴片、固定刀片、气动密封件 |
| 一般信息 | 使用说明书共404页,可免费下载。说明书中未指定重量和尺寸。 |
常见问题 - LB6 JUKI
用户关于以下问题的提问 LB6 JUKI
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 缝纫机 免费PDF格式!查找您的手册 LB6 - JUKI 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 LB6 品牌 JUKI.
用户手册 LB6 JUKI
取极說明書
BETRIEBSANLEITUNG
MANUAL DE INSTRUCCIONES
使用说明书
INSTRUCTION MANUAL
MANUEL D'UTILISAT
MANUALE D'ISTRUZIONI
KULLANMA KILAVUZU
| 注意: そのたARDSは、当社の製品を買い上りはんだけきまてがとごさはんだ。 安全に使用くださいますように、使用前に必うの取概説明書を請みくだせ。 まて、いっSTALLに説るように、その取概説明書を保管てくだせ。 |
| NOTE: Read safety instructions carefully and understand them before using. Retain this Instruction Manual for future reference. |
| HINWEIS: Lesen Sie die Sicherheitsanweisungen aufmerksam durch, um sich mit ihren vertraut zu machen, bevor Sie diese Maschine in Betriebnehmen. Bewahren Sie diese Bedienungsanleitung für spätere Bezugnahme auf. |
| NOTE: Avant d'utiliser la machine, dire attentivement toutes les consignes de sécurité. Conserver ce manuel pour pouvoir le consulter en cas de besoin. |
| NOTA: Antes de comenzar a usar esta máquina lea con detencion hasta comprendir todas las instrucciones de seguridad. Conserve este Manual de instructaciones a mano para futuras consultas. |
| NOTA: Leggere attentionamente e compredere toutes leistruzioni per la sicurezza prima di iniziare l'uso di esta macchina. Conservare questo Manuale d'Instruzioni per pronto riferimento. |
| 注意: 为了安全地使用,请您在使用之前一定阅读本使用说明书。 另外,请您注意保管本使用说明书,以便随时查阅。 |
| NOT: Güvenlik talimatini dikkatle okuyun ve makineyi kullanmadanforces ümule ögrenin. Gelecekte de yararlanmak icin, bu kullanma kilavuzunu muhafaza edin. |
日本語
- 布端塞尔-反射S-的交换 44
2.固定×スの交换 44 - 中爪の調整 ..... 45
IX. 空環卷沢縫のトラル対応 46
7) 1 手 1 村押上。
(图是 次个手 1 村押的表示。)
七口出荷三山中对上是、機種及之他項目設定济丶不進有求。機種設定行無在以下達。
1. 三種機種の設定

7)スイット 1を押すと設定が確定,Th。
5)变更加完了了才S个什子1末是2左押U更新的值为确定之。
2) 小丽一卡克尔 1 车的口下先端にね以迅みま。
3)シル徳一、リル位置は、シル徳一を三、適当位置と用。
口夕卡卜 4 乙乙は固定しません。
4) 押上上伊兰一继手 5 在组勾付卡。
(2)三SHN頭部の組付け
1)押上上包尼尔一组伊付巴一斯 6 车长穴的中心都以 7 车固定山来。
它的和是押上比比一 9 2017年1月1日,日本的二部入有约组付之。
(3) 押え上じ�トの調節
三希尼可取付的亚一斯一的反对侧端子 电源次个托木克之亚一接续。
1)八ndpr一手to回t、针棒下死点的状態!
3) 上停止位置が上ル一ハ一般的最左点之称う調整てくださ。
[下停止位置]
工一压当过剩的设定可以。工一的二等与之为一。
2) 工アレギレ一夕調整
0.5 MPa に設定てくたさい。
CN30 一夕信号口不夕夕左接统
CN33 小卡口小一接统
3CN36 中爪及杂云的雷磁弁接续
4CN37 押元上灯電磁弁左接統
CN54 布端七尼一を接続
7CN39 立方三半八部尔(PK-70等)を使用の场合接続
5. SC-510 ~のコネクタ接続
注意
CN30 无一夕信号口不夕夕左接续
2CN33 小克口不一接统
CN36 中爪及杂允的電磁弁接
CN37 押上灯電磁弁接
W4 布端専入出力電源切換用Janb一(+12V~差比替末。次頁參照載下
CN51 布端子一を接続
7CN39 立方三半八角尔(PK-70等)を使用の场合接続
1) 發光せんサ一 ① ②
2) 一的一 3是押元引上比一 4 1引挂可不如于一卡兰神 5 有固定下
(2)電装の接続
2)地縫用三希上使用成:(布の有無に閩わら三希は起動は。)

- 1
- 1
- 1
- 1
- 1
VIII. 保守
1. 布端Sen一反射一的交换

1)空環押元板 1上持上上記回丶固定义次見元。
2)止心 2をゆるて固定×スを交换しま�。

中爪針板6~7mm突出的位置对SUTB-A1 劉加せま。
它的时、StuB八一A 1面接触的上止以
使用本制品时,请事先阅读MO-6000 系列使用说明书里「关于安全的注意事项」,充分理解书中的内容之后再使用。
另外,组装和设置本装置时,不仅参考本使用说明书,同时还请参考零件表、SC-921(或者SC-510)使用说明书。
目录
I. 前言
Ⅱ.控制器(SC-921)的设定
1.缝纫机机种的设定
2.卷入空线环功能的设定 4
3.自动压脚提升功能的设定
4.卷入空线环缝制的各种设定 8
5.各种设定的变更方法 10
Ⅲ.控制器(SC-510)的设定 13
1.缝纫机机种的设定 13
2.卷入空线环功能的设定 16
3. 自动压脚提升功能的设定 18
4.卷入空线环缝制的各种设定 19
5.各种设定的变更方法 21
V. 空气机器的安装 24
1.空气调节器的安装 24
2.电磁阀的安装 25
V.缝纫机的组装 26
- 线张力总成(松线装置)的组装 ..... 26
- 压脚提升装置的组装 27
VI. 安装设定 29
1.缝纫机机头部的设置 29
2. 信号灯的调整 30
3.空气配管 31
4. 往 C-921 连接连接器 33
5. 往 C-510 连接连接器 34
6. 布端传感器的安装 ..... 35
VII. 使用方法 38
- 穿线方法 38
- 踏板操作 39
- 空线环卷入缝 39
4.缝制的调整 41 - 空线环按压弹簧的调整 ..... 42
- 空线环卷入和平缝的变换(传感器屏蔽) 43
VIII.维修 44
- 布端传感器反射签的更换 44
- 固定刀的更换 44
3.中爪的调整 45
IX. 空线环卷入缝的故障处理 46
1.使用SC-921时 46
2.使用SC-510时 47
I. 前言
注意
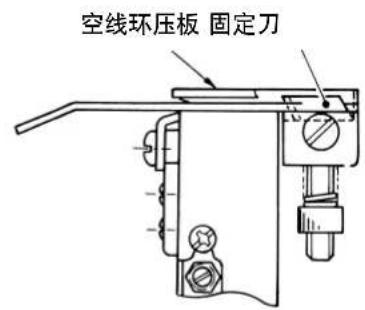
在空线环压板下面,安装有固定刀。拆卸或移动空线换压板之后,固定刀将显露出来。固定刀有可能切到手指等危险,因此请注意安全。
Ⅱ.控制器(SC-921)的设定
本使用说明书祇就LB-6有关的机能进行说明
有关其他功能和调整等内容请参照SC-921使用说明书。

设置出货缝纫机,机种和其它项目均已设定。请不要进行机种设定。
1.缝纫机机种的设定
- 缝纫机购买后第一次使用时,请先设定机种。
机种的不同的设定内容决定了缝纫机的转动方向、最高缝制速度。

如果设定错误就会发生故障,所以请加以注意。
几种设定后,再进行开始缝的松线针数、低速起动针数等各种设定。
3.如果在上述2.的各种设定后再设定机种,用2.设定的内容全部消失变为设定前的状态。此时必须再次重新进行设定,务请注意。
(1)选择机头类型
请把机头类型设定为MO.1或MO.2。
MO.1和MO.2仅设定缝制速度不同。请不要设定超过使用缝纫机的最高缝制速度。
| 机头类型 最高缝制速度 设定机种后 | 的缝制速度 | |
| MO.1 5500 4000 | ||
| MO.2 8000 7000 |
设定机种时,MO.1 设定为 4000sti / min 、MO.2 设定为 7000sti / min 。有关缝制速度的变更方法,请参照“Ⅱ-4.卷入空线环缝制的各种设定”和“Ⅱ-5.各种设定的变更方法”。
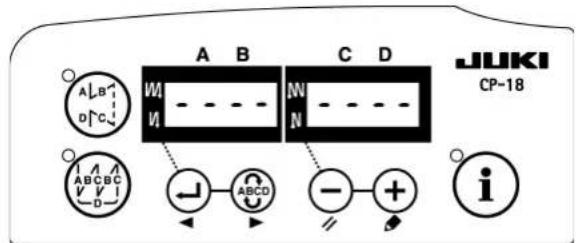
(2)机头类型的选择方法
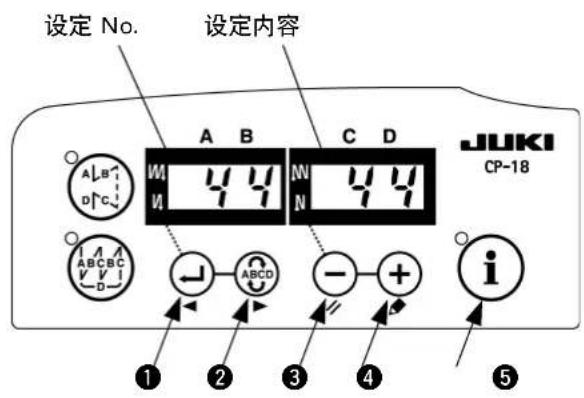
① 确定变更内容以及设定值下降方向更新开关(SET-)
2 确定变更内容以及设定值上升方向更新开关(SET+)
下降开关(DOWN)
上升开关(UP)
模式变换开关
请不要进行在以后的说明中没有写明操作以外的开关操作。再次打开电源开关时,请一定等
待1秒钟以后再打开电源。关闭电源后立即打开电源的话,有可能机器不能正常动作。如果发生这种情况时,请再次重新打开电源。
转换为功能设定模式的方法
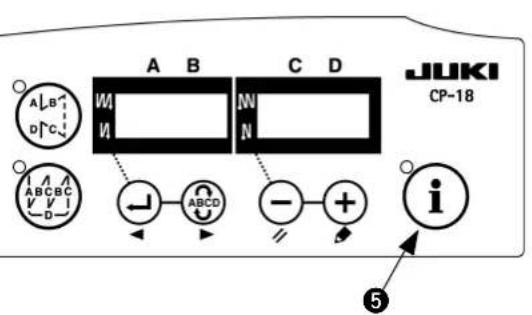
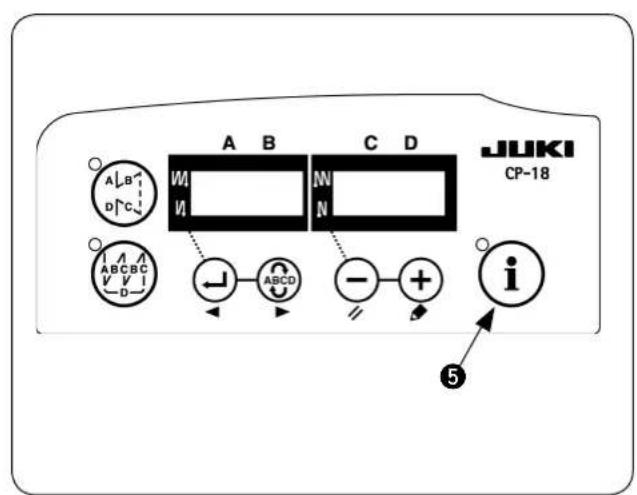
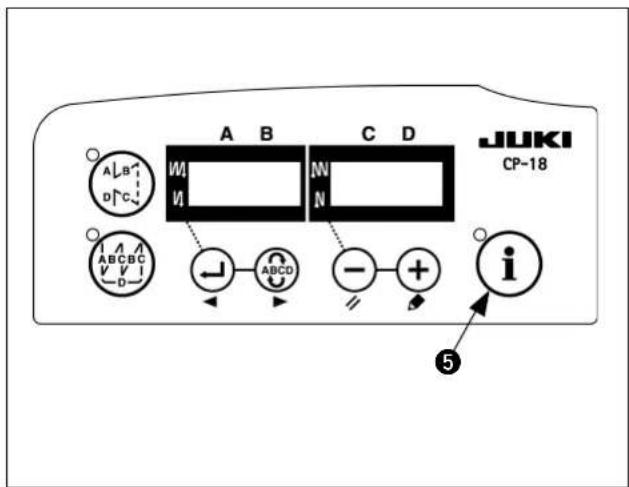
1)关掉(OFF)电源。
2)按压 i 开关5的同时打开电源(ON)。
3)画面显示如图所示。(如果画面显示无变化时,请重新进行1)、2)的操作。)
如果已经进行了其他的设定时,会显示出最后设定的号码和内容。
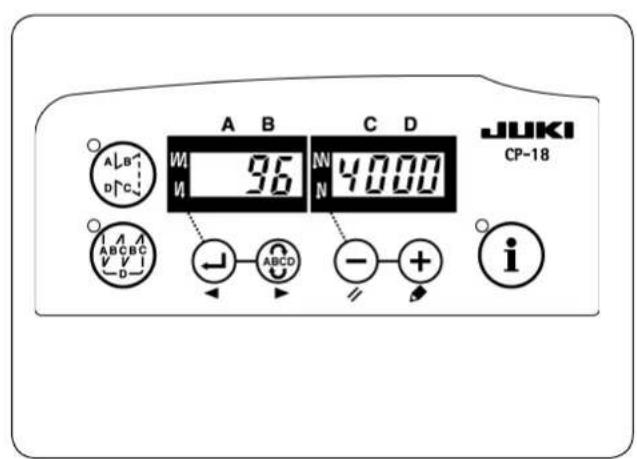
4)按开关①或者按关,显示出入(No.95)。
5)按开关 3(或关,可以选择机头型号。
MO.1 和 MO.2 仅最高缝制速度的设定范围不同。
- MO1:最高5,500sti/min
·MO2:最高8,000sti/min
6)选择机头类型后,通过按开关1(ABCD)开关2),进入步骤96或94,自动地变换为机头类型里的设定内容。

机头类型之后,以前的变更内容全部返回到标准设定值。
关闭(OFF)电源。

不进行确定操作就关闭(OFF)电源的话,设定将不进行变更。
2.卷入空线环功能的设定
向功能设定模式的变换
[向服务模式的变换]
1)关闭(OFF)电源。
2)一边按 i 开关 ⑤一边接通(ON)电源。
3)画面被显示出来。请持续约3秒钟按 开关
4)第2次的蜂鸣音响了之后,向服务模式的变换结束。
画面显示如图所示
(与用户模式相同。)
![JUKI LB6 - [向服务模式的变换] - 1](/content/2026/04/591805/images/fed8867ed0e75b7841c0e18ac32f9cd2653b15141a7685051d31fc977b3e9a7e.jpg)
经进行了其他的设定时,会显示出最后设定的号码和内容。
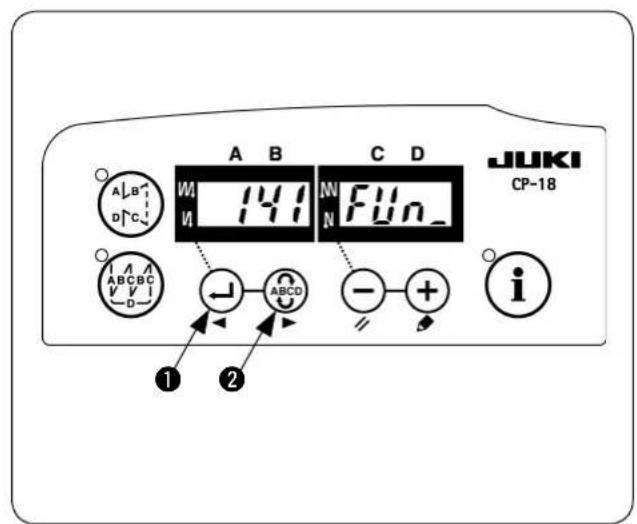
5)呼叫卷入空线环功能。
按开关或开关(No.141)。
② ,显示出图
![JUKI LB6 - [向服务模式的变换] - 2](/content/2026/04/591805/images/4d961cc6ca974457812ee9ce580bd8fda0f236a6e7525f37b5eedb7081f7a175.jpg)
6)按开关或开关,呼叫出附属装置1。
(FUn_UT1_的显示)
![JUKI LB6 - [向服务模式的变换] - 3](/content/2026/04/591805/images/dfab3569a4f082a47bf1009f06180d2b97a79ce8a2563602a23282fc200f105b.jpg)
7)按开关(本图是按了开关之后的显示。)
![JUKI LB6 - [向服务模式的变换] - 4](/content/2026/04/591805/images/240680b16c387f13d4196de786d64b84a480c45dc70ff7e635ec5c450f7f38da.jpg)
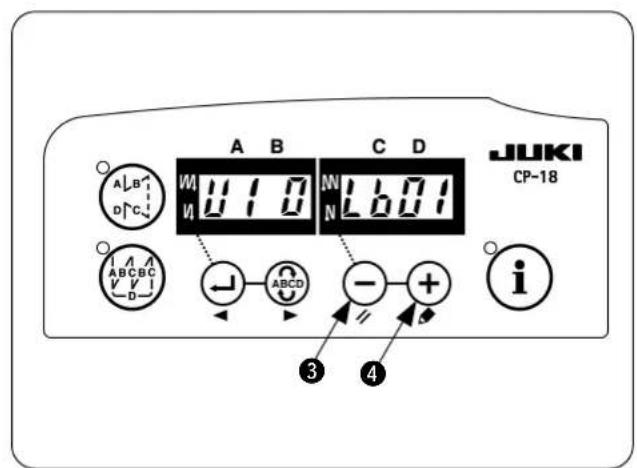
8)显示着「U10」的状态下,按 开关或开关4,呼叫出LB功能。
(U10 Lb01的显示)
![JUKI LB6 - [向服务模式的变换] - 5](/content/2026/04/591805/images/107ac03eae94fa95982ff3dbf87b3462d617acfe1105141fdc80be1f8492cce1.jpg)
9)按开关2,呼叫出「U11」。可以设定缝制开始的松线动作针数。按开关或开关4,则可以变更设定。如果不需要变更时,即可进入顺序10)。
![JUKI LB6 - [向服务模式的变换] - 6](/content/2026/04/591805/images/b88318440c5d2511507f5bd6c7489d3ab9de5746fa5c9a6344f21e220dec94f4.jpg)
10)按开关 ② ,呼叫出「U12」。可以设定从缝制结束布边传感器开始检测至松线位置的针数。按开关 ③ 或 ④ ,则可以变更设定。如果不需要变更时,即可进入顺序11)。
![JUKI LB6 - [向服务模式的变换] - 7](/content/2026/04/591805/images/95abaca48e5d0b96be77cbbcb88ba4e287f430d783ae69c6e6bb73b4475f0b09.jpg)
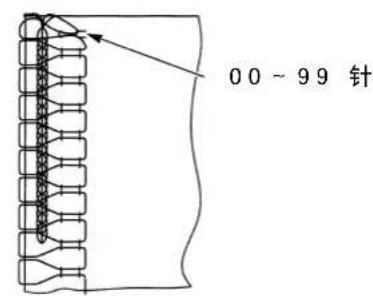
11)按开关 ② ,呼叫出「U13」。可以设定空线环的针数。按开关 ③ 或开关 ④ 则可以变更设定。如果不需要变更时,即可进入顺序12)。
![JUKI LB6 - [向服务模式的变换] - 8](/content/2026/04/591805/images/5003c186fabca057b22a9ba00f5590e61baa57f32f99e95627b357ea70df7c79.jpg)
12)按开关,重新呼叫出「FUn_UT1」的显示之后,关闭(OFF)电源。确定LB功能设定
「U11」~「U13」的设定没有变更,也注意请不要省略顺序9)~12)的操作。否则LB功能不能被确定。
3. 自动压脚提升功能的设定
1)关闭(OFF)电源。
2)一边按一开关 ③ 一边接通(ON)电源
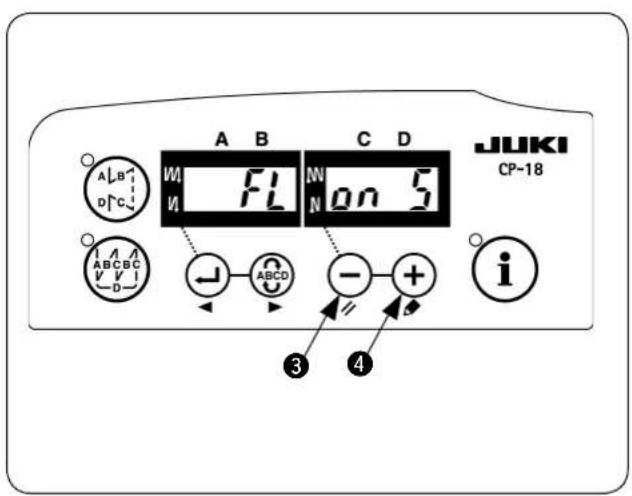
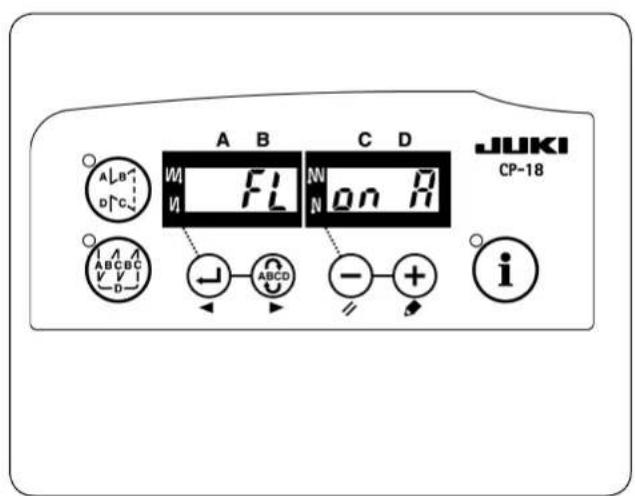
3)「FL on」被显示出来。如果「FL oFF」被显示出来,请重新进行1)、2)的操作。
4)按 开关 可以变换「FLonS」「FLonA」。请设定为「FLonA」。
5)如果画面显示变为「FL on A」,则自动压脚提升功能成为有效。请立即关闭(OFF)电源。
4.卷入空线环缝制的各种设定
通过 1 3 的设定,各种功能被设定为标准的推荐值,但是还可以根据更制条件进行变更。变更在「用户模式」或「通常模式」进行。以下的表中,表示卷入空线环缝制功能具有代表性的设定项目和设定值。
| 设定项目 标准值 设定范围 变更 模式 程序No. 备考 | |||||
| 最高缝制速度[sti/min]MO.1MO.2 | 40007000 | 150~5500150~8000 | 用户模式 | 96 | |
| 软起动的针数[针] | 4 | 0~19 | 1 | ||
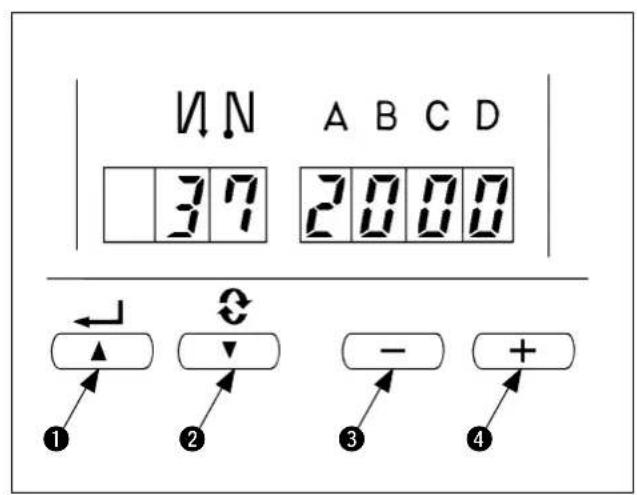
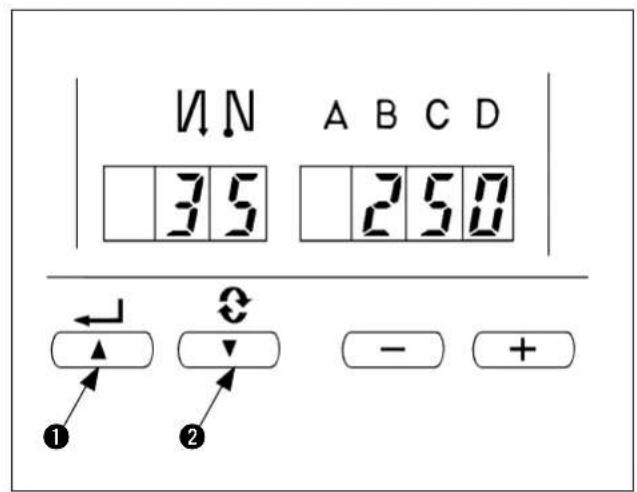
| 软起动的缝制速度[sti/min]MO.1MO.2 | 2502000 | 100~MAX | 37 | MAX值为No.96 的值 | |
| 缝制结束的空线环缝制速度[sti/min]MO.1MO.2 | 25003000 | 150~MAX | 38 | MAX值为No.96 的值 | |
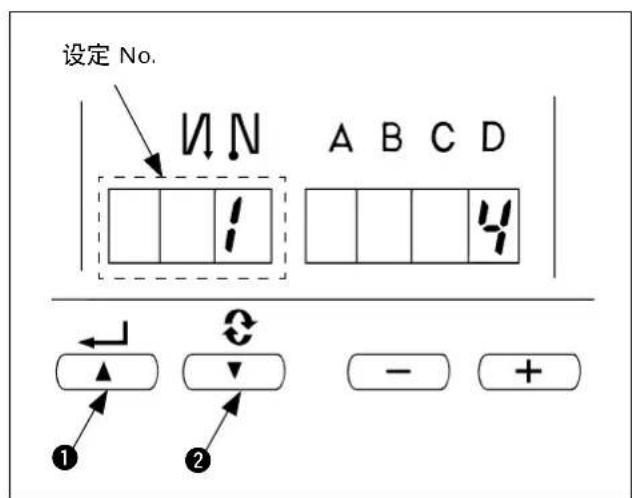
| 开始缝制的松线针数[针] | 1 | 0~100 | 通常模式 | U1 1 | 参照P8 |
| 从结束缝制布边传感器检测到松线为止的针数[针] | 4 | 0~100 | U1 2 | 参照P8 | |
| 空线环缝制的针数[针] | 40 | 0~100 | U1 3 | 调节空线环的长度。 | |
- 有关其他设定,请参照 SC-921 使用说明书和 SC-921 服务手册。
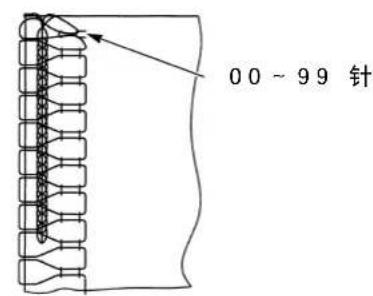
1)开始缝的松线针数
开始缝的松线针数可以变更。
开始缝松线 1 2 针之后可以使空线环卷入变得漂亮。
松线针数是缝纫机从起动后开始的针数。

不是实际缝制物上的松线针数。
有时不能按照低速起动的缝制速度和针数来进行松线起动,比设定针数多松线。
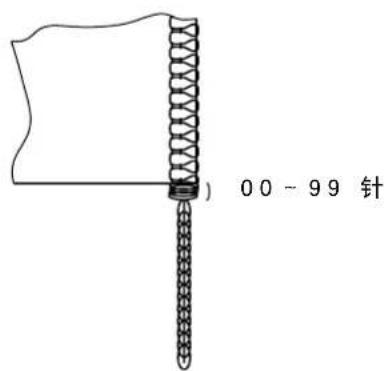
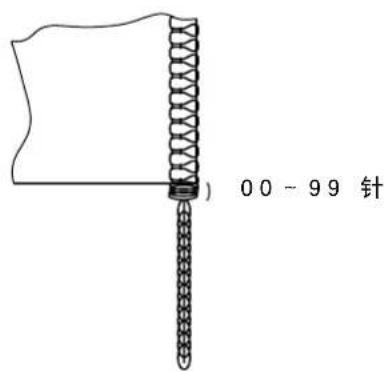
2)结束缝松线针数
这是布端离开布端传感器,开始松线的针数。

然离开缝制物布端的针数不一样。
5. 各种设定的变更方法
参照“Ⅱ-4.卷入空线环缝制的各种设定”,调查变更项目的变更模式。各模式的变更方法如下所示。
(1)用户模式时的变更方法
1)关掉(OFF)电源。
2)按压 i 开关5的同时打开电源(ON)。
3)画面显示如 ⑥ 、7所示。(如果画面显示无变化时,请重新进行1)、2)的操作。)显示为最后设定的号码和内容。
4)进行设定No.的工作时,请先按开关2,然后再设定No。
进行返回设定No.的工作时,请先按开关1,然后再设定No。
持续地按


开关

开关 ② 之后
连续地返回设定 No.(前进)。
进入到下一个(或返回到前一个No.之后,前项(或后项)的内容就被确定,所以内容也变更。(按上、下开关时)请充分注意。
设定
例)软起动缝制速度(No.37)的变更
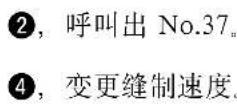
5)变更完了之后,请按开关或开关2,确定更新后的数值。
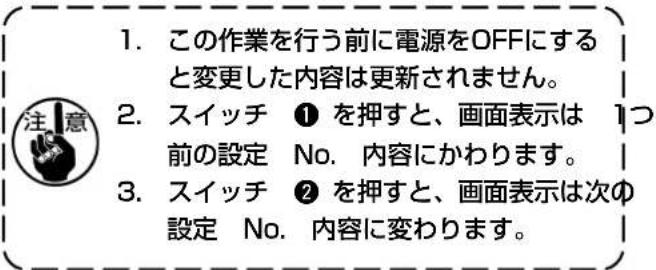
- 进行此作业之前,如果电源关掉变更后的数值就不能被记忆。

-
按开关 ① 之后,画面显示变为前一个设定 No. 的内容。
-
按关 之后,画面显示变为后一个设定No的内容。
操作结束后,关闭(OFF)电源,再次打开(ON)电源之后,返回通常运转。
(2)通常模式时的变更方法
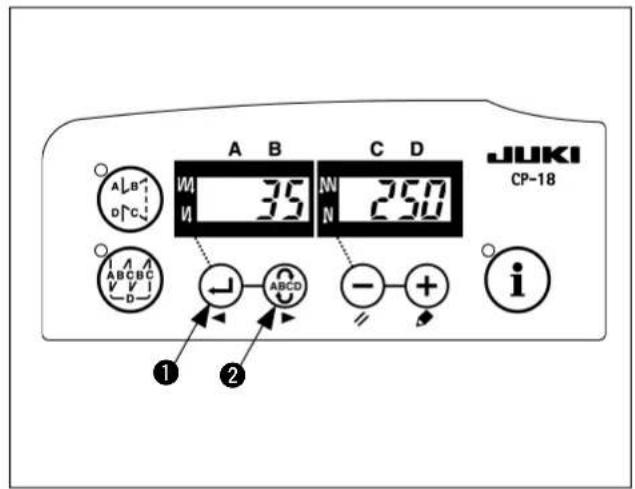
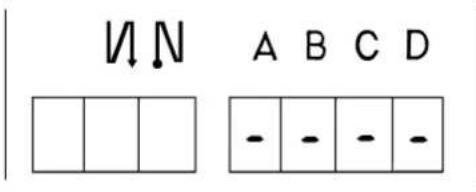
1)关闭(ON)电源。在A/B/C/D的显示下,「-」被显示出来
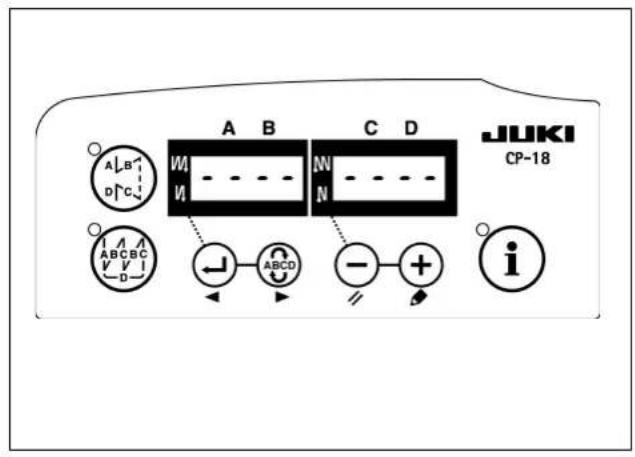
2)按设定模式的呼叫开关2显示如图所示变换,变换为各工序的针数(C显示)的显示。接着按 开关 ±b2 ,则进行U11→U12→U13的变换。
此显示时,缝纫机不动作。参考
3)变更设定值按 开关 ③ 或 开关 ④ ,可以在0~100之间变更设定值。
4)内容的确定按开关。通过SW操作,可以确定变更内容,并返回通常的显示。中途切断电源后,内容不能被更新。在返回到通常显示时,踏板操作等变为有效。
Ⅲ.控制器(SC-510)的设定
本使用说明书祇就LB-6有关的机能进行说明。
有关其他功能和调整等内容请参照SC-510使用说明书。

设置出货缝纫机,机种和其它项目均已设定。请不要进行机种设定。
1. 缝纫机机种的设定
- 缝纫机购买后第一次使用时,请先设定机种。
机种的不同的设定内容决定了缝纫机的转动方向、最高缝制速度。

果设定错误就会发生故障,所以请加以注意。
种设定后,再进行开始缝的松线针数、低速起动针数等各种设定。
- 如果在上述2.的各种设定后再设定机种,用2.设定的内容全部消失变为设定前的状态。此时必须再次重新进行设定,务请注意。
(1)选择机头类型
请把机头类型设定为MO.1或MO.2。
MO.1和MO.2仅设定缝制速度不同。请不要设定超过使用缝纫机的最高缝制速度。
| 机头类型 最高缝制速度 设定机种后 | 的缝制速度 | |
| MO.1 5500 4000 | ||
| MO.2 8000 7000 |
设定机种时,MO.1设定为 4000sti / min 、MO.2设定为 7000sti / min 。有关缝制速度的变更方法,请参照“Ⅲ-4.卷入空线环缝制的各种设定”和“Ⅲ-5.各种设定的变更方法”。
(2)机头类型的选择方法
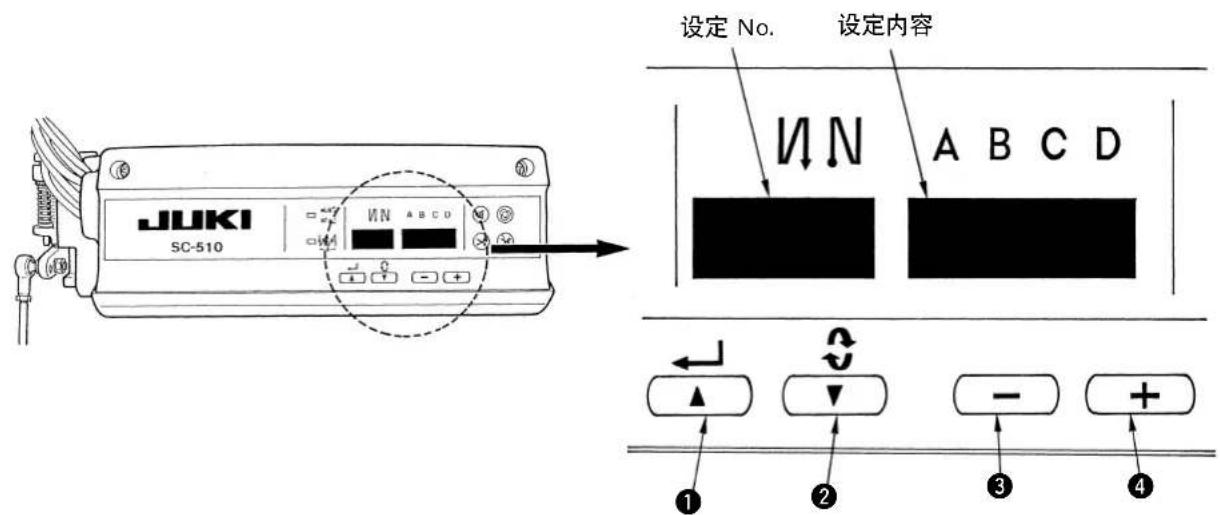
确定变更内容以及设定值下降方向更新开关(SET-)
2 确定变更内容以及设定值上升方向更新开关(SET+)
下降开关(DOWN)
上升开关(UP)
请不要进行在以后的说明中没有写明操作以外的开关操作。再次打开电源开关时,请一定等待1秒钟以后再打开电源。关闭电源后立即打开电源的话,有可能机器不能正常动作。如果发生这种情况时,请再次重新打开电源。
转换为功能设定模式的方法
[向用户模式的变换]
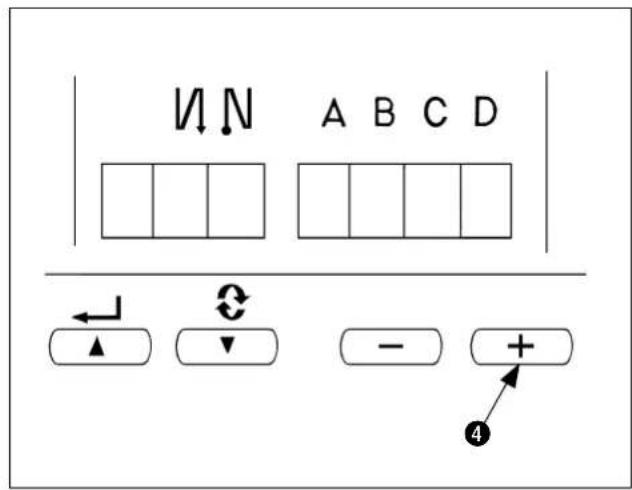
1)关掉(OFF)电源。
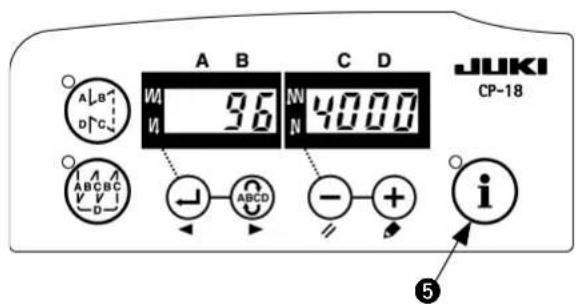
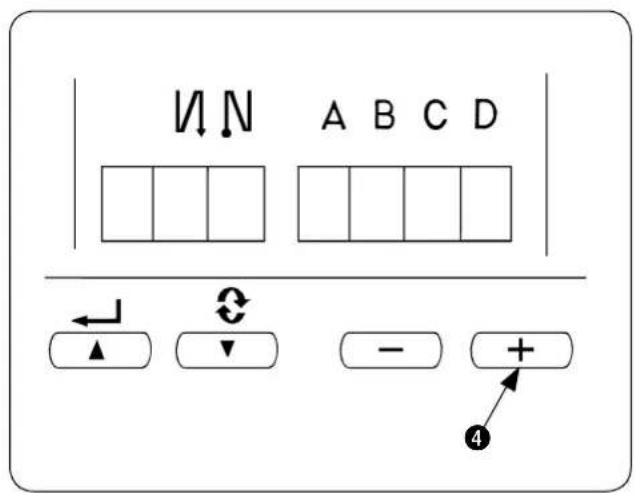
2)按压开关4的同时打开电源(ON)。
![JUKI LB6 - [向用户模式的变换] - 1](/content/2026/04/591805/images/ed15bd4f98ef90503575a1ee5b019e7818e762f0494aa5b3fb986b9d2e720c25.jpg)
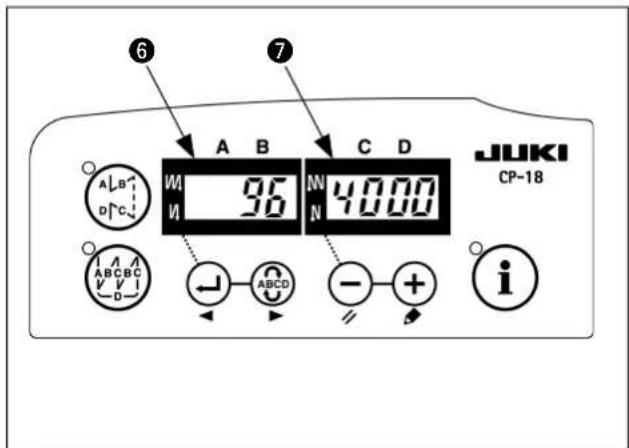
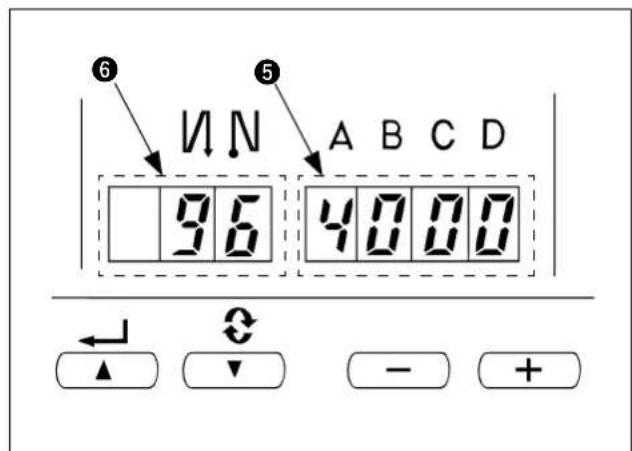
3)画面显示如5、6所示。(如果画面显示无变化时,请重新进行1)、2)的操作。)
![JUKI LB6 - [向用户模式的变换] - 2](/content/2026/04/591805/images/82155c146b621ce88ef0e644d07677a904ad556a019deedba4c18f77ffd0071c.jpg)
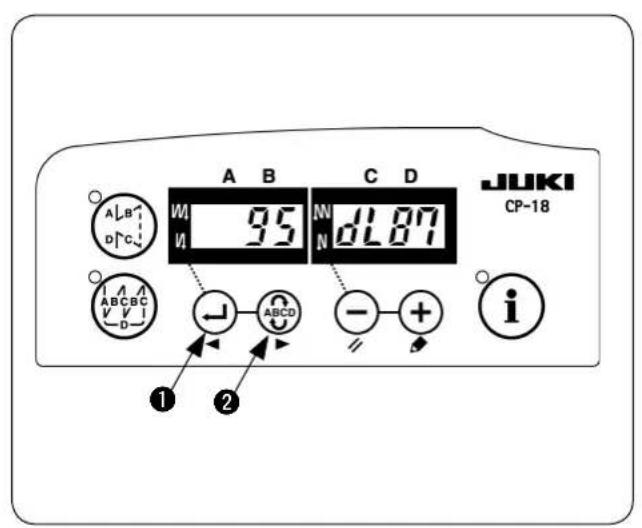
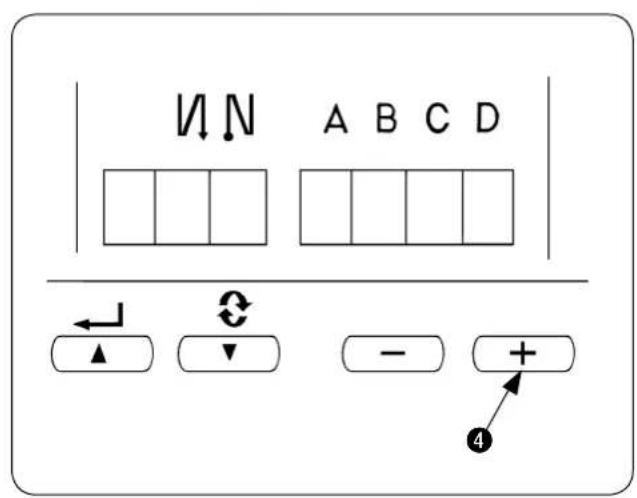
4)按开关 ,显示出图(No.95)。
![JUKI LB6 - [向用户模式的变换] - 3](/content/2026/04/591805/images/f3a16310f91dd3aad733d7789fc34013be0b04c943349cf6270d268b69b0a3a3.jpg)
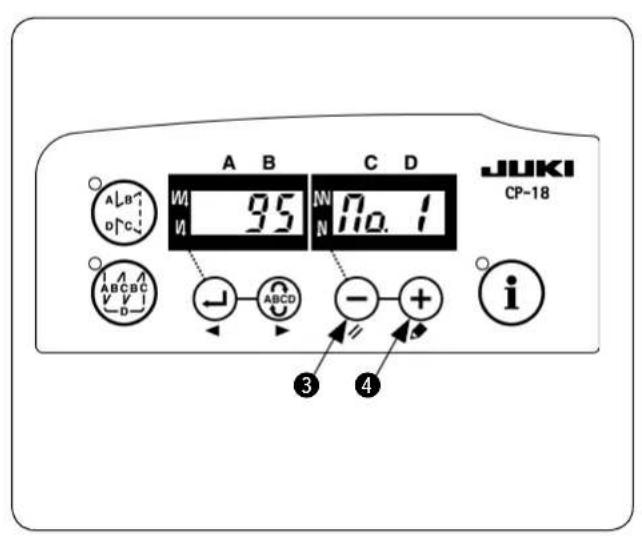
5)按开关 ③ 或 ④ ,选择机头类型(MO.1或MO.2)。
MO.1和MO.2仅最高缝制速度的设定范围不同。
- MO1:最高5,500sti/min
·MO2:最高8,000sti/min
![JUKI LB6 - [向用户模式的变换] - 4](/content/2026/04/591805/images/ea643762a76d6d99373fccdd56282e751c4b8e52e2219ec5870f83464a9b69c4.jpg)
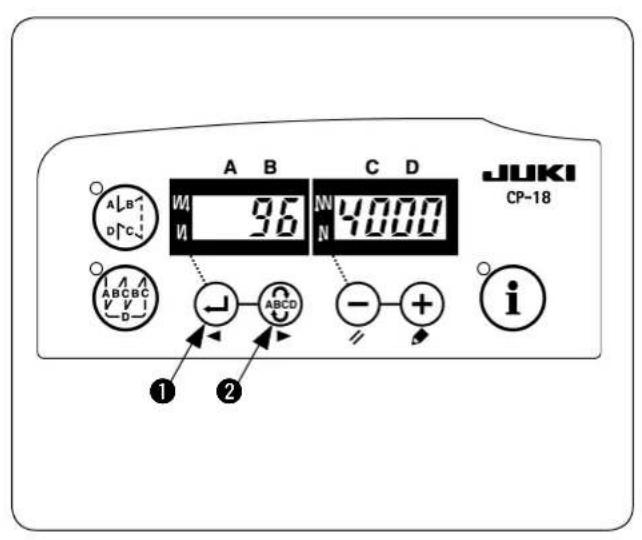
6)按确定开关 ① 或开关 ② 之后,显示No.94或No.96,机头类型的设定被确定。
![JUKI LB6 - [向用户模式的变换] - 5](/content/2026/04/591805/images/f2b915d5402db53c2b8b02a95f11e410a74e5cf17b48296098d4bc13c0509bd4.jpg)
关闭(OFF)电源。
![JUKI LB6 - [向用户模式的变换] - 6](/content/2026/04/591805/images/0b0a50c917f27edd3a825753ff0c224d9fa01897183d093f476ebc490d08f80d.jpg)
![JUKI LB6 - [向用户模式的变换] - 7](/content/2026/04/591805/images/95b9b8ffac3a0b1f2e79d2f97ee41e94b9a00bf995ceeba06f23da2344e92558.jpg)
2.卷入空线环功能的设定
向功能设定模式的变换
[向服务模式的变换]
1)关闭(OFF)电源。
2)一边按开关4一边接通(ON)电源
3)画面被显示出来。请持续约3秒钟按开关4
4)第2次的蜂鸣音响了之后,向服务模式的变换结束。
![JUKI LB6 - [向服务模式的变换] - 1](/content/2026/04/591805/images/e651dcb05bef98a0ae7ee9e85cacff39d783b4cdac7a3308bb14dd78455a32bf.jpg)
画面显示如图所示。
(与用户模式相同。)
![JUKI LB6 - [向服务模式的变换] - 2](/content/2026/04/591805/images/84b17c78841d63041931418083b9d6a16dee7d6037b5219844315b5cf5e5cb21.jpg)
5)呼叫卷入空线环功能。
按开关 ① 或开关 ②,显示出图 (No.65)。
![JUKI LB6 - [向服务模式的变换] - 3](/content/2026/04/591805/images/0746bec9746f2a09b28d80e72c89b6d9d6c3b6d86a7dc52c8bdd655d40ab29d7.jpg)
6)按开关 ③ 或开关 ④,呼叫附属装置1。(FUn UT1_的显示)
![JUKI LB6 - [向服务模式的变换] - 4](/content/2026/04/591805/images/98cfb53ecc0ce7564390fae60d0e62a442284522082e8e60294dbb567dabb491.jpg)
7)按开关 ①,确定设定。(本图是按了开关 ①之后的显示。)
![JUKI LB6 - [向服务模式的变换] - 5](/content/2026/04/591805/images/3ae94f1bc7b1102cf5641c9940fe26fbcb455811733e4e2c781dcbb4ed5ba0a5.jpg)
8)按开关 ③ 或开关 ④ ,呼叫LB功能。(U1.0 Lb01的显示)
![JUKI LB6 - [向服务模式的变换] - 6](/content/2026/04/591805/images/e09b1dd492099bd6a8a4eacefb38388019f319875c9be5185a3f5005f68a1309.jpg)
9)按开关 1,确定设定。关闭(OFF)电源。
3. 自动压脚提升功能的设定
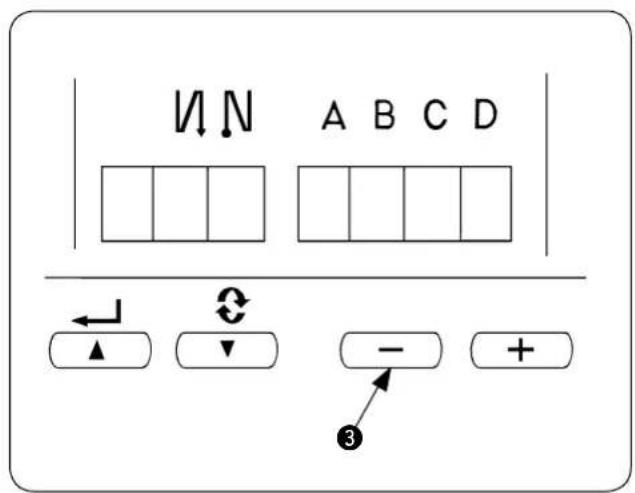
1)关闭(OFF)电源。
2)一边接开关3一边接通(ON)电源
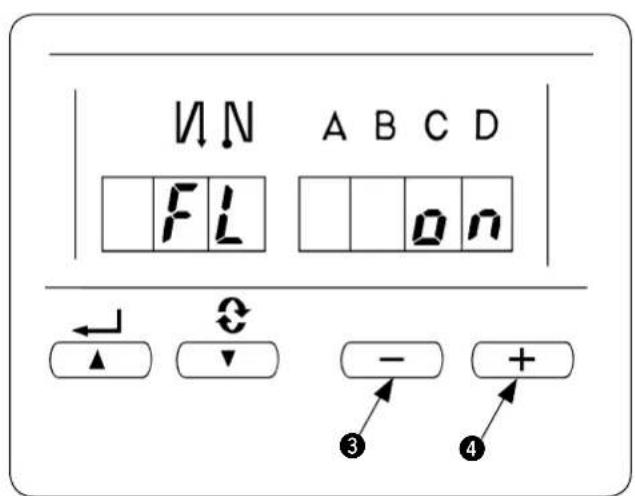
3)如果画面显示变为「FLon」,则自动压脚提升功能成为有效。请立即关闭(OFF)电源。
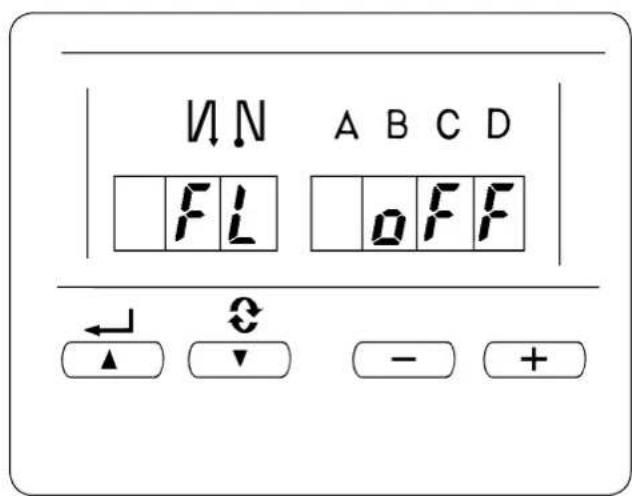
画面显示出现「FLoff」时,请再次进行1)~3)的操作。变为「FLon」的显示。
4.卷入空线环缝制的各种设定
通过 1 3 的设定,各种功能被设定为标准的推荐值,但是还可以根据更制条件进行变更。变更在「用户模式」或「通常模式」进行。以下的表中,表示卷入空线环缝制功能具有代表性的设定项目和设定值。
| 设定项目 标准值 设定范围 变更 模式 程序No. 备考 | |||||
| 最高缝制速度[sti/min]MO.1MO.2 | 40007000 | 150~5500150~8000 | 用户模式 | 96 | |
| 软起动的针数[针] | 4 | 0~9 | 1 | ||
| 软起动的缝制速度[sti/min]MO.1MO.2 | 2502000 | 100~MAX | 37 | MAX值为No.96 的值 | |
| 缝制结束的空线环缝制速度[sti/min]MO.1MO.2 | 25003000 | 150~MAX | 38 | MAX值为No.96 的值 | |
| 开始缝制的松线针数[针] | 1 | 0~999 | 通常模式 | U1.1 | 参照P8 |
| 从结束缝制布边传感器检测到松线为止的针数[针] | 4 | 0~999 | U1.2 | 参照P8 | |
| 空线环缝制的针数[针] | 40 | 0~999 | U1.3 | 调节空线环的长度。 | |
- 有关其他设定,请参照 SC-510 使用说明书和 SC-510 服务手册。
1)开始缝的松线针数
开始缝的松线针数可以变更。
开始缝松线 1 2 针之后可以使空线环卷入变得漂亮。
松线针数是缝纫机从起动后开始的针数。

不是实际缝制物上的松线针数。
有时不能按照低速起动的缝制速度和针数来进行松线起动,比设定针数多松线。
2)结束缝松线针数
这是布端离开布端传感器,开始松线的针数。

热离开缝制物布端的针数不一样。
5. 各种设定的变更方法
参照“Ⅲ-4.卷入空线环缝制的各种设定”,调查变更项目的变更模式。
各模式的变更方法如下所示。
(1)用户模式时的变更方法
1)关掉(OFF)电源。
2)按压开关4的同时打开电源(ON)。
3)画面显示如⑤、⑥所示。(如果画面显示无变化时,请重新进行1)、2)的操作。)
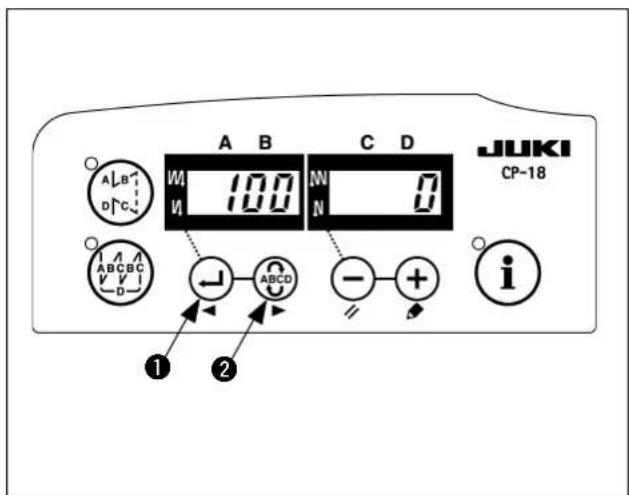
4)进行设定No.的工作时,请先按开关 ② ,然后再设定No.。
进行返回设定No.的工作时,请先按开关①,然后再设定No。
持续地按开关
1(开关2)之后,连续

地返回设定 No.(前进)。
进入到下一个(或返回到前一个)设定No.之后,前项(或后项)的内容就被确定,所以内容也变更。(按上、下开关时)请充分注意。
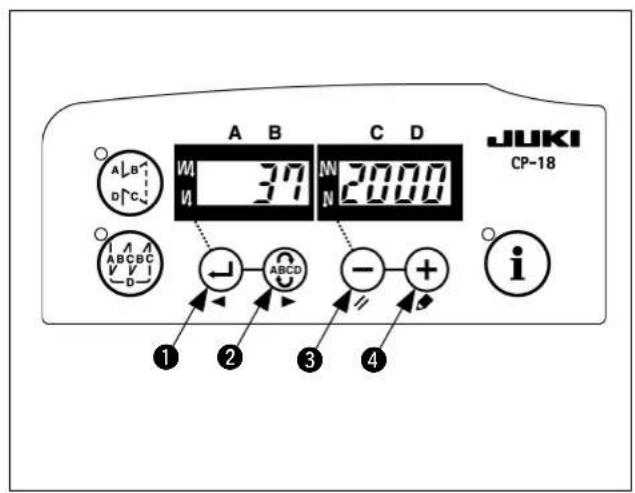
例)按软起动转速(No.37)的变更开为①或②,呼叫No.37。
按开关 ③ 或 ④,变更转速。
5)变更完了之后,请按开关 ① 或 ② 确定变更后的数值。
- 进行此作业之前,如果电源关掉变更后的数值就不能被记忆。

-
按开关 ① 之后,画面显示变为前一个设定 No. 的内容。
-
按开关 之后,画面显示变为后一个设定 No. 的内容。
操作结束后,关闭(OFF)电源,再次打开(ON)电源之后,返回通常运转。
(2)通常模式时的变更方法
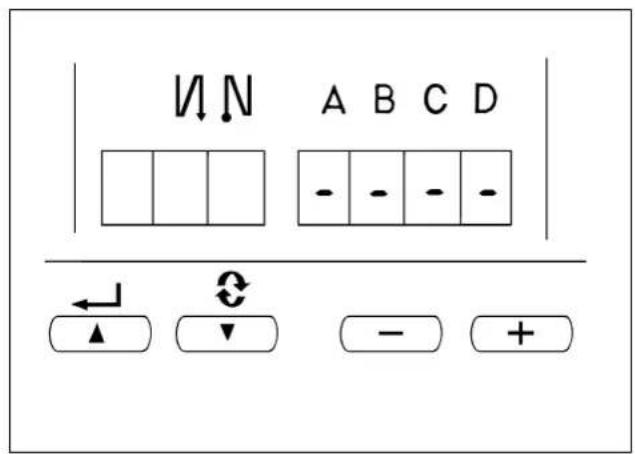
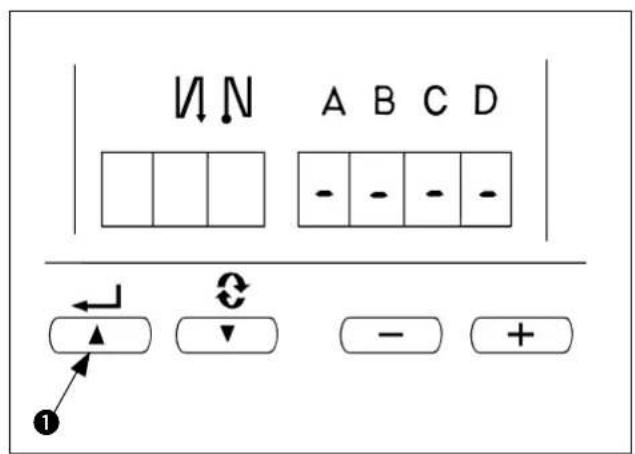
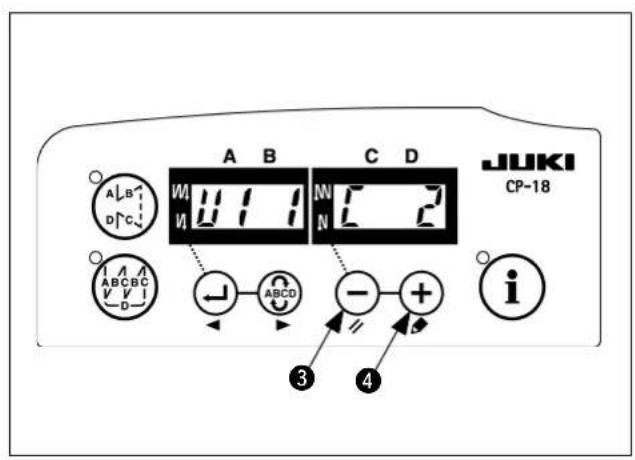
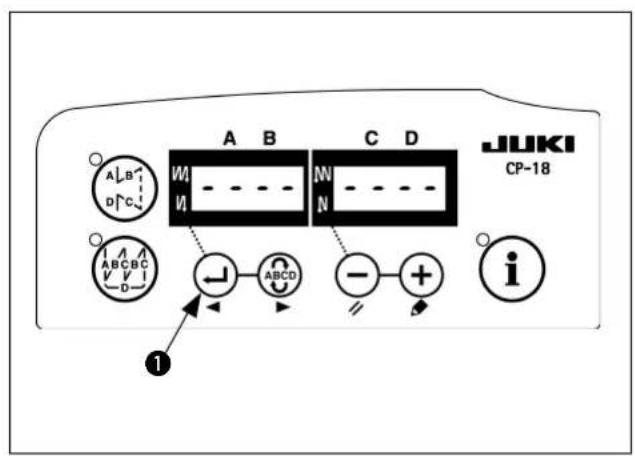
1)关闭(ON)电源。在A/B/C/D的显示下,「-」被显示出来。
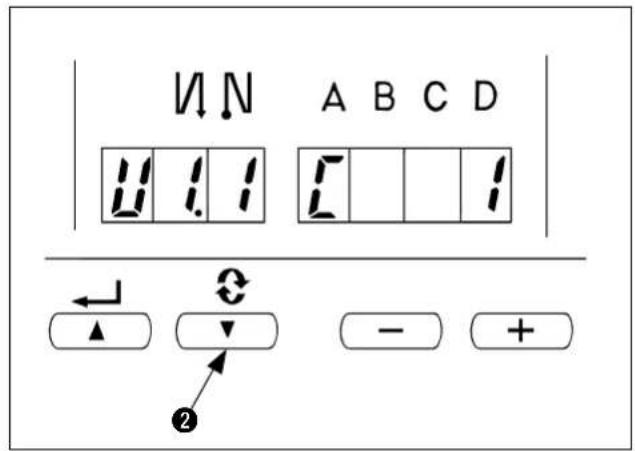
2)按设定模式的呼叫开关②显示如图所示变换,变换为各工序的针数(C显示)的显示。接着按开关 ②,则进行 U1.1 U1.2 U1.3 的变换。

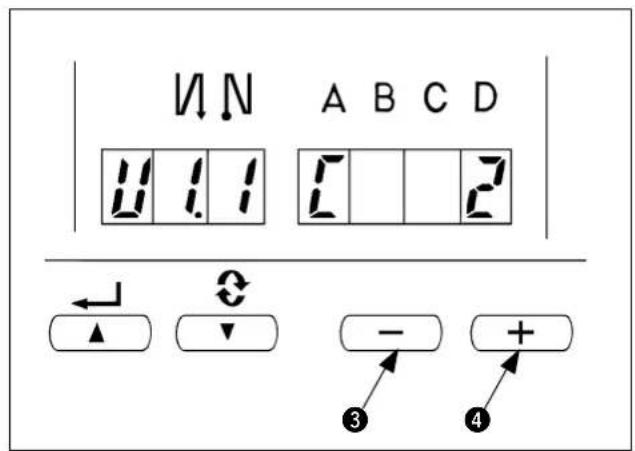
3)变更设定值按开关或4,可以在 0 999 之间变更设定值。
4)内容的确定按开关 1.通过SW操作,可以确定变更内容,并返回通常的显示。中途切断电源后,内容不能被更新。在返回到通常显示时,踏板操作等变为有效。
IV. 空气机器的安装
组装空气机器时,在接头等螺丝部卷上密封带可以有效地防止漏气。
1. 空气调节器的安装

注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
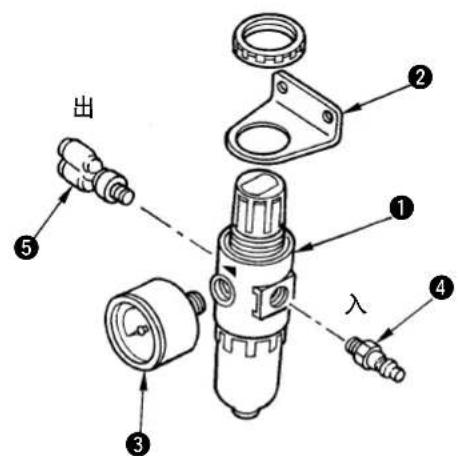
1)把安装座 ② 、标准附件 ③ 、接头 ④⑤ 安装到空气调节器 ① 上。
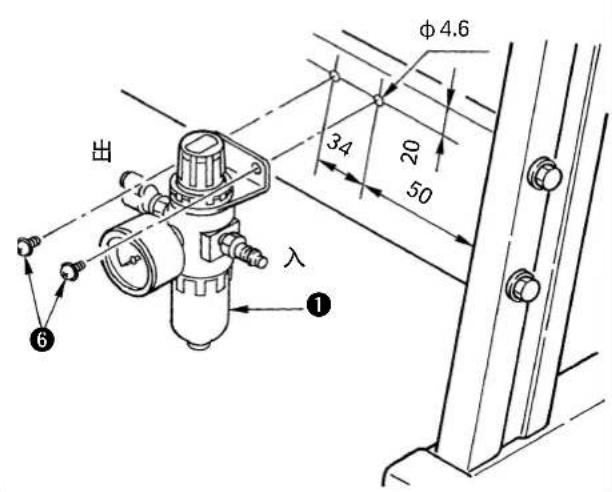
2)在腿的横支柱上钻2个 4.6 的孔,用带缘螺丝⑥安装空气调节器①。
2.电磁阀的安装
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
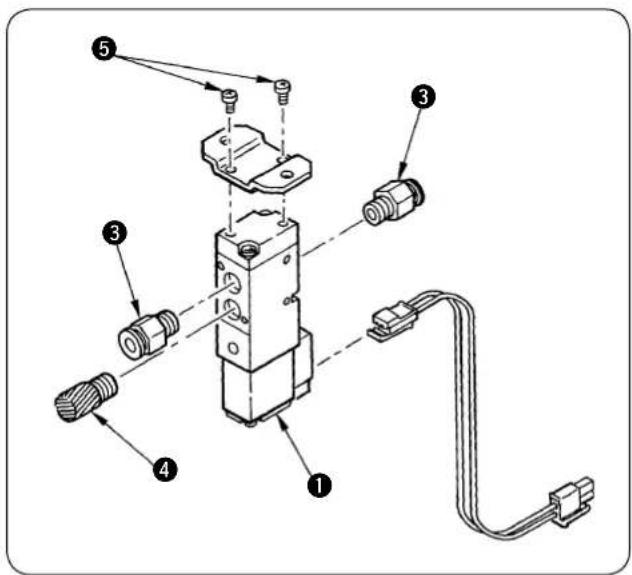
(1)压脚提升电磁阀
1)把安装座 ② 用螺丝 ⑤ 安装到电磁阀 ① 上。
2) 6 安装接头 ③ 消音器 ④
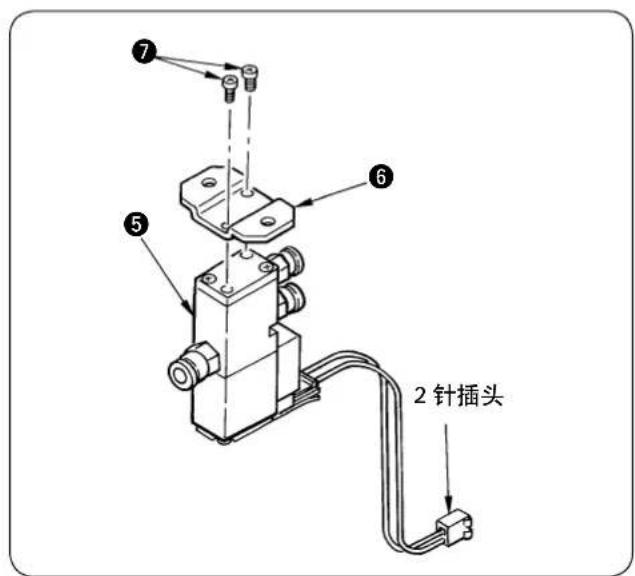
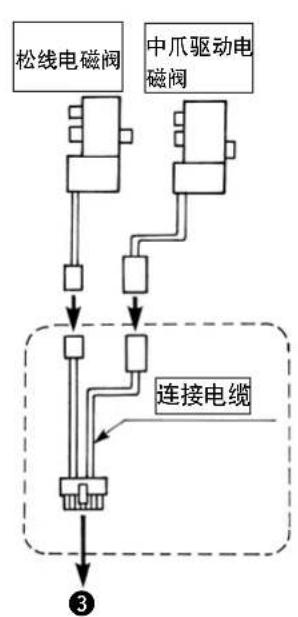
(2)松线电磁阀
用螺丝 7 把安装座 6 安装到电磁阀 5 上。
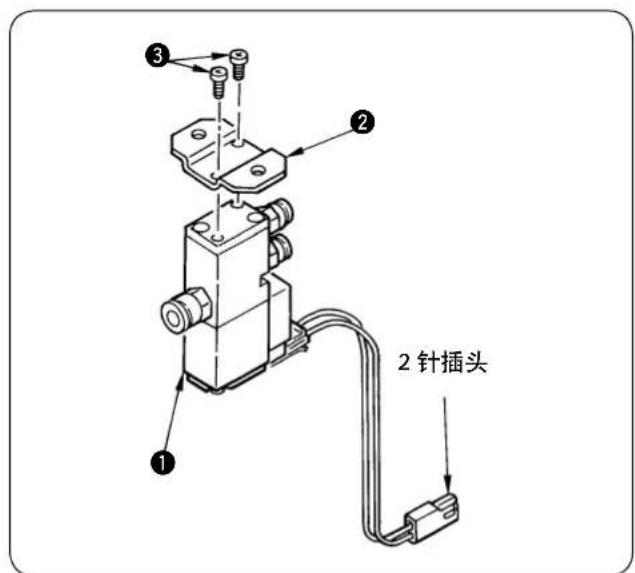
(3)中爪驱动电磁阀
用螺丝 3 把安装座 2 安装到电磁阀 1 上。
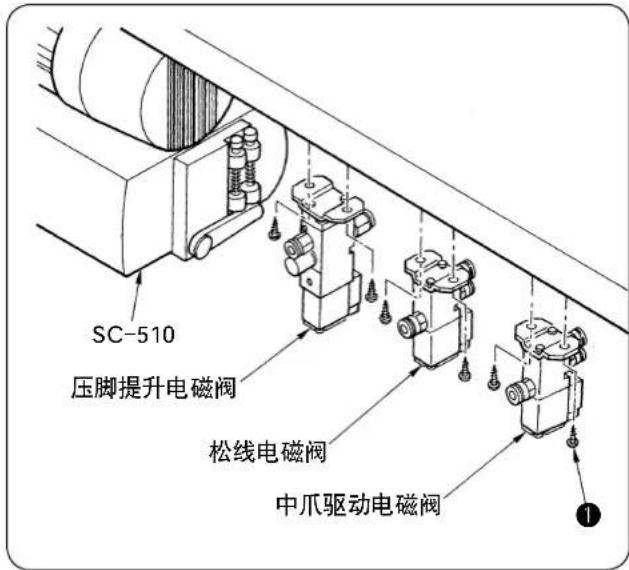
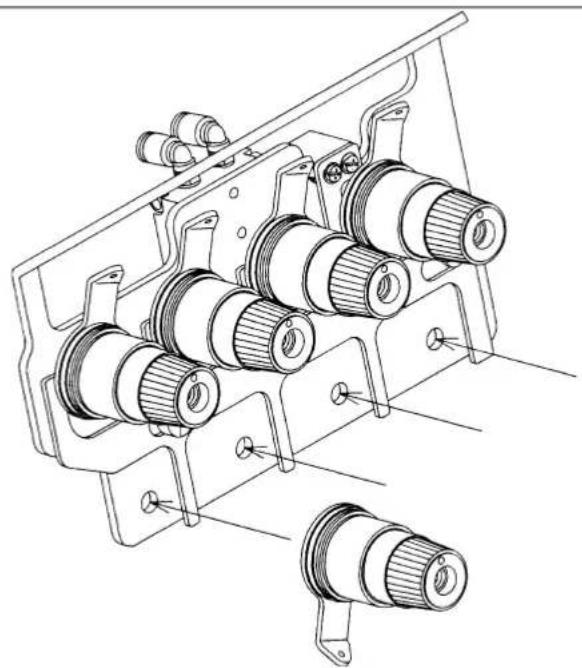
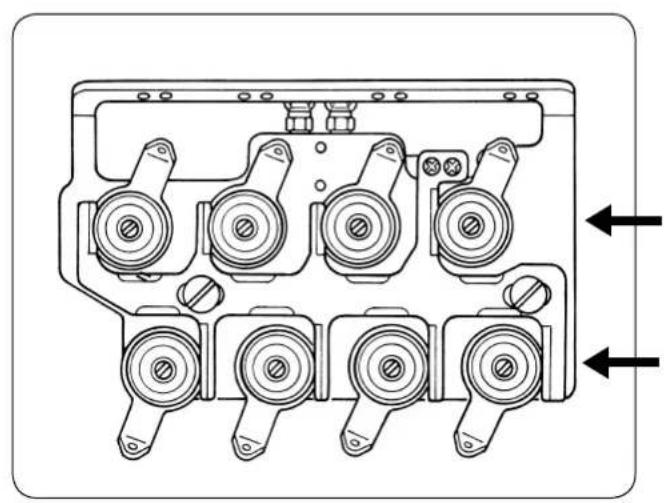
(4)各种电磁阀往机台上的的安装
用木螺丝①把电磁阀固定到机台背面面的马达旁边。
V. 缝纫机的组装
1. 线张力总成(松线装置)的组装
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
请先把安装在缝纫机上的线张力器卸下来,然后再把线张力总成安装到上护罩上。
2. 压脚提升装置的组装
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
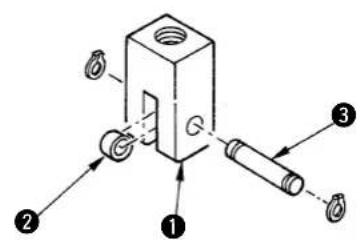
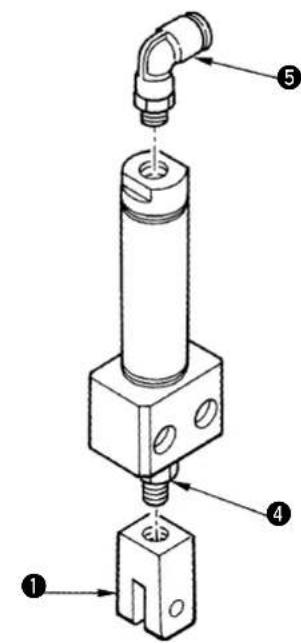
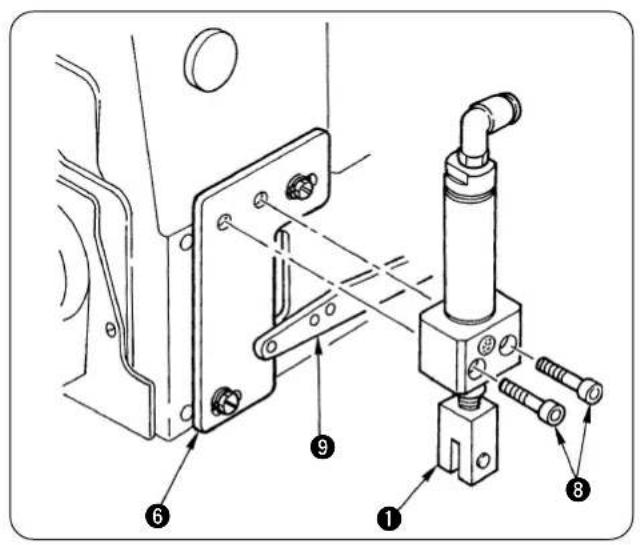
(1)压脚提升缸筒的组装
1)把方块 ② 、销钉 ③ 安装到缸筒连接部 ① ,并用2个C环固定销钉 ③
2)把缸筒连接部 拧进缸筒杆的前端
3)缸筒连接部1的位置,在把缸筒安装到缝纫机机头部后再进行调节,因此在适当的位置即可。锁定螺母4这时也不固定
4)组装压脚提升缸筒接头
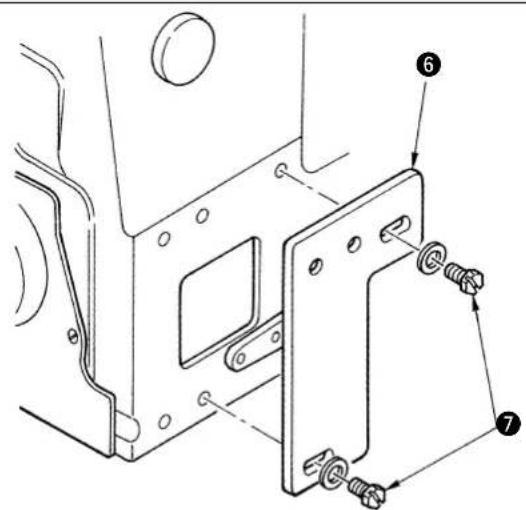
(2)往缝纫机机头部的组装
1)用螺丝⑦把压脚提升缸筒安装座⑥固定到长孔的中心。
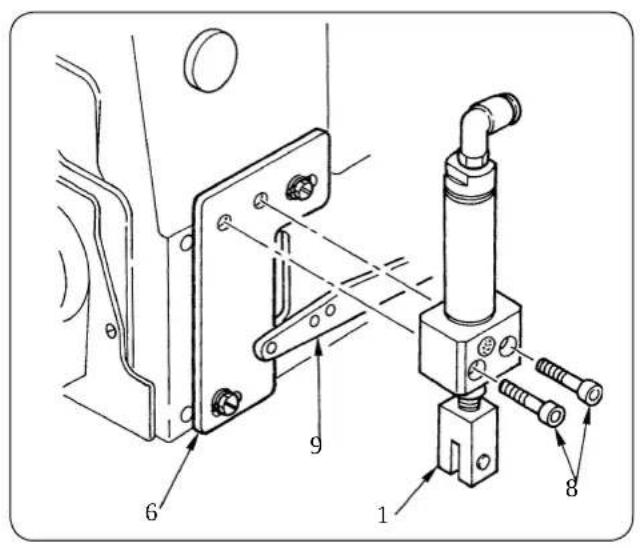
2)用螺丝用8把缸筒安装到缸筒安装座6上。此时,把压脚提升拨杆9插入缸筒连接部1的双叉部。
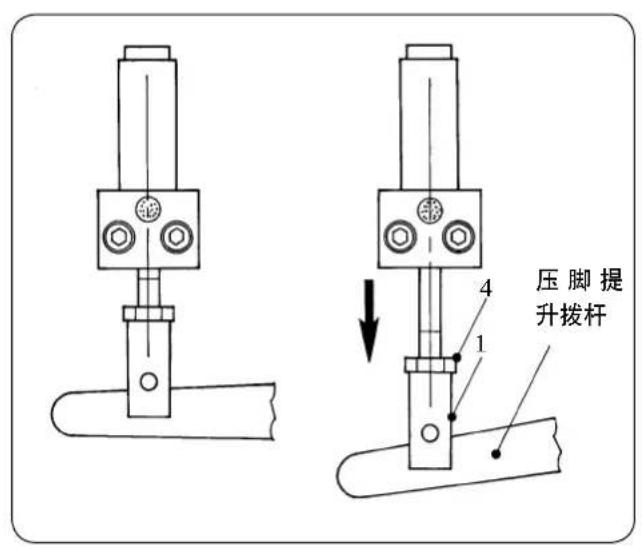
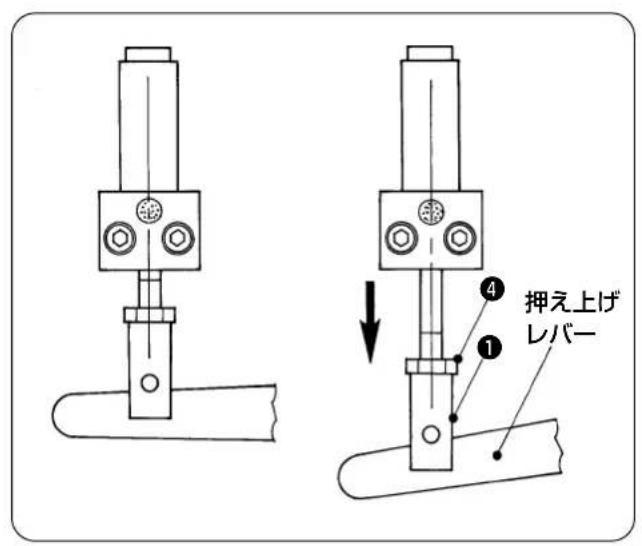
(3)压脚提升装置的调节
1)调节缸筒连接部的位置。空气汽缸缩进时压脚提升拨杆应在下方向有游动,空气汽缸伸长时压脚提升量应确保
2)位置决定之后,用锁定螺母4固定汽缸连接部1。
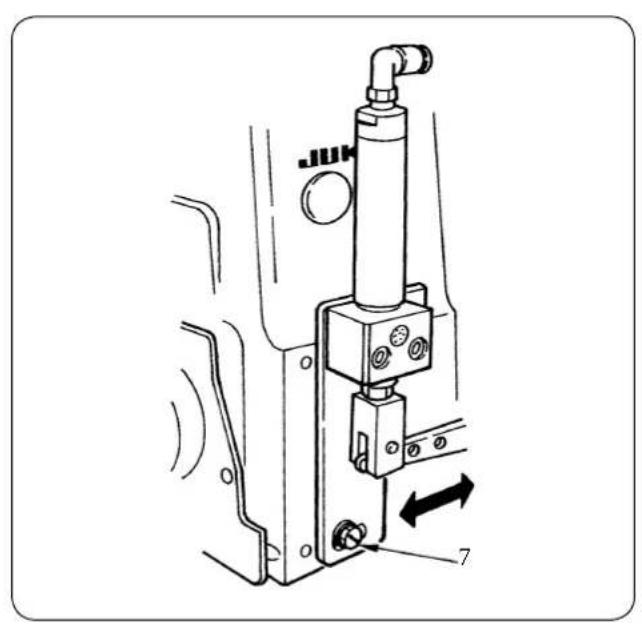
3)汽缸连接部1的位置不能调节时,请拧松螺丝7在长孔范围移动压脚提升气缸安装座6进行调节。
VI. 安装设定
1. 缝纫机机头部的设置
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
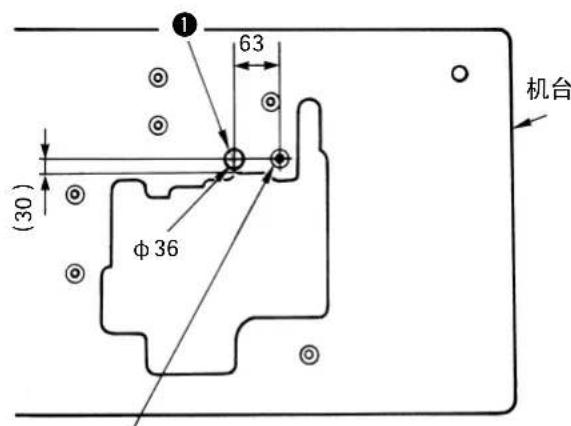
框架座板孔
(1)机台的追加加工
使用JUKI货号11959707以外的机台时,请钻卷绕电缆线的孔①。
(2)在框架座板上面设置缝纫机机头部,挂皮带。请参照SC-921(或SC-510)使用说明书,调整皮带的张力。
(运转缝纫机如果皮带的摆动过大时,请重新调整皮带张力。)
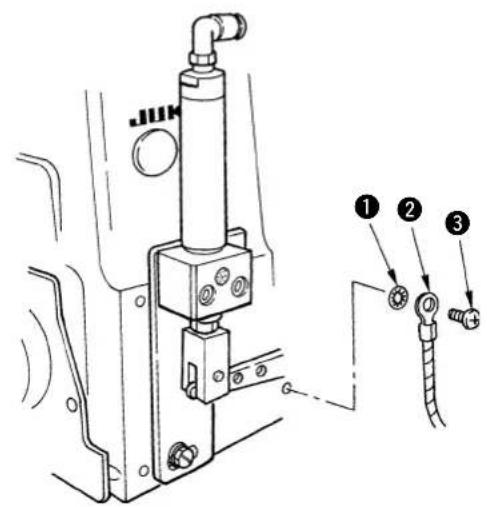
(3)安装地线 2
1)缝纫机侧
缝纫机背面标有地线记号 念 。请在其螺丝孔上按轧花垫片 ① 地线 ② ,固定螺丝 ③ 的顺序安装。
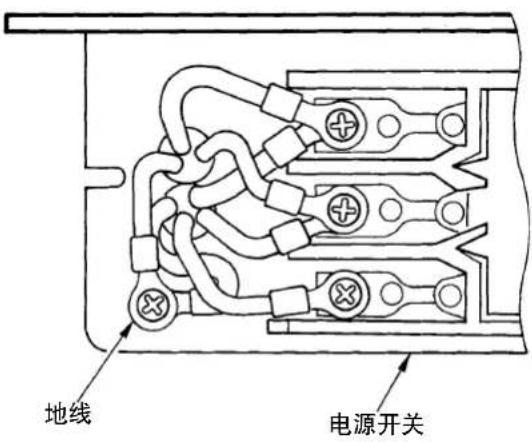
2)电源开关箱侧
把缝纫机上安装的底线对面的端子连接到电源开关箱的地线上。
地线电缆线从和缝纫机的皮带不接触的地方穿过。

电源插座拔下的状态进行作业。
打开电源开关的盖子,把地线连接到二次侧的地线上。
2. 信号灯的调整
(1)用内装式同步器的调整方法

停止位置以外时,请在关闭电源的状态进行作业。
[上停位置]
1)用手转动手轮,让针杆呈下死点的状态
2)把手离开缝纫机,在缝纫机起动也安全的状态打开电源。缝纫机大约转半圈停止。此位置是缝纫机的上停止位置。
3)请把上停止位置调整到上弯针的最左点
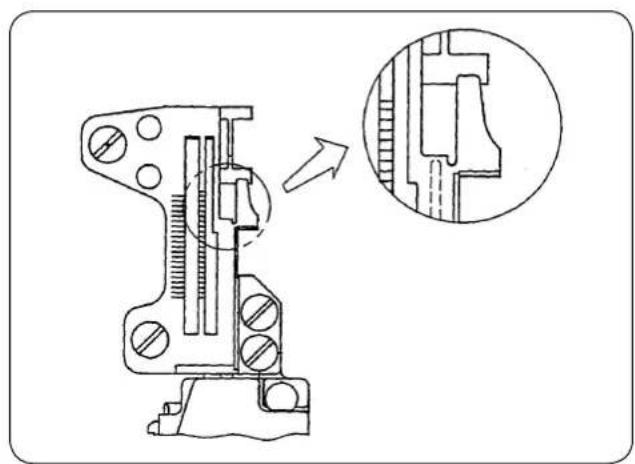
[下停止位置]
导向布和可动部对齐的状态是下停止位置的标准位置除确认停止位置之外,请在关闭电源后的状态进行作业
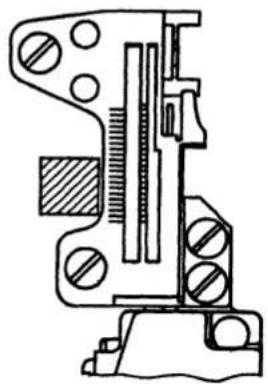
[调整方法]
1)卸下手动飞轮。
2)拧松固定螺丝 ① 或 ② ,向右方向转动可动部之后,停止位置提前。调整后,请牢固钉拧紧螺丝。(固定螺丝 ① :上停止位置用,固定螺丝 ② :下停止位置用)
3)调整结束之后,请安装好手动飞轮和皮带护罩
![JUKI LB6 - [调整方法] - 1](/content/2026/04/591805/images/dbc89f673f5de93602c97009e3b637f993028387f8077c9a56a3e6a8f8f62a6d.jpg)
调节下停止位置用
![JUKI LB6 - [调整方法] - 2](/content/2026/04/591805/images/9c9b10c20398f20b417a20b7898ce5068d11d27d20a52fdf098dfd0b098777f1.jpg)
(2)皮带护罩的安装
钻皮带护罩的电缆线孔。
请用尖嘴钳等剪开此部分。
(有毛刺时,请除去毛刺。)
拉出这里的传感器电缆线
·组装皮带护罩时,请在设置到机台的状态挂上皮带之后再进行组装。
3. 空气配管
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
(1)空气配管图
请按照下面的配管图进行配管。
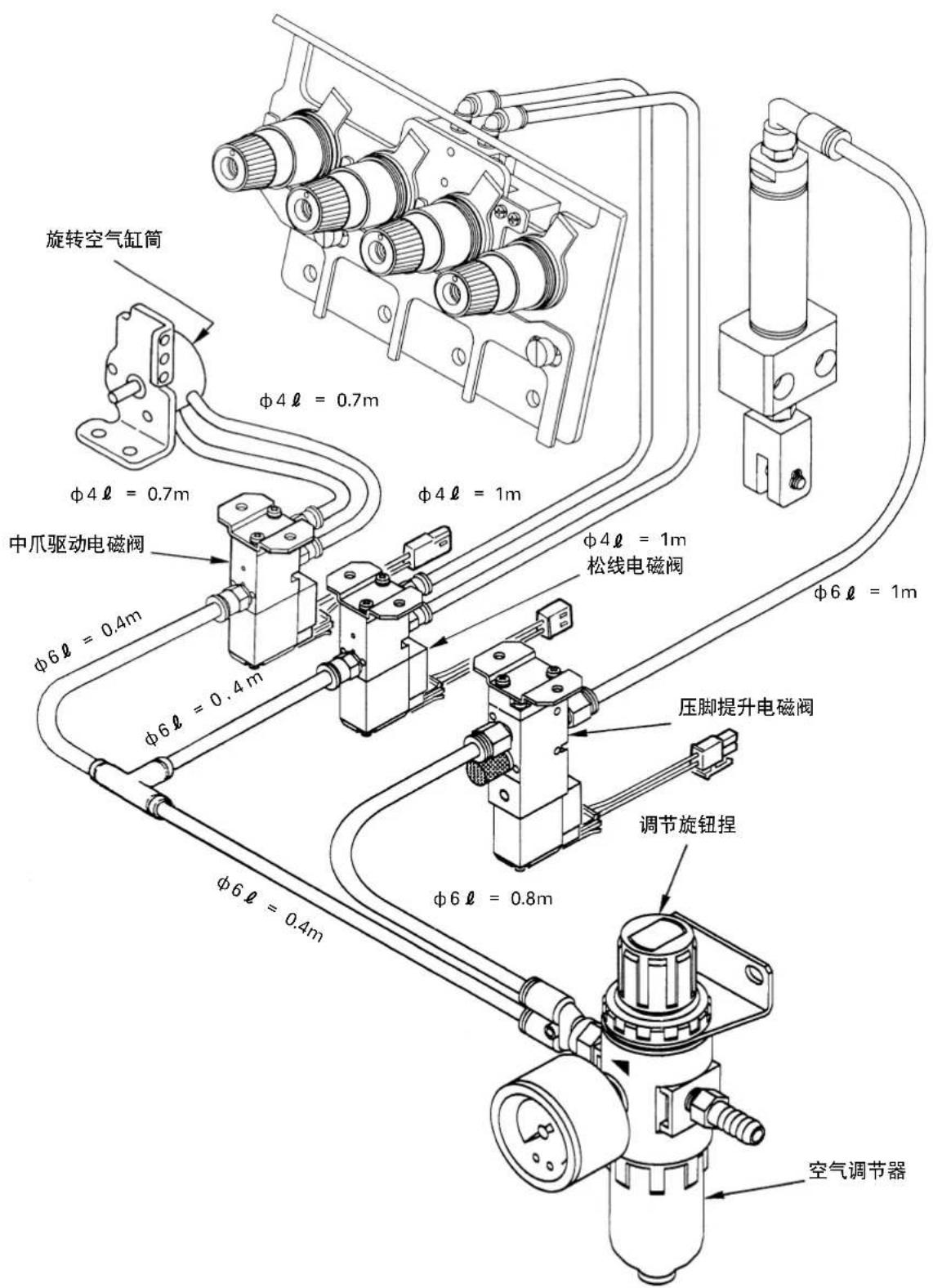
(2)空气管、电缆线束
请用扎线带和套管把空气管、电缆线捆扎套好,以免与V形皮带、马达、压脚提升杆等活动零件相碰。
(3)空气源的连接
1)把空气调节器的调节旋钮,在拧松的状态下连接到空气源上。

力设定过高会损伤气缸筒等。
2)空气调节器的调整
请设定为 0.5Mpa
拧紧空气调节器的调节旋钮进行调整。
3)空气配管的确认
① 在关闭电源的状态下进行确认。
② 请确认松线板 是否进入上层的线张力器。
③ 请确认中爪是否被压进针板内。

与说明相反时,请把空气源拔下,变换空气管的连接。
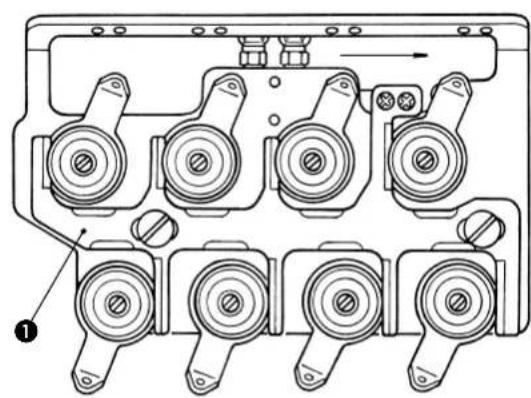
4. 往C-921连接连接器
注意
为了防止意外的起动发生人身事故,请关掉电源5分钟以后再进行操作。
- 因为误动作或规格不同会造成机器的损坏,所以请一定把对应的所有插头插入规定的位置。
为了防止误动作造成的人身事故,请一定使用带锁定的连接器,并将其锁定。
使用3中连接电缆(连接器变换电缆)。
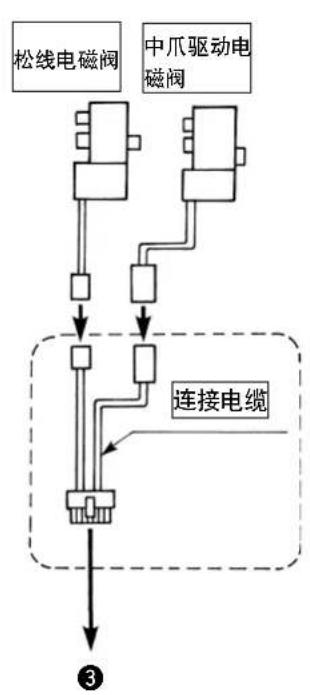
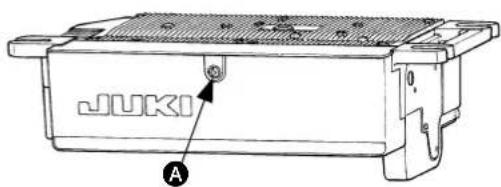
拧松SC-921的下护罩固定螺丝A,打开护罩之后,就可以看到装备的下列连接器。请把机头连接器连接到有关位置。
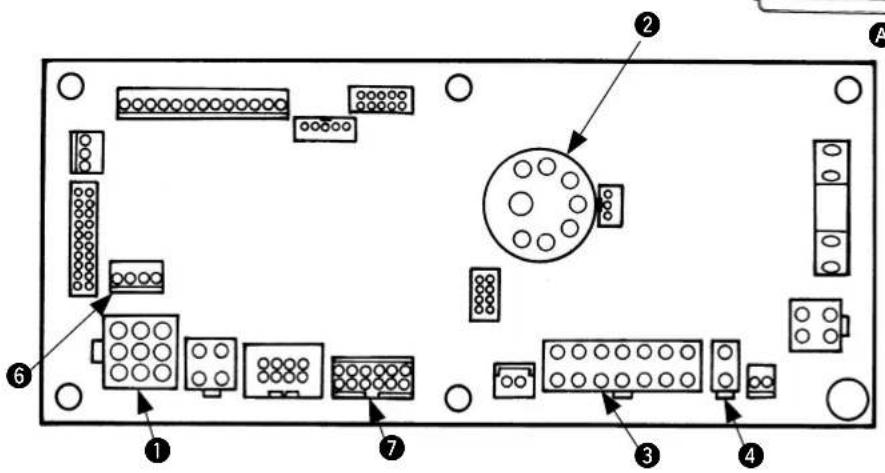
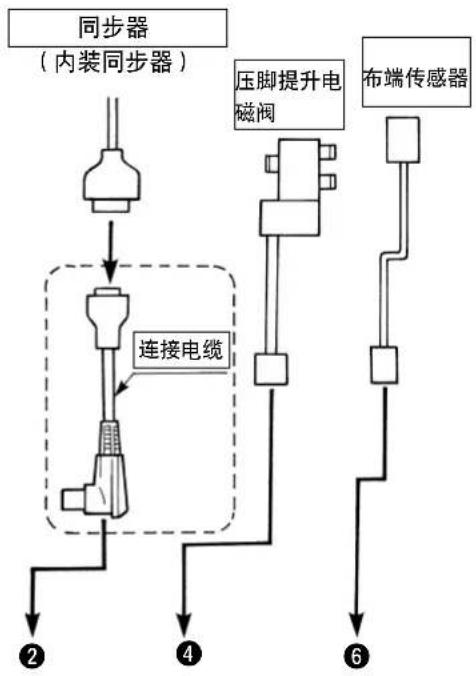
CN30 连接马达信号连接器
CN33 连接信号灯
3CN36 连接中爪和松线电磁阀
4CN37 连接压脚提升电磁阀
CN54 连接布边传感器
7CN39使用立式缝纫机踏板(PK-70等)时连接
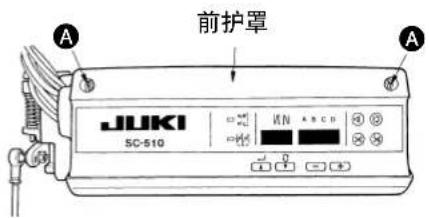
5. 往C-510连接连接器
注意
为了防止意外的起动发生人身事故,请关掉电源5分钟以后再进行操作。
- 因为误动作或规格不同会造成机器的损坏,所以请一定把对应的所有插头插入规定的位置。
为了防止误动作造成的人身事故,请一定使用带锁定的连接器,并将其锁定。
使用2中连接电缆(连接器变换电缆)。
拧松SC-510的前护罩固定螺丝A,打开护罩之后就可以看到装备的下列连接器。请把机头连接器连接到有关位置。
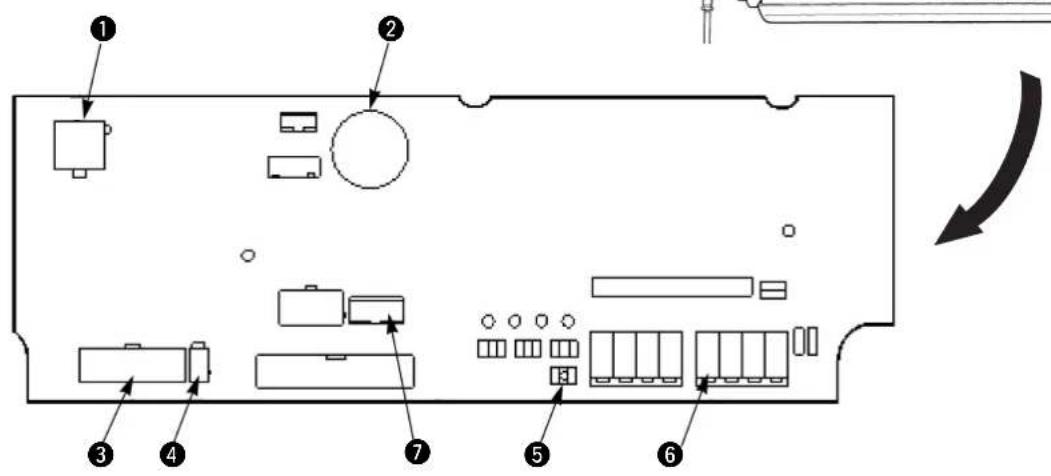
① CN30 连接马达信号连接器
CN33 连接信号灯
3CN36 连接中爪和松线电磁阀
4CN37 连接压脚提升电磁阀
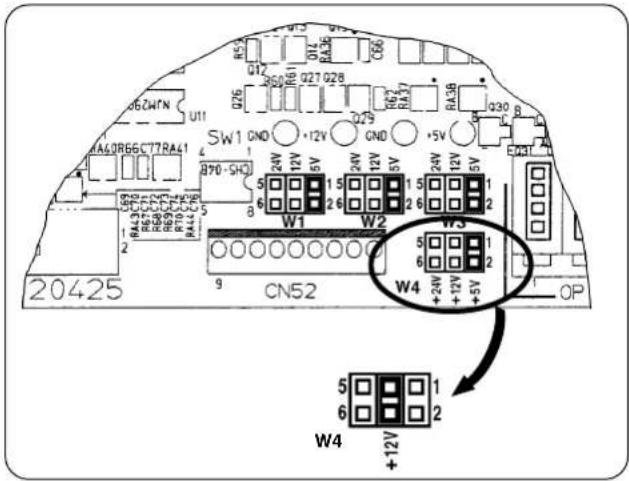
W4 布边传感器输出入电源变换跨接销(换到 +12V 。请参照下页。)
CN51 连接布边传感器
7CN39使用立式缝纫机踏板(PK-70等)时连接
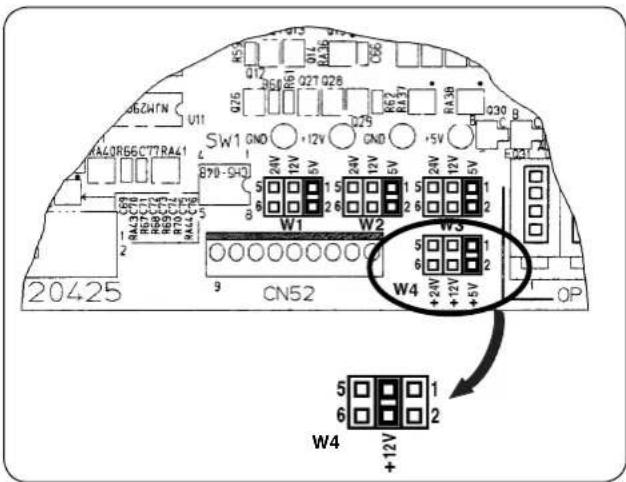
把布边传感器用跨接销从 +5V 换接到 +12V (工厂出货时设定为 +5V 。)

本设定的话,布端传感器不能正常工作。请一定进行设定。
6. 布端传感器的安装
注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
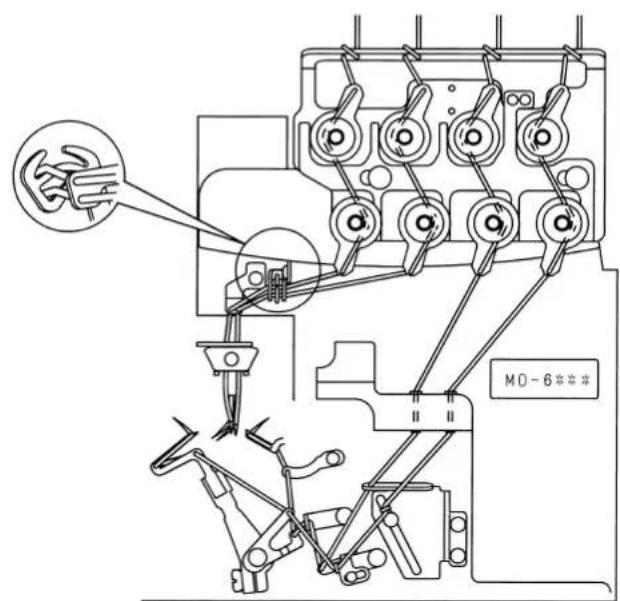
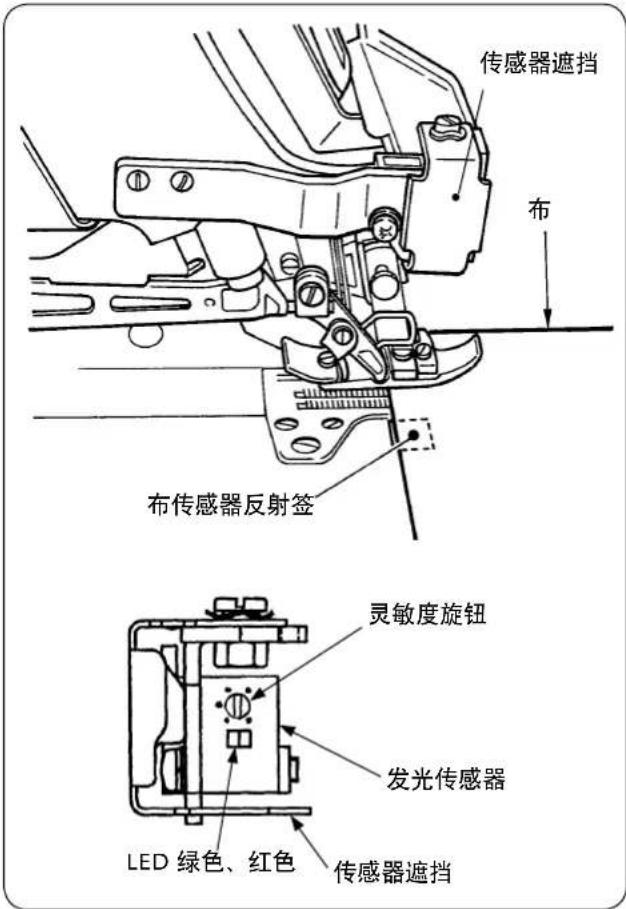
(1)零件的安装
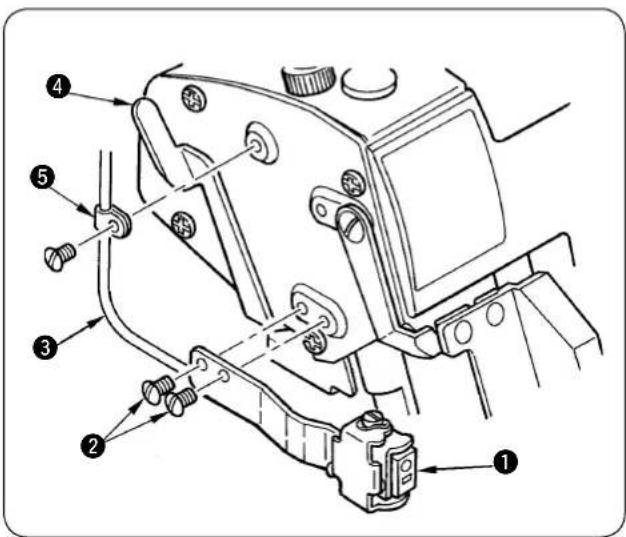
1)请用螺丝 ② 把发光传感器 ① 安装成与布台平行的位置。
2)把传感器电缆拉到压脚提升拨杆4,然后用电缆夹 ⑤ 固定。
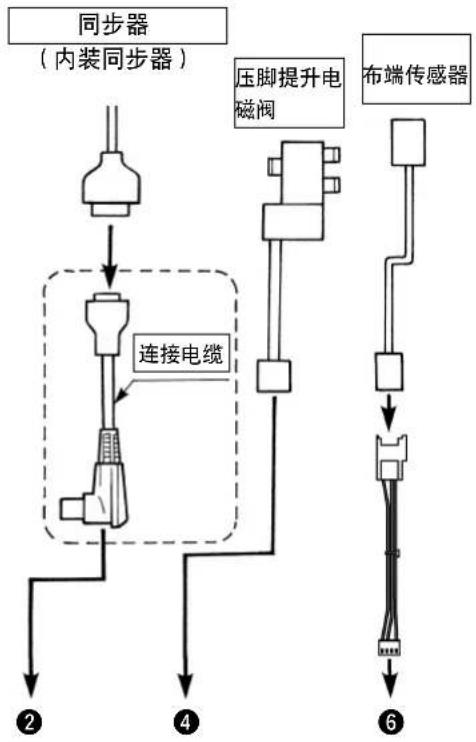
(2) 与电气箱的连接
1)把发光传感器的电缆从缝纫机背面的机台圆孔穿过。
有关与SC-921的连接,请参照p33“V-4.往C-921连接连接器”。
有关与SC-510的连接,请参照p34“V-5.往C-510连接连接器”。
(3)反射签的黏贴

注意
因为缝纫机突然转动很危险,所以请不要踩起动踏板。为了避免错误动作,请在不挂V形皮带的状态进行作业。
1)反射签的黏贴
请事先把黏贴部分表面的油污擦去。
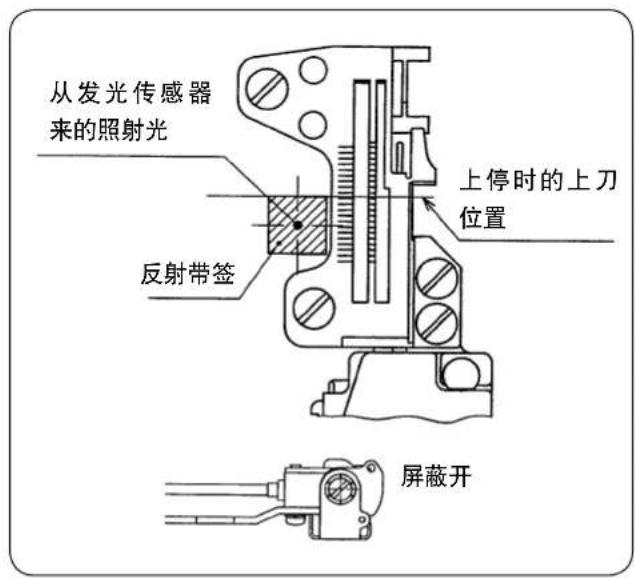
2)反射签的黏贴位置:
(前后方向)请把上刀作为基准黏贴
(左右方向)打开缝纫机电源,发光传感器的红色光被照射的位置。
3)在前后方向,如果发光传感器的红色光照射位置于黏贴反射签对不齐时,请调整布端传感器的安装位置。

传感器屏蔽“开”状态下进行作业。
(4)发光传感器的灵敏度调整

注意
因为缝纫机突然转动很危险,所以请不要踩起动踏板。为了避免错误动作,请在不挂V形皮带的状态进行作业。
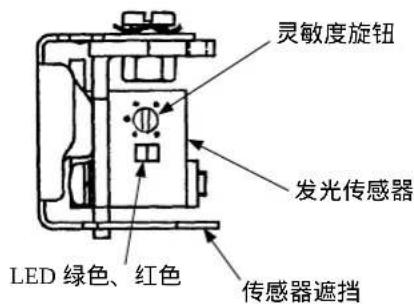
1)请按以下的方法调整发光传感器灵敏度。
无布:绿色和红色灯亮
有布:绿色灯亮,红色灯灭
※传感器屏蔽如右图那样呈开的状态。
2)请根据缝制的布料情况,调节发光传感器的灵敏度。
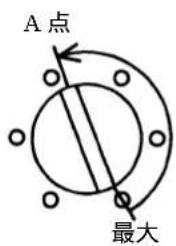
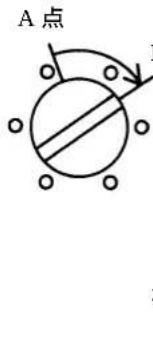
[调整方法]
1)无布的状态
从最大逐渐降低灵敏度,稳定显示灯(LED绿色)灭灯的位置作为A点。




m - 1 0 ;
m - 1 0 ;
1
m - 1 0 ;
m - 1 0 ;
表
m - 1 0 ;
m - 1 0 ;
A
1
1
m - 1 0 ;
12 = 1 - 2^n2 + 22^n > 1 - 3^n2
(续表)
m - 1 0 ;
m - 1 0 ;
A
m - 1 0 ;
0
1
- 2017年1月1日
VII. 使用方法
为了防止机器的误动作和损伤,请确认以下项目内容。
- 最初使用缝纫机之前,请把机器打扫干净。
- 清除运送途中积存的灰尘,并加油。
- 请确认电压设定是否正确。
- 请确认电源插头是否正确连接。
-
电压规格不同时,请绝对不要使用。
-
加油、机针的安装方法、压脚压力的调节和拆卸方法、缝迹长度的调节、差动送布的调节、切刀和包边宽度的调节、缝纫机机头部的清扫、过滤器以及网的清扫、更换内容,请参照各有关使用说明书。
1.穿线方法

注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
请按图示进行穿线。
(弯针外罩侧贴有穿线图)
2.踏板操作
注意
为了防止以外的起动发生人身事故的损伤回转移,和针遗漏部附近手、头发、衣服请不要挨近。
电源开关装入,缝纫机上面死亡检点知道为了半旋转1转启动。回转移,和针遗漏部附近如果挨近卷进头发、衣服刺伤和,受伤。
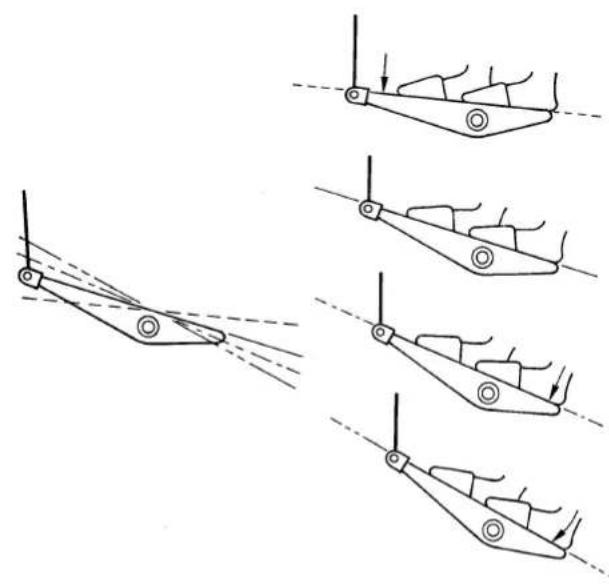
前踩缝纫机运转
中立…停止
向后踩...提升压脚(下降压脚)
向后深踩.提升压脚和卷入空线环动作的初始化(注意)仅使用于缝制开始。请在缝制中途,请不要进行操作。

向后深踩时,初期化空线环卷入动作。
缝制途中如果实行了
要在缝制中实行
4的动作,便进入开始缝时“开始缝松线”。
4 的动作。
3. 空线环卷入缝
SC-921
SC-510

(1)确认SC-921(或SC-510)的显示
请确认接通电源之后,显示是否变为「----」。如果不同时,请再次确认SC-921(或SC-510)的设定。
(2)确认布的放置及布端传感器
1)向后方踩起动踏板,让机针和压脚上升。
2)把布放到上切刀里面。
此时,发光传感器的显示:
有布:绿色和红色灯亮
无布:绿色亮灯、红色灭灯
请确认是否正确。
※传感器遮光帘为如图所示的开放状态。离开起动踏板之后,压脚下降。
3)发光传感器的显示不正常时,请更换反射签“V-1.布端传感器反射签的更换”或调整发光传感器的灵敏度“VI-6-(4)发光传感器的灵敏度调整”。
(3)起动
向前踩起动踏板之后缝纫机起动

果布料没有放到传感器,踩起动踏板缝纫机也不起动。
缝制途中想提升压脚时,请向后踩起动踏板。(请不要向后深踩)
(4) 缝制结束
1)布端离开传感器后,自动开始缝空线环
设定针数的空线环缝环结束之后,缝纫机停止,压脚上升。

线环缝制中,离开起动踏板缝纫机也不停止。
时,请关闭(OFF)电源。
2)有关缝制结束(自动)空线环的速度、针数设定,SC-921时请参照“Ⅱ-4.卷入空线环缝制的各种设定”、Ⅱ-5.各种设定的变更方法”;SC-510时请参照Ⅲ-4.卷入空线环缝制的各种设定”、Ⅲ-5.各种设定的变更方法”。
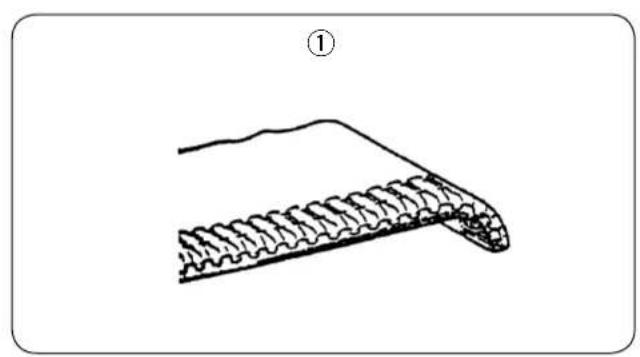
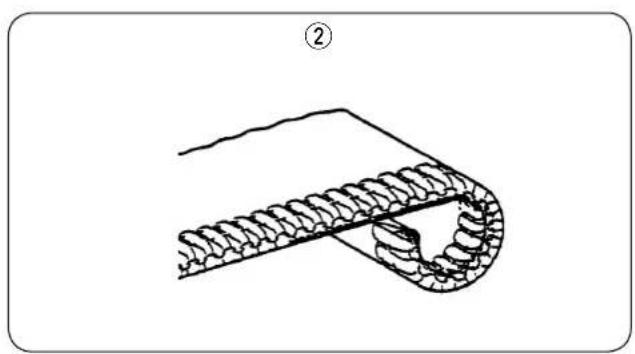
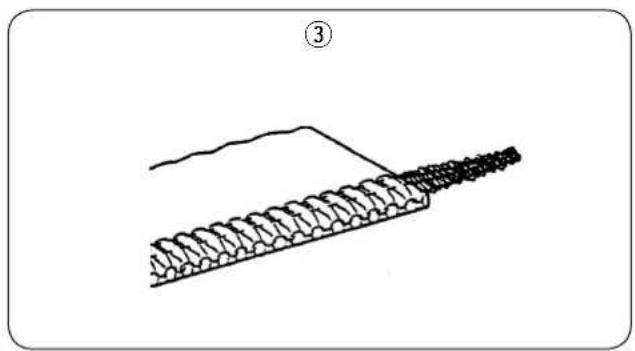
(5) 空线环和布的分离
缝结束后向后轻轻拉空线环。(针板爪和空线环分开的程度)
注意不要挂到送布牙上,摆动空线环
③ 把空线环空转到空线环压板下面。
※ 把空线环拉到跟前拉紧。
空线环进入针板槽之后,再向右边拉,用固定刀切断空线环。
4. 缝制的调整
(1) 缝迹
调整缝迹的线张力器是用2层线张力器中的下侧的张力器。
上层的线张力器是空线环缝用的线张力器。
上层:空线环缝用
下段:缝迹用
请调整为适用的缝迹。
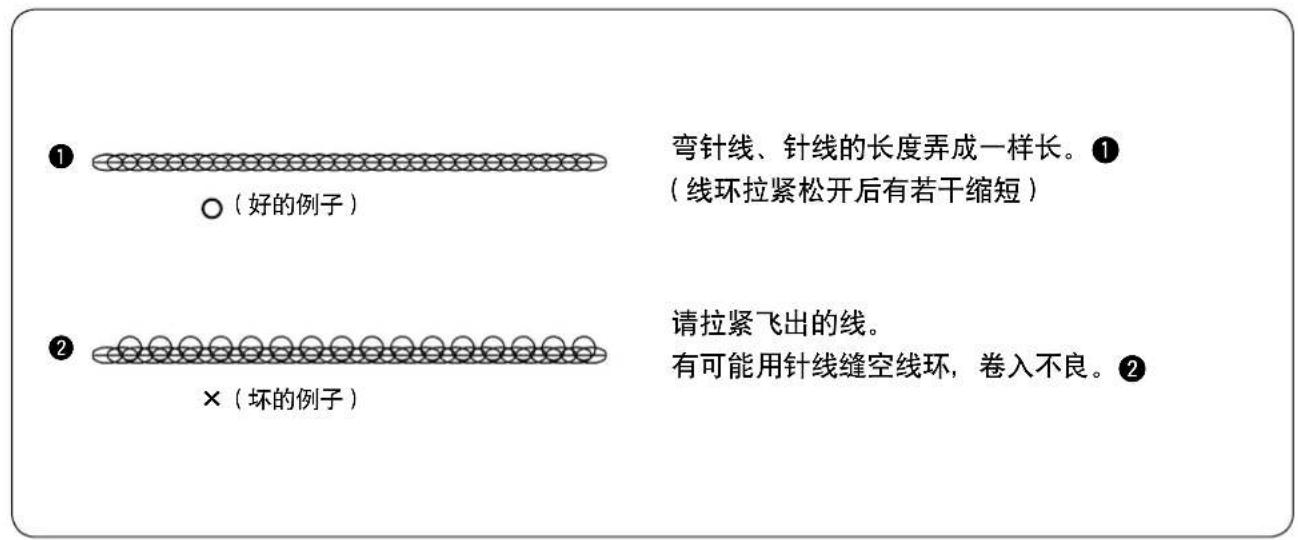
(2) 空线环
空线环状态呈软链状态为理想。请用上层的线张力器进行调整
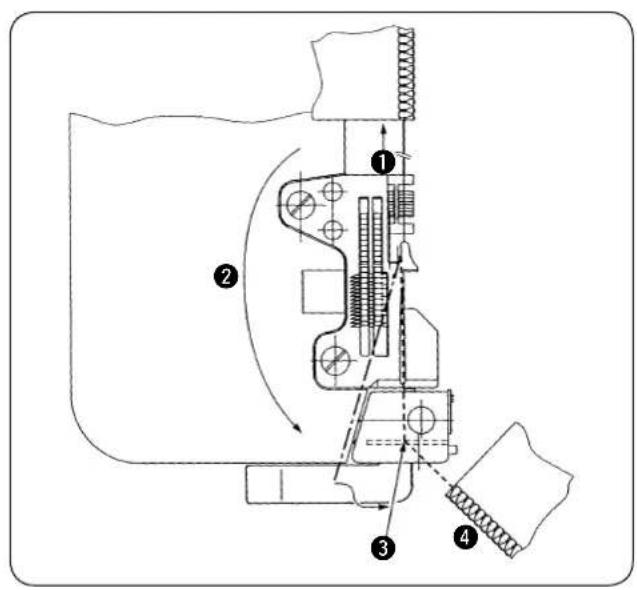
5. 空线环按压弹簧的调整
(1)空线环压脚弹簧压力的调整
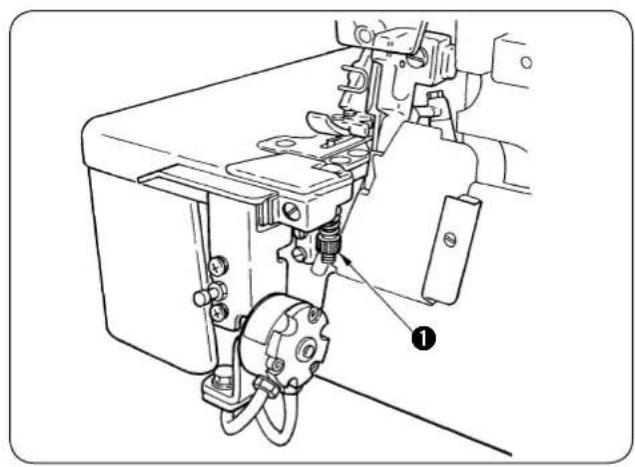
调整,请用空线环压力调节螺丝 1 筋来进行。
① 那样,开始缝制的布端稍微向下卷为正常。
② 开始缝制的布端极端地向下卷时,请减弱弹簧压力。
③ 开始缝制的空线环离开缝迹跑到外边时,请增强弹簧压力。
6. 空线环卷入和平缝的变换(传感器屏蔽)
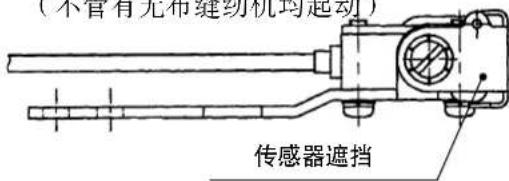
开关布端传感器的屏蔽,就可以变换使用空线环卷入用缝纫机和平缝用缝纫机。屏蔽的开关是转动式。
1) 屏蔽开
可以作为空线环卷入用缝纫机使用。
(无布时,前踩起动踏板缝纫机也不起动)
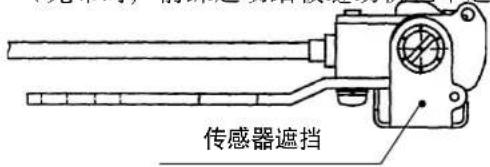
2 屏蔽闭
可以作为平缝用缝纫机使用。
(不管有无布缝纫机均起动)
关闭设备(平缝)时,接通电源后的第一次缝制和把起动踏板踩到最后面的缝制时,开始缝制松线和软起动动作。
把开始缝制的松线针数、软起动针数设定为0的话,也可以避免该现象。
VIII.维修
1. 布端传感器反射签的更换

注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
反射签由于经常于缝制物摩擦表面磨损反射性降低,所以必须更换。反射性能降低,开始缝时没有布但是缝纫机也起动,缝制不成软空线环,也不能卷入。调整传感器之后也不行时请更换新的贴签。
1)揭下布台上贴的反射签。
2)把布台的传感器贴签面脱脂擦干净。

反射签之后,请重新调整传感器的灵敏度。
传感器的灵敏度的调整方法请参照“
VI-6-(4)发光传感器的灵敏度调整”。
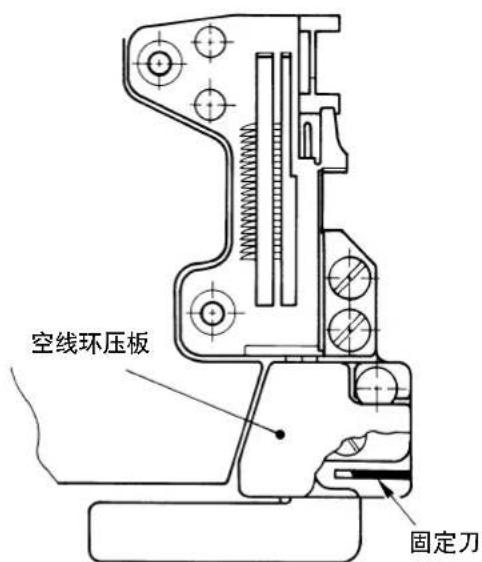
2. 固定刀的更换

注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
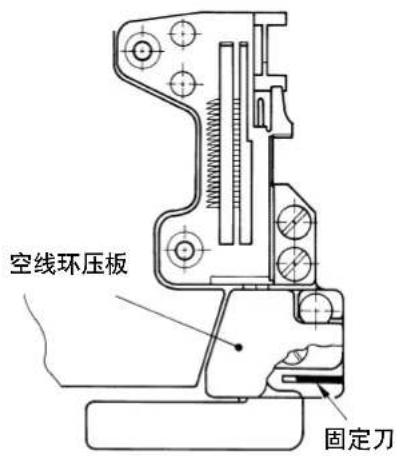
空线环切线变钝后,请更换固定刀。
更换时,请注意不要让固定刀切到手指等。
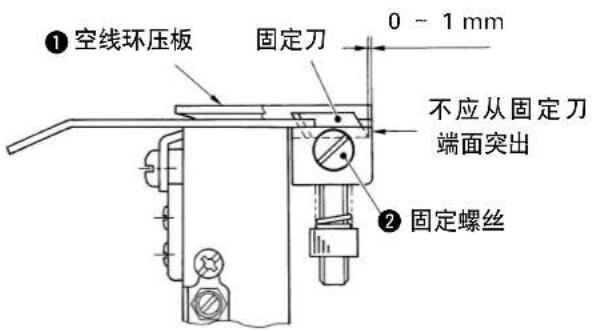
1)向上抬起空线环压板 转动之后,就可以看见固定刀。
2)拧松固定螺丝 ②,更换固定刀。

定刀时,注意安装时不要碰到底面。空线环压脚如果浮起空线环便不能保持良好形状。
3. 中爪的调整

注意
为了防止突然的起动造成损伤,请关掉电源之后再进行作业。
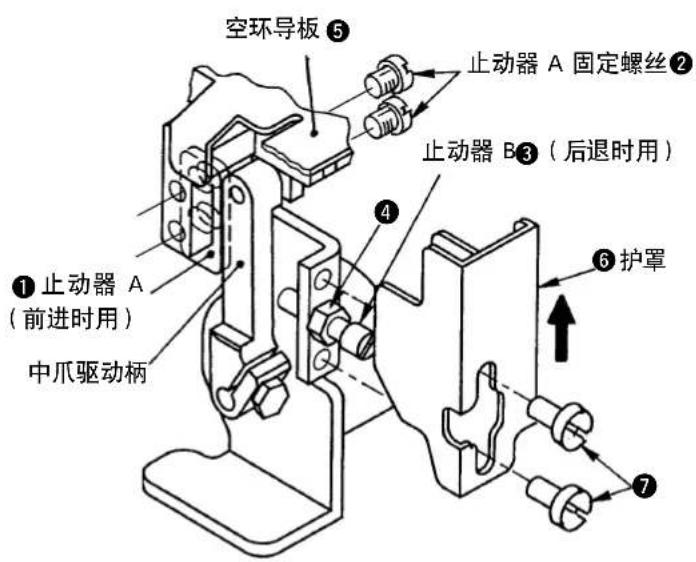
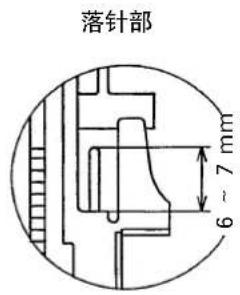
(1) 中爪指突出量的调整
中爪突出针板 6 7mm 的位置安装止动器 A
此时,止动器A面接触,用固定螺丝组装固定。
(调整止动器B使突出量为 6 7mm ,然后用止动器A顶住以方便作业。

过度突出后会发生断针的危险。
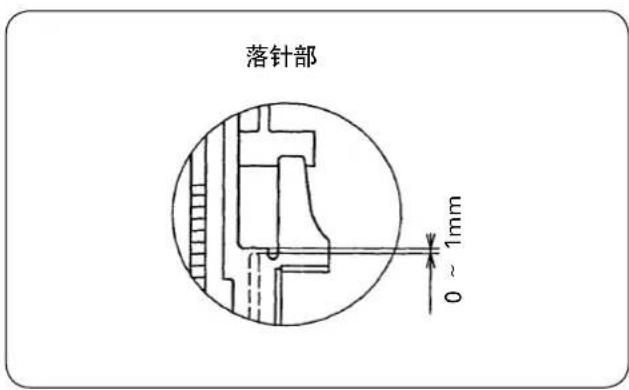
(2) 中爪后退位置的调整
中爪的前端离针板 0 1mm 的位置安装止动器B
调整后用固定螺母 4 固定止动器 B3
(用止动器塞B调整为同面之后,把止动器B转动 1 / 2 3 / 4 圈以方便作业)

爪拉得过度,动作会变坏。
(3)护罩的安装
护罩 ⑥ 向箭头方向轻轻推,顶到空线环导板 ⑤ ,用固定螺丝 ⑦ 固定。
X. 空线环卷入缝的故障处理
1.使用SC-921时
| 故障处理请参照 | |
| 1.空线环卷入不良时 | |
| ①空线环做成软链状态。P41 | |
| ②增强空线压力。P42 | |
| ③增加开始缝制的的松线针数。P8 | ,12 |
| ④下降低速起动的缝制速度。P8 | ,10 |
| ⑤增加低速起动的针数。P8 | ,10 |
| 2.开始缝时针线松弛时 | |
| ①减少开始缝的松线针数。P8 | ,12 |
| ②下降低速起动的缝制速度。P8 | ,10 |
| ③增加低速起动的针数。P8 | ,10 |
| 1~2针空线环卷入会变的漂亮。参考 | |
| 其它检查项目 | |
| ①是否设定为空线环卷入模式?P8 | ~12 |
| ②是否变为低速起动?P8 | ~12 |
| ③空线环压板能否浮起?P44 | |
| ④松线板是否被拉住,动作是否正常?P26 | ,32 |
| ⑤布料是否放到上刀里面?P35 | |
2.使用SC-510时
| 故障处理请参照 | |
| 1.空线环卷入不良时 | |
| ①空线环做成软链状态。P41 | |
| ②增强空线压力。P42 | |
| ③增加开始缝制的的松线针数。P19 | ,23 |
| ④下降低速起动的缝制速度。P19 | ,21 |
| ⑤增加低速起动的针数。P19 | ,21 |
| 2.开始缝时针线松弛时 | |
| ①减少开始缝的松线针数。P19 | ,23 |
| ②下降低速起动的缝制速度。P19 | ,21 |
| ③增加低速起动的针数。P19 | ,21 |
| (松弛1~2针空线环卷入会变的漂亮。) | |
| 其它检查项目 | |
| ①是否设定为空线环卷入模式?P19 | ~23 |
| ②是否变为低速起动?P19 | ~23 |
| ③空线环压板能否浮起?P44 | |
| ④松线板是否被拉住,动作是否正常?P26 | ,32 |
| ⑤布料是否放到上刀里面?P35 | |