
LB6 - Dikiş makinesi JUKI - Ücretsiz kullanım kılavuzu
Cihazın kılavuzunu ücretsiz bulun LB6 JUKI PDF formatında.
| Ürün Türü | Zincir iplik ekleme tertibatlı endüstriyel overlok dikiş makinesi |
| Marka | JUKI |
| Model | LB6 (MO-6000 serisi) |
| Kategori | Dikiş Makinesi |
| Mevcut Makine Kafa Tipleri | MO.1 (maks 5500 dikiş/dk), MO.2 (maks 8000 dikiş/dk) |
| Maksimum Dikiş Hızı | Kafa tipine göre 5500 veya 8000 dikiş/dk |
| Uyumlu Kontrol Cihazları | SC-921 veya SC-510 |
| Gerekli Hava Basıncı | 0,5 MPa (5 bar) |
| Ana Fonksiyonlar | Otomatik zincir iplik ekleme, otomatik baskı ayağı kaldırma, dikiş başlangıcında ve sonunda iplik geriliminin serbest bırakılması, yumuşak kalkış, kumaş ucu sensörü, zincir kesici |
| Elektrik Beslemesi | Kontrol cihazına bağlıdır (genellikle tek fazlı 220-240V veya üç fazlı, SC-921/SC-510 kılavuzuna bakın) |
| Bakım ve Temizlik | Sensör yansıtıcı etiketinin değiştirilmesi, sabit bıçağın değiştirilmesi, ara mandalın ayarlanması, düzenli yağlama |
| Güvenlik | Herhangi bir müdahaleden önce gücü kapatın, ellerinizi hareketli parçalara yaklaştırmayın, uygun hava basıncı kullanın |
| Yedek Parçalar ve Onarılabilirlik | JUKI ağı üzerinden temin edilebilen parçalar, yansıtıcı etiket, sabit bıçak, pnömatik contalar |
| Genel Bilgiler | 404 sayfalık kullanım kılavuzu, ücretsiz indirilebilir. Kılavuzda ağırlık ve boyutlar belirtilmemiştir. |
Sık sorulan sorular - LB6 JUKI
Kullanıcıların soruları hakkında LB6 JUKI
0 soru bu cihaz hakkında. Bildiklerinizi cevaplayın veya kendinizinki sorun.
Bu cihaz hakkında yeni bir soru sor
Cihazınız için talimatları indirin Dikiş makinesi PDF formatında ücretsiz! Kılavuzunuzu bulun LB6 - JUKI ve elektronik cihazınızı yeniden ele alın. Bu sayfada cihazınızın kullanımı için gerekli tüm belgeler yayınlanmaktadır. LB6 markasının JUKI.
KULLANIM KILAVUZU LB6 JUKI
Bu Kullanma Kilavuzu, LB-6 icin hazirlanmstir.
Cihaz MO-6000 serisine takilacagi zaman, makineyi hizmete almadan once MO-6000 Kullanma Kilavuzunda yer alan "ONEMLI GUVENLIK TALIMATI" bolumun dikkatle okuyun ve orada verilen talimat eksiksiz ogrenin.
Ayrica, bu aleti monte ederken ve kurulumunu yaparken, bu Kullanim Kilavuzunun yani sira Parca Foylerine ve SC-921 (ya da SC-510) Kullanim Kilavuzuna da bakin.
ICINDEKILER
I. GIRIS 1
II. KONTROL UNITESININ AYARLANMASI (SC-921) 1
- Makine modelin duzenlenmesi 1
2.iplik kistirma islev parametrelerinin ayarlanmasi 4 - Otomatik ayak kaldirma islevinin duzenlenmesi 7
4.iplik kistirma islev parametrelerinin yapilabilir ayarlari 8 - Farkli ayarlarin degistirme yontemi 10
Ⅲ. KONTROL UNITESININ AYARLANMASI (SC-510) 13
- Makine modelin duzelenmesi 13
2.iplik kistirma islev parametrelerinin ayarlanmasi 16 - Otomatik ayak kaldirma islevinin duzenlenmesi 18
4.iplik kistirma islev parametrelerinin yapilabilir ayarlari 19 - Farkli ayarlarin degiistirme yontemi 21
IV. HAVALI PARÇALARIN TAKILMASI 24
1.Hava regulatorunun takilmasi 24
2.Solenoid valfin takilmasi 25
V. PARÇALARIN DİKIŞ MAKINESİN KAFASINA TAKILMASI 26
1.iplik tansiyonu genel grubunut takilmasi (iplik birakma unitesi) 26
2. Baski ayağl kaldirma unitesinin takilması 27
VI. KURULUM 29
- Makine kafasinin takilmasi 29
- Senkron unitesinin ayarlanmasi 30
3.Hava boru tesisati 31 - SC-921 soketinin baglanmasi 33
- SC-510 soketinin baglanmasi 34
- Kumaskenar sensorunun takilmasi 35
VII. KULLANMA YONTEMI 38
1.iplik takilmasi 38
2. Pedalin calismasi 39
3. İplik kırıma dikiş ilemi 39
4. Dikisin ayarlanması 41
5.iplik kistirma islev parametrelerinin ayarlanmasi 42
6. Kistirma ile iplikcekmenin ve diz dikisin degistirilmesi (Sensor panjuru) 43
VII. BAKIM 44
- Kumaskenar sensoru reflektor etiketinin degistirilmesi 44
2.Sabit bicaagin degistirilmesi 44 - Ara mandali ayarlanmasi 45
IX. iPLIK KISTIRMA iSLEMI SIRASINDA ORTAYA CIKAN SORUNLARIN GIDERILMESI IcIN ONMLELMER 46
- SC-921 kullaniyorsaniz 46
- SC-510 kullanyorsaniz 47
I. GIRIS

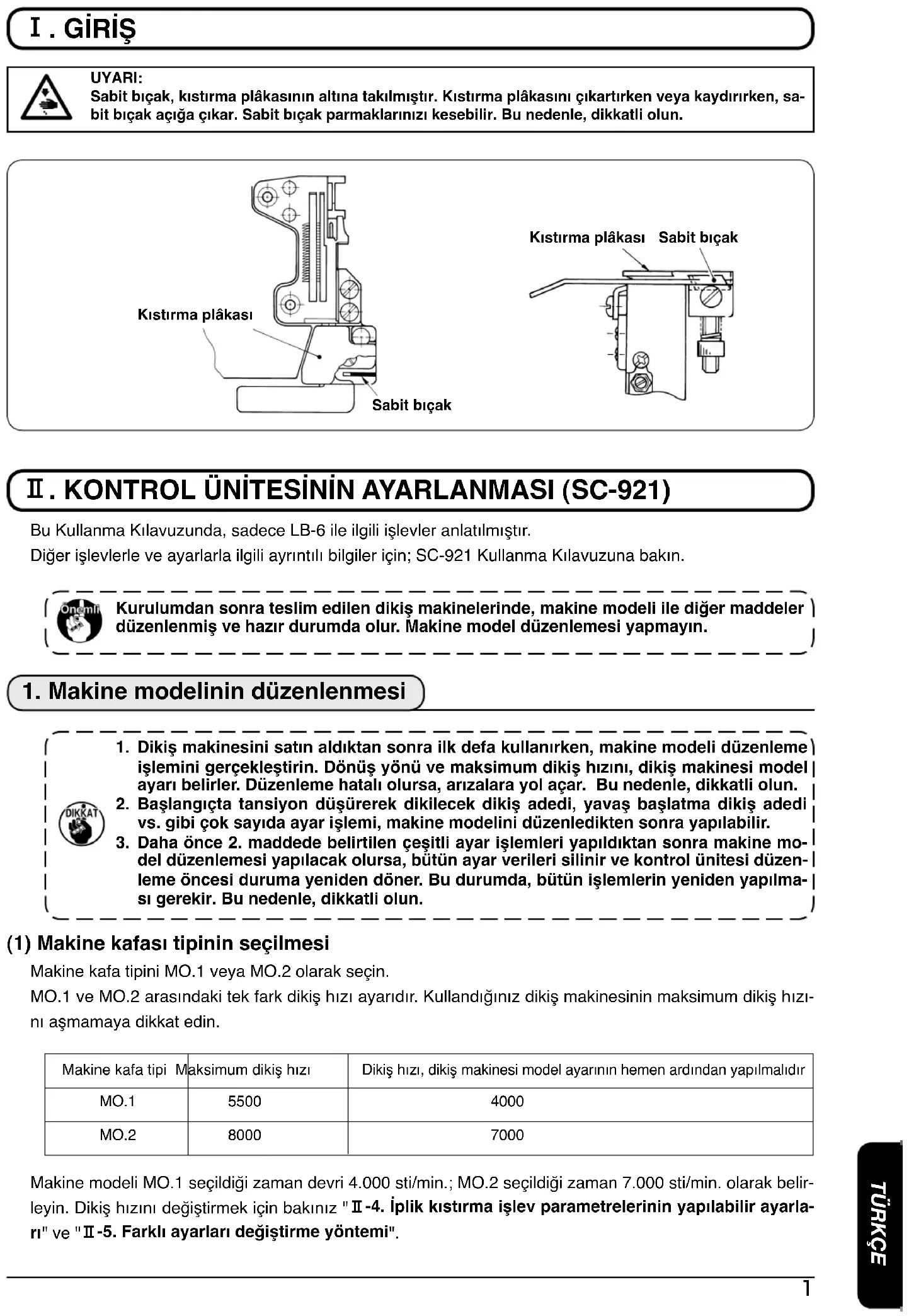
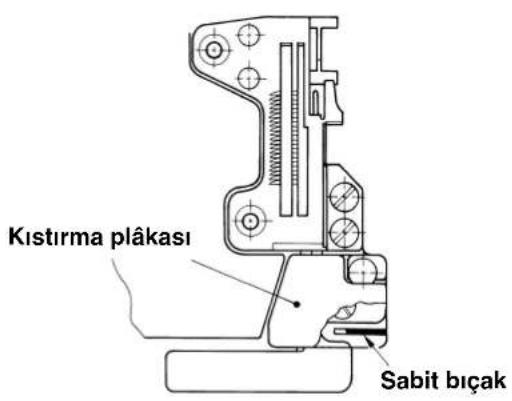
UYARI:
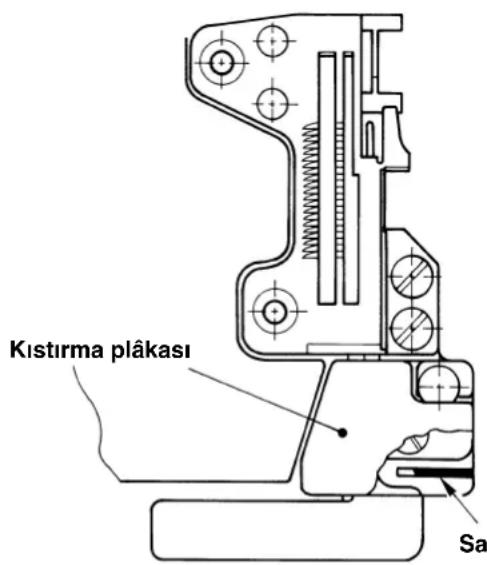
Sabit biçak, kistirma plakasinin alta takilmişir. Kistirma plakasini Çikartırken veya kaydirirken, sabit biçak acıga Çikar. Sabit biçak parmaklarinizi kesebilir. Bu nedenle, dikkatli olun.
II. KONTROL UNITESININ AYARLANMASI (SC-921)
Bu Kullanma Kilavuzunda, sadece LB-6 ile ilgili islevler anlatilmıstir.
Diger islevlerle ve ayarlarla ilgili ayrintili bilgiler icin; SC-921 Kullanma Kilavuzuna bakir.

Kurulumdan sonra teslim edilen dikis makinelerinde, makine modeli ile diger maddeler duzenlenmis ve hazir durumda olur. Makine model duzenlemesi yapmayin.
1. Makine modelin Düzenlenmesi

- Dikiş makinesini satin aldiktan sonra ilk defa kullanırken, makine modeli duzenleme isleminiGPCkeleşirin.Donus yönü ve(Maximum dikiş hizinci,diakiş makinesi model ayari belirler.Duzenleme hatal olursa,arizalara yol acar.Bu nedenle,dikkatli olun.
- Bala ngtca tansiyon duusrerek dikilecek diki s adedi, yava bslatma diki s adedi vs. gibi cok sayda ayar islemi, makine modelini duzenledikten sonra yapilabilir.
- Daha once 2. maddede belirtilen ceşitli ayar ilemleri yapildiktan sonra makine model duzenlemesi yapilacak olursa, butun ayar verileri silinir ve kontrl unitesi duzenle oncesi duruma yeniden doner. Bu durumda, butun ilemlerin yeniden yapilmasi gerekir. Bu nedenle, dikkatli olun.
(1) Makine kafasi tipinin seçilmesi
Makine kafa tipini MO.1 veya MO.2 olarak segin.
MO.1 ve MO.2arasindaki tek fark dikis hizi ayarir. Kullandiginiz dikiis makinesinin maksimum dikiis hizi n i asmamaya dokkat edin.
| Makine kafa tipl | Maksimum dikişkı | Dikişkı, dikiş makinese model ayarın hemen ardindan yapilmalarık |
| MO.1 | 5500 | 4000 |
| MO.2 | 8000 | 7000 |
Makine modeli MO.1 seçildigi zaman devri 4.000 sti/min.; MO.2 seçildigi zaman 7.000 sti/min. olarak belirleyin. Dikiş hizini degişirmek ilen bakıniz "II-4. İplik kılıtrma ilev parametrelerinin yapilabilel ayarları" ve "II-5. Farkl iyarları degişirme yontemi".
(2) Makine kafa tipi searme yontemi

Asagida aciklanan yontemler disinda bir yola basvurarak salter islemerini yapmayin. Salteri kapattigiz zaman, en az bir saniye veya daha uzun sure gestikten sonra AÇMAYA dikkat edin. Salter KAPATILDIGIanda hemen yeniden AÇILIRSA, dikiş makinesi normal calismayabilir. Bu sure sonunda salteri tekrar ACIN.
Fonksiyon ayar modu
[Kullanic moduna geçis]
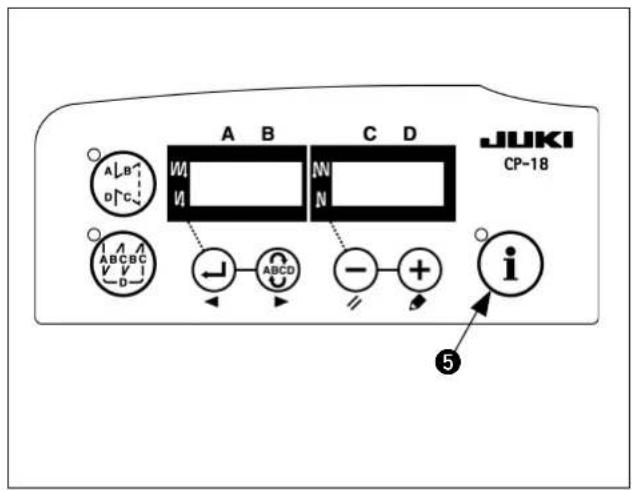
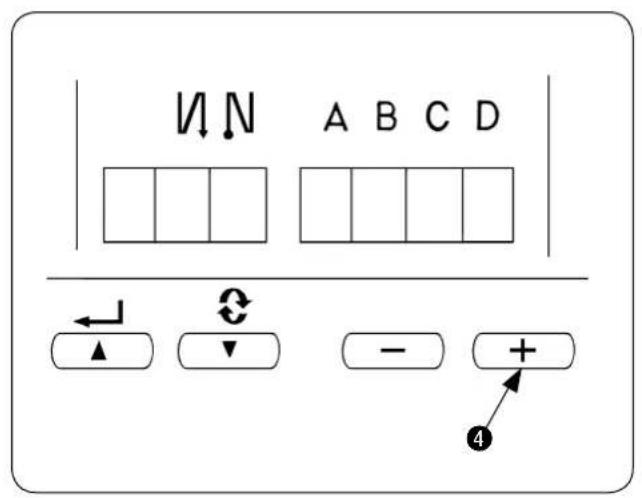
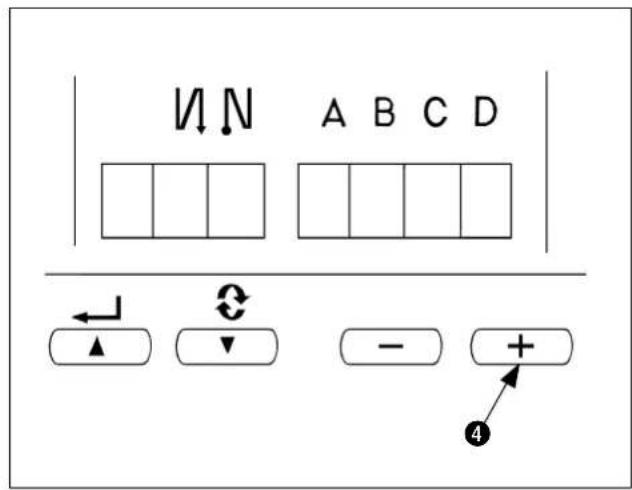
1) Üntenin Şalterini KAPATIN.
2) i duğmeye 4 basarak, üntenin elektrigrini ACIN.
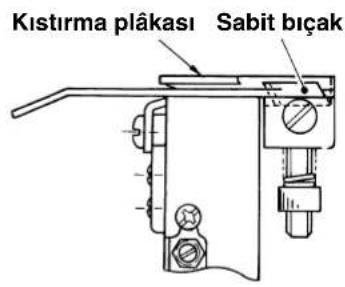
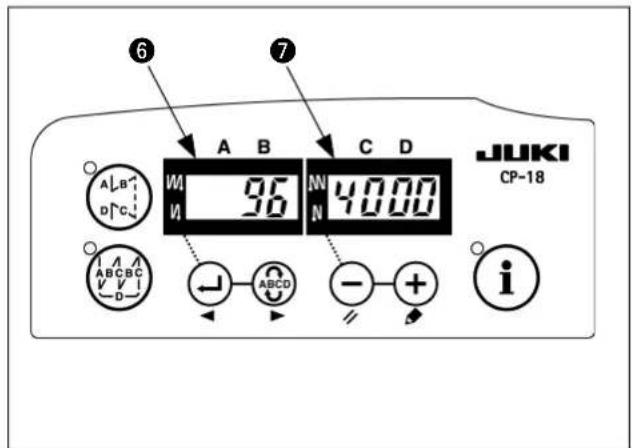
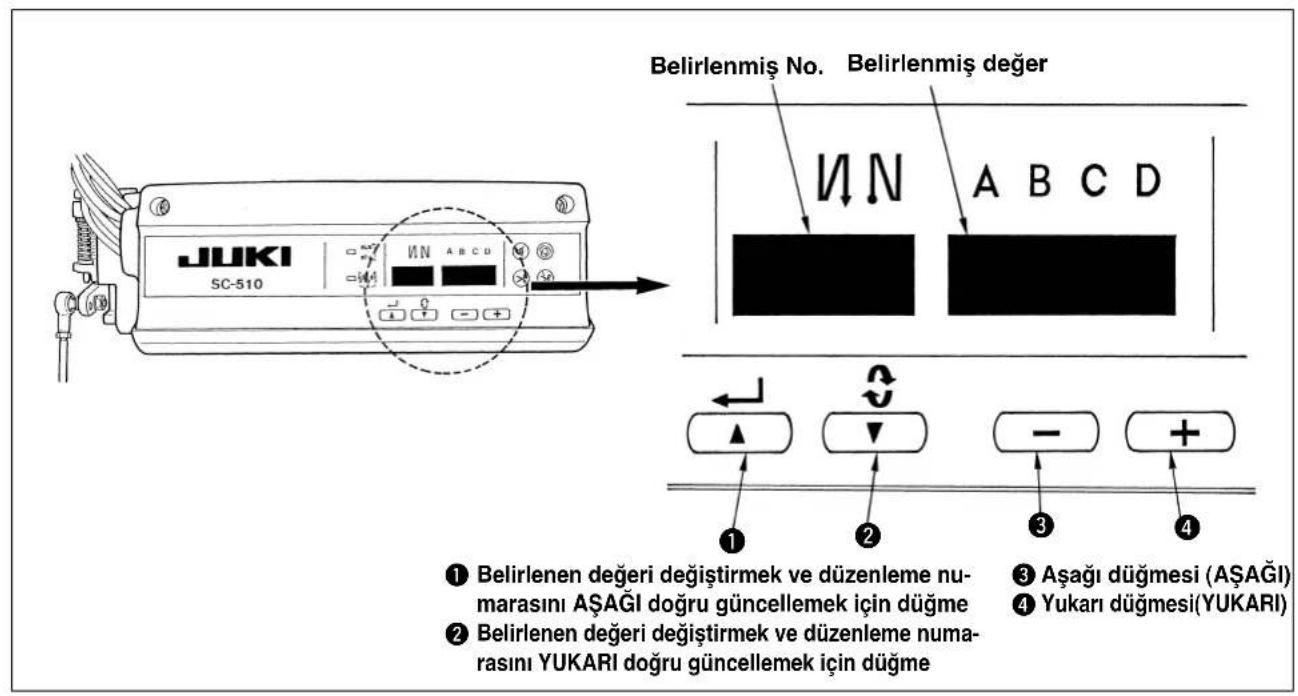
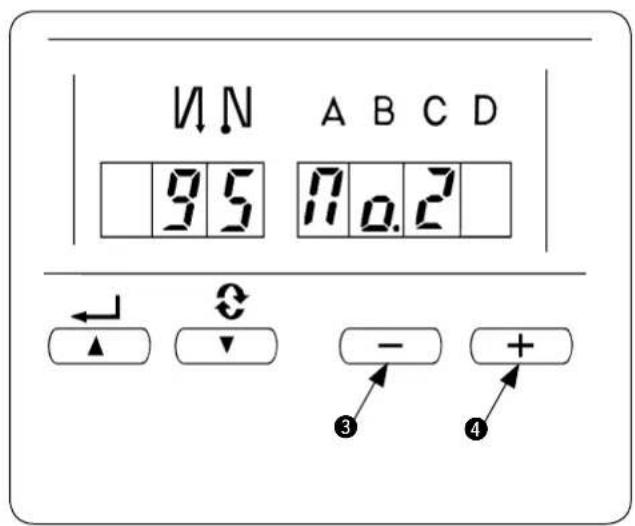
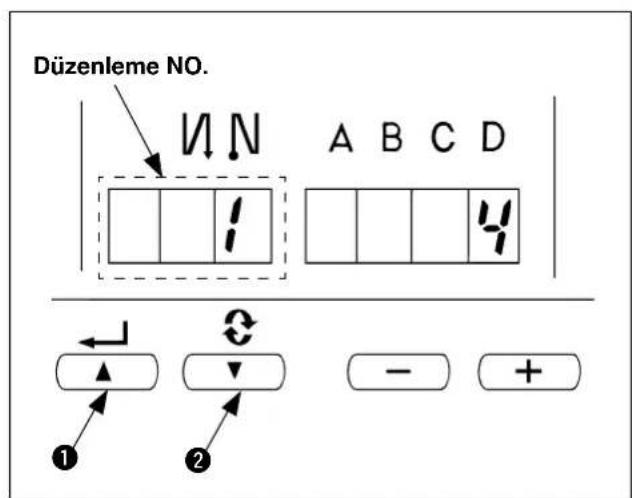
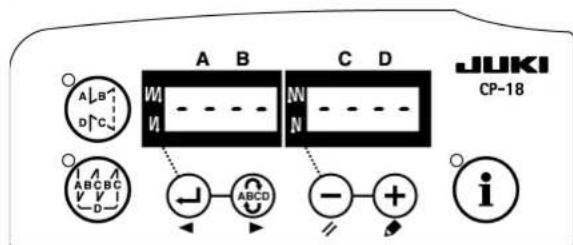
3) Ekran gürünümü sekildeki gibidir. (Gösterge degişmezse; 1. ve 2. basamaklari yeniden uygula-yin.)

Diger ogeleri onceden ayarladiysaniz, girmis oldugunuz son numara ve veri ekranda gorulur.
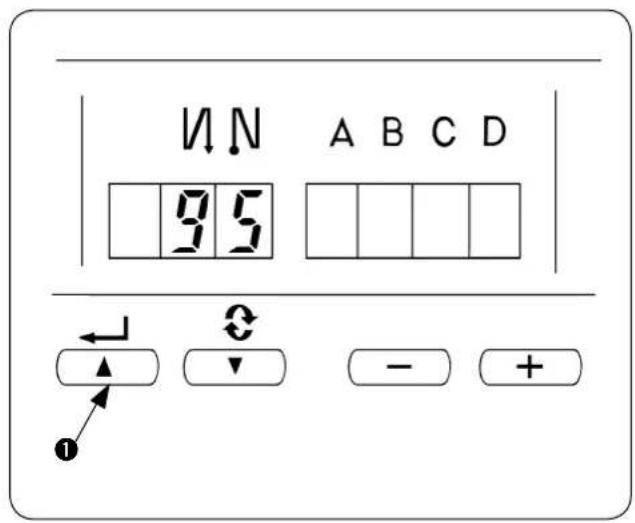
4) Sekilde görtalen ekranı (95 numara) izlemek isti-yorsaniz duğmesine 1 ya da ABgugmesi-ne 2 basin.
5) duğmesine ⑤ (üugmesi ⑥) basarak makine kafasi tipi secilebilir.
MO.1 ve MO.2arasindaki tek fark, maksimum dikiş hizinin ayar araligidir.
- MO.1 : 5.500 sti/min. 'a kadar.
- MO.2:8.000 sti/min. 'a kadar.
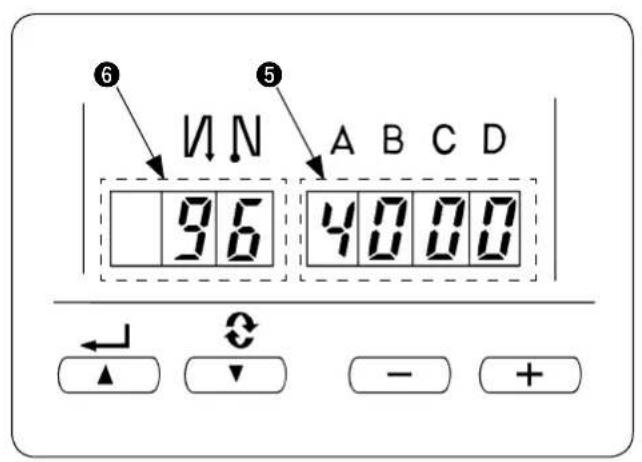
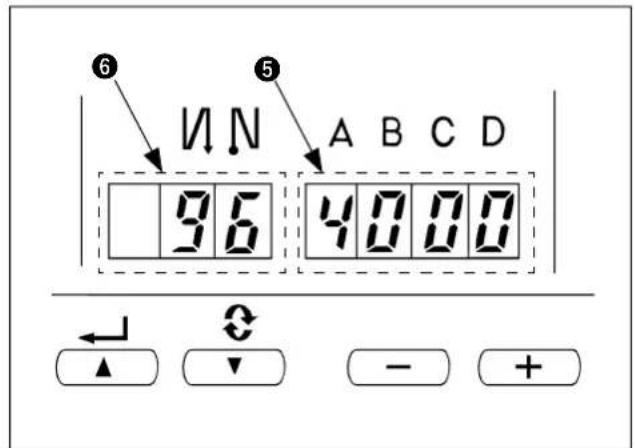
6) Makine kafasi tipini sectikten sonra, duğmesine 3 (ABCDO duğmesi 4) basinca 96 ya da 94 numarali adima geçilir ve ekranGORunümunde otomatik olarak makine kafasi tipine denk dusen ayar iceriğine geçilir.
Makine kafa tipi degistirilirken, daha once belirlenen degerler standart ayar degerlerine doner.
Salteri KAPATIN.

Kayit islemi gereklesteirilmeden once
makinenin salteri kapatildigi takdirde,
duzenleme degistirilmeden kalir. Bu
nedenle, dikkatli olun.
1) Salteri KAPATIN.
2) i duğmeye 5 basarak, üntenin elektrigrini ACIN.
3) Ekran açilir. Üç saniye daha i dügmeye 5 basmaya devam edin.
4) ikinci sesli uyaridan sonra, servis moduna gejis islemi tamamlanir.
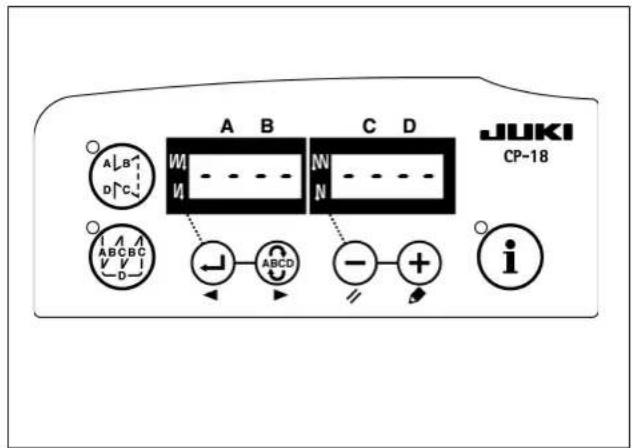
Ekran, cizimde gosterilen verileri belirtir. (Kullanici modunda olanin ayinisdir)

Diger ogeleri onceden ayarladysaniz, girmis oldugunuz son numara ve veri ekranda gorulur.
5) ilpik kistirma islev parametrelerini cagirin. Sekilde grolen ekrani (141 numara) izlemek istiyorsaniz duğmesine ya da ügmesine 2 basin.
6) Yardimci cihaz 1'i cagirmak icin dugmesine
3 ya da tigmesine 4 basin.
(FUn_UT1_verileri gÖsterilir)
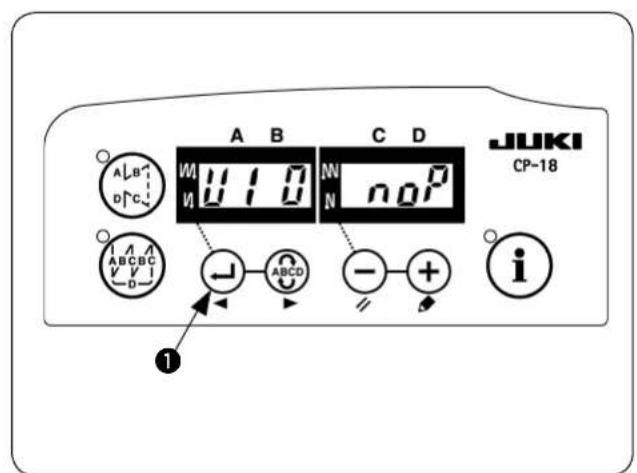
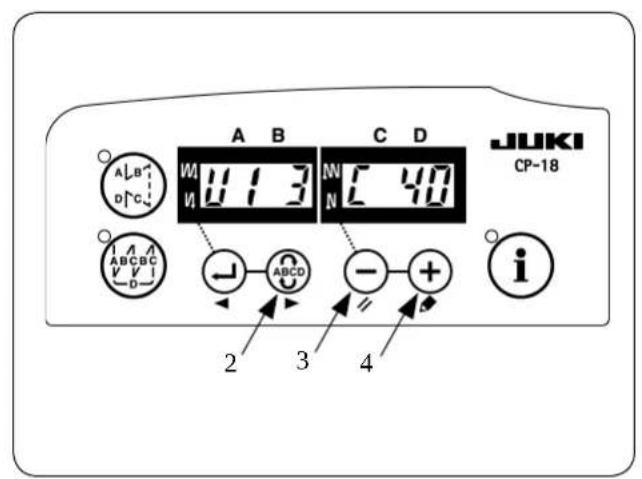
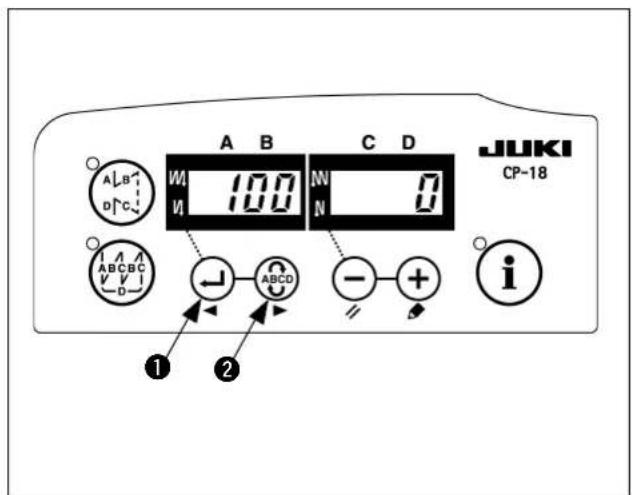
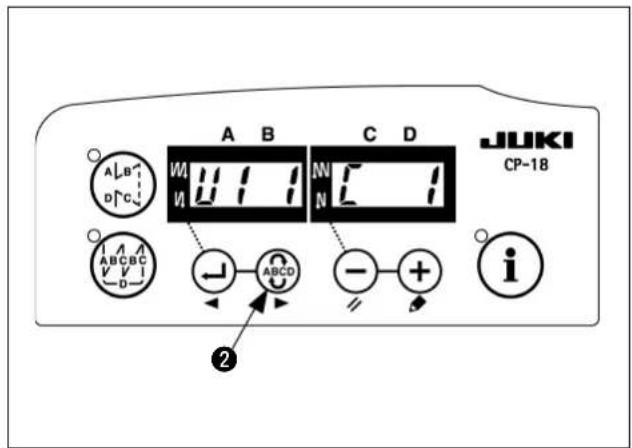
7) dugmesine 1 basin.
(Cizim, dugmeye basildiktan sonraki durumu gosterir.)
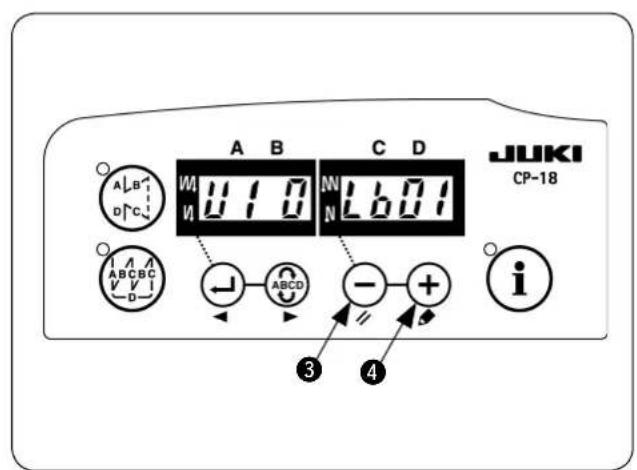
8) Ekranda "U1 0" varken, LB islevini cagirmak icin dugmesine 3 ya da tugmesine 4 basin.
(U1 0 Lb 01 ekranda gösterilir)
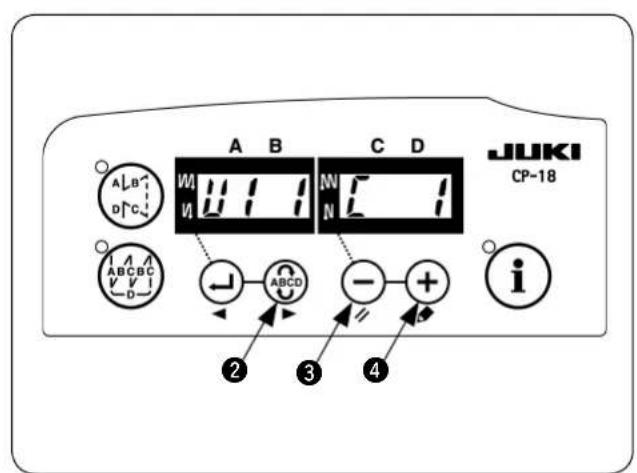
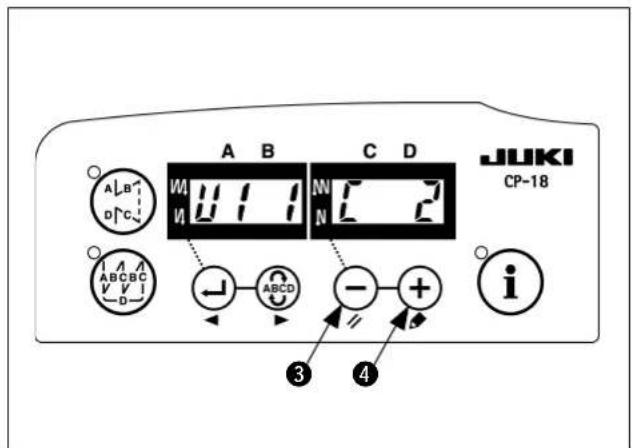
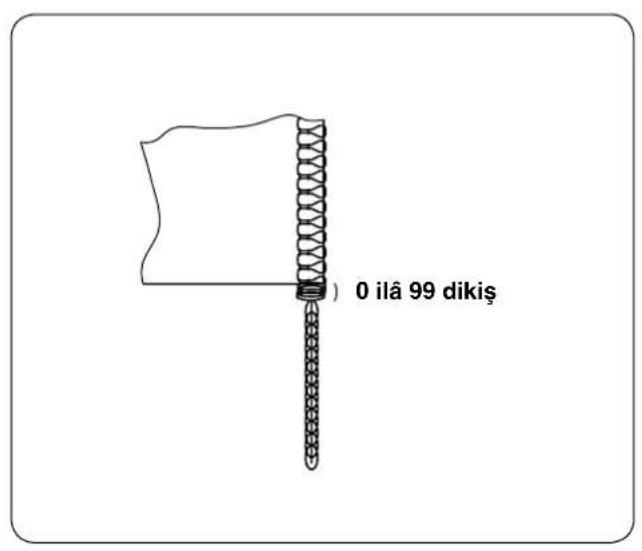
9) "U1 1" islevini cagirmak icin ABCD duğmesine 2 basin. Bu durumda, diki baslangında iplik gergin degilken dikilecek ilmekayo bilir. Ayari degişirmek icin -duğmesine 3 ya da +duğmesine 4 basin. Ayari degişirmeniz gerekmiyorsa 10) adimaGPCIN.
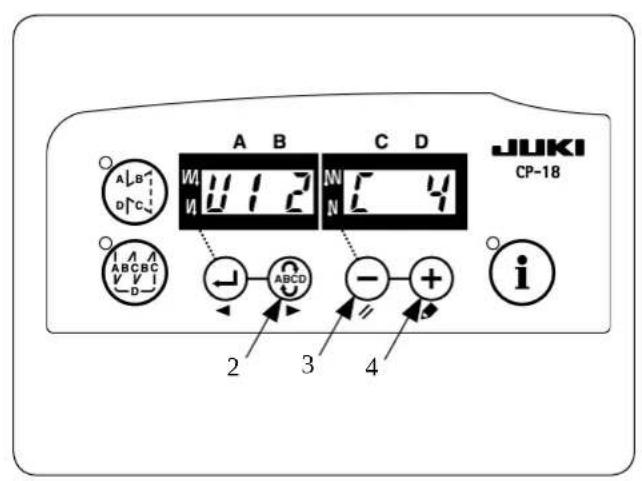
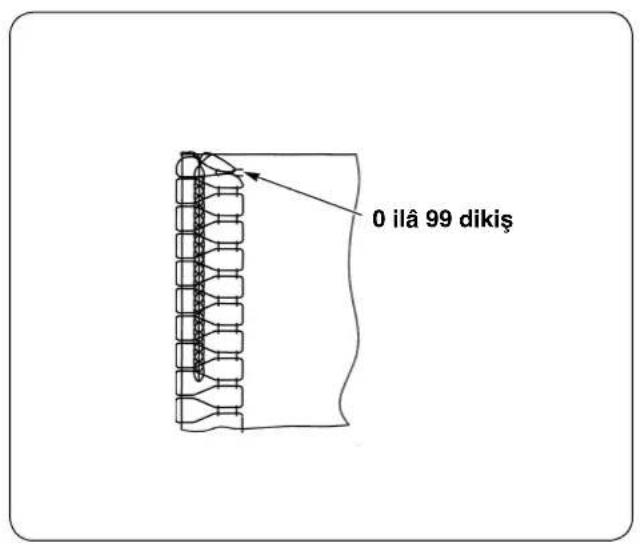
10) "U1 2" islevini cagirmak icin duğmesine 2 basin. Malzeme sensörünün diki sonunda malzeme kendarı algiladi noktadan, ipligin artik gergin olmadigi noktaya kadar dikilecek olan ilmek sayisi. Ayari degiistirmek icin duğmesine 3 ya da duğmesine 4 basin. Ayari degiistirmeniz gerekmiyorsa 11) adimaGPC.
11) "U1 3" islevini cagirmak icin ABCD duğmesine 2 basin. Geşek zincir ilmek sayisi ayarlanabilir. Ayaridehyistirmek icin duğmesine 3 ya da +duğmesine 4 basin. Ayaridehyistirmeniz gerekmiyorsa 12) adimaGPCIN.
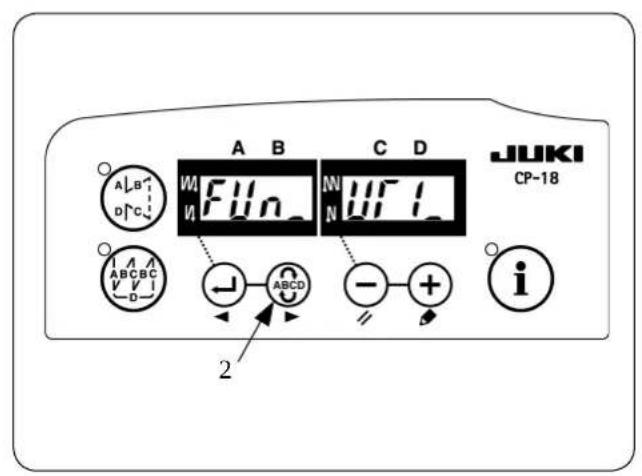
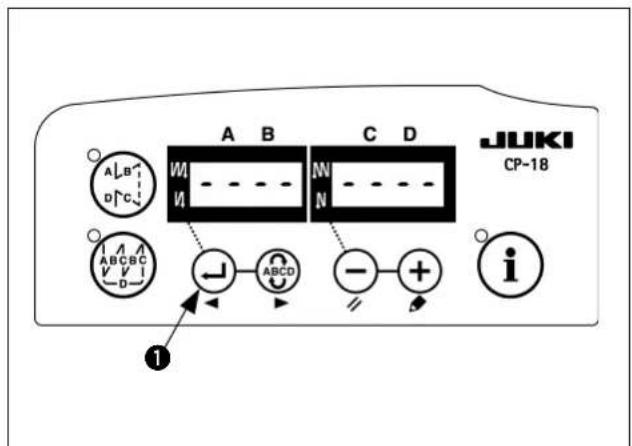
12) "FUN_UT1" ekranini tekrar cagirmak icin duğmesine 2 basin. Ardindan guç salterini katpin. LB islevinin ayarlı artik onaylanir.
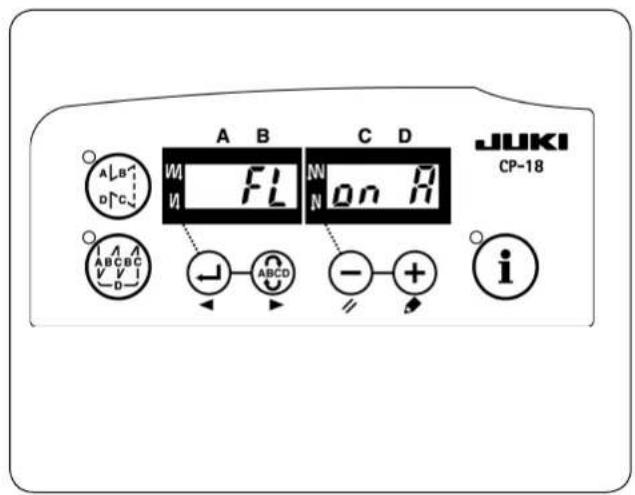
3. Otomatik ayak kaldirma islevinin duzenlenmesi
1) Salteri KAPATIN.
2) dugmeye ③ basarak, unitenin elektrigini ACIN.
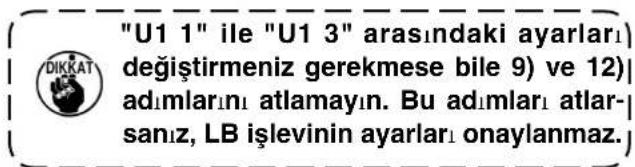
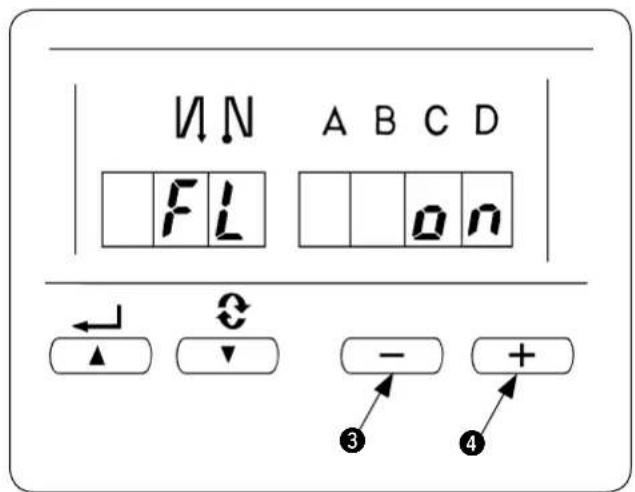
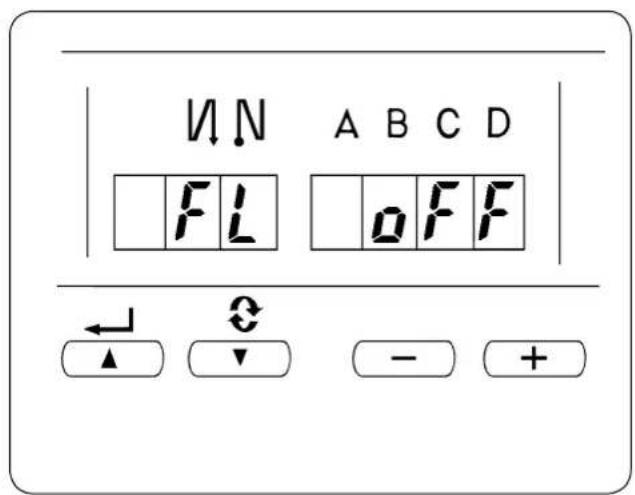
3) Ekranda "FL on" görtür. Ekranda "FL oFF" görtürldügu zaman 1) ve 2) adımları tekrar uygu-layın.
4) dugmesi yardimiyla, ekranda "FL on S" ve "FL on A"arasinda geciy yapilabilir. "FL on A"yi secin.
5) Ekranda "FL on A" verisi gosterildigi zaman, otomatik ayak kalirma islevi etkin hale gelir. Bu durumda salteri KAPATIN.
4. iplik kistirma ilev parametrelerinin yapilabilir ayarleri
Standart onemli islevlerle ilgili deger duzenlemeleri, 1. basamaktan 3. basamağa kadar olan uygulamalarla yapilir. Ancak degerler, dikiş kosullarına®, Olarak değistirilebilir. Değisiklik, "kullanı modunda" veya "normal modda" erfolçkleştilere bilir. Kılırma ilem parametresinin tipik duzenleme islevleri, asagida verilen listede gosterilmışıtr.
| Düzenleme maddesi | Standart değer | Düzenleme kademesi | Değişirme modu | Program No. | Hatılatmalar |
| MaksimumDMI请注意 [sti/min] | Kullanıci modu | 96 | |||
| MO.1 | 4000 | 150 ilà 5500 | |||
| MO.2 | 7000 | 150 ilà 8000 | |||
| Yarıç baslatmadaDMI adedi [dikişi]: | 4 | 0 ilà 19 | 1 | ||
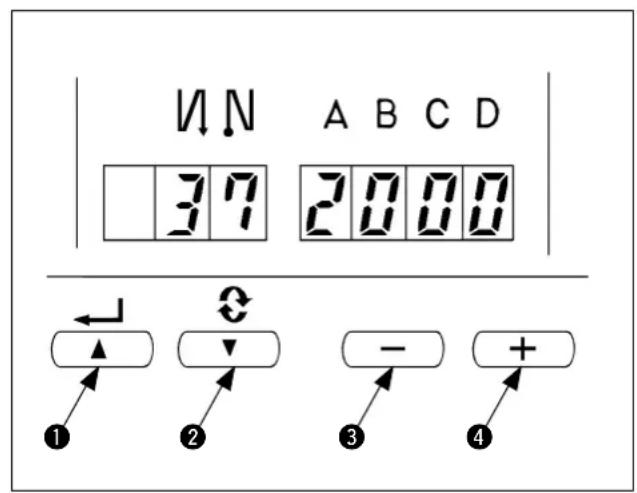
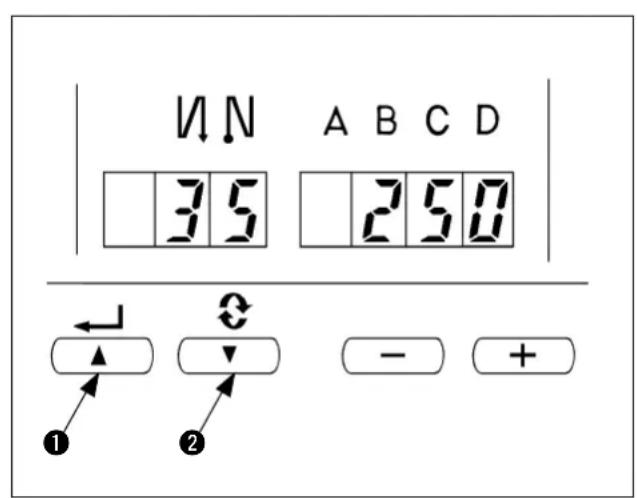
| Yumuşak calisma bas-lang:iç�能 diki;iş bilgi [sti/min] | 37 | No. 96 azamidehyeri | |||
| MO.1 | 250 | 100 ilà Azami. | |||
| MO.2 | 2000 | ||||
| Dikiş sonunda gen-şek zincirDMI请注意 [sti/min] | 38 | No. 96 azamidehyeri | |||
| MO.1 | 2000 | 150 ilà Azami. | |||
| MO.2 | 3000 | ||||
| Dikiş baslang;cinda tansiyonduşürilmüşDMI adedi [dikişi] | 1 | 0 ilà 100 | Normal mod | U1 1 | 8. Sayfayabakın. |
| Dikiş sonunda iplik tansiyonuduşürmek ilen kumasdenari al-gilama sensörunden gelenDMI adedi sinyali.[dikişi] | 4 | 0 ilà 100 | U1 2 | 8. Sayfayabakın. | |
| İplik kılıtrmaDMI adedi [dikişi] | 40 | 0 ilà 100 | U1 3 | İplik kılıtrmauzunluğu ayar-lanlıkıntı. |
- Diger ayarlar icin, SC-921 Kullanma Kilavuzu ve SC-921 Mühendislik Kilavuzuna bakin.
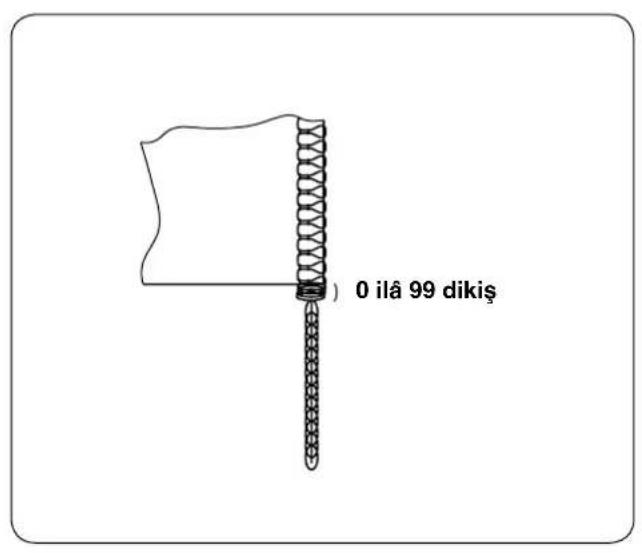
1) Diki baslangındaDFSUK tansiyonda dikilecek diki adedi.
Dikis baslangicinda tansiyon duşürülmş olarak dikilecek dijis adedi degistirilebilir.iplik kistirma islemi yapilirken, dijis baslangicinda iplik tansiyonunun bir veya iki dijis/ion duşürulmesi suretiyleipligin kesin olarak kistirilmasi mumkündür.

Tansiyon duşürülmüş olarak dikilecek dikiş adedi, dikiş makinesinin calismaya basladiktan sonra dikeçesti dikiş adedir. Ürünün genelinde tan-siyon duşürülmüş olarak.Sincelesti- rilecek dikiş adedi degildir.
Ayrica, yumusak calisma baslangcinda, dikiş hizi ve ilmek sayisi ayarlarina®, alarak, gerinligi azaltma mekanizmasinin zamaninda calisama-yabileceğini unutmayin. iplik gerin degilken dikilecek ilmek sayisi, budurmda ayar degerini asabilir.
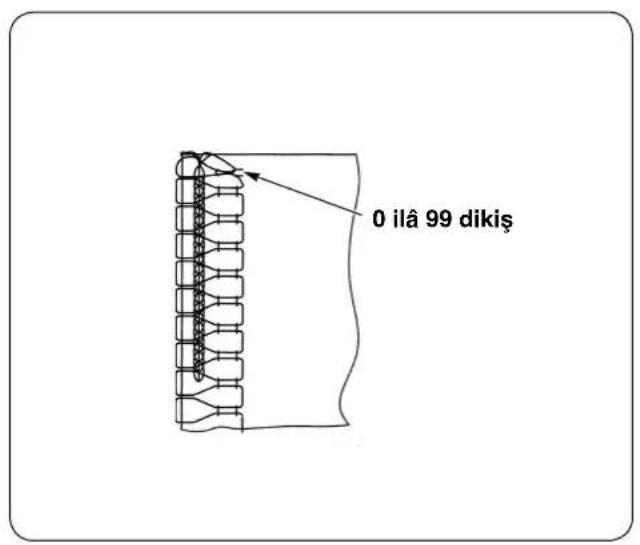
2) Sonda tansiyon duşürulműs olarak dikilecek dikiş adedi.
Diki sonunda, kumas kenari algilama sensorunden kumas sonu sinyali geldikten sonra iplik tansiyonu duusurulm esarak dikilen diki asedidir.

Kumas sonundan itibaren sayilan urunn genelinde tansiyon duusurilmus olarak gerektelestirilecek diki s adedi degildir.
5. Farkl ayarlarin degistirme yontemi
"I-4. iplik kistirma isleminde farkl duzenlemeler" paragrafina ve degistirilecek madde modun de gistirme yontemine bakin.
Ilgili modlarin degistirme yontemi, asagidaki listede belirtilmistir.
(1) Kullanici modu degişirme yontemi
1) Salteri KAPATIN.
2) duğmeye basarak, unitenin elektrigni ACIN.
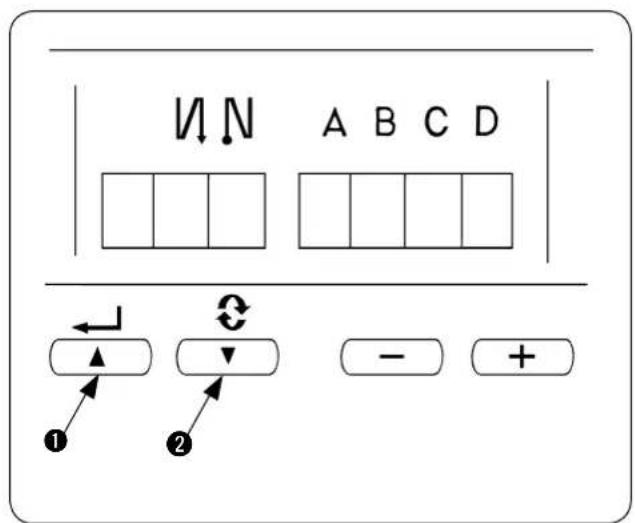
3) Ekrandaki goestergeler (6 ve 7) yanar. (Gosterge degiimezse; 1) ve 2) basamaklari yeniden uygulayin.)
Girmis oldugunuz son rakam ve veriler ekranda gorulur.
4) Düzenleme numarasini ileri almak istediginiz zaman, numarayi ilerletmek icin duğmeye 2
ve onceki duzenleme numarasina geri donmek istediginiz zaman dugmeye basin.

siti tutuldugu zaman; duzenleme degeri surekli olarak geri (ileri) sayar. Duzenleme numarasileri (geri) alindiigi zaman, bir onceki (bir sonraki) icerik kaydedilir. Bu nedenle iceri geistirken (yukar/ asagi dugmesine basarken)cok dikkatli olun.
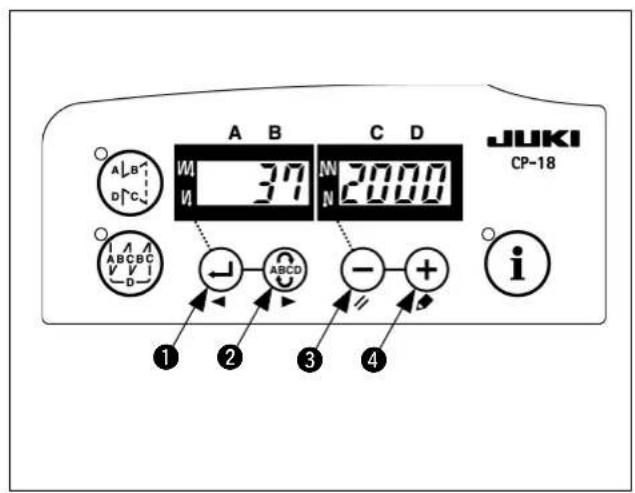
Ornek) Yumusak calisma baslangicinda dikiş hizin degistirilmesi (37 numara)
37 numarayi cagirmak icin duğmesine
ya da tigmesine 2 basin.
Dikiş hizini degişirmek icin dügmesine
ya da bigmesine 4 basin.
5) Ayari degiistirdikten sonra, guncellemis oldugunuz degeri onaylamak icin duğmesine 1 ya da duğmesine 2 basin.
- Bu islemi yapmadan salteri KAPALI konuma getirdiginiz takdirde, degisiklikler guncel hale getirilmez.
- duğmeye ① bastıgüniz zaman, ekrandaki duzenleme icerişi bir basamak.Onceki duzenleme numarasınin icerimizeGPCER.
- duğmeye ② bastıgüniz zaman, ekran bir sonraki dizenleme numarasınin verilerine geleçir. İslemi tamam-ladıkstan sonra szalteri KAPATIP tekrar AÇTIGINIZ zaman; normal calisma yeri donulur.
Islemi tamamladiktan sonra salteri KAPATIP tekrar ACTIGINIZ zaman; normal calismaya geri donulur.
(2) Normal modda degistirme yontemi
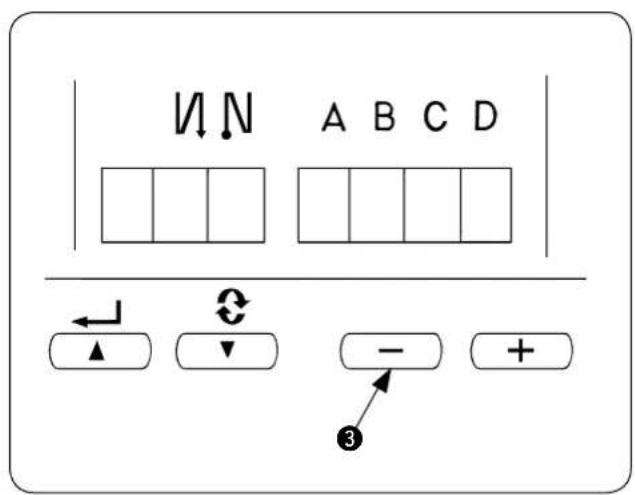
1) Salteri ACIN.
A, B, C ve D verilerinin alta "-" sembollerigi gosterilir.
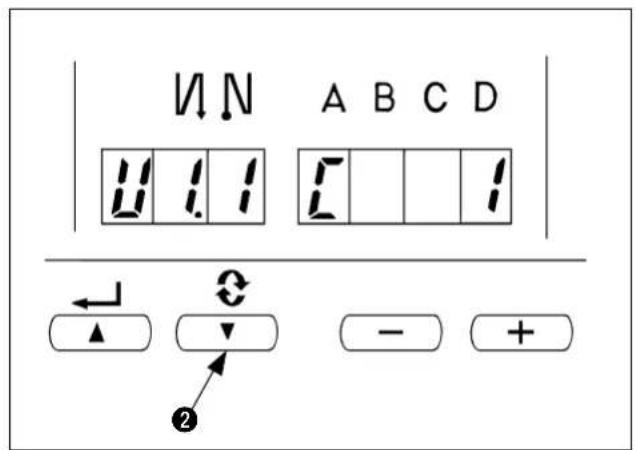
2) Düzenleme modununçagirilmasi

duğmeye ② basin.
Ekran cizimde gosterilen sekilde degisir ve her islemin gosterilen dikis adedi burada degistirilir (Ekran verisi C). duğmeye 2 her basiliindaekran; U1 1 U1 2 U1 3 seklinde degisir.

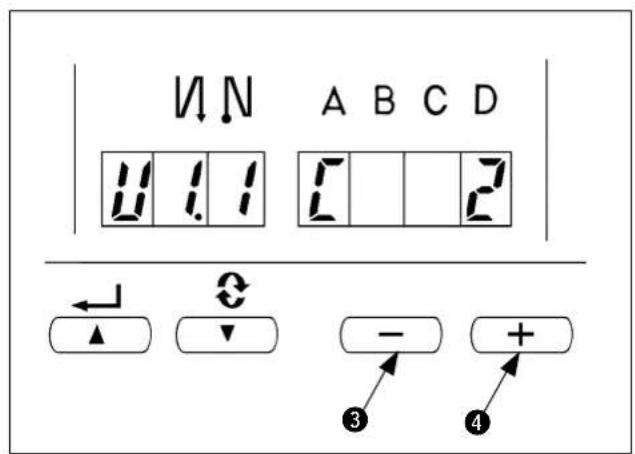
3) Ayar degerin deigistirilmesi
Ayar degerini 0 ile 100arasinda degiistirmek icin duugmesine 3 ya da tigmesine 4 basin.
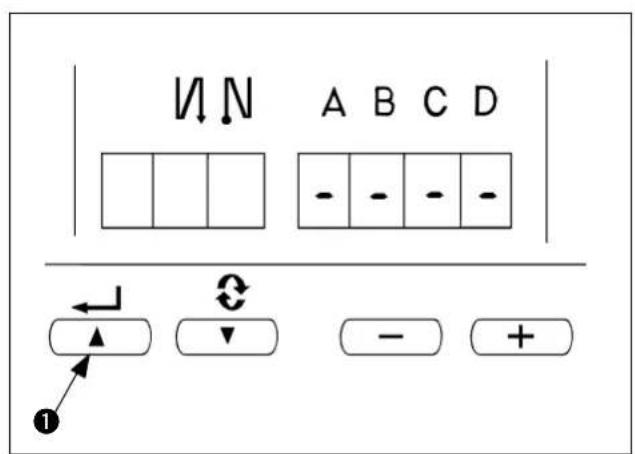
4) Içergün kaydedilmesi

duğmeye ① basin.
Degistirilen icerik, dugmenin calisması ile kaydedilir ve ekran normal ekran konumuna geridoner.
Islemler sirasinda salter KAPATILDIGI takdirde, icerik guncellestirilemez. Ekran normal veriekranina dondugu zaman, pedal veya benzeri elemanlar etkin hale gelirler.
III. KONTROL UNITESININ AYARLANMASI (SC-510)
Bu Kullanma Kilavuzunda, sadece LB-6 ile ilgili islevler anlatilmistir.
Diger islevlerve ayarlarla ilgili ayrintil bilgiler icin; SC-510 Kullanma Kilavuzuna bakin.

Kurulumdan sonra teslim edilen dikis makinerinde, makine modeli ile diger maddeler duzenlenmis ve hazir durumda olur. Makine model duzenlemesi yapmayin.
1. Makine modelinin duzenlenmesi

- Dikiş makinesini satin aldiktan sonra ilk defa kullanirken, makine modeli duzenleme isleminiGPCkeleştinr.Donus yonu ve maxsimum dikiş hizini,diakiş makinesi model ayari belirler.Düzenleme hatal olursa,anizalara yol acar.Bu nedenle,dikkatli olun.
- Bāslangṭa tansiyon dūsūrerek dikilecek dikiṣ adedi, yavaḥ baslatma dikiṣ adedi vs. gibi;cok sayida ayar islemi, makine modelini duzenledikten sonra yapilabilir.
- Daha once 2. maddede belirtilen ceşitli ayar ilemleri yapildiktan sonra makine model duzenlemesi yapilacak olursa, butun ayar verileri silinir ve kontrl unitesi duzenle oncesi duruma yeniden doner. Bu durumda, butun ilemleri yeniden yapilmasi gerekir. Bu nedenle, dikkatli olun.
(1) Makine kafasi tipinin seçilmesi
Makine kafa tipini MO.1 veya MO.2 olarak seçin.
MO.1 ve MO.2arasindaki tek fark dikiş hizi ayarir. Kullandigiiniz dikiş makinesinin maksimum dikiş hizi nı asmamaya dikkat edin.
| Makine kafa tipi | Maksimum dikişkızo | Dikişkızo, dikiş makinese model ayarının hemen ardindan yapilmalarık |
| MO.1 | 5500 | 4000 |
| MO.2 | 8000 | 7000 |
Makine modeli MO.1 seçildigi zaman devri 4.000 sti/min.; MO.2 seçildigi zaman 7.000 sti/min. olarak belirleyin. olarak belirleyin. Dikiş hizini degişirmek icin bakıniz "III-4. iplik kistirma ilev parametrelerinin yapilabilir ayarlıarı" ve "III-5. Farklı ayarlıarı degişirmye yontemi".
(2) Makine kafa tipi/seme yontemi
Asagida aciklanan yontemler disinda bir yola basvurarak salter islemlerini yapmayin. Salte-ri kapattiginiz zaman, en az bir saniye veya daha uzun sure gectikten sonra AÇMAYA dikkat edin. Salter KAPATILDIGIanda hemen yeniden AÇILIRSA, dikiş makinesi normal calismayabilir. Bu sure sonunda salteri tekrar ACIN.
Fonksiyon ayar modu
[Kullanı moduna geleçis]
1) Üntenin Şalterini KAPATIN.
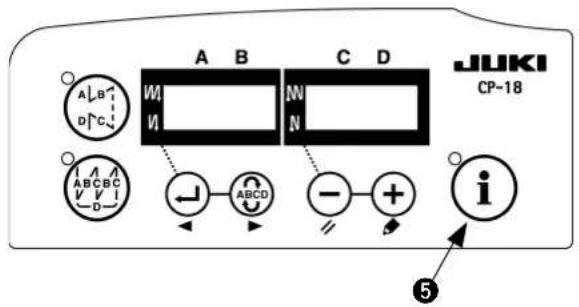
2) Düğmeye ④ basarak, üntenin elektrigi din ACIN.
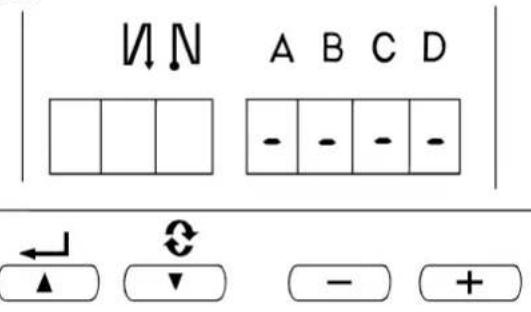
3) Ekrandaki gostergeler ( ⑤ ve 6) yanar. (Goster-ge degismezse; 1. ve 2. basamaklari yeniden uygulayin.)
4) Deger ekraninin acilmasi icin duugmeye ① basin (N0.95).
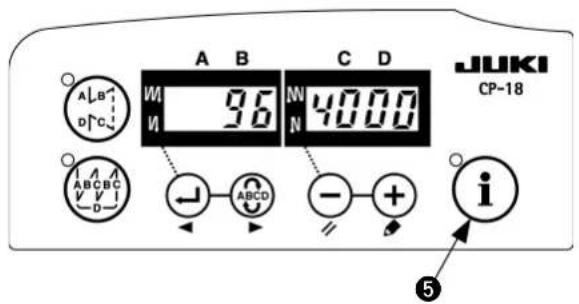
5) Makine kafa tipini (MO.1 veya MO.2) sejmek icin, 3 veya 4 duğmeye basin.
MO.1 ve MO.2arasindaki tek fark,maksimum dikiş hizinin ayar araligidir.
- MO.1 : 5.500 sti/min. 'a kadar.
- MO.2: 8.000 sti/min. 'a kadar.
6) BELIRLEME duğmesi ① veya ② ye basildigi zaman, No. 94 veya No. 96 ekranda gosterilir ve makine kafasinin tipi belirlenir.

e kafa tipi degistirilirken, daha once belirlenen degerler standart ayar degerlerine doner.
Salteri KAPATIN.

Kayit islemi gereklesteirilmeden once
makinenin salteri kapatildigi takdirde,
duzenleme degistirilmeden kalir. Bu
nedenle, dikkatli olun.
Fonksiyon ayar modunund degistirilmesi [Servis moduna geleş]
1) Salteri KAPATIN.
2) Dügmeye 4 basarak, unitenin elektrigini ACIN.
3) Ekran açilir. Üç saniye daha duğmeye 4 bas-maya devam edin.
4) Ikinci sesli uyaridan sonra, servis moduna geleş ilelemi tamamlanir.
![JUKI LB6 - Fonksiyon ayar modunund degistirilmesi [Servis moduna geleş] - 1](/content/2026/04/591805/images/3428742ef519a2cccb082a5fc9868787055567fe60ae8c7f158eeeb49662a023.jpg)
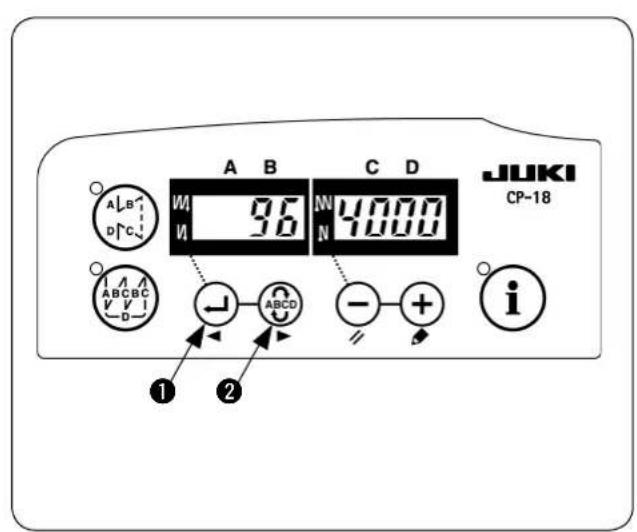
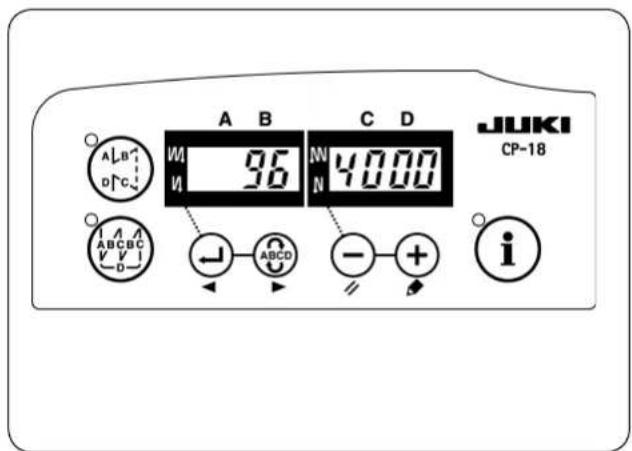
Ekran, cizimde gosterilen verileri belirtir. (Kullanici modunda olanin ayinisidir)
![JUKI LB6 - Fonksiyon ayar modunund degistirilmesi [Servis moduna geleş] - 2](/content/2026/04/591805/images/43de2a0c304f7981f3555ee732e17497a9bc1f23ef6af6afc00c830a39a31df1.jpg)
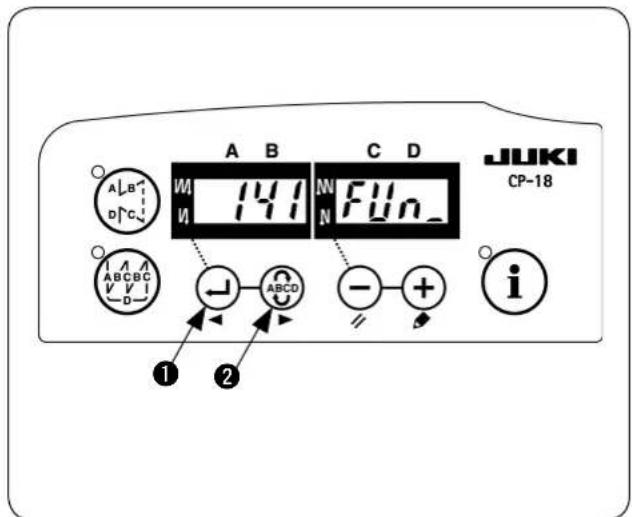
5) iplik kistirma islev parametreleri cagirin. De-ger ekraninin acilmasi icin 1 veya 2 dugmeye basin (N0.65).
![JUKI LB6 - Fonksiyon ayar modunund degistirilmesi [Servis moduna geleş] - 3](/content/2026/04/591805/images/15d1c868c19e4025c2bceac7175ce19c06222517abb2fdb8c602ca3c0fb5f1e6.jpg)
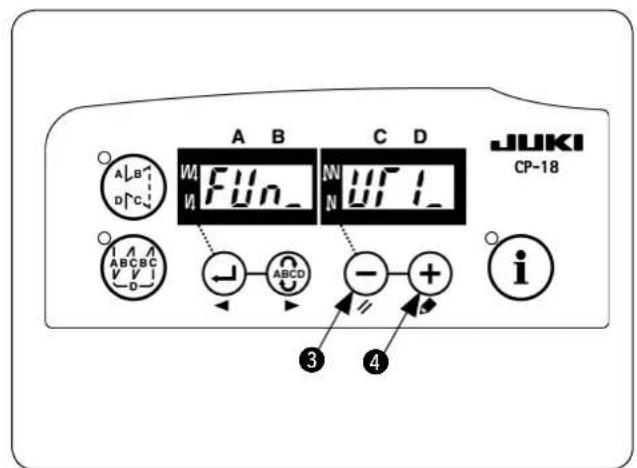
6) Standart cihazi 1çagirmak icin, 3 veya 4 duğmeye basin. (FUn UT1_verileri gosterilir)
![JUKI LB6 - Fonksiyon ayar modunund degistirilmesi [Servis moduna geleş] - 4](/content/2026/04/591805/images/09835772e00718d2c866cfad3b859eb7b6e9ddc46143bd17ebfa6a8831bef217.jpg)
7) duğmeye basilarak, yapilan duzenleme hafizaya alinir. (Cizim, duğmeye basildiktan sonraki durumu gosterir.)
![JUKI LB6 - Fonksiyon ayar modunund degistirilmesi [Servis moduna geleş] - 5](/content/2026/04/591805/images/8addf3818bedced6a2768b07463f8c7f98d613ea1a147cbe17d8f32c0d6db6a0.jpg)
8) LB islevini cagirmak icin, 3 veya 4 dugmeyebasin. (U1.0 Lb 01 ekranda gosterilir)
![JUKI LB6 - Fonksiyon ayar modunund degistirilmesi [Servis moduna geleş] - 6](/content/2026/04/591805/images/a25051080aaf67387b14249e280868baa7f7625f1d1b060e241c50192337f0f1.jpg)
9) duğmeye basilarak, yapilan duzenleme hafizaya alinir. Şalteri KAPATIN.
3. Otomatik ayak kaldirma ilevinin duzenlenmesi
1) Salteri KAPATIN.
2) Dugmeye basarak, unitenin elektrigi ACIN.
3) Ekranda "FL on" verisi gosterildigi zaman, otomatik ayak kalirma islevi etkin hale gelir. Buduruma salteri KAPATIN.
- Ekranda "FI OFF" verisi gosterildigi zaman, 1) den 3) e kadar akan islem basamaklarini yeniden uygulayin.
Ekrandaki veri "FL on" olarak degisir.
The display changes to "FL on".
4. iplik kistirma ilev parametrelerinin yapilabilir ayarleri
Standart onemli islevlerle ilgili deger duzenlemeleri, 1. basamaktan 3. basamağa kadar olan uygulamalarla yapilir. Ancak degerler, diki kosullarina®, Olarak degistirilebilir. Deigişlik, "kullanı modunda" veya "normal modda" erfolkteleştin bilir. Kistirma ilem parametresinin tipik duzenleme islevleri, asagida verilen listede gosterilmistir.
| Düzenleme maddesi | Standart değer | Düzenleme kademesi | Değişirme modu | Program No. | Hatılatmalar |
| MaksimumDMIkışmiş [sti/min] | Kullanıci modu | 96 | |||
| MO.1 | 4000 | 150 il Disclosure | 150 il Disclosure | ||
| MO.2 | 7000 | ||||
| Yarış baslatmada dikiş adedi [dikiş]: | 4 | 0 il Disclosure | 1 | ||
| Yumuşkışkışma baslangışı�能 dikiş ile bil [sti/min] | 37 | No. 96 azamidehyeri | |||
| MO.1 | 250 | 100 il Disclosure | |||
| MO.2 | 2000 | ||||
| Dikiş sonunda veşek zincir dikiş ile bil [sti/min] | 38 | No. 96 azamidehyeri | |||
| MO.1 | 2000 | 150 il Disclosure | |||
| MO.2 | 3000 | ||||
| Dikiş baslangınanda tansiyonduşürülmigi dikiş adedi [dikiş] | 1 | 0 il Disclosure | Normal mod | U1.1 | 8. Sayfaya bakın. |
| Dikiş sonunda iplik tansiyonduşürmek�能 kumas Kenari al-gilama sensörunden gelenDMI adedi sinyali.[dikiş] | 4 | 0 il Disclosure | U1.2 | 8. Sayfaya bakın. | |
| İplikkışirmaDMI adedi [dikiş] | 40 | 0 il Disclosure | U1.3 | İplikkışirmauzunluğu ayar-lanlıkışır. |
- Diger ayarlar icin, SC-510 Kullanma Kilavuzu ve SC-510 Mühendislik Kilavuzuna bakin.
1) Dikiş baslangındaDFSUK tansiyonda dikilecek dikiş adedi.
Dikişa质量问题anda tansiyon duşürülmş olarak dikilecek dikiş adedi degistirilebilir. İplik kistirma ilemi yapilirken, dikişa质量问题 olmak tansiyonunun bir veya iki dikiş icin duşürulmesi suretiyleipligin kesin olarak kistirilmasi mumkündür.

Tansiyon dusurulmş olarak dikilecek dikiş adedi, dikiş makinesinin calismaya basladiktan sonra dikeçigi dikiş adedir. Ürünün genelinde tan-siyon dusurulmş olarak erfolkeleştrilecek dikiş adedi degildir.
Ayrica, yumusak calisma baslangicinda, diki s hizi ve ilmek sayisi ayarlarina bagli olarak, gerginligi azaltmamekanizmasinin zamaninda calisamayabilecegini unutmayin.iplik gerin degilken dikilecek ilmek sayisi, buduruma ayar degerini asabilir.
2) Sonda tansiyon duusurulmues olarak dikilecek diki s adedi.
Dikiş sonunda, kumas Kenari algilama sensörunden kumas sonu sinyali geldikten sonra iplik tan-siyonu dinurulmş olarak dikilen dikiş adedidir.

Kumas sonundan itibaren sayilan urunn genelinde tansiyon duusurulmupsolarak gereklestirilecek diki s adedi degildir.
5. Farkl ayarlarin degistirme yontemi
"Ⅲ-4. iplik kistirma isleminde farkl duzenlemeler" paragrafina ve degistirilecek madde modun de gistirme yontemine bakin.
Ilgili modlarin degistirme yontemi, asagidaki listede belirtilmistir.
(1) Kullanici modu degistirme yontemi
1) Salteri KAPATIN.
2) Dügmeye ④ basarak, üntenin elektrigi n ACIN.
3) Ekrandaki goestergeler (5 ve 6) yanar. (Gosterge degismezse; 1) ve 2) basamaklari yeniden uygulayin.)
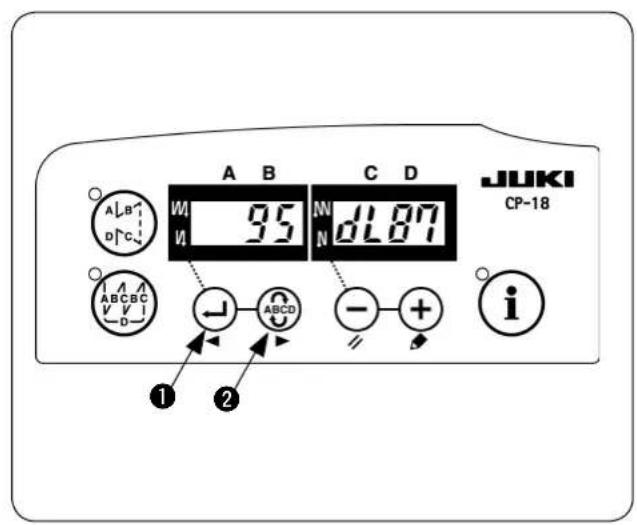
4) Düzenleme numarası ileri almak istediginiz zaman, numaray ilelermek icin Düğmeye 2 ve.Onceki Düzenleme numarası geri donmek istediginiz zaman Düğmeye 1 basin.

Dügme ① (veya Dügme ② basili tutuldugu zaman; duzenleme degeri surekli olarak geri (ileri) sayar. Duzenlemenumarasi ileri (geri) alindiigi zaman, bir onceki (bir sonraki) icerik kaydedilir. Bu nedenle icerigi degistirirken (yukari/asaqi dugmesine basarken) cok dikkatli olun.
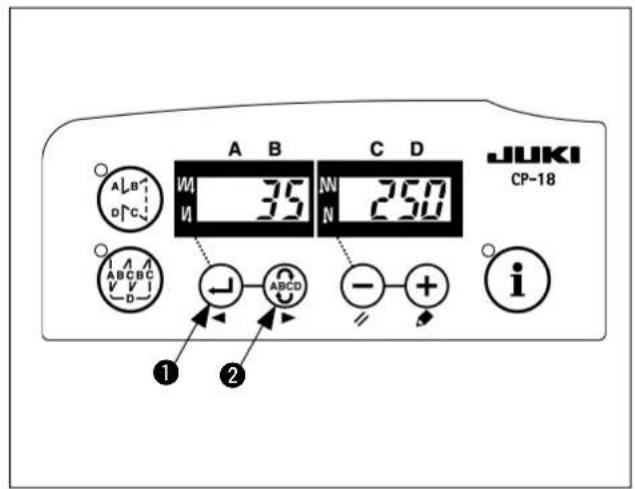
Örnek) Yavaş baslatma devir adedinin degişirilmesi No. 37 ekranınin acilması icin duğmeye ① veya ② basin.
Devir adedini degistirmek icin 3 veya 4duğme-ye basin.
5) Değişirme ilemi tamamlandı zaman, değişirilen degeri kaydetmek icin dügmeye (1 veya 2) basin.
- Bu islemi yapmadan salteri KAPALI konuma getirdiginiz takdirde, degisiklikler guncel hale getirilmaz. 2. Dugmebeastiginiz zaman, ekrandaki duzenleme icerigi bir basamak onceki duzenleme numarasinin icerigine gecer. 3. Dugmebeastiginiz zaman, ekranbir sonraki duzenleme numarasininverilerine gecer. islemi tamamladiktansonra salteri KAPATIP tekrar ACTI-GINIZ zaman; normal calismaya geridonulur.
Islemi tamamladiktan sonra salteri KAPATIP tekrar ACTIGINIZ zaman; normal calismaya geri donulur.
(2) Normal modda degiistirme yontemi
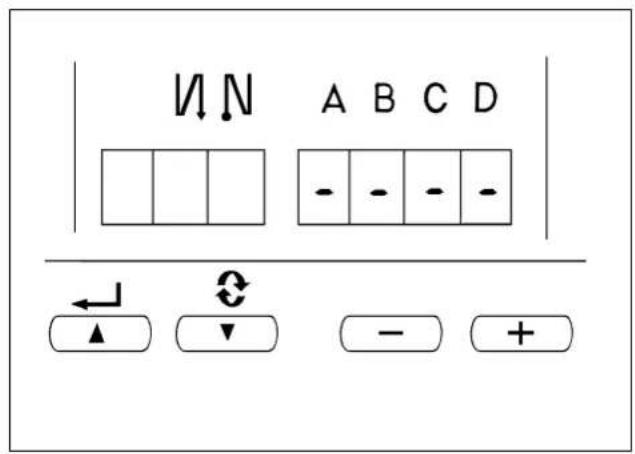
1)Salteri ACIN.
A, B, C ve D verilerinin alta "-" sembollerigi gosterilir.
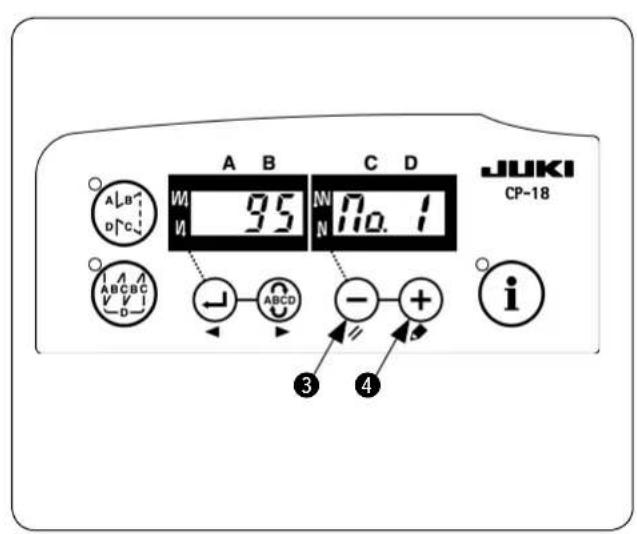
2) Düzenleme modununçagirilmasi
Dugmeye 2 basin.
Ekran cizimde gosterilen sekilde degisir ve her islemin gosterilen dikis adedi burada degistirilir (Ekran verisi C).Dugmeye her basiliinda ekran;U1.1 U1.2 U1.3 sekinde degisir.
Burekran verileri gosterildigi sirada di- kiis makinesi calismaz.
3) Ayar degerin degistirilmesi
Ayar degerini 0 ila 999arasinda degistirmek icin; 3 veya 4 duğmeye basin.
4) icerigin kaydedilmesi
Dugmeye 1 basin.
Degistirilen icerik, dugmenin calisması ile kaydedilir ve ekran normal ekran konumuna geridoner.
islemler sirasinda salter KAPATILDIGI takdirde, icerik guncelleşirilemez. Ekran normal veriekranina donduğu zaman, pedal veya benzeri elemanlar etkin hale gelirler.
IV. HAVALI PARÇALARIN TAKILMASI
Havali parçalari takarken, böglanti noktalarin meydana gelebilecek hava kacaklarini onlemek icin etkin yontem, disli kismlara bu is icin özel olarak üretilen bantlari sarmaktir.
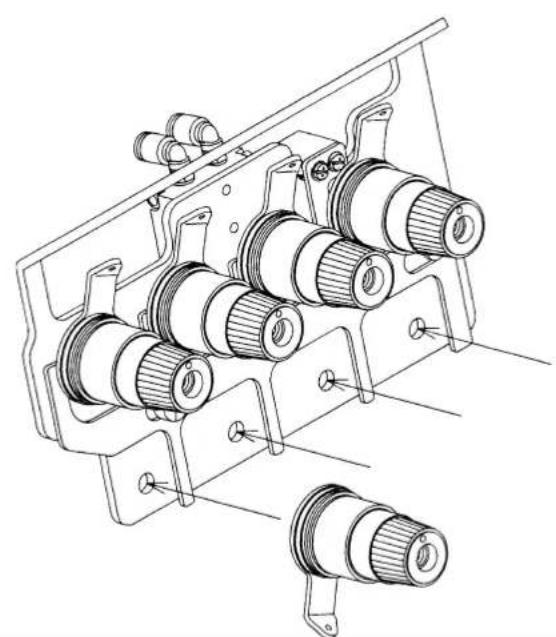
1. Hava regulatorunun takilmasi

UYARI:
Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmaları onlemek icin, her turlu calisma oncesi makinenin salterini KAPATIN.
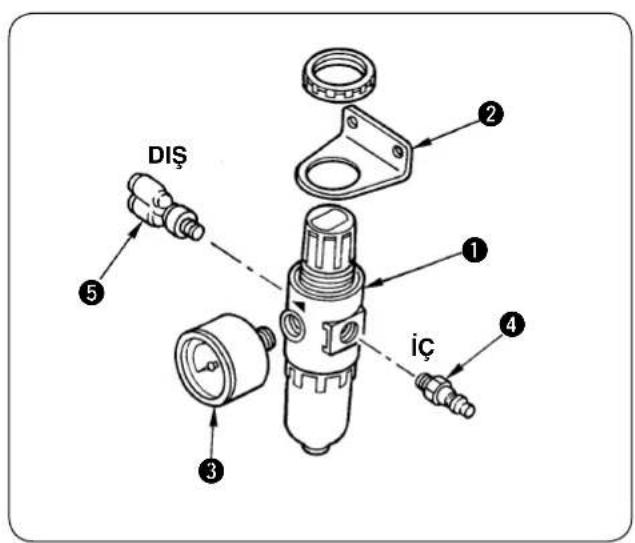
1) Baglanti tabanini 2, ölçeci 3 ve 4 ile 5 baglantilari, hava regulatorüne 1 takin.
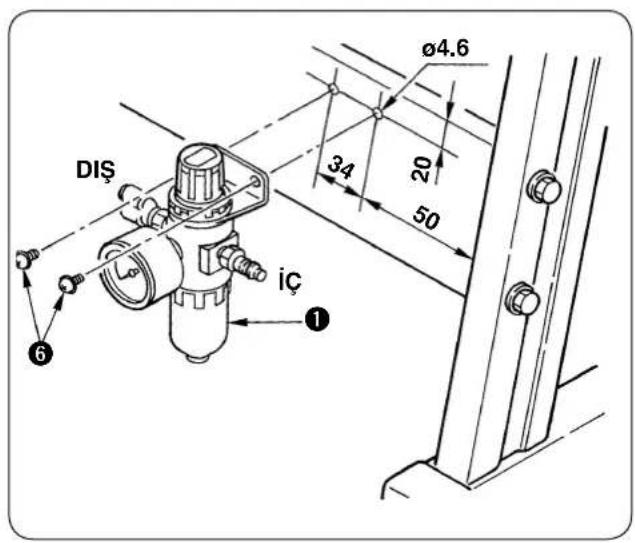
2) Tabla yan ayagina iki adet 4.6 delik delin vehava regulatorunu 1, kilavuzlu vidalari 6 kulla-narak takin.
2. Solenoid valfin takilmasi

UYARI:
Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalari onlemek icin, her turlu calisma oncesi makinenin salterini KAPATIN.
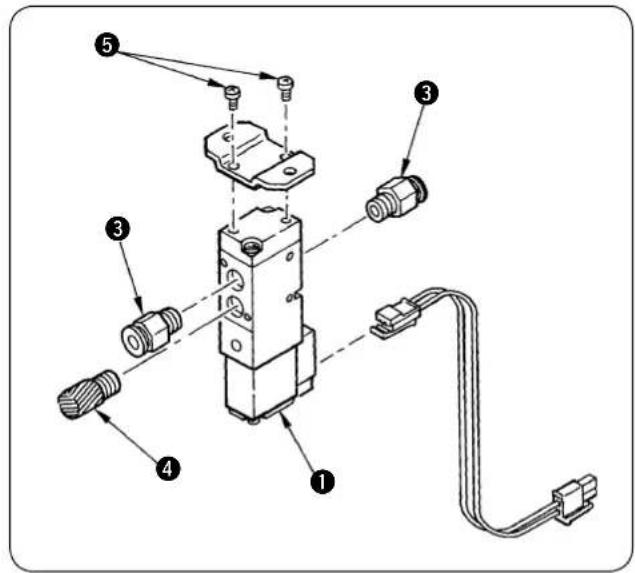
(1) Baski ayagl kaldirma solenoid valfi
1) Baglanti tabanini 2, vidalari 5 kullanarak solenoid valfe 1 takin.
2) Baglanti 3 ve susturucuyu 4 takin 6.
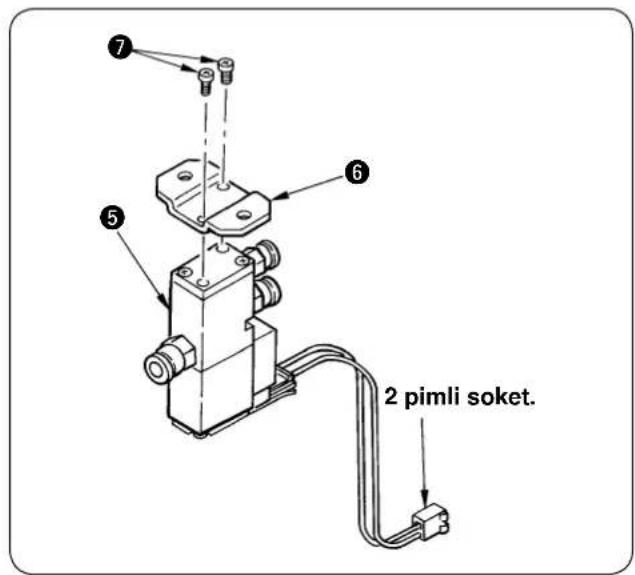
(2) İplik tansiyonu Dennisolenoid valfi Baglanti tabanini 6, vidaları 7 kullanarakolenoid valfe 5 takın.
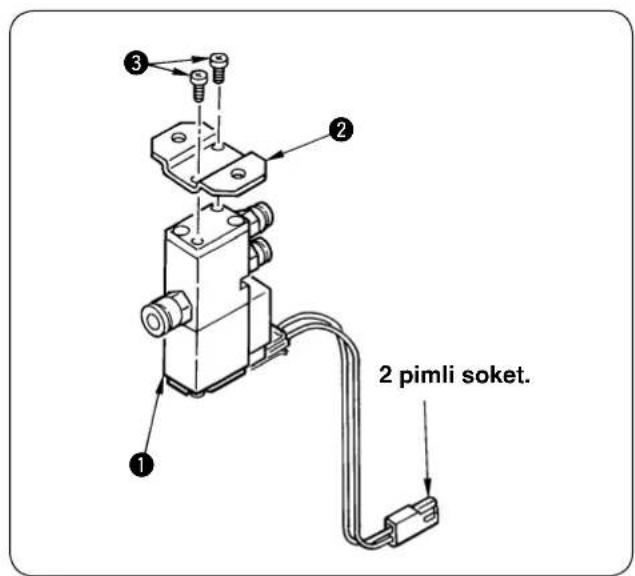
(3) Ara mandal tahrik solenoid valfi
Baglanti tabanini 2, vidalarik kullanarak solenoid valfe 1 takin.
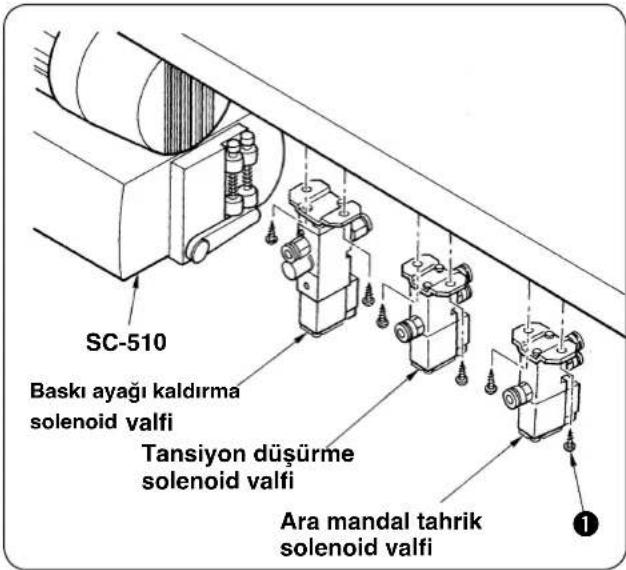
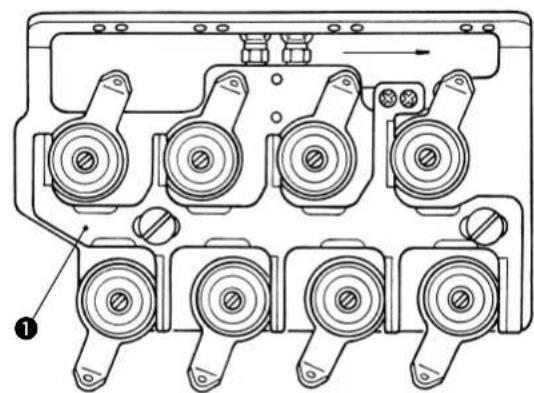
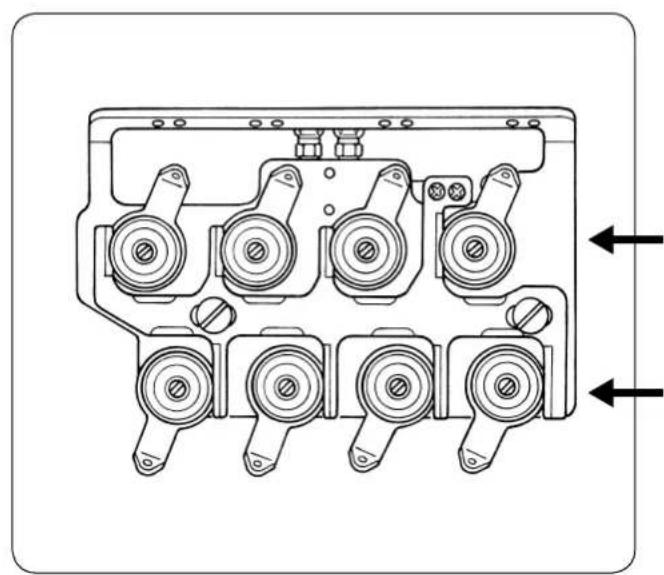
(4) Ceşitli solenoid valflerin makine tablasina takilmasi
Solenoid valfleri, tablanin alt yüzeyinde motorun yerleşirildigi bölgénin yakınina vidaları kullanarak takın.
V. PARÇALARIN DIKIŞ MAKINESİN KAFASINA TAKILMASI
1.iplik tansiyonu genel grubunutakilmasi (iplik birakma unitesi)

UYARI:
Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalari onlemek icin, her turlu calisma oncesi makinenin salterini KAPATIN.
Önci dikiş makinesine takilmişolean iplik tansiyonunuçıkartin ve iplik tansiyonu genel grubunu üst kapa-ga takin.
2. Baskı ayağı kaldırma ünitesinin takilması

UYARI:
Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalari onlemek icin, her turlu calisma oncesi makinenin salterini KAPATIN.
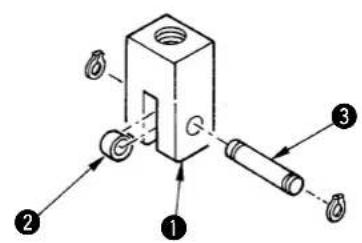
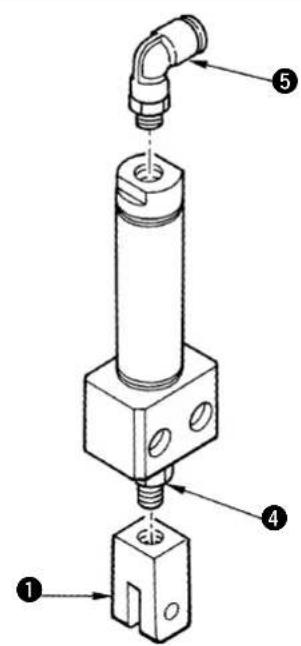
(1) Baski ayagk kalirma silindirinin takilmasi
1) Makarayi 2 ve pimi 3; silindir mafsalina 1 takin ve pimi 3 iki adet ay segmania tespit edin.
2) Silindir mafsalini 1, silindir milinin ust ucuna vidalayin.
3) Silindir mafsalinin ① konumu, silindir makine kafasina takildiktan sonra ayarlanir. Bu nedenle, en uygun konumda yerlestirin. Bu asamada kontra somunu ④ sikmayin.
4) Baski ayag kalirma silindirini ⑤ toplayin.
(2) Parçaların makine kafasina takilması
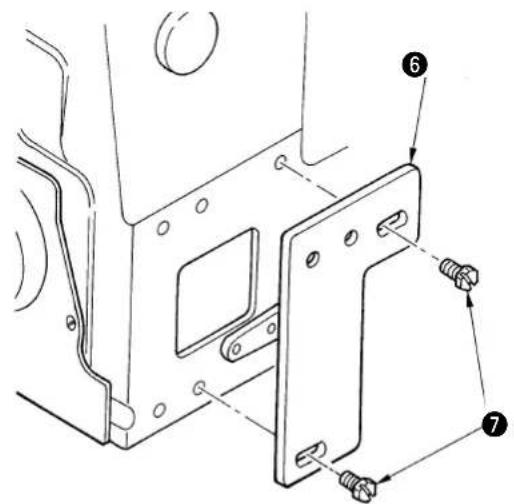
1) Baski ayagi kalirma silindirinin tespit tabanini 6, yuvanin merkezine vidalarla 7 tespit edin.
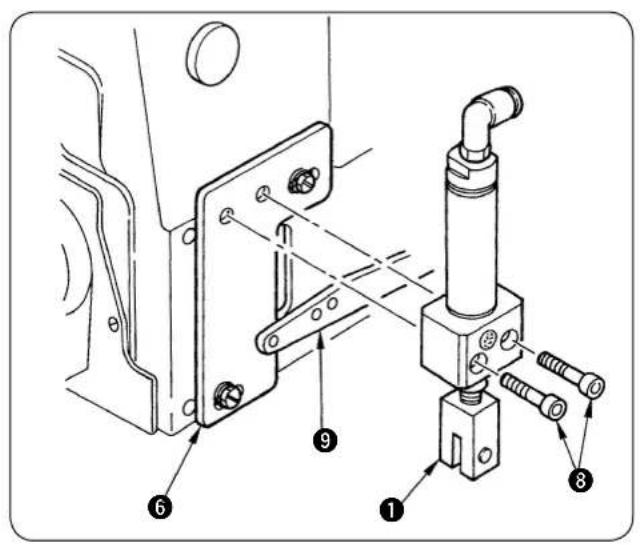
2) Vidalari ⑧ kullanarak silindiri; silindir tespit tabanina ⑥ takin. Bu islemi yaparken, baski ayagl kalirma kolunu ⑨; silindir mafsalinin ① Çatalli kisminaGPCIRIN.
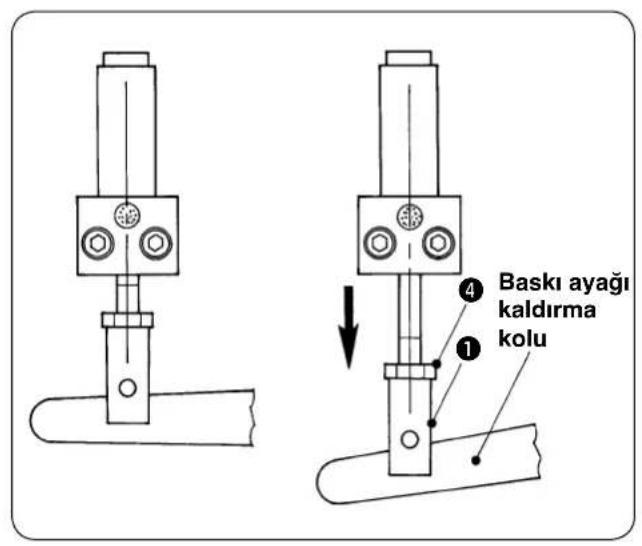
(3) Baskı ayağı kaldırma ünitesinin ayar-. alanması
1) Silindir mafsalinin ① konumunu ayarlayin. Konumu; hava silindiri kapandi zaman baski ayagi kalirma kolun alt yönunde boşluk olacak ve hava silindiri acildigi zaman baski ayagi kalirma miktari sabit kalacak sekilde ayarlayin.
2) Konum tam olarak belirlendikten sonra, kontra somundan 4 yararlanarak silindir mafsali tespit edin.
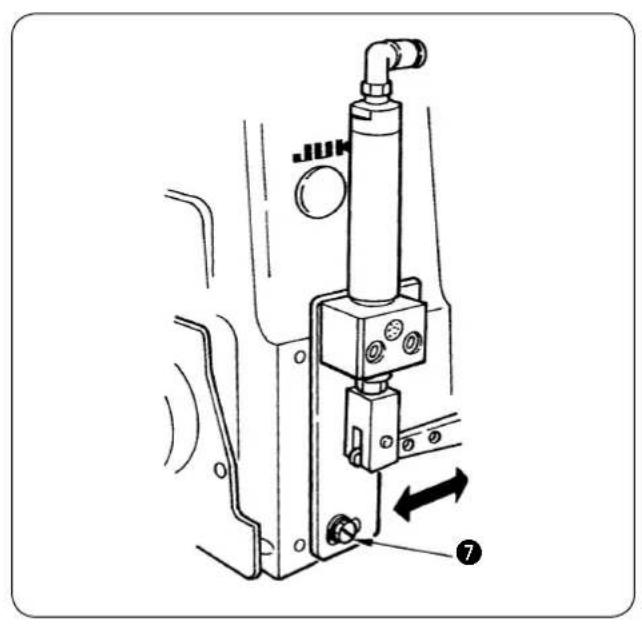
3) Sadece silindir mafsalinin ① konumundan yaralanarak uniteyi ayarlamak mumkun olmadigi takdirde; vidayi ⑦ gezetin ve baski ayagl kalirma silindiri tespit tabanini ⑥ yuvanin sinirli icinde hareket ettirerek ayar yapin.
VI. KURULUM
1. Makine kafasin takilmasi

UYARI:
Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalari onlemek icin, her turlu calisma oncesi makinenin salterini KAPATIN.
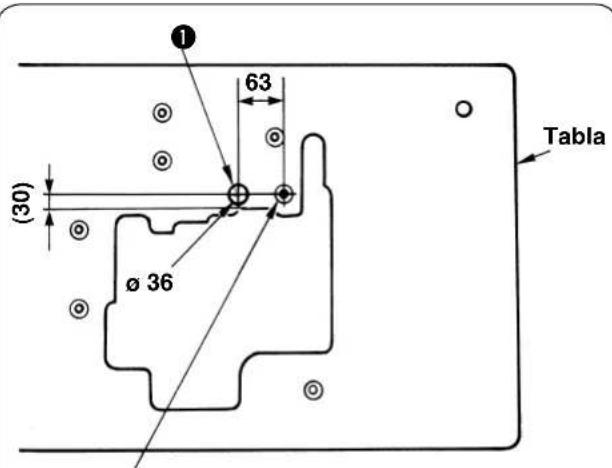
Kasa destek tablasi icin delik
(1) Makine tablasinin işlenmesi
Parca No. 11959707 olan original JUKI tabla disinda bir tabla kullandiginiz zaman, kabolarin tespiti icin bir delik ① acin.
(2) Makine kafasini kasa destek tablasina oturtun ve kayisi yerine yerleşirin.
Kayis gerginligini, SC-921 (ya da SC-510) Kullanim Kilavuzuna bakarak ayarlayin. (Dikis makinesi calistirildigi zaman kayistaki esneme fazla olursa, kayis gerginligini yeniden kontrl edin.)
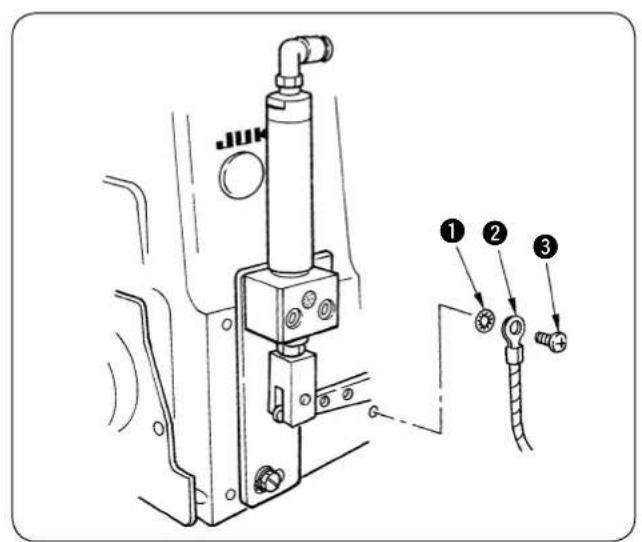
(3) Toprakhattini ② baglayin.
1) Dikiş makinesi tarafa
Topraklama isareti, dikiş makinesinin arka tarafina yerleştilmistr. Toprakhatti vida deligiine; toprakhatti 2, tirtill pul 1 ve tespit vidasi 3 sirasilyla takin.
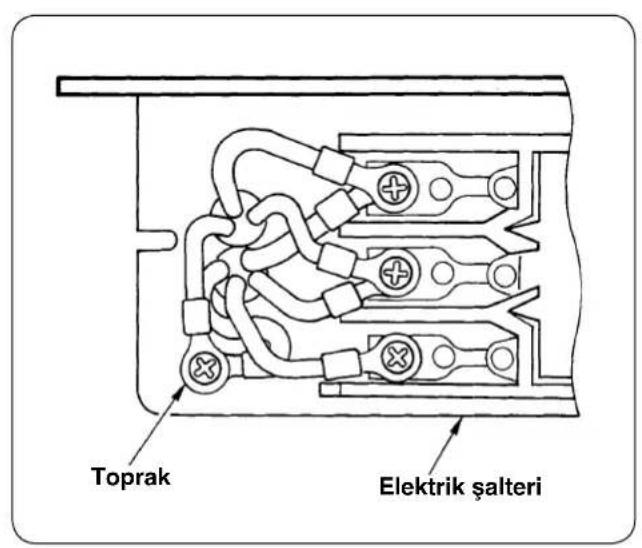
2) Elektrik salter kutusu tarafi
Makine kafasina takilmis atan toprak hattinin diger ucundaki terminali, elektrik salteri kutusunun toprak hattina baglayin.
Toprakhatti, dikis makinesinin kayisina temas etmeyecegi noktalardan gecirerek doseyin.

Butun bu islemleri, makinenin fişi prizden CIKARTILMIs durumdayken yapin.
Elektrik salterinin kapağıniinceton ve toprakhattini, sekonder taraftaki topraklama noktasina baglayin.
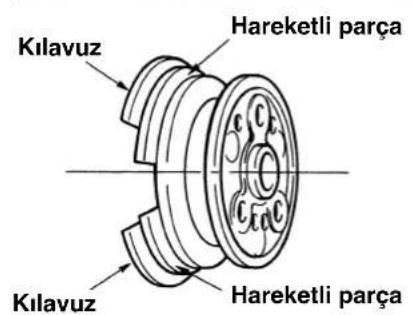
2. Senkron ünitesinin ayarlanmasi
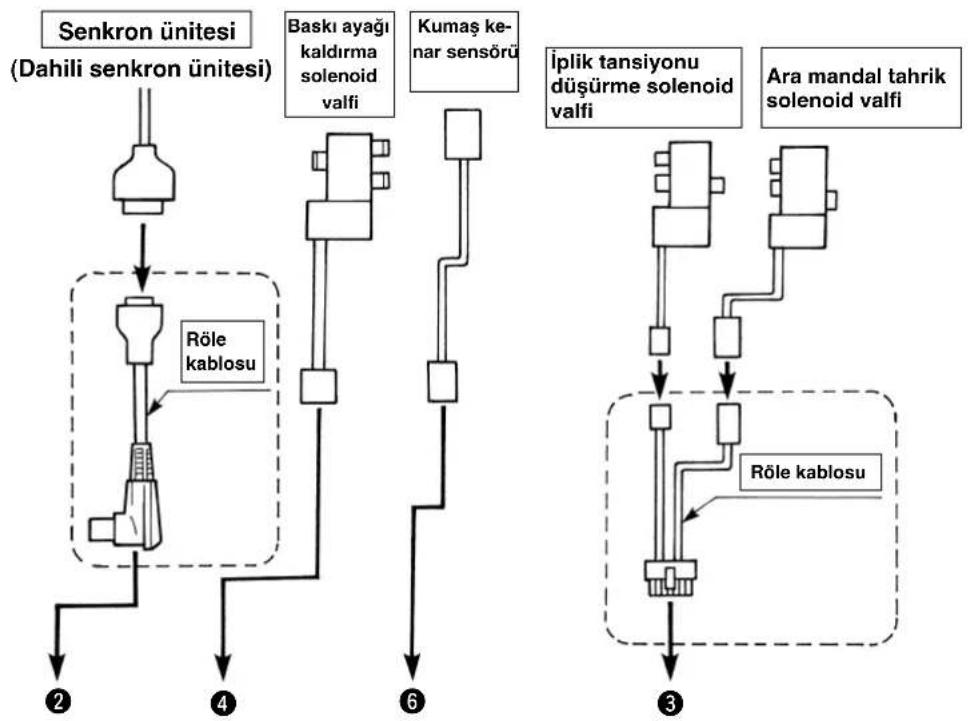
(1) Dahili senkron ünitesi ayarlama yontemi

Durma konumunun kontrol edilmesi disinda kalan BUTUN ISLEMLERİ, salter KAPATILMIŞ olarak yapın.
[ñne yukarda konumu]
1) Igneyi alt olu nokta konumuna indirmek icin, volan kasnagini elinizcevirin.
2) Ellerinizi dikiş makinesinden uzak tutun ve dikiş makinese calismaya baslasa dahi güvende olacak durumdayken, salteri ACIN.
Dikiş makinese yaklaşık yarıntur dondükten sonra durur. Bu konum,DMIŞ makinesinin üst durma konumudur.
3) Üst durma konumunu, üst lüperin hareket mesafesinin sonuna geldigi noktayla çakışıçak sekilde ayar-. layın.
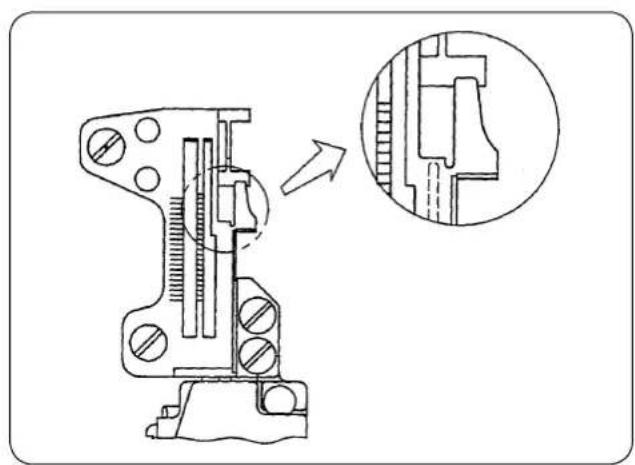
[igne aasaigida konumu]
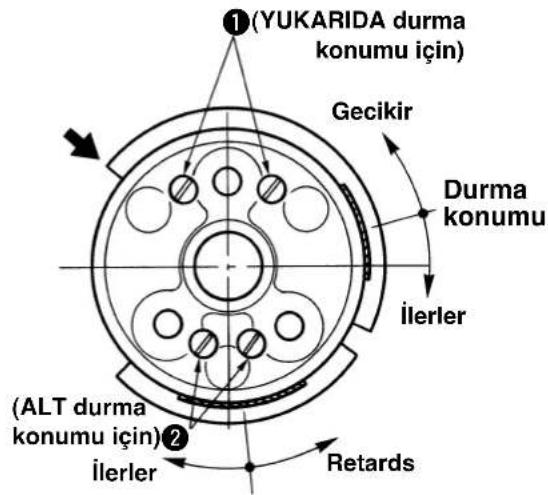
ALT durma konumunun standart noktas, kilavuz bolmü ile hareketli bolmun ayni hidaya geldigi durumdur.
[Ayar yontemi]
1) Volan kasnagi cikartin.
2) ① veya ② tespit vidasini gevsetin ve durma konumunu ileri almak icin; hareketli bolumu saat yonune cevirin. Ayar islemi tamamlandiktan sonra, tespit vidasini saglam bicimde sikin.
(Tespit vidala: UST durma konumu icin, tespit vidalar: ALT durma konumu icin)
3) Ayar islemi tamamlandigi zaman, volan kasnag ve kayis kapagini takin.
Igne yukarida durma konumunun ayarlanmasi
Igne asagida durma konumunun ayarlanmasi icin
(2) Kayis kapağınin takilması
Kayis muhafazasina, kablonunGPCirilecegi bir delik acin.
Bu bolumi yan keski veya benzeri bir takimla kesin.
(Kesilen kism capakli kalir, capaklari giderin.)
Sensör kablosunu bu deliktenGPCIRN.
Kayisi yerine yerleşirin ve kayis muhafazasini tablaya baglayin.
Sonra kayis muhafazasini kayisin uzerine alin.
3. Hava boru tesisati

UYARI: Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalari onlemek icin, her turlu calisma oncesi makinenin salterini KAPATIN.
(1) Hava borulari tesisat semasi
Hava boru tesisatini, asagida verilen tesisat semasina uygun olarak doseyin.
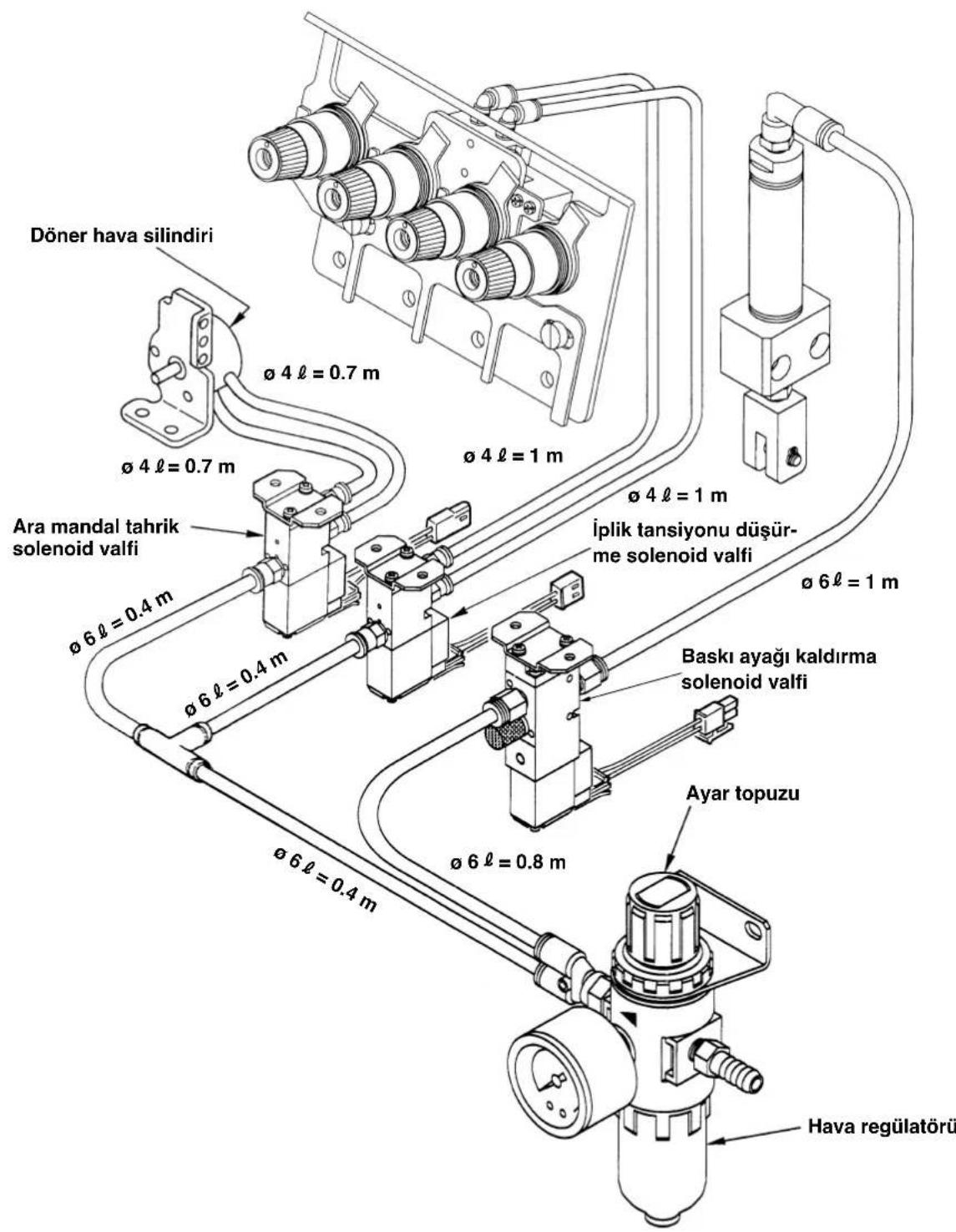
(2) Hava borularinin ve kabololarinin baglanmasi
Hava hortumlarini ve kabolari; V kayis, motor, baski ayag kalirma kolu vs. gibi hareketli makine parcalarina temas etmeyeckleri sekilde dikkatle doseyin ve spiral kanllar sararak ya da kablo baglari ile baglayarak guvenceye alin.
(3) Hava kaynakin in baglanmasi
1) Hava kaynagini, hava regulatorunun ayar topuzu gezsetilmis durumdayken baglayin.

Hava basincinin cok fazla olmasi, hava silindiri ve benzeri parcalara hasar verir.
2) Hava regulatörünun ayarlanmasi
Basinci 0.5MPa olarak ayarlayin.
Basinci ayarlamak icin, hava regulatorunun ayar topuzunu sikin.
3) Hava boru tesisatinin kontrl edilmesi
① Hava boru tesisatini, salter KAPALI durumdayken kontrl edin.
② Iplik tansiyonu duşürme plakasinin 1, üst iplik tansiyonu disklerine oturdugunu kontrol edin.
③ Plakadaki ara mandalin gerijeogrucekildigi kontrl edin.

Kullanma Kilavuzunda anlatilanlarin tersine bir durum gozlemlendiigi takdirde, havayi tahiye edin ve hava borusunbanagliantisini degistirin.
4. SC-921 soketinin baglanmasi

UYARI:
- Dikis makinesinin aniden calismasi sonucu ortaya cikabilecek yaralanmalari onlemek icin; makine uzerindeki calismalari yapmadan once salteri KAPATIN ve en az 5 dakika vya daha uzun bir surenin gecmsini bekleyin.
- Hatali kulla maha vaya yanis teknik bilgiler nedeniyle cihazlarin hasar gormesini onlemek icin; ilgili butun doketlerin belirtilen yerlere takildigindan emin olun.
-
Calisma hatasi sonucunda ortaya cikabilecek yaralanmalari onlemek icin; soket kilit tirnaklarinin yerlerine tam geçmesine;cok dikkat edin.
-
Üç Çeşit role kablosu (soketdehyşirme kablosu) kullanilmalık.
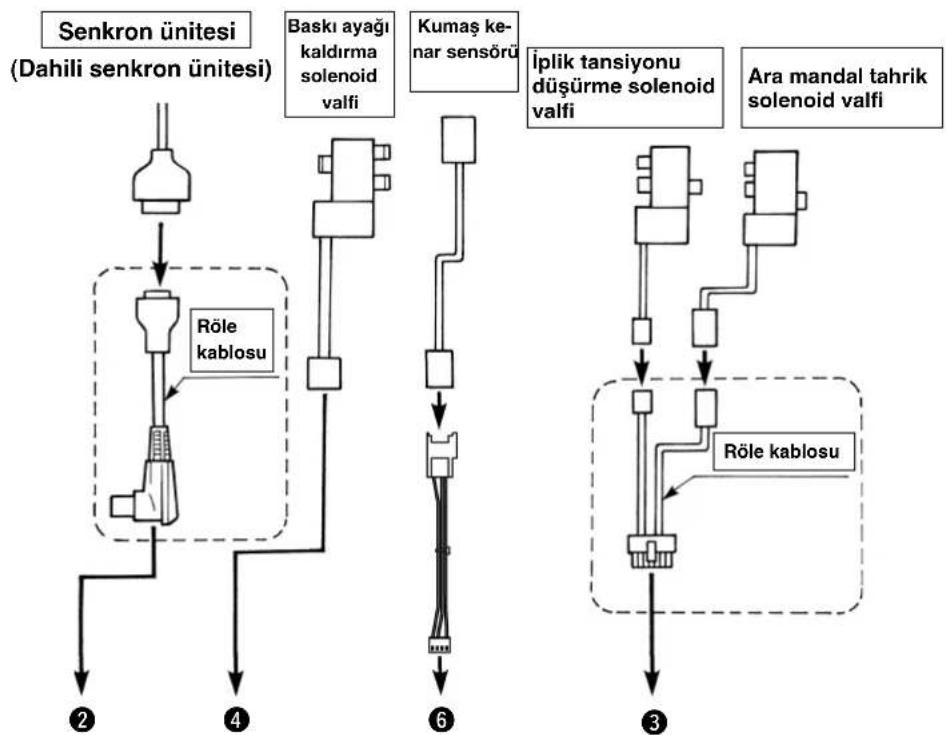
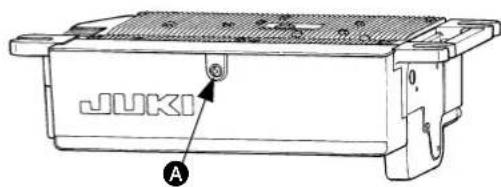
SC-921 alt kapagindaki tespit vidasini A gevsetin. Ardindan, asagidaki konektorleri bulmak icin kapagi acin. Makine kafasi konektoru nü ilgili konuma baglayin.
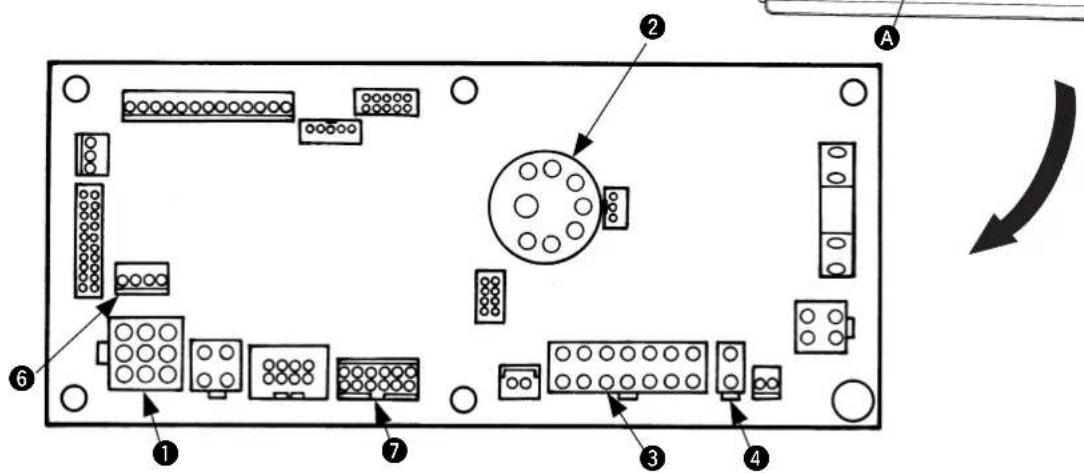
CN30:Motor sinyal soketi takilir.
CN33: Senkron unitesini baglar.
CN36:Ara mandal ve iplik tansiyonu duusirme solenoid valflerini baglar.
CN37:Baskiayaigkalirdma solenoid valfini baglar.
CN54: Kumas kenar sensorunü baglar.
7CN39:Ayakta durarak calismak icin kullanan pedali baglar (PK-70 veya benzeri)
5. SC-510 soketinin baglanmasi

UYARI:
- Dikis makinesinin aniden calismasi sonucu ortaya cikabilecek yaralanmalari onlemek icin; makine uzerindeki calismalari yapmadan once salteri KAPATIN ve en az 5 dakika veya daha uzun bir surenin gezmesini bekleyin.
- Hatali kullanma veya yanlis teknik bilgiler nedeniyle cihazlarin hasar gormesini onlemek icin; ilgili butun doketlerin belirtilen yerlere takildigindan emin olun.
-
Calisma hatasi sonucunda ortaya cikabilecek yaralanmalari onlemek icin; soket kilit tirnaklarinin yerlerine tam geçmesine;cok dikkat edin.
-
Iki çesit role kablosu (soket degişirme kablosu) kullanilmşir.
SC-510 on kapak tespit vidalari A dokulerek kapak acildiktan sonra, soketler asagida belirtilen sekilde duzenlenirler. Makine kafasinin toketlerini, ilgili terminallere takin.
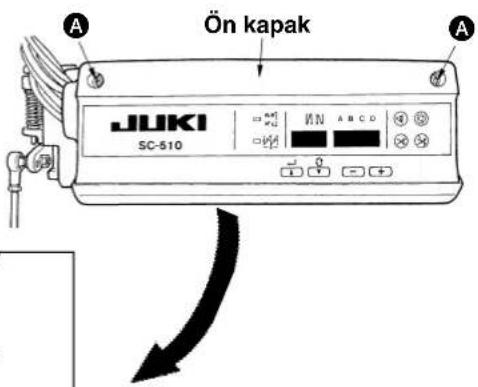
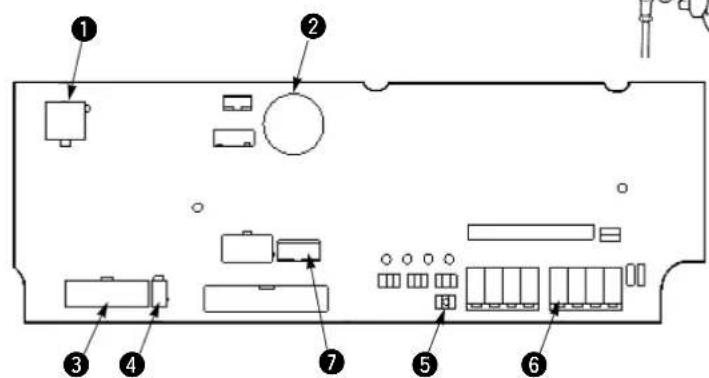
1CN30:Motor sinyal soketi takllir.
2CN33:Senkron unitesini baglar.
CN36:Ara mandal ve iplik tansiyonu duşürme solenoid valflerini baglar.
4CN37:Baskiayaikaldirma solenoid valfini baglar.
W4: Kumaskenar sensorü giriç/çikis Güç degişirme koprudur. (+12V 'a degişirir, Sonraki sayfaya bakin.
CN51:Kumaskenarsosorunu baglar.
7CN39:Ayakta durarak calismak icin kullanlan pedali baglar (PK-70 veya benzeri)
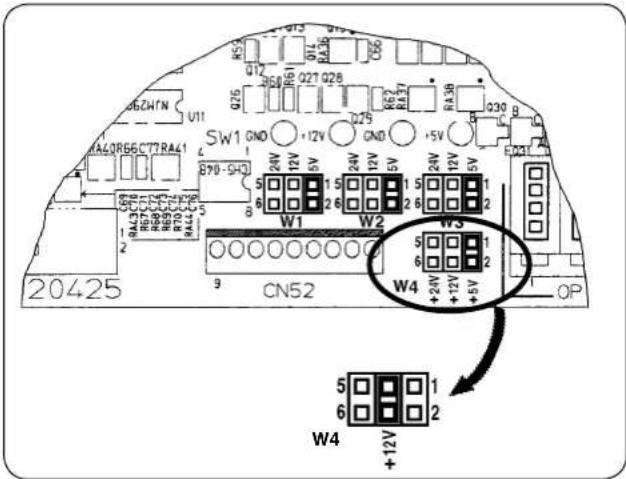
Kumaskenar sensorukoprusunu, +5 V konumunda +12V konumuna getirin.
(Fabrikadan teslimat sirasinda +5 V olarak ayarlanmistr.)

Bu duzenleme yapilmadigi muddetce, kumas kenar sensoru dokru calismaz.
6. Kumas ENTERAN SENSORUNN TAKILMASI

UYARI:
Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalari onlemek icin, her turlu calisma oncesi makinenin salterini KAPATIN.
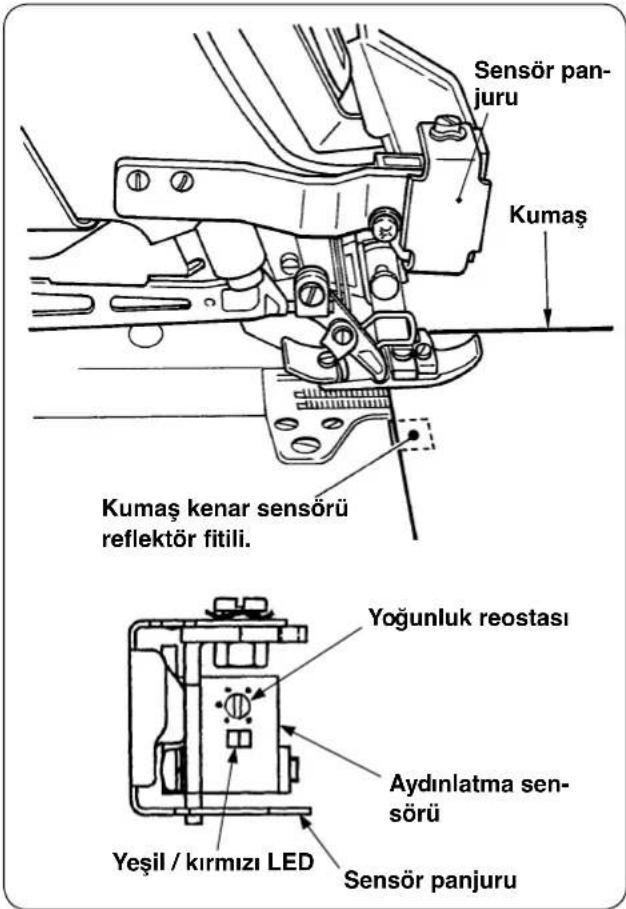
(1) Parçalarin takilmasi
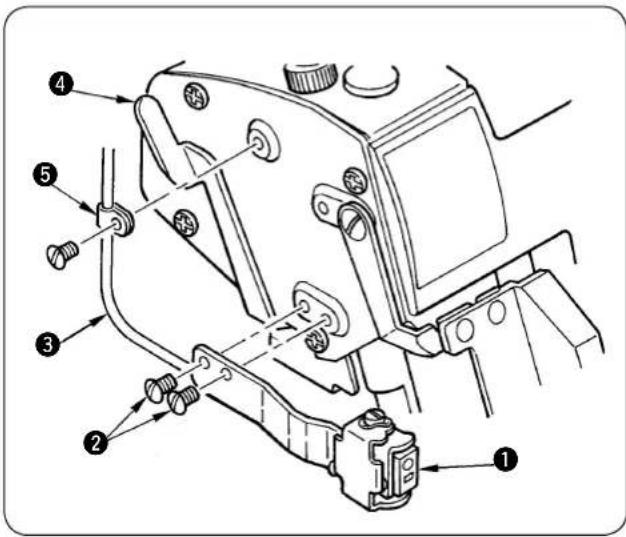
1) Aydinlatma sensörünü ①, kumasplakasinaparale olacak sekilde vidalarikullanarak takin.
2) Aydinlatma sensör kablosunu 3, baski ayagli kaldirma koluna 4 sikismayacak sekilde kablo askisi 5 ile tespit edin.
(2) Kontrol kutusu baglantisi
1) Aydinlatma sensorunun kablosunu, makine tablasinda bulunan yuvarlak delikten geleirerek, diki sakinésinin arka tarafina alin.
SC-921 'u baglamak icin; "V-4. SC-921 Soketinin Takilmasi" na bakin.
SC-510 'u baglamak icin; "V-5. SC-510 Soketinin Takilmasi"na bakin.
(3) Reflektör etiketin yapişirilmasi

UYARI:
Makinenin aniden calismasina neden olacagi ve tehlike yaratacagi icin, calistirma pedalina KESINLIK-LE BASMAYIN.
Yanlslk nedeniyle ortaya cikabilecek calismayi engellemek icin, islemin kayis cikartilmis olarak yapilmasi tavsiye edilir.
1) Reflektör etiketin yapistirilmasi ilk ilem olarak yapistirma yuzeyindeki kiri ve yağ tamamen temizleyin.
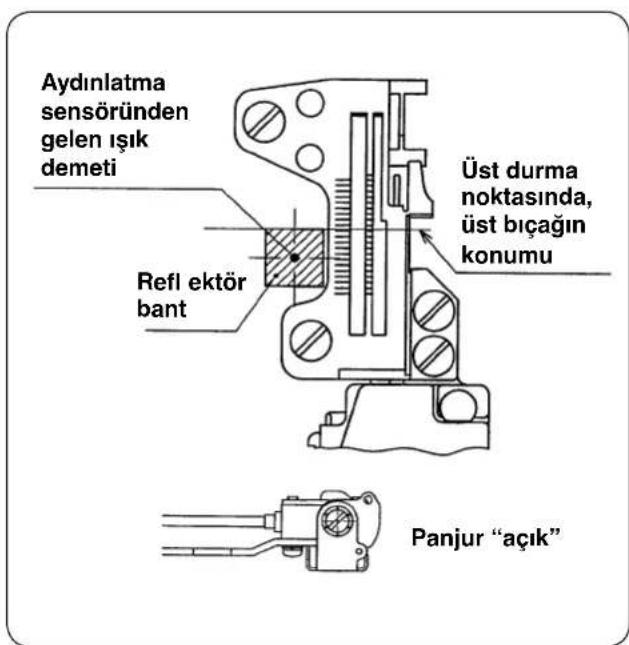
2) Reflektör etiketin yapişirma konumu : (Boyuna.Doğrultuda) Üst böçgün referans olarak alin ve fitili yapişirin. (Yana doğru) Dikiş makinesinin salterini ACIN aydinlatma sensorü kirmizi isigünin Düşerek yansişi noktaya reflektör etiketi yapişirin.
3) Aydinlatma sensorunun reflektor etikete yolladiigi isik demetininogrusal yansimasi,reflektor etiketin konumu ile uyusmadigi zaman, kumas kenar sensoru grubunun takma konumunu yeniden ayarlayin.

Butun bu islemleri, sensor panjuru "açık" * durumdayken yapın.
(4) Aydinlatma sensorı ilek yüzgünluğunun ayarlanması

UYARI:
Makinenin aniden calismasina neden olacagi ve tehlike yaratacagi icin, calistirma pedalina KESINLIKLE BASMAYIN.
Yanlilik nedeniyle ortaya cikabilecek calismayi engellemek icin, islemin kayis cikartilmis olarak yapilmasi tavsiye edilir.
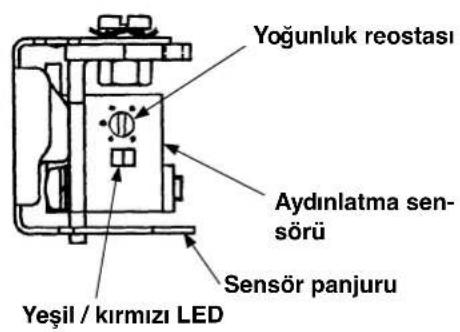
1) Aydinlatma sensorunun algilama icin gereken isik yogunlugunu, asagida anlatilan sekilde ve reostadan yararlanarak ayarlayin. Kumasiz: Yesil ve kirmizi isik yukari. Kumasli: Yesil isik yanar, kirmizi isik soner.
- Sensor panjuru soldaki cizimde gosterilen sekilde oldugu zaman "açık" konumdadir.
2) Aydinlatma sensörünün isik yogunluğunu, dikilen kumaşa gore ayarlayin.
[Ayar yontemi]
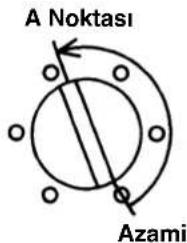
1) Sensorde kumas olmadigi zaman Yogunluk ayar reostasini, azami konumdan yavaş-yavaş isik yogunluğunun azaldigi konumaDOGRUve denge uyari lambasi (yeşilLED) sonünceye kadar cevirin. Bu konum A noktası olarak belirlenmelidir.
![JUKI LB6 - [Ayar yontemi] - 1](/content/2026/04/591805/images/688f2cdc71e9ed31d3896c4a99625eff634b403994ee4deb6f12e6cfce1445a4.jpg)
2) Sensorde kumas oldugu zaman Dikilecek olan kuması, kumasplakasinatakilmis sensorun uzerine yerleşirin. Yogunluk ayar reostasini,A konumundan yavaş-yavas 1sik yogunlugunun artigi konuma dokru ve denge uyari lambasi (yeşil LED) sonünceye kadar cevirin. Bu konum B noktası olarak belirlenmelidir.
![JUKI LB6 - [Ayar yontemi] - 2](/content/2026/04/591805/images/cc4535c18059593cd6ee0803778253334feb608bb27e2e6d3eb53a9c2381eba0.jpg)
3) Isik yogunluğu ayar reostasini, A ile B noktalarinı ortasina gelecek sekilde ayarlayin.
4) Doğrulama Aşaqidaki noktaları.Doğrulayın : Sensore kumas yerleşirilmmediği zaman : Yesil ve kirmizl isik yukari . Sensore kumas yerleşirildigi zaman : Yesil isik yanar, kirmizl isik söner . Kumas ENTERASİK.YOGUNLAK ayari tamamlanmistir.
VII. KULLANMA YONTEMI
Makinenin arizalanmasini/hasar gormesini onlemek icin, asagida belirtilen hususlar kontrol edin.
- Ilk kurulumdan sonra, makineyi hizmete almadan önce; makineyi tamamen temizleyin.
- Nakliye sirasinda makinede biriken tozu temizleyin ve makineyi yağlayin.
- Voltaji kontrol edin veDOGRUdegerayarlandigindan emin olun.
- Fisin prizedoğanbicimde takildigindan emin olun.
-
Makineyi belirtilen veDOGRU olan voltaj degeri disindaki bir voltajla asla kullanmayin.
-
Makinerin yağlama talimati, ignerin takilması, baskı ayag basincin ayarlanması, baskı ayagıninçıkartilmasi, diki uzunluğunun ayarlanması, farkı besleme ayari, yüzak ve üst üste dikiş ayari gibi her makineye özgü farkı ayarlar ve makine kafasin temizlenmesi, yüz滤resi ve pompa suşgecinin degistirilmesi gibi özel bakim ilemleri, makinerin standart Kullanma Kilavuzlarina gü rapilir.
1.iplik takilmasi

UYARI: Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalari onlemek icin, her turlu calisma oncesi makinenin salterini KAPATIN.
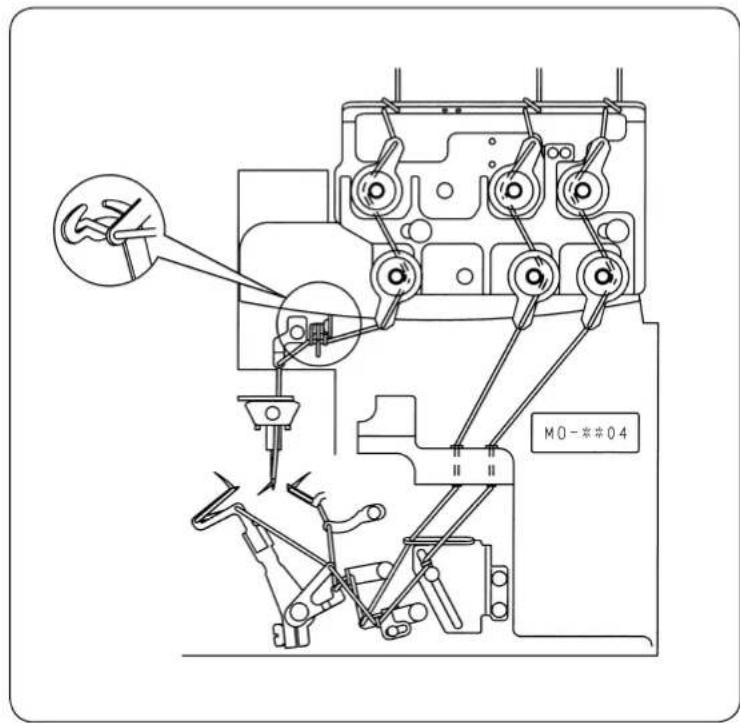
Makine kafasina, cizimde gosterilen sekilde iplik takin.
(iplik geleirme semasi, ayrca luper kapaginn arkasina da yapistirilmisir.)
2. Pedalin calismasi

UYARI: Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalardan korunmak icin, ellerinizi, saclarinizi ve elbiselerinizi, makinenin donen parcalarindan ve igne giris alanindan uzak tutun.

Salter acildigi zaman dikis makinesi calisir ve makinenin ut olu noktasini tespit etmek icin yarim ila bir tur kadar doner. Elleriniz, saclariniz veya elbiseleriniz bu donen parcalara kapir veya igne giris bolgesinde kalira, parcalanna veya yaralanmalarla sonuclanan, daha once de belirtilen turde kazalar ortaya qikar.
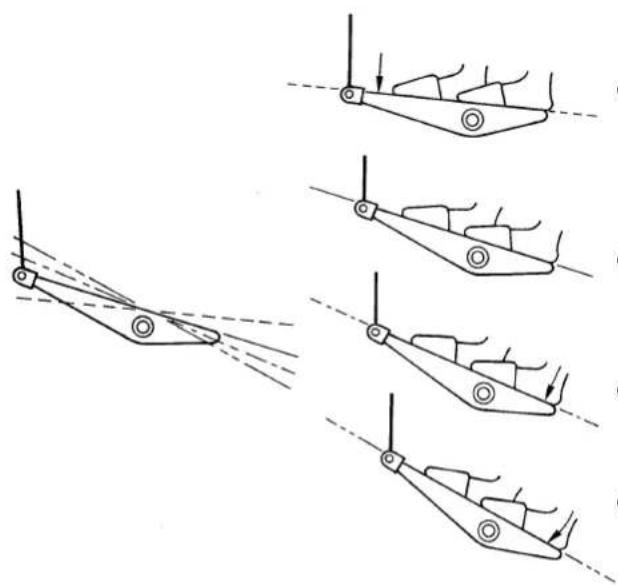
Pedalin on tarafina basilmasi--Dikiş makinesi calisir.
Pedal bosta. Dikis makinesi durur.
Pedalin arka tarafina basilmasi -- Baski ayagiyukari gider. (Baski ayagiaasaiginer.)
4 Pedalin arka tarafina tam basilmasi -- Baski ayagl kaldirma ve iplik kistirma islemi baslatilr. (Sadece dikis baslangicinda kullanin. Bu islemi, diki slik dikme sirasinda uygulamayin.)

Pedalin arka tarafina tam olarak basilmasi 4, iplik kistirma isleminin baslatilmasini saglar. Bu nedenle eger bu islem 4 dikis dikme sirasinda uygulanirsa; dikise tekrar baslanirken "diki baslangici iplik tansiyonu duusurme islevi"GPCklestirilir. Bu islemi 4, dikis dikme sirasinda uygulamayin.
3.iplik kistirma dikis islemi
SC-921
SC-510
(1) SC-921 (ya da SC-510) ekraninin onaylanmasi
SC guç salterini actiktan sonra ekranda "----" güruldügünü kontrol edin.
Görülmüyorsa, SC-921 (ya da SC-510) ayarlarini tekrar kontrol edin.
(2) Kumasin yerleştilmesi ve kumasdenar sensörünün.Doğrulanması
1) Igneyi ve baski ayagini kalirmak icin, calistirma pedalinin arka tarafina basin.
2) Dikilecek kuması ust bicağın alta yerleştin ve gidebildigi kadar ileri aln.
Bu islem sirasinda, aydinlatma sensorü ile ilgili su hususlarıogrulayin:
Kumasile:YeisivelkirmiziIsikyukari.
Kumassiz: Yesil isik yanar, kirmizi isik soner.
- Sensor panjuru soldaki cizimde gosterilen sekilde oldugu zaman "açık" konumdadir. Çalıstirma pedali birakildigi zaman, baski ayagli asaglya iner.
3) Aydinlatma sensör ekrani normal olmadigi zaman, "VII-1. Kumas ENTERIREFI EKTER etiketinin yeniden yapistirilmasi" veya
"Vi-6 (4) Aydinlatma sensoru isik yogunlugunun ayarlanmasr' bolumlirine bakin.
(3) Calistirma
Calistirma pedalinin on tarafina basildigi zaman, dikiş makinesi calismayaistar.

- Kumas sensore erisemezse; pedala bassaniz dahi dikis makinesi calismaz. Bu nedenle kumasin onceden belirlenmis konuma hatasiz yerlestirilmesi sartir.
- Dikiş sirasinda baski ayagini kaldirmak icin, calistirma pedalinin arka tarafina basin. (Pedalin arka tarafina tam basmayin.)
(4) Dikiş Sonu
1) Kumasin kenari sensore eristigi zaman, iplik kistirma islemi otomatik olarak baslar. Dikiş makinese, iplik kistirma islemini uygulayarak belirli adette dikişi diker, sonra dikiş makinese durur ve baskı ayagı yukari kalkar.

Otomatik iplik kistirma islemi ile dikis dikilirken calistirma pedali biraklsa dahi, dikis makinesi durmaz.
Acil durumlarda salteri KAPATIN.
2) Gevsek zincir dikiş hizı ayari (otomatik) ve dikiş sonundaki ilmekayoı icin, SC-921 icin bakıniz "II-4.iplik kistirma ilev parametrelerinin yapilabilir ayarlari" ve " II-5. Farkl ayarlarin degişirme yontem", ya da SC-510 icin "III-4.iplik kistirma ilev parametrelerinin yapilabilir ayarlari" ve "III-5.Farkl ayarlarin degişirme yontemi".
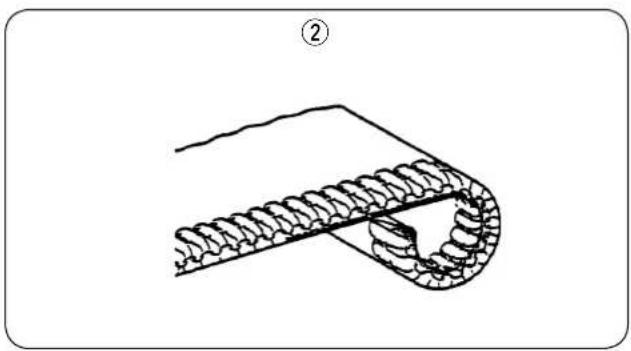
(5) Bosta kalan kistirma ipliginin kumaştan kesilmesi
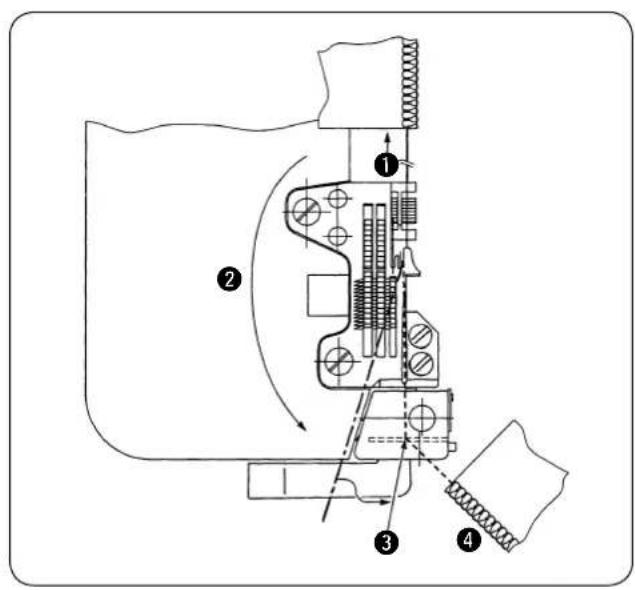
① Bosta kalan kistirma ipligi, kendinizden uza-ga dokru dikiş kenarindan cekin. (Kistirma ipligi, plaka mandalindan disari gelecek kadar cekilmelidir.)
② Kistirma ipligi, transport dislisine takilmaya-cak sekilde doseyin.
③ Kistirma ipligiini, iplik kistirma baski plakasinin alta yerleşirin.
* Kistirma ipligiini kendinize.Doğru cekin ve gergin sekilde yerleşirin.
④ Kistirma ipligi plakanin kanalina girdikten sonra en sagaDOGRU cekildigi zaman, sabit biçak kistirma ipligini kumasstan keser.
4. Dikişin ayarlanması
(1) Dikisler
Dikisleri ayarlayan iplik tansiyonu kontrol elemanlari; iplik tansiyon kontrolunun iki alt kademesinden birisini olustururlar.
Ust kademe : Kistirma ile dikis icin
Ust kademedeki iplik tansiyonu kontrl elemanlari, boşa kalan kistirma ipligi ile dikis icin kullanilirlar.
Alt kademe : Dikiş icin
Kontrol elemanlarini, istenilen dikiş elde edilecek sekilde ayarlayin.
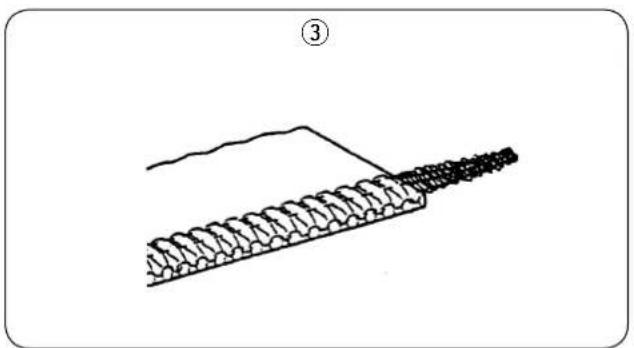
(2) Bosta kalan iplik
Bosta kalan ipligin en cok tercih edilen durumu, gevsek zincirlemedir. ipligi, iplik tansiyonu kontrl elemanlari ile ust kademede ayarlayin.
5.iplik kistirma islev parametrelerinin ayarlanması.
(1)iplik kistirma baski yayi basincinin ayarlanmasi
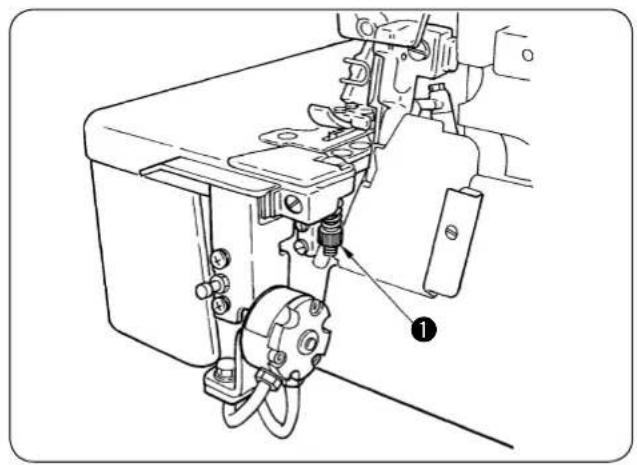
iplik kistirma baski ayarini, basinç ayar vidası ① ile yapın.
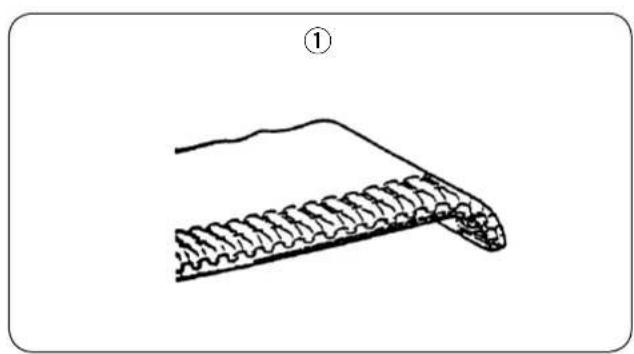
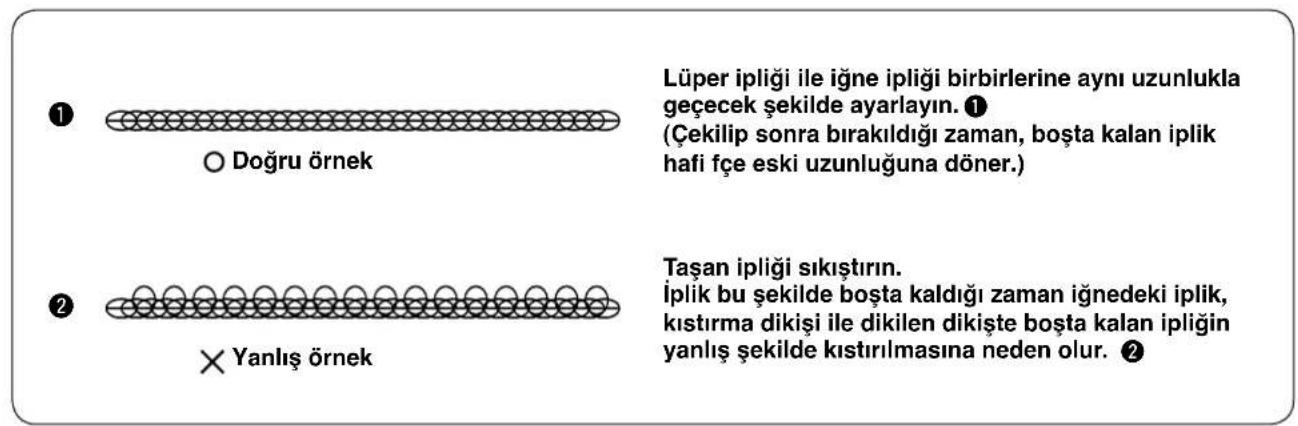
① Yayin sertligini, malzeme kenarindaki iplik dikiş baslangında Çizimde ① gosterildigi gibi hatınce asagıya.Doğruçekilecek sekilde ayarlayin.
② Dikiş baslangında boşa kalan iplik,DMIŞin icine girmedişi ve disariya taskı zaman, yayın basincini artırın.
③ Dikiş baslangında boşa kalan iplik,DMIŞinicone girmedişi ve disariya taşkı zaman, yayın basincini artirin.
6. Kılıstirma ile iplik seksmenin ve tatsächınin/DDiştin/DDiştinilmesi (Sensor panjuru)
Kumas Kenar sensorun panjuru acilip/ katilarak, diki makinesi iplik kistirma ile vya duz diki icin kullanilabilir.
Donertip panjurunacilmasi/kapanmasi.
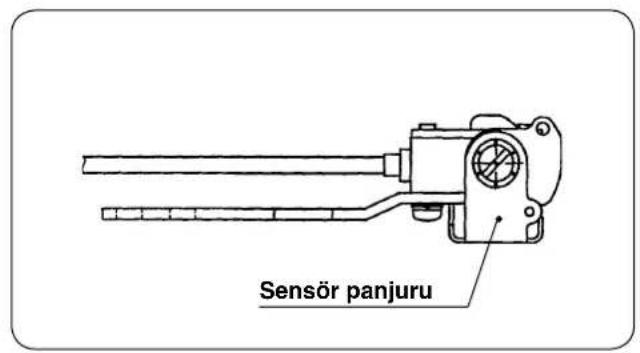
1) Panjur "açık" Dikiş makinesi, iplik kılıtrma ile dikiş dikmek icin kullanı.
(Sensore kumas yerlestirilmedigi zaman, calistirma pedalinin on tarafina basilsa dahi dikiis makinesi calismaz.)
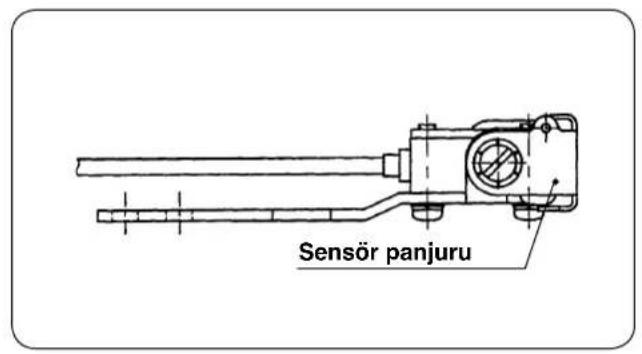
2) Panjur "kapali" Dikiş makinesi yüzDMIŞkış ileçn kullanı bilir. (Kumas olup olmadığınbakilmaksınmakine calisir.)

Kumaskenari sensor panjurunun kapatilmasi (duz dikis) durumunda; pedalin arka tarafina tam basildiktan sonra, dikis makinesinin ilk ACIILISINDAN sonra ilk dikis baslangicinda iplik tansiyonu dusurulur ve makine yasa baslatilir.
Yava baslatma dikis adedini "0" olarak secmek ve dikis baslangicindaki iplik tansiyonu dusurulerek dikilen dikis adedini duzenlemek zorunluluugundan kurtulmak mumkundur.
VII. BAKIM
1. Kumaskenar sensoru reflecttor etiketinin degistirilmesi

UYABI:
Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalardan korunmak icin, ellerinizi, saclarinizi ve elbiselerinizi, makinenin donen parcalarindan ve igne giris alanindan uzak tutun.
Dikilen kumas, daima reflektor etikete temas eder. Bu durum etiket yuzeyinin asinmasina ve reflektor kaplamadaki isik yansitma veriminin duimesine neden olur. Etiket yaprandigi zaman, yenisi ile degistirilmesi sartir. Etiketin isik yansitma veriminin duimesi, diki baslangicinda dikis makinesine kumas yerlestirildigi zaman makinenin calismamasina veya bosta kalan ipligin yumusak zincirlenmesine engel olur. Bu durumda bosta kalan iplik kistirma islevi hatali hare gelir. Etiketin yansitma verimi sensor konumunun ayarlanmasi ile arttilamadiigi takdirde, asinmis etiket cikartilmali ve kumas plakasin yenisit takilmalidir.
1) Eski etiketi kumasplakasindan cikartin.
2) Kumasplakasinda etiketin yapistirildigi alanin butun yagini ve kirini tamamen temizleyin ve ayni yeteni etiketi yapistirin.

Reflektor etiket degistirildkten sonra, sensor isik yogunlugunu ayarlayin.
Sensor išk yogunlugunun ayarlanmasi icin; "VI-6-(4) Aydinlatma sensörü išk yogunlugunun ayarlanmasi" paragrafina bakin.
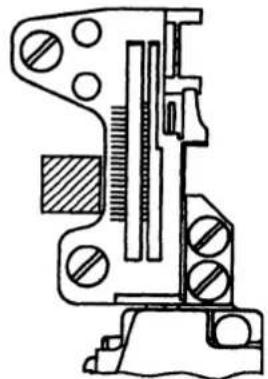
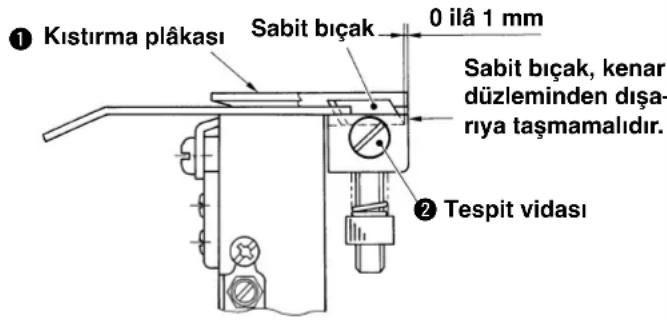
2. Sabit bucagin degistirilmesi

UYABI:
Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmalardan korunmak icin, ellerinizi, saclarinizi ve elbiselerinizi, makinenin donen parcalarindan ve igne giris alanindan uzak tutun.
Sabit biçak boşa kalan ipligi kesemez hale geldigi zaman, sabit biçagli degistirin.
Sabit biçagī degişirirken,;cok keskin olan biçak ağzinin elinizi késmemesi icin gereken özeni gõsterin.
1) Sabit biçagin进展情况; kistirma plakasinı yukari kaldirin ve cevirir.
2) Tespit vidalarini 2 dokun ve sabit biçagı degişirin.

Sabit biçagli takarken, taban yüzüne temas edecek sekilde yerine oturtun. Kistirma plakasi yukari kalkarsa, boşa kalan ipligin tutulma ilemi, gereken sekildeGPCleşstelliremez.
3. Ara mandali ayarlanmasi

UYARI:
Makinenin aniden calismasi sonucu ortaya cikabilecek yaralanmaları onlemek icin, her turlu calisma oncesi makinenin salterini KAPATIN.
Igne giris konumu
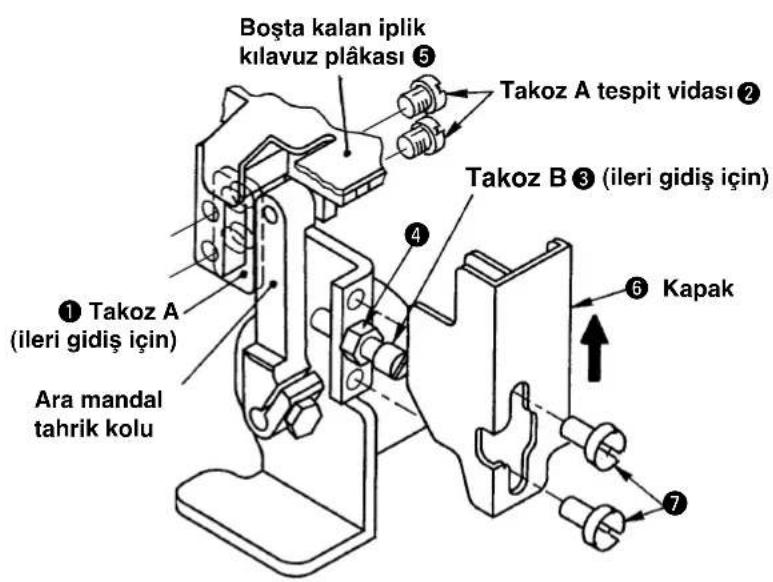
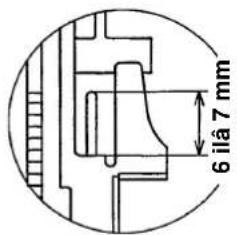
(1) Ara mandalçikinti miktarinin ayarlanmasi
Ara mandalı, plakadan 6 ilà 7 mm disariya taşacak konuma getirmek icin, A takozundan 1 yararlın. Bu islem sirasinda, takoz A tespit vidalarini 2 sikarak, dizleme temas etmesini saglayın.
(Ayar ilemi B takozu ③ ile yapildigi zaman, 6 ilà 7 mm taşma miktari daha kolay elde edilir, ayar yapildiktan sonra A takozu ③ dizlemle temas edecek hale getirilir.)

Ara mandalin cok fazla tasmasi, ignenin kirilmasina yol acar. Bu nedenle, dikkatli olun.
(2) Ara mandal gericekilme miktarinin ayarlanmasi
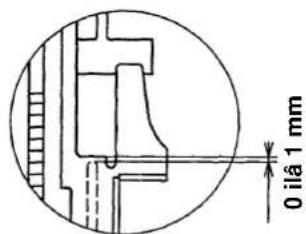
Igne giris konumu
Ara mandal plakadan 0 ilà 1 mm gerye Çekilecek konuma getirmek icin, B takozundan ③ yararlanin. Ayari yaptiktan sonra, B takozunu ③, somunla ④ tespit edin.
(Şlem B takozunu 3 ayarlayarak ve ara Mandal üst uçunu plaka ile�能i hizaya getirerek daha kolay sekilde yapilir ve sonra B takozu 1/2 ila 3/4 tur gezeti-lir.)

Ara mandalin cok fazla gerije cekilmesi, hareketin aksamasina yol acar. Bu nedenle, dikkatli olun.
(3) Kapaçın takilması
Kapaça 6 ok isareti yönunde hafifçé bastirin, boşta kalan iplik kilavuz plakasina 5 temas etmesini saglayin ve tespit vidaları 7 ile tespit edin.
IX. iPLiK KISTIRMA iSLEMI SIRASINDA ORTAYA CIKAN SORUNLARIN GIDERILMESi iCIN ONLEMLER
1. SC-921 kullanyorsaniz
| Konular, sorunlara seksilitir. | Bilgi sayfası |
| 1. Boşta kalan iplik ileeriye yüzgün sekilde sarilmadiği zaman: | |
| ① Boşta kalan iplik geleşek zincirinin yapınma durumu | p.41 |
| ② İplikkırmabaskı yaya basincinin artırilması | p.42 |
| ③ Başlangkında tansiyon yüzürilmalık olarak dikilecek dikiş adedin artırilması. | p.8, 12 |
| ④ Başlangkında yapaş calisma yüzüncü azaltın. | p.8, 10 |
| ⑤ Yapaş baslatma dikiş adedin artırilması | p.8, 10 |
| 2. Dikiş baslangkında ilene iplik tansiyonu yüzıruldalık zaman | |
| ① Tansiyon yüzürilmalık olarak dikilecek dikiş adedin azaltilması. | p.8, 12 |
| ② Başlangkında yapaş calisma yüzüncü azaltın. | p.8, 10 |
| ③ Yapaş baslatma dikiş adedin artırilması | p.8, 10 |
| IplikkırmıMLEmlıç ilemigi:yapınrdenk,dikiş baslangkında iplik tansiyonunun bir veya ilki:dikiş icinduşurilmesi suretiyle,ipliçınkesin olarakkırmılması,mümkundır. | |
| Kontrol edilecek dheg hususlar : | |
| ①kırmuduzenlememodu seçilmiş mi?p.8 | ilà 12 |
| ②Yapaş baslatma yüzlenmiş mi? | p.8 ilà 12 |
| ③kırmopalakasi kalkıyor mu? | p.44 |
| ④ İplik tansiyon plakasi sürtinme olmaksizın normal caligiyor mu? | p.26, 32 |
| ⑤Dikilecek kuması, üst�能胜任 altinda gidebildigi yere kadar itilmiş mi? | p.35 |
2. SC-510 kullanyorsaniz
| Konular, sorunlara kılıktı. | Bilgi sayfası |
| 1. Boşta kalan iplik ileeriye yüzgün seksilde sarilmadiği zaman: | |
| ① Boşta kalan iplik geleşek zincirinin yapilma durumu | p.41 |
| ② İplikkırmia baskı yaya basincinin artırilmasi | p.42 |
| ③ Başlangkıta tansiyon yüzürilmüş olarak dikilecek dikiş adedin artırilmasi. | p.19, 23 |
| ④ Başlangkıctaki yapaş calisma yüzüncü azaltın. | p.19, 21 |
| ⑤ Yapaş baslatma dikiş adedin artırilmasi | p.19, 21 |
| 2. Dikiş baslangkında ilene iplik tansiyonu yüzüruldalık.zaman | |
| ① Tansiyon yüzürilmüş olarak dikilecek dikiş adedin azaltilmasi. | p.19, 23 |
| ② Başlangkıctaki yapaş calisma yüzüncü azaltın. | p.19, 21 |
| ③ Yapaş baslatma dikiş adedin artırilmasi | p.19, 21 |
| ④ İplikkırmia ilemi:yapilirken,dikişbaslangkında iplik tansiyonunun bir veya iki)dikiş icinduşürilmesi suretiyleipliğinkesin olarakkınlmasimumkündür. | |
| Kontrol edilecek dhehuslar : | |
| ①kırmia duzenleme modu seçilmiş mi?p.19 | ilà 23 |
| ②Yapaş baslatma duzenlenmiş mi? | p.19 ilà 23 |
| ③kırmia plakasi kalkıyor mu? | p.44 |
| ④ İplik tansiyon plakasi surtünme olmaksizın normal caligiyor mu? | p.26, 32 |
| ⑤Dikilecek kuması, üst�能gin altinda gidebildigi yere kadar itilmiş mi? | p.35 |
JUKI
JUKI株式会社
縫製機器ルト
206-8551東京都多摩市鶴牧 2-11-1