
EASY MIG 180 - Welding machine LINCOLN ELECTRIC - Free user manual and instructions
Find the device manual for free EASY MIG 180 LINCOLN ELECTRIC in PDF.
User questions about EASY MIG 180 LINCOLN ELECTRIC
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Welding machine in PDF format for free! Find your manual EASY MIG 180 - LINCOLN ELECTRIC and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. EASY MIG 180 by LINCOLN ELECTRIC.
USER MANUAL EASY MIG 180 LINCOLN ELECTRIC
natural_image
Line drawing of an electric welding torch connected to a cable, with no visible text or symbolsFor use with machines having Code Numbers:
11173 thru 11506, 11550, 11658

Register your machine:
www.lincolnelectric.com/register
Authorized Service and Distributor Locator:
www.lincolnelectric.com/locator
Save for future reference
Date Purchased
Code: (ex: 10859)
Serial: (ex: U1060512345)
THANK YOU FOR SELECTING A QUALITY PRODUCT BY LINCOLNELECTRIC.
PLEASE EXAMINE CARTON AND EQUIPMENT FOR DAMAGE IMMEDIATELY
When this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, claims for material damaged in shipment must be made by the purchaser against the transportation company at the time the shipment is received.
SAFETY DEPENDS ON YOU
Lincoln arc welding and cutting equipment is designed and built with safety in mind. However, your overall safety can be increased by proper installation ... and thoughtful operation on your part. DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT. And, most importantly, think before you act and be careful.

WARNING
This statement appears where the information must be followed exactly to avoid serious personal injury or loss of life.

CAUTION
This statement appears where the information must be followed to avoid minor personal injury or damage to this equipment.

KEEP YOUR HEAD OUT OF THE FUMES.
DON'T get too close to the arc. Use corrective lenses if necessary to stay a reasonable distance away from the arc.
READ and obey the Safety Data Sheet (SDS) and the warning label that appears on all containers of welding materials.
USE ENOUGH VENTILATION or exhaust at the arc, or both, to keep the fumes and gases from your breathing zone and the general area.

natural_image
Illustration of a person in protective gear using a welding torch to drive a red flame (no text or symbols)IN A LARGE ROOM OR OUTDOORS, natural ventilation may be adequate if you keep your head out of the fumes (See below).
USE NATURAL DRAFTS or fans to keep the fumes away from your face.
If you de velop unusual symptoms, see your supervisor. Perhaps the welding atmosphere and ventilation system should be checked.

natural_image
Silhouette of a person wearing a welding helmet and holding a tool, no text or symbols presentWEAR CORRECT EYE, EAR & BODY PROTECTION
PROTECT your eyes and face with welding helmet properly fitted and with proper grade of filter plate (See ANSI Z49.1).
PROTECT your body from welding spatter and arc flash with protective clothing including woolen clothing, flame-proof apron and gloves, leather leggings, and high boots.
PROTECT others from splatter, flash, and glare with protective screens or barriers.
IN SOME AREAS, protection from noise may be appropriate.
BE SURE protective equipment is in good condition.
Also, wear safety glasses in work area AT ALL TIMES.

SPECIAL SITUATIONS
DO NOT WELD OR CUT containers or materials which previously had been in contact with hazardous substances unless they are properly cleaned. This is extremely dangerous.
DO NOT WELD OR CUT painted or plated parts unless special precautions with ventilation have been taken. They can release highly toxic fumes or gases.
Additional precautionary measures
PROTECT compressed gas cylinders from excessive heat, mechanical shocks, and arcs; fasten cylinders so they cannot fall.
BE SURE cylinders are never grounded or part of an electrical circuit.
REMOVE all potential fire hazards from welding area.
ALWAYS HAVE FIRE FIGHTING EQUIPMENT READY FOR IMMEDIATE USE AND KNOW HOW TO USE IT.

SECTION A: WARNINGS

CALIFORNIA PROPOSITION 65 WARNINGS

WARNING: Breathing diesel engine exhaust exposes you to chemicals known to the State of California to cause cancer and birth defects, or other reproductive harm.
- Always start and operate the engine in a well-ventilated area.
- If in an exposed area, vent the exhaust to the outside.
- Do not modify or tamper with the exhaust system.
- Do not idle the engine except as necessary.
For more information go to www.P65 warnings.ca.gov/diesel
WARNING: This product, when used for welding or cutting, produces fumes or gases which contain chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code § 25249.5 et seq.)

WARNING: Cancer and Reproductive Harm www.P65warnings.ca.gov
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of "Safety in Welding & Cutting - ANSI Standard Z49.1" from the American Welding Society, P.O. Box 351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of "Arc Welding Safety" booklet E205 is available from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY BY QUALIFIED INDIVIDUALS.

FOR ENGINE POWERED EQUIPMENT.
1.a. Turn the engine off before troubleshooting and maintenance work unless the maintenance work requires it to be running.

1.b. Operate engines in open, well-ventilated areas or vent the engine exhaust fumes outdoors.
1.c. Do not add the fuel near an open flame welding arc or when the engine is running. Stop the engine and allow it to cool before refueling to prevent spilled fuel from vaporizing on contact

with hot engine parts and igniting. Do not spill fuel when filling tank. If fuel is spilled, wipe it up and do not start engine until fumes have been eliminated.
1.d. Keep all equipment safety guards, covers and devices in position and in good repair. Keep hands, hair, clothing and tools away from V-belts, gears, fans and all other moving parts when starting, operating or repairing equipment.

1.e. In some cases it may be necessary to remove safety guards to perform required maintenance. Remove guards only when necessary and replace them when the maintenance requiring their removal is complete. Always use the greatest care when working near moving parts.
1.f. Do not put your hands near the engine fan. Do not attempt to override the governor or idler by pushing on the throttle control rods while the engine is running.
1.g. To prevent accidentally starting gasoline engines while turning the engine or welding generator during maintenance work, disconnect the spark plug wires, distributor cap or magneto wire as appropriate.
1.h. To avoid scalding, do not remove the radiator pressure cap when the engine is hot.


ELECTRIC AND MAGNETIC FIELDS MAY BE DANGEROUS

2.a. Electric current flowing through any conductor causes localized Electric and Magnetic Fields (EMF). Welding current creates EMF fields around welding cables and welding machines
2.b. EMF fields may interfere with some pacemakers, and welders having a pacemaker should consult their physician before welding.
2.c. Exposure to EMF fields in welding may have other health effects which are now not known.
2.d. All welders should use the following procedures in order to minimize exposure to EMF fields from the welding circuit:
2.d.1. Route the electrode and work cables together - Secure them with tape when possible.
2.d.2. Never coil the electrode lead around your body.
2.d.3. Do not place your body between the electrode and work cables. If the electrode cable is on your right side, the work cable should also be on your right side.
2.d.4. Connect the work cable to the workpiece as close as possible to the area being welded.
2.d.5. Do not work next to welding power source.

ELECTRIC SHOCK CAN KILL.

3.a. The electrode and work (or ground) circuits are electrically "hot" when the welder is on. Do
not touch these "hot" parts with your bare skin or wet clothing. Wear dry, hole-free gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation. Make certain the insulation is large enough to cover your full area of physical contact with work and ground.
In addition to the normal safety precautions, if welding must be performed under electrically hazardous conditions (in damp locations or while wearing wet clothing; on metal structures such as floors, gratings or scaffolds; when in cramped positions such as sitting, kneeling or lying, if there is a high risk of unavoidable or accidental contact with the workpiece or ground) use the following equipment:
- Semiautomatic DC Constant Voltage (Wire) Welder.
• DC Manual (Stick) Welder.
• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode, electrode reel, welding head, nozzle or semiautomatic welding gun are also electrically "hot".
3.d. Always be sure the work cable makes a good electrical connection with the metal being welded. The connection should be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical (earth) ground.
3.f. Maintain the electrode holder, work clamp, welding cable and welding machine in good, safe operating condition. Replace damaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically "hot" parts of electrode holders connected to two welders because voltage between the two can be the total of the open circuit voltage of both welders.
3.i. When working above floor level, use a safety belt to protect yourself from a fall should you get a shock.
3.j. Also see It ems 6.c. and 8.

ARC RAYS CAN BURN.

4.a. Use a shield with the proper filter and cover plates to protect your eyes from sparks and the rays of the arc when welding or observing open arc welding. Headshield and filter lens should conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant material to protect your skin and that of your helpers from the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable screening and/or warn them not to watch the arc nor expose themselves to the arc rays or to hot spatter or metal.

5.a. Welding may produce fumes and gases hazardous to health. Avoid breathing these fumes and gases. When welding, keep your head out of the fume. Use enough ventilation and/or exhaust at the arc to keep fumes and gases away from the breathing zone. When welding hardfacing (see instructions on container or SDS) or on lead or cadmium plated steel and other metals or coatings which produce highly toxic fumes, keep exposure as low as possible and within applicable OSHA PEL and ACGIH TLV limits using local exhaust or mechanical ventilation unless exposure assessments indicate otherwise. In confined spaces or in some circumstances, outdoors, a respirator may also be required. Additional precautions are also required when welding on galvanized steel.
- b. The operation of welding fume control equipment is affected by various factors including proper use and positioning of the equipment, maintenance of the equipment and the specific welding procedure and application involved. Worker exposure level should be checked upon installation and periodically thereafter to be certain it is within applicable OSHA PEL and ACGIH TLV limits.
5.c. Do not weld in locations near chlorinated hydrocarbon vapors coming from degreasing, cleaning or spraying operations. The heat and rays of the arc can react with solvent vapors to form phosgene, a highly toxic gas, and other irritating products.
5.d. Shielding gases used for arc welding can displace air and cause injury or death. Always use enough ventilation, especially in confined areas, to insure breathing air is safe.
5.e. Read and understand the manufacturer's instructions for this equipment and the consumables to be used, including the Safety Data Sheet (SDS) and follow your employer's safety practices. SDS forms are available from your welding distributor or from the manufacturer.
5.f. Also see item 1.b.

WELDING AND CUTTING SPARKS CAN CAUSE FIRE OR EXPLOSION.

6.a. Remove fire hazards from the welding area. If this is not possible, cover them to prevent the welding sparks from starting a fire. Remember that welding sparks and hot materials from welding can easily go through small cracks and openings to adjacent areas. Avoid welding near hydraulic lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site, special precautions should be used to prevent hazardous situations. Refer to "Safety in Welding and Cutting" (ANSI Standard Z49.1) and the operating information for the equipment being used.
6.c. When not welding, make certain no part of the electrode circuit is touching the work or ground. Accidental contact can cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the proper steps have been taken to insure that such procedures will not cause flammable or toxic vapors from substances inside. They can cause an explosion even though they have been "cleaned". For information, purchase "Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances", AWS F4.1 from the American Welding Society (see address above).
6.e. Vent hollow castings or containers before heating, cutting or welding. They may explode.
6.f. Sparks and spatter are thrown from the welding arc. Wear oil free protective garments such as leather gloves, heavy shirt, cuffless trousers, high shoes and a cap over your hair. Wear ear plugs when welding out of position or in confined places. Always wear safety glasses with side shields when in a welding area.
6.g. Connect the work cable to the work as close to the welding area as practical. Work cables connected to the building framework or other locations away from the welding area increase the possibility of the welding current passing through lifting chains, crane cables or other alternate circuits. This can create fire hazards or overheat lifting chains or cables until they fail.
6.h. Also see item 1.c.
6.I. Read and follow NFPA 51B "Standard for Fire Prevention During Welding, Cutting and Other Hot Work", available from NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. Do not use a welding power source for pipe thawing.

CYLINDER MAY EXPLODE IF DAMAGED.
7.a. Use only compressed gas cylinders containing the correct shielding gas for the process used and properly operating regulators designed for the gas and pressure used. All hoses, fittings, etc. should be suitable for the application and maintained in good condition.

7.b. Always keep cylinders in an upright position securely chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
- Away from areas where they may be struck or subjected to physical damage.
- A safe distance from arc welding or cutting operations and any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other electrically "hot" parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand tight except when the cylinder is in use or connected for use.
7.g. Read and follow the instructions on compressed gas cylinders, associated equipment, and CGA publication P-I, "Precautions for Safe Handling of Compressed Gases in Cylinders," available from the Compressed Gas Association, 14501 George Carter Way Chantilly, VA 20151.

FOR ELECTRICALLY POWERED EQUIPMENT.

8.a. Turn off input power using the disconnect switch at the fuse box before working on the equipment.
8.b. Install equipment in accordance with the U.S. National Electrical Code, all local codes and the manufacturer's recommendations.
8.c. Ground the equipment in accordance with the U.S. National Electrical Code and the manufacturer's recommendations.
Refer to
http://www.lincolnelectric.com/safety for additional safety information.
TtBLx Oy vONTxNTS
Installation .... Section A
Technical Specifications .....A-1, A-2
Safety Precautions .....A-2
Location .....A-2
Stacking....A-2
Tilting A-2
Identify and Locate Components for 180 Amp
and 140 Amp Units .....A-3
Identify and Locate Components for 125 Amp
Flux Core Unit .....A-3
Operation ....Section B
Safety and Product Description ....B-1
Controls and Settings ....B-2, B-3
Drive Roll and Wire Guides Table .....B-4
Setting Up and Making a Flux-Cored Weld B-4 thru B-6
Setting Up and Making a MIG Weld and Install Shielding Gas ....B-7 thru B-10
Setting Up and Making a Aluminum Weld B-11
Accessories . . . . . . . . . . . . . Section C
Optional Accessories C-1
Utility Carts ....C-2, C-3
Maintenance .... Section D
Safety Precautions .....D-1
Wire Feed Compartment, Fan Motor, Wire Reel Maintenance ....D-1
Gun And Cable Maintenance .....D-2
Overload Protection .....D-2
Component Replacement Procedures ....D-2
Troubleshooting .... Section E
Safety Precautions .....E-1
How to Use Troubleshooting Guide .....E-1
Troubleshooting Guide .....E-2 thru E-3
Wiring Diagram and Dimension Print Section F
Parts Pages .....P-532, P-202-E
TECHNICAL SPECIFICATIONS 180 Amp units (K2481-1, K2515-1, K2659-1, K2689-1, K2698-1)
| INPUT - SINGLE PHASE ONLY | ||||
| StandardMVoltage/FrequencyMInput Current230 V 60 Hz 20 Amps @ rated output208 V 60 Hz 20 Amps @ rated output | ||||
| RATED OUTPUT | ||||
| Voltage/Duty CycleMCurrentMVoltage at Rated Amperes230 V 30% 130 Amps 20208 V 30% 130 Amps 17 | ||||
| OUTPUT | ||||
| Welding Current RangeMOpen Circuit VoltageMWire Speed Range30-180 Amps 34 V 50 - 500 in/min. | (1.3 - 12.7 m/min.) | |||
| RECOMMENDED INPUT CABLE AND FUSE SIZES | ||||
| Input Voltage/Frequency | Fuse or Breaker Size ^1 | Input Amps | Power Cord | |
| 230 V 60 Hz | 40 Amp Super Lag | 20 | 50 Amp, 250 V,Three Prong Plug(NEMA Type 6-50P) | |
| PHYSICAL DIMENSIONS | ||||
| Height13.7 in347 mm | Width10.15 in258 mm | Depth17.9 in454 mm | Weight64 lbs29 kg | |
^1 If connected to a circuit protected by fuses use Time Delay Fuse marked “D”.
140 Amp units (K2480-1, K2514-1, K2658-1, K2688-1, K2697-1)
| INPUT - SINGLE PHASE ONLY | |||||
| StandardMVoltage/FrequencyMInput Current120 V / 60 Hz | 20 Amps @ rated output | ||||
| RATED OUTPUT | |||||
| Duty CycleMCurrentMVoltage at Rated Amperes20% Duty Cycle | 90 Amps | 19.5 | |||
| OUTPUT | |||||
| Welding Current RangeMOpen Circuit VoltageMWire Speed Range30-140 Amps 33 V 50 - 500 in/min. | (1.3 - 12.7 m/min.) | ||||
| RECOMMENDED INPUT CABLE AND FUSE SIZES | |||||
| Input Voltage/Frequency | Fuse or Breaker Size ^1,2 | Input Amps | Power Cord | Extension Cord | |
| 120 V 60 Hz | 20 Amp | 20 | 15 Amp, 125 V,Three Prong Plug(NEMA Type 5-15P) | 3 Conductor # 12 AWG(4mm ^2 ) or Largerup to 50 ft.(15.2m) | |
| PHYSICAL DIMENSIONS | |||||
| Height13.7 in347 mm | Width10.15 in258 mm | Depth17.9 in454 mm | Weight54 lbs24.5 kg | ||
^1 If connected to a circuit protected by fuses use Time Delay Fuse marked "D".
TECHNICAL SPECIFICATIONS 125 Amp units (K2479-1, K2513-1, K2696-1, K2699-1, K2785-1)
| INPUT - SINGLE PHASE ONLY | |||||
| StandardMVoltage/FrequencyM Input Current 120 V / 60 Hz 20 Amps @ rated output | |||||
| RATED OUTPUT | |||||
| Duty CycleMCurrentMVoltage at Rated Amperes 20% Duty Cycle 90 Amps 19 | |||||
| OUTPUT | |||||
| Welding Current RangeMMaximum-Open Circuit VoltageMWire Speed Range 30-125 Amps 33 V 50 - 500 in/min. (1.3 - 12.7 m/min.) | |||||
| RECOMMENDED INPUT CABLE AND FUSE SIZES | |||||
| Input Voltage / FrequencyMFuse or Breaker Size ^1,2 | Input Amps | Power Cord | Extension Cord | ||
| 120 V 60 Hz | 20 Amp | 20 | 15 Amp, 125 V, Three Prong Plug (NEMA Type 5-15P) | 3 Conductor # 12 AWG (4mm ^2 ) or Larger up to 50 ft.(15.2m) | |
| PHYSICAL DIMENSIONS | |||||
| Height 13.7 in 347 mm | Width 10.15 in 258 mm | Depth 17.9 in 454 mm | Weight 48 lbs 21.7 kg | ||
^1 If connected to a circuit protected by fuses use Time Delay Fuse marked “D”.
^2 Requirements For Maximum Output
In order to utilize the maximum output capability of the machine, a branch circuit capable of 25 amps at 120 volts, 60 Hertz is required.
Read entire installation section before starting installation.
SAFETY PRECAUTIONS
WARNING

ELECTRIC SHOCK can kill.
- Only qualified personnel should perform this installation.
- Only personnel that have read and understood the POWER MIG Operating Manual should install and operate this equipment.
- Machine must be plugged into a receptacle which is grounded per any national, local or other applicable electrical codes.
- The POWER MIG power switch is to be in the OFF ("O") position when installing work cable and gun and when connecting power cord to input power.
SELECT SUITABLE LOCATION
Locate the welder in a dry location where there is free circulation of clean air into the louvers in the back and out the front of the unit. A location that minimizes the amount of smoke and dirt drawn into the rear louvers reduces the chance of dirt accumulation that can block air passages and cause overheating.
STACKING
WIRE FEEDER WELDER(125, 140, 180 MODELS) cannot be stacked.
TILTING
Each machine must be placed on a secure, level surface, directly or on recommended cart. The machine may topple over if this procedure is not followed.
IwxNTlyY tNw LOvtTx vOMPONxNTS
for 140 tMP and 180 tMP UNITS
INvLUwxw vOMPONxNTS
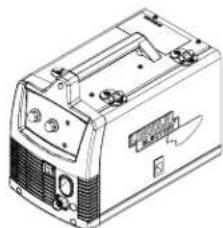
- Wire Feeder Welder.

natural_image
Line drawing of a portable electronic device with ventilation grilles and buttons (no text or symbols)• Work Cable & Clamp.
• Magnum 100L Welding Gun.

• 3.035 Contact Tips (1 installed on the welding gun).
• 3.025 Contact Tips.



- Spool of .035 diameter NR-211MP Innershield Flux-cored Wire.
- Spool of .025 diameter L-56 MIG Wire.


• .025-.030 Smooth Drive Roll
• .035 Smooth Drive Roll


• .030 -.045 Knurled Drive Roll (Installed on Machine)
-Handshield*

*Handshield not available on Code 11658.
- Black Flux-cored Gasless Gun Nozzle (Installed on Welding Gun)
• Brass MIG Gas Gun Nozzle
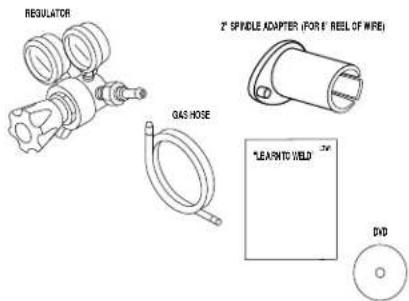
- 2" Spindle Adapter (For 8" Reel of wire)
- Regulator
- Gas Hose
- Learn to Weld (LTW1 Manual)
• DVD
text_image
REGULATOR 2" SPINDLE ADAPTER (FOR 1" REEL OF WIRE) GAS HOSE "LEAFNTC WELD" DVDIwxNTlyY tNw LOvtTx vOMPONxNTS
for 125 tMP yLUX vORx UNIT
· INvLUwxw vOMPONxNTS
• Wire Feeder Welder.
natural_image
Line drawing of a portable electronic device with control panel and buttons (no text or symbols)• Work Cable & Clamp.
• Magnum 100L Welding Gun.

• 3.035 Contact Tips (1 installed on the welding gun).

- Spool of .035 diameter NR-211MP Innershield Flux-cored Wire.

- .030 -.045 Knurled Drive Roll (Installed on Machine)

- Handshield

- Black Flux-cored Gasless Gun Nozzle (Installed on Welding Gun)
- 2" Spindle Adapter (For 8" Reel of wire)
- Learn to Weld (LTW1 Manual)
• DVD
2' SPINDLE ADAPTER (FOR 8' REEL OF WIRE)


Read Mentire Moperation Msection Mbefore operating the WIRE FEEDER WELDERS.
WARNING

ELECTRIC SHOCK can kill.
- Do not touch electrically live parts or electrode with skin or wet clothing. Insulate yourself from work and ground.
• Always wear dry insulating gloves.

FUMES AND GASES can be dangerous.
- Keep your head out of fumes.
- Use ventilation or exhaust to remove fumes from breathing zone.

WELDING SPARKS can cause fire or explosion.
- Keep flammable material away.
- Do not weld on closed containers.

ARC RAYS can burn eyes and skin.
- Wear eye, ear and body protection.
Observe all safety information throughout this manual.
PRODUCT DESCRIPTION (PRODUCT CAPABILITIES)
These small portable wire feed welders are capable of MIG welding on steel, stainless steel, and aluminum. They are also capable of flux-cored welding on mild steel.
MIG welding stands for Metal Inert Gas welding and requires a separate bottle of shielding gas to protect the weld until it cools. Appropriate shielding gas based on the type of material you are welding can be purchased separately from your local welding gas distributor. MIG welding is ideal for welding on thinner and clean materials when a very clean excellent cosmetic looking weld is required. An example would be automotive body panels.
Self Sheilding Flux-cored Welding does not require separate shielding gas to protect the weld since the welding wire has special additives known as flux to protect the weld until it cools. Flux-cored welding is ideal for medium to thicker material and if welding on painted or rusty steel. Flux-cored welding is also ideal in outdoor applications where windy conditions might blow the MIG shielding gas away from the weld. Flux-cored welding produces a good looking weld but does not produce an excellent weld appearance as MIG welding does.
Your machine includes the necessary items to weld with either the MIG or the flux-cored welding process on steel. To weld on stainless steel optional stainless steel welding wire can be purchased separately. This machine can weld aluminum using .035 diameter 4043 aluminum welding wire. Since aluminum welding wire is soft an optional aluminum spool gun is recommended for best results. A welding Procedure Decal is located inside machine door to help provide suggested settings for welding.
COMMON WELDING ABBREVIATIONS
GMAW (MIG)
• Gas Metal Arc Welding
FCAW (Innershield or Outershield)
- Flux Core Arc Welding
CONTROLS AND SETTINGS
This machine has the following controls:
See Figure B.1
- POWER SWITCHM—Turns power on and off to the machine.
- ARC MVOLTAGE MCONTROL M-MThis knob sets the output voltage of the machine. Along with wire feed speed (WFS) this control sets a weld procedure. Refer to the procedure decal on the inside wire drive compartment door to set a correct welding procedure based on type of material and thickness being welded.
- WIRE FEED SPEED CONTROL (WFS) – The knob sets the speed that the machine feeds wire. Along with arc voltage this control sets a weld procedure. Refer to the procedure decal on the inside wire drive compartment door to set a correct welding procedure based on type of material and thickness being welded.
See Figure B.2
- GUN MTRIGGER M-MDepress the trigger to activates the wire drive to feed wire and energizes the output of the machine. Depress the trigger to weld and release the trigger to stop welding.
- WELDING MGUN M-MDelivers wire and welding current to the weld.
a. Gun Liner – wire travels through the liner from the wire drive. The gun liner will feed .025 to .035 wire. The 180A machine can weld with .045 wire if an optional .045 liner is installed in the gun.
b. Contact Tip - provides electrical contact to the wire.
c. Nozzle – When flux-cored welding the black nozzle protects the mounting threads on the gun. When MIG welding the brass nozzle funnels the shielding gas to the weld.
- WORK MCLAMP M& MCABLE M-MClamps to the work piece being welded and completes the electrical welding circuit.
- GUN MTRIGGER MCONNECTOR MRECEPTACLE M-
Plug the 4 pin gun trigger connector into this receptacle.
FIGUREMB.1
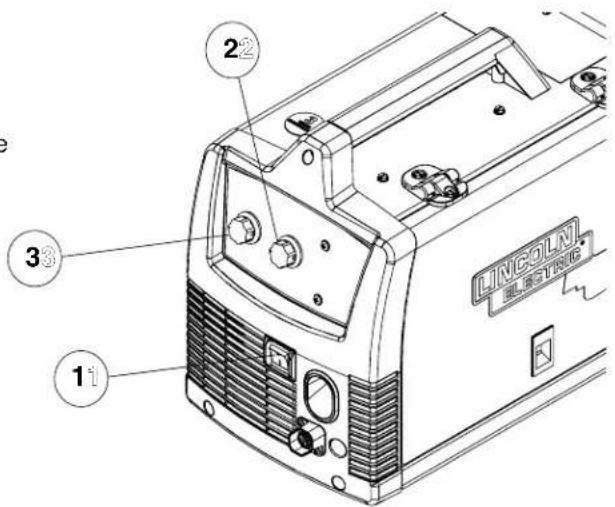
text_image
2 3 11 LINCOLN ELECTRICFIGUREMB.2
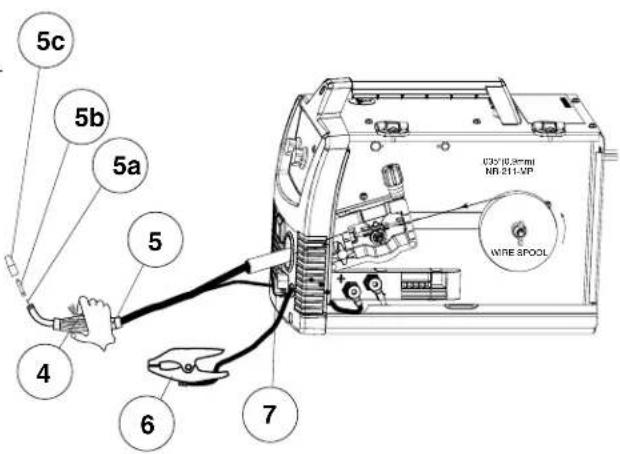
text_image
5c 5b 5a 5 4 6 7 C3V (0.2-5ml) NR 211-SP WIRE SPOLSee Figure B.3
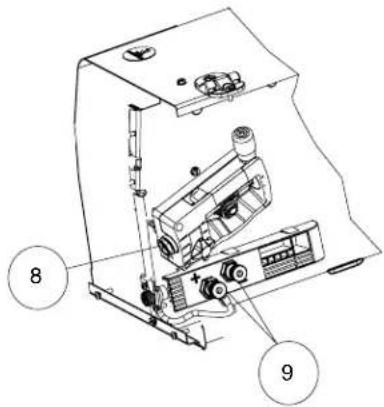
- WELDING MGUN MCONNECTOR MBUSHING M& THUMBSCREW -MProvides electrical power to the welding gun. The thumbscrew holds the welding gun into the connector block. (Front of Machine, Side Door and Wire Drive Cover have been removed for clarity of Items 8 and 9).
- OUTPUT MTERMINALS M-These connections allow to change the welding polarity of the machine depending on whether you are MIG welding or flux-cored welding.
FIGURE B.3
text_image
Technical diagram of a mechanical device with numbered components labeled 8 and 9See Figure B.4
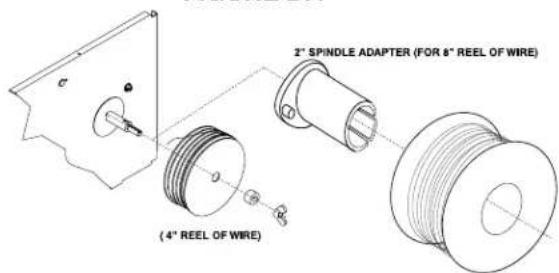
- WIRE SPOOL SPINDLE AND BRAKE – Holds a 4 inch diameter spool. Use the 2 inch spindle adapter included with the machine to use 8 inch diameter spools. The thumbscrew sets the brake friction to prevent the spool from over rotating when the trigger is released.
FIGURE B.4
text_image
2" SPINDLE ADAPTER (FOR 8" REEL OF WIRE) (4" REEL OF WIRE)See Figure B.5
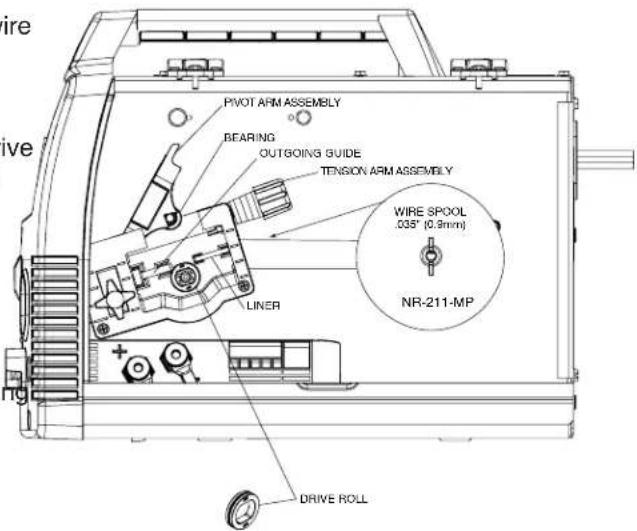
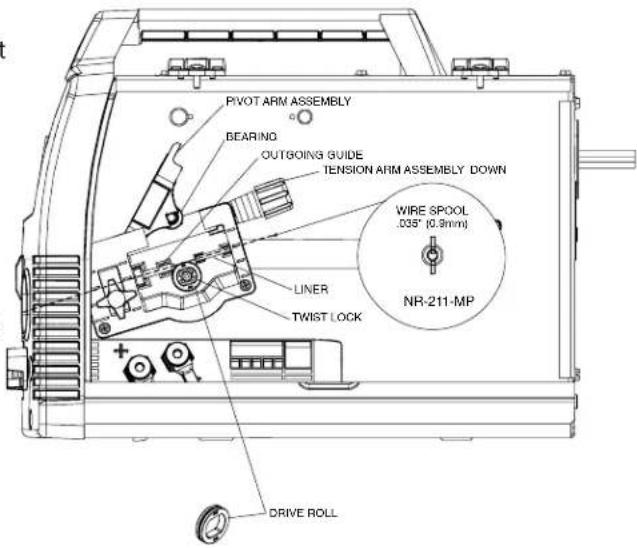
- WIRE MDRIVE M& MCOMPONENTS M-MFeeds wire from the wire spool through the drive and through the welding gun to the weld.
a. Drive MRoll M-MDrives the wire through the drive system. The drive roll has a groove to match the specific wire type and diameter. Refer to Table B.1 for available drive rolls.
b. Liner & Outgoing Guide –MThe liner guides the wire between the bearing on the Pivot Arm Assembly and Drive Roll and through the outgoing guide.
c. Drive MRoll MTension MThumbscrew M-MTurnin clockwise increases the force on the drive roll and turning counterclockwise decreases the force.
FIGURE B.5
text_image
wire ive PIVOT ARM ASSEMBLY BEARING OUTGOING GUIDE TENSION ARM ASSEMBLY WIRE SPOOL .035" (0.9mm) NR-211-MP LINER DRIVE ROLLTABLE B.1
DRIVE ROLLS
| Wire Diameter & Type | Drive Roll | Drive Roll Part Number |
| .025 MIG wire | .025/.030 Smooth Drive Roll | KP2529-1 |
| .030 MIG wire | ||
| .035 MIG wire | .035 Smooth Drive Roll | KP2529-2 |
| .030 flux-cored | .030/.045 Knurled Drive Roll | KP2529-3 |
| .035 flux-cored | ||
| .045 flux-cored | .030/.045 Knurled Drive Roll | KP2529-3 |
See Figure B.6
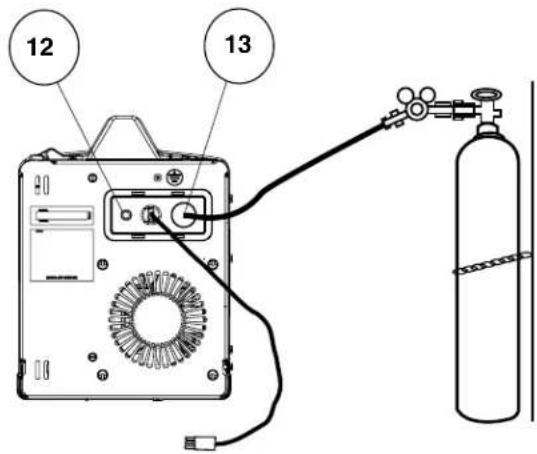
- CIRCUIT BREAKER -MIf the rated input current of the machine is exceeded this circuit breaker will trip. Press to reset.
- GAS INLET -Shielding gas connects to this inlet (This is optional on 125 Amp Unit.)
FIGURE B.6
text_image
12 13SETTING UP AND MAKING A FLUX-CORED WELD
A. ITEMS NEEDED FOR FLUX CORED WELDING
1.035 Contact Tip

- .035 NR-211MP Flux-Cored Wire

- Welding Gun

- Knurled Drive Roll

- Black Flux Cored gun nozzle
- Work Cable & Clamp

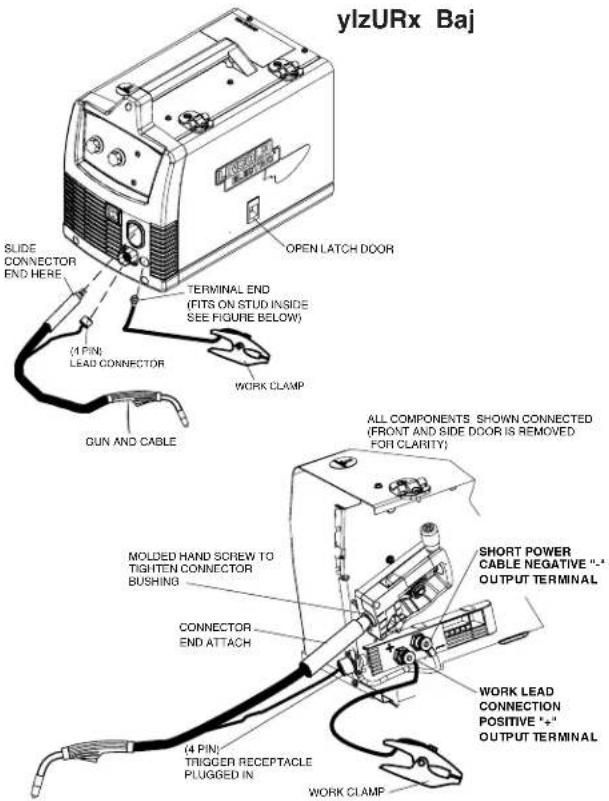
Ba vONNxVT LxtwS tNw vtBLxS ON THx MtvHINx
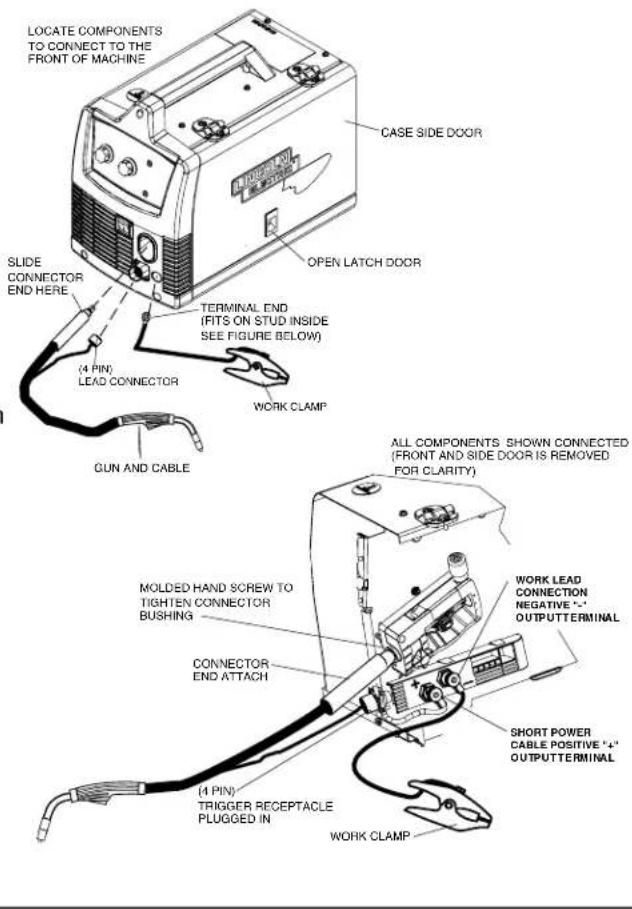
(See Figure B.7)
- Open the case side door
- Slide the connector end of the gun and cable through the hole in the machine front and into the gun connector bushing on the wire drive.
- Make sure the gun connector end is seated fully into the wire drive and tighten the molded hand screw to secure the gun connector.
- Plug the gun trigger lead connector into the 4 pin gun trigger receptacle on the machine front.
- Wire Drive Polarity. Flux cored welding requires negative (-) polarity. Connect the short power cable from the wire drive to the negative (-) output terminal and tighten threaded knob.
- Work zead Connection. Slide the lugged end of the work cable through the hole in the machine front and place on the positive (+) output terminal and tighten threaded knob.
text_image
ylzURx Baj SLIDE CONNECTOR END HERE. (4 PIN) LEAD CONNECTOR GUN AND CABLE OPEN LATCH DOOR TERMINAL END (FITS ON STUD INSIDE SEE FIGURE BELOW) WORK CLAMP ALL COMPONENTS SHOWN CONNECTED (FRONT AND SIDE DOOR IS REMOVED FOR CLARITY) MOLDED HAND SCREW TO TIGHTEN CONNECTOR BUSHING CONNECTOR END ATTACH (4 PIN) TRIGGER RECEPTACLE PLUGGED IN SHORT POWER CABLE NEGATIVE "-" OUTPUT TERMINAL WORK LEAD CONNECTION POSITIVE "+" OUTPUT TERMINAL WORK CLAMPva LOtw WIRx SPOOL
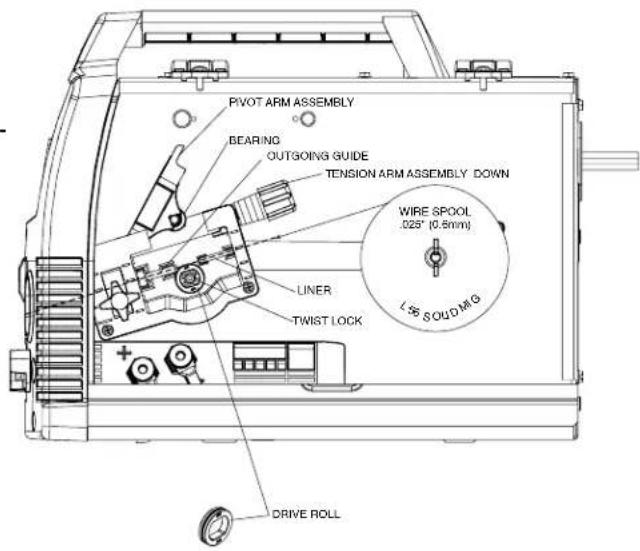
(See Figure B.8)
- zocate the blue labeled 4" diameter spool of .035 NR-211MP flux-cored wire and place onto wire spool spindle. Orient the spool so that the wire feeds off the top of the spool.
- Secure spool in place by tightening the wing nut against the against the spacer that holds the wire spool on the spindle.
- Open the pivot arm assembly by rotating the tension arm assembly down and lift pivot arm assembly up.
- Remove drive roll by turning the twist lock that holds the drive roll on. Install the .030/.045 knurled drive roll.
- Carefully unwind and straighten the first six inches of welding wire from the spool. Do not let the end of the wire go to prevent the wire from unspooling.
ylzURx Bak
text_image
PIVOT ARM ASSEMBLY BEARING OUTGOING GUIDE TENSION ARM ASSEMBLY DOWN WIRE SPOOL .035" (0.9mm) NR-211-MP LINER TWIST LOCK DRIVE ROLL(See Figure B.9)
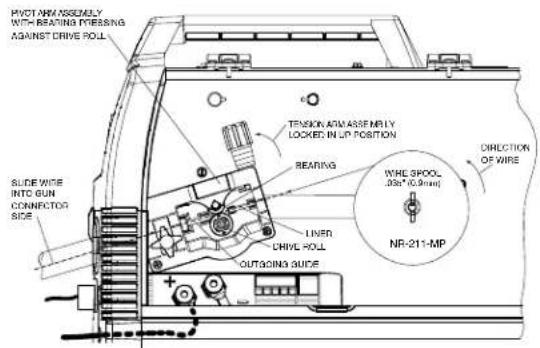
-
Feed the wire through the inlet liner, over the drive roll groove, thru the outgoing guide and wire drive outlet on the gun side.
-
Close the Pivot Arm Assembly and secure by pivoting the Tension Arm Assembly back to the up position.
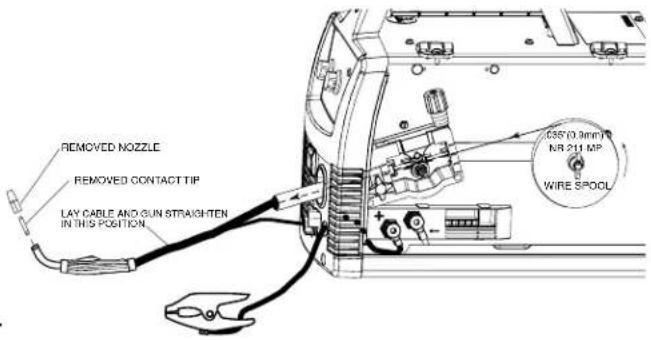
(See Figure B.10)
-
Remove the nozzle from the gun and contact tip and straighten the gun out flat.
-
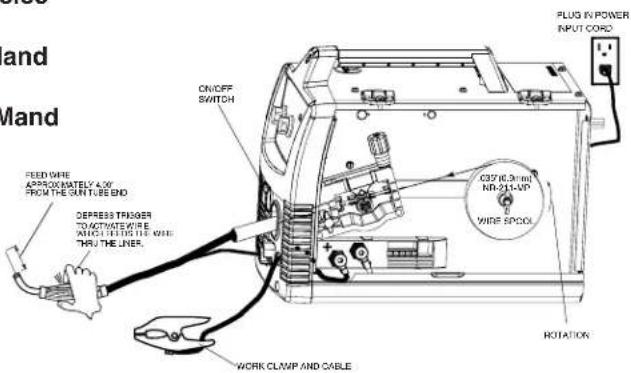
Turn the machine power to on and depress the gun trigger to feed the wire through the gun liner until the wire comes out of the threaded end of the gun several inches. (See figure B.11)
-
When trigger is released spool of wire should not unwind. Adjust wire spool brake accordingly.
WARNING

MOVING MPARTS MAND MELECTRICAL CONTACT CAN CAUSE INJURY OR BE FATAL.
- When Mthe Mgun Mtrigger Mis Mdepressed drive Mrolls, Mspool Mof Mwire Mand Melectrode are ELECTRICALLY LIVE (HOT).
- Keep Maway Mfrom Mmoving Mparts Mand pinch points.
- Keep Mall MDoors, MCovers, Mpanels Mand guards securely in place.
DO MNOT MREMOVE MOR MCONCEAL WARNING LABELS.
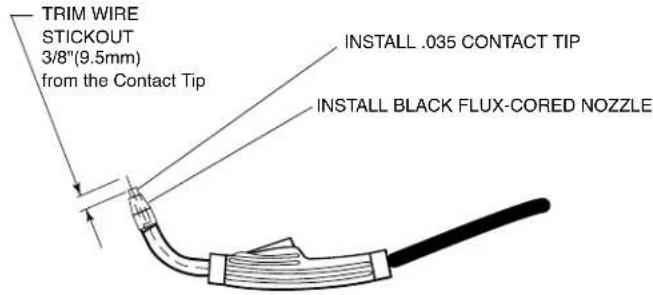
- Install the .035 contact tip
- Install the black flux cored welding nozzle to the gun.
- Trim the wire stickout to 3/8" from the contact tip. (See Figure B.12)
- Close the case side door. The machine is now ready to weld.
- Read "Learn to Weld" (LTW1) that is included with the machine or watch the "How to Weld" DVD included with the machine.
- Based on the thickness of the material you are going to weld and the type and diameter of the welding wire set the voltage and the wire feed speed per the procedure decal attached to the inside of the wire drive compartment door.
FIGURE B.9
text_image
PVOT ANN ASSEMBLY WITH REATING PIERING AGAINST DRIVE ROLL TENSION ARM ASSEMBLY LOCKED IN UP POSITION BEARING LIVE CHINE ROLL OUTGOINS SIDE WIRE SPOL .05s* 0.9mm NR-211-MP DIRECTION OF WIREFIGURE B.10
text_image
removed NOZZLE removed CONTACT TIP LAY CABLE AND GUN STRAIGHTEN IN THIS POSITION CSS (0.3mm) NR 211 MP WIRE SPOLFIGURE B.11
text_image
and Mand ON/OFF SWITCH FEED WIRE APPROXIMATELY 4.0V FROM THE SUN TUBE END DEPRESS TRIGGER TO ACTIVATE WIRE E AND OUT TRADING IN THE WIRE THRU THE LINER. C32 (16.3 mm) ND-211-UP WIDE STOCK ROTATION WORK CLAMP AND CABLE PLUS IN POWER INPUT CORDFIGURE B.12
text_image
TRIM WIRE STICKOUT 3/8"(9.5mm) from the Contact Tip INSTALL .035 CONTACT TIP INSTALL BLACK FLUX-CORED NOZZLESxTTINz UP tNw MtKINz t Mlz WxLw\*
ta ITxMS Nxxwxw yOR Mlz WxLwINz
1.025 Contact Tip

- .025 Drive Roll

- .025 SuperArc L-56 Solid MIG Wire
text_image
L-56 MIG WIRE- Brass gun nozzle
natural_image
Simple line drawing of a 3D rectangular prism with dashed internal lines (no text or symbols)- Welding Gun
natural_image
Line drawing of a handheld device with curved handle and segmented body (no text or symbols)- Work Cable & Clamp
natural_image
Simple line drawing of a pliers or clamp tool with a curved handle and circular head (no text or symbols)- Gas Regulator & Gas Line
natural_image
Technical line drawings of mechanical components including a coiled pipe and two cylindrical gauges (no text or symbols)- Bottle of 75/25 Ar/CO 2 shielding gas (or 100% CO 2 shielding gas) (note this requires a CO _2 regulator adapter which is sold separately.
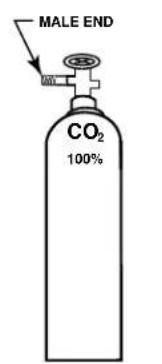
text_image
MALE END CO₂ 100%(REQUIRES ADAPTER1 SOLD SEPARATELY)

text_image
FEMALE END 75/25 MIXES* 125 Amp Units can be upgraded for MIG welding using KIT K2526-1 (See Accessory Section).
MIG welding requires an appropriate bottle of shielding gas. For mild steel either a cylinder bottle of Ar/CO 2 or 100% CO 2 can be used refer to the following instructions to properly connect shielding gas to the machine.
WARNING

CYLINDER may explode if damaged. Keep cylinder upright and chained to support
- Keep cylinder away from areas where it may be damaged.
- Never lift welder with cylinder attached.
- MNever allow welding electrode to touch cylinder.
- Keep cylinder away from welding or other live electrical circuits.
WARNING

BUILDUP OF SHIELDING GAS may harm health or kill.
- Shut off shielding gas supply when not in use.
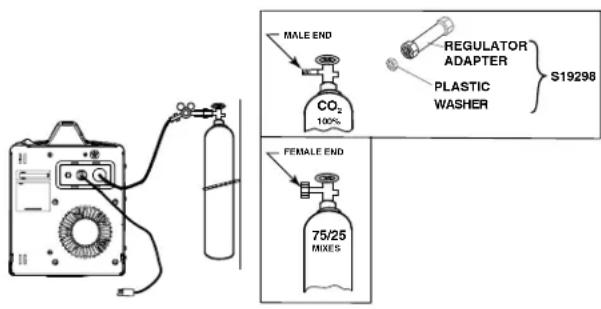
- Secure the cylinder to a wall or other stationary support to prevent the cylinder from falling over. Insulate the cylinder from the work circuit and earth ground. Refer to Figure B.13.
- With the cylinder securely installed, remove the cylinder cap. Stand to one side away from the outlet and open the cylinder valve very slightly for an instant. This blows away any dust or dirt which may have accumulated in the valve outlet.
FIGURE B.13
text_image
MALE END CO2 100% REGULATOR ADAPTER PLASTIC WASHER S19298 FEMALE END 75/25 MIXES- Attach the flow regulator to the cylinder valve and tighten the union nut securely with a wrench.
NOTE: MIf connecting to 100%CO₂ cylinder, a CO₂ regulator adapter is required. Purchase separately S19298 CO₂ adapter be sure to install plastic washer included in the fitting on the bottle side.(See Figure B.13) - Refer to Figure B.13. Attach one end of inlet gas hose to the outlet fitting of the flow regulator and tighten the union nut securely with a wrench. Connect the other end to the machine Solenoid Inlet Fitting (5/8-18 female threads — for CGA — 032 fitting). Make certain the gas hose is not kinked or twisted.
SHIELDING GAS
- For CO_2 , open the cylinder very slowly. For argon-mixed gas, open cylinder valve slowly a fraction of a turn. When the cylinder pressure gauge pointer stops moving, open the valve fully.
- Set gas flow rate for 30 to 40 cubic feet per hour (14 to 18 l/min.) under normal conditions, increase to as high as 40 to 50 CFH (18 to 23.5 l/min.) under drafty (slightly windy) conditions.
- Keep the cylinder valve closed, except when using the machine.
WARNING
BE MSURE MTO MKEEP MYOUR MFACE MAWAY MFROM THE MVALVE MOUTLET MWHEN M“CRACKING” MTHE VALVE. Never Mstand directly Min front Mof or Mbehind the Mflow Mregulator Mwhen Mopening Mthe Mcylinder valve. Always stand to one side.
va vONNxvT LxtwS tNw vtBLxS ON THx MtvHINx
(See Figure B.14)
- Open the case side door.
- Slide the connector end of the gun and cable through the hole of the machine front and into the gun connector bushing on the wire drive.
- Make sure the gun connector end is seated fully into the wire drive and tighten the thumbscrew to secure the gun.
- Plug the gun trigger lead connector into the 4 pin gun trigger receptacle on the machine front.
- Wire Drive Polarity. MIG welding requires Positive (+) polarity. Connect the short power cable from the wire drive to the positive (+) output terminal and tighten the thumbscrew.
- Work zead Connection. Slide the lugged end of the work cable through the hole in the machine front and place on the negative (-) output terminal and tighten thumbscrew.
wa LOtw WIRx SPOOL
(See Figure B.15)
- zocate the green labeled 4" diameter spool of .025 z-56 solid MIG wire and place onto wire spool spindle. Orient the spool so that the wire feeds off the top of the spool.
- Secure spool in place by tightening the wing nut against the against the spacer that holds the wire spool on the spindle.
- Open the pivot arm assembly by rotating the tension arm assembly down and lift pivot arm assembly up.
- Remove drive roll by turning the twist lock that holds the drive roll on. Install the .025-.035 smooth grooved drive roll.
- Carefully unwind and straighten the first six inches of welding wire from the spool. Do not let the end of the wire go to prevent the wire from unspooling.
ylzURx Badg
text_image
LOCATE COMPONENTS TO CONNECT TO THE FRONT OF MACHINE CASE SIDE DOOR OPEN LATCH DOOR SLIDE CONNECTOR END HERE TERMINAL END (FITS ON STUD INSIDE SEE FIGURE BELOW) (4 PIN) LEAD CONNECTOR GUN AND CABLE WORK CLAMP ALL COMPONENTS SHOWN CONNECTED (FRONT AND SIDE DOOR IS REMOVED FOR CLARITY) MOLDED HAND SCREW TO TIGHTEN CONNECTOR BUSHING CONNECTOR END ATTACH WORK LEAD CONNECTION NEGATIVE *-* OUTPUTTERMINAL SHORT POWER CABLE POSITIVE *-* OUTPUTTERMINAL (4 PIN) TRIGGER RECEPTACLE PLUGGED IN WORK CLAMPylzURx Badh
text_image
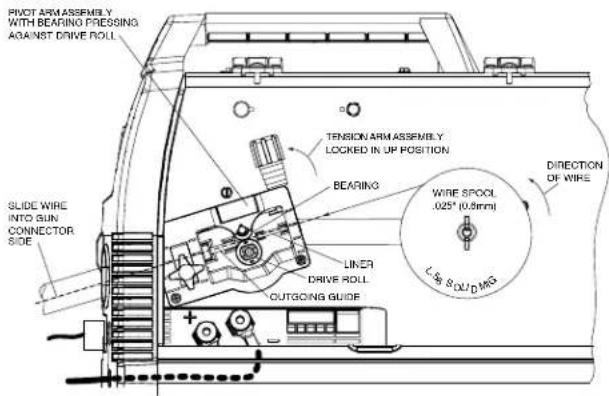
PIVOT ARM ASSEMBLY BEARING OUTGOING GUIDE TENSION ARM ASSEMBLY DOWN WIRE SPOOL .028" (0.5mm) L56 SOLD M/G LINER TWIST LOCK DRIVE ROLL(See Figure B.16)
-
Feed the wire through the inlet liner, over the drive roll groove, thru the outgoing guide and wire drive outlet on the gun side.
-
Close the Pivot Arm Assembly and secure by pivoting the Tension Arm Assembly back to the up position.
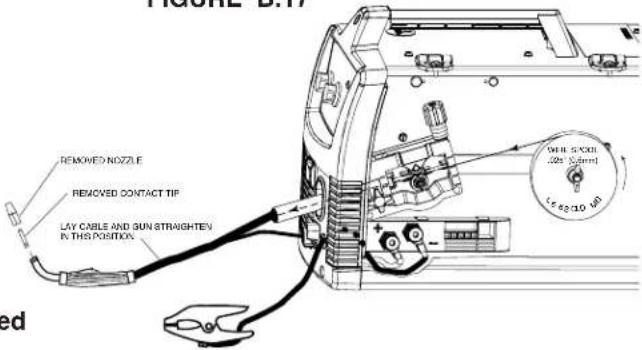
(See Figure B.17)
-
Remove the nozzle from the gun and contact tip and straighten the gun out flat.
-
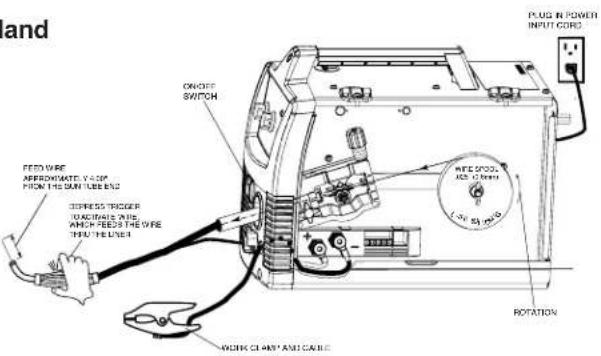
Turn the machine power to on and depress the gun trigger to feed the wire through the gun liner until the wire comes out of the threaded end of the gun several inches. (See Figure B.18)
-
When trigger is released spool of wire should not unwind. Adjust wire spool brake accordingly.
WARNING

MOVING MPARTS MAND MELECTRICAL CONTACT CAN CAUSE INJURY OR BE FATAL.
- When Mthe Mgun Mtrigger Mis Mdepressed drive rolls, spool of wire and electrode are ELECTRICALLY LIVE (HOT).
- Keep Maway Mfrom Mmoving Mparts Mand pinch points.
-
Keep Mall MDoors, MCovers, Mpanels Mand guards securely in place. DO MNOT MREMOVE MOR MCONCEAL WARNING LABELS.
-
Install the .025 contact tip.
- Install the brass gas MIG welding nozzle to the gun.
- Trim the wire stickout to 3/8 from the nozzle end. (See Figure B.19)
- Close the case side door. The machine is now ready to weld.
- Read "Learn to Weld" (LTW1) that is included with the machine or watch the "How to Weld" DVD included with the machine.
- Based on the thickness of the material you are going to weld and the type and diameter of the welding wire set the voltage and the wire feed speed per the procedure decal attached to the inside of the wire drive compartment door.
FIGURE B.16
text_image
PIVOT ARMASEMBLY WITH BEARING PRESSING AGAINST DRIVE ROLL TENSION ARM ASSEMBLY LOCKED IN UP POSITION BEARING Liner DRIVE ROLL OUTGOING GUIDE DIRECTION OF WIRE WIRE SPPOOL .025" (0.8mm) US 801.0 MG SLIDE WIRE INTO SUN CONNECTOR SIDEFIGURE B.17
text_image
FIGURE 5.17 REMOVED NOZZLE REMOVED CONTACT TIP LAY CABLE AND SUN STRAIGHTEN IN THIS POSITION. WHIP SCOTIL 200x 10mm L###310 MΩFIGURE B.18
text_image
and ON/OFF SWITCH PIUG IN POWER INPUT CORE FETO WIRE AFFORDINATE V-450" FROM THE SUN TUBE END EXPRESS TROGER DIAGRASE WIRE, WHIP FEED THE WIRE TRUST THE LINES RIFT 600 ACI CHAMP (50 Ω) AND ROTATION ON/OFF CARRY AND CABLEFIGURE B.19
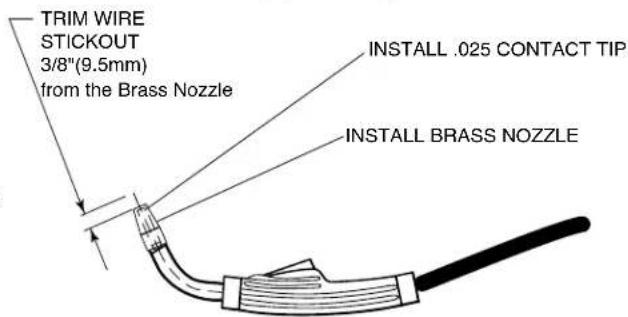
text_image
TRIM WIRE STICKOUT 3/8"(9.5mm) from the Brass Nozzle INSTALL .025 CONTACT TIP INSTALL BRASS NOZZLESxTTINz UP tNw MtKINz t tLUMINUM WxLw USINz SPOOL zUN
- Follow the MIG welding steps in the previous section.
- Connect a bottle of 100% Argon shielding Gas per previous section.
- Disconnect Magnum 100z Gun.
- Install optional y2532-1 Magnum 100SG spool gun per instructions included with gun.
- Set Gun selector toggle switch to Spool Gun position. (See Figure B.20)
ylzURx Baec

text_image
T13000-2008 VM MAGNUM®100SG MAGNUM®100L OPTIONAL SPOLIOL GUN (K2532-1) Supplément PISOLET DEVIDOIR (K2532-1) WARNING MOVING PARTS AND ELECTRICAL CONTACT CAN CAUSE INJURY OR BE FATAL. When gun trigger is depressed drive roll, wire, spool & electrode are ELECTRONICALLY LIVE (HOT). KEEP AWAY FROM MOVING PARTS AND PINCH POINTS.- Turn machine on and make weld per recommended settings on Procedure Decal inside machine door.
K2525-1 - Spot Timer Kit
Timer kit, when turned on, allows you to set a fixed weld time so that when the gun trigger is pulled the machine will weld for a fixed time period up to 10 seconds. Ideal for making consistent spot welds when welding on thin sheet metal

natural_image
Electronic circuit board with attached wires and a small potentiometer (no visible text or symbols)K2528-1 - 045 Innershield Kit (For 230V models)
Includes everything needed to weld with .045 diameter Innershield wire. Includes an .035/.045 Magnum™ 100L gun liner, .045 Contact Tip, gasless nozzle, knurled drive roll, .035-.045 inner wire guide, and a 10 lb. (4.5kg) spool of .045"(0.9mm) Innershield® NR®-212 wire.

natural_image
Spool of black wire with attached cable and connector (no visible text or symbols)K2532-1 - Magnum 100SG Spool Gun
Designed to easily feed small 4" diameter (1lb. spools of) .030 or .035 aluminum wire. Includes gun, adapter kit, three extra .035 contact tips, gas nozzle, and spool of Superglaze 4043 .035" diameter welding wire. Packaged in a convenient carry case.

natural_image
Open case with mechanical device and circular dial (no visible text or symbols)K2377-1 - Small Canvas Cover
Protect your machine when not in use. Made from attractive red canvas that is flame retardant, mildew resistant and water repellent. Includes a convenient side pocket to hold welding gun.

natural_image
Pink hard hat with 'Lincoln' branding and cable, no visible text or symbols on bodyFor additional Optional and Miscellaneous Parts (See Parts Pages)
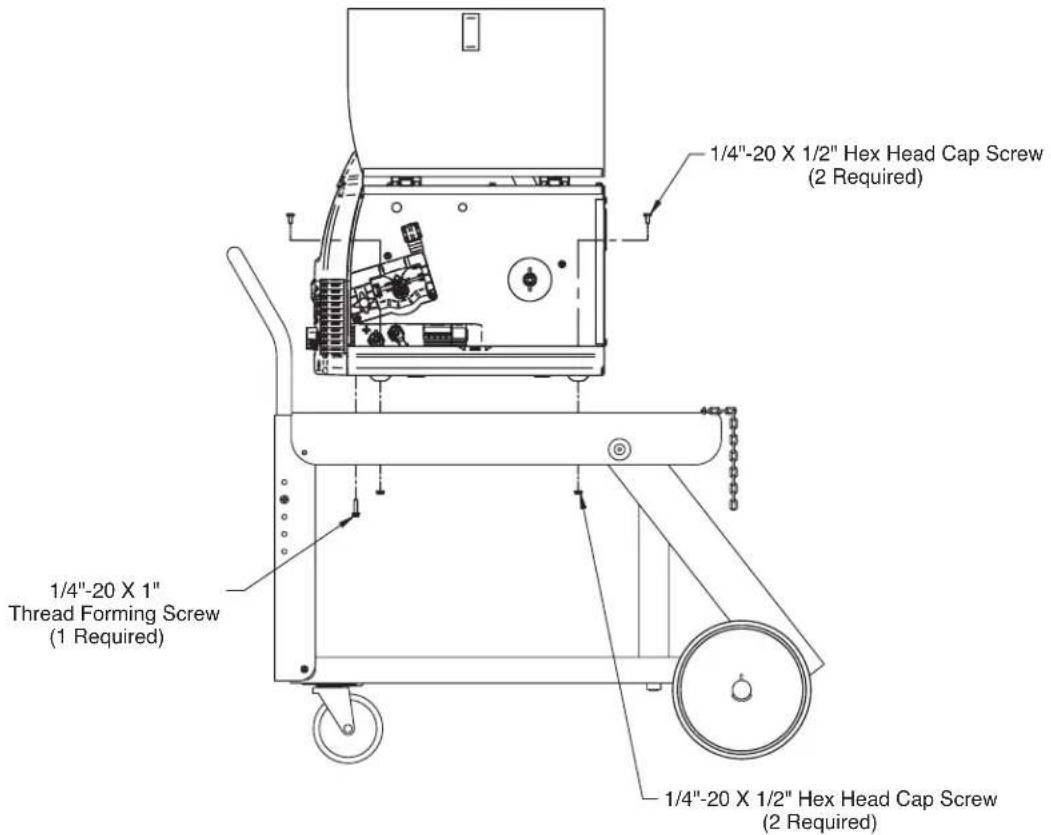
K520—Utility Cart
Heavy duty cart stores and transports welder, 150 cubic foot shielding gas cylinder, welding cables and accessories. Includes stable platforms for welder and gas bottle platform, lower tray for added storage capacity and adjustable height handle.

natural_image
Black industrial cart with wheels and handle, no visible text or symbolsFor mounting welding machines to K520 carts that do not have slotted mounting holes. Drill 9/32" holes (3 places) into the cart top as shown and attach the welding machine to the cart with the proper hardware shown.
text_image
1/4"-20 X 1/2" Hex Head Cap Screw (2 Required) 1/4"-20 X 1" Thread Forming Screw (1 Required) 1/4"-20 X 1/2" Hex Head Cap Screw (2 Required)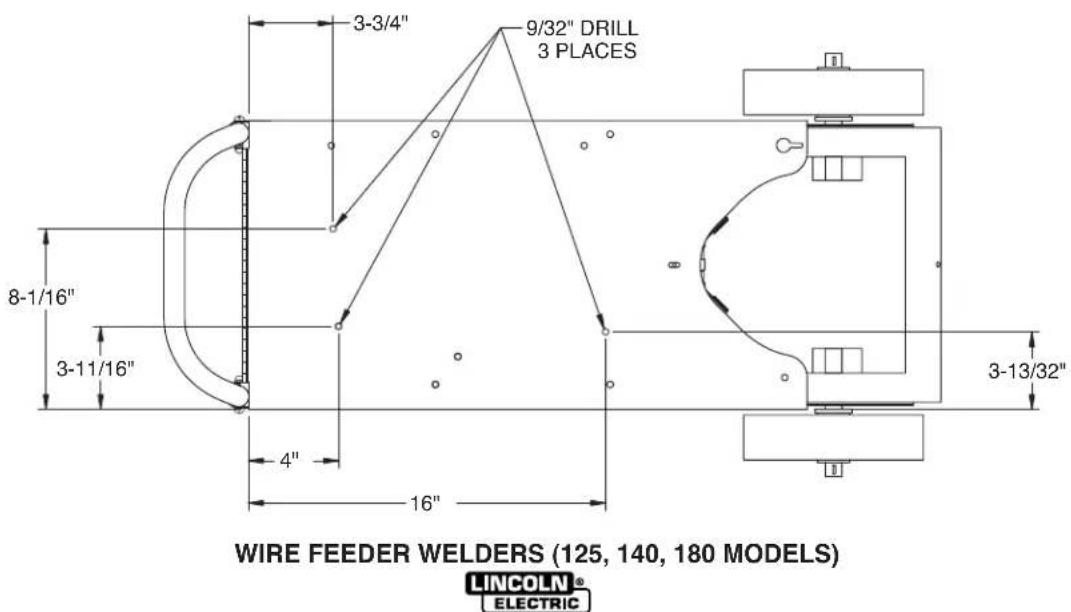
text_image
3-3/4" 9/32" DRILL 3 PLACES 8-1/16" 3-11/16" 4" 16" 3-13/32" WIRE FEEDER WELDERS (125, 140, 180 MODELS) LINCOLN ELECTRICK2275-1 - Welding Cart
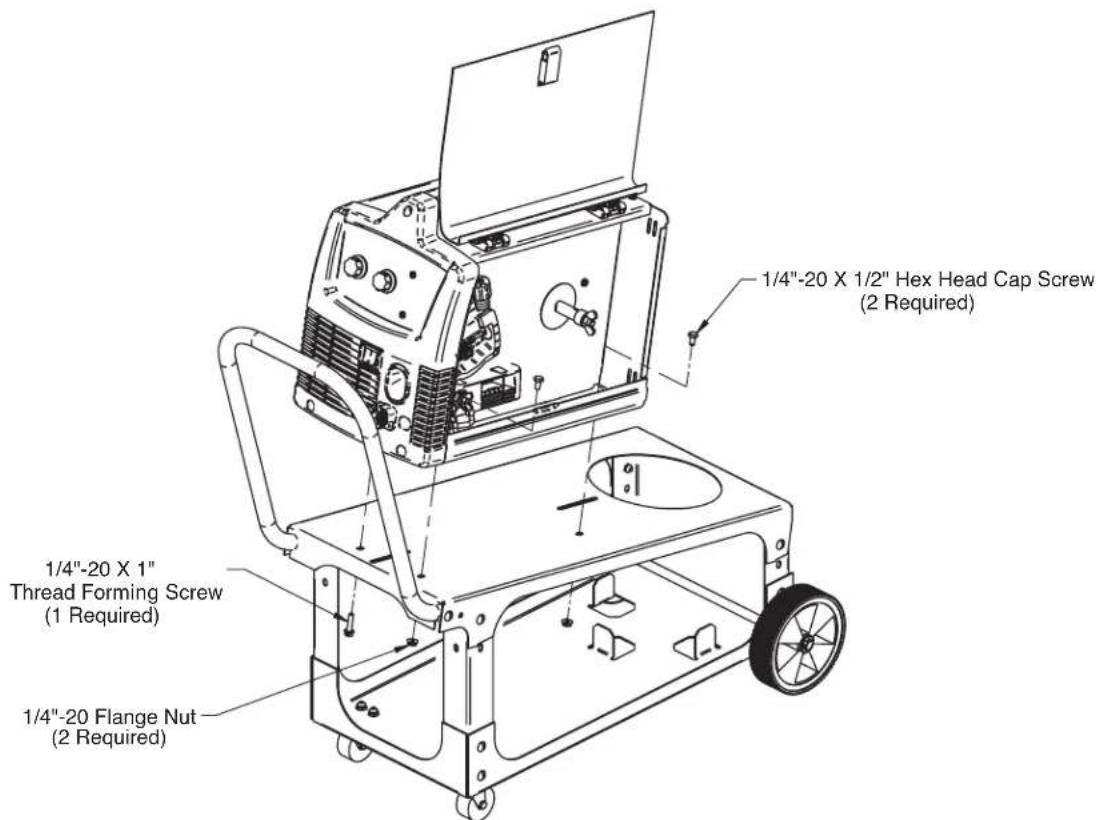
zightweight cart stores and transports welder, 80 cubic foot shielding gas cylinder, welding cables and accessories. Includes an angled top shelf for easy access to controls, lower tray for added storage capacity, a sturdy fixed handle and convenient cable wrap hanger.

natural_image
Exterior view of a gray manual cart with handle and wheels (no text or symbols visible)For mounting welding machines to K2275-1 carts that do not have slotted mounting holes. Drill 9/32" holes (3 places) into the cart top as shown and attach the welding machine to the cart with the proper hardware shown.
text_image
1/4"-20 X 1/2" Hex Head Cap Screw (2 Required) 1/4"-20 X 1" Thread Forming Screw (1 Required) 1/4"-20 Flange Nut (2 Required)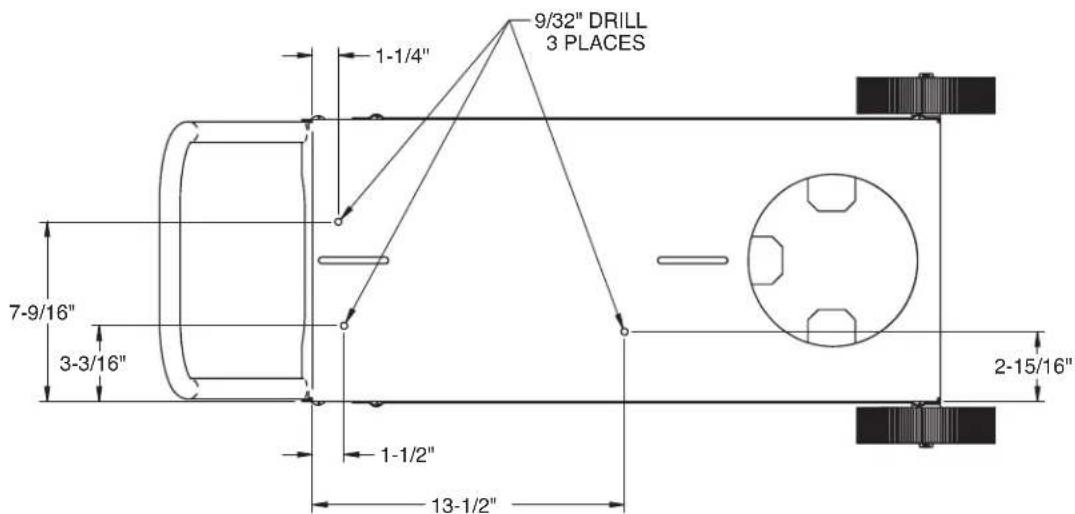
text_image
1-1/4" 9/32" DRILL 3 PLACES 7-9/16" 3-3/16" 1-1/2" 13-1/2" 2-15/16"WIRE FEEDER WELDERS (125, 140, 180 MODELS)

MAINTENANCE
SAFETY PRECAUTIONS
WARNING

ELECTRIC SHOCK can kill.
- Disconnect input power by removing Mplug Mfrom Mreceptacle Mbefore working Minside MWIRE MFEEDER WELDERS (125,140, 180 MODELS).
Use only grounded receptacle. Do not touch electrically M"hot" Mparts Minside MWIRE MFEEDER WELDERS (125,140, 180 MODELS).
- Have qualified personnel do the maintenance and trouble shooting work.
ROUTINE MAINTENANCE
POWER SOURCE COMPARTMENT
No user serviceable parts inside! Do not attempt to perform service in the power source (fixed) side of the WIRE FEEDER WELDERS (125,140, 180 MODELS). Take the unit to an authorized Lincoln Service Center if you experience problems. NO maintenance is required.
In extremely dusty locations, dirt may clog the air passages causing the welder to run hot with premature tripping of thermal protection. If so, blow dirt out of the welder with low pressure air at regular intervals to eliminate excessive dirt and dust build-up on internal parts.
WIRE FEED COMPARTMENT
- When necessary, vacuum accumulated dirt from gearbox and wire feed section.
- Occasionally inspect the incoming guide tube and clean inside diameter if necessary.
- Motor and gearbox have lifetime lubrication and require no maintenance.
FAN MOTOR
Has lifetime lubrication — requires no maintenance.
WIRE REEL SPINDLE
Requires no maintenance. Do not lubricate shaft.
GUN AND CABLE MAINTENANCE
FOR MAGNUM™ 100L GUN
Gun Cable Cleaning
Clean cable liner after using approximately 300 lbs (136 kg) of solid wire or 50 lbs (23 kg) of flux-cored wire. Remove the cable from the wire feeder and lay it out straight on the floor. Remove the contact tip from the gun. Using low pressure air, gently blow out the cable liner from the gas diffuser end.
CAUTION
Excessive pressure at the start may cause the dirt to form a plug.
Flex the cable over its entire length and again blow out the cable. Repeat this procedure until no further dirt comes out.
Contact Tips, Nozzles, and Gun Tubes
- Dirt can accumulate in the contact tip hole and restrict wire feeding. After each spool of wire is used, remove the contact tip and clean it by pushing a short piece of wire through the tip repeatedly. Use the wire as a reamer to remove dirt that may be adhering to the wall of the hole through the tip.
- Replace worn contact tips as required. A variable or "hunting" arc is a typical symptom of a worn contact tip. To install a new tip, choose the correct size contact tip for the electrode being used (wire size is stenciled on the side of the contact tip) and screw it snugly into the gas diffuser.
- Remove spatter from inside of gas nozzle and from tip after each 10 minutes of arc time or as required.
- Be sure the gas nozzle is fully screwed onto the diffuser for gas shielded processes. For the Innershield® process, the gasless nozzle should screw onto the diffuser.
- To remove gun tube from gun, remove gas nozzle or gasless nozzle and remove diffuser from gun tube. Remove both collars from each end of the gun handle and separate the handle halves. Loosen the locking nut holding the gun tube in place against the gun end cable connector. Unscrew gun tube from cable connector. To install gun tube, screw the locking nut on the gun tube as far as possible. Then screw the gun tube into the cable connector until it bottoms. Then unscrew (no more than one turn) the gun tube until its axis is perpendicular to the flat sides of the cable connector and pointed in the direction of the trigger. Tighten the locking nut so as to maintain the proper relationship between the gun tube and the cable connector. Replace the gun handle, trigger and diffuser. Replace the gas nozzle or gasless nozzle.
OVERLOAD PROTECTION
Output Overload
The WIRE FEEDER WELDERS (125,140, 180 MODELS) is equipped with a circuit breaker and a thermostat which protects the machine from damage if maximum output is exceeded. The circuit breaker button will extend out when tripped. The circuit breaker must be manually reset.
Thermal Protection
The WIRE FEEDER WELDERS (125,140, 180 MODELS) has a rated output duty cycle as defined in the Technical Specification page. If the duty cycle is exceeded, a thermal protector will shut off the output until the machine cools to a reasonable operating temperature. This is an automatic function of the WIRE FEEDER WELDERS (125,140, 180 MODELS) and does not require user intervention. The fan continues to run during cooling.
Electronic Wire Drive Motor Protection
The WIRE FEEDER WELDERS (125,140, 180 MODELS) has built-in protection for wire drive motor overload.
CHANGING LINER
NOTICE: The variation in cable lengths prevents the interchangeability of liners. Once a liner has been cut for a particular gun, it should not be installed in another gun unless it can meet the liner cutoff length requirement. Refer to Figure D.2.
- Remove the gas nozzle from the gun by unscrewing counter-clockwise.
- Remove the existing contact tip from the gun by unscrewing counter-clockwise.
- Remove the gas diffuser from the gun tube by unscrewing counter-clockwise.
- Lay the gun and cable out straight on a flat surface. Loosen the set screw located in the brass connector at the wire feeder end of the cable. Pull the liner out of the cable.
- Insert a new untrimmed liner into the connector end of the cable. Be sure the liner bushing is stenciled appropriately for the wire size being used.
- Fully seat the liner bushing into the connector. Tighten the set screw on the brass cable connector. At this time, the gas diffuser should not be installed onto the end of the gun tube.
- With the gas nozzle and diffuser removed from the gun tube, be sure the cable is straight, and then trim the liner to the length shown in the Figure D.2. Remove any burrs from the end of the liner.
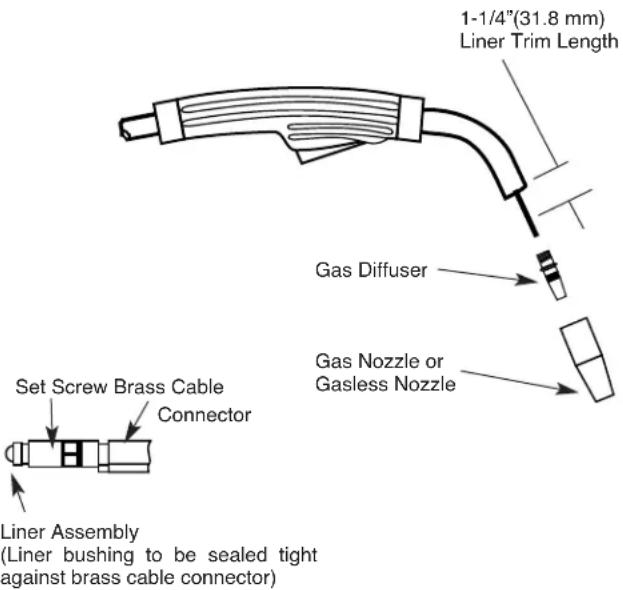
text_image
1-1/4"(31.8 mm) Liner Trim Length Gas Diffuser Gas Nozzle or Gasless Nozzle Set Screw Brass Cable Connector Liner Assembly (Liner bushing to be sealed tight against brass cable connector)FIGURE D.2 Liner trim length
- Screw the gas diffuser onto the end of the gun tube and securely tighten.
- Replace the contact tip and nozzle.
GUN HANDLE PARTS
The gun handle consists of two halves that are held together with a collar on each end. To open up the handle, turn the collars approximately 60 degrees counter-clockwise until the collar reaches a stop. Then pull the collar off the gun handle. If the collars are difficult to turn, position the gun handle against a corner, place a screwdriver against the tab on the collar and give the screwdriver a sharp blow to turn the collar past an internal locking rib. See Figure D-3.
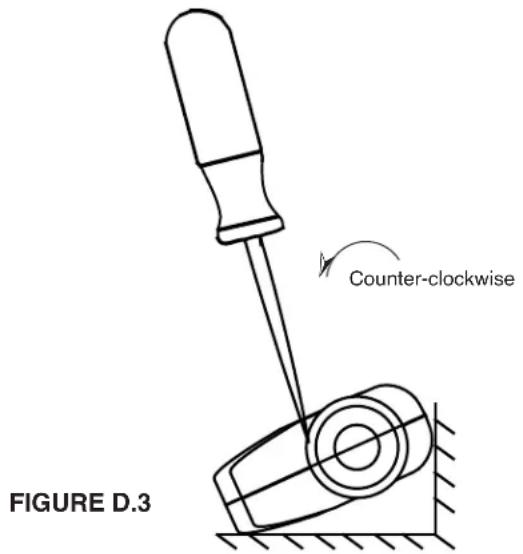
text_image
Counter-clockwise FIGURE D.3HOW TO USE TROUBLESHOOTING GUIDE
WARNING
Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel. Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.
This Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions. Simply follow the three-step procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).
Look under the column labeled "PROBLEM (SYMP-TOMS)". This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine is exhibiting.
Step 2. POSSIBLE CAUSE.
The second column labeled “POSSIBLE CAUSE” lists the obvious external possibilities that may contribute to the machine symptom.
Step 3. RECOMMENDED COURSE OF ACTION
This column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.
If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
Observe all Safety Guidelines detailed throughout this manual
| PROBLEMS (SYMPTOMS) | POSSIBLE CAUSE | RECOMMENDED COURSE OF ACTION |
| OUTPUT PROBLEMS | ||
| Major physical or electrical damage is evident. | "Do not Plug in machine or turn it on". Contact your local Authorized Field Service Facility. | If all recommended possible areas of misadjustment have been checked and the problem persists, Contact Myour Mlocal MLincoln Authorized MField MService Facility. |
| No wire feed, weld output or gas flow when gun trigger is pulled. Fan does NOT operate. | 1. Make sure correct voltage is applied to the machine.2. Make certain that power switch is in the ON position.3. Make sure circuit breaker is reset. | |
| No wire feed, weld output or gas flow when gun trigger is pulled. Fan operates normally. | 1. The thermostat may be tripped due to overheating. Let machine cool. Weld at lower duty cycle.2. Check for obstructions in air flow. Check Gun Trigger connec-tions. See Installation section.3. Gun trigger may be faulty. | |
| PROBLEMS (SYMPTOMS) | POSSIBLE CAUSE | RECOMMENDED COURSE OF ACTION |
| FEEDING PROBLEMS | ||
| No wire feed when gun trigger is pulled. Fan runs, gas flows and machine has correct open circuit voltage (33V) – weld output. | 1. If the wire drive motor is running make sure that the correct drive rolls are installed in the machine.2. Check for clogged cable liner or contact tip.3. Check for proper size cable liner and contact tip. | If all recommended possible areas of misadjustment have been checked and the problem persists, Contact Myour Mlocal MLincoln Authorized MField MService Facility. |
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
WIRE FEEDER WELDERS (125, 140, 180 MODELS)

Observe all Safety Guidelines detailed throughout this manual
| PROBLEMS (SYMPTOMS) | POSSIBLE CAUSE | RECOMMENDED COURSE OF ACTION |
| GAS FLOW PROBLEMS | ||
| Low or no gas flow when gun trigger is pulled. Wire feed, weld output and fan operate normally. | 1. Check gas supply, flow regulator and gas hoses.2. Check gun connection to machine for obstruction or leaky seals. | If all recommended possible areas of misadjustment have been checked and the problem persists, Contact Myour Mlocal MLincoln Authorized MField MService Facility. |
| PROBLEMS (SYMPTOMS) | POSSIBLE CAUSE | RECOMMENDED COURSE OF ACTION |
| WELDING PROBLEMS | ||
| Arc is unstable – Poor starting | 1. Check for correct input voltage to machine.2. Check for proper electrode polarity for process.3. Check gun tip for wear or damage and proper size – Replace.4. Check for proper gas and flow rate for process. (For MIG only.)5. Check work cable for loose or faulty connections.6. Check gun for damage or breaks.7. Check for proper drive roll orientation and alignment.8. Check liner for proper size. | If all recommended possible areas of misadjustment have been checked and the problem persists, Contact Myour Mlocal MLincoln Authorized MField MService Facility. |
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
WIRE FEEDER WELDERS (125, 140, 180 MODELS)

WIRING DIAGRAM
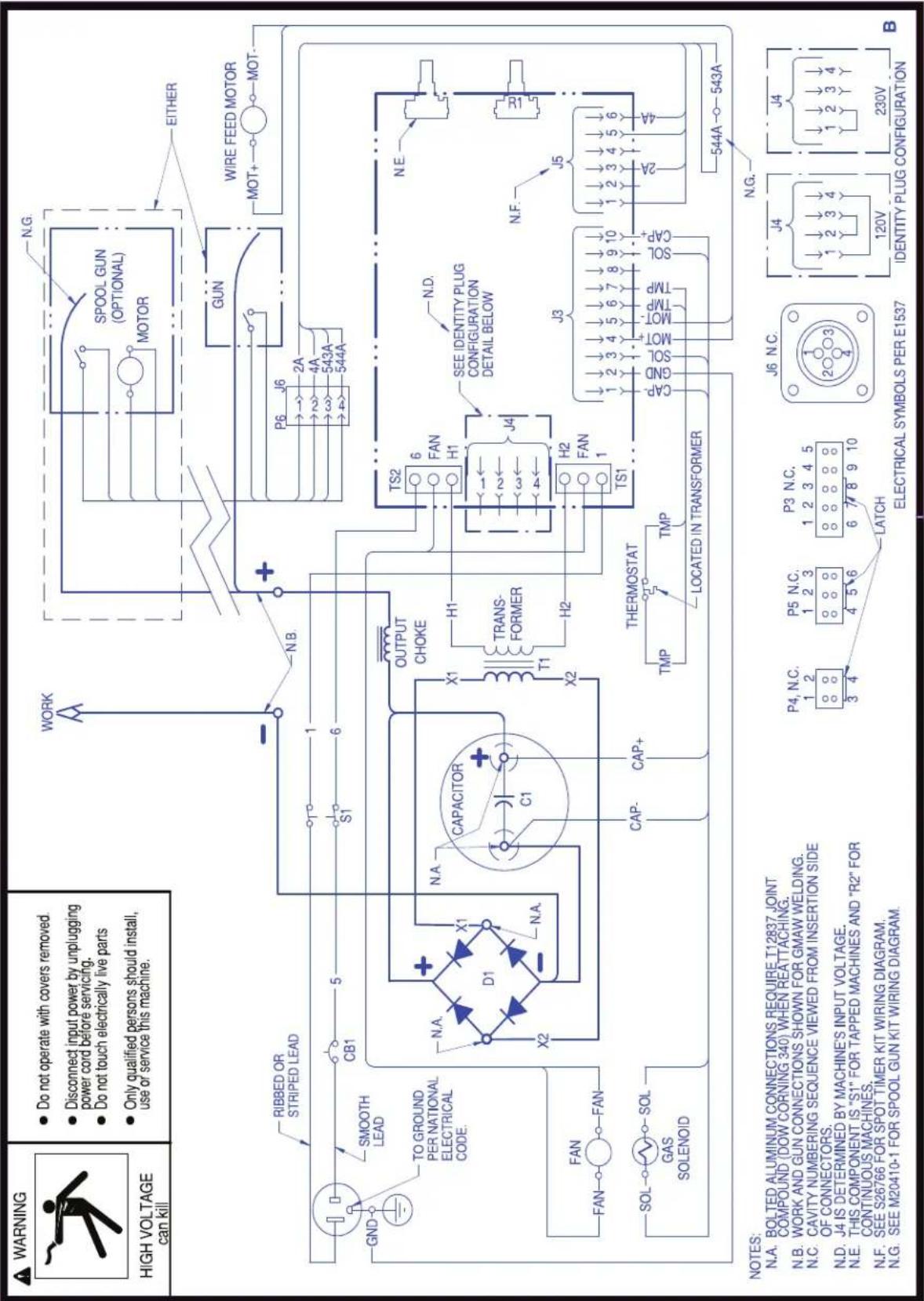
text_image
WARNING HIGH VOLTAGE can kill Do not operate with covers removed. Disconnect input power by unplugging power cord before servicing. Do not touch electrically live parts Only qualified persons should install, use or service this machine. SPOOL GUN (OPTIONAL) MOTOR N.G. EITHER GUN RIBBED OR STRIPED LEAD SMOOTH LEAD TO GROUND PER NATIONAL ELECTRICAL CODE. GND N.A. D1 X1 CAPACITOR C1 X2 N.A. SOL FAN FAN SOL GAS SOLENOID S1 6 1 6 OUTPUT CHOKE X1 T1 H1 TRANS- FORMER H2 THERMOSTAT TMP 7 TMP LOCATED IN TRANSFORMER N.E. N.F. J3 J5 J4 J6 N.C. P4, N.C. 1 2 3 4 P5 N.C. 1 2 3 4 5 6 P3 N.C. 1 2 3 4 5 6 7 8 9 10 LATCH P4, N.C. 1 2 3 3 4 J6 N.C. 1 2 3 4 120V J4 1 2 3 4 230V B IDENTITY PLUG CONFIGURATIONM20410
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The specific diagram for a particular code is pasted inside the machine on one of the enclosure panels.
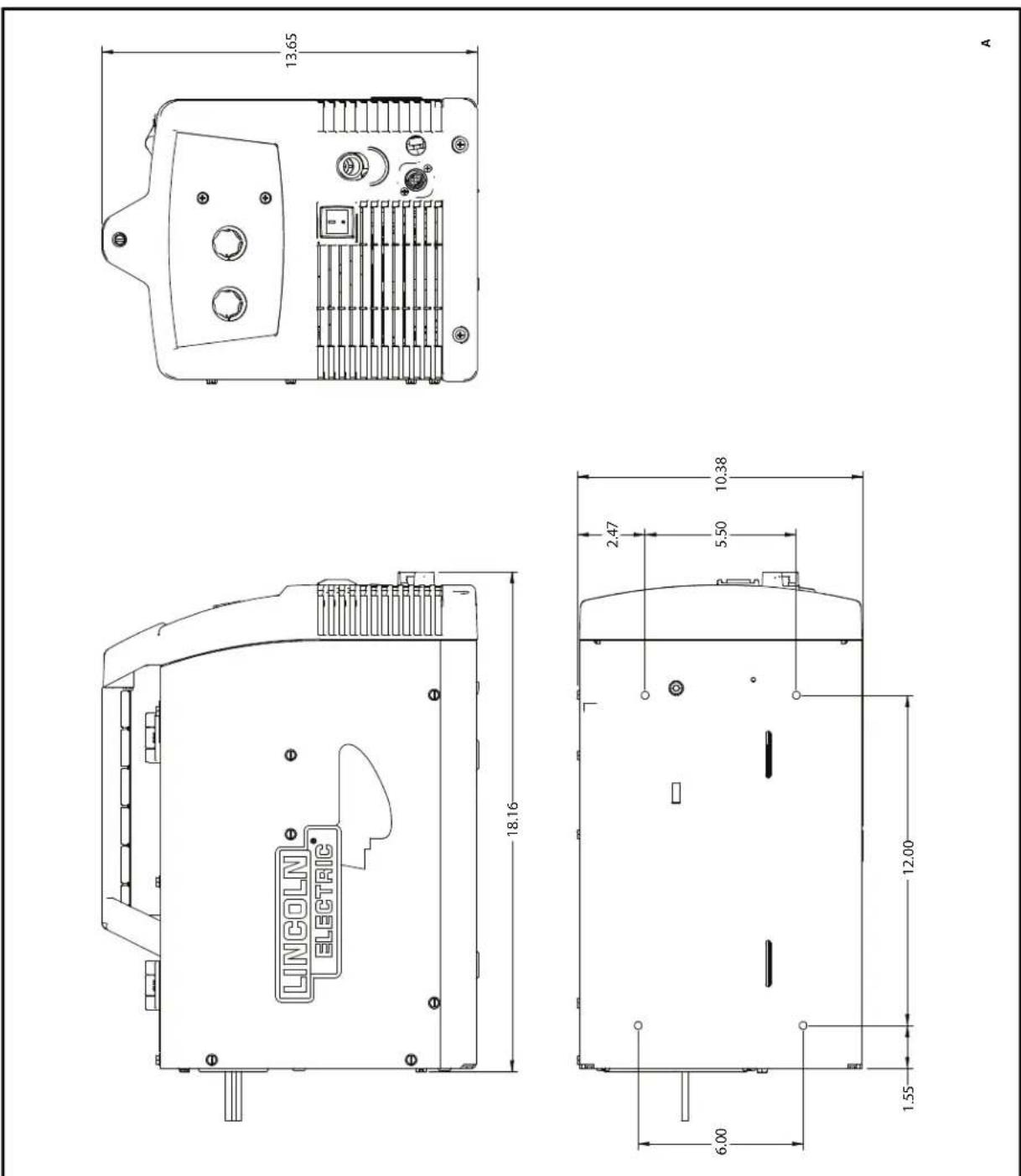
text_image
LINCOLN ELECTRIC 18.16 13.65 6.00 2.47 5.50 10.38 1.55 12.00 AM21111-1
Manual del Operador
natural_image
Line drawing of an industrial welding torch with coiled cable and clamp (no text or symbols)natural_image
Illustration of a person in protective gear using a tool to drive a red flame from a lamp (no text or symbols)TRABAJE EN ZONAS VENTILADAS o
for Y8W Amp and Y4W Amp Units .....A-3
for YZ5 Amp Flux Core Unit .....A-3
natural_image
Line drawing of a portable electronic device with control panel and buttons (no text or symbols)text_image
REGULATOR GAS HOSE 2" SPINDLE ADAPTER (FOR 1" REEL OF WIRE) "LEAPNTO WELD" DVDnatural_image
Line drawing of a portable electronic device with control panel and buttons (no text or symbols)FCAÍ (Innershield or Outershield)
text_image
5c 5b 5a 5 4 6 7 CAST (0.2 μm) NR 211 MP WIRE SPDDLÁea la Figura B.3
text_image
Technical diagram of a mechanical device with numbered components labeled 8 and 9Áea la Figura B.4
natural_image
Line drawing of a welding torch with a black handle and curved tip (no text or symbols)text_image
L-56 MIG WIRE- Tobera de Pistola de Bronce
natural_image
Simple line drawing of a 3D geometric shape with dashed internal lines (no text or symbols)natural_image
Line drawing of a handheld device with curved handle and segmented body (no text or symbols)natural_image
Simple line drawing of a pliers with a curved handle and circular head (no text or symbols)natural_image
Technical line drawing of two mechanical components: a coiled hose and a multi-cylinder valve (no text or symbols)text_image
T13000-2008 VM MAGNUM®100SG MAGNUM®100L OPTIONAL SPOOL GUN (K2532-1) Supplément Pistolet dévidoir (K2532-1) WARNING MOVING PARTS AND ELECTRICAL CONTACT CAN CAUSE INJURY OR BE FATAL. When gun trigger is depressed drive roll, wire, spool & electrode are ELECTRONICALLY LIVE (NOT). KEEP AWAY FROM MOVING PARTS AND PINCH POINTS.natural_image
Electronic circuit board with wires and a small potentiometer (no visible text or symbols)K2528-1 - Kit Innershield 045 (Para modelos de 230Á)
natural_image
Spool of black wire with attached cable and sensor components (no visible text or symbols)K2532-1 - Antorcha "Spool Gun" Magnum 100SG
natural_image
Open case containing a mechanical device with a CD and circular components (no visible text or symbols)natural_image
Pink plastic box with a cable, no visible text or symbols on the object itselfnatural_image
Black industrial cart with wheels and handle, no visible text or symbolsnatural_image
Mechanical cart with handle and wheels (no visible text or symbols)text_image
TALADRE 9/32" 3 LUGARES 1-1/4" 7-9/16" 3-3/16" 1-1/2" 13-1/2" 2-15/16"SOLDADORAS DE ALIMENTACION DE ALAMBRE (125, 140, 180 MODELOS)

MANTENIMIENTO
Paso 2. CAUSA POSIBLE.
natural_image
Line drawing of a portable electrical testing device with coiled cables and connectors (no text or symbols)natural_image
Illustration of a person in protective gear using a welding torch to drive red light (no text or symbols)DANS UNE GRANDE PIÈCE OU À L'EXTÉRIEUR, la
natural_image
Silhouette of a person wearing a helmet and holding a tool, no text or symbols presentPORTER UNE PROTECTION CORRECTE DES YEUX, DES OREILLES ET DU CORPS
Éinstallation .... Section A
Accessoires ....Section C
AccÈssoirÈs Èn Option ....C-1
CHOIX D'UN EMPLACEMENT APPROPRIÉ
natural_image
Line drawing of a device casing with ventilation grilles and buttons (no text or symbols)• CâblÈ dÈ TrÀvÀil Èt AgrÀÔÈ.
text_image
NR-211 MP L-56 MIG WIRE• RoulÈÀu ConductÈur
• RoulÈÀu ConductÈur


LissÈ dÈ 0,025.
LissÈ dÈ 0,035.
• RoulÈÀu Conduct-Èur MolÈté d'è 0,030 – 0,045 (InstÀllé sur lÀ MÀchinÈ).
natural_image
Line drawing of a portable electronic device with control panel and buttons (no text or symbols)• CâblÈ dÈ TrÀvÀil Èt AgrÀÔÈ.
DESCRIPTION DU PRODUIT (CAPACITÉS DU PRODUIT)
text_image
Technical diagram of a device with numbered components, likely an optical or mechanical assembly.Voir IÀ FigurÈ B.4
natural_image
Line drawing of a welding torch with a black handle and curved tip (no text or symbols)text_image
L-56 MIG WIRE- BÈc dÈ PistolÈt Èn LÀiton
natural_image
Simple line drawing of a 3D rectangular prism with dashed internal lines (no text or symbols)- PistolÈt à SoudÈr
natural_image
Line drawing of a handheld device with curved and straight ends (no text or symbols)natural_image
Simple line drawing of a pliers tool with a curved handle and circular head (no text or symbols)- RégulÀtÉur dÈ GÀz Èt LignÈ dÈ GÀz
natural_image
Technical line drawings of mechanical components including a coiled pipe and two cylindrical gauges (no text or symbols)- BoutÈillÈ dÈ gÀz dÈ protÉction 75/25 Ar/CO2 (ou gÀz dÈ protÉction 100% CO2). (NotÈr quÈ cÈlui-ci rÈquiÈrt un ÀdÀptÀtÈur dÈ régulÀtÈur dÈ CO2 qui Èst vÊndu sépÀrémÈnt).
text_image
EXTRÉMITÉ MÂLE CO₂ 100% (REQUIERT UN ADAPTATEUR, VENDU SÉPARÉMENT) EXTRÉMITÉ FEMELLE MÉLANGES 75/25text_image
T13000-2008 VM MAGNUM®100SG MAGNUM®100L OPTIONAL SPOLG GUN (K2532-1) Supplément Pistolet dévidoir (K2532-1) WARNING MOVING PARTS AND ELECTRICAL CONTACT CAN CAUSE INJURY OR BE FATAL. When gun trigger is depressed drive roll, wire, spool & electrode are ELECTRONICALLY LIVE (HOT). KEEP AWAY FROM MOVING PARTS AND PINCH POINTS.natural_image
Electronic circuit board with attached wires and a small potentiometer (no visible text or symbols)natural_image
Spool of black wire with attached wire and connector (no visible text or symbols)natural_image
Open hard-shell mechanical device with a cylindrical component and circular base (no visible text or symbols)K2377-1 – Petite Protection en Toile
natural_image
Pink hard-shell electronic device with a cable, no visible text or symbols on the bodynatural_image
Black industrial cart with wheels and handle, no visible text or symbolsnatural_image
Exterior view of a gray manual cart with handle and wheels (no text or symbols visible)CUSTOMER ASSISTANCE POLICY
The business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that time. Lincoln Electric is not in a position to warrant or guarantee such advice, and assumes no liability, with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer's particular purpose, with respect to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or correcting any such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of our products.
Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.
Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to www.lincolnelectric.com for any updated information.

THE LINCOLN ELECTRIC COMPANY
22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • U.S.A.
Phone: +1.216.481.8100 • www.lincolnelectric.com