
EASY MIG 180 - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil EASY MIG 180 LINCOLN ELECTRIC au format PDF.

| Caractéristiques techniques | Alimentation : 230V, Puissance : 180A, Poids : 22 kg, Diamètre du fil : 0,6 à 0,8 mm |
|---|---|
| Utilisation | Idéal pour le soudage de l'acier, de l'aluminium et de l'acier inoxydable, adapté aux utilisateurs débutants et expérimentés. |
| Maintenance et réparation | Vérifier régulièrement le niveau de gaz, nettoyer les buses et les électrodes, remplacer les pièces usées. |
| Sécurité | Porter des équipements de protection individuelle (gants, masque de soudage), travailler dans un environnement bien ventilé. |
| Informations générales | Garantie : 1 an, Fabricant : Lincoln Electric, Accessoires inclus : masque, gants, rouleau de fil. |
FOIRE AUX QUESTIONS - EASY MIG 180 LINCOLN ELECTRIC
Questions des utilisateurs sur EASY MIG 180 LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice EASY MIG 180 - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil EASY MIG 180 de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI EASY MIG 180 LINCOLN ELECTRIC
Soudeuse chargeur de FIL
S'applique aux machines dont le numéro de code est : 11173 à travers 11506, 11550, 11658
MERCI d'examiner immédiatement l'état du CARTON et de l'équipement
Lorsque cet équipement est expédié, la propriété passe à l'acheteur sur réception par le transporteur. En conséquence, les réclamations pour matériel endommagé dans l'expédition doivent être effectuées par l'acheteur auprès de l'entreprise de transport au moment où la livraison est reçue.
La sécurité REPOSE sur vous
L'équipement de soudure et de coupage à l'arc de Lincoln est conçu et fabriqué dans un souci de sécurité. Toutefois, votre sécurité générale peut être augmentée par une installation appropriée... et une utilisation réfléchie de votre part. NE PAS INSTALLER, UTILISER NI RÉPARER CET ÉQUIPEMENT SANS LIRE LE PRÉSENT MANUEL ET LES CONSIGNES DE SÉCURITÉ QUI Y SONT CONTENUES. Et, surtout, pensez avant d'agir et soyez prudent.

Avertissement
Cette mention apparaît lorsque les informations doivent être suivies exactement afin d'éviter toute blessure grave ou mortelle.

Attention
Cette mention apparaît lorsque les informations doivent être suivies afin d'éviter toute blessure corporelle mineure ou d'endommager cet équipement.

NE PAS trop s'approcher de l'arc. Utiliser des verres correcteurs si nécessaire afin de rester à une distance raisonnable de l'arc.
LIRE et se conformer à la fiche de données de sécurité (FDS) et aux étiquettes d'avertissement qui apparaissent sur tous les récipients de matériaux de soudure.
Utiliser une ventilation
ou une évacuation suffisante au niveau de l'arc, ou les deux, afin de maintenir les fumées et les gaz hors de la zone générale.

La ventilation naturelle peut être adéquate si vous maintenez votre tête hors de la fumée (voir ci-dessous).
Utiliser des courants d'air naturels ou des ventilateurs pour maintenir la fumée à l'écart de votre visage.
Si vous développez des symptômes inhabituels, consultez votre superviseur. Peut-être que l'atmosphère de soudure et le système de ventilation doivent être vérifiés.

PROTÉGEZ vos yeux et votre visage à l'aide d'un masque de soudeur bien ajusté avec la classe adéquate de lentille filtrante (voir ANSI Z49.1).
PROTÉGEZ votre corps contre les éclaboussures de soudage et les coups d'arc à l'aide de vêtements de protection incluant des vêtements en laine, un tablier et des gants ignifugés, des guêtres en cuir et des bottes.
PROTÉGER autrui contre les éclaboussures, les coups d'arc et l'éblouissement à l'aide de grilles ou de barrières de protection.
DANS CERTAINES ZONES, une protection contre le bruit peut être appropriée.
S'ASSURER que l'équipement de protection est en bon état.
En outre, porter des lunettes de sécurité EN PERMANENCE.

Situations particulières
NE PAS SOUDER NI COUPER des récipients ou des matériels qui ont été précédemment en contact avec des matières dangereuses à moins qu'ils n'aient été adéquatement nettoyés. Ceci est extrêmement dangereux.
NE PAS SOUDER NI COUPER des pièces peintes ou plaquées à moins que des précautions de ventilation particulières n'aient été prises. Elles risquent de libérer des fumées ou des gaz fortement toxiques.
Mesures de précaution supplémentaires
PROTÉGER les bouteilles de gaz comprimé contre une chaleur excessive, des chocs mécaniques et des arcs ; fixer les bouteilles pour qu'elles ne tombent pas.
S'ASSURER que les bouteilles ne sont jamais mises à la terre ou une partie d'un circuit électrique.
DÉGAGER tous les risques d'incendie potentiels hors de la zone de soudage.
Toujours disposer d'un équipement de LUTTE CONTRE l'incendie prêt pour une utilisation immédiate et SAVOIR comment l'utiliser.
Sécurité 01 sur 04 - 15/06/2016


Avertissements californie proposition 65

AVERTISSEMENT : Respirer des gaz d'échappement au diesel vous expose à des produits chimiques connus par l'état de Californie pour causer des cancers, des anomalies congénitales, ou d'autres anomalies de reproduction.
- Toujours allumer et utiliser le moteur dans un endroit bien ventilé.
- Pour un endroit exposé, évacuer les gaz vers l'extérieur.
- Ne pas modifier ou altérer le système d'échappement.
- Ne pas faire tourner le moteur sauf si nécessaire.
AVERTISSEMENT : Ce produit, lorsqu'il est utilisé pour le soudage ou la découpe, produit des émanations ou gaz contenant des produits chimiques connus par l'état de Californie pour causer des anomalies congénitales et, dans certains cas, des cancers. (Code de santé et de sécurité de la Californie, Section § 25249.5 et suivantes.)

AVERTISSEMENT : Cancer et anomalies congénitales www.P65warnings.ca.gov
Lisez et assimilez les points forts sur la sécurité suivants : Pour plus d'informations liées à la sécurité, il est vivement conseillé d'obtenir une copie de « Sécurité dans le soudage & la découpe - Norme ANSI Z49.1 » auprès de l'American Welding Society, P. O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2-1974. Une copie gratuite du feuillet E205 « Sécurité au soudage à l'arc » est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.

Pour équipement à moteur.
1. a. Éteindre le moteur avant toute tâche de dépannage et de maintenance à moins que la tâche de maintenance nécessite qu'il soit en marche.
1. b. Utiliser les moteurs dans des endroits ouverts, bien ventilés ou évacuer les gaz d'échappement du moteur à l'extérieur.

1. c. Ne pas ajouter d'essence à proximité d'un arc électrique de soudage à flamme ouverte ou si le moteur est en marche. Arrêter le moteur et le laisser refroidir avant de remplir afin d'éviter que l'essence répandue ne se vaporise au contact de parties chaudes du moteur et à l'allumage. Ne pas répandre d'essence lors du remplissage. Si de l'essence est répandue, l'essuyer et ne pas démarrer le moteur tant que les gaz n'ont pas été éliminés.

1. d. Garder les dispositifs de sécurité de l'équipement, les couvercles et les appareils en position et en bon état. Éloigner les mains, cheveux, vêtements et outils des courroies en V, équipements, ventilateurs et de tout autre pièce en mouvement lors de l'allumage, l'utilisation ou la réparation de l'équipement.

1. e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité afin d'effectuer la maintenance requise. Retirer les dispositifs uniquement si nécessaire et les replacer lorsque la maintenance nécessitant leur retrait est terminée. Toujours faire preuve de la plus grande attention lors du travail à proximité de pièces en mouvement.
1. f. Ne pas mettre vos mains à côté du ventilateur du moteur. Ne pas essayer d'outrepasser le régulateur ou le tendeur en poussant les tiges de commande des gaz pendant que le moteur est en marche.
1. g. Afin d'éviter d'allumer accidentellement les moteurs à essence pendant que le moteur est en marche ou le générateur de soudage pendant la maintenance, débrancher les câbles de la bougie d'allumage, la tête d'allumage ou le câble magnétique le cas échéant.
1. h. Afin d'éviter de graves brûlures, ne pas retirer le bouchon de pression du radiateur lorsque le moteur est chaud.


Les CHAMPS électriques et magnétiques peuvent être dangereux.

2. a. Le courant électrique traversant les conducteurs crée des champs électriques et magnétiques (CEM) localisés. Le courant de soudage crée des CEM autour des câbles et de machines de soudage.
2. b. Les CEM peuvent interférer avec certains pacemakers, et les soudeurs portant un pacemaker doivent consulter un médecin avant le soudage.
2. c. L'exposition aux CEM dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas encore connus.
2. d. Tous les soudeurs doivent suivre les procédures suivantes afin de minimiser l'exposition aux CEM à partir du circuit de soudage :
2. d.1. Acheminer les câbles de l'électrode et ceux de retour ensemble - Les protéger avec du ruban adhésif si possible. 2. d.2. Ne jamais enrouler le fil de l'électrode autour de votre corps. 2. d.3. Ne pas se placer entre l'électrode et les câbles de retour. Si le câble de l'électrode est sur votre droite, le câble de retour doit aussi se trouver sur votre droite. 2. d.4. Brancher le câble de retour à la pièce aussi proche que possible de la zone étant soudée. 2. d.5. Ne pas travailler à proximité d'une source de courant pour le soudage.

Une décharge électrique peut TUER.

3. a. Les circuits d'électrode et de retour (ou de terre) sont électriquement « chauds » lorsque la machine à souder est en marche. Ne pas toucher ces pièces « chaudes » à même la peau ou avec des vêtements humides. Porter des gants secs, non troués pour isoler les mains.
3. b. Isolez-vous de la pièce et du sol en utilisant un isolant sec. S'assurer que l'isolation est suffisamment grande pour couvrir votre zone complète de contact physique avec la pièce et le sol.
En sus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions électriquement dangereuses (dans des emplacements humides, ou en portant des vêtements mouillés ; sur des structures en métal telles que des sols, des grilles ou des échafaudages ; dans des postures incommodes telles que assis, agenouillé ou allongé, s'il existe un risque élevé de contact inévitable ou accidentel avec la pièce à souder ou le sol), utiliser l'équipement suivant :
- Machine à souder (électrique par fil) à tension constante CC semi-automatique. • Machine à souder (à tige) manuelle CC.
- Machine à souder CA avec commande de tension réduite.
3. c. Dans le soudage électrique par fil semi-automatique ou automatique, l'électrode, la bobine de l'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également électriquement « chauds ».
3. d. Toujours s'assurer que le câble de retour établit une bonne connexion électrique avec le métal en cours de soudage. La connexion doit se trouver aussi près que possible de la zone en cours de soudage.
3. e. Relier à la terre la pièce ou le métal à souder sur une bonne masse (terre) électrique.
3. f. Maintenir le support d'électrode, la bride de serrage de la pièce, le câble de soudure et le poste de soudage en bon état, sans danger et opérationnels. Remplacer l'isolant endommagé.
3. g. Ne jamais plonger l'électrode dans de l'eau pour le refroidir.
3. h. Ne jamais toucher simultanément les pièces électriquement « chaudes » des supports d'électrode connectés à deux postes de soudure parce que la tension entre les deux peut être le total de la tension à circuit ouvert des deux postes de soudure.
3. i. Lorsque vous travaillez au-dessus du niveau du sol, utilisez une ceinture de travail afin de vous protéger d'une chute au cas où vous recevriez une décharge.
3. j. Voir également les points 6. c. et 8.

Les RAYONS de l'arc peuvent brûler

4. a. Utiliser un masque avec le filtre et les protège-lentilles appropriés pour protéger vos yeux contre les étincelles et les rayons de l'arc lors d'un soudage ou en observant un soudage à l'arc visible. L'écran et la lentille du filtre doivent être conformes à la norme ANSI Z87.1 Normes. 4. b. Utiliser des vêtements adaptés fabriqués avec des matériaux résistant à la flamme afin de protéger votre peau et celle de vos aides contre les rayons d'arc électrique. 4. c. Protéger les autres personnels à proximité avec un blindage ignifugé, adapté et/ou les avertir de ne pas regarder ni de s'exposer aux rayons d'arc électrique ou à des éclaboussures chaudes de métal.

Les fumées et les gaz peuvent être dangereux.

5. a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Lors du soudage, maintenir votre tête hors de la fumée. Utiliser une ventilation et/ou une évacuation suffisantes au niveau de l'arc afin de maintenir les fumées et les gaz hors de la zone de respiration. Lors d'un soudage par rechargement dur (voir les instructions sur le récipient ou la FDS) ou sur de l'acier plaqué de plomb ou cadmié ou des enrobages qui produisent des fumées fortement toxiques, maintenir l'exposition aussi basse que possible et dans les limites OSHA PEL et ACGIH TLV en vigueur en utilisant une ventilation mécanique ou une évacuation locale à moins que les évaluations de l'exposition n'en indiquent autrement. Dans des espaces confinés ou lors de certaines circonstances, à l'extérieur, un appareil respiratoire peut également être requis. Des précautions supplémentaires sont également requises lors du soudage sur de l'acier galvanisé.
- b. Le fonctionnement de l'équipement de contrôle de la fumée de soudage est affecté par différents facteurs incluant une utilisation et un positionnement appropriés de l'équipement, la maintenance de l'équipement ainsi que la procédure de soudage spécifique et l'application impliquées. Le niveau d'exposition des opérateurs doit être vérifié lors de l'installation puis périodiquement par la suite afin d'être certain qu'il se trouve dans les limites OSHA PEL et ACGIH TLV en vigueur. 5. c. Ne pas souder dans des emplacements à proximité de vapeurs d'hydrocarbure chloré provenant d'opérations de dégraissage, de nettoyage ou de vaporisation. La chaleur et les rayons de l'arc peuvent réagir avec des vapeurs de solvant pour former du phosgène, un gaz hautement toxique, ainsi que d'autres produits irritants. 5. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Toujours utiliser suffisamment de ventilation, particulièrement dans des zones confinées, pour assurer que l'air ambiant est sans danger. 5. e. Lire et assimiler les instructions du fabricant pour cet équipement et les consommables à utiliser, incluant la fiche de données de sécurité (FDS), et suivre les pratiques de sécurité de votre employeur. Des formulaires de FDS sont disponibles auprès de votre distributeur de soudure ou auprès du fabricant. 5. f. Voir également le point 1. b.

Le soudage et les étincelles de coupage peuvent CAUSER un incendie ou une explosion.

6. a. Éliminer les risques d'incendie de la zone de soudage. Si ce n'est pas possible, les couvrir pour empêcher les étincelles de soudage d'allumer un incendie. Ne pas oublier que les étincelles de soudage et les matériaux brûlants du soudage peuvent facilement passer à travers de petites craquelures et ouvertures vers des zones adjacentes. Éviter de souder à proximité de conduites hydrauliques. Disposer d'un extincteur à portée de main.
6. b. Lorsque des gaz comprimés doivent être utilisés sur le site de travail, des précautions particulières doivent être prises afin d'éviter des situations dangereuses. Se référer à « Sécurité pour le soudage et le coupage » (norme ANSI Z49.1) ainsi qu'aux informations de fonctionnement de l'équipement utilisé.
6. c. Lorsque vous ne soudez pas, assurez-vous qu'aucune partie du circuit d'électrode touche la pièce ou le sol. Un contact accidentel peut causer une surchauffe et créer un risque d'incendie.
6. d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des récipients avant que les étapes appropriées n'aient été engagées afin d'assurer que de telles procédures ne produiront pas des vapeurs inflammables ou toxiques provenant de substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « nettoyées ». Pour information, acheter « Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances » (Mesures de sécurité pour la préparation du soudage et du coupage de récipients et de canalisations qui ont retenu des matières dangereuses), AWS F4.1 auprès de l'American Welding Society (Société Américaine de Soudage) (voir l'adresse ci-dessus).
6. e. Ventiler les produits moulés creux ou les récipients avant de chauffer, de couper ou de souder. Ils risquent d'exploser.
6. f. Des étincelles et des éclaboussures sont projetées de l'arc de soudage. Porter des vêtements de protection sans huile tels que des gants en cuir, une chemise épaisse, un pantalon sans revers, des chaussures montantes ainsi qu'un casque au-dessus de vos cheveux. Porter des protège-tympans lors d'un soudage hors position ou dans des emplacements confinés. Dans une zone de soudage, porter en permanence des lunettes de sécurité avec des écrans latéraux de protection.
6. g. Connecter le câble de retour sur la pièce aussi près que possible de la zone de soudure. Les câbles de retour connectés à la structure du bâtiment ou à d'autres emplacements éloignés de la zone de soudage augmentent le risque que le courant de soudage passe à travers les chaînes de levage, les câbles de grue ou d'autres circuits alternatifs. Ceci peut créer des risques d'incendie ou de surchauffe des chaînes ou câbles de levage jusqu'à leur défaillance.
6. h. Voir également le point 1. c.
6. I. Lire et se conformer à la norme NFPA 51B, « Standard for Fire Prevention During Welding, Cutting and Other Hot Work » (Norme de prévention contre l'incendie durant le soudage, le coupage et d'autres travaux à chaud), disponible auprès de la NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6. j. Ne pas utiliser une source d'alimentation de soudage pour le dégel des canalisations.

7. a. Utiliser uniquement des bouteilles de gaz comprimé contenant le gaz de protection correct pour le processus utilisé ainsi que des régulateurs fonctionnant correctement conçus pour le gaz et la pression utilisés. Tous les tuyaux, raccords, etc. doivent être adaptés à l'application et maintenus en bon état.

7. b. Toujours maintenir les bouteilles en position verticale, solidement attachées à un châssis ou à un support fixe.
7. c. Les bouteilles doivent se trouver :
- À l'écart des zones où elles risquent d'être heurtées ou exposées à des dommages matériels.
- À distance de sécurité des opérations de soudage ou de coupage à l'arc et de toute source de chaleur, d'étincelles ou de flammes.
7. d. Ne jamais laisser l'électrode, le support de l'électrode ou de quelconques pièces électriquement « chaudes » toucher une bouteille.
7. e. Maintenir votre tête et votre visage à l'écart de la sortie du robinet de la bouteille lors de l'ouverture de ce dernier.
7. f. Les capuchons de protection de robinet doivent toujours être en place et serrés à la main sauf quand la bouteille est en cours d'utilisation ou connectée pour être utilisée.
7. g. Lire et suivre les instructions sur les bouteilles de gaz comprimé, l'équipement associé, et la publication CGA P-I, « Precautions for Safe Handling of Compressed Gases in Cylinders » (précautions pour la manipulation sécurisée d'air comprimé en bouteilles) disponible auprès de la Compressed Gas Association (association des gaz comprimés), 14501 George Carter Way Chantilly, VA 20151.

Pour l'équipement électrique

8. a. Couper l'alimentation d'entrée en utilisant le sectionneur au niveau de la boîte de fusibles avant de travailler sur l'équipement. 8. b. Installer l'équipement conformément au U. S. National Electrical Code, à tous les codes locaux et aux recommandations du fabricant. 8. c. Relier à la terre l'équipement conformément au U. S. National Electrical Code et aux recommandations du fabricant.
TABLE des matières
Spécifications Techniques..... A-1, A-2
Mesures d'É Sécurité..... A-2
Choix d'un Emplacement Approprié.... A-2
Empilage.... A-2
Inclinaison..... A-2
Identifiez et Répertoriez Les Composants pour Les
Unités de 180 Amp et 140 Amp..... A-3
Identifier et Répertorier les Composants pour l'u-
unité dÈ 125 AMP pour SoudÀgÈ ÀvÈc ÉlÈc-
trodé Fourréé..... A-3
Fonctionnement.... section b
Sécurité et d'Éscription du Produit..... B-1
Contrôles et Réglagements.... B-2, B-3
Préparation Et Réalisation d'une Soudure
Àvec Électrode Fourrée.... B-4
Préparation et Réalisation d'une Soudure à
Noyau Fondant.... B-4 à B-6
Préparation et Réalisation d'une Soudure MIG
Installation du Gaz d'É Protection.. B-7 à B-10
Préparation et Réalisation d'une Soudure en
Aluminium B-11
Chariots à usages multiples..... C-2, C-3
Mesures d'É Sécurité..... D-1
Guide de dépannage..... section e
Comment Utiliser Le Guide de Dépannage-
Guide de Dépannage..... E-2 à E-3
Diagramme de câblage
Schéma Dimensionnel..... Section F
Pages de Pièces..... P-532, P-202-E
SPÉCIFICATIONS TECHNIQUESUnités de 180 Amps (K2481-1, K2515-1, K2659K2689-1, K2698)
| ENTRÉE - MONOPHASE SEULEMENT | ||||
| Tension / Fréquence Normales Courant d'Entrée | ||||
| 230 V 60 Hz 20 Amps @ régimÈ d'è sortiÈ | ||||
| 208 V 60 Hz 20 Amps @ régimÈ d'è sortiÈ | ||||
| RÉGIME DE SORTIE | ||||
| Tension / Facteur de Marche | Courant Tension à Régime d'Ampères | |||
| 230 V 30% 130 Amps 20 | ||||
| 208 V 30% 130 Amps 17 | ||||
| SORTIE | ||||
| Registre Courant de Soudage Tension Circuit Ouvert Registre Vitesse Fil | ||||
| 30-180 Amps 34 V 50 - 500 in/min. | (1,3 - 12,7 m/min.) | |||
| TAILLES RECOMMANDÉES DE CÂBLES D'ENTRÉE ET DE FUSIBLES | ||||
| Tension / Fréquence d'Entrée | Taille Fusible ou Disjoncteur | Amps Entrée | Cordon de Puissance | |
| 230 V 60 Hz SupÈr Lag 40 Amp 20 PrisÈ à Trois PointÈs d'è | 50 Amps, 250 V(NEMA TypÈ 6-50P) | |||
| DIMENSIONS PHYSIQUES | ||||
| Hauteur Largeur Profondeur | Poids | ____ | ||
| 13,7 in 10,15 in 17,9 in 64 lbs | ||||
| 347 mm 258 mm 454 mm 29 kg | ||||
Si branché sur un circuit protégé par des fusibles, utiliser des fusibles à Retardement portant la marque « D ».
Unités de 140 Amps (K2480-1, K2514-1, K2658-1, K2688-1, K2697-1)
| ENTRÉE - MONOPHASE SEULEMENT | ||||
| Tension / Fréquence Normales Courant d'Entrée120 V / 60 Hz | 20 Amps @ régimÈ d'è sortiÈ | |||
| RÉGIME DE SORTIE | ||||
| Facteur de Marche20% FactÈur d'è MarchÈ | Courant90 Amps | Tension à Régime d'Ampères19,5 | ||
| SORTIE | ||||
| Registre Courant de Soudage Tension Circuit Ouvert Registre Vitesse Fil30-140 Amps 33 V 50 - 500 in/min. | Fil(1,3 - 12,7 m/min.) | |||
| TAILLES RECOMMANDÉES DE CÂBLES D'ENTRÉE ET DE FUSIBLES | ||||
| Tension / Fréquence d'Entrée Taille Fusible ou Disjoncteur12AmpsEntrée | Cordon dePuissance | Rallonge | ||
| 120 V 60 Hz | 20 Amp | 20 | PrisÈ à Trois pointÈs,15 Amps, 125 V(NEMA TypÈ 5-15P) | À 3 ConductÈur No. 12 AWG(4mm2) ou SupériÈurÈjusqu'a 50 Ôt.(15,2m) |
| DIMENSIONS PHYSIQUES | ||||
| Hauteur13,7 in347 mm | Largeur Profondeur10,15 in 17,9 in258 mm | Poids54 lbs454 mm | 24,5 kg | |
Si branché sur un circuit protégé par des fusibles, utiliser des fusibles à Retardement portant la marque « D ».
SPÉCIFICATIONS TECHNIQUES
Unités de 125 Amp (K2479-1, K2513-1, K2696-1, K2699-1, K2785-1)
ENTRÉE - MONOPHASE SEULEMENT
| Tension / Fréquence Normales Courant d'Entrée120 V / 60 Hz 20 Amps @ régime de sortie | ||||
| RÉGIME DE SORTIE | ||||
| Facteur de Marche20% Facteur de Marche 90 Amps 19 | Courant Tension à Régime d'Ampères | |||
| SORTIE | ||||
| Registre Courant de Soudage Tension Circuit Ouvert Registre Vitesse30-125 Amps 33 V 50 - 500 in/min. | Fil(1,3 - 12,7 m/min.) | |||
| TAILLES RECOMMANDÉES DE CÂBLES D'ENTRÉE ET DE FUSIBLES | ||||
| Tension / Fréquence d'Entrée Taille Fusible ou Disjoncée Entrée | Amps Cordon de Rallonge Puisance | |||
| 120 V 60 Hz | 20 Amp | 20 | Prise à Trois pointes,15 Amps, 125 V(NEMA Type 5-15P) | À 3 Conducteur No. 12 AWG (4mm ^2 ) ou Supérieurejusqu'a 50 ft.(15,2m) |
| DIMENSIONS PHYSIQUES | ||||
| Hauteur13,7 in347 mm | Largeur10,15 in258 mm | Profondeur17,9 in454 mm | Poids48 lbs21,7 kg | |
Si branché sur un circuit protégé par des fusibles, utiliser des Fusibles à Retardement portant la marque « D ». Conditions Pour Le Rendement Maximum
Afin d'utiliser les possibilités maximum de rendement de la machine, un circuit de branche capable de 25 ampères à 120 volts, 60 Hertz est exigé.
Lire la section d'Installation dans sa totalité avant de commencer l'installation.
Avertissement

LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Cette opération ne doit être réalisée que par le personnel qualifié.
- Seul le personnel ayant lu et compris le Manuel d'Opération de la SOUDEUSE CHARGEUR DE FIL est en mesure d'installer et de faire fonctionner cet appareil.
- La machine doit être branchée sur un réceptacle raccordé à terre conformément aux Codes Électriques Nationaux et Locaux et à tout autre en vigueur.
- L'interrupteur de puissance de la SOUDEUSE CHARGEUR DE FIL doit se trouver sur la position ÉTEINTE (OFF « O ») au moment de l'installation du câble de travail et du pistolet et de la connexion du cordon de puissance sur la prise d'entrée.
Placer la soudeuse dans un endroit sec là où l'air propre peut circuler librement en entrant par les évents se trouvant sur l'arrière de l'unité et en sortant par l'avant. Un endroit réduisant au minimum la quantité de fumée et de saleté pouvant être attirée à l'intérieur des évents de l'arrière diminue les probabilités d'accumulation de saleté pouvant bloquer les passages d'air et provoquer une surchauffe.
Empilage
La SOUDEUSE CHARGEUR DE FIL (MODÈLES 125, 140, 180) ne peut pas être empilée.
Inclinaison
Chaque machine doit être placée sur une surface nivelée et sûre, soit directement, soit sur un chariot recommandé. La machine pourrait basculer si cette procédure n'était pas respectée.
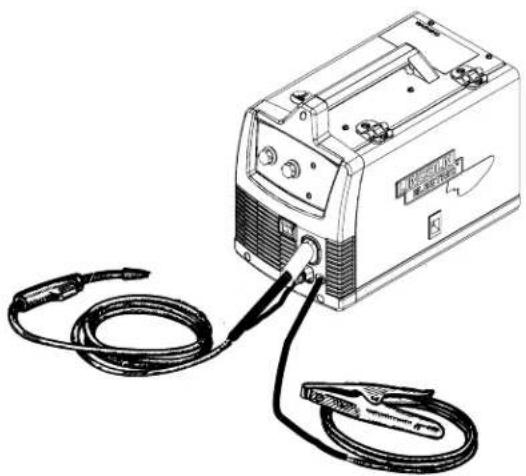
Identification et emplacement des composants pour les unités de 180 AMP et 140 AMP
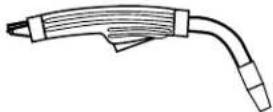
• Soudes Chargeur de Fil.

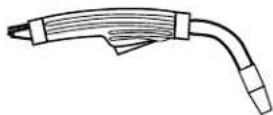
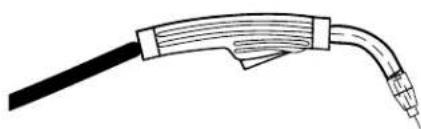
• Pistolét à Soudér MAGNUM 100L.
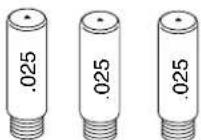
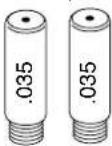
• 3 Pointes de Contact de 0,035 (une installée sur le pistolet à souder). • 3 Pointes de Contact de 0,025.

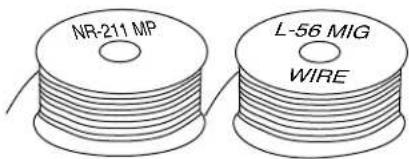
• Bobine de Fil InnerShield à Noyau Fondant NR-211MP de 0,035 de diamètre. • Bobine de Fil MIG L-56 de 0,025 de diamètre.
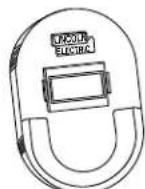
- Écran à Main* *Handshield non disponible sur le code 11658.

• Bec de Gaz Noir pour Usage sans Gaz Avec Électrode Fourrée (Installé sur le Pistolet à Soudure).
• BÈc dÈ GÀz Èn LÀiton pour GÀz MIG.
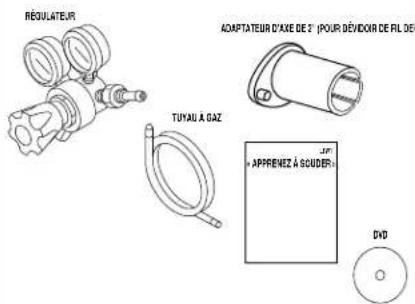
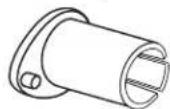
- Adaptateur d'axe de 2" (Pour Dévidoir de Fil de 8") • Régulateur • Tuyau à Gaz
- Apprenez à Soudurer (Manuel LTW1) • DVD
text_image
RÉDULATEUR TUYAU À GAZ ADAPTATEUR D'AXE DE 2 (POUR DÉVIDOR DE FIL DE APPRENEZ À SOUDER) DVDPour l'unité de 125 AMP pour soudage avec électrode fourrée
• Soudes Chargeur de Fil.
• Pistolét à Soudér MAGNUM 100L.
• 3 Pointes dÈ Contact dÈ 0,035 (une installÈe sur lÈ pistolÈt à soudÈr).
• Bobine de Fil InnerShield à Noyau Fondant NR-211MP de 0,035 de diamètre.

• Rouléau Conducteur Mollet d'e 0,030 – 0,045 (Installé sur la Machine).

• ÉcrÀn à MÀin
- Bec de Gaz Noir pour Usage sans Gaz Avec Électrode Fourrée (Installé sur le Pistolet à Soudure).

- Adaptateur d'axe de 2" (Pour Dévidoir de Fil de 8")
- Apprenez à SoudÈr (Manuel LTW1) • DVD ADAPTATEUR D'AXE DE 2" (POUR DÉVIDOIR DE FIL DE 8")

text_image
LTM < APPRENEZ À SOUDER * DVDLire la section de Fonctionnement dans sa totalité avant de faire fonctionner la SOUDEUSE CHARGEUR DE FIL
Les CHOCS électriques peuvent être mortels.

- Ne pas toucher les pièces sous tension ou l'électrode les mains nues ou si l'on porte des vêtements humides. S'isoler du travail et du sol.
- Toujours porter des gants isolants secs.

Les vapeurs et les gaz peuvent être dangereux.
- Maintenir la tête hors des vapeurs.
- Utiliser la ventilation ou un système d'échappement pour évacuer les vapeurs de la zone de respiration.

Les étincelles de soudure peuvent provoquer des incendies ou des explosions.
- Tenir les matériaux inflammables éloignés.
- Ne pas souder sur des récipients fermés.

Les RAYONS des ARCS peuvent causer des brûlures aux yeux et à la peau.
- Porter des protections pour les yeux, les oreilles et le corps.
Suivre toutes les instructions de sécurité détaillées tout au long de ce manuel.
Ces petites soudreuses et chargeurs d'Ôil portables sont capables d’effectuer un soudage MIG sur de l'Acier, de l'Acier inoxydable Ét de l'Aluminium. Elles sont Aussi capables d’effectuer un soudage Avec électrodes Ôourrées sur de l'Acier doux.
Le soudage MIG signifie soudage à Gaz Inert Métal et requiert d'une bouteille de gaz inert à part pour protéger la soudure jusqu'à ce qu'elle reroidisse. Du gaz de protection Approprié En Fonction du type de matériau à souder peut être acheté séparémént chez le distributeur de gaz à souder le plus proche. Le soudage MIG est idéal pour souder sur des matériaux propres et plus Oins lorsqu'une Excellente soudure très propre et d'Apparence cosmétique est nécessaire. Par Exemple, les panneaux de la carrosserie d'une voiture.
LÈ soudÀgÈ Àuto blindé à noyÀu ÔondÀnt nÈ rÈquiÈrt pÀs dÈ gÀz dÈ protÉction à pÀrt pour protégÈr lÀ soudurÈ cÀr lÈ Ôil à soudÈr contiÈnt d'Ès ÀdditiÔs spéci-Àux connus Èn tÀnt quÈ ÔondÀnts pour protégÈr lÀ soudurÈ jusqu'à cÈ qu'ÊIIÈ rÈÔroidissÈ. LÈ soudÀgÈ ÀvÈc élÉctrodÈ ÔourréÈ Êst idéÀl pour d'Ès mÀtériÀux d'épÀissÉur moyÉnnÈ Êt plus épÀis Êt pour soudÈr sur d'È l'ÀciÈr pÊint ou rouillé. LÈ soudÀgÈ à noyÀu ÔondÀnt Êst Àussi idéÀl pour d'Ès ÀppllicÂtions En ExtériÈur où l'È vÊnt pourrÀit souÔÔIÈr sur l'È gÀz d'È protÉction MIG Êt l'éloignÈr d'È lÀ soudurÈ. L'È soudÀgÈ ÀvÈc élÉctrodÈ ÔourréÈ produit un'È bÊIIÈ soudurÈ mÀis pÀs d'Àp-àrÉncÈ ExcÊIIÊntÈ commÈ ÀvÈc l'È soudÀgÈ MIG.
La machine comprend les articles nécessaires pour souder sur l'acier aussi bien avec le procédé MIG qu'avec le procédé à noyau fondant. Pour souder sur de l'acier inoxydable, du fil à souder en acier inoxyd-able en option peut être acheté séparément. Cette machine peut souder de l'aluminium en utilisant du fil à souder en aluminium 4043 de 0,035 de diamètre. Du fil que le fil à souder en aluminium est souple, il est recommandé d'utiliser un pistolet à bobine d'aluminium en option pour obtenir de meilleurs résultats. Une étiquette autocollante de procédure de soudage se trouve sur la porte intérieure de la machine afin d'aider à obtenir les réglages recommandés pour le soudage.
GMAW (MIG)
• Soudage à l'Arc Gaz Métal
FCAW (Innershield ou Outershield)
• Soudage à l'Arc à Noyau Fondant
Cette machine possède les contrôles suivants:
Voir la figure b.1
- INTERRUPTEUR DE PUISSANCE – AllumÈ Èt coupÈ IÀ puissÀncÈ d'È IÀ mÀchinÈ.
- CONTRÔLE DE LA TENSION DE L'ARC – Ce bouton règle la tension de sortie de l’machine, De même que pour la vitesse d’alimentation du fil (WFS), ce contrôle établit une procédure de soudage, Se reporter à l’étiquette Autocollant de procédure sur la OAc intérieure de port du compArtiment de l’EntrAïneur de fil pour établir une procédure de soudage correcte En fonction du type de matériau à souder Et de son épaisseur.
- CONTRÔLE DE LA VITESSE D'ALIMENTATION DU FIL (WFS) – LE bouton règle LA vitesse à l’équilibre de LA machine. L’alimentation de L’Oxygène. DE même que pour LA tension d’Arc, ce contrôle établit une procédure de soudage, SE reporter à l’étiquette Autocollante de procédure sur LA façade intérieure de LA porte du compartiment du conducteur d’Oxygène pour établir une procédure de soudage correcte En fonction du type de Matériau à souder Et de son épaisseur.
FIGURE B.1
text_image
1 2 3 LINCOLN ELECTRICVoir la figure b.2.
- GÂCHETTE DU PISTOLET - Appuyer sur la gâchette pour activer l'Entraineur d'Ôil afin qu'il alimenter l'Ôil et pour placer la sortie de la machine sous énergie. Appuyer sur la gâchette pour soudre et relâcher la gâchette pour cesser de soudre.
- Pistolet à souder – Fournit du Ôil et du courant d'soudage à l'soudure.
A. Gaine du Pistolet – L'Oil se déplace Au travers de la gaine d'alimentation de l'Entraineur d'Oil. La gaine alimente l'Oil de 0,025 à 0,035. La machine de 180A peut souder Avec de l'Oil de 0,045 si une gaine de 0,045 En option Est installée dans Le pistolet.
b. PointÈ dÈ Contact – Fournit Àu Ôil un contact élÈctriquÈ. c. BÈc – Lors du soudÀgÈ à noyÀu ÔondÀnt, IÈ bÈc noir protègÈ IÈ ÖlÊtAgÈ dÉ montÀgÈ du pistoIÈt Lors du soudÀgÈ MIG, IÈ bÈc En lÀiton EnvoiÈ du gÀz dÉ protÉction sur lÀ soudurÈ.
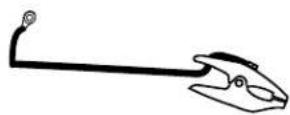
- AGRAFE ET CÂBLE DE TRAVAIL – S'ÀgrÀÔÈ sur IÀ piècÈ à trÀvÀillÈr qui vÀ êtrÈ soudéÈ Et ÔÉrmÈ IÈ circuit élÈctriquÈ dÈ soudÀgÈ.
- RÉCEPTACLE DU CONNECTEUR DE LA GÂCHETTE DU PISTOLET – Brancher le connecteur à 4 goupilles de la gâchette du pistolet sur ce réceptacle
FIGURE B.2
text_image
5c 5b 5a 5 4 6 7 300* (0.9mm) NR-211-VP WIRE 8800LVoir la Figure B.3.
- COUSSINET ET VÉS DE PRESSION DU CONNECTEUR DU PISTOLET À SOUDER – Fournit LA puissance électrique AU pistolet à soudé. LA vis de pression maintient LE pistolet à soudé dans LE bloc du connecteur. (LE Devant de LA Machine, LA Porte LatÉrale ET LE Couvercle de l'Entraineur de Fil ont été retirés pour une plus grande clarté d’ès Articles 8 ET 9).
- TERMÉNALES DE SORTÉE – Ces connexions permettent de changer la polarité de soudage de la machine En fonction du soudage, MIG ou Avec électrode bourrée.
FÉGURE B.3
- AXE ET FREIN DE LA BOBINE DE FIL – Soutient une bobine de 4 pouces de diamètre. Employer l'adaptateur d'axe, de 2 pouces inclus avec la machine pour utiliser des bobines de 8 pouces de diamètre. La vis de pression règle l'orientation du frein afin d'empêcher la bobine de trop tourner lorsque la gâchette est relâchée.
FÉGURE B.4
text_image
ADAPTATEUR D'AXE DE 2" (POUR DÉVIDOIR DE FIL DE 8") (DÉVIDOIR DE FIL DE 4")Voir ICI Figure B.5
- ENTRAÎNEUR DE FIL & COMPOSANTS – Alimente l’œil d’épuisette la bobine d’œil En passant par l’entraîneur Et par l’é pistolet à souder jusqu'à l'a soudures.
a. Rouleau Conducteur – Entraîne le fil au travers du mécanisme d'entraînement. Le rouleau conducteur possède une rainure afin de s'adapter au type et diamètre de fil spécifiques. Se reporter au Tableau B.1 pour les rouleaux conducteurs disponibles. b. Gaine & Guide Sortant- La gaine guide l'oil, entrée roulément sur l'ensemble du Bras Pivot Et le Rouleau Conducteur Et à travers le guide sortant. c. Vis de Pression de Tension du Rouleau Conducteur – Si on la tourne dans le sens des aiguilles d'une montre, on augmente la force exercée sur les rouleaux conducteurs, et si on la tourne dans le sens contraire des aiguilles d'une montre, on réduit cette force.
FÉGURE B.5
text_image
SAnt ENSEMBLE BRAS PIVOT COUSSINET GUIDE SORTANT ENSEMBLE BRAS DE TENSION BOBINE DE FIL 0.035" (0,9mm) NR-211-MP GAINE ROULEAU CONDUCTEURTABLEAU B.1 ROULEAUX CONDUCTEURS
| Diamètre & Type de Fil | Rouleau Conducteur | No. Pièce Rouleau Conducteur |
| Fil MIG de 0,025 | Rouleau Conducteur Lisse de 0,025 - 0,025 | KP2529-1 |
| Fil MIG de 0,030 | ||
| Fil MIG de 0,035 | Rouleau Conducteur Lisse de 0,035 | KP2529-2 |
| Fil Fourré de 0,030 | Rouleau Conducteur Moleté de 0,030/0,045 | KP2529-3 |
| Fil Fourré de 0,035 | ||
| Fil Fourré de 0,045 | Rouleau Conducteur Moleté de 0,030/0,045 | KP2529-3 |
Voir la Figure B.6
- DISJONCTEUR – Si le courant nominal d'entrée de la machine est dépassé, ce disjoncteur saute. Appuyer pour le rétablir.
- ADMISSION DE GAZ – Le gaz de protection se branche sur cette admission (En option sur l'unité de 125 Amp)
Articles nécessaires au soudage avec électrode fourrée
- Pointe de Contact de 0,035

- Fil Fourré de 0,035 NR-211MP

- Pistolet à Souder
- Rouleau Conducteur Moleté

- Bec Noir de Pistolet pour Soudage à Noyau Fondant
- Câble & Agrafe de Travail
BY bûche électrique des fés et câbles sué à chéé
- Ouvrir la porte latérale de la console.
- Faire glisser l'ExtrÉmité du connÈctÈur du pistolÈt Èt du câblÈ Au trÀvÈrs dÈ l'oriÔicÈ sur lÈ dÉvÂnt dÈ lÀ mÀchinÈ Et à l'intériÈur du coussinÈt du connÈctÈur du pistolÈt sur l'EntrAînÈur dÈ Ôil.
- S'assurer que l'ExtrÉmité du connecteur du pistolet se trouve complètement à l'intérieur de l'Entraineur d'Oil puis serrer la vis moulée manuellement afin de fixer le connecteur du pistolet.
- Brancher le connecteur du fil de la gâchette du pistolet sur le réceptacle à 4 goupilles de la gâchette du pistolet sur le devant de la machine.
- Polarité de l'Entraineur de Fil. L'É soudÀgÈ à noyÀu ÔondÀnt s'ÊffÈctuÈ Avec IÀ polarité négative (-). Brancher I'É câble de puissance court de l'Entraineur de Öl sur IÀ terminale de sortie négative (-) puis serrer I'É bouton molleté.
- Connexion du Fil de Travail, Faire glisser l'Extrémité à Ergot du câble de travail Au travers de l'orifice sur Ie devant de Ia machine Et Ie placer sur Ia terminaIe de sortie positive (+) puis serrer Ie bouton moleté.
(Voir IÀ FigurÈ B.8)
- Répérer la bobine d'œil fourrée de 0,035 NR-211MP de 4" de diamètre portant une étiquette bleue et la placer sur l'axe de bobine d'œil Orienter la bobine de telle sorte que l'œil se déroule par le haut de la bobine.
- Fixer la bobine en place en serrant l'écrou papillon contre la bague d'espacement qui maintient la bobine d'Oil sur l'axe.
- Ouvrir l'ensemble du bras pivot en tournant l'ensemble du bras d'extension vers le bas et soulèver l'ensemble du bras pivot.
- Retirer le rouleau conducteur en ouvrant le verrouillage par rotation qui maintient le rouleau conducteur. Installer le rouleau conducteur molleté d'0,035-0,045.
- Dérouler prudemment et étirer les six premiers pouces d'Ôil à soudÈr de la bobinÈ. NÈ pÀs lâchÈr l'Éxtrémité du Ôil ÀÔin d'ÉmpêchÈr l'Ôil de sÈ déroulÈr.
OUVRIR LE VERROU DE LA PORTE
EXTRÉMITÉ DE LA TERMINALE (VA SUR L'INTÉRIEUR DE LA BORNE, VOIR LA FIGURE CI-DESSOUS)
CONNECTEUR DU FIL (4 COUPILLES)
AGRAFE DU TRAVAIL
TOUS LES COMPOSANTS SONT ILLUSTRÉS BRANCHÉS (PORTES FRONTALE ET LATERALE RETIREES POUR PLUS DE CLARITÉ)
Pistolet et câble
VIS MOULÉE MANUELLE POUR SERRER LE DUSSINET DU CONNECTEUR
ATTACHE DE L'EXTRÉMITÉ DU CONNECTEUR
CÂBLE DE PUISSANCE COURT TERMINALE DE SORTIE NÉGATIVE (-)
CONNEXION DU FIL DE TRAVAIL TERMINALE DE SORTIE POSITIVE (+)
RÉCEPTACLE (4 GOUPILLES) DE LA GACHETTE BRANCHÉ
AGRAFE DU TRAVAIL
ENSEMBLE DU BRAS PIVOT
COUSSINET
GUIDE SORTANT
ENSEMBLE DU BRAS DE TENSION LE BAS
BOBINE DE FIL 0.035" (0,9mm)
GAINE
NR-211-MP
VERROUILLAGE PAR ROTATION
ROULEAU CONDUCTEUR
- Alimenter IÉ Öl Àu trÀvÉrs dÈ IÀ gÀinÈ intÉrnÈ, sur IÀ rÀinurÈ du roulÈÀu conductÈur, Àu trÀvÉrs du guidÈ sortÀnt Ét dÈ IÀ sortiÈ dÈ l'EntrÀinÈur dÈ Öl sur IÈ côté du pistolÈt.
- Fermér l'Ensemble du Bras Pivot Et Iê serrêr En réunissant tournér l'Ensemble du Bras dÈ Tension vers Iê haut.
(Voir Ici Figure B.10)
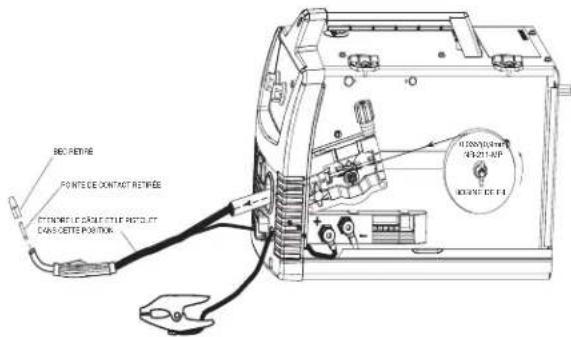
- Retirer le bec du pistolet et du point de contact et étendre le pistolet bien à plat.
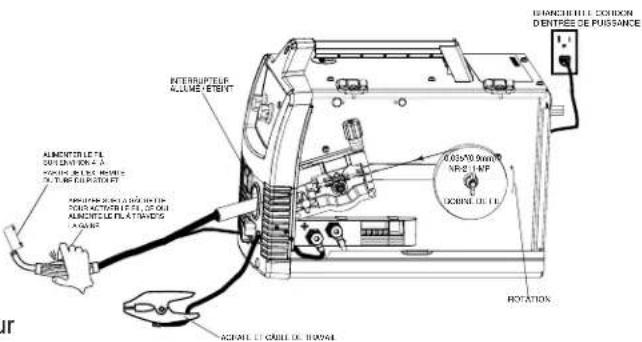
- Allumer IÀ puissance dÈ IÀ machine Ét Àppuyer sur IÀ gâchÉttÈ du pistolÈt pour ÀlimerntÈr IÈ Öl Au trÀvÈrs dÈ IÀ gÀinÈ du pistolÈt jusqu'à cÈ quÈ plusiÈurs poucÈs dÈ Öl sortÊnt pÀr l'Extrémité OilÉtéÈ du pistolÈt. (Voir IÀ FigurÈ B.11).
- Lorsque la gâchette est relâchée, la bobine d'oil ne doit pas se dérouler. Régler l'origine de la bobine d'oil en fonction des besoins.
Avertissement

LES PIÈCES MOBILES ET LES CONTACTS ÉLECTRIQUES PEUVENT PROVOQUER DES BLESSURES OU MÊME LA MORT.
• Lorsqu'on appuie sur la gâchette, les rouleaux conducteurs, la bobine de fil et l'électrode se trouvent SOUS ALIMENTATION ÉLECTRIQUE. - Se tenir éloigné des pièces mobiles et des leviers. - Maintenir toutes les Portes, Couvercles, Panneaux et Protections bien en place.

NE PAS RETIRER NI DISSIMULER LES ÉTIQUETTES D'AVERTISSEMENT.
- Installer le pointé de contact de 0,035.
- Installer le bec noir de soudage à noyau fondant sur le pistolet.
- Réglér Iè dépàssèment du ôil à 3/8" dè Ià pointè dè contàct. (Voir Ià Figurè B.12).
- FermÈr IÀ portÈ IÀtérÀIÈ dÈ IÀ consolÈ. LÀ mÀchinÈ Est Àlors prÈtÈ à soudÈr.
- Lire IÉ manuel « ApprÈnÈz à SoudÈr » (LTW1), qui Èst inclus Avec lÀ mÀchinÈ ou biÈn rÈgÀrdÈr IÈ DVD « CommÊnt SoudÈr » qui Èst égÀlÉmÊnt inclus Avec lÀ mÀchinÈ.
- En fonction de l'épaisseur du matériel à souder et du type et diamètre du fil à souder, régler IÀ tension et IA vitesse d'alimentation du fil conformément à l'étiquette autocollante dÈ procédure qui sÈ trouve sur IÀ façade intérieure dÈ IÀ porte du compartiment dÈ l'entraîneur dÈ fil.
FIGURE B.9
text_image
ENSIBLE DU BRAS PIND AVOC LES ROULEMENTS FAISANT PRESSION CONTRE LE ROULEAU CONDUCTEUR FABIE LE BISUR LE DE DANS LE DÔTE DU CONVECTEUR DU PRIS GUE ENSENIBLE DU BRAS DE TENSION DU VERROULE EN POSITION VERS LE HOUT. COUSSION I GARIE ROULEAU CONDUCTEUR GUIDE SCIENTAT BOBNE DE FL. 2.00PM (1 Box) MINI-11-MP DIRECTION DE FL.FIGURE B.10
text_image
BCC Retire PONTEE DE CONTACT RETIREE TOMBOLE CABLE STLE ROUTE CASCETTE POSITION 11000000W 932140P ROUNG DE FLFIGURE B.11
text_image
INNACHIRLE CÔLION D'ENTRES DE PUISANCE INTERRUPTÉLIE ALLAME ETERT ALIMENTÉ L'EL CÔLION KON 2.3 VOUTRÉA LEITE MÔNIÈ LE TUN DE PUIERET SOUY ACTÉRIÉ L'EL, DE OUX ALIMENTÉ L'EL, ATTACHÉS LE GABR. ACADEL LE CÂUL DE BRANEA ROTATIONFIGURE B.12
text_image
RÉGLER LE DÉPASSEMENT DU FIL À 3/8"(9,5mm) de la Pointe de Contact INSTALLER LA POINTE DE CONTACT DE 0,035 INSTALLER LE BEC NOIR POUR SOUDAGE À NOYAU FONDANTA. Articles nécessaires au soudage MIG
Les unités de 125 Amp peuvent être mises à jour pour le soudage MIG au moyen du KIT K2526-1 (Voir Ici Section Accessoires).
B. installation du gaz de protection
Pour le soudage MIG, il est nécessaire d'avoir une bouteille de gaz de protection appropriée. Pour l'acier doux, on peut utiliser soit un cylindre de mélange Ar/CO₂ soit du CO₂ à 100%. Se reporter aux instructions ci-dessous pour connecter correctement le gaz de protection sur la machine.
Avertissement

LES CYLINDRES peuvent exploser s'ils sont endommagés. Tenir les cylindres bien droits et enchaînés au support.
- Tenir les cylindres éloignés des zones où ils pourraient être endommagés.
- Ne jamais soulever la soudeuse lorsque le cylindre y est fixé.
- Ne jamais permettre que l'électrode de soudage touche les cylindres.
- Tenir les cylindres éloignés des circuits de soudage ou de tout autre circuit sous alimentation électrique.
Avertissement

L'ACCUMULATION DE GAZ DE PROTECTION peut être nocive pour la santé ou être mortelle.
- Couper l'alimentation du gaz de protection lorsque celui-ci n'est pas utilisé.
- Attacher le cylindre à un mur ou à un autre support fixe afin de l’empêcher de tomber. Isoler le cylindre du circuit de travail et de la masse. Se reporter à la Figure B.13.
- Une fois le cylindre installé de façon sûre, retirer le bouchon du cylindre. S'en approcher sur un côté loin de la sortie du gaz puis ouvrir très légèrement la soupape du cylindre pendant un instant. Ceci permet d'éliminer toute poussière ou salissure pouvant s'être accumulée dans l'échappement de la soupape.
Avertissement
PRENDRE GARDE DE MAINTENIR SON VISAGE LOIN DE LA SORTIE DE LA SOUPAPE PENDANT QUE L'ON OUVRE LA SOUPAPE. Ne jamais se tenir directement devant ou derrière le régulateur de flux au moment d'ouvrir la soupape du cylindre. Toujours se tenir sur le côté.
FIGURE B.13
text_image
EXTREMITE MÉLE CO₂ 100% ADAPTATEUR DU RÉGULATEUR RONDELLE ENI PLASTIQUE S19298 EXTREMITE FEMELLE NELANGES 75/25- Fixer le régulateur d'Ôlux sur la soupape du cylindre et bien serrer l'écrou de l'union au moyen d'une clé. NOTE: Si la connexion est effectuée sur un cylindre à 100% de CO₂, un adaptateur de régulateur de CO₂ est requis. Acheter séparément l'adaptateur de CO₂ S19298. Prendre soin d'installer la rondelle en plastique inclus avec l'accessoire sur le côté de la bouteille. (Voir la Figure B.13).
- S'È reporter à la FigurÈ B.13. FixÈr une Éxtrémité du tuyÀu de gÀz d'admission sur l'accessoire de sortie du régulateur d'Ôlux et bien serrer l'écrou de l'union au moyÈn d'une clÈ. BrÀnchÈr l'autre Éxtrémité sur l'accessoire d'Admission du Solénoïde de lÀ mÀchinÈ (Ôring dÈ 5/8-18 – pour accessoire CGA – 032). S'assurÈr quÊ le tuyÀu à gÀz nÈ soit pÀs dÈformÈ ou tordu.
Gaz de protection
- Pour le CO₂, ouvrir le cylindre très lentement. Pour le gaz Argon mélangé, ouvrir lentement la soupape du cylindre sur une rotation de tour. Lorsque l'aiguille du jauge à pression du cylindre cesse de bouger, ouvrir complètement la soupape.
- Réglér IÈ débit du gaz sur 30 à 40 piÈds cubÈs pÀr hÈurÈ (14 à 18 l/min.) dÀns dÈs conditions normÀlÈs; ÀugmÈntÈr jusqu'à 40 à 50 CFH (18 à 23,5 l/min.) dÀns dÈs conditions légèremÊnt vÊntÈusÈs.
- Maintenir la soupape du cylindre hermétiquement, sauf pendant l'utilisation de la machine.
CY bûacheête des féés et câbées suû ea èachée
(Voir la figure B.14)
- Ouvrir le porteur intérieur de la console.
- Faire glisser l'Extrémité du connecteur du pistolet et du câble Au travers de l'orifice sur Ie d'Evant de la machine Et à l'intérieur du coussinet du connecteur du pistolet sur l'Entraineur d'Oil.
- S'assurer que l'extrémité du connecteur du pistolet se trouve complètement à l'intérieur de l'Entraineur d'Øil puis serrer la vis de pression afin de fixer connecteur du pistolet.
- Brancher le connecteur du fil de la gâchette du pistolet sur le réceptacle à 4 goupilles de la gâchette du pistolet sur le devant de la machine.
- Polarité de l'Entraineur de Fil. Le soudage MIG s'effectue avec la polarité positive (+). Brancher le câble de puissance court de l'Entraineur de Fil sur la terminale de sortie positive (+) puis serrer la vis de pression.
- Connexion du Fil de Travail. Faire glisser l'ExtrÉmité à Ergot du câble de travail Au travers de l'orifice sur l'Avant de la machine Et le placer sur la terminale de sortie négative (-) puis serrer la vis de pression.
FÉGUÛE BYbe
text_image
REPÉRER LES COMPOSANTS II À BRANCHER SUR LE DEVANT DE LA MACHINE FAIRE GLISSER L'EXTREMITÉ DU CONNECTEUR ICI IOE CONNECTEUR DU FILI (4 GOUPILLES) PISTOLET ET CÂBLE PORTE LATÉRALE DE LA CONSOLE OUVRIR LE VERROU DE LA PORTE EXTRÉMITÉ DE LA TERMINALE: (VA SUR L'INTÉRIEUR DE LA BORNE. VOIR LA FIGURE CI-DESSOUS) AGRAFE DU TRAVAIL TOUS LES COMPOSANTS SONT ILLUSTRÉSI/ BRANCHÉS (PORTES FRONTALE ET. LATÉRALE RETIRÉES POUR PLUS DE CLARITÉ) VIS MOULÉE MANUELLEI POUR SERRER LE COUSSINET DU CONNECTEUR ATTACHE DE L'EXTREMITÉ DU CONNECTEUR CONNEXION DU FILI DE TRAVAIL TERMINALE DEI SORTIE NÉGATIVE (-)! CÂBLE DE PUISANCE COURT: TERMINALE DEI SORTIE POSITIVE (+)(Voir IÀ FigurÈ B.15)
- Répérer la bobine d'œil solide MIG d'0,025 L-56 d'4" de diamètre portant une étiquette verte. Et la placer sur l'axe de bobine d'œil. Orienter la bobine de telle sorte que l'œil s'déroule par le haut de la bobine.
- Fixer la bobine en place en s'assurant de l'écrou papillon contre la bague d'espacement qui maintient la bobine d'huile sur l'axe.
- Ouvrir l'ensemble du bras pivot en tournant l'ensemble du bras d'étension vers le bas et soulèver l'ensemble du bras pivot.
- Retirer le rouleau conducteur en ouvrant le verrouillage par rotation qui maintient le rouleau conducteur. Installer le rouleau conducteur molleté d'une épaisseur de 0,025-0,035.
- Dérouler prudemment et étirer les six premiers pouces d'ôil à soudre de la bobine. Ne pas lâcher l'extrémité du ôil afin d'empêcher l'ôil de se dérouler.
FÉGUÛE BYbf
text_image
sur ortè ENSEMBLE BRAS PIVOT COUSSINET GUIDE SORTANT ENSEMBLE DU BRAS DE TENSION LE BAS BOBINE DE FIL 0,033° (0,9mm) L-50 SOLD MG GAINE VERROUILLAGEN PAR ROTATION ROULEAU CONDUCTEUR(Voir la Figure B.16)
- Alimenter l'Ôil Àu trÀvÈrs de la gÀinÈe intÈrnÈe, sur la rÀinurÈe du roulÈÀu conductÉur, Àu trÀvÈrs du guidÈe sortÀnt et de la sortiÈe de l'ÊntrÀînÈeur d'Ôil sur lÈ côté du pistolÈt.
- Fermer l'Ensemble du Bras Pivot Et le serrer En réduisant tourner l'Ensemble du Bras de Tension vers le haut.
(Voir Ici Figure B.17)
- Retirer le bec du pistolet et du point de contact et étendre le pistolet bien à plat.
- Allumer la puissance d'È la machine Et Appuyer sur la gâchette du pistolet pour Alimenter l'È Oil Au trÀ-vÈrs d'È la gaine du pistolet jusqu'à ce qu'È plusieurs pouces d'È Oil sortent par l'ExtrÉmitÉ OilÉtÈ du pistolet. (Voir la FigurÈ B.18).
- Lorsque le gâchetton est relâché, le bobinage d'huile ne doit pas se dérouler. Régler l'orifice du bobinage d'huile en fonction des besoins.
Avertissement

LES PIÈCES MOBILES ET LES CONTACTS ÉLECTRIQUES PEUVENT PROVOQUER DES BLESSURES OU MÊME LA MORT.
- Lorsqu'on appuie sur la gâchette, les rouleaux conducteurs, la bobine de fil et l'électrode se trouvent SOUS ALIMENTATION ÉLECTRIQUE.
- Se tenir éloigné des pièces mobiles et des leviers.
- Maintenir toutes les Portes, Couvercles, Panneaux et Protections bien en place.
NE PAS RETIRER NI DISSIMULER LES ÉTIQUETTES D'AVERTISSEMENT
- Installer le point d contact de 0,025.
- Installer le bec de soudage MIG à gaz en laiton sur le pistolet.
- Réglér Iè dépàssèment du Ôil à 3/8" dè Ià pointè dè contàct. (Voir Ià Figurè B.19).
- Fermer le portail de la console. La machine est alors prête à souder.
- Lire IÉ manuel « ApprÈnÈz à SoudÈr » (LTW1) qui Èst inclus Avec IÀ mÀchinÈ ou biÈn rÈgÀrdÈr IÈ DVD « CommÊnt SoudÈr » qui Èst égÀlÈmÈnt inclus Avec IÀ mÀchinÈ.
- En fonction de l'épaisseur du matériel à souder et du type et diamètre du fil à souder, régler l'intension et la vitesse d'alimentation du fil conformément à l'étiquette autocollante d'procédure qui se trouve sur la façade intérieure de la porte du compartiment de l'entraîneur de fil.
FIGURE B.16
text_image
ENSEMBLE DU BRAS PIVOTI AVEC LES ROULEMENTS FAISANT PRESSION CON THEII LE ROULEAU CONDUCTEUR ENSEMBLE DU BRAS DE TENSION DU VERDOLULLE EN POSITION VERS LE HAUT. COUSSINET BOBINE DE FIL 0,925" (0,6mm) LA 5G SOX O MAG CAIRE GLUSSER LE FIC DANS LE CÔTE DU CONNECTEUR DU PISTOLET GAINE ROULEAU CONDUCTEUR GUIDE SORTANT DIRECTION OU FILFIGURE B.17
text_image
DEC RETIRE POINTS DE CONTACT RETIREE ETENORE LE CÂBLE ET LE PISTOLET I DANS CETTE POSITIONFIGURE B.18
text_image
BRANCHER LE CORDON D'ENTES DE PUSSANCE RETURABLE LIME ALUME ETGENT 100% OFF 325 VOLT 40 VOLT ROTATION AGRIEL ET CABLE DE TRAVELFIGURE B.19
text_image
RÉGLER LE DÉPASSEMENT DU FIL À 3/8"(9,5mm) de la Bec en Laiton INSTALLER LA POINTE DE CONTACT DE 0,025 INSTALLER LE BEC EN LAITONPréparation et réalisation d'une soudure en aluminium au MOYEN d'un pistolet à BOBINE
- Suivre les étapes du soudage MIG d'Ans dans la section précédente.
- Brancher une bouteille de gaz de protection 100% Argon conformément à la section précédente.
- Débrancher le pistolet Magnum 100L.
- Installer le pistolèt à bobinè Magnum 100SG K2532-1 en option conformément aux instructions comprises avec le pistolèt.
- Réglér Iè commutateur dè sélèction dè Pistolèt sur Ià position Pistolèt à Bobinè. (Voir Ià Figurè B.20).
FIGURE B.20
- Allumer la machine puis effectuer la soudure conformément aux réglages recommandés sur l'étiquette autocollante de procédure se trouvant sur la face intérieure de la porte de la machine.
K2525-1 – kit minuterie pour soudage par points
Le kit de Minuterie, lorsqu'il est Allumé, permet d'établir un temps de soudage Pixé de Sorte qu', lorsqu'on tire sur l' Gâchette, l' Machine soud' Pèndant une Période Pixé de 10 secondes maximum. Idéal pour Éxécuter des soudures par points régulières lorsqu'on soud' sur une tôle Pîne.

K2528-1 - kit innershield 0,045 (pour modèles de 230V)
Comprend tout le nécessaire pour souder avec du fil Innershield® d'0,045 de diamètre. Comprend une gaine d'0,035/0,045 pour pistolet Magnum™ 100L, un Pointe de Contact d'0,045, un bec pour usage sans gaz, un rouleau conducteur moulé, un guide-fil interne d'0,045 et une bobine de 10 lb. (4,5 kg) de fil Innershield® NR®-212.

K2532-1 – pistolet à bobine magnum 100SG
Conçu pour alimenter facilement des petites bobines (1 Ib.) de 4" de diamètre d'huile en aluminium de 0,030 ou 0,035. Comprend un pistolet, un kit adaptateur, trois points de contact supplémentaires de 0,035, un bec de gaz et une bobine Superglaze 4043 d'huile à soudure de 0,035" de diamètre. Emballé dans un étui portable et pratique.

Protège la machine lorsqu'elle n'est pas en service. Faite en toile rouge ignifugée, résistante à la rouille et hermétique. Contient une pochette latérale pratique pour y ranger le pistolet à souder.

Pour les pièces facultatives et diverses additionnelles (voir les pages de pièces)
K520 – chariot à usages multiples
Chariot hautement résistant pour ranger et transporter la soudreuse, un cylindre de gaz de protection de 150 pieds cubes, les câbles de soudage et les accessoires. Comprend des plateaux stables pour la soudreuse et la bouteille de gaz, un plateau intérieur pour une plus grande capacité de rangement et une poignée à hauteur réglable.

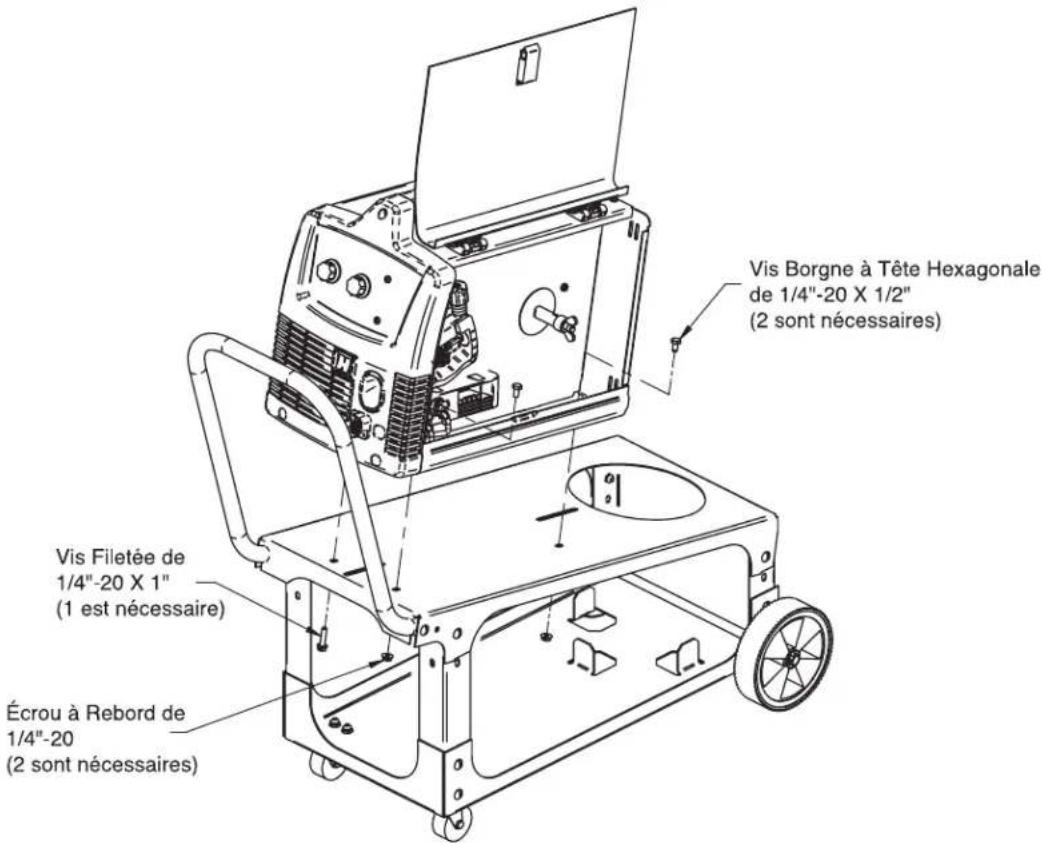
Pour le montage de soudeuses sur des chariots K520 n'ayant pas d'orifices de montage rainurés. Percer des trous de 9/32" (3 emplacements) dans le haut du chariot tel que sur l'illustration et fixer la soudeuse au chariot avec la visserie appropriée illustrée.
text_image
Vis Borgne à Tête Hexagonale de 1/4"-20 X 1/2" (2 sont nécessaires) Vis Filetée de 1/4"-20 X 1" (1 est nécessaire) Vis Borgne à Tête Hexagonale de 1/4"-20 X 1/2" (2 sont nécessaires)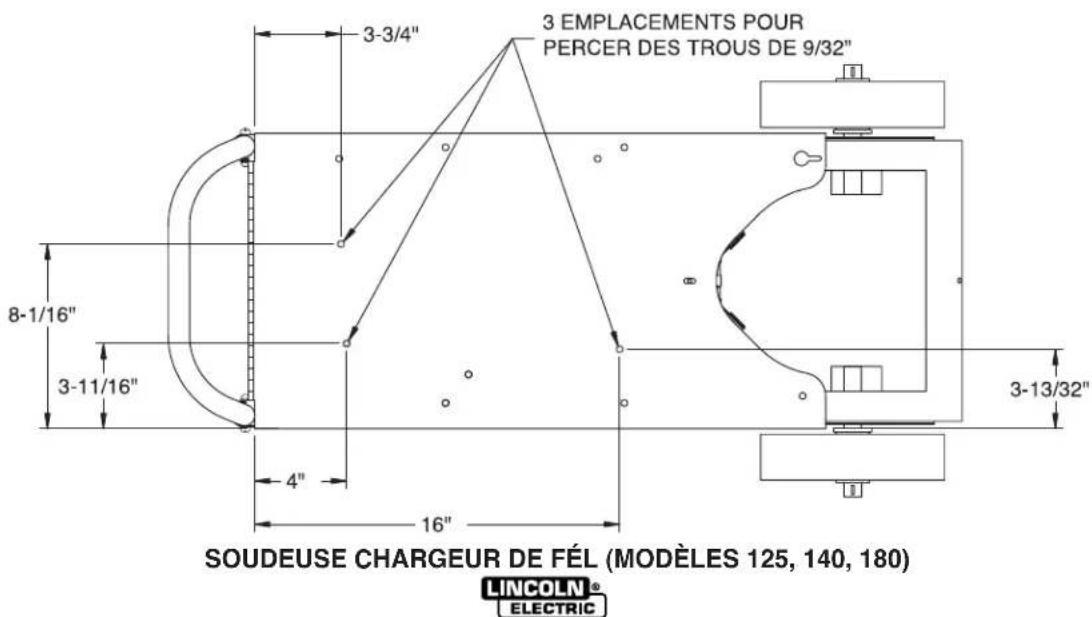
text_image
3-3/4" 3 EMPLACEMENTS POUR PERCER DES TROUS DE 9/32" 8-1/16" 3-11/16" 4" 16" 3-13/32" SOUDEUSE CHARGEUR DE FÉL (MODEL 125, 140, 180) LINCOLN® ELECTRICK2275-1 – Chariot de soudage
Chariot léger pour ranger et transporter la soudreuse, un cylindre de gaz de protection de 80 pieds cubes, les câbles de soudage et les accessoires. Comprend une étagère supérieure inclinée permettant un accès facile aux contrôles, un plateau intérieur pour une plus grande capacité de rangement, une poignée sixe robuste et un crochet pratique pour y enrouler le câble.

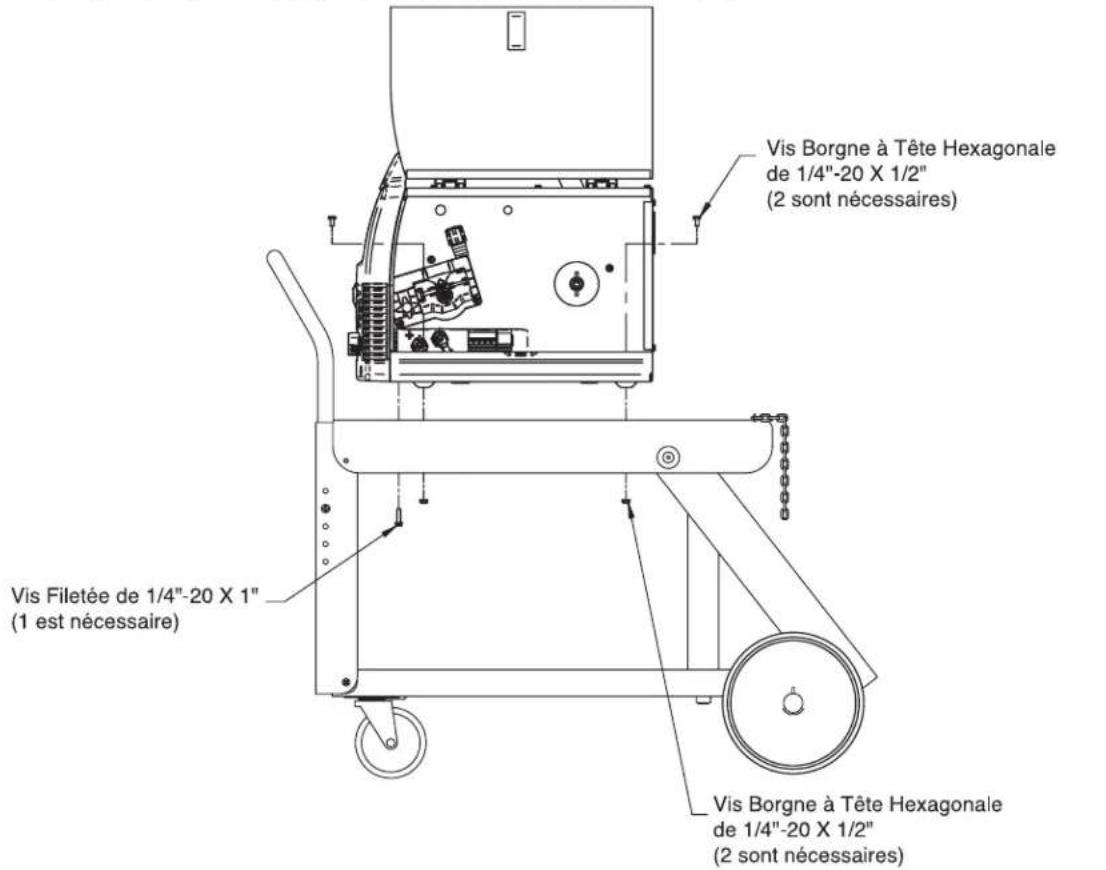
Pour le montage de soudeuses sur des chariots K2275-1 n'ayant pas d'orifices de montage rainurés. Percer des trous de 9/32" (3 emplacements) dans le haut du chariot tel que sur l'illustration et fixer la soudeuse au chariot avec la visserie appropriée illustrée.
text_image
Vis Borgne à Tête Hexagonale de 1/4"-20 X 1/2" (2 sont nécessaires) Vis Filetée de 1/4"-20 X 1" (1 est nécessaire) Écrou à Rebord de 1/4"-20 (2 sont nécessaires)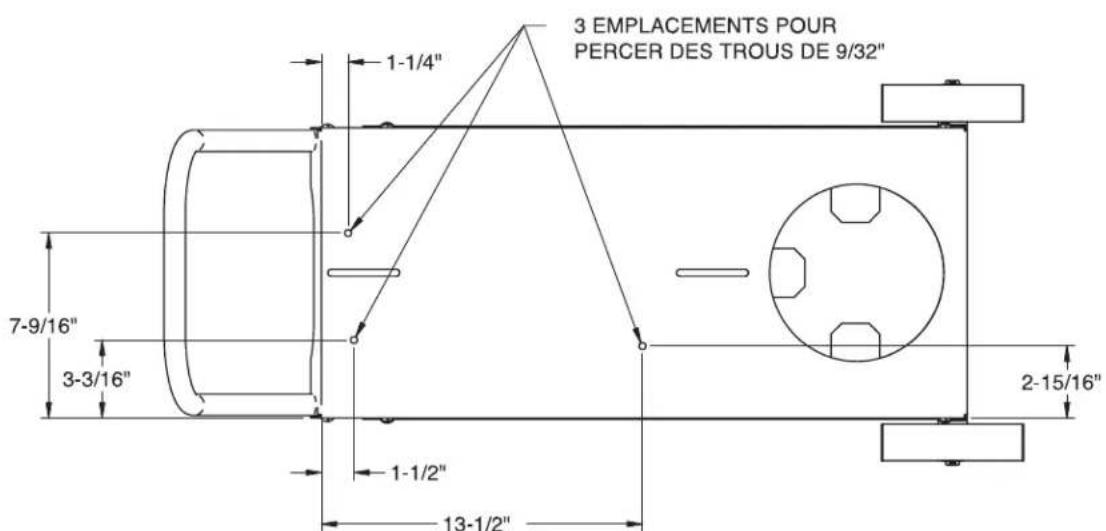
text_image
3 EMPLACEMENTS POUR PERCER DES TROUS DE 9/32" 1-1/4" 7-9/16" 3-3/16" 1-1/2" 13-1/2" 2-15/16"SOUDEUSE CHARGEUR DE FIL (MODÈLES 125, 140, 180)
Avertissement
LES CHOCS ÉLECTRIQUES peuvent être mortels.

- Débrancher la puissance d'entrée en retirant la prise du réceptacle avant de travailler à l'intérieur de SOUDEUSE CHARGEUR DE FIL (MODÈLES 125, 140, 180). N'utiliser que le réceptacle raccordé à terre. Ne pas toucher les pièces sous alimentation électrique à l'intérieur de SOUDEUSE CHARGEUR DE FIL (MODÈLES 125, 140, 180).
- Faire réaliser le travail d'entretien et de dépannage par le personnel qualifié.
Compartiment de la SOURCE de puissance
Aucun outil d'entretien de l'usager à l'intérieur ! Ne pas essayer de réaliser d'entretien du côté source de puissance (fixe) de SOUDEUSE CHARGEUR DE FIL (MODELES 125, 140, 180). Emmener l'unité dans un Centre de Service Lincoln autorisé si des problèmes se présentent. AUCUN entretien n'est nécessaire.
Dans des endroits extrêmement poussièreux, la saleté peut boucher les passages d'air, ce qui chaufferait la soudeuse en provoquant un déclenchement prématuré de la protection thermique. Dans ce cas, retirer la saleté de la soudeuse en y soufflant de l'air à faible pression à des intervalles réguliers afin d'éliminer la saleté excessive et l'accumulation de poussière dans les parties internes.
Compartiment d'alimentation du FIL
- Lorsque cela est nécessaire, aspirer la saleté accumulée dans la boîte d'engrenages et la section d'alimentation du fil.
- Inspectez de façon occasionnelle le tube du guide entrant et nettoyez l'intérieur si besoin est.
- Le moteur et la boîte d'engrenages possèdent une lubrification à vie et n'ont besoin d'aucun entretien.
Moteur du ventilateur
Possède une lubrification à vie et n'a besoin d'aucun entretien.
AXE du dévidoir de FIL
N'a besoin d'aucun entretien. Ne pas lubrifier l'arbre.
Nettoyage du câble du pistolet
Nettoyer la gaine du câble après avoir utilisé environ 300 lbs (136 kg) de fil solide ou 50 lbs (23 kg) de fil fourré. Retirer le câble du chargeur de fil et l'étaler bien droit sur le sol. Retirer la pointe de contact du pistolet. Avec de l'air à faible pression, souffler doucement sur la gaine du câble depuis l'extrémité du diffuseur de gaz.
Une pression excessive au début peut provoquer la formation d'un bouchon de saleté.
Plier le câble sur toute sa longueur puis y souffler à nouveau de l'air. Répéter cette procédure jusqu'à ce qu'il ne sorte plus de saleté.
Pointes de contact, becs et tubes de pistolet
- La saleté peut s'accumuler dans l'orifice de la pointe de contact et restreindre l'alimentation du fil. Après l'utilisation de chaque bobine de fil, retirer la pointe de contact et la nettoyer en poussant à plusieurs reprises un petit morceau de fil à travers la pointe. Utiliser le fil en tant qu'alésoir pour retirer la saleté qui pourrait s'être adhérée à la paroi de l'orifice à travers la pointe.
- Changer les pointes de contact usées lorsque cela est nécessaire. Un arc variable ou « chassant » est un symptôme typique de pointe de contact usée. Pour installer une nouvelle pointe, choisir une pointe de contact de la taille correcte pour l'électrode utilisée (la taille du fil est gravée sur le côté de la pointe de contact) et bien la visser dans le diffuseur de gaz.
- Retirer les éclaboussures de l'intérieur du bec de gaz et de la pointe toutes les 10 minutes de temps d'arc ou selon les besoins.
- S'assurer que le bec de gaz soit complètement vissé sur le diffuseur pour les procédés protégés par le gaz. Pour le procédé Innershield®, le bec pour usage sans gaz doit se visser sur le diffuseur.
- Pour retirer le tube du pistolet, retirer le bec de gaz ou le bec pour usage sans gaz puis retirer le diffuseur du tube du pistolet. Retirer les deux colliers de chaque extrémité de la poignée du pistolet et séparer les moitiés de la poignée. Desserrer l'écrou de verrouillage qui maintient le tube en place contre le connecteur du câble final du pistolet. Dévisser le tube du pistolet du connecteur du câble. Pour installer le tube du pistolet, visser l'écrou de verrouillage sur le tube du pistolet aussi loin que possible. Ensuite visser le tube du pistolet dans le connecteur du câble jusqu'à ce qu'il touche le bas. Puis dévisser (pas plus d'un tour) le tube du pistolet jusqu'à ce que son axe soit perpendiculaire aux côtés plats du connecteur du
câble et pointe dans la direction de la gâchette. Serrer l'écrou de verrouillage de sorte à maintenir le rapport approprié entre le tube du pistolet et le connecteur du câble. Remettre en place la poignée du pistolet, la gâchette et le diffuseur. Remettre en place le bec de gaz ou le bec pour usage sans gaz.
Surcharge de sortie
SOUDEUSE CHARGEUR DE FIL (MODÈLES 125, 140, 180) est équipée d'un disjoncteur et d'un thermostat qui protègent la machine contre d'éventuels dommages si la sortie maximum est dépassée. Le bouton du disjoncteur sortira lorsqu'il aura sauté. Le disjoncteur doit être rétabli à la main.
Protection thermique
SOUDEUSE CHARGEUR DE FIL (MODÈLES 125, 140, 180) possède un facteur de marche à régime de sortie conformément à la description de la page des Spécifications Techniques. Si le facteur de marche est dépassé, un protecteur thermique fermera la sortie jusqu'à ce que la machine refroidisse à une température de fonctionnement raisonnable. Il s'agit là d'une fonction automatique de SOUDEUSE CHARGEUR DE FIL (MODÈLES 125, 140, 180) et elle ne requiert pas l'intervention de l'usager. Le ventilateur continue à marcher pendant le refroidissement.
Protection du Moteur de l'Entraîneur de Fil Électronique SOUDEUSE CHARGEUR DE FIL (MODÈLES 125, 140, 180) possède une protection intégrée contre la surcharge du moteur de l'entraîneur de fil.
Changement de la gainée
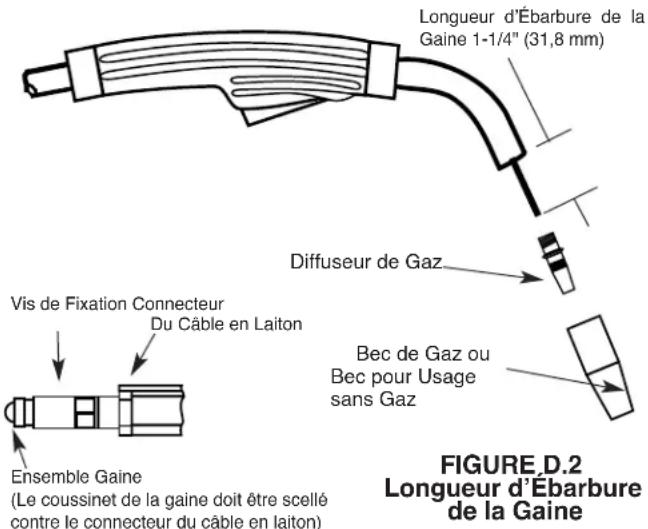
AVERTISSEMENT: La variation des longueurs de câble empêche l'interchangeabilité des gaines. Une fois qu'une gaine a été coupée pour un pistolet particulier, elle ne doit pas être installée sur un autre pistolet à moins qu'elle ne corresponde aux exigences de longueur de coupe de la gaine. Se reporter à la Figure D.2.
- Retirer le bec de gaz du pistolet en dévissant dans le sens contraire à celui des aiguilles d'une montre.
- Retirer la pointe de contact présente
- Retirer le diffuseur de gaz du tube du pistolet en dévissant dans le sens contraire à celui des aiguilles d'une montre
- Étendre le pistolet et le câble bien droits sur une surface plate. Desserrer la vis de fixation qui se trouve dans le connecteur en laiton sur l'extrémité du câble côté chargeur de fil. Tirer sur la gaine pour la sortir du câble.
- Insérer une nouvelle gaine non ébarbée dans l'extrémité du câble côté connecteur. Vérifier que le coussinet de la gaine porte bien la marque appropriée pour la taille de fil utilisée.
text_image
Longueur d'Ébarbure de la Gaine 1-1/4" (31,8 mm) Diffuseur de Gaz Vis de Fixation Connecteur Du Câble en Laiton Bec de Gaz ou Bec pour Usage sans Gaz Ensemble Gaine (Le coussinet de la gaine doit être scellé contre le connecteur du câble en laiton) FIGURE D.2 Longueur d'Ébarbure de la Gaine- Insérer complètement le coussinet de la gaine dans le connecteur. Serrer la vis de pression sur le connecteur du câble en laiton. À ce moment, le diffuseur de gaz ne doit pas être installé sur l'extrémité du tube du pistolet.
- Avec le bec de gaz et le diffuseur retirés du tube du pistolet, s'assurer que le câble soit droit, puis ébarber la gaine à la longueur illustrée sur la Figure D.2. Retirer toute ébarbure de l'extrémité de la gaine.
- Visser le diffuseur de gaz sur l'extrémité du tube du pistolet et bien serrer.
- Remettre en place la pointe de contact et le bec.
Pièces de la poignée du pistolet
La poignée du pistolet consiste en deux moitiés qui sont maintenues ensemble au moyen d'un collier à chaque extrémité. Pour ouvrir la poignée, tourner les colliers sur environ 60 degrés dans le sens contraire à celui des aiguilles d'une montre jusqu'à ce que le collier bute. Puis tirer sur le collier pour le retirer de la poignée du pistolet. Si les colliers sont difficiles à tourner, positionner la poignée du pistolet contre un
coin, placer un tournevis contre l'onglet du collier et donner au tournevis un coup sec pour faire tourner le collier au-delà d'une cranellure interne de blocage. Voir la Figure D.3
FIGURE D.3
text_image
Sens contraire à celui des aiguilles d'une montreAvertissement
L'entretien et les réparations ne doivent être effectués que par le personnel de Lincoln Electric ayant reçu une formation en usine. Les réparations non autorisées effectuées sur ce matériel peuvent entraîner un danger pour le technicien et l'opérateur de la machine et annulent la garantie d'usine. Par mesure de sécurité et pour éviter un choc électrique, veuillez observer toutes les notes de sécurité et les mises en garde données en détail dans ce manuel.
Ce guide de dépannage a pour but de vous aider à localiser les problèmes éventuels d'installation et de fonctionnement de la machine et à y remédier. Suivre simplement la méthode en trois étapes donnée ci-après.
Étape 1. localiser le problème (symptôme).
Regarder dans la colonne intitulée « PROBLÈMES (SYMPTÔMES) ». Cette colonne décrit les symptômes que la machine peut présenter. Chercher l'énoncé qui décrit le mieux le symptôme présenté par la machine.
Étape 2. CAUSE possible.
La deuxième colonne, intitulée « CAUSE POSSIBLE », énonce les possibilités externes évidentes qui peuvent contribuer au symptôme présenté par la machine.
Étape 3. ACTION recommandée.
Cette colonne suggère une action recommandée pour une Cause Possible; en général elle spécifie de contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche.
Si vous ne comprenez pas ou si vous n'êtes pas en mesure de réaliser les Actions Recommandées de façon sûre, contactez le Service sur le Terrain Lincoln autorisé le plus proche.
Attention
Si pour une raison ou une autre vous ne comprenez pas les modes opératoires d'essai ou êtes incapable d'effectuer les essais ou les réparations en toute sécurité, communiquez avant de poursuivre avec votre service après-vente local agréé Lincoln qui vous prêtera assistance.
Suivre les Instructions de Sécurité détaillées au début de ce manuel
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | ACTION RECOMANDÉE |
| PROBLÈMES DE SORTIE | ||
| Un dommage physique ou électrique majeur est évident. | « Ne pas brancher la machine ni l’allumer ». Contacter le concessionnaire autorisé de Service sur le Terrain le plus proche. | Si toutes les zones de déréglage possibles recommandées ont été révisées et le problème persiste, contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche. |
| Pas d’alimentation du fil, de sortie de soudage ou de débit de gaz lorsqu’on appuie sur la gâchette. Le ventilateur ne fonctionne PAS. | 1. Vérifier que la tension correcte soit appliquée à la machine.2. Vérifier que l’interrupteur de puissance se trouve sur la position « ALLUMÉ » (« ON »).3. S’assurer que le disjoncteur soit rétabli. | |
| Pas d’alimentation du fil, de sortie de soudage ou de débit de gaz lorsqu’on appuie sur la gâchette. Le ventilateur fonctionne normalement. | 1. Le thermostat est peut-être déclenché du fait d’une surchauffe. Laisser la machine refroidir. Souder à un facteur de marche inférieur.2. Vérifier qu’il n’y ait pas d’obstruction dans le passage de l’air. Vérifier les connexions de la gâchette du pistolet. Voir la section d’Installation.3. La gâchette du pistolet est peut-être défectueuse. | |
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | ACTION RECOMANDÉE |
| PROBLÈMES D’ALIMENTATION | ||
| Pas d’alimentation du fil lorsqu’on appuie sur la gâchette. Le ventilateur marche, le gaz circule et la machine a une tension de circuit ouvert correcte (33V) – sortie de soudage.. | 1. Si le moteur de l’entraîneur de fil marche, s’assurer que les rouleaux conducteurs corrects soient installés sur la machine.2. Vérifier que la gaine du câble et la pointe de contact ne soient pas bouchées.3. Vérifier que la gaine du câble et la pointe de contact soient de la bonne taille. | Si toutes les zones de déréglage possibles recommandées ont été révisées et le problème persiste, contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche. |
Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln Autorisé le plus proche pour obtenir une assistance technique de dépannage.
Suivez les Instructions de Sécurité détaillées au début de ce manuel
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | ACTION RECOMANDÉE |
| PROBLÈMES DE DÉBIT DE GAZ | ||
| PÈu ou pÀs dÈ débit dÈ gÀz lorsqu'on tirÈ sur lÀ gâchÈttÈ. L'ÀlimÈntÀtion du Ôil, lÀ sortiÈ dÈ soudÀgÈ Et lÈ vÈntilÀtÈur Ôonction-nÈnt normÀlÈmÈnt. | 1. VériÔiÈr l'ÀlimEntÀtion du gÀz, lÈ régulÀtÈur dÈ Ôlux Et lÈs tuyÀux à gÀz.2. VériÔiÈr quÈ lÀ connÈxion du pistolÈt sur lÀ mAchinÈ nÈ présEntÈ pÀs d'obstruction ou dÈ ÔuitÈs ÀunivÈAu dÈs joints. | Si toutÈs lÈs zonÈs dÈ déréglÀgÈ possiblÈs rÈcommÀndéÈs ont été réviséÈs Et lÈ problèmÈ pÈrsistÈ, contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche. |
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | ACTION RECOMANDÉE |
| PROBLÈMES DE SOUDAGE | ||
| L’Àrc Èst instÀblÈ – démÀrrÀgÈ ÔÀiblÈ. | 1. VériÔiÈr quÈ IÀ tÈnsion d’EntréÈ dÈ IÀ màchinÈ soit corrÈctÈ.2. VériÔiÈr quÈ IÀ polÀrité dÈ l’élÈc-trodÈ soit ÀpropriéÈ pour IÈ procédé.3. VériÔiÈr quÈ IÀ pointÈ du pistolÈt nÈ soit pÀs uséÈ ou Éndom-mÀgéÈ Èt qu’ÈIIÈ soit dÈ IÀ bonnÈ tÀillÈ – LÀ chÂngÈr.4. VériÔiÈr quÈ IÈ Ôlux Èt IÈ débit dÈ gÀz soit Àpropriés pour IÈ procédé. (UniquÊmÈnt pour MIG).5. VériÔiÈr quÈ IÈ câblÈ dÈ trÀvÀil nÈ présÈntÈ pÀs dÈ connÈxions dÈssÈrréÈs ou déÔÈctuÈusÈs.6. VériÔiÈr quÈ IÈ pistolÈt nÈ présÈntÈ pÀs dÈ dommÀgÈs ou dÈ ÔissurÉs.7. VériÔiÈr quÈ l’oriÈntÀtion Èt l’AlignÈmEnt dÈs roulÈÀux con-ductÉurs soiÈnt Àpropriés.8. VériÔiÈr quÈ IÀ gÀinÈ soit dÈ IÀ bonnÈ tÀillÈ. | Si toutÈs IÈs zonÈs dÈ déréglÀgÈ possiblÈs rÈcommÀndéÈs ont été réviséÈs Èt IÈ problèmÈ pÈrsistÈ, contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche. |
Si pour une raison quelconque vous ne comprenez pas les procédures d'entretien ou si vous n'êtes pas en mesure de réaliser les tests/réparations d'une façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln Autorisé le plus proche pour obtenir une Assistance technique de dépannage.
NOTE: Ce diagramme a valeur de référence uniquement. Il peut ne pas être exact pour toutes les machines couvertes par ce manuel. Le diagramme spécifique pour un code particulier est collé à l'intérieur de la machine sur l'un des panneaux de la console.
SOUDEUSE CHARGEUR DE FIL (MODÈLES 125, 140, 180)
text_image
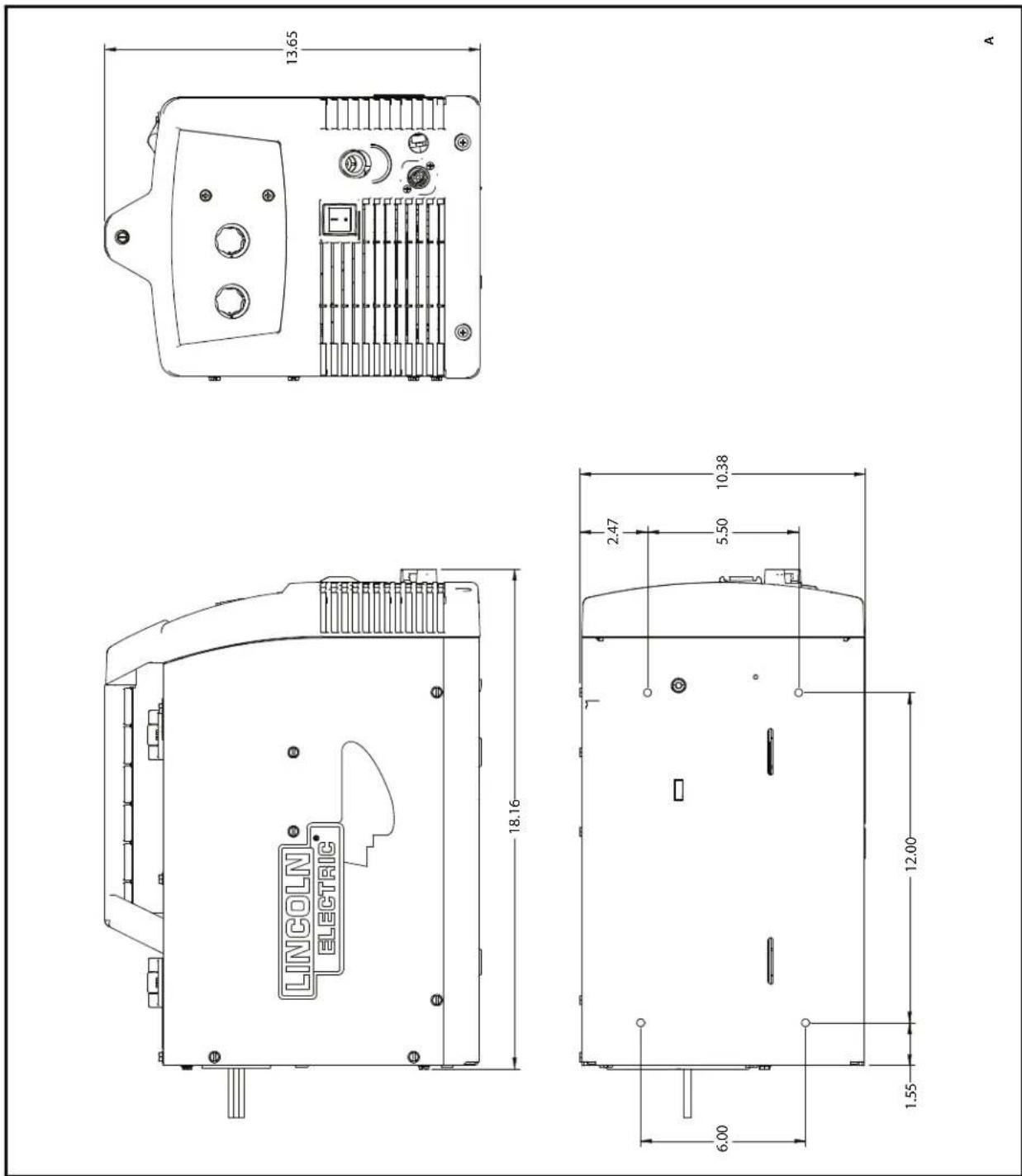
LINCOLN ELECTRIC 18.16 13.65 6.00 2.47 5.50 10.38 1.55 12.00 AM21111-1
 |  |  |  | ||
| WARNING | ·Do not touch electrically live parts or electrode with skin or wet clothing.·Insulate yourself from work and ground. | ·Keep flammable materials away. | ·Wear eye, ear and body protection. | ||
| SpanishAVISO DE PRECAUCION | ·No toque las partes o los electrodos bajo carga con la piel o ropa moja-da.·Aislese del trabajo y de la tierra. | ·Mantenga el material combustible fuera del área de trabajo. | ·Protéjase los ojos, los oídos y el cuerpo. | ||
| FrenchATTENTION | ·Ne laissez ni la peau ni des vête-ments mouillés entrer en contact avec des pièces sous tension.·Isolez-vous du travail et de la terre. | ·Gardez à l'écart de tout matériel inflammable. | ·Protégez vos yeux, vos oreilles et votre corps. | ||
| GermanWARNUNG | ·Berühren Sie keine stromführenden Teile oder Elektroden mit Ihrem Körper oder feuchter Kleidung!·Isolieren Sie sich von den Elektroden und dem Erdboden! | ·Entfernen Sie brennbarres Material! | ·Tragen Sie Augen-, Ohren- und Kör-perschutz! | ||
| PortugueseATENÇÃO | ·Não toque partes elétricas e electro-dos com a pele ou roupa molhada.·Isole-se da peça e terra. | ·Mantenha Inflamáveis bem guarda-dos. | ·Use proteção para a vista, ouvido e corpo. | ||
| Japanese注意事項 | ●通電中の電気部品、又は溶材にヒフやぬれた布で触れないこと。●施工物やアースから身体が絶縁されている様にして下さい。 | ●燃えやすいものの側での溶接作業は絶対にしてはなりません。 | ●目、耳及び身体に保護具をして下さい。 | ||
| Chinese警告 | ●皮肤或濕衣物切勿接觸帶電部件及錚條。●使你自己與地面和工件絶縁。 | ●把一切易燃物品移離工作場所。 | ●佩戴眼、耳及身體勞動保護用具。 | ||
| Korean위험 | ●전도체나 용접봉을 젖은 형갑 또는 피부로 절대 접촉치 마십시오.●모재와 접지를 접촉치 마십시오. | ●인화성 물질을 접근 시키지 마시요. | ●눈, 귀와 몇에 보호장구를 착용하십시오. | ||
| Arabicتحذير | ●لا تلمس الاجزاء التي يسري فيها التيار ●ال.ceهربائي أو الالكترود بجلد الجسم أو بالملابس المبللة بال permاء.●ضع عازلا على جسمك خلال العمل. | ●ضع #: √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∞ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∪ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∟ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∦ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∨ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∤ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∭ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∮ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∥ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∡ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∧ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∜ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∯ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∫ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∸ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∠ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∑ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∎ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∶ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∢ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∩ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∆ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∩ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∞ ∤ ∞ ∞ ∞ \text{ وجsek} . | |||
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.