Neopulse 320 C - 焊接机 GYS - 免费用户手册
免费查找设备手册 Neopulse 320 C GYS PDF格式.
| 产品类型 | 三相专业焊机 |
| 品牌 | GYS |
| 型号 | Neopulse 320 C |
| 焊接工艺 | MIG/MAG (GMAW/FCAW), TIG DC (GTAW), MMA (SMAW) |
| 电流范围 (MMA) | 5 – 320 A (取决于焊条) |
| 电流范围 (MIG/MAG) | 20 – 320 A |
| 电流范围 (TIG) | 5 – 320 A |
| 电源电压 | 400 V +/- 15% 三相 50/60 Hz (32 A EN 60309-1 插头) |
| 暂载率 (40°C, 10分钟周期) | 在320 A:35% (MIG/MAG);在320 A:35% (MMA);在320 A:35% (TIG) |
| 焊丝直径 (MIG/MAG) | 钢:0.6 – 1.2 mm;不锈钢:0.8 – 1.2 mm;铝:0.8 – 1.2 mm;铜硅/铜铝:0.8 – 1.2 mm;无气体:0.9 – 1.6 mm |
| 可接受焊丝盘 | 200 和 300 mm |
| 冷却方式 | 智能通风 (速度管理) |
| 防护等级 | IP23 |
| 工作温度 | -10 °C 至 +40 °C |
| 存储温度 | -20 °C 至 +55 °C |
| 允许湿度 | ≤ 50% 在40°C,≤ 90% 在20°C |
| 最大海拔 | 1000 米 |
| 重量 (估计) | 约 32 kg (不含附件) |
| 尺寸 (大约) | 700 x 300 x 500 mm (长 x 宽 x 高) |
| 用户界面 | LCD 屏幕带旋钮和按钮;简易、专业、高级模式 |
| 特殊功能 | 协同、脉冲、点焊、E-TIG、热启动、电弧力、防粘连、可追溯性、JOB (500+)、快速装载 |
| 连接性 | USB、模拟和数字遥控接口、欧式接口、可选 SMC |
| 附带附件 | 双沟钢送丝轮 1.0/1.2、32 A 插头、减压器、MIG/MAG 焊枪 (根据版本) |
| 维护 | 用吹尘枪除尘,每年由合格人员检查连接 |
常见问题 - Neopulse 320 C GYS
用户关于以下问题的提问 Neopulse 320 C GYS
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 焊接机 免费PDF格式!查找您的手册 Neopulse 320 C - GYS 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 Neopulse 320 C 品牌 GYS.
用户手册 Neopulse 320 C GYS
本HMI界面操作手册属于完整版说明书的一部分。产品随附完整版说明书。使用前请仔细阅读使用说明书,尤其是注意事项!
仅与以下产品使用与操作
| NEOPULSE 220 C | ✓ |
| NEOPULSE 220 C XL | ✓ |
| NEOPULSE 320 C | ✓ |
| NEOFEEED 4W | ✓ |
| NEOPULSE 400 CW | ✓ |
软件版本
本手册介绍说明以下软件版本:
1.86
主菜单中显示界面软件版本:信息/MMT
主机控制
主屏幕包含焊接工艺前、期间及之后所需的相关信息(根据所选焊接工艺,界面可略有变化)。
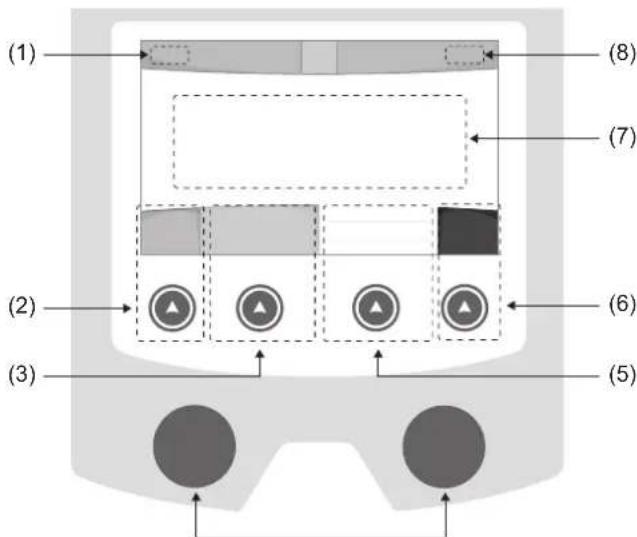
(4)
(1)用户名/数据追踪
(2)1号按钮:主菜单或返回上一菜单
(3)2号按钮: 当前焊接工艺参数
(4)旋钮
(5)3号按钮:设置
(6)4号按钮: 任务或确认
(7)当前设置
(8)电压,电流,能量测量
总菜单
首次启动产品时显示主菜单屏幕。
使用旋钮或按钮进入不同区域。

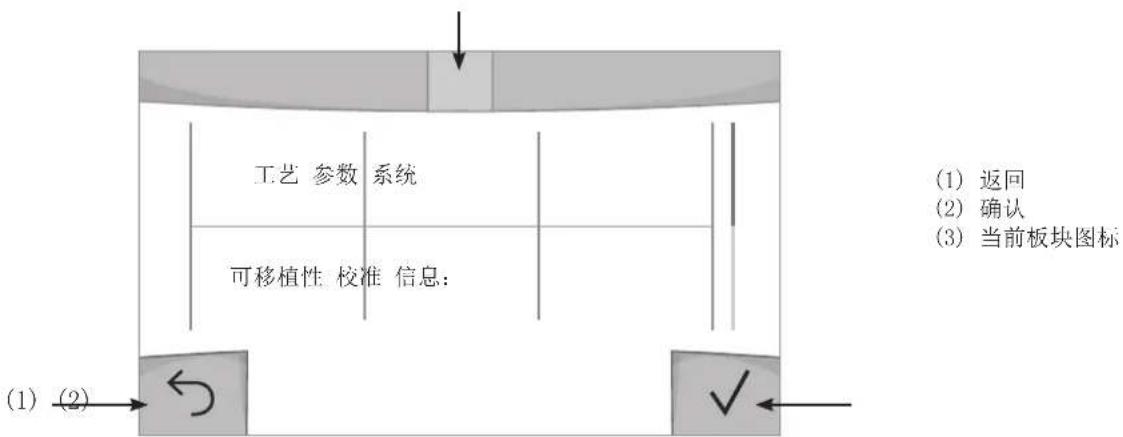
(3)
工艺
焊接工艺的选择取决于产品型号:
MIG-MAG (GMAW/FCAW)
半自动气体保护焊
TIG (GTAW)
钨极气体保护电弧焊
MMA (SMAW)
涂层电极焊接
气刨
利用产生的高温电流实现对金属母材进行刨削和切割。
(用户)参数
显示模式
-简易模式:显示基本功能(无法访问焊接周期)。
- 专业模式:完整显示功能,可调整焊接周期不同阶段的时长。
- 高级模式:全面显示,可调整焊接周期的全部参数。
语言
界面语言选择(法语、英语、德语等)。
计量单位
选择显示的计量单位:国际(S1)或关制(美国)。
材料命名
欧洲标准(EN)或美国焊接标准(AWS)。
亮度
屏幕亮度调节(最暗1到最亮10)。
用户代码
用户访问密码个性化设置(默认初始密码0000)。
I 公差(电流)
电流设置公差:
OFF: 白主设置,电流设置不受限制。
±OA:无公差,钳位电流。
± 1A > ± 50A :用户可更改其电流的调节间隔。
U公差(电压)
电压设置公差:
OFF:自主设置,电压设置不受限制。
±0.0V:无公差,钳位电压。
± 0.1V > ± 5.0V :用户可更改其电压的调节间隔。
公差 送丝速度)
送丝速度设置公差(m/min):
OFF:自主设置,线速设置不受限制。
±0.0m/min:无公差,钳位送丝速度。
± 0.1m / min ± 5.0m / min :用户可更改其送丝速度的调节间隔。
系统
设备名
有关设备名称的信息,可通过按下屏幕上键进行个性化设置。
时钟
设置时间,日期及格式(AM/PM)。
冷却装置
- OFF: 冷却装置已禁用。
-ON:-冷却装置处于持续激活状态。 - AUTO:自动化管理(激活焊接及焊接结束10分钟后禁用)
$$排放口安用于清洁冷却装置或填充线束,保护被禁止(详情请参考产品安全说明书)。
重置
重置产品参数:
- 部分重置:当前焊接工艺默认值。
- 全部重置:设备上所有数据均恢复至出厂设置。
锁定
可锁定产品界面,以确保正在进行的工作安全完成,防止意外更改或意外事故。可使用在参数菜单中选择的公差来修改当前设置窗口(请参见上一页)。其余功能均无法访问。如需解锁界面,请按下1号按钮并输入4位数密码(默认密码为0000)。
用户
用户模式可与其他用户共享产品。首次开机时,设备处于管理员模式。管理员可创建用户名单。每位用户有其自定义设置(模式,设置,工艺,任务...),他人不得擅自更改其设置。每位用户需要一个四位数密码已登录主机。
- 管理员可访问整个主菜单。
- 用户则可访问简易界面。用户没有删除权限(历史记录,任务,用户个人信息等)
用户配置界面(仅管理员可用)。
屏幕左侧列出所有用户名单。管理员只需按下2号按钮即可按名字或日期对用户进行分类。长按该按钮可删除用户资料(管理员账户无法删除)。
屏幕右侧可查看之前创建的所有用户的详细信息:头像、姓名、组号及容差 (%) 。
创建用户账号
按下3号按钮开始创建用户账号。
-用户:按下3号按钮个性化用户名称。
头像:用户头像颜色选择
团队:团队编号的分配(最多10个)
用户代码:个人访问密码(默认密码为0000)
- 电流设置公差:
OFF: 自主设置,电流设置不受限制。
±0.0A:无公差,钳位电流(不推荐使用)。
± 0. A > ± 50A :用户可更改其电流的调节间隔。
- 电压设置公差:
OFF:自主设置,电压设置不受限制。
±0.0V:无公差,钳位电压(不推荐使用)。
± 0.1V > ± 5.0V :用户可更改其电压的调节间隔。
- 送丝速度设置公差(m/min):
OFF:自主设置,线速设置不受限制。
±0.0m/min:无公差,钳位送丝速度(不推荐使用)。
± 0.1m / min ± 5.0m / min :用户可更改其送丝速度的调节间隔。
无法更改“管理员”用户的名称及头像。
更改用户账号
选择屏幕左侧用户信息,然后按下n°4键。
用户选择
若已创建一个(或多个)用户,则用户窗口将显示所有用户。
选择用户,按X键确认。提示输入解锁码。
“关闭”功能可帮助用户锁定机器,无法访问其他参数。开机时显示相同(开关OFF->ON)。
用户显示
屏幕左上方,显示用户名及头像。
解锁码
每位用户信息均受白定义4位数密码保护。未设置白定义密码情况下,默认密码为0000。当3次密码输入错误后,界面将会锁定并要求输入解锁码。该代码由6位数组成且不可更改:314159。
可追溯性
此焊接管理界面可追踪/记录工业生产中焊接操作的所有步骤及每条焊缝信息。此定性方法可确保处理后的焊接质量,从而对储存的焊接参数进行分析、评估,报告和记录。此功能可在EN ISO 3834标准下精确且快速地收集信息,保存所需数据。可通过USB设备导出这些数据。
1- 开始(Start)- 创建可追溯路径
- 按下3号按钮个性化任务名称。
·采样间隔:
-Hold:电流/电压值无记录(焊缝上平均值)。
- 250 ms, 500 ms等。:每“X”毫秒或秒记录
电流/电压值(焊缝上平均值)。
可选-OFF:简易数据追溯
可选-ON:完整数据追溯
通过计数器(ON/OFF)
焊接计数器(ON/OFF)
温度(ON/OFF):焊缝开始时待焊接工件的温度。
长度(ON/OFF):焊缝长度(所显示的测量单位对应参数/测量单位里预先设置参数)。
变量:可添加个性化补充信息(重量,注解,送丝速度等)。
按下X键开始。
追踪数据显示
屏幕左上方显示任务名称及焊缝编号(焊缝编号自动添加且不可修改)。
识别-ON选项
每次焊接结束,识别窗口显示:焊道编号,焊接编号,零件温度与/或焊缝长度。
确认
可在屏幕上点击确认或通过扣动焊枪扳机进行确认。
停止(Stop)- 停止追踪数据
如需在焊接步骤中停止追踪数据,用户须返回“可追溯性”菜单再选择“STOP”。
导出
将数据导出至USB设备来恢复这些信息。
CSV格式数据可通过软件导出 (Microsoft Excel®, Calc OpenOffice®, 等)。
文件名与机器名称及其序列号相关联。
2-开始(Start)-数据追踪管理
屏幕左侧列出之前所有已创建任务。
川户只需短按2号按钮即可按名字或日期对其进行分类。长按该按钮可删除活动状态的任务或所有任务。
屏幕右侧可查看之前创建的所有用户的详细信息:采样频率,存储焊缝数,总焊接时间,所供焊接能量,每条焊缝的配置(过程,时间戳,焊接时长及焊接电压-电流)。

Rec
创建数据追踪
(请参阅上衣章节)
启动任务数据跟踪
可移植性
导入配置
从USB设备将配置参数导入至设备(导入路径:可移动磁盘/可移植性/配置)。长按X键可删除USB设备里的任务。
导出配置
将配置参数导出至USB设备(导出路径:可移动磁盘/可移植性/配置)。
导入任务
在USB设备中“可移动磁盘/可移植性”文档内导入现有任务。
导出任务
将任务导出至USB设备(导出路径:可移动磁盘/可移植性/任务)。
请注意,USB设备中已存的任务可能会被删除。
为避免导入或导出时数据丢失,请勿取下USB设备或关机。文件名与机器名称及其序列号相关联。
校准
校准速度
校准机动送丝机的送丝速度。校准的目的是补偿送丝速度的变化,以便调节显示的电压测量值并改进能量计算。焊接过程一旦开始,屏幕上会出现解释动画。
为确保最佳焊接质量,必须定期为送丝机进行速度校准。
校准 电缆
此功能用于焊接配件的校准,如焊枪,电缆+电极夹和电缆+接地夹。校准的目的是补偿配件长度的变化,以便调节显示的电压测量值并改进能量计算。焊接过程一旦开始,屏幕上会出现解释动画。
重要:为确保最佳焊接状态,每次更换焊枪、接地线时需对电缆重新校准。
信息:
产品系统组件配置数据:
一型号
- 序列号
一、设备名
软件版本
-所用协同与任务
按下任意键即可推出此信息板块。
任务存储与调用
点击主屏幕上“JOB”图标。
当前使用的设置会自动保存,并在下次设备启动时调用。
除当前参数外,还可保存与调用“任务”配置。
MIG/MAG焊接工艺可保持500项任务,MMA焊接工艺可保存200项任务。基于当前进程的参数,当前设置和用户配置文件进行存储。
任务
此模式可创建、保存、调用和删除任务。
QUICKLOAD(快速加载):焊接模式外通过扳机调用任务。
QUICKLOAD(快速加载)是任务调用模式(最多20个任务),焊接除外,可在M1G-MAG和T1G焊中使用。
短按扳机,即可从之前创建任务的快速加载列表中调出任务。支持所有扳机模式与焊接模式。
错误代码
下表列举可能出现的消息和错误代码(表格为不完整列表)。
联系GYS专业人员前,请执行必要的检查。

若用户希望打开设备,出于安全考虑,打开前,必须将设备断电并等待2分钟。
| 代码错误 | 信息 解决方法 | |
| 001 | 过压故障检查电网 | 由授权人员检查电气安装。 |
| 002 | 欠压故障检查电网 | |
| 005接地 | 故障存在杂散电流。检查焊接配件电缆(焊枪、接地夹、电极夹等)。 | |
| 006 | 冷却装置故障未检测到冷却装置 | 未检测到冷却装置。检查冷却装置与主机之间是否连接。 |
| 007 | 输送故障冷却回路阻塞 | 检查焊枪冷却液循环是否连续。 |
| 008 | 水位故障检查水位 | 将冷却液液罐住满到最大值(推荐冷却液:ref. ref. 062511) |
| 009 | 冷却装置热保护 | 等待几分钟,使冷却装置冷却。注意不要超过所用焊接电流建议的占空比。确保所有进气口与出气口未阻塞。 |
| 010 | 主机热保护 | 等待几分钟,使主机冷却。注意不要超过所用焊接电流建议的占空比。确保所有进气口与出气口未阻塞。安装防尘过滤网(ref. 063143)。注意,防尘过滤网减少占空比。 |
| 011 | 风扇风扇故障 | 断开电源连接,检查风扇是否阻塞。 |
| 012 | 扳机扳机已按下 | 取下焊枪,检查信息是否依然有效。检查“送丝/排气”开关是否阻塞。检查MTG/MAG焊枪扳机是否阻塞。 |
| 015 | 电机无法达到要求速度 | 检查送丝机滚轮的压力设置。检查焊丝是否堵塞了焊枪套管内。进行送丝机速度校准(菜单“校准”) |
| 019 | 过压,请检查配置按下并松开扳机进行删除 | 检查主机设置及安装(焊丝,滚轮,气体,焊枪等)若问题仍然存在,请通过Planet GYS重新更新系统。 |
| 020 | 焊接启动问题请检查焊接参数设置按下并松开扳机进行删除 | 检查主机设置及安装(焊丝,滚轮,气体,焊枪等)若问题仍然存在,请通过Planet GYS重新更新系统。 |
| 024 | USB设备过载请拔出USD设备 | 更换USB设备 |
| - | 系统内部出现故障。请重启设备 | 关闭并重启设备。若问题仍然存在,请通过Planet GYS重新更新系统。 |
| - 电机校准故障 进行送丝机速度校准(菜单“校准”) | ||
| - 校准期间出错 重新校准焊接电缆(菜单“校准”) | ||
| - 产品内存不足 删除任务,释放内存。 | ||
| - | 不支持%S文件Err %d是否继续? | USB内的数据已损坏。检查数据。 |
| - 无法写入U盘 | 释放USB盘内存。若问题仍然存在,请更换USB设备。 | |
| - | 已超过尝试次数。请输入解锁码 | 输入解锁码: 314159 |
| - | 用户代码错误 | 密码不正确,请输入正确的密码。默认密码为“0000”。 |
若出现未列出的错误代码或问题仍然存在,请联系GYS售后服务。
警示图标 (Warning)
屏幕右上方的警示图标显示产品有关信息。
| 警示图标 | 含义 |
| DEMO | 展示模式 焊接无效。 检查电气安装状况(电压)。 |
| 冷却回路阻塞。 检查焊枪冷却液循环是否连续。 | |
| 界面电池接近目标寿命。替换电池(CR2032)并重新设备产品日期与时间(系统/时间)。 | |
| 风扇未按正常速度运转。检查风扇状态。 |