
Neopulse 320 C - Estación de soldadura GYS - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Neopulse 320 C GYS en formato PDF.

| Tipo de producto | Equipo de soldadura profesional trifásico |
| Marca | GYS |
| Modelo | Neopulse 320 C |
| Procesos de soldadura | MIG/MAG (GMAW/FCAW), TIG DC (GTAW), MMA (SMAW) |
| Rango de corriente (MMA) | 5 – 320 A (según electrodo) |
| Rango de corriente (MIG/MAG) | 20 – 320 A |
| Rango de corriente (TIG) | 5 – 320 A |
| Tensión de alimentación | 400 V +/- 15% trifásico 50/60 Hz (enchufe 32 A EN 60309-1) |
| Factor de marcha (40°C, ciclo 10 min) | A 320 A: 35 % (MIG/MAG); a 320 A: 35 % (MMA); a 320 A: 35 % (TIG) |
| Diámetros de hilo (MIG/MAG) | Acero: 0,6 – 1,2 mm; Inox: 0,8 – 1,2 mm; Aluminio: 0,8 – 1,2 mm; CuSi/CuAl: 0,8 – 1,2 mm; Sin Gas: 0,9 – 1,6 mm |
| Bobinas aceptadas | 200 y 300 mm |
| Tipo de refrigeración | Ventilación inteligente (gestión de velocidad) |
| Índice de protección | IP23 |
| Temperatura de uso | -10 °C a +40 °C |
| Temperatura de almacenamiento | -20 °C a +55 °C |
| Humedad admisible | <= 50 % a 40 °C, <= 90 % a 20 °C |
| Altitud máx. | 1000 m |
| Peso (estimado) | Aproximadamente 32 kg (sin accesorios) |
| Dimensiones (aprox.) | 700 x 300 x 500 mm (L x An x Al) |
| Interfaz de usuario | Pantalla LCD con ruedas, botones pulsadores; modos Easy, Expert, Avanzado |
| Funciones especiales | Sinérgico, Pulse, Spot, E-TIG, Hot Start, Arc Force, Anti-Sticking, Trazabilidad, JOB (500+), Quick-Load |
| Conectividad | USB, conectores analógico y digital RC, conector Euro, SMC opcional |
| Accesorios incluidos | Rodillos de doble garganta acero 1,0/1,2, enchufe 32 A, manorreductor, antorcha MIG/MAG (según versión) |
| Mantenimiento | Desempolvado con soplador, verificación anual de conexiones por personal calificado |
Preguntas frecuentes - Neopulse 320 C GYS
Preguntas de los usuarios sobre Neopulse 320 C GYS
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones Neopulse 320 C - GYS y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Neopulse 320 C de la marca GYS.
MANUAL DE USUARIO Neopulse 320 C GYS
Equipo de soldadura MIG/MAG - TIG - MMA
Cbapouhbl annapaT MΓ/MΓ - TNΓ - MMA
MIG/MAG - TIG - MMA lasapparaat
Dispositivo saldatura MIG/MAG - TIG - MMA
1

II
1ÈRE UTILISATION / ERSTE VERWENDUNG / FIRST USE / NEPBOE MCNONJB3OBAHNE / I° UTILIZZO / EERSTE GEBRUK / PRIMERA UTILIZATION / 1° USO / 首次使用/ 初てご使用にの前に
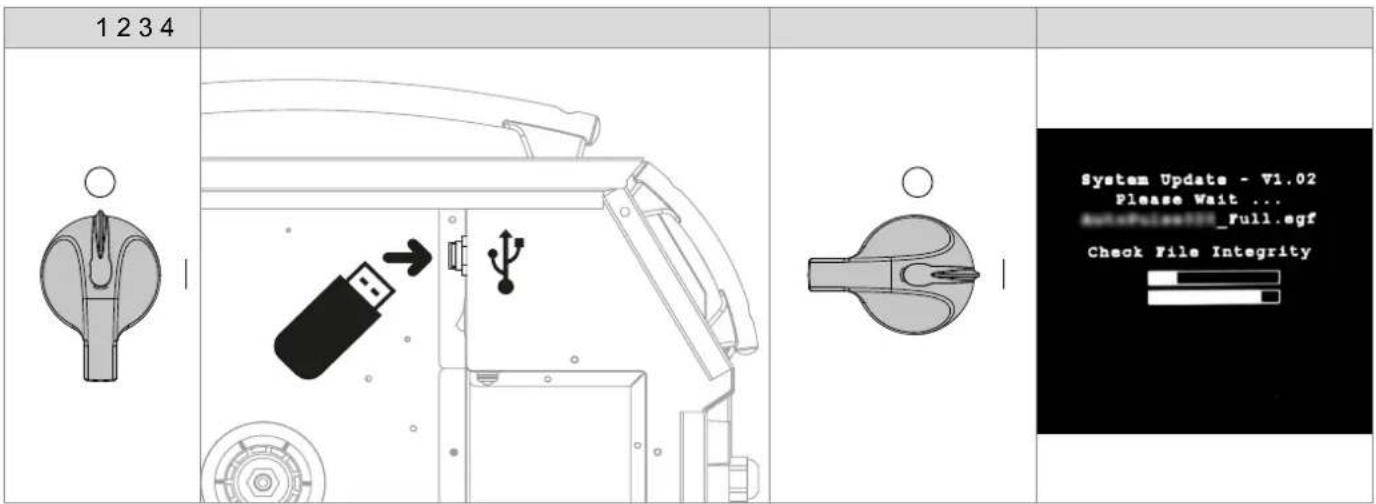
Avant la premiere utilisation de votre apparéil, merci de vérifier la présence de nouvelles mises à jour.
Before using your device for the first time, please check for new updates.
De Vor der ersten Anwendung des Geratesitte prufen Sie,ob neue Softwareaktualisierungen verfurbar sind.
ES Antes del primer uso de su aparato, compruebe la presencia de新品asactualizaciones.
RnpeTemKak nCnoB3oBaT annapa npOBepbTe HeT oHOBJIeHn IporpaMMHO oecneueHn.
Voordat u het apparaat voor de eerste keer gebruikt, moet u de aanwezigheid van neue updates controeren.
Prima diutilizzare per la prima volta il vostro apparecchio,vogliate verificare se ci sono nuovi aggiornamenti.
Antes de utiliser o seu dispositivoPGA primaira vez, verifique se existem novas atualizacoes.
首次使用设备前,请检查是否存在更新。
初載使用前、デバイスが最新にアフデートさていか確認てくだせ。
Avant la première utilisation de votre apparéil, procédez à la calibration des cables de soudage.
EN Before using the machine for the first time, calibrate the welding cables.
DE Kalibrieren Sie die Schweißkabel vor der ersten Benutzung Ihres Geräts.
Antes de utiliser su aparato por primera vez, calibre los cables de soldadura.
Rnpei nepBbIM nCOnb3ObaHHeM npoBeaTe KaIbPoBky CBapOHBx Ka6eJe.
Voordat u dit apparaat voor de eerste keer gebruikt要去en de laskabels gekalibreerd worden.
Prima di effettuare il primo utilizzato del vosto apparecchio, procedere alla calibrazione dei cavi di salatura.
Antes de utiliser o seu aparelho pela primarya vez, proceda a calibracao dos cabos de soldadura.
首次使用设备前,请先校准焊接电缆
德巴式を初て使用する前、溶接ケ一フルを較正てくさ。

AVERTISSEMENTS - RÉGLES DE SECURITÉ
CONSIGNE GÉNÉRALE

ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL

Estas instruetiones se deben leer y comprender antes de toda operacion.
Toda modificacion o mantenimiento no indicae en el manual no se debelear va cabo.
Todo daño fisico o material bajo a un uso no conforme con las instrucciones de este manual no podra atribuirse al fabricante. En caso de problema o de incertidembre, consulte con una persona qualificada para manejar correctamente el aparato.
ENTORNO
Este mater se deu sola para rizar opiones de soldadura dnto los limites indicados en el aparato y el manual. Se deben respetar las instrucliones relativas a la segudad. En caso de uso inadeado o peligroso, el fabricante no podra considerarse responsable.
La instalacion se debe hacer en un local sin polvo, ni acido, ni gas inflamable u otheras sustancias corrosivas. Igualmente para su almacenado. Hay que asegurardequehayuna buena circulaciondeairecuando se estedutilizando.
Zona de temperatura:
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedaydelaire:
Inferior o igual a 50% a 40^ (104^)
Inferior o igual a 90% a 20^ (68^)
Altitud:
Hasta 1000 m por encima del nivel del mar (3280 pies).
PROTECCION INDIVIDUAL Y DE LOS OTROS
La soldadura al arco puede ser peligrosa y Causear lesiones graves e incluso mortales.
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiación lumínea del arco, de Campos electromagnéticos (atencion a los que lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demas, siga las instrucciones de seguidad individentes:

Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secs, ignifugos y en Buen estado que cubran todo el cuero.

Utilice guantes que aseguren el aislamento electrico yTERMico.

Utilice una proteccion de soldadura y/o una capucha de soldadura de un nivel de proteccion sufficiente (variable segun aplicaciones). Protejase los ojos durante operaciones de limpieza. Las lentillas de contacto estan particulamente prohibidas.
A vces es necessario delimitar las zonas medante cortinas ignifugas para proteger la zona de soldadura de los rayos del arco, proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas adequadas para protegerse.

Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al limite autorizzato (asi como qualquier otra persona que estuvierra en la zona de soldadura).
Las manos, el caballo y la ropa deben estar a distancia de las partes moviles (ventilador).
No quite nunca el carter del grupo de refrigeracion del aparato estando bajo tension, el fabricante no podra ser considerado responsable en caso de accidente.

Las piezas soldadas estan caliente y pueen provocar quemaduras durante su manipulacion. Cuando se hace un mantenimiento de la antorch a portaelectrodos, se debe asegurar que esta este lo suficientamente friy espe al menos 10 minutes antes de toda intervencion. El Grupo de refrigeracion se debe encender cuando se utilise una antorcha refrigerada por liquido para que el liquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de partirla para proteger las personnes y los bienes materiales.
HUMOS DE SOLDADURA Y GAS

El humano, el gas y el polvo que se emite durante la soldadura son peligosos para la salute. Hay que prever una ventilacion sufiente y en occasions possible ser requisite un aporte de aire. Una mascara de aire peut ser una solución en caso de aireacion insufiente.
Compruebe que la aspiracion es eficaz controldola conforme a las normas de seguridad.
Atencion, la soldadura en los lugares de微量元素 dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales que contenga plomo, cadmio, zinc, mercurio o berilio peuvent ser particulamente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posicion vertical y susjetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar cerca de grasa o de pintura.
RIESGO DE FUEGO Y DE EXPLOSION

Proteja Completely la zona de soldadura, los materiales inflamables deben alejarse al menos 11 metros. Cerca de la zona de operaciones de soldaduraDebe haber un anti-incendios.
Atencion a las proyeconiones de materiales calientes o chispas incluo a trovés de las fisuras. Puede tener un incendio o una explosiOn.
Aleje las personas, objetos inflamables y contenedores a presion a una distancia de seguidad suficiente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les deben vaciar de该如何 material inflamabile o explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energia de soldadura o hacia materiales inflamables.
BOTELLAS DE GAS

El gas que sale de la botella pueda ser una fuente de sofocimiento en caso de concentracion en el espacio de soldadura (comprobar bien).
El transporte debe realizarse de forma segura: cilindros cerrados y la fuente de energia de soldadura apagada. Se deben colocar verticalmente y susjetadas con un soporte para limitar el riesgo de caida.
Cierre la botella entre dos usos. Atencion a las varianiones de temperatura y a las exposiones al sol.
La botella no debe entar en contacto conuna llama, un arco elctrico, una antorcha, una pinza de maso o qualquier ora fuente de calor o de incandescencia.
Mantengalas alejadas de los circuitos electricos y del circuito de soldadura y no efectue nunca una soldadura sobre una botella a presion.
Cuidado al abrir la valvula de una botella, hay que alejar la cabeza de la valvula y asegurar de que el gas正常使用 es el apropiado para el proceso de soldadura.
SEGURIDAD ELECTRICA

La red electrica utilizes de tener imperativamente una connexion a tierra. Utilice el時間 de fusible recommendado sobre la tabla de indicaciones.
Una descarga electrica peut ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tension tanto en el interior como en el exterior del generator de corriente cuando este está encendido (antorchas, pinzas, cables, electrodos) ya que estan connectadas al circuito de soldadura.
Antes de abir la fuente de corriente de soldadura, desconctela de la red y espere 2 minutos para que todos los condensadores se descarguen.
No toque alismo tiempoo la antorcha o el portaelectrados y la pinza de mata.
Cambi es cables y antorch a estes estan daados, acudiendo a una persona cualificada. Dimensione la seccion de los cables de forma adecadua a la aplicacion. Utilizar sempre ropas secas y en Buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugaronde trabajo.
CLASIFICACION CEM DEL MATERIAL

Este aparato de Clase A no está previstos para ser utilisé en un lugar residencial donde la corrente electrica está suministrada por la red electrica Pública de baja tensión. En these lugares peut encontrar dificultades a nivel de potencia para asegurar una compatibiliad electromagnética, bajo a las interferencias propagadas por conducccion y por radiacion con Frequencia radioelctrica.
Este material es conforme a la norma CEI 61000-3-11.

Este material no se ajusta a la norma CEI 61000-3-12 y está destinado a ser uso en redes de bajo tensión privadas connectadas a la red Pública de alimentacion de media y alta tension. En una red eletrica Pública de bajo tensión, es responsabilidad del instalador o del usuario del material asegurar, si fuera necessario consultando al distribuidor, de que el aparato se pueda conectar.
EMISIONES ELECTROMAGNETICAS

La corrente eletrica que pasa a trovés de qualquier conductor produce Campos electricos y magnéticos localizados (EMF). La corrente de soldadura produce un campo electromagnétique alrededor del circuito de soldadura y del material de soldadura.
Los Campos electromagnéticos EMF peuvent alterar algunos implants Médicos, como los estimuladores cardíacos. Se deben tener medías de protección para personas con implantes Médicos. Por exemple, restricciones de acceso para las visitas o una evaluación de riesgo individual para los soldadores.
Tos ds d a i s t i a o e t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t 0
- colocar los cables de soldadura jintos - asegurarlos con un grapo, si es possible;
- Coloque su cabeza y torso lo más lejos posible del circuito de soldadura.
No enrolle cables de soldadura alrededor de su cuero.
no colque su cuerpo ente los cables de soldadura. Sujete los dos cables de soldadura en el mismo lado del cuerpo;
- Conecte el cable de returno a la pieza lo más cerca posible de la zona a soldar;
- no trabalho muito a la fuente, no se siente o se apoye en la fuente de corriente de soldadura.
- No suelezmierastransporta la fuente de energia de soldadura o el cable de soldadura.

Las personas con marcapasos deben consultar un medico antes de utiliser este aparato.
La exposión a los Campos electromagnéticos durante la soldadura pueda tener otros efectos sobre la salute que se desconcenha ahora.
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALLACION DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el usuario deble resolver la situacion siguiendo las recomendaciones del manual de usuario o consultando el serviceo teneo del fabricante. En algunos cases, esta action correctiva peut ser tan simple como una conexion a tierra del circuito de soldadura. En otheros cases, puede ser necessario construiruna pantalla electromagnetica alrededor de la fuente de corriente de soldadura y de la pieza entera con filros de entrada. En qualier caso, las perturbaciones electromagnéticas deben reduirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar el aparato de soldadura al arco, el usuario deberá evaluar los problemas electromagnéticos potenciales que podra haber en la zona donde se va a instalar. Se debe considerar lo siguientes:
a) la presencia por encima, por Debate y jusqu al equipo de soldadura por arco de otherc cables de alimentacion, control, senal y Telefono;
b) receptores y transmisores de radio y television;
c)ordenadores yotirosequipos de control;
d) equiposcriticos para la seguridad, por exemple, la proteccion de equipos industriales;
e) la salute de los vecinos, por exemple, el uso de marcapasos o audifonos;
f) el equipo正常使用 para la calibracion o la medicacion;
g) la inmunidad deOthers equipos en el entorno.
El usuario deben asegurar de que los aparatos del local Sean compatibles entre los. Este peutre require medidas de proteccion adiconiales;
h) la hora del día en que se van a realizar las soldaduras u除外as activités.
La dimen de la zona conjunta a torn en cun ta depne de la estructura del edicio y de las other activities que se lven a cabo en el lugar. La zona se puee extender mas alla de los limites de las instalaciones.
Evaluación de las instalaciones de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco pueda servir para determinar y resolver los problemas de alteraciones. Conviene que la evaluación de las emisiones incluya las medías hechas en el lugar como especified en el Articulo 10 de la CISPR 11. Las medías hechas en el lugarSEOpen permitir al mesmo tiempo confirmar la eficacia de las medías de mitigacion.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCTION DE EMISIONES ELECTROMAGNETICAS
a. Alimentacion publica: El equipo de soldadura por arco debe connectarse a la red eletrica publica de acuerdo con las recomendaciones del fabricante. Si se produjeran interferencias, podria ser necessarioayar medias de prevencion suplementarias como el filtrado de la red publica de alimentacion eletrica. Se recomienda apantallar el cable de red eletrica en un conductor metalico o equivalente para material de soldadura instalado de forma fja. Conviene asegurar la continuidad eletrica del apantallado sobre toda la longitud. Se recomienda conectar el cable apantallado al generator de soldadura para asegurar un Buen contacto eletrico entre el conductor y la fuente de soldadura.
b. Mertenimio de equos de soldadura por arco: El equipo de soldadura por arco debe someterse a un mantenimiento rutinario segun las recomendaciones del fabricante. Los acces, aperturas y carcasas metálicas esten correctamente cerradas cuando se utilise el material de soldadura al arco. El material de soldadura al arco no se debe modifier de ningun modo, salvo modificaciones y ajustes Mentionados en el manual de instruccion del fabricante. Se recomienda, en particular, que los dispositivos decebado y de estabilizacion de arco se ajusten y se les haga un mantenimiento siguiendo las recomendaciones del fabricante.
c. Cables de soldadura: Conviene que los cables sean lo mas cortos possible, colocados cerca y a proximidad del sueño sobre este.
d. Conexión equipotencial: Hay que tener en cuenta la unión de todos los objetivos metálicos de los alrededores. En cualquier caso, los objetivos metálicos死角 a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas electricas si toca these elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objets metálicos.
e. Puesta a tierra de la pieza: Cuando la pieza no está conectada a tierra por seguidad elctrica o por su tamen y ubicacion, como en el casco de un barco o el acero estructural de un edificio, una conexion que conecte a tierra la pieza peute, en alquos casey y no sime, reduir las emisiones. Conviene evitar the connexion a tierra de piezas que podrian incrementar el riesgo de heridas para los yyuanos o dañar other materiales elctricos. Si necessario, conviene que la connexion a tierra de la pieza a soldar se haga directamente, pero en alquos paises no se autoriza este connexion directa, por lo que conviene que la connexion se haga con un condensador apropiado selecctionado en funci de la normativa nacional.
f. Proteccion y blindaje: La proteccion selectiva y el apantallamento deculos cables y equipments en el area circundante pueda limitar los problemas de interferencia. La proteccion de toda la zona de soldaduraouldes ser necessities para aplicaciones especialas.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA

El aparato está equipado de (un) mango (s) en la parte superior que permiten transporte con la mano. No se debe subestimar su peso. El (los) mango (s) no se debe (deben) considerar un modo para realizar la suspensaion del producto.
No utilise los cables o la antorcha para desplazar el aparato. Se debe desplazar en posicjion vertical.
No transporte el generador de corriente por encima de otheras personas u objetos.
No eleve una botella de gas y el generator al mesmo tiempo. Sus normas de transporte sonDistinctas.
Espreferible quitar la bobina antes de elevar o transporte el generador.
INSTALACION DEL MATERIAL
La fuente de corriente de soldadura se debe colocar sobre una superficie cuya inclinacion maxima sea 10^
- Colque laquina en una zona lo suficientmente amplia para airearla y acceder a los comandos.
- No utilise en un entorno con polvos metálicos conductores.
- Laquina de ser protegida de la lluvia y no se debe exponer a los rayos del sol.
- El aparato tiene un grado de proteccion IP23, locular significa:
- proteccion contra el acceso a partes peligrosas de cuerpos solidos con un diametro >12,5mm y
- proteccion contra la lluvia dirigida a 60^ con respecto a la vertical
El material se pueda usar en el exterior según el indice de protección IP23.

Las corrientes vagabundas de soldadura peuvent destruir los conductores de tierra, daß el equipo y los dispositivos electricos y provocar el calentamento de los componentes, pudiendo causar un incendio.
- Todas las conexiones de soldadura deben connectarse con firmeza, compruebe con regularidad.
- Asegürese de que la fijación de la pieza es solida y sin problemas electricos.
- Fije o deje en suspENSION todos los elementos conductores de electricidad de la fuente de soldadura como el chasis, carrito y los sistemas de elevado para que estén aislados.
- No colocque otheros equipments como taladros, aparatos de aflido, etc sobre la fuente de soldadura, el carrito o los sistemas de elevado sin que estén aislados.
- Coloque sempre las antorchas de soldadura o los portaelectrados sobre una superficie aislada cuando no estén siendo utilizados.
Los cables de alimentacion, de prolongacion y de soldadura deben estar Completely desenrollados para evaporarrialquier sobrecalentamento.

El fabricante no asume nlnguna responsabilitad respecto a daños provocados a personas y objetos debido a un uso Incorrecto y peligroso de este aparato.
MANTENIMIENTO / CONSEJOS


- El mantenimiento solo debe realizarse por personalriallicado. Se aconseja efectuar un mantenimiento anual.
Corte el suministro electrico,uego desconecte el enchufe y espere 2制动os ante de trabajo sobre el aparato. En su interior,
la tension y la intensidad son elevadas y peligrosas.
- De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche laacular para pedir a un personalriallicado que compruebe que las conexiones eletricas esten bien en situ con una herramentaaislada.
- Comprue be regulamente el estado del cable de alimentacion. Si el cable de alimentacion está daado, debe ser sustituido por el fabricante, su serviceo post-venta o una persona con qualificacion similar, para evitarequalquier peligro.
- Deje los orificios del equipo libres para la entrada y la calidad de aire.
- No utilise este generador de corriente para deshilar cañerías, recargar baterías/accumuladores o arrancar motores.
INSTALLACION - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilido por el fabricante pueda efectuar la instalacion. Durante la instalacion, aseguresque que el generador está desconnectado de la red eletrica. Las conexiones en series o en paralelo del generador estan prohibidas. Se recomienda utilizing los cables de soldadura suministrados con la maquina para Obtener los ajustes adaptados y optimos para el producto.
DESCRIPCION
El NEOPULSE es una fuente de corriente trifasuna para la soldadura semi automatica « sinergica » (MIG o MAG), la soldadura al electrodo revestido (MMA) y la soldadura al electrodo TIG. Soporta bobinas de 200 mm y 300mm de diametro.
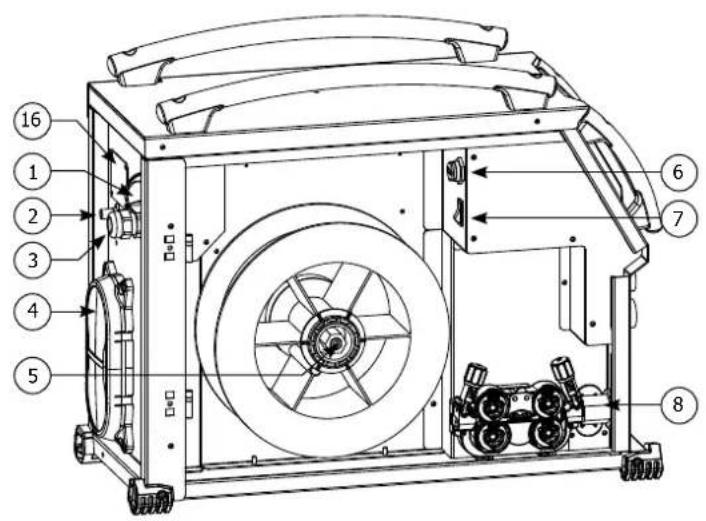
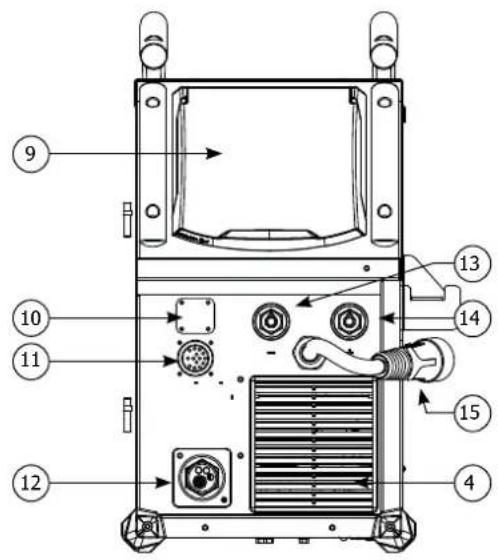
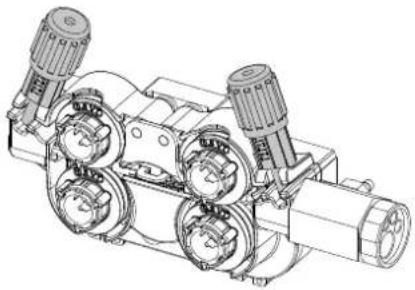
DESCRIPCION DEL MATERIAL (I)
1- Conmutador ON / OFF 9- Interfaz Nombre-Maquina (IHM)
2-Conector de gas 10-Conector digital RC (opinion ref.063938)
3-Cable de alimentacion eletrica 11-Conector analgico
4- Rejillas externas 12-Conector EURO
5-Soporte bobina 13-Conector de polaridad negativa
6-Conector USB 14-Conector de polaridad positiva
7-Inversor puga gas y avance de hilo 15-Cable de inversion de polaridad
8-Motodevanada
16- Sistema de connexion SMC (opinion)
INTERFAZ HOMBRE-MAQUINA (IHM)

Lea las instruetiones de uso de la interfaz (IHM) que forman parte de la documentoacion completa del equipo.
RED ELECTRICA - PUESTA EN MARCHA
- Este material incluye una clavija de 32 A de tipo EN 60309-1 y se debe conectar unicamente a una instalacion eletrica trifasica de 400V (50-60 Hz) de quatre hilos con un neutro connectado a tierra. La corrente efectiva absorbida (1eff) está Sealada sobre el equipo para conditiones de uso Tmaxas. Compruebe que la alimentacion y sus proteeciones (fuseble y/o disyuntor) Sean compatibles con la corrente necessaria durante su uso. En cierto salpises puee ser necasario camiar la toma de corrente para conditonres de use maximas.
- El generador de potencia funciona sobre una tension electrica de 400V + / - 15% . Se pone en proteccion si la tension de la red electrica es inferior a 330Veff o superior a 490Veff. (aparecerá un codeg de fallo en la pantalla).
- La puesta en marchase realiza girando el interruptor de encendido/apagado (I-1) a la posicón I, y a la inversa, el apagado se realiza girando a la posicón 0. [Atencion! No interrupma nunca la alimentacion electrica cuando este en uso.
- Comportamento del ventilador Este equipo está dotado de una gestión inteligente de los ventiladores con el objetivo de minimizar el ruido de la subestación. Los ventiladores adaptan su velocidad al uso y a la temperature ambiente. Se pueda desconectar en modo MIG o TIG.
CONEXION SOBRE GRUPO ELECTROGENO
Este equipo可以选择Funcionarcon generadoressiempre que laenergiaauxiliarcumpla lossiguients requisitos:
- La tension debe ser alterna, su valor RMS debe ser de 400V + / - 15% , y la tension de pico inferior a 700V
-La Frequencia debe estar entre 50 y 60Hz
Es imperativo comprobar estas conditiones, ya que manyos grupos electrógeno producen picos de alta tensión que peuvent darar los aparatos.
USO DE PROLONGADOR ELECTRICO
Tos los prolongadores deben tener un tamen de secon apropiados a la tension del aparato. Utilice un prolongador que se ajusta las normativas naciales.
| Tensión de entrada Longitudud - Sección del cable de extension (Longitudud < 45m) | |
| 400 V 4 mm² | |
INSTALACION DE LA BOBINA
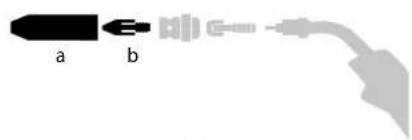
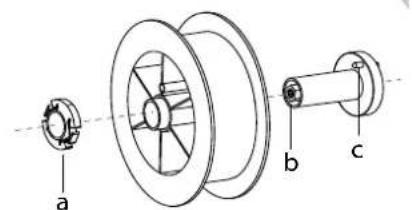
-
Retire la boquilla (a) y el tubo de contacto (b) de su antorcha MIG/MAG.
-
Abra la escotilla del generator.
- Cologne la bobina en su soporte.-
- Observe la clavija de actionamento (c) en el soporte de la bobina. Para montar una bobina de 200mm , apriete al máximo el soporte de plástico de la bobina (a).
- Ajuste la rueda de freno (b) para evitar que la inercia de la bobina enrede el hilo cuando la soldadura se detenga. Evite aplar demasiado, puis podria provoc un sobrecalmente del motor.
CARGAR EL HILO DE RELLENO
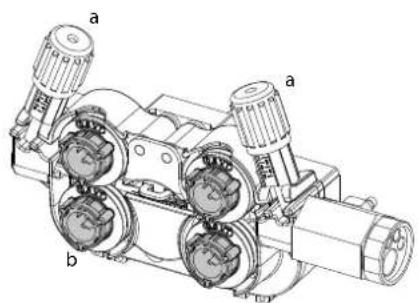
Para embarir los rodillos, proceda como sigue:
- Afloje los pomos (a) al máximo y bajelos.
- Desbloquee los rodillos girando los anillos de sujecion (b) un cuarto de vueita.
- Coloque los rodillos de arrastre apropriados y bloquee los anillos de sujeción.
Los rodillos suministrados son de acero de doble ranura (1.0 y 1.2).
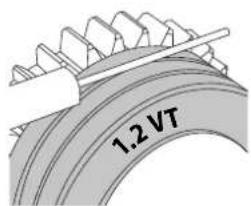
- Compruebe lamarca en el rodillo para asegurarde que los rodillos son adecuados para el diametro del hiloyel material del hilo (para un hilode 1,2,utilice la ranura de 0 1,2).
- Utilice rodillos con ranura en V para hilos de acero y otros hilos duros.
- Use rodillos con ranura en U para hilos de aluminio y除外 aleaciones blandas.

: inscripción visible en el rodillo (ejemplo:) 1.2 VT)

ranura a utilizes
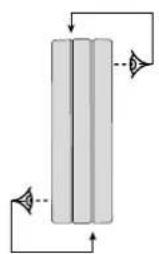
Para instalar el cable de relleno, proceda como sigue:
- Afloje los pomo (a) al maximo y bajelos.
- Inserte el hilo, bajo cierra la motodevanadora y apriete las ruedecillas según las indicaciones.
- Accione el motor en el gatillo de la antorcha o en el boton de alimentacion manual del alambre (I-7).

Notas:
- Unafundademasiadoestrechapuedeprovocarp Problemasdedevanadoun sobrecalentamento delmotor.
- El conductor de la antorcha debe estar igualmente bien apretado para evitar su calentamento.
- Compruebe que ni el hilo ni la bobina toquen la mecánica del aparato, de lo contrario habría peligro de cortocircuito.
RIESGO DE HERIDAS DEBIDAS A LOS COMPONENTES MOVILES

Las devanaderas contienen componentes moviles que peuvent atrapar las manos, el cabello, la ropa o las herrrientas y provocar heridas.
- No coloque su mano sobre componentes giratorios o vviles, o piezas de arrastre.
- Asegürese de que la carcaja del aparato o cubiertas de protección estén cerradas durante el funciona.
- No lleve guantes cuando colque el hilo de soldadura y cuando cambie la bobina de hilo.
SOLDADURA SEMI-AUTOMATICA CON ACERO / ACERO INOXIDABLE (MODO MAG)
El equipo estároughtado de origen para funcionar con hilo de acero de 0,8 mm (rodillo 1.0/1.2). El tubo de contacto, la ranura del rodillo y la funda de la antorcha está diseñados para esta aplicacion. Para soldar con hilo de diametro de 0,6,utilice una antorcha cuya longitud no supere 3m.
Conviene cambi el tubo de contacto asi como el rodillo de la devanadera por un modelo con ranura de 0.6 (ref. 061859). En este caso, colqueo de manera que se pueda leer 0,6.
Lautiliion en mode acero requiere un gas especifico para la soldadura (Ar+CO2). La proportiOn de CO2 puee variar segun el tipo de gas utilized. Para el acero inoxidable, utilise una mezcla de 2 % de CO^2 . Al soldar con CO2 puro, es necessario conectar un dispositivo de precalenta miento de gas a la botella de gas. Para requerimientos especificos de gas, por favor contacte a su distribuidor de gas. El caudal de gas de acero se situa entre 8 y 15 litros / minuto segun el ambiente.
SOLDADURA SEMI-AUTOMATICA CON ALUMINIO (MODO MIG)
El uso en aluminio requires an gas especifico de argon puro (Ar). Para la elección del gas, pida consejo a un distribuidor. El caudal de gas para el acero está entre 15 y 25 L/min segun el entorno y la experiencia del soldador.
Estas son las diferencias entre los usos del acero y del aluminio:
-
Utilice rodillos especialicos para la soldadura de aluminio.
-
Colque una presión minima en los rodlillos de la motodevanadora para no aplastar el hilio.
-
Utilice el tubo capilar (destinado al guiado de hilo entre los rodillos de la motodevanader y el conector EURO) solo para la soldadura de acero y acero inoxidable.
-
Utilice una antorcha especial aluminio. La antorcha de aluminio posee una funda de teflon que reduce las frictions. iNUNCA corte la funda a ras del empalme!Esta funda sirve para guiar el hilo desde los rodillos.
Tubo de contacto: utilise un tubo de contacto ESPECIAL aluminio adaptado al diametro de hilo.

Cuando se utilizes la cubierta roja o azul (soldadura de aluminio), se recomienda utiliser el accesorio 91151.(II-C).
Esta guía de funda de acero inoxidable mejor el centrode la funda y fácila el caudal de hilo.

Video
SOLDADURA SEMIAUTOMÁTICA CON CUSI Y CUAL (MODO BRASEADO)
Del mismo mode que en acero, el tubo capilar se debe colocar y se debe utiliser una antorcha con funda acero. En el caso del braseado, hay que utilizear argon puro (Ar).
SOLDADURA SEMIAUTOMÁTICA CON HILO «SIN GAS
El equipo能把 soldar hilo sin proteccion de gas (No Gas) de 0,9 a 1,6 mm. Soldar hilo tubular con una boquilla estandar能把 occasionar un sobrecalentamento y provocar la deterioro de la antorcha. Retire la boquilla original de su antorcha MIG-MAG.
ELECCION DE LA POLARIDAD
Polaridad + Polaridad -
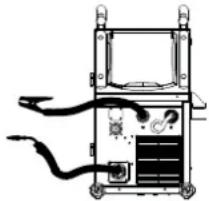
La soldadura MIG/MAG con proteccion de gas requiere generalmente una polaridad positiva.
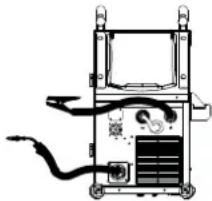
La soldadura MIG/MAG sin gas de proteccion (No Gas) requiere generalmente una polaridad negativa.
En todos los casos, consulte las recomendaciones del fabricante del cable para la eleccion de la polaridad.
CONEXION GAS
-
Monte un manorreductor adaptado sobre la botella de gas. Conectelo al equipo con el conductor incluido. Ponga las 2 abrazaderas de fijacion para evaporar fugas.
-
Asegürese de que la botella de gas está bien mantenida, Respectando la fijación de la capena al generator.
- Ajuste el caudal de gas ajustando la ruedecilla de ajuste situada en el manorreductor.
NB: para facilitar el ajuste del caudal de gas, acontece los rodillos apoyando sobre el gatillo de la antorcha (afloje la ruedecilla de la motodevanadera para que no arraste hilo). Presión maxima de gas. 0.5 Mpa (5 bars).
Este procedimiento no se aplica a la soldadura en modo «No Gas».
COMBINACIONES ACONSEJADAS
| (mm) | Corriente (A) Ø Alamre (mm) Boquilla (mm) Caudal (L/min) | |||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | ||
| 2-4 100-200 1 | .0 12-15 12-15 | |||
| 4-8 200-300 1 | .0/1.2 15-16 15-18 | |||
| 8-15 300-500 | .2/1.6 16 18-25 | |||
| MAG | 0.6-1.5 15-80 0 | 6 12 | 8-10 | |
| 1.5-3 80-150 0 | 8 12-15 10-12 | |||
| 3-8 150-300 1 | .0/1.2 15-16 12-15 | |||
| 8-20 300-500 | .2/1.6 16 15-18 | |||
MODO DE SOLDADURA MIG / MAG (GMAW/FCAW)
| Procesos de soldadura | ||||||||
| Parámetros | Ajustes | MANUAL | STD DYNAMIC | STD IMPACT | STD ROOT | COLD PULSADO | PULSADO | |
| Par material/gas | - Fe Ar 25% CO2- ... | - | ✓ | ✓ | ✓ | ✓ | ✓ | Selección del material a soldarParámetros de soldadura sinérgicos |
| Diámetro de hilol | Ø 0.6 > Ø 1.6 mm | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | Selección del diámetro del hilo |
| ModulArc | OFF - ON | - | - | - | - | - | ✓ | Activa o desactiva la modulación de la corriente de soldadura (Doble Pulsado) |
| Comportamento gatillo | 2T, 4T | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | Elección del modo de gestion de la soldadura por gatillo. |
| Modo Punteado | SPOT TIEMPO DE REACCión | ✓ | ✓ | ✓ | ✓ | ✓ | - | Elección del modo de punteado |
| 1er Ajuste | Grosor Corrente Velocidad | - | ✓ | ✓ | ✓ | ✓ | ✓ | Elección del ajuste principal a visualizar (espesor de la pieza a soldar, corriente de soldadura media o velocidad del hilo). |
| Energía | Hold Coef. Térmico | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | Ver el capitulo «energia» en las siguientes páginas. |
El acces a algunos parámetros de soldadura depende del modo de visualizacion seleccionado: Parametros/Mode de visualizacion: Easy / Experto / Avanzado Consulte el manual de la IHM
PROCESOS DE SOLDADURA
Para Obtener más información sobre las sinergias y los procesos de soldadura de GYS, escanee el número QR:

MODO PUNTEADO
- SPOT
El modo de soldadura permite el pre-ensamblado de piezas antes de la soldadura. El punteado peut ser manual por el gatillo o temporizada con un retardo de punteado predefinido. El tiempo de punteado permite una mejor reproducibiliad y la realizacion de puntos no oxidados (accesible en el menu Avanzado).
TIEMPO DE REACCION
Est es un mode de punteado similar al SPOT, pero con una combinacion de tiempo de punteado y parada definida cuando el gatillo este apretado.
DEFINICION DE LOS AJUSTES
| Unidad | ||
| Velocidad de hilo | m/min | Cantidad de metal de aportacion depositado e indirectamente la intensidad de soldadura y la penetracion. |
| Tensión V Influencia en el ancho | el cordón. | |
| Self - Alisa más o menos | la corriente de soldadura. AJKLM se del peso de soldadura. | |
| Pre-gas | s | Tiempo de purga de la antorcha y de creación de la protección gaseosa antes del cebado. |
| Post-gas s | Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones. | |
| Grosor mm | La sinergia permitte una configuración totalmente automatística. Laaccurion sobre el espesorJKLMDSLajsta automaticallyla tension del hilo y la velocidad adecuadas. | |
| Corriente A | La corriente de soldadura se ajusta enfuncionalde tipo del hiloutilizando y del material a soldarpara soldar... | |
| Longitudud arco | - | Permitte ajustar la distancia entre el extremol del hilo y el báñodifusión (ajuste de tensión). |
| Velocidad de acerca-miento | % | Velocidad progresiva del hilo. Antes del cebado, el hilolegala suavamente para createl primer contacto sincazaruna SACUDIDA. |
| Hot Start % & s | El Hot Start es una sobrecorriente durante el cebado que impide que el hilo se pegue a la pieza a soldar. Esajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos). | |
| Crater filler % | Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.Esajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos). | |
| Soft Start s | Aumentoprogresivo de la corriente Para evitar cebadosviolentos o sacudidas, la corriente se controla entreel primer contacto y la soldadura. | |
| Uplsole S Rampa de subida de corriente gradual. | ||
| Corriente fria | % | Segunda corriente de soldadura «friía» |
| Frecuencia de Pulsado | Hz | Frecuencia de pulsación |
| Ciclo de serviceo | % | En modo pulsado,ajusta el tiempo de corriente caliente en relaciòn con el tiempo de corriente fria. |
| Desvanecimiento | s Rampa de descenso de corriente. | |
| Punto | s Duración definida. | |
| Duración entre 2puestos | s | Tiempo entre el final de un punto (excluso el Post-gas) y la recuperación de un nuevo punto (incluido el pregas). |
| Burnback | s | Función para prevenir el riesgo de que el hilo se atasque al final del cordón. Este tiempo corresponde a unasubida del hilo fuera del báñodifusión. |
El acces o alquos parametros de soldadura depende del proceso de soldadura (Manual, Estandar, etc.) y del mode de visualizacion seleccionado (Facil, Experto or Avanzado). Consulte el manual de la IHM
CICLOS DE SOLDADURA MIG/MAG
Proceso 2T estandar:
Al presionar el gatillo el pregas inicia. Cuando el hil toca la pieza un pulso incia el arco y el ciclo de soldadura arranca. Al solter el gatillo el devanado se detiene y un pulso de corrente permite cortar el hilo de forma limpia, el postgas sigue. Minternas no se termine el postgas, pulsar el gatillo permite reinicir rapidamente el proceso de soldadura. Se possible añadir al ciclo un relleno HotStart y/o Crater.
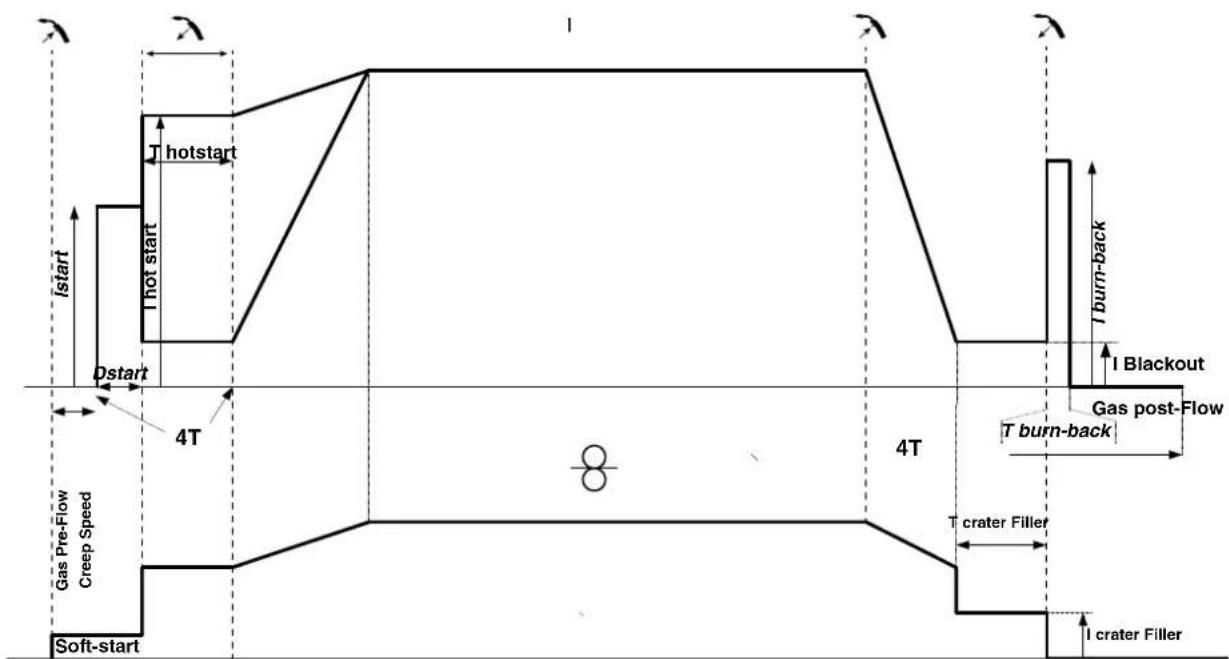
Proceso 4T Estandar:
En la forma 4T, la duracion del Pre-gas y del Post-gas se gestiona por tiempos. El relleno de HolStart y Crater por el gatillo.
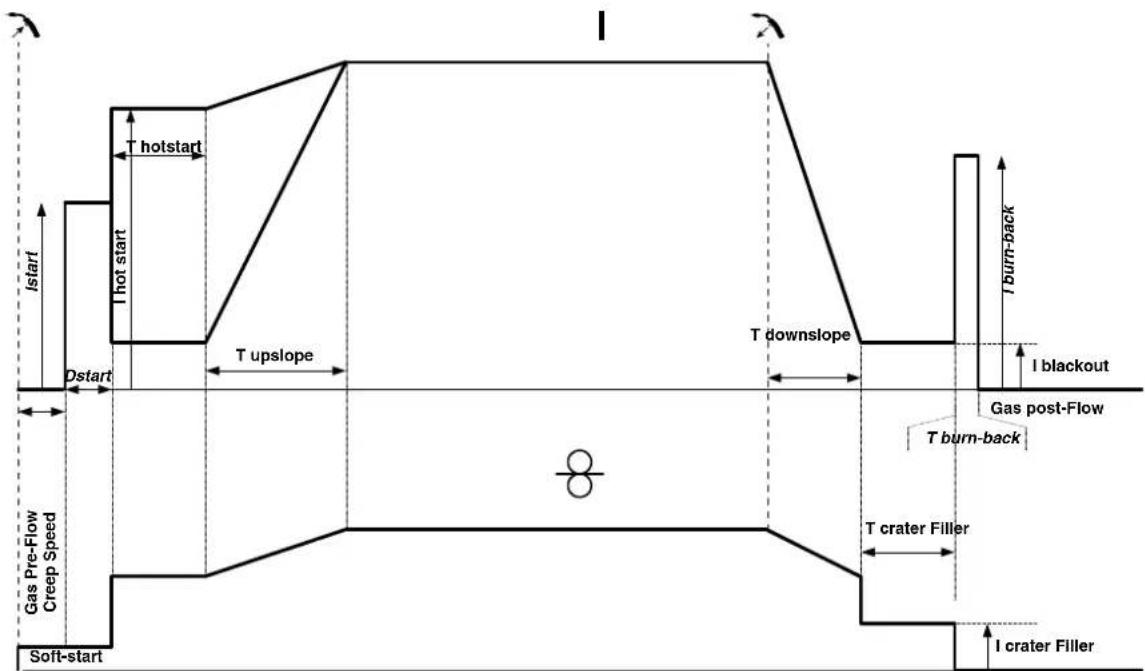
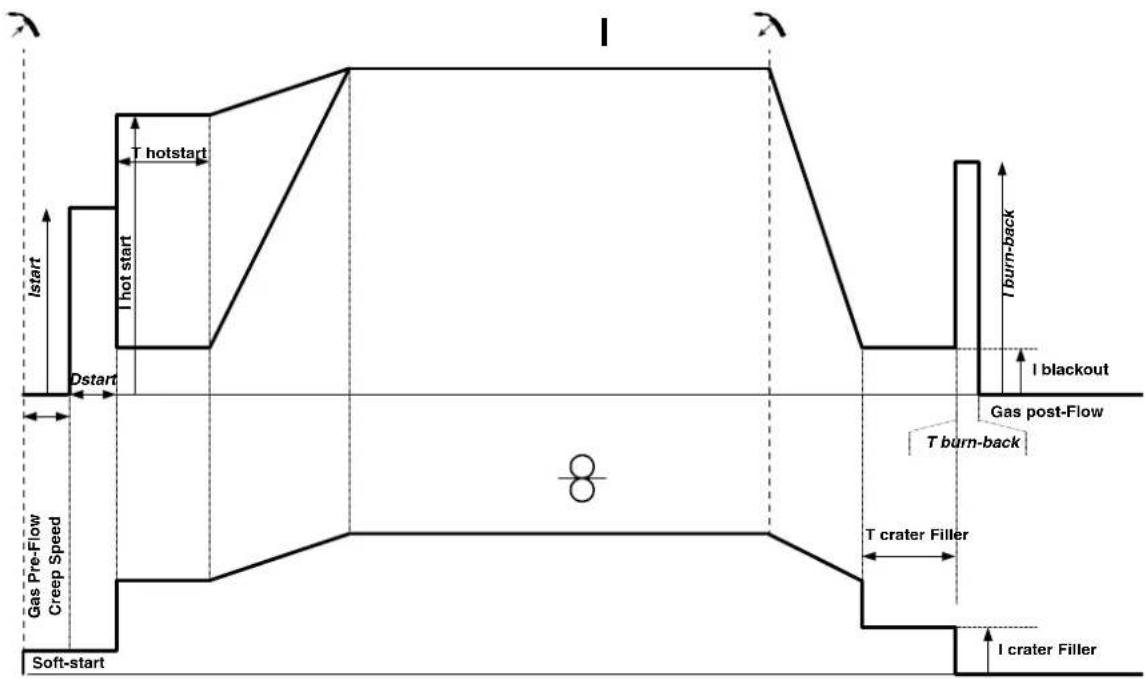
Proceso 2T Pulsado:
Al presionar el gatillo el pregas inicia. Cuando el cable toca la pieza, un pulso inicia el arco. Luego, laquina comienza por el Hot-start, el Upslope, y bajo el ciclo de soldadura inicia. Al solter el gatillo, el Downslope comienza hasta llggar a lcrater filler. Despues el pico de parada corta el hilo seguido por el Post-gas. Como en «Estandar», es possible reinicuar rapidamente la soldadura durante el Post-gas sin pagar por la fase de Hotstart.
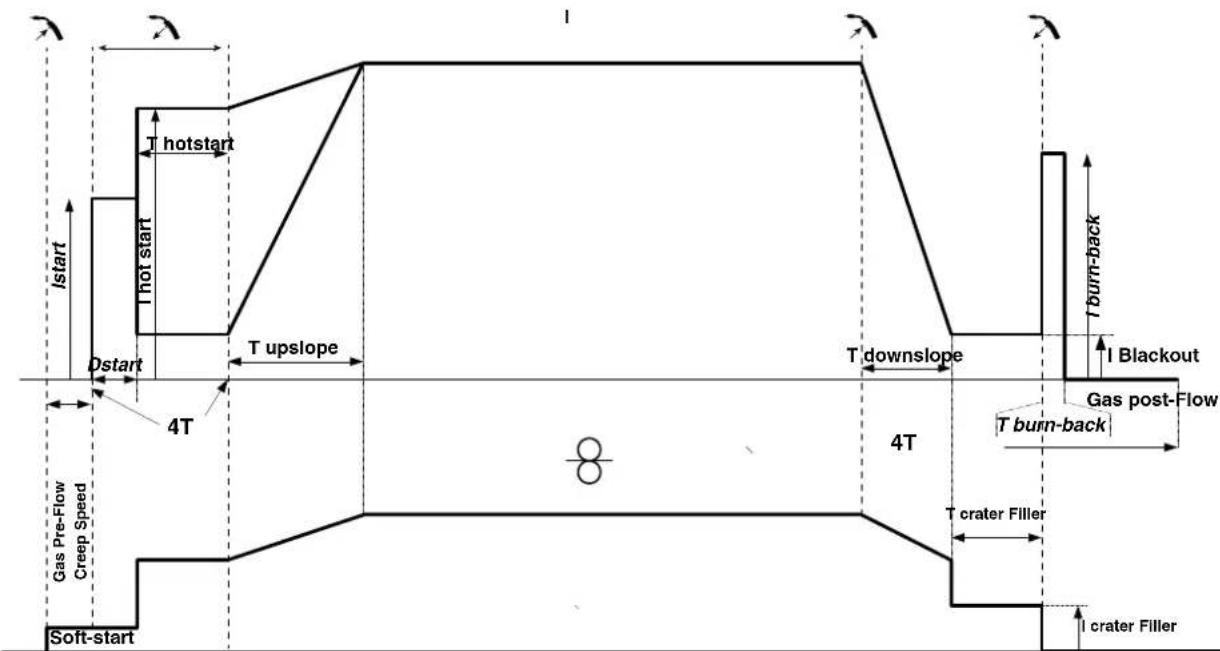
Proceso 4T Pulsado:
En la forma 4T, la duracion del Pre-gas y del Post-gas se gestiona por tiempos. El relleno de HotStart y Crater por el gatillo.
MODO DE SOLDADURA TIG (GTAW)
Conexiones y consejos
- La soldadura TIG DC requires una proteccion gaseosa (Argon).
- Conecte la pinza de masa en el conector de connexion positivo (+). Conecte la antorcha TIG (ref. 046108) en el conector EURO de la centralita y el cable de inversionion en el conector de connexion negativa (-).
Aseguese de que la antorcha est aien equipada y de que los consumibles (mordazas, soporte, difusor, boquilla) no esten desgastados. - La elección del electrodo depende de la corriente del proceso TIG DC
AFILADO DEL ELECTRODO
Para un funciona optimumo, debe utiliser un electrodo aflido de lasuma眼看:
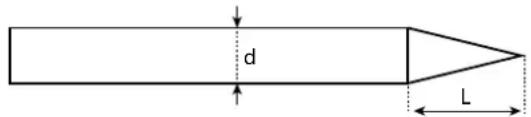
L = 3× d para una corrente débil.
L = d para una corrente fuerte.
AYUDA AL AJUSTE Y SELECTION DE LOS CONSUMIBLES
| DC | ↓↑ | Corriente (A) Electrodo (mm) Boquilla (mm) Caudal Argón (L/min) | ||
| 0.3 - 3 mm 5 - 75 1 | 6.5 6 - 7 | |||
| 2.4 - 6 mm 60 - 150 | 1.6 8 6 - 7 | |||
| 4 - 8 mm 100 - 200 | 2 9.5 7 - 8 | |||
| 6.8 - 8.8 mm | 170 - 250 | 2.4 | 11 8 - 9 | |
| 9 - 12 mm | 225 - 300 | 3.2 | 12.5 9 -10 | |
PARÁMETROS DEL PROCESO
| Procesos de soldadura | ||||
| Parámetros | Ajustes | Sinérgico | DC | |
| - | Estándar | - | ✓ | Corriente homogénea |
| Pulsado | - | ✓ | Corriente pulsada | |
| Spot | - | ✓ | Punteado homogéneo | |
| Tack | - | ✓ | Punteado pulsado | |
| Tipos de materiales | Fe, Al, etc. | ✓ | - | Selección del material a soldar |
| Diámetro del elec-trodo Tungsteno | 1 - 4 mm | ✓ | ✓ | Elección del diámetro del electrodo Permite refinar las corrientes de cebado HF y las sinergias. |
| Modo de gatillo | 2T - 4T - 4T LOG | ✓ | ✓ | Elección del modo de gestion de la soldadura por gatillo. |
| E.TIG | ON - OFF | ✓ | ✓ | Mode de soldadura de energia constante con corrección de las variociones de longitud del arco |
| Energía | Hold Coef. Térmico | - | ✓ | Ver el capítulo «energia» en las siguientes páginas. |
El acces a algunos parámetros de soldadura depende del mode de visualización selección: Parámetros/Modo de visualización: Easy / Experto / Avanzado
PROCESOS DE SOLDADURA
TIG DC
Dedicado al flujo de metales ferrosos como el acero, el acero inoxidable, pero también el cobre y sus aleaciones y el titanio.
TIG sinergico
ya no funciona con la eleccion de un tipo de corriente DC y con la configuracion de los parametros del ciclo de soldadura, sino que integra reglas/ sinergias de soldadura basadas en la experiencia. Por lo tanto, este modo restringe el numero de ajustes a tres ajustes baskicos : Tipo de material, espesor a soldar y posicion de soldadura.
AJUSTES
- Estándar
El proceso de soldadura TIG DC Standard permite la soldadura de alta calidad en la mayoría de los materiales ferrosos como el acero, el acero inoxidable, pero también el cobre y sus aleaciones, el titanio.... Las multipoles posibilidades de gestion de la corriente y del gas le permiten controlarperfectamente su proceso de soldadura, desde el cebado hasta el enfiambre final de su cordon de soldadura.
Pulsado
Este mode de soldadura por corriente pulsada es una combinacion de pulsos de alta corriente (I, pulso de soldadura) y pulsos de bajo corriente (I_Frlo, pulso de enfiambre de la pieza). El modo pulsado permite ensamblar las piezas limitando el aumento de la temperatura y las deformaciones. Ideal también en posicion.
Ejempio:
La corriente de soldadura I está configurada a 100A y %(I_Froid) = 50%, esecer corriente fria = 50% x 100A = 50A.
F(Hz) esta configurado a 10Hz el periodo de la senal sera 1 / 10Hz = 100ms ->cada 100ms, un impulso a 100A y bajo oto a 50A.
- SPOT
El mode de soldadura permite el pre-ensamblado de piezas antes de la soldadura. El punteado peut ser manual por el gatillo o temporizada con un retardo de punteado predefinido. El ajuste del tiempo de punteado permite una mejor reproduccion y la realizacion de+puntos sin oxidacion.
TACK
El modo de soldadura también permite el premontaje de piezas antes de soldar, pero esta vez en dos fases: una prima fase de DC pulsada que concentra el arco para una mejor penetracion, seguda de una segunda fase en DC estandar que ensancha el arco y, por tanto, el bajo para asegurar el spot.
Los tiempo de ajustes de las dos fases de punteado permiten una mejor reproducción y la realizacion de punto no oxidados.
E-TIG
Este mode permite una soldadura con potencia constante midiendo en tiempo real las variaiones de longitud de arco para asegurar una anchura de cordon y una penetracion constantes. En el caso en el que el ensamble requiera el control de la energia de soldadura, el modo E.TIG asegura al soldador que se respete la potencia de soldadura enequalquier posicdo n antorcha respecto a la pieza.

Estandar (Corriere constante)



E-TIG (energia constante)


ELECCION DEL DIAMETRO DEL ELECTRODO
| Ø Electrodo (mm) | TIG DC | |
| Tungsteno puro Tungsteno con 6xidos | ||
| 1 10 > 75 10 > 75 | ||
| 1.6 60 > 150 60 > 150 | ||
| 2 75 > 180 100 > 200 | ||
| 2.5 130 > 230 170 > 250 | ||
| 3.2 160 > 310 225 > 330 | ||
| 4 275 > 450 350 > 480 | ||
| Aproximamente = 80 A por mm de Ø | ||
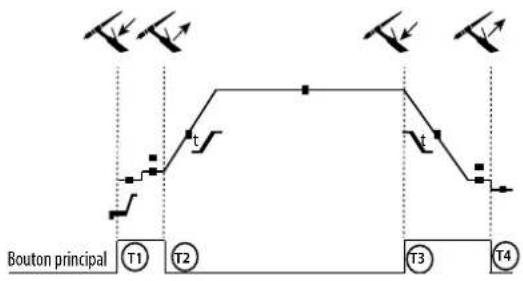
T1 - Al presionar el botón principal, el ciclo de soldadura inicia (Pre-Gas, I_Start, UpSlope y soldadura).
T2 - Al sorlar el boton principal, el ciclo de soldadura se detiene (DownSlope, I Stop, PostGas).
Para la antorchá de dos botones y solo en modo 2T, el botón secundario funciona como botón principal.
4T
-4TLOG
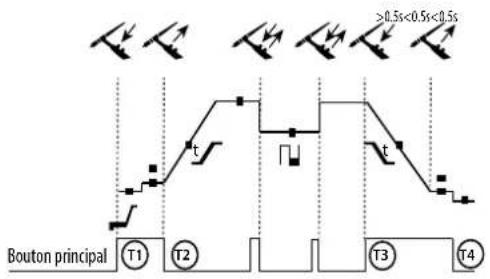
T1 - Se pulsa el botón principal, el ciclo comienza desde PreGas y se detiene en I_Start.
T2 - Se sueña el botón principal, el ciclo continua en pendiente ascendente y soldadura.
T3 - Al presionar el botón principal, el cicloonga a DownSlope y se detiene en la fase de I_Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el Postgas.
NB: para antorchas, botones dobles y botón doble + potenciometro => Botón de « corriente ascendente/soldadura » y potenciometro activos, botón « descendente » inactivo.
T1 - Se pulsa el botón principal, el ciclo comienza desde PreGas y se detiene en I_Start.
T2 - Se sueña el botón principal, el ciclo continua en pendiente ascendente y soldadura.
LOG este modo de funciona en la fase de soldadura:
-
este modo de funciona el se utilizes en la fase de soldadura .. El boton secundario se mantiene presionado, la corrente bascula en corriente de I soldadura a I fria.
-
El botón secundario se mantiene soltado, la corrente bascula de corrente de l fria a l soldadura.
T3: Una presión larga en el botón principal (>0,5 seg.), el ciclooca en DownSlope y se para en fase de I_Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el Postgas.
Para las antorchas de doble botón o doble gatillo + potenciómetro, el gatillo «superior» Tiene la misma funcionalidad que la de la antorcha de gatillo simple o de lamina El gatillo «inferior» está inactivo.
PURGADO DE GAS MANUAL
La presencia de oxigeno en la antorcha pueda conducir a una disminución de las propiedades mecancas y pueda resultar en una disminución de la resistencia a la corrosion. Para purgar el gas de la antorcha, tener pulsado el primer boton n°1 y seguir el procedimiento en la pantalla.
DEFINICION DE LOS AJUSTES
| Unidad | ||
| Pre-gas | s | Tiempo de purga de la antorcha y de creación de la protección gaseosa antes delcebado. |
| Corrientede arranque | % | Esta secuencia de corriente al arranque es una fase de precalentimiento antes de la rampa de subida de corriente. |
| Tiempode arranque | s Tiempo de espera al arranque antes de la rampa. | |
| Subida de corriente s Permite un aumento progresivo de la corriente de soldadura. | ||
| Corrientede soldadura A Corriente de soldadura | ||
| Desvanecimiento | s | Evita los cráteres al final de la soldadura y el riesgo de gritas, especially en la alección liga. |
| Corriente de interrupción | %Esta secuencia de corriente es una fase tras la rampa de descenso de corriente. | |
| Tiempo de interrupción | s | Esta secuencia de corriente a la parada es una fase tras la rampa de descenso de corriente. |
| Grosor mm Grosor de la pieza a soldar | ||
| Posición - posición de soldadura | ||
| Post-gas | s | Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permitearger tanto la pieza como el electrodo de la oxidación durante el enfiambre.. |
| Forma de onda | - | Forma de onda de la parte pulsada. |
| Corriente fria | % Segunda corriente de soldadura «friña» | |
| Tiempo de refrigeración | % Equilibrio de tiempo de la corriente caliente (I) de la pulsación | |
| Frecuenciade pulsado | Hz | Frecuencia de pulsaciónCONSEJOS DE AJUSTE:· Si se suelta con aportación manual de metal, Enables F(Hz) se sincrónica con el=gosto de aportación,· Si el espesor es(PCueño y no seañade metal(<0,8mm), F(Hz)>10Hz· Soldadura en posición, Enables F(Hz)<100Hz |
| Spot | s Manual o una duración definida. | |
| Duración de Pulsado s Fase de pulsación manual o de duración definida | |
| Duración de no pul-sado | s Fase de corriente lisa manual o fase de duración definida |
El acces o algoos parametros de soldadura depende del proceso de soldadura (Manual, Estandar, etc.) y del mode de visualizacion seleccionado (Fable, Experto or Avanzado).
MODO DE SOLDADURA MMA (SMAW)
Conexiones y consejos
- Conecte los cables del portaelectrodos y de la pinza de masa en los conectores.
- Respete las polaridades e intensidades de soldadura indicadas sobre el embalaje de los electrodos.
- Quite el electrodo del portaelectrodos cuando no se esté usingo el equipo.
- El equipo está dotado de 3 caracteristicas发展目标 para los inversionores:
- El Hot Start procura una sobreintensidad al inicio de la soldadura.
- El Arc Force libera una sobreintensidad que impide que el electrodo se pegue cuando entre en el bazo de fusión.
- El Anti-Sticking permite despegar fácilmente su electrodo sin que tengue que calentarlo en caso de que se pegue.
PARÁMETROS DEL PROCESO
| Procesos de soldadura | ||||
| Parámetros Ajustes Estándar Pulsado | ||||
| Tipo deelectrodo | Rutilo Básico Celulósico | ✓ | ✓ | El tipo deelectrodo determina los parámetros especialicos en función del tipo de revestimiento utilizdo para optimizar su soldabilitad. |
| Anti-Sticking OFF - ON | ✓ | ✓ | Se recomienda el antiadherente para quitar con seguridad el electrodo si está pegado a la pieza que se va a soldar (se canta automatistically la corriente). | |
| Energía | Hold Coef. Térmico | ✓ | ✓ | Ver el capítulo «energia» en las siguientes páginas. |
El acces a some parametros de soldadura depende del mode de visualizacion selec tion: Parimetos/Modo de visualizacion: Easy / Experto / AvanzadoConsulte el manual de la IHM
PROCESOS DE SOLDADURA
- Estándar
Est mode de soldadura MMA estandar es adeuado para la mayoria de las aplicaciones. Permite soldar con todo tipo de electrodes revestidos, rutilos, basicos y sobre todos los materiales:: acero, acero inoxidable y hierro fundido.
Pulsado
El modo de soldadura MMA Pulsado conviene a aplicaciones en posicón vertical ascendente (PF). El pulsado permite conservar un báño frío favoreciendo la transferencia de materia. Sin pulsación, la soldadura vertical ascendente requiere un movimiento «de abeto», es decir un desplazamente triangular dificil. Mediente el MMA Pulsado ya no esnecessaryrealizar este movimiento, según el grosor de su pieza un desplazamente recto hacía arriba pueda bastard. Si aun asidea ampliar su báñode fusión, un simple movimiento lateral similar al de soldadura en llano es suficiente. En este caso, puiscagustar sobre la pantalla la Frequencia de su corriente pulsada. Este procesofrece asi un mayor control de la operación de soldadura vertical.
ELECCION DE LOS ELECTRODOS REVESTIDOS
Electrodos rutilos Muy fácil de usar en todas las posiciones.
Electrodoos basicos Para su uso en todas las posiciones, es adequado para travaños de seguridad delbido a sus mayores propiedades mecancias.
- Electrodo celulosico : arco muy dinámico con una alta tasa de fusión, su uso en todas las posiciones lo dedica especialmente para trabajo en tuberías.
DEFINICION DE LOS AJUSTES
| Unidad | ||
| Porcentage Hot Start | % | El Hot Start es una sobrecorriente durante elcebado para evitar que elelectrodo se pegue a la pieza a soldar. Esajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos). |
| Duración del Hot Start s | ||
| Corriente de soldadura | A | La corriente de soldadura se ajusta según el tipo de electrodo elegido (consulte el embalaje de loselectrosos). |
| Arc Force % | El Arc Force es una sobrecorriente suministrada para evitar que sepeguen elelectrodo o la gota al tocar elbañodev soldadura.. | |
| Porcentage I froid % | ||
| Tiempo de refrigeración | s | |
| Frecuencia de pulsado | Hz Frecuencia de PULSACION del modo PULSE. | |
El acces a algunos parámetros de soldadura depende del mode de visualización selección: Parámetros/Modo de visualización: Easy / Experto / Avanzado Consulte el manual de la IHM
AJUSTE DE LA INTENSIIDAD DE SOLDADURA
Los ajustes siguientes corresponden a la zona de intensidad usable en func tion del tipo y del diametro del electrodo. Estas zonas son bastante amplias ya que dependen de la aplicacion y de la posicion de soldadura.
| Ø de electrodo (mm) Rutilo E6013 (A) Básico E7018 (A) Celulósico E6010 (A) | |||
| 1.6 30-60 30-55 - | |||
| 2.0 50-70 50-80 - | |||
| 2.5 60-100 80-110 60-75 | |||
| 3.15 80-150 90-140 85-90 | |||
| 4.0 100-200 125-210 120-160 | |||
| 5 150-290 200-260 110-170 | |||
| 6.3 200-385 220-340 - | |||
AJUSTE DEL ARC FORCE
Se aconseja positional en posicn media para iniar la soldadura y ajustarla en funcn de los resultados y de las preferencias de soldadura. NOTA : el rango de ajuste de la fuerza de arco es especialo para el tipo de electrodo elegido.
ENERGIA
Mode desrrolado para la soldadura con control de energia enmarcado por un DMOS. Este mode permite, ademas de la visualizacion de la energia del cordon de soldadura despues de la soldadura, ajustar el coeficiente temico segun la norma aplicada: 1 para las normas ASME y 0,6 (TIG) o 0,8 (MMA/MIG-MAG) para las normas europeas. La energia indica se calcula teniendo en cuestion this coefficiente.
ANTORCHA PUSH PULL (OPCION)
| Referencia | Diámetro de hilol | Longitud | Tipo de refrigeración |
| 038738 | 0.8 - 1.2 mm | 8 m | aire |
| 038141 | 0.8 - 1.2 mm | 8 m | Liquido |
| 038745 | 0.8 > 1.6 mm | 8 m | Liquido |
Se pue conectar una antorcha Push-Pull al bloque de alimentacion a trovés del conector (I-11). Este tipo de antorcha permite el uso de hilo de AISi incluso en 0,8 mm con una longitud de antorcha de 8 m. esta antorcha peut utiliser en todas las modalidades de soldadura MIG-MAG. Le detection de la antorcha Push-Pull se hace mediante una simple presion del gatillo.
En caso de uso de una antorcha Push-Pull con potenciometro, el ajuste de la interfaz permite fjar el valor maximo de la zona de ajuste. El potenciometro permite variar entre 50% y 100% de este valor.
- Mando a distancia analógico RC-HA2 (ref. 047679):
Se peutes conectar un mando a distancia analogico al generator a través del conector (I-11).
El control a distancia recciona sobre la tension (1er potenciometro) y la velocidad de hilo (2^ potenciometro). Estos ajustes quan inhabitados sobre la interfaz del generator.
- Mando a distancia analógico RC-HD2 (ref. 062122):
Se peut conectar un control remoto digital al generator a travers del Kit NUM-1 (opinion ref. 063938).
Esto control remoto esta diseado para procesos de soldadura MIG/MAG, MMA y TIG. Permite ajustar el equipo de soldadura a distancia. Un boton ON/OFF permite apagar o encender el control a distancia digital. Cuando el control remoto digital se enciende, la HMI del generator muestra los values de corriente y tension. En cuando se apaga o se desconecta la IHM, la IHM del generator se vuelv a activar.
EQUIPO DE REFRIGERACION (OPCION)
| Referencia | Designación | Potencia de refrigeración | Capacidad | Tensión de alimentación |
| 013537 | WCU 1KW C | 1000 W | 5.5 L | 400 V +/-15% |
El Grupo de refrigeración se detecta automatically. Para desactivar la unidad de refrigeración (OFF), consulte el manual de la interfaz.
Las protecciones soportadas por la unidad de refrigeracion para asegurar la proteccion de la linterna y del usuario son:
- Nivel minimo de liquido refrigerante.
Caudal minimo de liquido de refrigeracion circulando al interior de la antorcha. - Protección tírmica del liquido de refrigeración.

Se debe asegurar que el equipo de refrigeracion este apagado antes de la desconexion de los tubos de entrada y calidad de liquido de la antorcha.
El liquido de refrigeracion es nocivo e irrita los ojos, las membranas mucosas y la piel. El liquido caliente puede provocar quemaduras.
RODILLOS (F) OPCIONAL
| Diámetro | Referencia (x4) | |
| Acerio Alumínio Alambre tubular | ||
| Ø 0.6/0.8 061 | 859 - Ø 0.9/1.1 061927 | |
| Ø 0.8/1.0 061 | 866 061897 Ø 1.2/1.6 061934 | |
| Ø 1.0/1.2 061 | 873 061903 Ø 1.4/2.0 061941 | |
| Diámetro | Referencia (x4) |
Si los rodillos estan desgastados o si utilize hilo de relleno con un diametro >1,6 mm, es aconsejable sustituir la gufa de hilo de plastico:
| Diámetro Color Referencia | |
| ø 0.6>1.6 azul 061965 | |
| ø 1.8>2.8 rojo 061972 |
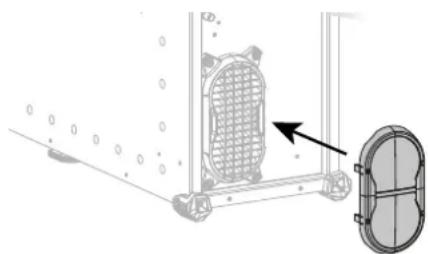
KIT DE FILTRO OPCIONAL
Filtro de polvo (ref. 063143) con finura de filtracion: 270 m (0,27 mm).
Atencion, el uso de este filtro reduce el factor de funcionaamente de su generator.
Para evaporar el riesgo de sobrecalentimiento bajo a la obstruccion de los conductos de ventilacion, el filtrto de polvo debe limpiarse regularmente. Desenganchar y limiar con aire comprimido.
CHARACTERISTICAS ANADIDAS
El fabricante GYS offre una amplia gama de prestaciones compatibles con su producto.
Para descubrirlos, escanee el numero QR.

ANOMALIAS, CAUSES Y SOLUCIONES
| Anomalías | Causas posibles | Soluaciones |
| La velocidad del hilo de soldadura no es constante. | El orificio está obstruido por salpicaduras. | Limpie el tubo de contacto o cámbielo y vuelva a poner producto anti-adherente. |
| El hilo patina en los rodillos. | Vuelva a poner producto anti-adherente. | |
| Uno de los rodillos patina. | Compruebe el ajuste del tornillo del rodillo. | |
| El cable de la antorcha está retorcido. | El cable de la antorchaDebe estar lo más recto posible. | |
| Le motor de devanado no funciona. | El freno de la bobina o el rodillo está demasiado apretados. | Afloje el freno y los rodillos |
| Mal devanado del hilo. | Funda pasa-hilos sucia o dañada. | Límpiela o reemplácela. |
| La cuña del eje de los rodillos no está presente | Coloque la cuña en su lugar. | |
| Freno de la bobina demasiado apretado. Afloje el freno. | ||
| No hay corriente de soldadura o la corriente es incorrecta. | Mala UXenión de la toma de corriente. | Compruebe la UXenión de la toma y verifique que esta es trifásica. |
| Mala UXenión de masa. | Compruebe el cable dedera (conexión y estado de la pinza). | |
| No hay potencia. | Compruebe el gatillo de la antorcha. | |
| El hilo se tapona tras los rodillos. | La funda PSA-hilos está aplastada. | Compruebe la funda y el cuerpo de la antor-cha. |
| Bloqueo del hilo en la antorcha. | Límpiela o reemplácela. | |
| No hay tubo capilar. | Compruebe el tubo capilar. | |
| Velocidad demasiado alta. | Reduzca la velocidad del hilo. | |
| El cordón de soldadura es poroso. | El caudal de gas es insufactorie. | Zona de ajuste de 15 a 20 L / min.Limpie el metal de base. |
| Botella de gas vacía. Reemplácela. | ||
| Calidad del gas insufactorie. Reemplácelo. | ||
| Corriente de aire o influencia del viento. | Evite corrientes de aire, proteja la zona de soldadura. | |
| Boquilla de gas demasiado ensuciada. Limpie la boquilla de gas o reemplácela. | ||
| Mala calidad de hilo. | Utilice un hilo adaptado a la soldadura MIG-MAG. | |
| Mal estado de la superficie que se va a soldar (óxido, etc...) | Limpie la pieza antes de soldar. | |
| El gas no está connectado | Compruebe que el gas está connectado a la entrada del generator. | |
| Partículas de chisporroteo importantes | Tensión del arco demasiado bajo o demasiado alta. | Ver parámetros de soldadura. |
| La masa no está bien colocada. | Compruebe y posición la pinza de masa lo más cerca possible de la zona donde se va a soldar. | |
| Gas de protección insufactorie. Ajuste el caudal de gas | De gas | |
| No sale gas de la antorcha. Mala conexión del gas. | Compruebe la conexión de las entradas de gas. | |
| Compruebe que la electroválvula funciona. | ||
| Error en la descarga. | Los datos del lápiz de memoria USB son incorrectos o están dañados. | Compruebe sus datos. |
| Problema de guardado | Ha superado el número máximo de guar-dados. | Debe suprimir algunos programas de solda-dura.El numero de configuraciones guardadas está limitado a 500. |
| Supresión automatística de los JOBS. | Algunos de sus JOBS se han suprimido, ya que no eran正当os con las新品as sinergías. | - |
| Error de detectación de la antorcha Push Pull - | Compruebe la conexión de la antorcha Push Pull | |
| Problema de tarjeta USB | No se ha detectado ningún JOB en la llave USB | - |
| No queda espacio en la memoria del producto Libre espacio en la tarjeta USB. | ||
| Problema de archivo | El archivo «...» no corresponde a sinergías descargadas en el producto | El fichero se ha créé con sinergías que no está presentes en laquina. |
CONDICIONES DE GARANTIA
La garantia cubre todo fallo o vicio de fabricacion durante dos anos, a partir a partir de la fecha de compra (piezas y mano de obstructa).
La garantía no cubre :
Cualquier otro daño debido al transporte.
- El desgaste normal de las piezas (Ej.: cables, pinzas, etc.).
- Los incidentes debidos a un mal uso (error de red electrica, caída, desmontaje).
- Los fallos debidos al entorno (contaminacion, oxido, polvo).
En caso de avería, devuelva la unidad a su distribuidor, adjuntando:
--una prueba de compra fechada (recibo, factura...)
- unanota explicativa de la averia.
FUMIDI SALDATURAEGAS

a. Los cieos de trabajo estian realizados un acordo con la norma EN60974-1 a 40^ y sbocen o clico de diaz minutes.Duranto uaso inisico (superior do clico de travafo), se可以使ar a proteacion tectnica. En este caso, el asco se apaga y el indicador se encende. Deja e el aspo comparado para permitir que se entifeir jusqu a se anule la proteacion. La fuente de corrente de soldadura posea una sida de tpo corriente constante. La fuente de corrente describe a corrisantele de salida de tpo plano. En algunos paises, US qullamo TCO.
TIBYABKINIOI IN HOPME EN69374-1 pR 40°C in 10- mthmOHOHOLI. PIR IHHIOBCHNIOI OTHIOHIOBCHNIOI [B] TIKONI BUKIHCAHTTE TENPOLOA SAHTAI, B STOMO CHRYSIA NAOCHAI A SARCPOCTI KHAHATOK . Octabte anapatop FQNOHNHNNI KITANHNO, OTMOHOT ONCII PO JOR HONCRI OHNIMU ZAHAI. Anapeton OCNJIHREI PAJAOYIOXAPAKETPHMIX HA BIXOKE. IVOTKNHOK TKA XAMET BUBHOHYO XAPAKETPHMIX TNIH ONUKRA XAPAKETPHMIX. B HOKOPKIX CTPEKH UO KAHARBEA TCO.
-Toleranta de reglare a tensiunii U:
OFF: reglaj liber, färå limità de reglare a tensiunii.
±0.0V:farà tolerantà, fixarea tensiunii (nerecomandata)
± 0.1V > ± 5.0V : intervale de reglare pentru care utilizatorul poate varia tensiunea.
- Toleranta de reglare a vitezei sarmei (m/min):
OFF: reglaj liber, fãră limită de reglare a vitezei sârmei.
± 0.0m/min: fārā tolerantā, fixarea vitezei sārmei (nerecomandata).
± 0.1m / min > ± 5.0m / min : interval de reglare pentru care utilizatorul poate varia viteza sarmei.




