
Neopulse 320 C - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Neopulse 320 C GYS als PDF.

| Produkttyp | Professionelles Drehstrom-Schweißgerät |
| Marke | GYS |
| Modell | Neopulse 320 C |
| Schweißverfahren | MIG/MAG (GMAW/FCAW), WIG DC (GTAW), MMA (SMAW) |
| Strombereich (MMA) | 5 – 320 A (je nach Elektrode) |
| Strombereich (MIG/MAG) | 20 – 320 A |
| Strombereich (WIG) | 5 – 320 A |
| Versorgungsspannung | 400 V +/- 15% Drehstrom 50/60 Hz (Stecker 32 A EN 60309-1) |
| Einschaltdauer (40°C, 10-Minuten-Zyklus) | Bei 320 A: 35% (MIG/MAG); bei 320 A: 35% (MMA); bei 320 A: 35% (WIG) |
| Drahtdurchmesser (MIG/MAG) | Stahl: 0,6–1,2 mm; Edelstahl: 0,8–1,2 mm; Aluminium: 0,8–1,2 mm; CuSi/CuAl: 0,8–1,2 mm; ohne Gas: 0,9–1,6 mm |
| Akzeptierte Spulen | 200 und 300 mm |
| Kühlungsart | Intelligente Lüftung (Geschwindigkeitsregelung) |
| Schutzart | IP23 |
| Betriebstemperatur | -10 °C bis +40 °C |
| Lagertemperatur | -20 °C bis +55 °C |
| Zulässige Luftfeuchtigkeit | <= 50% bei 40 °C, <= 90% bei 20 °C |
| Maximale Höhe | 1000 m |
| Gewicht (ca.) | ca. 32 kg (ohne Zubehör) |
| Abmessungen (ca.) | 700 x 300 x 500 mm (L x B x H) |
| Benutzeroberfläche | LCD-Bildschirm mit Drehknöpfen, Drucktasten; Modi Easy, Expert, Advanced |
| Sonderfunktionen | Synergic, Pulse, Spot, E-WIG, Hotstart, Lichtbogenkraft, Anti-Sticking, Rückverfolgbarkeit, JOB (500+), Quick-Load |
| Konnektivität | USB, analoger und digitaler RC-Anschluss, Euro-Anschluss, SMC optional |
| Mitgeliefertes Zubehör | Doppelnutrollen Stahl 1,0/1,2, Stecker 32 A, Druckminderer, MIG/MAG-Brenner (je nach Version) |
| Wartung | Staubablassen mit Druckluft, jährliche Überprüfung der Anschlüsse durch qualifiziertes Personal |
Häufig gestellte Fragen - Neopulse 320 C GYS
Benutzerfragen zu Neopulse 320 C GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Neopulse 320 C - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Neopulse 320 C von der Marke GYS.
BEDIENUNGSANLEITUNG Neopulse 320 C GYS
KIT FILTRE EN OPTION
WARNINGEN - SICHERHEITSREGELN
ALLGEMEIN

Die Missachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannot werden.
Der Hersteller haftet nicht fur Verletzungen oder Schaden, die durch unsachgemäß Handhabung these Gerätes entstanden sind.
Bei Problenen oder Fragen zum korrekten Gebrauch these Gerates, wenden Sie sichitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerat dar auschlieftlich fur Schweirarbeiten fur die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw.) verwendet werden. Beachten Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schäden bei falscher oder gefährlicher Verwendung verantwortlich.
L'installation doit etre utilisée dans un local sans poussiere, ni acide, ni gaz inflammable ou autres substances corrosives. Il en est de meme pour son stockage. Achten Sie auf eine gute Beluftung und ausreichenden Schutz bzw. Ausstattung der Raimlichkeiten.
Betriebstemperatur:
Verwendung zwischen -10 und +40^ (+14 und +104^)
Lagertemperatur zwischen -20 und +55^ (-4 und 131^ ).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40^ (104^)
Niedriger oder gleich 90% bis 20^ (68^)
Höhe:
Das Gerät ist bis in einer Höhe von 1000 m (über NN) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweifen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogenschweifen ist der Anwender einer Vielzahl potenzieller Risiken ausgesetzt: gefährlicher Hitze, Lichtbogenstrahlung, elektronische Störungen (Personen mit Herzschrittmacher oder Hörgerät sollenn sich vor Arbeiten in der Nähre der Maschinen von einem Arzt beraten halten), elektrische Schläge, Schweizlarm und -rauch.
Schützen Sie dazu sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweishandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie elektrisch- und wärmeisolierende Handschuhe.

Tragen Sieitte Schweischutzkleidung und einen Schweischutzhelm mit einer ausreichenden Schutzstufe (je nach Schweiart und -strom). Schutzen Sie ihre Augen bei Reinigungsrarbeiten. Kontaktlinsen sind ausdrucklich verboten!
Schirmen Sie den Schweibereich bei entsprechenden Umgebungsbedingungen durch Schweibevorhange ab, um Dritte vor Lichtbogenstrahlung, Schweispritzen, usw. zu schützen.
In der Nane des Lichtbogens befindliche Personen mnen ebenfa auf Gefahren hingewiesen werden und mit der noligen Schutzausrustung ausgerustet werden.

Bei Gebrauch des Schweibergerates entstehen sehr großer Larm, der auf Dauer das Gehor schädigt. Tragen Sie daher im Daureinsatz ausreichend Gehorschutz und schützen Sie in der Höhe arbeitende Personen.
Halten Sie mit den ungeschützten Händen, Haaren und losen Kleidungstücken ausreichenden Abstand zu sich bewegenden Teilen (Lüfter, Elektroden).
Entferen Sie unter keinen Umständen das Gerätegehäuse, wenn diese am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäß Handhabung these Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heißt! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung eines wassergekühten Brenners daraufuf, dass Kuhlaggregat nach Schweißende ca. 10min weiterlaufen zu halten, damit die Kuhlflüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS

Beim Schweiten entstehen Rauchgase bzw. toxische Dampfe, die zu Sauerstoffmangel in der Atemluft führen konnen. Sorgen Sie daher immer für ausreichend Frischluft, technische Beluftung (oder ein zugelassenes Atmungsgerät).
Verwenden Sie die Schweibanlagen nur in gut belufteten Hallen, im Freien oder in geschlossenen Räumen mit einer den aktuellen Sicherheitsstandards entsprechender Absaugung.
Achtung: Das Schweifen in klinen Räumen erfordert eine Überwachung des Sicherheitsabstands. Beim Schweifen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle entstehen giffige Dampfe. Entfetten Sie die Werkstücke vor dem Schweifen.
Die zum Schweiten benotigten Gasfaschen müssen in gut belufteter, gesicherter Umgebung aufbewahr werden. Lager Sie sie ausschließlich stehend und sichern Sie sie z. B. mithilfe eines entsprechenden Fahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasfaschen erhalten Sie von ihrer Gaslieferanten.
SchweiBardeen in unmittelbarer Nare von Fetten und Farben sind grundsatzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweizbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweizbereich vorhanden sein.
Beachten Sie, dass die beim Schweißen entstehende bereits Schlacke, Spritzer und Funken eine potentielle Quelle fur Feuer oder Explosionen darstellen.
Halten Sie einen Sicherheitsabstand zu Personen, entflammbaren Gegenständen und Druckbehältem ein.
Schweiten Sie keine Behalter mit brennbare Materialien (auch keine Reste davon) -> Gefahr entflammbarer Gase. Falls sie geöffnet sind, müssen entflammbares oder explosive Material entfern werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzter Richtung zu thisem Gerat und entflammbaren Materialen.
GASDRUCKAUSRÜSTUNG

Austretendes Gas kann in hoher Koncentration zum Erstickungstod führen. Sorgen Sie dazu immer für eine gut belüftete Arbeits- und Lagerumgebung.
Achten Sie daraufuf, dass die Gasflaschen beim Transport verschlossen sind und das Schweigerat ausgeschelt ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen.
Verschlieben Sie die Flaschen nach jedem SchweiBvorgang. Schutzen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperatures).
Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schwei- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle. Halten Sie mit den Gasflaschen Abstand zu Hochspannung und SchweiBarheiten. Das Schweien einer Druckglasflasche ist untersagt.
Bei Erstöffnung des Gasventils muss der Plastikverschluss/Garantiesiegel von der Flasche entfert werden. Verwenden Sie ausschließlich Gas, das für die Schweirarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Schweiigerat darf nur an einer geerdeten Netzversorgung betrieben werden. Verwenden Sie nur die empfohlenen Sicherungen.
Das Berühren stromfuhrrender Teile kann tõdliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNDER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät mit dem Stromnetz verbunden ist.
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann.
Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Sorgen Sie damit, dass beschädigte Kabel oder Brenner von qualifiziertem und autorisiertem Personal ausgetaucht werden. Achten Sie beim Austausch stets darauf, das entsprechende Äquivalent zu verwenden. Tragen Sie zur Isolierung beim Schweiben immer trockene Kleidung in gutem Zustand. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
CEM-KLASSE DES GERÄTES

Der Norm IEC 60974-10 entspruchend, wird these Gerät als Klasse A Gerät eingestuft und ist somit für den industriellen und/oder professionellen Gebrauch geeignet. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Energieversorgung über das öffentliche Niederspannungsnetz erfolgt. In this umfeld ist es aufgrund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträgelichkeit zu gewährleisten.
Dieses Gerät ist mit der Norm IEC 61000-3-11 konform.

Dieses Gerat ist nicht mit der Norm IEC 61000-3-12 konform. Es liegt in der Verantwortung des Anwenders zu überprüfen, ob die Geräte für den Stromanschluss geeignet sind, bevor Sie es an das Versorgungsnetz anschließen.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN

Der durch einen Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMV). Beim Betrieb von Lichtbogenschweianlagen kann es zu elektromagnetischen Störungen kommt.
Durch den Betrieb deses Gerates konnen medizinische, informationstechnische und andere Gerate in Ihr Funktionswise beeintrachtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollenn sich vor Arbeiten in der Nähre der Maschine, von einem Arzt beraten halten. Zum Beispiel Zugangseinschrankungen für Passanten oder individuelle Risikobewertung für Schweizer.
Alle Schweizer sollen das folgende Verfahren befolgen, um die Exposition zu elektromagnetischen Feldern aus der Schaltung zum Lichtbogenschweien zu minimieren:
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass ihren Oberkörper und Kopf sich so welt wie möglich von der SchweiBarbeit befinden;
- Achten Sie darauf, dass sich die Kabel, den Brenner oder die Masseklemme nicht um ihren Körper wickeln;
Stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollen stets auf einer Seite liegen; - Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweizzone;
- Arbeitsen Sie nicht unmittelbar geben der Schweisstromquelle;
- Wahlend des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweiben.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollen den vor Arbeiten in der Nähre der Maschine, von einem Arzt beraten halten.
Durch den Betrieb these Gerätes konnen medizinische, informationstechnische und andere Geräte in ihrer Funktionseweise beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANlage
Allgemein
Der Anwender ist fur den korrekten Einsatz des Schweisgerates und des Materials gemäß den Herstellerangaben verantwortlich. Treten elektramagnetischer Störungen auf, liegt es in der Verantwortung des Anwenders mit Hilfe des Herstellers eine Lösung zu finden. Die korrekte Erdung des Schweisplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektramagnetische Abschirmung des Schweisstroms erforderlich sein. Eine Reduzierung der elektramagnetischen Störungen auf ein niedriges Niveau ist auf jeder Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender sollte den Arbeitsplatz vor dem Einsatz des Schweigerates auf mögliche elektronische Probleme der Umgebung prufen. Zur Bewertung potenzieller elektronischer Probleme in der Umgebung sollte der Anwender folgenden berücksichtigten:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitskritische Einrichtungen wie Industrieanlagen;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte/TRagen;
f) Kalibrier- und Messeinrichtungen;
g) die Stör festigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss die Verfugbarkeit anderer Alternativen prufen. Weitere Schutzmaßnahmen können erforderlich sein;
h) durch die Tageszeit, zu der die Schweibrachten ausgefuhrt werden müssen.
Die Grosse der zu beachtenden Umgebung ist von den ortlichen Strukturen und anderen Dort statfndenden Aktivitäten abhängig. Die Umgebung kann sich über die Grenzen des Schweisplatzes hinaus erstrecken.
Prüfung des SchweiBgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweizgerätes weitere Probleme lose. Die Prufung soll gemäß Art. 10 der IEC/CISPR 11 durchgefuhrt werden. In-situ Messungen konnen auch die Wirksamkeit der Maßnahmen bestätigen.
HINWEISÜBER DIE METHODOEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Das Lichtbogenschweig gerätsole gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Falls Interferenzen auftreten, konnen weitere Maßnahmen erforderlich sein (z. B. Netzfilter). Eine Abschirmung der Versorgungskabel durch ein Metalrohr kann erforderlich sein. Kabeltrommeln sollen vollständig abgerollt werden. Abschirmung anderer Einrichtungen in der Umgebung oder der gesamten SchweiEinrichtung konnen erforderlich sein.
b. Wartung des Gerätes und des Zubehörns: Das Lichtbogenschweigerat muss gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Alle Klappen und Deckel am Gerät müssen im Betrieb geschlossen sein. Das Schweigerat und das Zubehör darüber nur den Anweisungen des Gerätherstellers gemäß verändert werden. Für die Einstellung und Wartung der Lichtbogenzünd- und Stabilisierungseinrichtungen sind die Anweisungen des Gerätherstellers entsprechenden zu beachten.
c. Schweickabel: Schweickabel sollen so kurz wie möglich sein und zusammengelegt am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes müssen in den Potenzialausgleich einbezogen werden. Bei gleichzeitiger Berührung der Brennerspitze und metallischer Teile besteht die Gefahr eines elektrischen Schlags. Berühren Sie beim Schweiten keine nicht geerdeten Metallteile.
e. Erdung des Werkstucks: Die Erdung des Werkstucks kann in bestimmten Fällen die Störung reduzieren. Erden Sie keine Werkstücks, wenn dadurch ein Verletzungsrisiko für den Benutzer oder die Gefahr der Beschädigung anderer elektrischer Geräte entsteht. Die Erdung kann direkt oder über einen Kondensator erfolgen. Wahlen Sie den Kondensator gemäß der nationalen Normen.
f. Schutz und Trennung: Der Schutz und die selektive Abschirmung andere Leitungen und Geräte in der Umgebung können Interferenzprobleme reduceduzieren. Die Abschirmung der gesamten Schweizzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT DER SCHWEISSSTROMQUELLE

Unterschätzen Sie nicht das Eigengewicht des Gerätes! Da das Gerät über keine weitere Transporteinrichtung verfügbar, liegt es Ihrigen Verantwortung darauf Sorge zu tragen, dass Transport und Bewegung des Gerätes sicher verlaufen (Achten Sie darauf auf das Gerät nicht zu kippen).
Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerätarf ausschließlich in vertikaler Position transportiert werden.
Führn Sie die Stromquelle nicht über Personen oder Gegenstände.
Halten Sie sich unbedingt an die entsprechenden Transportrichtlinien für Schweißgeräte und Gasflaschen. Für beiden gibt es entsprechliche Beförderungsvorschriften.
Vorzugsweise ist die Drahtspule zu entfernen, bevor die Schweisstromquelle angehoben oder transportiert wird.
AUFBAU
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht länger als 10^ ist.
- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten.
- Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
- Der Netzstecker muss zu jeder Zeit frei zugänglich sein. Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung
Das Gerat ist IP23-Schutzart konform, d. h.: - das Gerät ist vor dem Eindringen mittelgroßer Fremdkörpern mit einem Durchmesser >12,5 mm geschützt.
- gegen Spruhwasser (beliebige Richtungen bis 60^ Abweichung von der Senkrechten)
Dieses Gerat kann gemäß IP23 im Freien benutzt werden.

Schweizkriegströme konnen Erdungsleiter zerstoren, die Schweizanlage und elektrische Geräte beschädigen und die Erwärung der Bauteile verursachen, die zum Brand führen konnen.
- Alle Schweizkabel müssen fest verbunden werden. Überprüfen Sie diese regelmäßig!
- Überprüfen Sie die Befestigung des Werkstücks! Diese muss fest und gut elektrisch leitend sein.
- Befestigen Sie alle elektrisch leitfähige Elemente (Rahmen, Wagen und Hebesysteme) der Schweizquelle, sodass sie isoliert sind!
- Legen Sie keine andere nicht isolierten Geräte (Bohrmaschine, Schleifgeräte usw.) auf die Schweizquelle, den Wagen oder die Hebesysteme!
- Legen Sie die Schweibbrenner oder die Elektrodenhalter auf eine isolierte Oberfläche, wenn sie nicht benutzt werden!
Die Versorgungs-, Verlängerungs- und Schweizkabel müssen komplett abgerollt werden, um ein Überhitzen zu verhindern.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäß Handhabung these Gerätes entstanden sind.
WARTUNG/HINWEISE


-
Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung wird empfohlen.
-
Trennen Sie das Gerät von der Stromversorgung und warten Sie bis der Lüfter nicht mehr lauft. Erst dann dürfen Sie das Gerät warten. Die Spannungen und Strome im Gerät sind hoch und gefährlich.
-
Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie das Gerät regelmäßig von einem qualifizierten Techniker auf die elektrische Betriebssicherheit prüfen.
Prufen Sie regelmäßigen Zustand der Netzleitung. Bei Beschadigung muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetaucht werden.
Luftungsschlitze nicht bedecken. - These Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieladung und zum Starten von Motoren benutzt werden.
AUFBAU - PRODUKTFUNKTION
Das Gerat darf nur von qualifizierten und befugten Personen montiert und in Betrieb genommen werden. Der Aufbau darf nur im ausgeschalteten, nicht angeschlossenen Zustand vorgenommen werden. Reihen- oder Parallelschaltungen von Generatoren sind nicht zulässig. Für optimale Schweisergebnisse sollen den das dem Gerat beiliegende Zubehrbenutzen.
BESCHREIBUNG
Das Gerät ist ein dreiphasiges, synergetisch geregeltes Schweiger für MIG/MAG-, Elektrodenschweigungen (MMA) und Schweißen mit umhölten Stabeaktroden (WIG). Es nimmt Drahtspulen mit 200 und 300 mm auf.
BESCHREIBUNG (I)
1-ON/OFF Schalter 9-Bedienfeld
2-Gasanschluss 10-Digitaler RC-Stecker (optional Art.-Nr.063938)
3-Netzleitung 11-Analoger Anschluss
4- Extreme Gitter 12-Euro-Anschluss
5-Drahtspule-Aufnahme
6-USB-Anschluss
7-Schalter Drahtvorschub mit/ohne Gas
8-Drahtvorschubmotor
13-Minuspolbuchse
14- Pluspolbuchse
15-Umpolungskabel
16-SMC-Anschlusstechnik (optional)
BEDIENFELD

Bittle lessen Sie die Betriebsanleitung fur die Schnittstelle (HMI), die Bestandteil der kompletten Hardware-Dokumentation ist.
VERSORGUNG - INBETRIEBNAHME
- Es ist mit einem 400V/32A CEE-Stecker (EN 60309-1) ausgestattet und muss an einer dreiphasigen 400V/32A (50-60Hz) Steckdose mit korrekt angeschlossen Schutzleiter betrieben werden. Der aufgenommene Strom (L1eff) bei maximaler Leistung ist auf dem Gerä angegeben. Überprüfen Sie, ob ihre Stromversorgung und Schutzeinrichtungen (Sicherungen und/oder Fehlerstromschutzschalter) mit den für den Betrieb des Gerätes nötigen Werten übereinstimmen. In Ländern mit abweichenden Netzversorgungswerten kann ein Tausch des Netzsteckers erforderlich sein, um die maximale Leistung abrufen zu können.
- Das Schweigerarbeit mit einer elektrische Spannung von 400V + 15% . Unter 330Veff und über 490Veff wird der Spannungsschutz des Gerätes aktiviert. (Ein Fehlercode erscheint auf dem Display des separate Drahtvorschubkoffers).
- Eingeschaltet wird das Gerät mit Drehung des Hauptschalter, (I-1) auf Position I, mit Drehung auf Position 0 wird das Gerät ausgeschelt. Achtung! Ziehen Sie niemals den Netzstecker, wenn das Gerät eingeschaltet ist.
- Lüftersteuerung: Das Gerät ist mit einem intelligenten Luftungssystem zur Gerauschminderung ausgestellt. Die Ventilatorgeschwindigkeit ist abhängig von Benutzungsintensität und Raumtemperatur. Sie können im MIG oder WIG-Modus ausgeschelt sein.
GENERATORBETRIEB
Das Gerät kann an einem Stromaggregat betrieben werden, wenn:
- Die Wechselspannung 400V + / - 15% betragt und die Spitzenspannung kleiner als 700V ist.
Die Frequenz muss zwischen 50 und 60Hz liegen.
Überprüfen Sie diese Angaben vor dem Betrieb. Höhere Spannungsspitzen können das Gerät beschädigten.
EINSATZ VON VERLÄNGERUNGSLEITUGEN
Eingesetzte Veränderungsleitungen müssen für die aufttenden Spannungen und Strome geeignet sein. Veränderungsleitungen müssen den nationalen Regel entsprechen.
| Versorgungsspannung Länge - Querschnitt des Verlängerungskabels(Länge < 45m) | |
| 400 V 4 mm2 | |
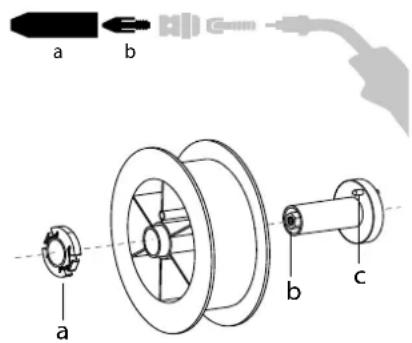
EINBAU DER SPULE
-
Entfernen Sie die Düse (a) und das Kontaktrohr (b) von Ihr dem MIG/MAG-Brenner.
-
Offnen Sie die Generatorklappe.
- Positionieren Sie die Spule auf ihrer Halterung.
- Achten Sie auf den Mitnehmerzapfen (c) der Spulenhalterung. Um eine 200-mm-Spule zum montieren,ziehen Sie den Kunststoff-Spulenhalter (a) bis zum Maximum an.
- Stellen Sie das Bremsrad (b) so ein, dass sich der Draht beim Stoppen des Schweizvorgangs nicht durch die Trägheit der Spule verheddert. Ziegen Sie die Bremse nicht zu stark an, um ein Überhitzen des Motors zu vermeiden.
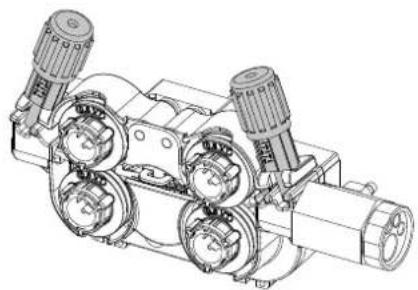
EINSETZEN DES SCHWEISSDRAHTES
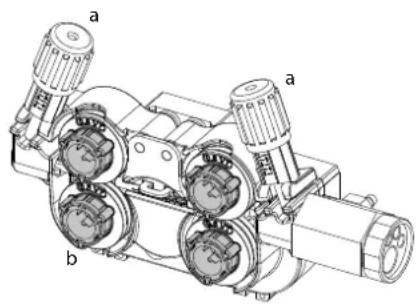
Um die Rollen zu wechseln, gehen Sie wie folgt vor:
- Losen Sie die Drehknöpfte (a) komplett und drücken Sie sie ein.
- Entriegeln Sie die Rollen, indem Sie die Halteringe (b) um eine Vierteldrehung dieren.
- Setzen Sie die für ihren Gebrauch geeigneten Antriebsrollen ein und verriegeln Sie die Halteringe.
Bei den mitgelieferten Rollen handelt es sich um Doppelnut-Stahlrolten (1.0 und 1.2).
- Die sichtbare Angabe auf der Drahtführungsrolle muss dem gewählten Drahtdurchmesser entsprechen. (für einen 1,2 mm Draht benutzen Sie die 01,2 mm Rille).
Zum Schweißen von Stahl und anderer Drahte benotigen Sie Drahtfuhrungsrollen mit V-Form Nut.
Zum Aluminiumschweifenbenöttigen Sie Drahtführungssrollen mit U-Form Nut.
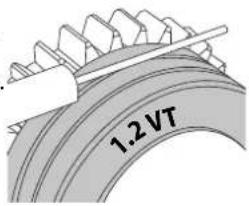
: sichtbare Beschriftung auf der Drahtführungsrolle (z. B.: 1.2 VT)
Rille zur Verwendung
Gehen Sie wie folgt vor, um den Zusammendraht zu stallieren:
- Losen Sie die Drehknöpfte (a) komplett und drücken Sie sie ein.
- Legen Sie den Draht ein, schließen Sie dann die Drahtvorschubeinheit undziehen Sie die Drehknöpfwe angegeben fest.
- Betätigen Sie den Motor am Brennertaster oder an der manuellen Drahtvorschubtaste (I-7).

Hinweis:
- Eine falsche Drahtseele kann Drahtvorschubprobleme und Überhitzung des Motors verursachen.
- Der Brenner muss fest im Eurozentralanschluss montiert sein, um ein Überhitzung zu vermeiden.
Weder Draht noch Spule durren mit der Mechanik des Gerates in Beruhrungkommen, da sonst die Gefahr eines Kurzschluss
besteht.
MIT BEWEGLICHEN KOMPONENTEN ZUSAMMENHÄNGENDEN VERLETZUNGSGEFAHR

Drahtvorschubkoffer verfugen über bewegliche Komponenten, die die Hände, Haare, Kleidungsstücke oder Werkzeuge erfassten und von daher Verletzungen verursachen können!
- Nicht in rotierende oder bewegliche Bauteile oder Antriebsteile greifen!
- Achten Sie darauf, dass Gehäuse- und Schutzdeckel während des Betriebs geschlossen bleiben!
Tragen Sie weder beim Einlagen des Drahts noch beim Wechseln der Drahtspule Handschuhe.
HALBAUTOMATISCHES SCHWEISSEN STAHL / EDELSTAHL (MAG-MODUS)
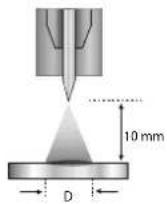
Das Gerat kann Stahldraht von 0,6 bis 1,2 mm und Edelstahl von 0,8 bis 1,2 mm schweifen (II-A).
Geliefert mit Drahtfuhrungsrolten 1,0/1,2 für Stahl 1,0 mm. Das Kontaktrohr, die V-Nut der Drahtvorschubrolle, die Drahtseele des Brenners sind für diese Verwendung geeignet. Für das Schweißen von Draht mit einem Durchmesser von 0,6 mm verwenden Sie einen Brenner mit einer Länge von nicht mehr als 3 m. Sie sollen das Kontaktrohr und die Drahtfuhrungsrolle des Drahtvorschubmotors mit einer Rolle mit Rille von 0,6 (Art.-Nr. 061859) ausauschen. Positionieren Sie die V-Nut so, dass die Beschrifting 0,6 gezeigt wird.
Das Schweiben vom Stahl erfordert die Verwendung eines bestimmten Schutzgas, d.h. Argon+CO2. Der Anteil von CO2 kann je nach der benutzten Gasart variieren. Für Edelstahl, nutzen Sie eine Mischung von Argon und CO2 mit 2% CO2. Beim Schweiten mit reinem CO2 sollen Sie eine Gasvorwärmeinrichtung an die Gasflasche anschließen. Für spezielle Gasanforderungen Fragen Sie ihren Schweifachhändler oder Schweigasehandler. Der Gasdurchfluss für Stahl liegt zwischen 8 und 15 l/Min je nach Umgebung.
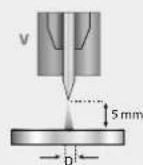
HALBAUTOMATISCHES SCHWEISSEN ALUMINIUM (MIG-MODUS)
Das Gerat ist zum Schweifen von 0,8 bis 1,2 mm Aluminiumdraht geeignet (II-B).
Der Einsatz bei Aluminium erfordert ein spezielles Gas, namlich reines Argon (Ar). Lassen Sie sich bei der Wahl des Gases von einem Gaslieferanten beraten. Der Gasdurchfluss fur Aluminium liegt zwischen 15 und 25 l/Min je nach Umgebung und Schweizererfahrung.
Unterschiede zwischen der Stahl- und Alu-Anwendung:
- Nutzen Sie spezielle Drahtführungsrolten beim Alu-Schweiben (U-Rille).
- Bei Aluminium-Draht muss der Anpressdruck gering sein, da der Draht sonst zerdrückt wird
- Das Kapillarrohr zwischen dem Drahtvorschubmotor und dem Euroanschlussarf nur beim SchweiBen von Stahl und Edelstahl montiert sein.
- Nutzen Sie einen für Aluminium geeigneten Brenner. Diese Aluminiumbrenner ist mit einer reibungsarmen Teflonseele ausgerüstet. Schneiden Sie die Drahtseele am Anschluss nicht ab! Diese Drahtseele wird verwendet, um den Draht von den Rollen zu führen.
- Kontaktrohr: Nutzen Sie ein speziell zum Schwellen vom Aluminium geeignetes Kontaktrohr, das an den Drahtdurchmesser angepasst ist.

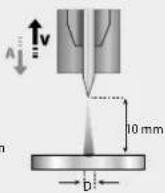
Bei Verwendung von roter oder blauer Drahtseele (Alu-Schweiten) wird empfohlen, das Zubehor 91151 zu verwenden (II-C). Diese Mantelführung aus Edelstahl verbessert die Zentrierung des Mantels und erleichtert das Ablaufen des Drahtes.

Video
HALBAUTOMATISCHES SCHWEISSEN BEICUSI UNDCUAL (LOTEN)
Das Gerät ist zum Schweiben von 0,8 bis 1.2 mm CuSi und CuAl-Draht geeignet.
Wie beim Schweiben vo Stahl, muss ein Kapillarrohr eingesetzt werden. Der Brenner sollte mit einer Stahldrahtseele ausgerustet werden. Beim Loten muss reines Argon (Ar) als Schutzgas eingesetzt werden.
HALBAUTOMATISCHES SCHWEISSEN DRAHT „NO GAS“
Das Gerat kann Draht ohne Gasschutz (No Gas) von 0,9 bis 1,6 mm schweiben. Das Verschweiten vom Fuhldraht mit einer Standardduse kann zu Überhitzung und Beschädigung des Brenners führen. Entfern den Sie die Originalduse von Ihrem MIG-MAG-Brenner.
WAHL DER POLARITÄT
- Polarität - Polarität
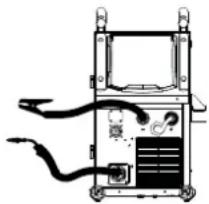
Das MIG/MAG-Schweiben unter Gasschutz erfordert in der Regel eine positive Polarität.
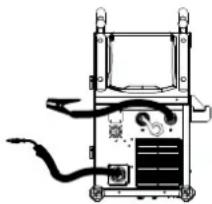
MIG/MAG-Schweisen ohne Schutzgas (No Gas) erfordert generell negative Polarität.
Beachten Sie in jedem Fall die Empfehlungen des Fuhldrahtherstellers zur Wahl der Polarität.
GAS-ANSCHLUSS
- Installieren Sie einen geeigneten Druckminderer an der Gasflasche. Schlieben Sieihn mit dem mitgelieferten Schlauch an das SchweiBerat an. Benutzen Sie die beiden mitgelieferten Ohrschellen, um Undchtigkeiten zu vermeiden.
- Stellen Sie sichere, dass die Gasflasche ordnungsgemäß befestigt ist und die Kette am Generator befestigt ist.
- Stellen Sie die Gasdurchflussmenge am Druckminderer ein.
Anmerkung: Um die Einstellung des Gasdurchfluss zu erleichtern, betatigen Sie die motorisierten Drahtfuhrungsrolten durch Drucken des Brennertasters (losen Sie den Knopf an dem Drahtvorschubmotor, um keinen Draht anzutreiben). Maximaler Gasdruck: 0.5 MPa (5 bar).
These Verfahren ist beim «No Gas» (Fülldraht) Schweiben unnötg.
EMPFOHLENE KOMBINATIONEN
| (mm) | Strom (A) Ø Draht (mm) Ø Düse (mm) Durchflussmenge (L/min) | |||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | ||
| 2-4 100-200 1 | .0 12-15 12-15 | |||
| 4-8 200-300 1 | .0/1.2 15-16 15-18 | |||
| 8-15 300-500 1 | .2/1.6 | 16 18-25 | ||
| MAG | 0.6-1.5 15-80 0 | 6 12 | 8-10 | |
| 1.5-3 80-150 0 | 8 12-15 10-12 | |||
| 3-8 150-300 1 | .0/1.2 15-16 12-15 | |||
| 8-20 300-500 1 | .2/1.6 | 16 15-18 | ||
SCHWEISSMODUS MIG / MAG (GMAW/FCAW)
| Schweissverfahren | ||||||||
| Parameter | Einstellungen | MANUEL | STD DYNAMIC | STD IMPACT | STD ROOT | COLD PULSE | PULSE | |
| Material-GasKopplung | - Fe Ar 25% CO2- ... | - | ✓ | ✓ | ✓ | ✓ | ✓ | Auswahl des zu verschreibenbenden Materials.Synergische Schweißparameter |
| Drahtdurchmesser | Ø 0,6 > Ø 1,6 mm | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | Auswahl des Drahtdurchmessers |
| ModulArc(Lichtbogen-Modul) | OFF - ON | - | - | - | - | - | ✓ | Aktiviert oder deaktiviert die Modulation des Schweißstroms(Doppelimpuls) |
| Betrieb Brennertaster | 2T, 4T | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | Auswahl der Zündart |
| Heftschweißen-Modus | SPOT, DELAY | ✓ | ✓ | ✓ | ✓ | ✓ | - | Auswahl des Heftschweißen-Modus |
| 1 Einstellung | Materialstärke Strom Geschwindigkeit | - | ✓ | ✓ | ✓ | ✓ | ✓ | Auswahl der anzuzeigenden Haupteinstellung (Dicke des zu schweizenden Werkstücks, durchschnittlicher Schweisstrom oder Drahtgeschwindigkeit). |
| Energie | Hold Wärmeikoeffizient | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | Siehe Kapitel «ENERGIE» auf den Seiten folgend. |
Der Zugriff auf eine Schweißparameter hangt vom gewährten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
Für weitere Informationen zu GYS-Synergien und Schweisverfahren, scannen Sie den QR-Code :

HEFTSCHWEISSEN-MODUS
HEFTEN - SPOT
Dier Schweimodus ermocht das Heiten der Werkstcke vor dem eigentlichen Schweisprozess. Das Heften kan manuell mit der Brennertaste erfolgen oder mit einer eingestten Heftzeit automatisiert werden. Die einstellbare Schweiddauer ermoigt die kontrlierte Reduzierung der Schweizt for bessere, nicht oxidiete Ergebnisse beim Heftschweien (uber das erweiterte Menu zuganglich).
- SPOT DELAY
Dier Heft-Modus ist dem SPOTähnlich, aber Heftpunkte und Stillstandzeiten folgen aufeinander, solange die Brennertaste gedrück gehalten wird.
FESTLEGUNG DER EINSTELLUNGEN
| Maßein-heit | ||
| Drahtgeschwindigkeit | m/min | Menge des aufgetragen Schweißzusatzwerkstoffe und indirect Schweißintensität und Eindringtiefe |
| Spannung V Einfluss auf die Breite der Schweißenaht. | ||
| Drossel | - | Dämpft den Schweißstrom mehr oder weniger. Wird entsprechend der Schweißposition eingestellt. |
| Gasvorströmung s Dauer der Gasvorströmung vor der Zündung. | ||
| Gasnachströmung | s | Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxidation. |
| Materialstärke mm | Die Synergie ermitteligt eine vollautomatische Einstellung. Das Einwirken auf die Schichtdicke parametriert automatisch die passende Drahtspannung und Geschwindigkeit. | |
| Strom A | Der Schweißstrom wird in Abhängigkeit vom verwendenten Drahttyp und dem zu schweißenden Material ein-gestellt geschweïlt werden. | |
| Lichtbogenlänge | - | Dient zur Einstellung des Abstands zwischen dem Drahtende und dem Schmelzbad (Spannungseinstellung). |
| Anschleichgeschwin-digkeit | % | Stufenlose Drahtgeschwindigkeit Vor der Zündung kommt der Draht langsam an, um der ersten Kontakt her-zustellen ohne Ruck. |
| Hot Start | % & s | Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass der Draht am Werkstück klebt. Die Parame-ter sind Strom (% des Schweißstroms) und Zeit (Sekunden). |
| Crater Filler | % | Der Endstrom beschriebt die Phase nach der Stromabsenkung. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). |
| Soft Start | s | Vor der Zündung kommt der Draht langsam an, um den ersten Kontakt mit dem Werkstück herzustellen. Zur Vermeidung starker Anhaftungen oder ruckartiger Aktionen wird der Strom zwischen erstem Kontakt und Schweißvorgang in Grenzen gehalten. |
| Stromanstieg | s Stromanstieg. | |
| Zweitstrom | % | Zweitstrom (Kaltstrom) |
| Puls-Frequency Hz | Puls-Frequency | |
| Zyklisches Verhältnis | % | Beim Puls-Modus liegt die Heißstromzeit in Bezug zur Kaltstromzeit. |
| Stromabsenkung | s Absenkzeit des Schweißstroms (Endkraterfüllstrom) | |
| Punkt | s Definierte Dauer. | |
| Dauer zwischen 2Heftpunkten | s | Dauer zwischen Punktschweißende (außer Nachgasströmung) und{nachstem Punktschweißvorgang (inkl. Vorgasströmung). |
| Burnback | s | Funktion, um das Risiko des Anhaltens des Drahtes am Ende der Naht zu verhindern. Diese Zeit entspricht der Zeit, in der der Draht wieder aus dem Schmelzbad auflaucht. |
Der Zugang zu bestimmten Schweißparametern ist abhängig vom Schweißverfahren (Manuell, Standard, usw.) und dem gewählten Anzeigemodus (Easy, Experte oder Fortgeschritten). Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
MIG/MAG-SCHWEISSZYKLEN
2T Standard:
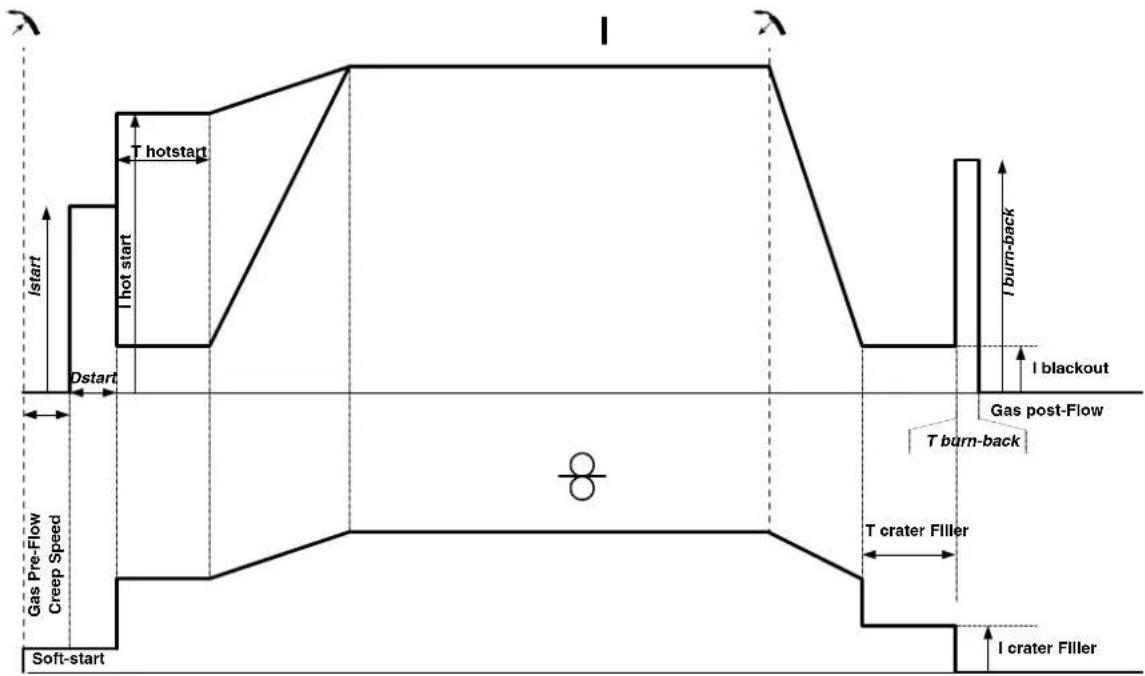
Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen und der Schweizzyklus startet. Beim Loslassen des Brennertaster stoppt der Drahtvorschub und ein Puls ermöglicht den sauberen Schnitt des Drahtes, danach startet die Gasnachströmung. Ist die Gasnachströmung noch nicht beendet, ermöglicht ein Druck auf den Brennertaster den schllen Neustart des Schweizvorgangs (manueller «Kettenpunkt»), ohne die Hotstartphase. Eine Hostart- und/oder eine Crater-Filler-Phase kann dem Schweizzyklus hinzugeführten werden.
4T Standard:
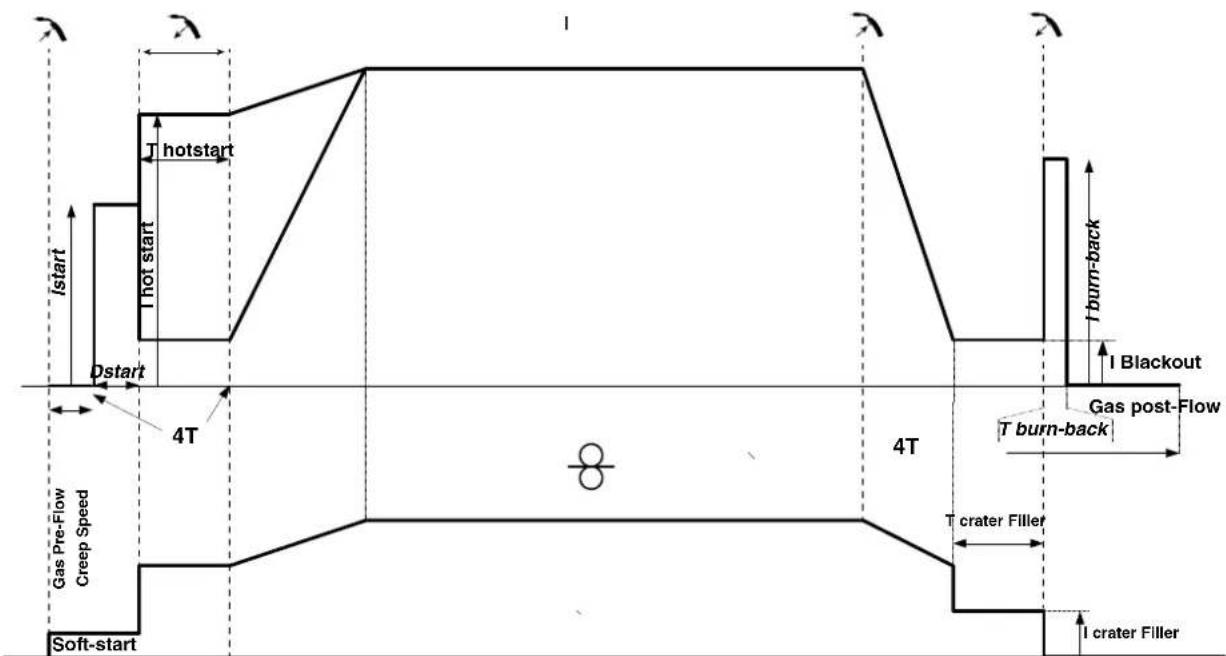
Beim 4T Standardverfahren wird die Dauer von Gasvorstörung und Gasnachströmung über Zeiten gesteuert. Der Hot Start und Kraterflüller mittels Brennertaster.
2T Puls:
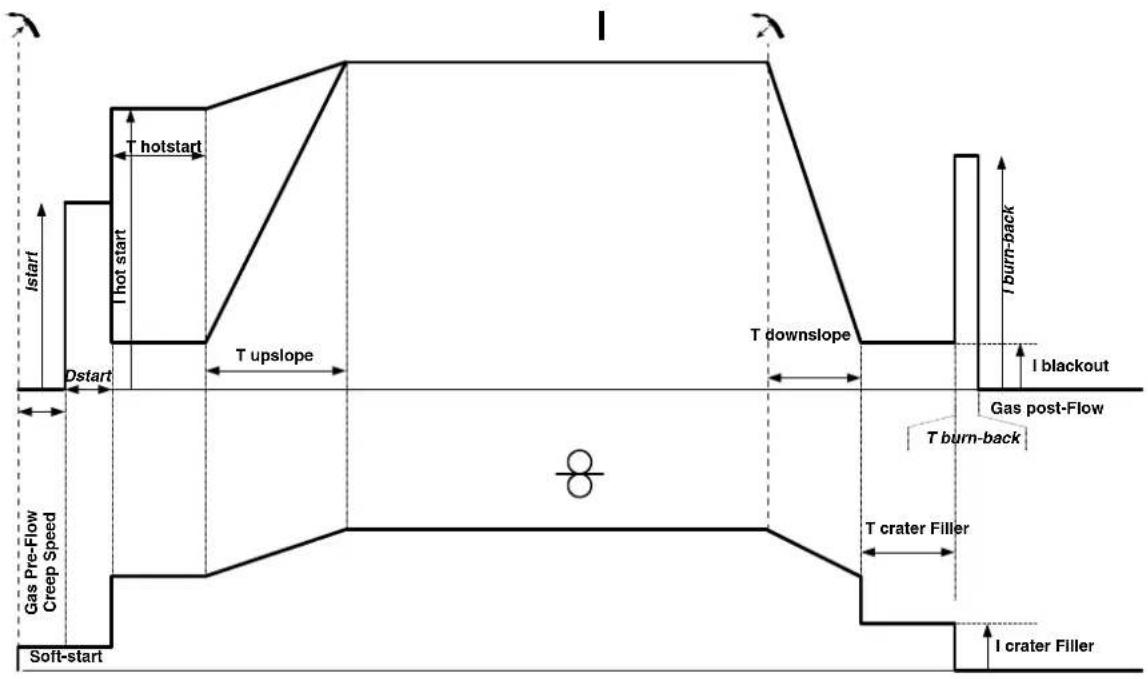
Beim Druck auf den Brennertaster startet die Gasvorstörung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen. Dann folgen Hot-Start und Stromanstieg, der Schweizzyklus beginnt. Beim Loslassen des Brennertasters beginnt der Stromabsenkung bis der Crater Filler-Strom erreicht wird. Danach schneidet die Stopp-Phase den Draht ab und es folgt die Gasnachströmung. Wie im Standardmodus kann der Schweizvorgang während der Gasnachströmung ohne Hotstartphase neugestartet werden.
4T Puls:
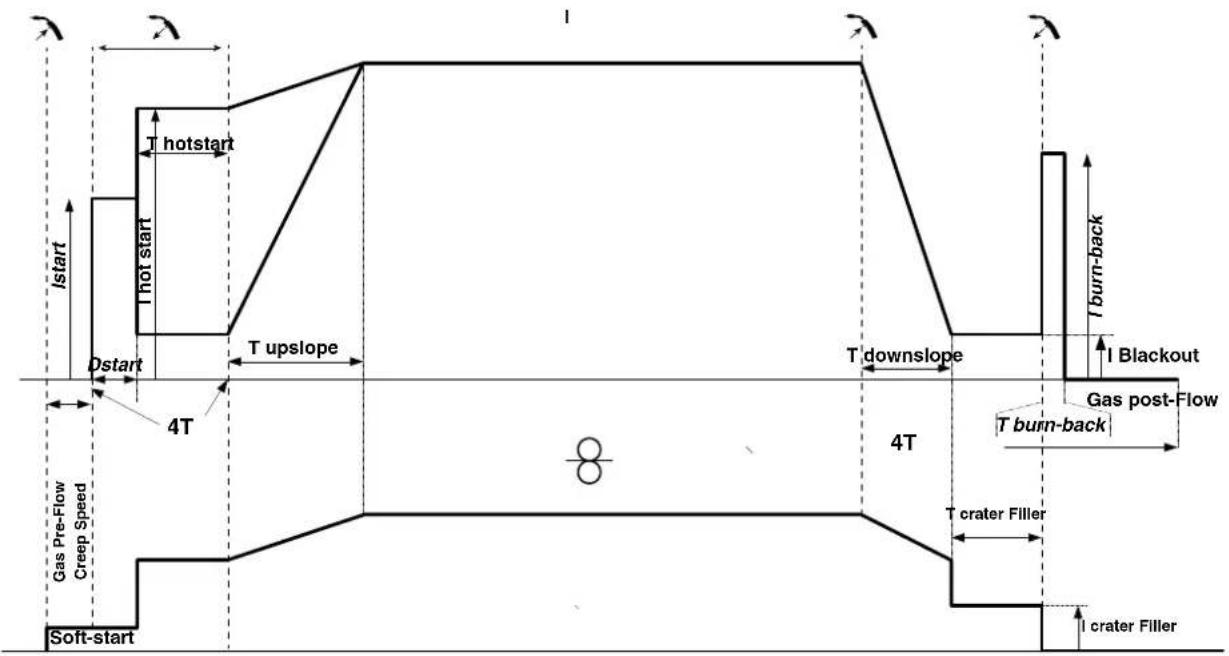
Beim 4T Pulsverfahren wird die Dauer der Gasvorstörung und Gasnachströmung zeitgesteuert. Hol Start und Kraterfuller mittels Brennertaster
SCHWEISSMODUS WIG (GTAW)
ANSCHLUSS UND HINWEISE
- Beim WIG-Schweiben ist Schutzgas (Argon) erforderlich.
- Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+). Schlieben Sie den WIG-Brenner (Art.-Nr. 046108) an den EURO-Stecker des Netzeils und das Umschaltkabel an den Minusanschluss (-) an.
- Kontrollieren Sie vor dem Schweiben den Brenner auf Vollständigkeit und Zustand der Verschleitsteile (Keramikgasduse, Spannhulengehause, Spannhülse, Brennerkappe und Wolfram-Elektrode).
Die Wahl der Elektrode ist abhängig von der Stromstarke des WIG-Verfahrens mit Gleichstrom.
ELEKTRODE-SCHLEIFEN
Für optimale Funktion wird empfohlen, eine wie folgt geschliffene Elektrode zu verwenden:
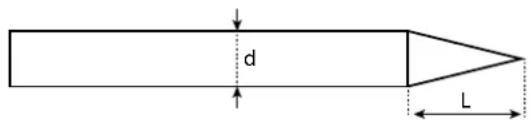
L = 3× d bei niedrigem Schweisstrom.
L = d bei hohem Schweifststrom.
EINSTELLHILFE UND VERSCHLEISSTEILE-AUSWAHL
| DC | ↓↑ | Strom (A) Elektrode (mm) Düsen (mm) | Argon-Durchflussmenge (L/min) | ||
| 0.3 - 3 mm 5 - 75 1 | 6.5 6 - 7 | ||||
| 2.4 - 6 mm 60 - 150 | 1.6 8 6 - 7 | ||||
| 4 - 8 mm 100 - 200 | 2 9.5 7 - 8 | ||||
| 6.8 - 8.8 mm 170 - 250 | 2.4 11 8 - 9 | ||||
| 9 - 12 mm | 225 - 300 | 3.2 12.5 | 9 - 10 | ||
PROZESSPARAMETER
| Schweissverfahren | ||||
| Parameter | Einstellungen | Synergie-tischesSchweifen | DC | |
| - | Standard | - | ✓ | Stetiger Strom |
| Pulse - | Impulsstrom✓ | |||
| Heften - Spot | - | ✓ | Durchgehendes Punktschweifen | |
| Tack-Heften | - | ✓ | Gepulstes Punktschweifen | |
| Materialtyp | Fe, Al, usw.. | ✓ | - | Auswahl des zu verschreibenbenden Materials |
| Durchmesser der Wolframelektrode | 1 - 4 mm | ✓ | ✓ | Wahl des Elektrodendurchmessers. Ermöglicht die Feinabstimmung von HF-Ansaugstrom und Synergien |
| Zündungsart | 2T - 4T - 4T LOG | ✓ | ✓ | Auswahl der Zündungsart |
| E.WIG | ON - OFF | ✓ | ✓ | Schweizmodus mit Konstant-Energie und Korrektur der Lichtbogen-längenabweichungen |
| Energie | Hold Wärmekeffizient | - | ✓ | Siehe Kapitel «ENERGIE» auf den Seiten folgend. |
Der Zugriff auf eine Schweißparameter hängt vom gewährten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
SCHWEISSVERFAHREN
WIG DC
WIG DC ist für das Schweiben von eisenhaltigen Metallen wie Stahl und Edelstahl, aber auch Kupfer, dessen Legierungen und Titan geeignet.
WIG Synergie
Der WIG Synergic-Modus Funktioniert nicht mit der Auswahl DC und Schweizzykluseinstellungen sondern integriert auf Erfahrung basierte Schweibeinstellungen und -synergien. Diese Modus beschränkt also die Anzahl an Parameter auf drei grundsätzlichen Einstellungen. Art des Materials, zu schweibende Dicke und Schwei-position.
EINSTELLUNGEN
Standardverfahren
Das WIG-Standard-Schweissverfahren mit Gleichstrom (TIG DC Standard) erhögt qualitativ hochwertiges Schweiben auf den meisten Eisenwerkstoffen wie Stahl, Edelstahl, aber auch Kupfer und seinen Legierungen, Titan... Die zahlreichen Mochigkeiten des Strom- und Gasmanagements erlauben es Ihr den Schweisvorgang perfect zu steuern, vom Start bis zur endgültigen Abkuhlung ihrer Schweibaufe.
- Pulse
Dier Modus lss den Schweifstrom zixchen Puls- (I, Schweiimpuls) und Grundstrom (I-Kalt, Abkuhlphase) wechseIn. Der Pulsmodus ermoglich die Bearbeitung von Werkstucken bei begrenztem Temperaturanstieg und geringer Verformung. Halt auch ideaal die Position bei.
Beispiel:
Der SchweiBstrom I ist eingestellt auf 100A und % (I-Kalt) = 50, d.h. Grundstrom = 50% x 100A = 50A.
F(Hz) ist auf 10Hz eingestellt, die Signalperiode wird 1 / 10Hz betragen = 100ms Alle 100ms folgt auf einen 100A-Impuls einer mit 50A.
HEFTEN - SPOT
Dierer Schweismodus ermoigt das Heften der Werkstucke vor dem eigentlichen Schweisprozess. Das Heften kann manuell mit der Brennertaste erfolgen oder mit einer eingestellen Heftzeit automatisiert werden. Die einstellbare Schweisdauer ermoigt die kontrollierte Reduzierung der Schweiszeit fur bessere, nicht oxidierte Ergebnisse beim Heftschweien.
TACK-HEFTEN
Dier Schweimodus ermcig hien falls das Heften der Werkstucke vor dem Schweifen, allerdings in zei Phasen: bei der ersten Phase mit gepulstem Gleichstrom wird der Lichtbogen fur einen besseren Einbrand gebundelt. Die dauf folgende zweite Phase mit Standard-Gleichstrom verbreitert den Lichtbogen und somit die Schmelze, um den Schweipunkt zu setzen.
Mit den einstellbaren Zeiten der zwei Phasen lassst sich eine höhere Wiederholgenauigkeit und das Setzen von nicht oxidierten SchweiPunkten mit geringem Durchmesser (Zugang im erweiterten Menu) erzielen.
E-WIG
Dier S s t f k n sti h i d g e t. t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t t 0t i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i ii o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o O a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a

Standard (Konstantstrom)

E-WIG (konstante Energie)

WAHL DES DURCHMESSERS DER ELEKTKRODE
| Ø Elektrode (mm) | WIG DC | |
| Wolfram pur Wolfram mit Oxiden | ||
| 1 10 > 75 10 > 75 | ||
| 1,6 60 > 150 60 > 150 | ||
| 2 75 > 180 100 > 200 | ||
| 2,5 130 > 230 170 > 250 | ||
| 3,2 160 > 310 225 > 330 | ||
| 4 275 > 450 350 > 480 | ||
| Ca. = 80 A pro mm Ø | ||
BETRIEB BRENNERTASTER
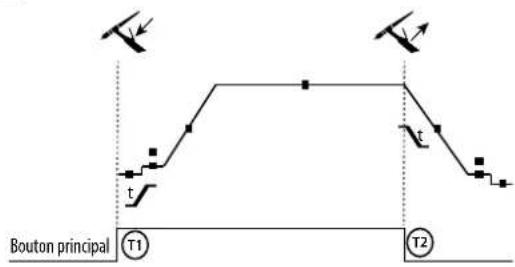
·2T
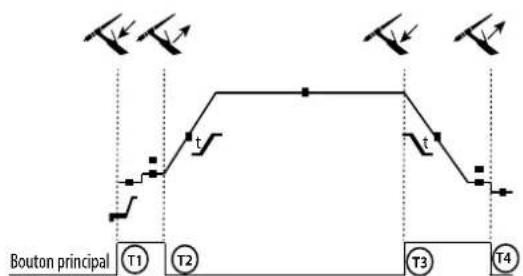
4T
T1-Brennertaste ist gedrückt, der Schweizzyklus startet
(Gasvorströmung, Startstrom, Stromanstieg und Schweizstrom).
T2 - Haupttaste ist gelost, der Schweizzyklus stoppt (Stromabsenkung, Endstrom, Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekundär-Taste als Haupttaste verwendet.
T1 - Haupttaste ist gedrückt, der Schweizzyklus startet ab der Gasvorstromung und stoppt bei der Phase Startstrom.
T2 - Haupttaste ist gelost, der Schweizzyklus lauft weiter in Stromanstieg und Schweisstrom.
T3 - Haupttaste ist gedrückt, der Schweizzyklus startet ab der Gasvorstromung und stoppt bei der Phase Startstrom.
T4 - Haupt taste ist gelost, der Schweißzyklus stoppt (Stromabssenkung, Startstrom)
T1 - Haupttaste ist gedrückt, der Schweizzyklus startet ab der Gasvorströmung und stoppt bei der Phase Startstrom.
T2 - Haupttaste ist gelost, der Schweißzyklus lauft weiter in Stromanstieg und Schweisstrom.
LOG : dieser Betriebsmodus wird in der Schweißphase angewandt:
- durch kurzen Druck auf die Haupttaste (< 0,5s) schaltet der Strom zwischen I Schweifstrom und I Kaltstrom und umgekehrt.
- bei gedrückt gehaltener Sekundär-Taste schaltet der Strom von I Schweifstrom zu I Kaltstrom
- bei lösen der Sekundär-Taste schaltet der Strom von I Kaltstrom zurück zu I Schweisstrom
T3 - durch langen Druck auf die Haupttaste (>0,5s) ), geht der Zyklus in Stromabsenkung uber und stoppt bei der Phase -Endstrom.
T4 - bei gelöster Haupttaste endet der Zyklus durch die Gasnachströmung.
Bei WIG-Brenner mit Doppelttaste oder Poti-Doppelttaste hat die obere Taste die gleiche Funktion wie bei Lamellen/ Einzeltaste-Brennern. Der Trigger «low» ist inaktiv.
MANUELLE GASSPULUNG
Das Vorhandensein von Sauerstoff im Brenner kann zu einer Verschlechterung der mechanischen Eigenschaften führen und eine Verringerung der Korrosionsbestandigkeit zur Folge haben. Um das Gas aus dem Brenner zu spulen, halten Sie die Drucktaste 1 gedrückt und befolgen Sie die Anweisungen auf dem Display.
FESTLEGUNG DER EINSTELLUNGEN
MaBein-heit
| Gasvorströmung s Dauer der Gasvorströmung vor der Zündung. | ||
| Startstrom % Der Startstrom beschreiben die Phase vor Beginn des Stromstiegs. | ||
| Startzeit s Start-Stromstufe vor der Stromanstiegsmarpe. | ||
| Stromanstieg s Ermöglicht einen progressiven Anstieg des Schweßstroms. | ||
| Schweußstrom A Schweußstrom | ||
| Stromabsenkung | s | Vermeidet Kraterbildung am Ende des Schweißvorgangs und die Gefahr von Rissbildung, insbesondere bei Leichtmetallelegierungen. |
| Abschaltstrom | % | Der Schlussstrom beschreiben die Phase nach der Stromabsenkung. |
| Pausenzeit | s | Die Stopp-Stromstufe ist eine Phase nach der Stromabstiegsmarpe. |
| Materialstärke | mm | Dicke des zu verschreibenbenden Materials |
| Position - Schweißposition | ||
| Gasnachströmung | s | Dauer der Schutzgasnachströmung Er schützt das Werkstück und die Elektrode vor Oxidation beim Abkühlen. |
| Wellenform | - | Wellenform des gepulsten Anteils. |
| Zweitstrom | % Zweitstrom (Kaltstrom) | |
| Kaltanteil | % Zeitanteil des Impuls-Heißstroms (I) | |
| Puls-frequenz | Hz | Pulsfrequenz EINSTELLTIPPS: • Beim Schweißen mit manueller Zusatzdraht-Zuführung, F(Hz) mit der Zuführ synchronisieren • Bei dünnen Materialien (< 0,8mm) und ohne Zusatzdraht F(Hz) > 10Hz wahren • Beim Schweißen spezieller Materialien die ein oszillierendes Schweißbad benötigen, F(Hz) < 100Hz wahren |
| Heften - Spot s Manuell oder definierte Dauer. | ||
| Impulsdauer | s Manuelle oder zeitabhängige Impulsphase | |
| Dauer ohne Impulse | s Manuelle Phase mit stetigem Strom oder mit festgelegter Dauer | |
Der Zugang zu einigen SchweiPSparametern ist abhängig vom SchweiSverfahren (Standard-, Puls-, usw.) und dem gewahlten Anzeugemodus (Easy, Experte oder Fortgeschritten)
SCHWEISSMODUS MMA (SMAW)
ANSCHLUSS UND HINWEISE
- Schlieben Sie Elektrodenhalter und Masseklemme an die entsprechenden Anschluss an.
- Beachten Sie die auf den Elektrodenpackungen angegebene Schweispolarität und Schweistrom.
- Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Gerät nicht benutzt wird.
-
Das Gerät ist mit 3 umrichterspezifischen Funktionen ausgestattet:
-
Hot Start: erhöht den Schweißstrom beim Zünden der Elektrode.
-
Arc Force: erhöht kurzzeitig den Schweißstrom. Ein mögliches Festbrennen der Elektrode am Werkstück während des Eintauchens ins Schweizbad wird verhindert.
-
Anti Sticking: schaltet den Schweissstrom ab. Ein mögliches Ausgluhen der Elektrode während des oben genannten, möglichen Festbrennens wird vermieden.
PROZESSPARAMETER
| Schweissverfahren | ||||
| Parameter Einstellungen Standard Pulse | ||||
| Elektrodentyp | Rutil Basisch Zellulose | ✓ | ✓ | Der Elektrodentyp bestimmt je nach verwendetem Elektrodentyp spezi-fische Parameter, um die Schweißprozess zu optimieren. |
| Anti-Sticking OFF - ON | ✓ | ✓ | Anti-Sticking im Fall des Festbrennens auf dem Werkstück (der Schweißstrom wird automatisch ausgeschaltet). | |
| Energie | Hold Wärmeikoeffizient | ✓ | ✓ | Siehe Kapitel «ENERGIE» auf den Seiten folgend. |
Der Zugrff auf einige Schwei parameter hangt vom gewahlten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweiter. Beachten Sie die Betriebsanleitung fur die Schnittstelle (HMI).
SCHWEISSVERFAHREN
Standard
Der Schweismodus MMA Standard ist fur die meisten Anwendungen geeignet. Dieses Verfahren erlaubt ein Verschweifen mit aller gängigen umhulten, Rutil-, Zellulose- und basischen Elektroden und auf allen Materialen : Stahl, Edelstahl
Pulse
Das MMA-Puls Schweizverfahren ist besonder für Steignahte geeignet. Der Pulsstrom ermöglicht eine Materialverschmelzung bei geringerer Energieeinbringung. Ohne Pulsen erfordert das Steignahtschweisen eine Elektrodenführung nach dem «Tannenbaumprinz», d. h. schwierige Dreiecksbewegungen. Dank dem MMA-Puls-Modus sind solche Bewegungsabläufe nicht mehr zwingend notwendig. Je nach Werkstückstärke kann eine geradlinige Aufwartsbewegung genugen. Wenn Sie Ihr Schmelzbad verbreitern mögen, ist eine einfache Teilwartsbewegung ausreichend,ähnlich wie beim Schweiben in flacher Position. Über das Display lasst sich die Frequenz des Pulsstroms einstellen. Mit thisem Verfahren ist das Schweifen von Steignahten better beherrschbar.
AUSWAHL DER UMHÜLLTEN ELEKTKRODEN
- Rutile Elektroden: einfache Bedienung in allen Positionen.
- Basische Elektroden: Bedienung in allen Positionen, und dank ihrer mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
Zellulose-Elektroden: schelle Verschmelzgeschwindigkeit und Bedienung in allen Positionen, deswegen fur Schweifarbeiten in Pipelines geeignet.
FESTLEGUNG DER EINSTELLUNGEN
| Maßein-heit | ||
| ProzentsatzHot Start | % | Der Hot Start verbessert die Zündeigenschaften durch eine kurzzeitige Erhöhung des Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). |
| Dauer Hot Start s | ||
| Schweißstrom | A | Der Schweißstrom muss je nach Elektrodentyp ausgewählten werden (siehe Elektrodenverpackung). |
| Arc Force % | Arc Force ist ein erzeugter Überstrom zur Verhinderung von Anhaftungen, wenn die Elektrode oder der Tropfen das Schweißbad berührt. | |
| Prozentsatz I Kaltanteil % | ||
| Kaltanteil s | ||
| Impuls-frequenz | Hz | Verhältnis zwischen Pulsstromzeit u. Grundstromzeit |
Der Zugriff auf eine Schweißparameter hangt vom gewährten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
EINSTELLUNG DER SCHWEISSINTENSITÄT
Stellen Sie die Arc Force erst in einem mittleren Bereich (0) ein und passen sie je nach Ergebnis an. Hinweis: Der Einstellbereich des Arc Force ist abhängig vom ausgewählten Elektrodentyp.
| Ø Elektrode (mm) Rutil-Elektrode E6013 (A) Basische Elektrode E7018 (A) Zellulose-Elektrode E6010 (A) | |||
| 1,6 30-60 30-55 - | |||
| 2,0 50-70 50-80 - | |||
| 2,5 60-100 80-110 60-75 | |||
| 3.15 80-150 90-140 85-90 | |||
| 4,0 100-200 125-210 120-160 | |||
| 5 150-290 200-260 110-170 | |||
| 6,3 200-385 220-340 - | |||
EINSTELLUNG DER ARC FORCE
Es wird empfohlen, die Arc Force auf die mittlere Position (0) einzustellen, um mit dem Schweißen zu beginnen, und sie entsprechend den Ergebnissen und Schweizpräferenzen anzupassen. Hinweis: Der Einstellbereich der Arc Force ist spezifisch für den gewährten Elektrodentyp.
ENERGIE
Modus, der zum Schweifen mit Energieregelung entwickelt wurde, und für den eine SchweiBgeschreibung (WPS) beiliegt. Dieser Modus er-. mächtigt, zusätzlich zur Energieanzeige der Naht nach dem SchweiBen die Einstellung des Wärmekoeffizienten entsprechend der verwendenten Norm: 1 fur ASME-Normen und 0,6 (WIG) oder 0,8 (MMA/MIG-MAG) fur europäische Normen. Die angezeigte Energie wird berechnet unter Berücksichtigung these Koeffizienten.
PUSH-PULL-BRENNER (OPTIONAL)
| Referenz | Drahtdurchmesser | Mindest | Art der Kühlung |
| 038738 | 0,8 > 1,2 mm | 8 m | Luft |
| 038141 | 0,8 > 1,2 mm | 8 m | Flüssigkeit |
| 038745 | 0,8 > 1,6 mm | 8 m | Flüssigkeit |
Ein Push-Pull-Brenner kann über den Anschluss (I-11) an den Generator angeschlossen werden. Dieder Brennertype ermöglich die Verwendung von AlSi-Draht auch in 0,8 mm mit einem 8 m langen Brenner. Der Brenner kann in allen MIG-MAG-SchweiModi verwendet werden. Die Erkennung des Push-Pull-Brenners erfolgt durch einfaches Drucken der Brennertaste.
Bei Verwendung eines Potentiometer-Push-Pull-Brenner wird über die Einstellung an der Schnittstelle der Maximalwert des Einstellbereichs eingestellt.
Das Potenziometer ermittelcht es dann,zwischen 50% und 100% desses Wertes zu varieren.
FERNBEDIENUNG (OPTIONAL)
Fernregler RC-HA2-analog (Art.-Nr.047679)
Eine analoge Fernbedienung kann über den Stecker (I-11) an den Generator angeschlossen werden.
These Steuerung beeinfusst die Spannung (1. Potentiometer) und die Drahtgeschwindigkeit (2.Potentiometer). These Einstellungen sind auf dem Bedienfeld des Drahtvorschubkoffers nicht mehr zuganglich.
Digital-Fernsteuerung RC-HD2 (Art.-Nr.062122)
Eine digitale Fernbedienung kann über das NUM-1 Kit (Option Art.-Nr. 063938) an den Generator angeschlossen werden.
These Fennsteuerung ist fur MIG/MAG, TIG- und E-Hand-SchweBverfahren geeignet. Sie erormlicht die Ferneinstellung des SchweiBerates.
Eine Taste ON/OFF erminglcht das Abschalten und Einshalten der digitalen Fernsteuerung. Wn die Fernsteuerung eingeschaltet ist, wird das Bedienfeld der Stromquelle deaktivert. Wn die digitale Fernbedienung eingeschaltet ist, zeigt das HMI des Generators die Strom- und Spannungswerte an. Sobald die Fernsteuerung ausgeschaltet wird, ist das Bedienfeld der Stromquelle wieder aktiv.
KÜHLAGGREGAT (OPTIONAL)
| Referenz | Bezeichnung | Kühlleistung | Füllmenge (Kühlflüssigkeit) | Stromversorgung |
| 013537 | WCU 1KW C | 1000 W | 5.5 L | 400 V +/-15% |
Das Gerat erkenst das Kuhlaggregat automatisch. Um die Kuhleinheit auszuschalten (OFF), lessen Sieitte die Anleitung der Schnittstelle. Zum Schutz des Anwenders und des Brenners ist die Kuhleinheit mit folgenden Schtuz ausgerustet:
- Minimaler Flüssigkeitsniveau in der Kühleinheit.
- Minimaler Wasserdurchfluss im Brenner
- Überhitzungsschutz der Kuhlflüssigkeit.

Die Kuhlschlauche des Brenners durren ausschlieblich bei ausgeschalteten Kuhlaggregat angeschlssen oder getrennt werden. Die Kuhlflüssigkeit ist schädlich und reizt die Augen, die Haut und die Schleimhäute. Heiße Flüssigkeit kann Verbrennungen verursachen.
DRAHTFUHRUNGSROLLEN (F) OPTIONAL
| Durchmesser | Referenz (x4) |
| Stahl Aluminium Fülldraht | |
| Ø 0.6/0.8 061 | 859 - Ø 0.9/1.1 061927 |
| Ø 0.8/1.0 061 | 866 061897 Ø 1.2/1.6 061934 |
| Ø 1.0/1.2 061 | 873 061903 Ø 1.4/2.0 061941 |
| Durchmesser | Referenz (x4) |
Bei Verschleit der Rolen oder bei Verwendung von Schweisdraht mit einem Durchmesser >1,6 mm sollte die Kunststoffdrahtführung ausgetauscht werden:
| Durchmesser Farbe Referenz | |
| Ø 0.6>1.6 bla u 061965 | |
| Ø 1.8>2.8 rot u 061972 |
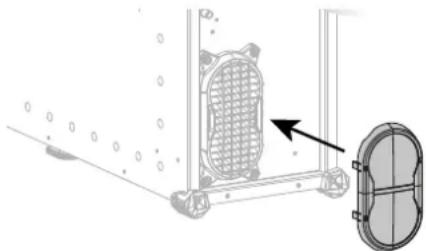
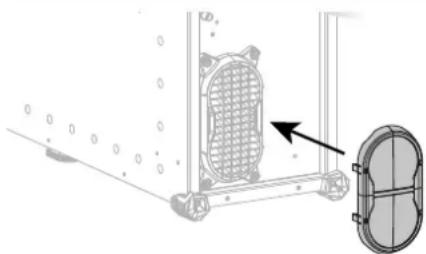
FILTERSET OPTIONAL
Staubfilter (Ref. 063143) mit dem Mikronwert von 270~ m (0,27 mm)
Achtung: Die Verwendung deses Filters verringert die Einschaltdauer Ihres Generators.
Um die Gefahr einer Überhitzung durch verstoptfe Luftrungsöffnungen zu vermeiden, muss der Staubfilter regelmäßig gereinigt werden. Entclipsen und mit Druckluft reinigen.
FUNKTIONSERWEITERUNG
Der Hersteller GYS bietet eine breite Palette von Funktionen, die mit ihrem Produkt kompatibel sind. Entdecken Sie diese, indem Sie den QR-Code scannen.

FEHLER, URSACHEN, Lösungen
| SYMPTOME | MÖGLICHE URSACHEN | ABHILFEN |
| Der Schweißdrahtvorschub ist nicht konstant. | Partikel verstopfen die Gasdüse | Reinigen Sie das Kontaktrohr oder ersetzen Sie es. |
| Der Draht rutsch in den Drahtführungssrollen. | Fügen Sie Antihaftmittel hinzu. | |
| Eine Drahtführungssolle rutsch. | Prüfen Sie den Sitz der Drahtführungs- rollenschraube. | |
| Das Brennerkabel ist verdrecht. | Das Brennerkabel muss möglichst gerade sein. | |
| Der Drahtvorschubmotor funktioniert nicht. | Splenbremse oder Drahtführungssollen zu fest. | LösEN Sie die Bremse und die Drahtführungs- rolten. |
| Falscher Drahtvorschub. | Schmutzige oder beschädigtes Drahtfuh-rungsseele. | Reinigen oder ersetzen Sie es. |
| Fehlende Passfeder bei den Drahtführungss- rollen | Ergänzen Sie die fehlende Passfeder im Gehäuse. | |
| Splenbremse zu fest angezogen. | LösEN Sie die Bremse. | |
| Kein Strom oder falscher Schweißstrom. | Falscher Netzanschluss. | Kontrollieren Sie den Anschluss der Steckdose und überprüften Sie, ob die Steckdose richtig versorgt ist. |
| Falscher Masseanschluss. | Prüfen Sie das Massekabel (Anschluss und Zustand der Masseklemme). | |
| Keine Leistung. | Prüfen Sie den Brennertaster. | |
| Der Draht reibt sich auf den Drahtfuhrungs-roller ab. | Zerträckter Drahtführungsmantel. | Prüfen Sie die Drahtseele und den Brenn-körper. |
| Draht stockt im Brenner. Ersetzen Sie oder reigen. | Reinigen Sie den Brenner. | |
| Kein Kapillarrohr. Prüfen Sie, ob das Kapillarrohrvorhanden ist. | ||
| Drahtgeschwindigkeit zu hoch. Drahtgeschwindigkeit reduzieren | ||
| Poröse Schweißnaht. | Gasdurchfluss zu niedrig. | Einstellbereich von 15 bis 20 l/min.Reinigen Sie das Basismetall. |
| Gasflasche leer. Das Gas ersetzen. | ||
| Schlechte Gasqualität. Das Gas ersetzen. | ||
| Bélführung oder Einfluss des Windes. | Vermeiden Sie Luftzug und schützen Sie den Schweißbereich. | |
| Verstopfte Gasdüse. Reinigen oder ersetzen Sie die Gasdüse. | ||
| Schlechte Drahtqualität. | Nutzen Sie nur zum MIG/MAG-Schweiben geeigneten Draht. | |
| Werkstück nicht ausreichend vorbereitet (Rost usw.) | Reinigen Sie das Werkstück vor dem Schweißen. | |
| Das Gas ist nicht angeschlossen | Prüfen Sie, ob das Gas an das Gerätageschlossen ist. | |
| Starke Funkenbildung. | Lichtbogen-Spannung zu niedrig oder zu hoch. Siehe Schweiß-Parameter. | |
| Falscher Masseanschluss. Die Masseklemme am Werkstück anschließen. | ||
| Schutzgasmenge zu niedrig. Stellen Sie den Gasdurchfluss ein. | ||
| Kein Gas am Ausgang des Brenners Falscher Gasanschluss | Gasanschluss | Prüfen Sie die Gasanschlüsse |
| Prüfen Sie, ob das Gasventil richtig funktioniert. | ||
| Fehler beim Download | Die Daten auf die SD-Karte sind falsch oder beschädigt. | Prüfen Sie ihre Daten. |
| Backup-Problem Alle Speicherplätze sind belegt. | Sie,müssen Programme{löschen.Die Anzahl an Speicherplätzen ist auf 500 beschränkt. | |
| Automatische Lösung der JOBS. | Manche JOBS wurden gelöscht, weil sie mit den neuen Synergien nicht mehr kompatibel waren. | - |
| Fehler bei der Erkennung des Push Pull Brenner. | - | Prüfen Sie den Anschluss Ihrés Push Pull Brenners. |
| Fehler beim USB-Stick | Kein JOB auf dem USB-Stick entdeckt - | |
| Kein Speicher mehr frei Geben Sie Speicher auf dem USB-Stick frei. | ||
| Datei-Problem | Die Datei «...» entspricht nicht den heruntergeldenen Synergien des Produktes. | Die Datei wurde mit Synergien erstellt, die nicht in der Maschine sind. |
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käfer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Die Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Die Garantieleistung erfolgt nicht bei Defekten, die durch:
- Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind.
- unsachgemäßen Gebrauch, Sturz oder harte Stöbe sowie durch nicht autorisierte Reparaturen hervorgerufen worden sind.
- umweltbedingte Einwirkungen (Schmutz, Staub, Rost) entstanden sind.
Das betreffende Gerätitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel einschicken.
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor Kostenvoranschlags durch den Besteller.
- Im Fall einer Garantieleistungträgt der Hersteller ausschließlich die Kosten für den Rückversand an den Fachhändler.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOEREN
HANDMATIG ZUIVEREN GAS
De garantie dekt nicht :
* Einschau-dauer gemäß EN60574-1 (10 Minuten - 40^) . Bei sehr intensivem Gebrauch (> Einschlaftdauer) kann der Thermoschutz ausgeübt werden. In dessen Fall wird der Lichbogen abgeschaft und die entsordende Warrung ] ersehnt auf der Anzeuge. Das Gorat zum Abziehen nicht auch ausschaffen und laufen leisten als das Geral wieder bereit ist. Das Geral anspricht in einer Charakteristik der Spannungsqale mit fallender Kernline. Die Stronquele hat eine flachene Kernliniencharakteristik. In einzelnen Ländern wird UO als TCO bezeichnet.
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / CUMBOJBI / PICTOGRAMMEN / ICONE
| IEC 60974-1 TEC 60974-10 Class A | FR L'apparil respecte la norme EN 60974-1 et EN 60971-10 apparil de clEN'The device is compliant with standard EN 60974-1 and EN 60971-10 class A CEvice. Das Gerät erfüll die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A ESI Aparato se ajustá a la norma EN 60974-1 y EN 60971-10, aparato de clRU Annapar coTBeTCTBeyH nopMAM EN 60974-1 n EN 60971-10 annapar knacca A NL DIt klasse A apparat voldoet aan de EN 60974-1 EN 60971-10 normen. ITIl disposittivo rispetta la norma EN 60974-1 e EN 60971-10 dispositivo classe A. |
| IEC 60974-5 | FR L'apparil respecte la norme EN 6097EThis product is compliant with standard EN 609D3 das Gerät entspricht der Norm EN 60974E El aparato es conforme a las normas EN 60974-1R Annapat coBnOdaert hopMb EN 60974-5. NL Het apparat voldoet aan de norm EN 60974-ITdispositivo rispetta la norma EN 60974-5. |
| FR Ce matériel faisant l'objet d'une collecte sélective selon la directive européenienne 2012/19/UE. Ne pas jeter dans une poubelle EN Phiecharlware is subject to waste collection according to the European directives 2012/19/EU. Do not throw out in a donDe Fiducié Entorgung Ihres Gerätes geltten besonderete Bestimmungen (sondermull) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmull entspricht EN Endmaterial require une recogida de basuras selectively segirin la directiva europea 2012/19/UE. JNo tirar este produits a la basura domRU CTOB opobuydabnue noPnLpexnntne coppeabotne corratao dinpektnbe Ebroso3a 2012/19/UE. He bivapscbaitb V obssicmy mucopocbohnik! NL Afzonderijike imzameling vereist voigens de Europese nichtl2012/19/UE. Gooi het apparat nat bij het huishoudelijk afval! IT Questo materiale é soggetto alla raccolta differenziata seguindo la direttiva europea 2012/19/UE. Non smalire coni rifiuti domestici! | |
| FR Produit recyclable qui relève d'une consigne de EN This product should be recycled appropriaDE Recyclingprodukt, das gesondert entsorgt werden musss. ES Producto reciclable que requircere una separacion determina RU Θrot annapat noPnLpexnnty uynluzaqui. NL Product recyclebaar, net bij het huishoudelijk afval gooien IT Prodotto riciclabile soggetto a raccolta differenziata. | |
| FR Marque de conformiré EAC (Communauté économique EurasEN ENAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eurasi- sische WirtschaftsgemeinschaftS Marca de conformidad EAC (Comunidad economica euroas: RU 3ak coobTBeTCTBA EAC (EparaisKoe ekonomieckoe cooBceTBA) NL EAC (Euraziatlische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunità Economica Eurasiatica) | |
| FR Information sur la température (protection thermEN temperature information (thermal protece DE Information zur Temperatur (Thermosch3) Information sobre la temperatura (protección termINIΦopmaquie no Tempepatype (TepMO3aeta). N Informatie over de temperatuur (thermische beveillig d)Informatione sulla temperatura (protezione termiche) | |
| FR Entrée de gazEN Gas input DE Caseinganges Entrada de gasRU ΜoDAra Rua Ingang gasIT Entrata da gas | |
| FR Polarité (+)/(-) / (EN Polarity (+)/(-) Polaritat (+)/(-) Polaridad (+)/(-) Polariteit (+)/(-) Polarità (-) | |
| FR Marche (mise sous tension) / Arrêt (mise hors tenEN On (power on) / Off (power DE Ein (Einschalten) / Aus (AusschaltS) On (encendido) / Off (apagadRU Bkn (BknNochene) / Bkln (BknNochene) NL Aan (stroom aan) / Uit (stroom ITOn (accensione) / Off (segnimento) | |
| FR Matériel venti EN Fan cooled hardwareDE Lüfter DE Material ventiladRU Bemühnpuyemoe obopudobnue. NL Geventileerd materiaia IN Materiaie ventilato | |
| IP23 | FR Protégé contre l'accès aux parties dangereuses des corps solides de diam >12.5 mm et protégé contre la pluie dirigeée à 60° par rapport à la verticale. EN Protected against access to dangerous parts of solid bodies with diam >12.5 mm and protected against rain directed at 60° to the vertical DE Schutz gegen den Zugang zu gefährlichen Teilen von Feststoffen mit einem Durchmesser >12.5 mm und Schutz gegen Regen, der auf 60° aus der Vertikalien geschrieben ist.5 Proteccion contra el acceso a partes peligosas de solido con un diametro >12.5 mm y proteccion contra la lluvia dirigida a 60° de la vertical. RU 3aquiTa OT doctyna K onacHb m chaTm Tverpbdx quchtn DN ametpm>12.5 MM N zauHtta ot doxkda, hnapaapanHnro ha 60° ot beptnkaI. NL Beschering tegen toegang tot gevaarlike delen van vaste stoffen met een diameter >12.5 mm en bescheming tergen regen op 60° van de verticaaAT Protezione contro l'accsoa a parti pericolose di solidi con diametro >12.5 mm e protezione contro la pioggia diretta a 60° dalla verticale. |
| FR Purge gazEN Gas purgege DE Gasventil einschlalte ES Epurazione del gaRU Ipondyika B3opom NB Afvoeren gaLT Gas di lavaggi PT Purga de gás |
GYS France
Siège social / Headquarter
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
GYS Italia
Filiale / Filiale
These Anleitung zur Bedienung des Bedienfelds (HMI) ist Teil der kompletten Dokumentation. Eine allgemeine Anleitung liegt dem Gerät bei. Lesen und beachten Sie die allgemeine Anleitung, vor allem die Sicherheitshinweise!
Nutzung und Betrieb ausschließlich mit den folgenden Produkten
| NEOPULSE 220 C | ✓ |
| NEOPULSE 220 C XL | ✓ |
| NEOPULSE 320 C | ✓ |
| NEOFEED 4W | ✓ |
| NEOPULSE 400 CW | ✓ |
Software-Version
In dieser Anleitung werden die folgenden Software-Versionen beschreiben:
1.86
Die Software-Version des Bedienfelds wird im Menu „Allgemein" angezeigt: Informationen / MMI (Mensch-Maschine-Schnittstelle)
Steuerung der Stromquelle
Der Hauptbildschirm enthalt alle notwendigen Informationen fur das SchweiBverfahren vor, während und nach dem Schweiben (das Bedienfeld kann sich je nach gewähltem Prozess leicht ändern).
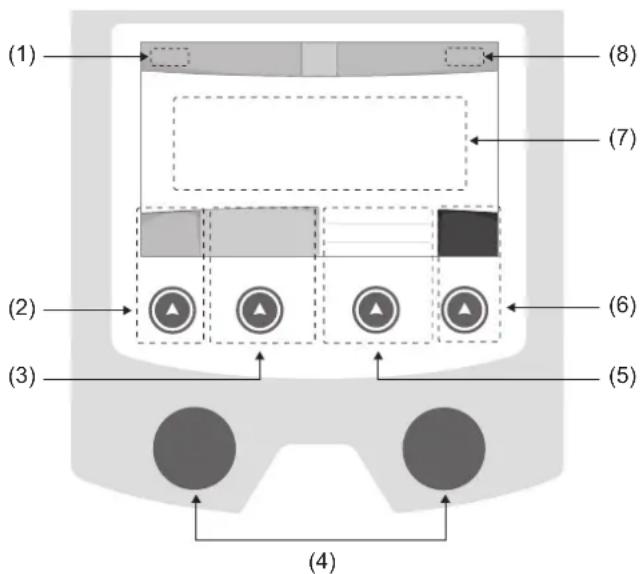
(1) Name des Bedieners / Rückverfolgbarkeit
(2) Drucktaste Nr. 1: Menu „Allgemein“ oder Rückkehr zumvorgen den Mienu
(3) Drucktaste Nr. 2: Parameter des aktuellen Verfahrens
(4) Navigationsrändchen
(5) Drucktaste Nr. 3: Einstellungen
(6) Drucktaste Nr. 4: Job oder Validierung
(7) Aktuelle Einstellungen
(8) Messung von Spannung, Stromstärke undEnergie
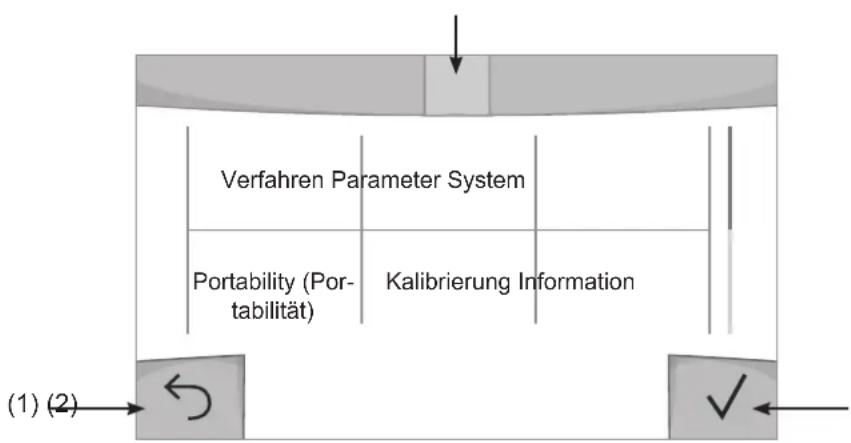
Menu „Allgemein“
Der Bildschirm Menu „Allgemein" wird angezeigt, wenn das Gerät zum ersten Mal gestartet wird.
Die Navigation zwischen den verschiedenen Blöcken erfolgt mit den Drehimpulsgeber und den Drucktasten

(3)
(1) Zurück
(2) Validierung
(3) Symbol des aktuellen Menus
Verfahren
Der Zugriff zu bestimmten Verfahren hangt vom Gerät ab:
MIG-MAG (GMAW/FCAW)
Halbautomatisches SchweiBen, mit Schutzgas
TIG (GTAW)
Schweifen mit nicht abschmelzender Elektrode, mit Schutzgas.
MMA (SMAW)
Schweisen mit umhülter Elektrode
Fugenhobeln
Druckluft-Lichtbogenart, um Metall oder Schweigut abzutragen.
Parameter (Bediener)
Anzeigemodus
- Einfach: Einfache Anzeige mit eingeschränkten Funktionen (kein Zugang zum Schweizkyklus).
- Expert: Vollständige Anzeige, erhöht die Einstellung der Dauer und Zeiten der verschiedenen Phasen des Schweizzyklus.
- Erweitert: Vollständige Anzeige, erlaubt die Einstellung aller Parameter des Schweizyklus.
Sprache
Wahl der Sprache des Bedienfeldes (Französisch, Englisch, Deutsch, usw.).
Messeinheiten
Auswahld der Anzeige des Einheitsystems: International (SI) oder Imperial (USA).
Benennung von Materialien
Europäische Norm (EN) oder amerikanische Norm (AWS).
Helligkeit
Anpassung der Helligkeit des Bildschirms des Bedienfeldes (Einstellung von 1 (sehr dunkel) bis 10 (sehr hell)).
Bedienercode
Persönlicher Zugangscode des Bedieners, um seine Sitzung zu sperren (Voreinstellung: 0000).
Toleranz I (Stromstärke)
Toleranz in der Einstellung der Stromstarke:
OFF (AUS): Freie Einstellung, die Einstellung der Stromstände ist nicht begrenzt.
± 0 A: Keine Toleranz, die Stromstärke ist fest definiert.
± 1 ~A > ± 50 ~A : Einstellungsbereich, in dem der Bediener die Stromstände varieren kann.
Toleranz U (Spannung)
Toleranz in der Einstellung der Spannung:
OFF (AUS): Freie Einstellung, die Spannungseinstellung ist nicht begrenzt.
± 0,0 V: Keine Toleranz, die SchweiBspannung ist fest definiert.
± 0,1V > ± 5,0V : Einstellungsbereich, in dem der Bediener die Spannung varieren kann.
Toleranz (Drahtgeschwindigkeit)
Toleranz in der Einstellung der Drahtgeschwindigkeit (m/min):
OFF (AUS): Freie Einstellung, die Geschwindigkeitseinstellung ist nicht begrenzt.
± 0,0 m/min: Keine Toleranz. Die Drahtgeschwindigkeit ist fest definiert.
± 0,1m / min > ± 5,0m / min : Einstellungsbereich, in dem der Bediener die Drahtgeschwindigkeit varieren kann.
System
Name des Geräts
Information zum Namen des Geräts, und zur Möglichkeit der Personalisierung durch Drucken auf auf dem Bedienfeld.
Uhrzeit
Einstellung der Uhrzeit und des Datum im Format (AM / PM).
Kühlaggregat
- OFF (AUS): Das Kühlaggregat ist deaktiviert.
- ON (EIN): Das Kühlaggregat ist dauernd in Betrieb.
- AUTO: Automatische Steuerung (Aktivierung beim Schweiben und Abschaltung 10 Minuten nach Ende des Schweibens)
PURGE (ENTLEERUNG) Funktion zur Entleerung des Kühlaggregats oder zum Fullen der Schlüche. Die
Schutzfunktionen sind daher deaktiviert (siehe Handbuch des Kuhlaggregates bezuglich einer sicheren Entleerung Ihres Gerats).
Reset (Rücksetzung)
Neue Initialisierung der Parameter des Geräts:
- Partiell: Standardwert des aktuellen Schweißverfahrens.
- Gesamt: Die gesamte Konfiguration des Geräts wird auf die Werkseinstellungen zurückgesetzt.
Sperrung
Möglichkeit zur Sperrung des Bedienfeldes des Schweigerats, um den aktuellen Arbeitsvorgang zu sichern undversehentliches Verstellen der Parameter zu vermeiden. Das aktuelle Einstellungsfenster bleibt mit den im Menu „Parameter" gewählten Toleranzen veränderbar (siehe vorherige Seite). Alle anderen Funktionen sind nicht zugänglich.
Um das Bedienfeld zu entsperren, drücken Sie auf die Drucktaste Nr. 1 und geben Sie ihren vierstelligen Bedienercode ein (Voreinstellung 0000).
Bediener
Über den Bediener-Modus kann das Gerät mit anderen Bediernn geteilt werden. Beim ersten Start befindet sich das Gerät im Admin-Modus. Der Administrator Kann Bediener anlagen. jeder Bediener hat seine persönliche Konfiguration (Modus, Einstellung, Schweißverfahren, JOBs ...). Sie kann von anderen Bediernn nicht geändert werden. jeder Bediener besteht seinen vierstelligen Bediener-Code, um sich an der Stromquelle anmelden zu konnen.
- Der Administrator hat Zugang zum Menu „Allgemein".
- Der Bediener hat Zugang zu einem vereinfachten Bedienfeld. Er hat keine Rechte zum Löschen (Rückverfolgbarkeit, Jobs, Profil des Bedieners, usw.)
Bedienfeld zur Konfiguration der Bediener (Zugriff nur durch Administrator).
Auf der linken Seite des Bildschirms befinden sich die Bediener. Der Administrator kann diese Bediener nach Name oder nach Datum sortieren, indem er kurz die Drucktaste Nr. 2 druckt. Ein langer Druck auf diese Taste losecht den/die aktiven Bediener (das Admin-Konto kann nicht geloscht werden).
Auf der rechten Seite des Bildschirms werden alle zuvor erstalten Bediener mit den folgenden Informationen aufgelistet: Avatar, Name, Nummer des Teams, Toleranz (%) .
Erstellung eines Bediener-Profils
Drücken Sie auf die Drucktaste Nr. 3, um einen Bediener anzulegen.
- User (Bediener): Personalisieren Sie den Bediener-Namen, indem Sie auf die Drucktaste Nr. 3 drucken:
-Avatar: Wahl der Farbe des Avatars des Bedieners - Team: Zuordnung der Nummer des Teams (maximal 10)
-Bedienercode: personlicher Zugangscode (Voreinstellung: 0000) - Toleranz in der Einstellung der Stromstärke I:
OFF (AUS): Freie Einstellung. Die Einstellung der Stromstände ist nicht begrenzt.
± 0,0 A: Keine Toleranz. Die Stromstärke ist fest definiert. (nicht empfohlen).
± 0,0A>± 50A : Einstellungsbereich, in dem der Bediener die Stromstärke variieren kann.
- Toleranz in der Einstellung der Spannung U:
OFF (AUS): Freie Einstellung. Die Spannungseinstellung ist nicht begrenzt.
± 0,0V : Keine Toleranz. Die Schweisbappnung ist fest definiert. (nicht empfohlen).
± 0,1V > ± 5,0V : Einstellungsbereich, in dem der Bediener die Spannung variieren kann.
- Toleranz in der Einstellung der Drahtgeschwindigkeit (m/min):
OFF (AUS): Freie Einstellung. Die Geschwindigkeitseinstellung ist nicht begrenzt.
± 0,0 m/min: Keine Toleranz. Die Drahtgeschwindigkeit ist fest definiert. (nicht empfohlen).
± 0,1m / min > ± 5,0m / min : Einstellungsbereich, in dem der Bediener die Drahtgeschwindigkeit varieren kann.
Der Bediener „Admin“ kann den Name und den Avatar des Administrators nicht ändern.
Modifizierung eines Bediener-Profils
Wahlen Sie den Bediener links auf dem Bildschirm aus und drucken Sie auf die Drucktaste Nr. 4.
Auswahlder Bediener
Wenn ein (oder mehrere) Bediener angelegt wird, zeit der Bediener-Block alle Bediener des Gerats an.
Wahlen Sie einen Bediener aus und drucken Sie zur Bestätigung auf Ein Entsperrcode wird verlangt.
Die Funktion „Schlieben" sperr das Gerät nach Wahl des Bedieners. Kein anderer Parameter ist zugänglich. Diese
Anzeige ist identisch, wenn die Maschine eingeschaltet ist (Schalter OFF -> ON).
Anzeige des Bedieners
Oben links auf dem Bildschirm werden der Avatar und der Name des aktiven Bedieners angezeigt.
Entsperrcode
Jedes Bediener-Profil ist durch einen persönlichen vierstelligen Code geschützt. Fehlt die Personalisierung, ist die Voreinstellung 0000. Nach 3 falschen Eingaben Ihres persönlichen Codes wird die Schnittstelle gesperrt und fordert einen Entspperrcode an. Diese sechsstellige und nicht modifizierbare Code lautet: 314159.
Rückverfolgbarkeit
These Schweinmanagement-Funktion ermoiglich es, alle Phasen des Schweisborgangs während der industriellen Fertigung Naht fur Naht aufzuzeichnen. Dsier qualitativ orientierte Ansatz gewahrleistet die Schweisqualitat der Produktion und ermoqlicht die Analyse, Bewertung, Protokollierung und Dokumentation der aufgezeichneten Schweisparameter. Mit dieser Funktion konnen die von der Norm EN ISO 3834 geforderten Daten genau und schnell erfasst und gespeichert werden. Die Verwertung dieser Daten erfolgt über einen Export auf einem USB-Stick möglich.
1- Start - Erstellen der Rückverfolgbarkeit
Personalisieren Sie den Name des Projekts, indem Sie auf die Drucktaste Nr. 3 drucken.
Abtastinterval:
- Hold (Halt): Keine Speicherung der Werte Stromstärke/Spannung (Mittelwert auf der Naht) beim Schweisen.
- 250 ms, 500 ms, usw.: Speicherung der Werte Stromstärke/Spannung (Mittelwert auf der Naht) alle „X" Millisekunden oder Sekunden beim Schweiben.
- Options (Optionen) - OFF (AUS): einfache Rückverfolgbarkeit
- Options (Optionen) - ON (EIN): vollständige Rückverfolgbarkeit Schweisaht-Zahler (ON/OFF)
Zähler der Schweissvorgänge (ON/OFF)
Temperatur (ON/OFF): Temperatur des Werkstücks bei Beginn der Schweißung.
Lange (ON/OFF): Lange der Schweißenheit (die Messeinheiten werden angezeigt und richten sich nach der Wahl in Parameter/Messeinheiten).
Variable(n): Darüber konnen zusätzliche personalisierte Informationen (Gewicht, Kommentare, Drahtgeschwindigkeit, usw.) hinzugeführten werden.
Drucken Sie um die Rückverfolgbarkeit auszulosen.
Anzeige der Rückverfolgbarkeit
Oben links auf dem Bildschirm werden der Name des Projekts und die Nummer der Schweinnaht angezeigt. (DieNummer der Schweinnaht erhöht sich automatisch und kann nicht abgeändert werden).
Identifizierung - Optionen ON
Am Ende jeder Schweißenheit öffnet sich ein Fenster zur Identifizierung: Nummer der Schweißenheit, Nummer der Schweißenung, Temperatur des Werkstücks und/oder die Länge der Schweißenheit.
Validierung
Die Validierung kann auf der MMI erfolgen oder durch Drucken auf den Brennertaster des Brenners.
Stop - Ruckverfolgbarkeit beenden
Um die Rückverfolgbarkeit bei einem Schweißschnitt zu beenden, muss der Bediener in das Menu „Rückverfolgbarkeit"-zurückkehren und „Stop" auswahlen.
Export
Die Verwertung dieser Daten erfolgt über einen Export auf einem USB-Stick möglich.
Die Daten im Format .CSV können in einem Tabellenkalkulationsprogramm (Microsoft Excel®, Calc OpenOffice®, usw.) ausgewertet werden.
Im Dateinamen finden sich der Name des Gerats und die Seriennummer.
2- Start - Verwaltung der Rückverfolgbarkeit
Links auf dem Bildschirm werden alle zuvor angelegten Projekte aufgelistet.
Der Bediener kann diese Projekte nach Namen oder Datum durch ein kurzes Drücken auf die Drucktaste Nr. 2 ordnen.
Durch langes Drücken dieser Taste konnen das aktive Projekt oder alle Projekte gelöscht werden.
Auf der rechten Seite des Bildschirms werden alle Einzelheiten jeder zuvor erstellten Projekts mit den folgenden Informationen aufgelistet: Abtastfrequenz, Anzahl der gespeicherten Schweißraupen, gesamte Schweißzeit, gelieferte Schweißenergie, Konfiguration jeder Schweißraupe (Verfahren, Uhrzeit, Schweißzeit, Schweißspannung und Schweißstrom).

Rec
Erstellen einer Rückverfolgbarkeit (Siehe vorhergehenden Abschnitt)
Beginn der Rückverfolgbarkeit desaktiven Projekts
Portability (Portabilität)
Import Config. (Import von Konfigurationen)
Laden der Konfiguration des SchweiBgerats von einem USB-Stick (Verzeichnis: Wechseldatentrager\PORTABILITY)
CONFIG) in das Schweigerat. Ein langes Drücken auf erlaubt, alle Konfigurationen von dem USB-Stick zu loschen.
Export Config. (Export von Konfigurationen)
Export der Konfiguration des Schweigerats auf einen USB-Stick (Verzeichnis: Wechseldatentrager\PORTABILITY\CONFIG).
Import Job (Import von Jobs)
Import von Jobs je nach Schweißverfahren aus dem Verzeichnis WechseldatenträgenPORTABILITY des USB-Sticks in das Schweißgerät.
Export von Jobs des Schweißgeräts auf einen USB-Stick je nach Schweißverfahren (Verzeichnis: Wechseldatenträger|PORTABILITY|JOB)
Bitte beachten Sie, die alten Jobs auf dem USB-Stick konnten gelöscht werden.
Um Datenverlust bei Import oder Export von Daten zu vermeiden, ziehen Sie den USB-Stick nicht ab und schalten Sie dasSchweiggerät nicht aus. Im Dateinamen finden sich der Name des Geräts und die Seriennummer.
Kalibrierung
Kalib. Geschwindigkeit (Kalibrierung der Drahtgeschwindigkeit)
Funktion zur Kalibrierung der Drahtgeschwindigkeit des Drahtvorschubkoffers. Das Ziel der Kalibrierung ist eine Kompensation der Geschwindigkeitschwankungen des Drahtvorschubgerats, um die angezeigte Spannungsmessung anzupassen und die Energieberechnung zu verfeinern. Der Vorgang wird beim Start durch eine Animation auf dem Bildschirm erklart.
Die Kalibrierung der Drahtgeschwindigkeit des Drahtvorschubkoffers muss regelmäß durchgeführt werden, um ein optimes Schweiben zu gewähren.
Kalib. Kabel
Funktion, vorgesehen zur Kalibrierung des Schweizzubehrs wie Brenner ^+ Massekabel; Elektrodenhalter und Kabel
- Masseklemme. Das Ziel der Kalibrierung ist eine Kompensation der Längenänderungen des Zubehörs, um die angezeigte Spannungsmessung anzupassen und die Energieberechnung zu verfeinern. Der Vorgang wird beim Start durch eine Animation auf dem Bildschirm erklär.
Wichtig: Die Kalibrierung des Kabels muss bei jedem Wechsel des Brenners, des Schlauchs oder des Massekabels wiederholt werden, um eine optimale Schweigung zu erreichen.
Daten
Konfigurationsdaten der Systemkomponenten des Geräts:
- Modell
- Seriennummer
- Name des Geräts
- Software-Version
- Verwendeter Job und verwendete Synergie
Durch Drucken auf eine beliebige Drucktaste wird das Menu „ Daten" verlassen.
Speicherung und Aufrufe von Jobs
Zugriff über das Symbol „JOB" auf dem Hauptbildschirm.
Die verwendeten Einstellungen werden automatisch gespeichert und beim nachsten Einschalten des Geräts wieder aufgerufen.
Zusätzlich zu den aktuellen Einstellungen ist es möglich, sogenannte „JOB“-Konfigurationen zu speichern und abzurufen. Für das MIG/MAG- und WIG-Verfahrens stehen 500 Speicherpläte zur Verfugung, für das MMA-Verfahren 200. Die Speicherung erfolgt auf der Grundlage der aktuellen Prozessparameter, der eigenen Einstellungen und des Bediener-Profils.
Job
Der Job-Modus erlaubt die Erstellung, das Speichern, den Aufruf und das Löschen von „JOBs".
Quick-Load – Aufruf von JOBs am Brennertaster während der Schweizpause.</217>
Quick Load ist ein Modus zum Aufrufen von JOBs (maximal 20) während der Schweißpause und ist nur für MIG-MAG und WIG-Verfahrens verfügbar.
Aus einer List zuvor erstellter JOBs konnen JOBs durch kurzes Drucken des Brennertasters abgerufen werden. Es werden alle Brennertaster-Modi und alle Schweismodi unterstützt.
Fehlercodes
Die folgende Tabelle enthalt eine nicht vollständige List von Meldungen und Fehlercodes, die möglicherweise erschreiben.
Führer Sie diese Prüfungen und Kontrollen durch, bevor Sie einen autorisierten Servicetechniker von GYS heranzziehen.

Wenn der Bediener sein Gerät öffnen muss, ist es zwingend vorgeschrieben, die Stromzufuhr durch Ziehen des Netzsteckers zu unterbrenen und zur Sicherheit 2 Minuten zu warten.
| Fehler codes | Mitteilungen Lösungen | |
| 001 | FEHLER ÜBERSPANNUNG Elektroinstallation überprüfen | Lassen Sie ihre Elektroinstallation von einer autorisierten Person überprüfen. |
| 002 | FEHLER UTERSPPANNUNG Elektroinstallation überprüfen | |
| 005 Schutzleiter-Stromfehler | Streustrom vorhanden. Prüfen Sie die Verkabelung des Schweizu-behörteils (Brenner, Masseklemme, Elektrodenhalter, usw.) | |
| 006 | FEHLER KÜHLAGGREGAT Kühleinheit nicht erkannt | Das Kühlaggregat wird nicht erfasst. Überprüfen Sie die Verbindung zwischen dem Kühlaggregat und der Stromquelle. |
| 007 | FEHLER DURCHSATZ Kühlkreislauf verstopft | Prüfen Sie die Kontinuität der Zirkulation der Kühlflüssigkeit des Brenners. |
| 008 | FEHLER WASSERSTAND Wasserstand überprüfen | Füllen Sie den Behälter des Kühlaggregats bis zum oberen Rand (empfohlene Kühflüssigkeit: Art.-Nr. 062511) |
| 009 | KÜHLAGGREGAT Überhitzungsschutz | Warten Sie ein paar Minuten, bis das Kühlaggregat abgekühlt ist. Achten Sie daraufuf, den empfohlenen Arbeitszyklus für den verwende-ten Schweißstrom nicht zu überschreiben. Sorgen Sie damit, dass die Luftin- und -auslässe nicht verstopf sind. |
| 010 | STROMQUELLE Überhitzungsschutz | Warten Sie ein paar Minuten, bis die Stromquelle abgekühlt ist. Achten Sie daraufuf, den empfohlenen Arbeitszyklus für den verwende-ten Schweißstrom nicht zu überschreiben. Sorgen Sie damit, dass die Luftin- und -auslässe nicht verstopf sind. Den Staubschutzfilter installieren (Art.-Nr. 063143). Achtung, der Staubschutzfilter reduziert die Einschaltdauer. |
| 011 | Lüfter Fehler Lüfter | Unterbrenchen Sie die Stromzufuhr durch Ziehen des Netzsteckers und prüfen Sie, ob der Lüfter nicht blockiert ist. |
| 012 | BRENNERTASTER Ein Brennertaster wird gedrückt. | Entfernen Sie den Brenner und prüfen Sie, ob die Meldung noch aktuell ist. Prüfen Sie, ob der Schalter „Gasspülung / Drahtvorschub" nicht blockiert ist. Prüfen Sie, ob der Brennertaster des MIG/MAG-Brenners nicht blockiert ist. |
| 015 | MOTOR Geforderte Drahtgeschwindigkeit kann nicht erreicht werden. | Prüfen Sie die Druckeinstellungen der Rollen des Drahtvorschubkoffers. Stellen Sie safer, dass der Vorschubdraht nicht im Brennermantel blockiert ist. Führten Sie eine Kalibriierung der Geschwindigkeit des Drahtvorschub-koffers durch (Menu „Kalibriierung”) |
| 019 | Überspannung, überprüfen Sie ihre Einstellungen Drücken Sie auf den Brennertaster und halten Sieihn los, um zu löschen | Überprüfen Sie die Einstellungen der Stromquelle und der Installation (Schweißdraht, Rollen, Gas, Brenner usw.) Bleibt das Problem bestehen, führten Sie eine Aktualisierung durch (über Planet GYS). |
| 020 | Probleme beim Starten des Schweißvorgangs Überprüften Sie ihre Schweißparameter Drücken Sie auf den Brennertaster und halten Sieihn los, um zu löschen | Überprüften Sie die Einstellungen der Stromquelle und der Installation (Schweißdraht, Rollen, Gas, Brenner usw.) Bleibt das Problem bestehen, führten Sie eine Aktualisierung durch (über Planet GYS). |
| 024 | Überbelastung USB Ziehen Sie den USB-Stick ab | Wechseln Sie den USB-Stick. |
| - | Es ist ein interner Systemfehler aufgetreten. Starten Sie das Gerät neu | Schalten Sie das Gerät aus und wieder ein. Bleibt das Problem bestehen, führten Sie eine Aktualisierung durch (über Planet GYS) |
| - Fehler bei der Kalibriierung des Motors | Führten Sie erneut eine Kalibriierung der Geschwindigkeit des Drahtvorschubkoffers durch (Menu „Kalibriierung") | |
| - | Fehler bei der Kalibriierung | Führten Sie erneut eine Kalibriierung der Schweißkabel durch (Menü „Kalibriierung") |
| - Kein Speicherplatz mehr auf dem Gerät Löschen Sie Jobs, um internen Speicherplatz frei zugegeben. | ||
| - | Datei %s nicht unterstützt Err %d Trotzem fortfahren? | Die Daten von dem USB-Stick sind beschädigt. Prüfen Sie ihre Daten. |
| - Nicht möglich, auf den USB-Stick zu schreiben | Geben Sie Speicherplatz auf dem USB-Stick frei. Bleibt das Problem bestehen, wechseln Sie den USB-Stick. | |
| - | Anzahl der Startversuche übersritten. Entsperrcode erforderlich | Den Entspperrcode: 314159 eingeben |
| - Falscher Bedienercode | Der persönliche Code ist falsch, geben Sie den richtigen ein. Die Voreinstellung thises Codes ist 0000. | |
Wenn ein nicht aufgelisteter Fehlercode erscheidt oder ihre Probleme weiterhin bestehen, wenden Sie sich an den GYS-KUNDENDIENST.
Warnsymbole (Warnung)
Die Warnsymbole oben rechts auf dem Bildschirm geben Ihnen Auskunft über Ihr Gerät.
| Alarmsymbol Bedeutung | |
| DEMO | Demo-Modus Schweiben ist inaktiv. Überprüfen Sie ihre Elektroinstallation (Abschnitt Spannung) |
| Kühlkreislauf verstopft. Prüfen Sie die Kontinuität der Zirkulation der Kühlflüssigkeit des Brenners. | |
| Batterie des Bedienfelds leer. Wechseln Sie die Batterie (CR2032) undactualisieren Sie das Datum und die Uhrzeit des Geräts (System / Uhrzeit). | |
| Der Lüfter dreht sich nicht mit der richtigen Geschwindigkeit. Überprüfen Sie den Zustand des Lüften. | |
Данhoe руховдъо по заи сплуаци nHTeppeca (HMI)ЯьяETся частю полно дOKум entaци.Киздению пnilaraetcayобшee руховдъо.Прочаiteи сеунITEинструкцямВобшe м руховдъve,пocтавлгemOM cprodukTom,ВчacTHOCTN,HHcTpyKцяm no 6e30napchoctn!
IcnoJIb3OBAHne npa6Ota nCKJIuHTeJIbHo CO cJeDyUoUmN npOdyKTamN
| NEOPULSE 220 C | ✓ |
| NEOPULSE 220 C XL | ✓ |
| NEOPULSE 320 C | ✓ |
| NEOFEED 4W | ✓ |
| NEOPULSE 400 CW | ✓ |
Bercsna IO
B daHHOM pykoBOOCTBE ONcaHb CneDyUoUne BepCn nporpaMMHOrO o6ecneHnA:
1.86
Bercn nporpammmoro oecneueHn Hnteppeca OTo6paKaetc B oouem MeHIO: HOpmaia / MMI
YnpaBJIeHne nCTOuHnKOM
Главьн Экран соржп BCIO Инфорmaци, Heo6xOIMyI NOЯ npocceca CBapkn Do, BO BpeM I nocne CBapkn (HHTeppeic MOKET HEMHO rN3MeHHTbcR B 3aBcHMOCTOn OT BbIbpaHHOrO npocceca).
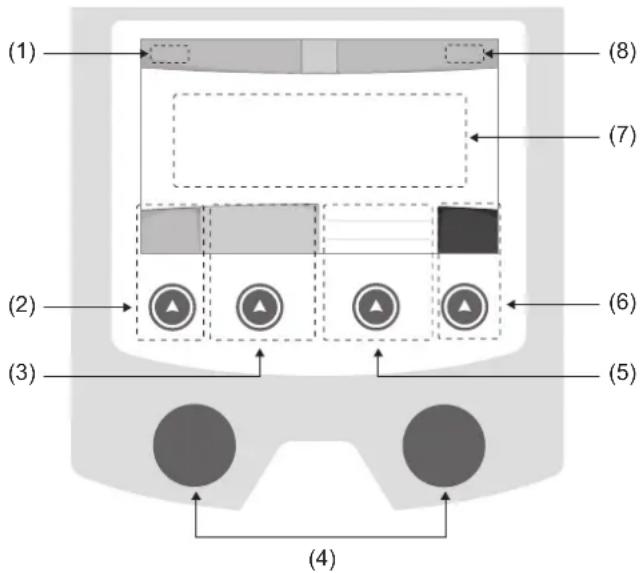
(1)IMRAIOB3OBaTeJI/OTCJIeXKINBaEMOCtB
(2)KhONKa n°1:ΓaBHOe MeHIO uNn Bo3BpaT B npedbIyUee MeHIO
(3) Khonka n°2: NapaMetpbI TeKyuIero peKIMa
(4)KoIecnkoHaBrau
(5) Khonka n°3: Hactpoikn
(6)KhONKa n°4:JobnnIIOJTBepKdEHe
(7)TekyuaneHaCTpoKn
(8)Измеренье Нарраженья,ТokaиЗерпн.
Ochohoe MeHIO
Pn npBOM 3ayncke yctpoinCTBa OTo6paXaEeTcA kpan «O6ue MeHIOX
HabiracnMexny pa3nHybIMN 6IOKAMN OcyuEcTBnEcTcN NOMOUBIO KOJECNKOB INKHO
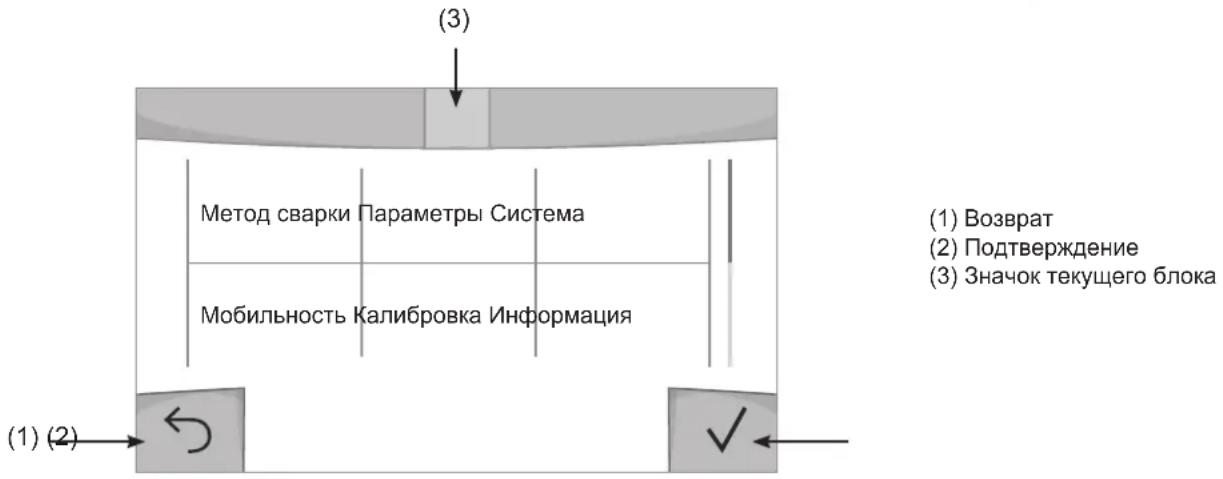
MeToD cBapKn
OocTyK ONpeDeEHHbIM MeToaAM CBapKn 3aBNCIT OT KOHKpeTHOro npOdykTa
MIG-MAG (GMAW/FCAW)
IyabTomuuecka CBapKa B 3auHToA tmocepe
TIG (GTAW)
DyroBaCbapKa HeropouHm 3JeKtpoDom B 3aunTHoI aTMocpepe
MMA (SMAW)
DyroBaApKa C3neKTpOdomC nOKpbTHeM
Ctpoxxka
Bo3dyuHO-dyroBa CTPOKKa DnBbIpe3aHn KaHaBKn B MeTaJIne




