
ROWELD P630 Premium CNC SA - Takım tezgahı ROTHENBERGER - Ücretsiz kullanım kılavuzu
Cihazın kılavuzunu ücretsiz bulun ROWELD P630 Premium CNC SA ROTHENBERGER PDF formatında.

| Ürün Türü | CNC Modüllü Sıcak Elemanlı Alın Kaynak Makinası |
| Marka | Rothenberger |
| Model | ROWELD P630 Premium CNC SA |
| Kategori | Takım Tezgahı |
| Boru Kaynak Aralığı (çap) | 315 - 630 mm |
| Silindirlerin Maksimum Stroku | 200 mm |
| Boyutlar (U x G x Y) | 1300 x 1060 x 920 mm |
| Maksimum Ağırlık (temel SA makinası) | 323,4 kg (redüksiyon insert takımları ile) |
| Elektrik Bağlantısı (temel makina) | 400 V, 3~, 50/60 Hz |
| Güç Tüketimi (temel makina) | 1770 W |
| Freze Ekipmanı: güç tüketimi | 1770 W |
| Isıtma Elemanı: güç | 8000 W |
| Hidrolik Ünite: maks. basınç | 135 bar |
| Hidrolik Ünite: yağ tankı kapasitesi | 3,8 L |
| Önerilen Hidrolik Yağı | HLP 46 (ref. 53649) |
| Ses Basıncı Seviyesi (temel makina) | 52 dB(A) LpA | 3 KpA |
| Ana Fonksiyonlar | PE, PP, PVDF kaynağı; CNC parametre kaydı; USB üzerinden protokol aktarımı; Premium modu |
| Güvenlik | Acil durdurma, frezede güvenlik cihazı, koruma talimatları |
| Bakım | Her 12 ayda bir yağ değişimi; ısıtma elemanının >%99,8 etanol ile temizlenmesi; DVS 2208'e göre yıllık kontrol |
| Dahil Aksesuarlar | Redüksiyon sıkma insert takımları, freze ekipmanı, ısıtma elemanı, CNC modüllü hidrolik ünite, depolama kutusu |
Sık sorulan sorular - ROWELD P630 Premium CNC SA ROTHENBERGER
Kullanıcıların soruları hakkında ROWELD P630 Premium CNC SA ROTHENBERGER
0 soru bu cihaz hakkında. Bildiklerinizi cevaplayın veya kendinizinki sorun.
Bu cihaz hakkında yeni bir soru sor
Cihazınız için talimatları indirin Takım tezgahı PDF formatında ücretsiz! Kılavuzunuzu bulun ROWELD P630 Premium CNC SA - ROTHENBERGER ve elektronik cihazınızı yeniden ele alın. Bu sayfada cihazınızın kullanımı için gerekli tüm belgeler yayınlanmaktadır. ROWELD P630 Premium CNC SA markasının ROTHENBERGER.
KULLANIM KILAVUZU ROWELD P630 Premium CNC SA ROTHENBERGER
Tek sorumlu olarak bu ürünün yönetmelik hükümleri uyarýnca apaðýdaki normlara ve norm dokümanlarıyla uygunluðunu beyan ederiz.
EU-AZONOSSÁGI NYILATKOZAT
1 Güvenlik Notları 267
1.1 Usulüne uygun kullanım 267
1.2 Elektrikli El Aletleri İçin Genel Uyar Talimat.... 267
2 Teknik veriler 269
3 Ünitenin fonksiyonu....270
3.1 Cihaz açıklamaları 270
3.1.1 Ana makine (A) 270
3.1.2 Hidrolik güç birimi (B) 270
3.2 Kullanım kılavuzu 271
3.2.1 İşletmeye alınması 271
3.2.2 Kaynak hazırlığı için alınacak önlemler 274
3.2.3 Kaynak işlemi 276
3.2.4 Kaynak işlemi Premium Mode 278
3.2.5 İşletim dışına alma 283
3.3 Genel gereklilikler 283
3.4 Kaynak parametrelerine dair önemli uyarılar 283
3.5 Parametreleri ayarlama 283
3.6 Tarih ve saat ayarlama 285
3.7 Makine yapılandırmalarını oluşturma-seçme 286
3.8 Hata mesajlari....286
4 Bakim ve onarım....288
5 Aksesuarlar....288
6 Müşteri hizmetleri....288
7 Atıklar İçin 288
Dokümantasyonda kullanılan işaretler:

Tehlike!
İnsan sağlığıyla ilgili tehlikelere karşı ikazı.

Dikkat!
Eşyaya ve çevreye zarar verebilecek durumlara karşı ikaz.

Belli davranışlar için çağrı
1.1 Usulüne uygun kullanım
ROWELD P250-630B Premium CNC yalnızca teknik verilere uygun şekilde PE, PP ve PVDF boruların kaynaklı bağlantılarının yapılması için kullanılmalıdır. Uygunsuz kullanımından kaynaklanan hasar kullanıcıya aittir.
1.2 Elektrikli El Aletleri İçin Genel Uyar Talimat

UYARI! Bu elektrikli el aletiyle birlikte gelen tüm güvenlik uyarılarını, talimatları, resim ve açıklamaları okuyun.
Aşağıda bulunan talimatlara uyulmaması elektrik çarpmalarına, yangınlara ve/veya ağır yaralanmalara neden olabilir.
BU GÜVENLİK TALİMATINI GÜVENLİ BİR YERDE İYİ BİR BİÇİMDE SAKLAYIN.
Aşağıda kullanılan "Elektrikli el aleti" kavramı ile akım şebekesine bağlı elektrikli el aletleri (bağlantı kablolu) ve batarya ile çalışan elektrikli el aletleri (bağlantı kablosuz) ifade edilmektedir.
1) Çalışma yeri güvenliği
a) Çalıştığınız yeri temiz ve düzenli tutun. İşyerindeki düzensizlik ve yetersiz aydınlatma kazalara neden olabilir.
b) Yanıcı sıvıların, gazların veya tozların bulunduğu patlama tehlikesi olan yer ve mekânlarda aletinizle çalışmayın. Elektrikli el aletleri, toz veya buharların tutuşmasına veya yanmasına neden olan kıvılcımlar çıkarırlar.
c) Elektrikli el aleti ile çalışırken çocukları ve etraftaki kişileri uzakta tutun. Dikkatiniz dağılacak olursa aletin kontrolünü kaybedebilirsiniz.
2) Elektriksel güvenlik
a) Elektrikli el aletinin bağlantı fişi prize uymalıdır. Fişi hiçbir zaman değiştirmeyin. Koruyucu topraklanmış elektrikli el aletleri ile birlikte adaptör fiş kullanmayın. Değiştirilmemiş fiş ve uygun priz elektrik çarpma tehlikesini azaltır.
b) Borular, kalorifer tesisatı, ısıtıcılar ve buzdolapları gibi topraklanmış yüzeylerle bedensel temasa gelmekten kaçının. Vücudunuz topraklandığı anda büyük bir elektrik çarpma tehlikesi ortaya çıkar.
c) Aletinizi yağmur ve nemden koruyun. Suyun elektrikli el aleti içine sızması elektrik çarpma tehlikesini artırır.
d) Elektrikli el aletini kablosundan tutarak taşımayın, kabloyu kullanarak asmayın veya kablodan çekerek fişi çıkarmayın. Kabloyu ısıdan, yağdan, keskin kenarlı cisimlerden veya aletin hareketli parçalarından uzak tutun. Hasarlı veya dolaşmış kablo elektrik çarpma tehlikesini artırır.
e) Bir elektrikli el aleti ile açık havada çalışırken mutlaka açık havada kullanılmaya uygun uzatma kablosu kullanın. Açık havada kullanılmaya uygun uzatma kablosunun kullanılması elektrik çarpma tehlikesini azaltır.
f) Elektrikli el aletinin nemli ortamlarda çalıştırılması şartsa, mutlaka arıza akımı koruma şalteri kullanın. Arıza akımı koruma şalterinin kullanımı elektrik çarpma tehlikesini azaltır.
3) Kişilerin güvenliği
a) Dikkatli olun, ne yaptığınıza dikkat edin ve elektrikli el aletinizle çalışırken makul hareket edin. Yorgunsanız, hap, ilaç veya alkol almışsanız aletinizi kullanmayın. Aleti kullanırken bir anki dikkatsizlik önemli yaralanmalara neden olabilir.
b) Daima kişisel korunma donanımları ve bir koruyucu gözlük kullanın. Elektrikli el aletinin türü ve kullanımına uygun olarak kullanacağını toz maskesi, kaymayan sağlam iş ayakkabıları, koruyucu kask veya koruyucu kulaklık gibi kişisel korunma donanımlarını kullanmanız yaralanma tehlikesini büyük ölçüde azaltır.
c) Aleti yanlışlıkla çalıştırmaktan kaçının. Akım ikmal şebekesine ve/veya aküye bağlamadan, elinize alıp taşımadan önce elektrikli el aletinin kapalı olduğundan emin olun. Elektrikli el aletini parmağınız şalter üzerinde dururken taşırsanız ve alet açıklken fişi prize sokarsanız kazalara neden olabilirsiniz.
d) Elektrikli el aletini çalıştırmadan önce ayar aletlerini veya anahtarları aletten çıkarın. Aletin dönen parçaları içinde bulunabilecek bir yardımcı alet yaralanmalara neden olabilir.
e) Çalışırken vücudunuz anormal durumda olmasın. Çalışırken duruşunuz güvenli olsun ve dengenizi her zaman koruyun. Bu sayede aleti beklenmedik durumlarda daha iyi kontrol edebilirsiniz.
f) Uygun iş giysileri giyin. Çalışırken çok bol giysiler giymeyin ve takı takmayın. Saçlarını, giysilerinizi ve eldivenlerinizi aletin hareketli parçalarından uzak tutun. Bol giysiler, takılar veya uzun saçlar aletin hareketli parçaları tarafından tutulabilir.
g) Toz emme donanımı veya toz tutma tertibatı kullanırken, bunların bağlı olduğundan ve doğru kullanıldığından emin olun. Toz emme donanımının kullanımı tozdan kaynalanabilecek tehlikeleri azaltır.
h) Aletleri sık kullanmanız sebebiyle kazandığınız alışkanlıklar, güvenlik prensiplerine uymanızı önlememelidir. Dikkatsiz bir hareket, bir anda ciddi yaralanmalara yol açabilir.
4) Elektrikli el aletleriyle dikkatli çalışmak ve aleti doğru kullanmak
a) Aleti aşırı ölçüde zorlamayın. Yaptığınız işe uygun elektrikli el aletleri kullanın. Uygun performanslı elektrikli el aleti ile, belirlenen çalışma alanında daha iyi ve güvenli çalışısınız.
b) Şalteri bozuk olan elektrikli el aletini kullanmayın. Açılıp kapanamayan bir elektrikli el aleti tehlikelidir ve onarılmalıdır.
c) Alette bir ayarlama işlemine başlamadan, herhangi bir aksesuarı değiştirirken veya aleti elinizden bırakırken fişi prizden çekin veya aküyü çıkarın. Bu önlem, elektrikli el aletinin yanlışlıkla çalışmasını önler.
d) Kullanım dışı duran elektrikli el aletlerini çocukların ulaşamayacağı bir yerde saklayın. Aleti kullanmayı bilmeyen veya bu kullanım kılavuzunu okumayan kişilerin aletle çalışmasına izin vermeyin. Deneyimsiz kişiler tarafından kullanıldığında elektrikli el aletleri tehlikelidir.
e) Elektrikli el aletinizin ve aksesuarlarınızın bakımını özenle yapın. Elektrikli el aletinizin kusursuz olarak çalışmasını engelleyebilecek bir durumun olup olmadığını, hareketli parçaların kusursuz olarak işlev görüp görmediklerini ve sıkışıp sıkışmadıklarını, parçaların hasarlı olup olmadığını kontrol edin. Aleti kullanmaya başlamadan önce hasarlı parçaları onartın. Birçok iş kazası elektrikli el aletlerine yeterli bakım yapılmamasından kaynaklanır.
f) Kesici uçları daima keskin ve temiz tutun. Özenle bakımı yapılmış keskin kenarlı kesme uçlarının malzeme içinde sıkışma tehlikesi daha azdır ve daha rahat kullanım olanağı sağlarlar.
g) Elektrikli el aletini, aksesuarı, uçları ve benzerlerini, bu özel tip alet için öngörülen talimata göre kullanın. Bu sırada çalışma koşullarını ve yaptığınız işi dikkate alın. Elektrikli el aletlerinin kendileri için öngörülen alanın dışında kullanılması tehlikeli durumlara neden olabilir.
h) Tutamak ve kavrama yüzeylerini kuru, yağsız ve temiz tutun. Kaygan tutamak ve kavrama yüzeyleri, aletin beklenmeyen durumlarda güvenli şekilde tutulmasını ve kontrol edilmesini engeller.
5) Servis
a) Elektrikli el aletinizi sadece yetkili personele ve orijinal yedek parça kullanma koşulu ile onartın. Bu sayede aletin güvenliğini sürekli hale getirirsiniz.
2 Teknik veriler
P250B P355B P500B P630B
Ana makine CNC SA/VA:
Boru kaynak alanı ∅ (mm)....90-250 .... 90-355.... 200-500 .... 315-630
Boru kaynak kapasitesi....SDR sıraları için bakınız kaynak masaları kitapçık + note aza. basınç hidrolik güç birimi
Aza. silindir stroku (mm) 150 150 200 200
Toplam silindir yüzeyleri (cm²)....6,26....6,26....14,13....14,13
Ana ebatlar:
Uzunluk (mm)....810....795....1300....1300
Genişlik (mm) 485 600 900 1060
Yükseklik (mm)....415 .... 535.... 800 .... 920
maks. Ağırlık * (SA kg)....59,0 .... 80,2.... 238,5 .... 323,4
maks. Ağırlık * (VA kg)......61,3 ...... 83,8
* dahil redüksiyon yaylı parçaları küçük tüp çapı için
Freze mekanizması:
Elektrik bağlantısı .....230 V .....230 V ..... 400 V, 3\~ ..... 400 V, 3\~
50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
Giriş gücü/ Çıkış gücü (W)....750/470 ....1050/650 ..... 1210/750 ..... 1770/110
Motor devri (dak ^-1 )....660....726....140....140
Rölanti devri freze bicağı (dak ^-1 )....85....66....31....24
Ses basınç düzeyi dB(A) LpA | KpA....82 | 3....83 | 3 ....48 | 3....52 | 3
Ses gücü (akustik) düzeyi dB(A) L WA | K WA .....93 | 3.....94 | 3 .....59 | 3.....63 | 3
Ağırlık (kg) 15 22,4 68 123
Isitici CNC SA/VA:
Elektrik bağlantısı .....230 V .....230 V ..... 400 V ..... 400 V
50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
1500 W 2500 W 4000 W 8000 W
Isitici çapı (mm)....300....380....540....660
Ağırlık (SA/VA kg)....5,5/13....9,1....32....49
Saklama kutusu CNC SA/VA:
Ağırlık (SA/VA kg)....8,2/7,6....9,6....55....70
P250B, P355B P500B, P630B
Hidrolik güç birimi:
Elektrik bağlantısı .....230 V – 50 Hz - 4,17 A.....400 V - 50/60 Hz - 2,75 A
230 V - 60 Hz - 4,17 A
Giriş gücü/ Çıkış gücü (W)......880/550 ......1905/1100
Pompa kapasitesi (l/dak) 2,2/2,6 4,5/5,4
Yağ tankı kapasitesi (I) 1,1 3,8
aza. basınç (bar)....135....135
Hidrolik yağı ....HLP – 46 (no.: 53649)
Ebatlar (UxGxY, mm)....540 x 310 x 433....540 x 310 x 433
Ses basınç düzeyi dB(A) LpA | KpA....62 | 3 ....68 | 3
Ses gücü (akustik) düzeyi dB(A) LWA | KWA.....73 | 3.....79 | 3
Ağırlık (kg) 33,7 38,2
P250B P355B P500B P630B
Sistemin tamamı:
Toplam bağlanmış elektrik yükü (kW)....3,2....4,3....7,2....11,7
Taşıma kutusunun ebatları:
Uzunluk (mm) 1200 1200 2240 2240
Genişlik (mm)....800....800....1300....1300
Yükseklik (mm) 900 900 1500 1500
Çalışma esnasında gürültü düzeyi, 85 dB'yi (A) aşabilir. Kulaklık takınız!
3 Ünitenin fonksiyonu
3.1 Cihaz açıklamaları
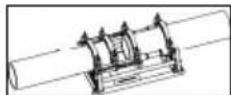
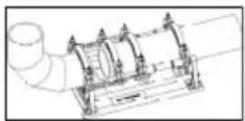
ROWELD P250-630B Premium CNC, DVS yönetmeliğine göre kaynak parametrelerinin tam olarak kontrolü, bunlara uyulması ve saklanması için CNC modülüne, özellikle şantiyelerde - ve burada özellikle boru çukurlarında - kullanılmak üzere tasarlanmış USB bağlantısı üzerinden protokol aktarımına sahip, kompakt, taşınır ısıtma elemanlı küt kaynak makineleridir. Tabii ki makinenin atölye alanında da kullanılması mümkündür.
Kaynak yapılabilir Boru - Boru, aynı zamanda Boru - Boru dirseği, Boru - T - parçası ve Boru - kaynak boynu.
Makineler esas olarak aşağıdaki kilerden oluşur:
Ana makine, redüksiyon yaylı parçaları, CNC modülü bulunan hidrolik güç birimi, freze mekanizması, ısıtıcı, saklama kutusu.
| 1 | Hareketli yaylı elemanlar | 3 | Sabitleme delikli ara parçası |
| 2 | Kaydırılabilir yaylı eleman | 4 | Isıtıcı aspiratörü |
3.1.2 Hidrolik güç birimi (B)
| 1 | Otomatik düğmesi | 12 | Timer düğmesi (süre) |
| 2 | Basınç göstergesi | 13 | Freze mekanizması prizi |
| 3 | Basıncı serbest bırakma düğmesi | 14 | Çabuk bağlantı bileziği |
| 4 | Döner düğme | 15 | Çabuk bağlantı kelepçesi |
| 5 | Frezeleme düğmesi | 16 | Isıtıcı prizi |
| 6 | Açma-kapama düğmesi | 17 | Fiş |
| 7 | Isıtma düğmesi | 18 | Acil kapama |
| 8 | Makineyi "aralama" | 19 | Dokunmatik PC |
| 9 | Sıcaklık ve zaman göstergesi | 20 | Ölçme çubuklu yağ doldurma ağzı |
| 10 | Onay düğmesi | 21 | USB bağlantısı |
| 11 | Makineyi "kapama" | 22 | Soket düzeneği ana makine |
Hidrolik güç birimi kaynak makinesinin aşağıdaki sembollerle gösterilen işlevlerine imkan sağlar:

Hidrolik güç birimi açma ve kapama düğmesi

„Isıtma“ düğmesine basarak ısıtıcıyı çalıştırma. „Isıtma“ düğmesine basarak ve döner düzme çevrilerek istenen sıcaklığın ayarlanması, değer sıcaklık göstergesinde gösterilir ardından yeniden anlık değer gösterilir

Döner düğmeyle frezeleme, hizalama, ısıtma ve ekleme basıncını ayarlama, değer „basınç“ göstergesinde gösterilir. Ayar yapıldıktan 3 saniye sonra anlık değer gösterilir. Çevirmeli düğmeye basılmasıyla servis parametreleri gösterilir ve ayarlanır

Yaylı elemanların birleştirilmesi için onay düğmesi ve makineyi „kapama“ düğmesine basma
| Basıncı serbest bırakma düğmesi | |
| Yaylı elemanların birleştirilmesi için onay düğmesi ve makineyi „aralama“ düğmesine basın | |
| Freze mekanizmasının fişini açmak için onay düğmesi ve frezeleme düğmesine basın, basınç otomatik olarak 10 bar olarak ayarlanır ve döner düğme ile azami 20 bara yük- seltilebilir. (özel kullanımlarda örn. eğimli yerlerde P004 değiştirilerek azami 50bara kadar ayarlanabilir) | |
| Timer düğmesine bir kez basıldığında açılır. Düğmeye basılarak ve döner düğme çevri- lerek t1 zamanı saniye cinsinden ayarlanabilir. Düğmeye uzun basıldığında t4'e geçiş yapılır. Düğmeye basılarak ve döner düğme çevrilerek t1 zamanı dakika cinsinden ayarlanabilir. Zamanlayıcı göstergesi t1 veya t2 yandığında, zamanlayıcı tuşuna kısa basılarak zamanlayıcı manuel olarak başlatılır | |
| Otomatik tuşuna basılarak, ısınma (zamanlayıcı t1 aktif) ve birleştirme işlemi (zamanla- yıcı t4 aktif) sırasında, ayarlanmış basınç denetlenir ve gerekirse ayarlanır | |
| Servis parametrelerini onaylamak için onay tuşu |
3.2 Kullanım kılavuzu
Kaynak makineleri -10°C ile +40°C arasındaki ortam sıcaklıklarında çalışmaya uygundur.
Sabit 230 V 50/60 Hz ve 400 V 50/60 Hz güç kaynağı için uygundurlar. Bir güç jeneratörü kullanılıyorsa, kaynakçı gerekli gücü jeneratörün üreticisiyle netleştirmelidir.

Kaynak makinesi yalnızca yetkili ve DVS 2212 1. Kısım gereği yeterli kalifikasyona sahip uzman kişiler tarafından kullanılabilir!
3.2.1 İşletmeye alınması
|  | Lütfen alın kaynağı makinesini işletme almadan önce işletim kılavuzu ve güvenlik uyarılarını dikkatlice okuyun! |
|  | Isıtıcı, patlama tehlikesi olan ortamlarda kullanılmamalı ve kolay tutuşan maddelerle temas etmemelidir! |
|  | Makineyle aranızda güvenli bir mesafeyi koruyun, makinenin içine girmeyin veya uzanmayın. Diğer kişileri çalışma alanından uzak tutun! |
|  | İşletime almadan önce her seferinde hidrolik güç biriminin yağ seviyesini kontrol edin; yağ seviyesi ölçme çubuklu (20) yağ doldurma ağzındaki min. maks. işaretleri arasında olmalıdır, gerekiyorsa HLP 46 hidrolik yağı ekleyin! |
|  | Hidrolik güç birimini yalnızca yatay konumda taşıyın ve yerleştirin, eğik konumda ölçme çubuklu doldurma ve boşaltma ağzından yağ akar! |
|  | Tehlike halinde acil kapama şalterine (18) basın. İşletime almadan önce her seferinde acil kapama şalterinin kilitli olmadığından emin olun! |
→ Ana makineye ait hidrolik hortumlarını çabuk bağlantı yardımıyla (14,15) hidrolik güç birimine bağlayın.

Çabuk bağlantıları kirlenmeye karşı koruyun. Sızdırmaz olmayan bağlantılar derhal değiştirilmelidir!
→ Freze düzeneği fişini prize (13), ısıtma elemanı fişini soket düzeneğine (16) ve ana makine fişini soket düzeneğine (22) bağlayın.
→ Hidrolik güç birimi fişini (17) tanıtım etiketinde belirtildiği gibi elektrik şebekesine bağlayın. Başlangıç ekranı görünmezse acil kapama şalterinin kilidini çözüm, bir sinyal sesi duyulur ve ekranda (2) bir nokta yanar.
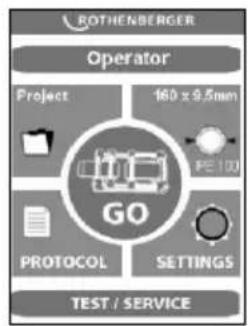
İlk kez işletme alırken tarih ve saat kontrol edilmelidir. Bunun için GO düğmesine basın.
(değiştirmek için bakınız 3.6) . Menüyü kapamak için EXIT düğmesine basın.


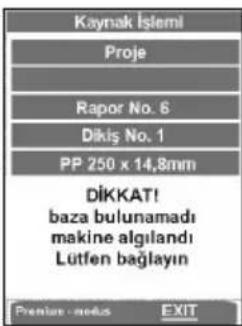
GO tuşuna basılırsa ve makine bağlı değilse, aşağıdaki mesaj görünür:
„Dikkat! Ana makine tanınmadı. Lütfen bağlayın“
Bağlantı sonrasında hata mesajı görünmeye devam ediyorsa, o zaman bağlantı bozuktur, ancak premium modunda kaynak yapma ve protokolleme olanağı bulunur (bkz. 3.2.4).
→ İlk kez işletme alırken dil ayarlanmalıdır, fabrika ayarı olarak Almanca ayarlanmıştır. Değiştirmek için Settings düğmesine basın ve OK ile Setting 2'ye geçin.

Yön tuşlarıyla istediğiniz dili seçin ve OK ile onaylayın. Seçilen dil ilk kaynak işleminden sonra kaydedilir.
Ekranı standby moduna almak mümkündür, hidrolik (6) düğmesiyle kapatıldığında ekran koru-yucu devreye girer.
→ Hidrolik güç birimini açın (Taste (6) düğmesine basın).
Açıldıktan sonra ısıtıcı ısınır.
Göstergede (9) o anki sıcaklık gösterilir. Göstergede bir nokta yanıyorsa ayarlama devrededir. Ayarlanan sıcaklığa ulaşıldığında her iki LED de (actual & set) yanar. 10 dakika daha geçtikten sonra ısıtıcı kullanıma hazırldır. Bir sıcaklık ölçme cihazıyla sıcaklığı kontrol edin.
Isitıcının sıcaklığını ayarlamak için bakınız 3.5.

Yanma tehlikesi! Isıtıcı 300° C'ye kadar sıcaklıklara ulaşabilir ve kullanıldıktan sonra derhal kendi saklama kutusuna geri konmalıdır!
Düğmeye (7) uzun basılarak ısıtıcı kapatılabilir, ekrandaki (9) nokta söner, yeniden basıldığında ısıtıcı tekrar açılır.

ROWELD P500-630B hidrolik: Dönüş yönlerini kontrol edin! Makineler fabrikada sağa dönecek şekilde bağlanmaktadır. Hidrolik güç birimiyle ana makine açılabilir veya birleştirilebilir, hiçbir hareket olmuyorsa uygun aleti kullanarak fişteki faz değiştiriciyi ayarlayın!

Uyarı: Dönüş yönünün yanlış olması halinde hidroliği ayarlamayın (parçalanma tehlikesi)!
→ „Operatör“ kaynakçı adı girin veya seçin.

Giriş ekranlarıyla kayıtlı kaynakçılar seçilebilir, yeni kaynakçı isimleri girilebilir veya mevcut kaynakçı isimleri DEL ile silinebilir ve yeniden girilebilir. Tüm giriş ekranları ENTER veya OK düğmesiyle onaylanır ve kaydedilir, bir sonraki program adımı çağrılır. EXIT düğmesiyle değişiklikler kaydedilmeden giriş ekranı kapatılır.
→ Proje oluşturma veya seçme.
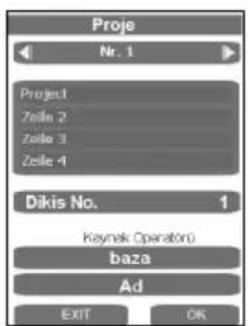

Giriş ekranlarıyla kayıtlı projeler seçilebilir, yeni proje isimleri girilebilir. ENTER düğmesiyle kapanır ve kaydedilir.
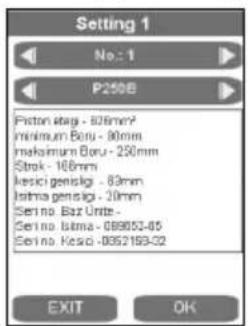
→ Boru seçme.

→ Yön tuşlarıyla istediğiniz boruyu seçin ve OK ile onaylayın.


Boru parametrelerinin bu son genel görünümünde boru verileri DVS yönergesine uygun olarak gösterilir OK'e basıldığında kaynak parçaları ve yerleştirme türleri penceresi gösterilir.


İlgili gösterge alanına basılarak standarttan farklı değişiklikler yapılabilir ve ENTER ile kaydedilir. Standart başlığında isim değişir, bu isim daha sonra rapor bilgisayarda yazdırılmadan önce açıklama alanına girilebilir. Boru verileri OK ile onaylandıktan sonra ve kaydedildikten sonra ana menü ekrana gelir.
P500-630B 'de: Freze mekanizmasını ve ıstıcıyı kaldırmak için 53410 (P500B) veya 53323 (P630B) ürün numaraları kaldırma düzeneğini ya da uygun bir alet kullanın.
3.2.2 Kaynak hazırlığı için alınacak önlemler
→ Makinenin kaynak yapılacak aza. çapından daha küçük olan borularda altı köşeli gömme başlı vidalarla çalışma yapılacak boru çapına ait redüksiyon sıkma parçaları monte edilmelidir.
ROWELD P250-355B: her biri 6 adet geniş sıkma yüzeyli ve 2 adet dar sıkma yüzeyli yarı kovandan oluşur.
ROWELD P500-630B: 450mm çapa kadar her biri 6 adet geniş sıkma yüzeyli ve 2 adet dar sıkma yüzeyli yarı kovandan, 500mm ve daha büyük çapa kadar 8 adet geniş sıkma yüzeyli yarı kovandan oluşur.
Burada dar sıkma yüzeyli yarı kovanların alttaki dış ana yaylı elemanlara takılması gerektiğini dikkat edilmelidir. Yalnızca boru / boru dirseği bağlantısı yapılırken bunlar soldaki ana yaylı elemanın altına ve üstüne takılır.
→ Kaynak yapılacak plastik boruları veya boru bağlantı parçalarını sıkıştırma düzeneğine koyun (2,5m üzerinde uzun borularda makara yatağı kullanılmalıdır) ve üstteki sıkıştırma aletlerindeki pirinç somunları sıkın. Borulardaki yamukluklar pirinç somunlar sıkılarak veya gevşetilerek düzeltilebilir.
→ Boru / boru bağlantısında her iki sol yaylı elemandaki ara parçalarının geçirilmesi gerekir (teslim edildiği hal).

Dikkat: Ara parçaları asla çapraz olarak yanlış yere monte edilmemelidir!
Borular iki yaylı eleman tarafından tutulur.
P250-355B: Boru / ekleme parçası bağlantılarında orta yaylı elemanlardaki ara parçalarının geçirilmiş olması ve ısıtıcı aspiratörünün sol yaylı elemanlara asılmış olması gerekir. Bazı ekleme parçalarıyla çalışılırken örn. yatay dirsek, kaynak boynu gibi belirli konumlarda ısıtıcı aspiratörünü çıkarmak gerekir.
→ P500-630B: Boru / ekleme parçası bağlantılarında ara parçalarının tarafından değiştirilmesi ve orta yaylı elemana geçirilmesi gerekir.

Dikkat: Ara parçaları asla çapraz olarak yanlış yere monte edilmemelidir!
→ Boru üç yaylı elemana yerleştirilir ve ekleme parçası bir yaylı eleman tarafından tutulur. Burada kaydırılabilir yaylı elemanlar sıkma ve kaynak yapma sırasındaki yer durumlarının ihtiyacına göre çubuk üzerinde kaydırılabilir.
→ GO ile kaynak işlemini başlatın.
Bu son genel görünümde ilgili alt öğeye tıklayarak son değişiklikleri yapabilir ve GO ile onaylayabilirsiniz.
CNC işletiminde kumanda Touch PC üzerinden yapılır. Touch-PC'nin çevirmeli açma kapatma düğmesi (6) dışındaki tüm fonksiyonlar bloke edilmiştir.
Kaynak işlemi açma kapatma düğmesi veya EXIT ile iptal edilebilir, bu durumda tuş kilidi kalkar ve ekranda ilgili mesaj görünür.
Ok tuşlarıyla makine çalışır.
EXIT ile değişiklikleri kaydetmeden ana menüye döner.
→ Elektrikli freze mekanizması, kaynak yapılacak parçaların arasına yerleştirilmelidir.
→ P250-355B: Freze motorunu çalıştırın ve şalteri kilitleyin.

P500-630B: Dönüş yönlerini kontrol edin! Makineler fabrikada sağa dönecek şekilde bağlanmaktadır!
→ Metin alanına basarak freze düzeneğini çalıştırın. Rende bıçakları kesme yönünde hareket etmelidir, aksi taktirde uygun aleti kullanarak fişteki faz değiştiriciyi ayarlayın.

Yaralanma tehlikesi! Freze mekanizması çalışırken makineyle aranızda güvenli bir mesafe bırakın ve dönen biçaklara uzanmayın. Frezeyi yalnızca takılıyken (çalışma konumu) kullanın ve ardından kendisi için öngörülen saklama kutusuna geri koyun. Makine dışında kazayla çalışmasını engellemek için freze mekanizmasının güvenlik şalterinin her zaman çalışır durumda olması gerekir!
→ Germe elemanları otomatik olarak yaklaşır. Freze basıncı çevirmeli düğmeyle (4) yükseltilebilir. Standart olarak 20bara kadar kullanılabilir, freze basıncı 50bara kadar artırılabilir, bakınız başlık 3.5.

Çok yüksek freze basıncı, freze tahrikinin aşırı ısınmasına ve hasar görmesine neden olabilir. Freze tahrikine aşırı yüklenilmesi veya durması halinde makineyi aralayın ve basıncı azaltın (bkz. başlık 3.5)!
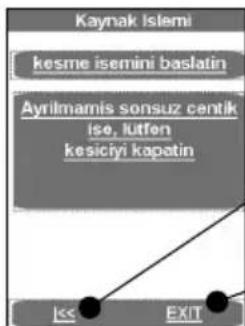
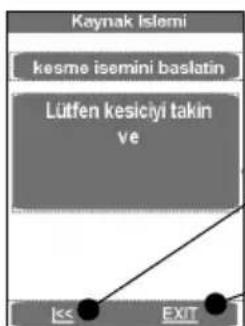
Talaşın <= 0,2mm talaş kalınlığıyla kesintisiz olarak frezeleyiciden dışarı çıkmasından sonra metin alanına basın, freze düzeneği kapatılır ve germe elemanları açılır.
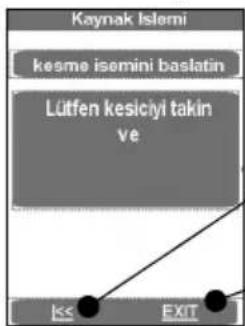
Yön tuşlarına basıldığında program "Lütfen kesiciyi takın..." me- nüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye döner
→ Rende bıçakları durana kadar bekleyin. Freze mekanizmasını ana makineden alın ve saklama kutusuna koyun.

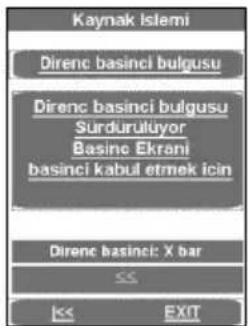
→ Metin alanına basın, iş parçaları birbirine yaklaşık ve çekme basıncı ölçülür.
Ölçülen çekme basıncı otomatik olarak ayarlama, ısıtma ve ekleme basıncıyla toplanır.

Makineyle aranızda güvenli bir mesafeyi koruyun, makinenin içine girmeyin veya uzanmayın. Diğer kişileri çalışma alanından uzak tutun!
Yön tuşlarına basıldığında program "Direnç basıncı bulgusu" menüsüne geri döner
Yön tuşlarına basıldığında program "Lütfen kesiciyi takın..." menüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye döner
→ Boruların gergi elemanlarına sıkıca oturmasını, kaynak yüzeylerinin düz, paralel ve eksenel çalışmasını kontrol edin.
Eğer değilse freze işleminin tekrarlanması gerekir. Parçalar arasındaki eksenel kayma (DVS'ye göre) duvar kalınlığının %10'undan fazla ve düzlem yüzeyleri arasındaki aza. Boşluk:
≤ 355mm = 0,5mm, 400...< 630mm = 1,0mm, 630...< 800mm = 1,3mm den büyük olamaz.
Temiz bir aletle (örn. fırça) borudaki olası mevcut talaşlar temizlenmelidir.

Lütfen dikkat! Frezelenmiş, kaynak için hazırlanmış yüzeylere ellerle dokunulamaz ve herhangi bir kirlenme olamaz!
3.2.3 Kaynak işlemi

Sıkışma tehlikesi! Sıkma aletleri ve borular birleştirilirken makineyle aranızda güvenli bir mesafe koruyun. Asla makineye girmeyin!
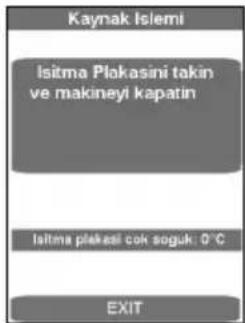
Ekranda ısıtma levhasının sıcaklığı gösterilir.
Sıcaklık çok düşük olduğunda gösterge çubuğu mavi, çok yüksek olduğunda kırmızı ve nominal aralıkta olduğunda yeşil yanar.
Makine sadece yeşil hedef alanda kapatılabilir.
→ Isitici ürün SA: Isıtma elemanını parçalar arasında ana makineye yerleştirin ve ısıtma levhasının yataklarının aspiratörün deliklerinde oturduğundan emin olun.
→ Isıtıcı ürün VA: Isıtma elemanını ana makinedeki iki yuvaya yerleştirin ve ısıtma plakasını borular arasında döndürün.
→ Metin alanına basarak makineyi birbirine sürün, yaklaşma basıncı otomatik olarak ayarlanır ve tutulur.
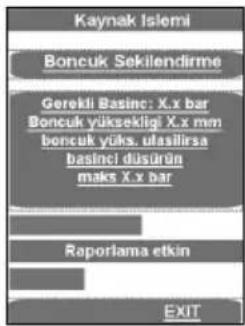
Şimdi tüm kaynak parametreleri kaydedilir, raporlama etkinleştirilir.
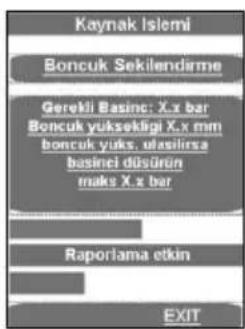
Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sari) tolerans alanında veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Gerçek basınç göstergede (2) gösterilir.
Her iki borunun komple çevresinde gerekli kenar yüksekliğine ulaşıldığında, basınç otomatik olarak boşaltılır ve ısınma işlemi başlar.

→ Parçalar, ıstıcıda dengeli ve neredeyse basınçsız bir şekilde duracak şekilde basıncı ayarlayın.
Isınma süresinin sona ermesinden kısa süre önce bir sinyal duyulur.
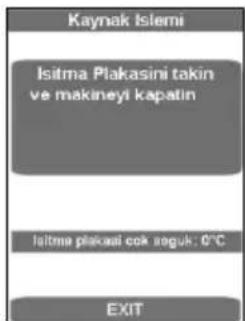
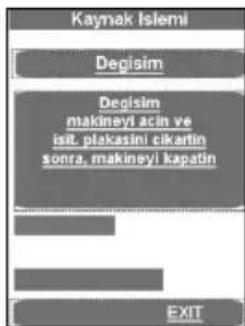
→ Isınma süresi sona erdikten sonra iş parçaları otomatik olarak birbirinden ayrılır, ısıtma elemanı SA çıkartılmalıdır veya ısıtma elemanı VA otomatik olarak dışarı döndürülür ve iş parçası uçları birbirine yaklaşır.
Basınç doğrusal olarak uygun ekleme basıncına yükseltilir.

Ekleme basıncına ulaşıldığında program otomatik olarak ekleme işlemine geçer ve timer t4 başlar.

Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sari) tolerans alanında veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Alttaki geçen zamanı gösterir. Gerçek basınç (2) göstergesinde ve ekleme süresi t4 (9) göstergesinde gösterilir.
Basınç otomatik olarak denetlenir ve ardıl ayarlanır. Sık sık yeniden pompalama yapıliyorsa (yüksek basınç kaybı) hidrolik sistemini kontrol ettirin.
→ Isiticiyi saklama kutusuna geri koyun
→ Soğuma süresi sona erdikten sonra kaynak işlemi sonlandırılır, kaydedilir, bir sinyal duyulur ve basınç otomatik olarak tahliye edilir.
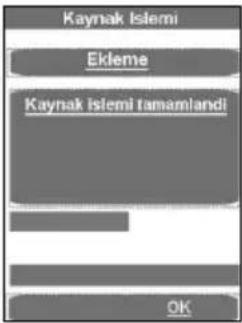
→ Kaynak menüsünü OK ile sonlandırın.
→ Basıncı (3) tuşuyla tamamen tahliye edin.
→ Kaynak yapılan parçaları gevşetin ve çıkarın.
→ Ana makineyi ayırın. Makine sonraki kaynak döngüsü için hazırldır.
Raporların aktarımı:
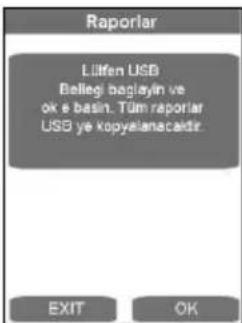
Raporlar menü ögesinde bu raporlar bir USB bellek takılı olduğunda OK ile kaydedilebilir. Ardından pencere otomatik olarak kapanır.
Bu protokol dosyası ROTHENBERGER Dataline 2 yazılımı ve bir bilgisayar ile işlenmelidir. Kaynak parametrelerinin tamamı ekteki kaynak tablolarında bulunabilir.
3.2.4 Kaynak işlemi Premium Mode
→ Premium mod tuşuna basın.

→ Tuşu girin ve Enter tuşuyla onaylayın. Ortam sıcaklığı doğru girilmemişse, şu görünür:

Ok tuşlarıyla makine çalışır.
EXIT ile değişiklikleri kaydetmeden ana menüye döner.
→ Elektrikli freze mekanizması, kaynak yapılacak parçaların arasına yerleştirilmelidir.
→ P250-355B: Freze motorunu çalıştırın ve şalteri kilitleyin.

P500-630B: Dönüş yönlerini kontrol edin! Makineler fabrikada sağa dönecek şekilde bağlanmaktadır!
→ Freze mekanizmasını açın, hidrolik güç birimindeki düğmelere (10) ve (5) basın. Rende bıçakları kesme yönünde hareket etmelidir, aksi taktirde uygun aleti kullanarak fişteki faz değiştiriciyi ayarlayın.

Yaralanma tehlikesi! Freze mekanizması çalışırken makineyle aranızda güvenli bir mesafe bırakın ve dönen bıçaklara uzanmayın. Frezeyi yalnızca takılıyken (çalışma konumu) kullanın ve ardından kendisi için öngörülen saklama kutusuna geri koyun. Makine dışında kazayla çalışmasını engellemek için freze mekanizmasının güvenlik şalterinin her zaman çalışır durumda olması gerekir!
→ Yaylı elemanları birleştirme (düğme 10 + 11'e basın). Döner düğme ile(4) freze basıncını ayarlayın. Standart olarak 20bara kadar kullanılabilir, freze basıncı 40bara kadar artırılabilir, bakınız başlık 3.5.

Çok yüksek freze basıncı, freze tahrikinin aşırı ısınmasına ve hasar görmesine neden olabilir. Freze tahrikine aşırı yüklenilmesi veya durması halinde makineyi aralayın ve basıncı azaltın (bkz. başlık 3.5)!
→ Frezeden kalınlığı <= 0,2mm olan kesintisiz talaş çıkmaya başlayınca frezeleme düğmesine (5) basın ve yaylı elemanları aralayın (düğmeler 10 + 8'e basın).
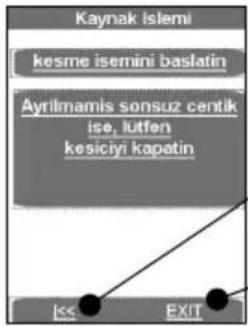
Yön tuşlarına basıldığında program "Lütfen kesiciyi takın..." menüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye döner
→ Rende bıçakları durana kadar bekleyin. Freze mekanizmasını ana makineden alın ve saklama kutusuna koyun.

→ Düşük basınçla parçaları birleştirin (düğme 10 + 11'e basın) ve döner düğme (4) ile çekme basıncını ayarlayın.
→ Makine düşük hızda hareket ediyorsa ekrana basın. Ölçülen çekme basıncı otomatik olarak ayarlama, ısıtma ve ekleme basıncıyla toplanır.
→ Yaylı elemanları birleştirin, boruya uygun basıncı ayarlayın ve parçaların sıkıştırma aletlerinde yerinde oturup oturmadığını kontrol edin.

Makineyle aranızda güvenli bir mesafeyi koruyun, makinenin içine girmeyin veya uzanmayın. Diğer kişileri çalışma alanından uzak tutun!
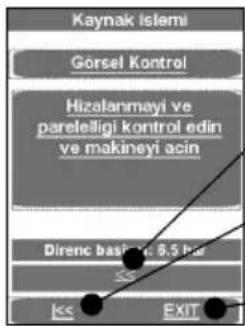
flowchart
graph TD
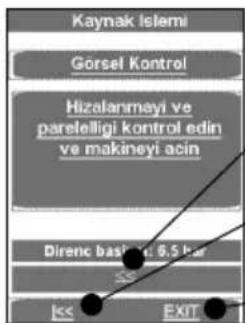
A["Kaynak Islemi"] --> B["Gorsel Kontrol"]
B --> C["Hizalanmayı ve parelelligi kontrol edin ve makineyi acin"]
C --> D["Direnc bası 6.5 ksec"]
D --> E["EXIT"]
Yön tuşlarına basıldığında program "Direnç basıncı bulgusu" menüsüne geri döner
Yön tuşlarına basıldığında program "Lütfen kesiciyi takın..." me- nüsüne
EXIT ile değişiklikleri kaydetmeden ana menüye döner
→ Düzlemsel, paralel ve eksenel kaynak yüzeylerinin doğru hizada olup olmadığını kontrol edin.
Eğer değilse freze işleminin tekrarlanması gerekir. Parçalar arasındaki eksenel kayma (DVS'ye göre) duvar kalınlığının %10'undan fazla ve düzlem yüzeyleri arasındaki aza. boşluk :
≤ 355mm = 0,5mm, 400...< 630mm = 1,0mm, 630...< 800mm = 1,3mm den büyük olamaz.
Temiz bir aletle (örn. fırça) borudaki olası mevcut talaşlar temizlenmelidir.

Lütfen dikkat! Frezelenmiş, kaynak için hazırlanmış yüzeylere ellerle dokunulamaz ve herhangi bir kirlenme olamaz!
Kaynak işlemi:

Sıkışma tehlikesi! Sıkma aletleri ve borular birleştirilirken makineyle aranızda güvenli bir mesafe koruyun. Asla makineye girmeyin!
Ekranda ısıtma levhasının sıcaklığı gösterilir.
Sıcaklık çok düşük olduğunda gösterge çubuğu mavi, çok yüksek olduğunda kırmızı ve nominal aralıkta olduğunda yeşil yanar.
→ Isıtma elemanını parçalar arasında ana makineye yerleştirin ve ısıtma levhasının yataklarının aspiratörün deliklerinde oturduğundan emin olun.
→ Makineyi birleştirin, hizalama basıncı otomatik olarak ayarlanır ve basıncı koruyun. Şimdi tüm kaynak parametreleri kaydedilir, raporlama etkinleştirilir.
Eğer kaynak işlemi EXIT ile iptal edilirse, „Kullanıcı tarafından iptal“ mesajı görünür, basınç tahliye edilir ve kaynak parametreleri kaydedilir. Mesajı OK ile teyit edin, program ana menüye geçecektir.
Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sari) tolerans alanında veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Gerçek basınç göstergede (2) gösterilir.
→ Her iki borunun komple çevresinde gerekli boğum yüksekliğine ulaşılır ulaşılmaz, basıncı o-tomatik tuşuyla (1) tahliye edin. Isınma süresi t1 çalışmaya başlar.

→ Parçalar, ısıtıcıda dengeli ve neredeyse basınçsız bir şekilde duracak şekilde basıncı ayarlayın. Isınma süresinin sona ermesinden kısa süre önce bir sinyal duyulur.
→ Isınma süresinin sona ermesinin ardından parçaları yeniden ayırın, ısıticıyı çıkarın ve parçaların uçlarını birleştirin.

İş parçası uçlarına temas etmeden hemen önce (yakl. 1 cm), tuşları bırakarak çarpışmayı durdurun ve sonra hemen tekrar basın. Basınç doğrusal olarak uygun ekleme basıncına yükseltilir.

Ekleme basıncına ulaşıldığında program otomatik olarak ekleme işlemine geçer ve timer t4 başlar.

Üst hareketli sütun basıncın doğru bölgede (yeşil) veya geçerli (sari) tolerans alanında veya tolerans bölgesinin dışında (kırmızı) olup olmadığını gösterir. Alttaki geçen zamanı gösterir. Gerçek basınç (2) göstergesinde ve ekleme süresi t4 (9) göstergesinde gösterilir.

Dikkat: Ekleme basıncına ulaşılana kadar onay (10) ve makineyi kapa (11) düğmelerini basılı tutun, ardından hidrolik kapanır ve düğmeler bırakılabilir!
→ Basınç izlenir ve otomatik olarak yeniden ayarlanır. Sık sık yeniden pompalama yapıliyorsa (yüksek basınç kaybı) hidrolik sistemini kontrol ettirin.
→ Isiticiyi saklama kutusuna geri koyun
→ Soğuma süresi sona erdikten sonra kaynak işlemi sonlandırılır, kaydedilir, bir sinyal duyulur ve basınç otomatik olarak tahliye edilir.

→ Kaynak menüsünü OK ile sonlandırın.
→ Basıncı (3) tuşuyla tamamen tahliye edin.
→ Kaynak yapılan parçaları gevşetin ve çıkarın.
→ Ana makineyi ayırın. Makine sonraki kaynak döngüsü için hazırldır.
Raporların aktarımı:
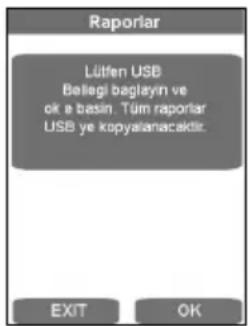
Raporlar menü ögesinde bu raporlar bir USB bellek takılı olduğunda OK ile kaydedilebilir. Ardından pencere otomatik olarak kapanır.
Bu protokol dosyası ROTHENBERGER Dataline 2 yazılımı ve bir bilgisayar ile işlenmelidir. Kaynak parametrelerinin tamamı ekteki kaynak tablolarında bulunabilir.
3.2.5 İşletim dışına alma
→ Hidrolik güç birimini (6) düğmesi ile kapatın.

Isıtıcıyı soğumaya bırakın veya değen hiçbir maddenin yanmayacağı şekilde kaldırın!
→ Freze mekanizması, ısıtıcı ve hidrolik güç birimi fişlerini prizlerden çıkarın ve kabloları toplayın.

Hidrolik güç birimini yalnızca yatay konumda taşıyın ve yerleştirin, eğik konumda ölçme çubuklu doldurma ve boşaltma ağzından yağ akar!
→ Hidrolik hortumlarını çıkarın ve toplayın.

Dikkat! Bağlantıları kirlenmeye karşı koruyun!
3.3 Genel gereklilikler
Hava koşulları ve çevresel etkiler kaynağı büyük ölçüde etkilediğinden DVS yönergesi 2207 kısım 1, 11 ve 15'te belirtilen kurallara mutlaka uyulmalıdır. Almanya dışında ilgili ulusal yönet-melikler geçerlidir.
Kaynak çalışmaları sürekli ve özenle denetlenmelidir!
3.4 Kaynak parametrelerine dair önemli uyarılar
Sıcaklık, basınç ve süre gibi tüm önemli kaynak parametreleri DVS yönergeleri 2207 kısım 1, 11 ve 15'te bulunabilir. Almanya dışında ilgili ulusal yönetmelikler geçerlidir.
İletişim: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
E-posta: media@dvs-hg.de internet: www.dvs-media.info
Münferit durumlarda mutlaka boru üreticisinin malzemeye özel çalışma parametreleri alınmalıdır.
Ekteki kaynak tablosundaki parametreler ROTHENBERGER firmasının sorumluluk kabul etmediği kılavuz değerlerdir!
Kaynak tablolarındaki hizalama ve ekleme basıncı değerleri aşağıdaki formüle göre hesaplanmıştır:
Kaynak basıncı P [bar] = kaynak yüzeyi A [mm^2] x kaynak faktörü KF [N/mm^2]
silindir yüzeyi As [cm^2] × 10
Kaynak faktörü (KF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
3.5 Parametreleri ayarlama
„Kaynakçı“ yetkisiyle parametreleri ayarlama:
→ Döner düğmeye (4) üstteki göstergede (2) P001 yanıp sönmeye başlayana kadar uzun (yakl. 3 san.) basın.
→ Döner düğme ile(4) P001 ila P009 arasında istenen parametreleri seçin. Bu değerin yeniden ayarlanması veya gösterilmesi gerekiyorsa döner düğmeye (4) kısaca basın, değer (var-sayılan) alt göstergede (9) yanıp söner.
→ Döner düğme ile (4) değeri ayarlayın ve döner düğmeye (4) yeniden kısaca basın, bundan sonra parametre yeniden üst göstergede (2) yanıp söner.
→ Menüyü kapatmak için onay düğmesine (10) basın, değerler kaydedilir.
„Usta“ yetkisiyle parametreleri ayarlama:
Döner düğmeye (4) daha uzun süre (yakl. 6 san.) basın, üstteki göstergede (2) önce P001 parametresi „CodE“ yanıp söner alttaki göstergede (9) çizgi ilk hanede yanıp söner.
→ Döner düğme (4) ile kodu girin ve kısaca döner düğmeye (4) basın (Kod = 8001 – ilk kez işletme alırken, P100 parametresiyle kod istenildiği gibi değiştirilebilir).
Döner düğme ile (4) P001 ila P009 arasında istenen parametreleri seçin. Bu değerin yeni-den ayarlanması veya gösterilmesi gerekiyorsa döner düğmeye (4) kısaca basın, değer (varsayılan) alt göstergede (9) yanıp söner.
→ Döner düğme ile (4) değeri ayarlayın ve döner düğmeye (4) yeniden kısaca basın, bundan sonra parametre yeniden üst göstergede (2) yanıp söner.
→ Menüyü kapatmak için onay düğmesine (10) basın, değerler kaydedilir.
| Parametre adı | Başlık | varsayılan | Birim | min | maks | Yetki |
| P001 Bekleme | süresi enerji tasarrufu fonksiyonu | 99 | min | 0 | 99 | |
| P002* | Güç tasarrufu fonksiyonu etkin | 0 | 0 | 3 | Kaynakçı | |
| P003 | Ofset ısıtma levhası sıcaklığı | 5 | °C | -25 | 25 | Kaynakçı |
| P004 maksimum | freze basıncı Pmaks | 20 | bar | 10 | 50 | Kaynakçı |
| P005 | Nominal basınç | 1/10bar | Kaynakçı | |||
| P006 | Nominal sıcaklık | 210 | °C | P103 | P104 | Kaynakçı |
| P007 | Timer T1 nominal değer | 45 | san | 1 | 1500 | Kaynakçı |
| P008 | Timer T4 Sollwert | 6 | min | 1 | 99 | Kaynakçı |
| P009 | başlangıç freze basıncı Pstart | 10 | bar | 0 | P004 | Kaynakçı |
| P101 Yeniden | pompalamadan sapma | 5 | % | 1 | 50 | Usta |
| P102 | Frezeleme sonrası aralama süresi | 10 | 1/10san | 0 | 100 | Usta |
| P103 | Ayar sıcaklığı (asg.) | 160 | °C | 0 | 300 | Usta |
| P104 | Ayar sıcaklığı (aza.) | 270 | °C | 0 | 300 | Usta |
| P105 | Tuş kilidi (Evet/Hayır) | 5 | san | 0 | 50 | Usta |
| P106 | Aralama basıncı | 135 | bar | 10 | 160 | Usta |
| P107 | Sesli ikazı devreye sokmak için hazırlık süresi | 50 | 1/10san | 0 | 200 | Usta |
| P100 | Kod değiştirme | 8001 | Usta |
* P002 - Güç tasarrufu:
0 - yok,
1 – freze çalışırken ısıtma elemanı kapatılır, (Fabrika ayarı)
2 – hidrolik motoru çalışırken ısıtma elemanı kapatılır,
3 - t4 çalışırken ısıtma elemanı kapatılır.
3.6 Tarih ve saat ayarlama

→ Sol üst köşeye tıklayarak programı kapayın.
→ Start, Setting ve ardından Control Panel'ine basın. Başlat çubuğu gizlenmiştir ve sol alt köşeye tıklanarak çağrılabilir.
→ Date/Time seçeneğine tıklayın.
→ Date/Time çubuğunu tutup sürükleyerek giriş ekranını açın. Uygun zaman dilimini seçin veya Current Time saatini girin.
Dikkat! AM / PM farkına dikkat edin! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
→ „Apply“ ve „OK“ ile onaylayın. X ile Kontrol Panelini ka-payın.

→ Ekrana gelen klavye ile reboot yazın ve „OK“ düğmesine basarak bilgisayarı baştan başlatın
![Type the name of a program, folder, or document, and Windows will open it for v reboot OK Cancel Brow Funliver 1 2 3 4 5 6 7 8 9 0 - = + q w e r t y u i o p [ ] p a s d f g h j k l ; ' ft z x c v n m , . / ← áü ' <|](/content/2026/04/733842/images/af4d551a175b6935715483d5ea0b340dfa5b5c815b2a7ee76e7943b416d99beb.jpg)
3.7 Makine yapılandırmalarını oluşturma-seçme
Makine yapılandırmaları seçmek veya oluşturmak için SETTINGS düğmesine basın.

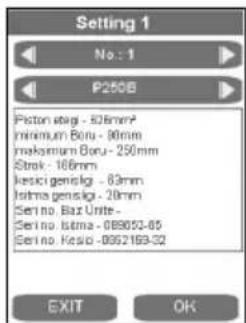
Yön tuşlarıyla istenen makine yapılandırması seçilebilir.
Bir yapılandırma oluşturmak için sağ yön tuşuyla sonraki numarayı örn. No. 2'yi başlatın.


İlgili gösterge alanına basıldığında giriş ekranı gösterilir. Veriler DEL ile silinebilir ve yenileri girilebilir, bu veriler daha sonra rapora aktarılır.
3.8 Hata mesajları
Genel:
| Hata mesajı | Arıza giderme |
| Freze işleminden sonra, sürükleme basıncı ölçümünde, ana makine sabitlenir veya hareket etmemesi sağlanır | 1)“TEST/SERVICE” penceresi açılır, „Konum“un < 10 olduğu doğrulanmalıdır.2) „İlk çalıştırma“ programı ile ölçme sisteminin konumu ayarlanır |
| Isitici isitmiyor | Jeneratör gücünü kontrol edin |
Dokunmatik PC ve rapor:
| Hata mesajı | Adı | Arıza giderme |
| Kod 1 Hizalama basındı çok yüksek | Ana makinelerin olmadığı hidrolik testini, 100 bar ile gerçekleştirin, gerçek değer ile nominal değeri karşılaştırın, fark 5 bardan daha az olmalıdır | |
| Kod 2 | Hizalama basıncı çok düşük | |
| Kod 4 | Isınma basıncı çok yüksek | |
| Kod 8 | Isınma basıncı çok düşük | |
| Kod 16 Isınma süresi çok uzun | ||
| Kod 32 | Isınma süresi çok kısa | |
| Kod 64 Aksama süresi çok uzun | ||
| Kod 128 | Basınç oluşturma süresi çok uzun | |
| Kod 256 | Ekleme basıncı çok yüksek | |
| Kod 512 | Ekleme basıncı çok düşük | |
| Kod 1024 Ekleme süresi çok kısa | ||
| Kod 2048 | Isıtıcı sıcaklığı çok düşük | 1) Ekrandaki gösterge ile ısıtıcının sıcaklığını doğrulayın2) P002 parametresini „0“a ayarlayın.3) Elektrikli ocağı şiddetli rüzgarlara karşı koruyun |
| Kod 4096 | Kullanıcı tarafından iptal edildi | |
| Kod 8192 | Ortam sıcaklığı ölçülmedi | |
| Kod 16384 Kaynak uzunluğu uyumsuz | ||
| Kod 32768 | Isıtıcı kaldırılmadı | |
| Kod 65536 | İkincil soğutma süresi uyumsuz | |
| Kod 131072 | Isıtıcı sıcaklığı çok yüksek | Ekrandaki gösterge ile ısıtıcının sıcaklığını doğrulayın |
| Error Dataline 2.0 exe | Ekranın ortasındaki „default“ dosyasını çalıştırın:1) „GO“ ekranını kapatın2) „default“a çift tıklayın3) Makineyi yeniden başlatın | |
Kumanda:
| Hata mesajı | Adı | Arıza giderme |
| SER Servis tarihi geldi, servis zamanı geldi | Servis yaptırın | |
| ERR1 | Mutlak basınca ulaşılmıyor | Yağ durumunu kontrol edin, basınç sen-sörünü kontrol edin, valfler arızalı, motor arızalı |
| PE-2 | Basınç sensörü 24V arızalı | Basınç sensörünü değiştirin |
| ERR5 | Yağ sıcaklığı 70°C – Dur! | Yağ sıcaklığı 50°C altına düşene kadar bekleyin |
| HE-1 | Isıtıcı bağlı değil, algılama aygıtı arızalı | Algılama aygıtını değiştirin |
| HE-0 | Isıtıcı çok sıcak | Sıcaklığı yeniden ölçün, ayarı kontrol edin, algılama aygıtını değiştirin |
| HE-2 | Isıtıcı çok soğuk | Sıcaklığı yeniden ölçün, ayarı kontrol edin, algılama aygıtnı değiştirin |
4 Bakım ve onarım
Makinenin çalışır halde kalması için aşağıdaki hususlara dikkat edilmelidir:
- Kılavuz çubuklar temiz tutulmalıdır. Yüzeyde hasar oluşması halinde basınç kaybına neden olabileceğinden kılavuz çubuklar değiştirilmelidir.
- Sorunsuz kaynak sonuçları elde etmek için ısıtıcıyı temiz tutmak gereklidir. Yüzeyinde hasarlar oluşması halinde ısıtıcının yeniden kaplanması veya değiştirilmesi gerekir. Isıtma yüzeyindeki metal artıkları yapışmaz özelliğini bozar ve tüy bırakmayan bir kağıt ve etanol içeriği >%99,8 olan temizlik maddesi (DVS 2207'ye göre) ile (sadece ısıtma elemanı soğukken!) temizlenmelidir.
- Hidrolik yağı (HLP – 46, ürün no.: 53649) her 12 ayda bir değiştirilmelidir.
- Fonksiyon arızalarının önüne geçmek için düzenli olarak hidrolik güç biriminin sızdırmazlığı, vidalarının doğru şekilde yerinde oturup oturmadığı ve elektrik kablosunda sorun olup olmadığı kontrol edilmelidir.
- Hidrolik güç birimi ve hortum paketindeki hidrolik çabuk bağlantıları kire karşı korunmalıdır. Kirlenmeleri halinde bunların bağlanmadan önce temizlenmesi gerekir.
- Freze mekanizması çift tarafı keskin bıçaklarla donatılmıştır. Kesme veriminin düşmesi halinde bıçaklar bileylenebilir veya yenileriyle değiştirilebilir.
- Her zaman çalışılacak boru veya parçaların uçlarının özellikle de alın yüzeylerinin temiz olmasına dikkat edilmelidir, aksi halde bıçakların ömrü azalır.

DVS 2208 gereği kaynak makinesi, yılda bir kez üreticisi veya onun yetkilendirdiği bir servis istasyonu tarafından kontrol edilmelidir. Ortalamanın üstünde bir yükle çalışan makinelerde bu kontrol süresi kısaltılmalıdır!
5 Aksesuarlar
Uygun aksesuarları ana katalogda veya www.rothenberger.com adresinde bulabilirsiniz.
6 Müşteri hizmetleri
ROTHENBERGER servis merkezleri size yardımcı olabilir (katalogdaki listelere veya web sitemize bakın) ve yedek parçalar ve servis hizmeti de bu servis merkezlerinde mevcuttur. Ak-sesuarlarını veya yedek parçalarınızı uzman satış temsilcinizden veya RO SERVICE+ online: +49 (0) 61 95/ 800 8200 +49 (0) 61 95/ 800 7491 service@rothenberger.com - www.rothenberger.com
7 Atıklar İçin
Makine terkibinde, atık değerlendirme yerlerine teslim edebileceğiniz değerli maddeler bulunmaktadır. Bulunduğunuz yerde de yetkili atık değerlendirme işletmeleri olabilir. Yeniden değerlendirilemeyecek atıkların (örn. elektronik çöp) çevre temizliğine uygun şekilde toplanmasıyla ilgili sorularınızı yerel atık toplama dairesine yöneltebilirsiniz.

Elektrikli el aletlerini ve aküleri/bataryaları evsel çöplerin içine atmayın!
Sadece AB ülkeleri için: Atık elektrikli ve elektronik cihazlara ilişkin 2012/19/EU sayılı Avrupa yönetmeliği ve ulusal hukuktaki uygulaması uyarınca, kullanım ömrünü tamamlamış elektrikli el aletleri ve 2006/66/EC sayılı Avrupa yönetmeliği uyarınca arızalı veya kullanım ömrünü tamamlamış aküler/piller ayrı ayrı toplanmalı ve çevre kurallarına uygun şekilde imha edilmek üzere bir geri dönüşüm merkezine gönderilmelidir.
Tartalom Oldal




- EU-AZONOSSÁGI NYILATKOZAT
- Güvenlik Notları 267
- Teknik veriler 269
- Ünitenin fonksiyonu....270
- Bakim ve onarım....288
- Aksesuarlar....288
- Müşteri hizmetleri....288
- Atıklar İçin 288
- Dokümantasyonda kullanılan işaretler:
- Usulüne uygun kullanım
- Elektrikli El Aletleri İçin Genel Uyar Talimat
- BU GÜVENLİK TALİMATINI GÜVENLİ BİR YERDE İYİ BİR BİÇİMDE SAKLAYIN.
- Teknik veriler
- Ana makine CNC SA/VA:
- Freze mekanizması:
- Isitici CNC SA/VA:
- Saklama kutusu CNC SA/VA:
- Hidrolik güç birimi:
- Sistemin tamamı:
- Taşıma kutusunun ebatları:
- Ünitenin fonksiyonu
- Cihaz açıklamaları
- Hidrolik güç birimi (B)
- Kullanım kılavuzu
- İşletmeye alınması
- Kaynak hazırlığı için alınacak önlemler
- Kaynak işlemi
- Raporların aktarımı:
- Kaynak işlemi Premium Mode
- Kaynak işlemi:
- İşletim dışına alma
- Genel gereklilikler
- Kaynak parametrelerine dair önemli uyarılar
- Parametreleri ayarlama
- „Usta“ yetkisiyle parametreleri ayarlama:
- Tarih ve saat ayarlama
- Makine yapılandırmalarını oluşturma-seçme
- Hata mesajları
- Bakım ve onarım
- Aksesuarlar
- Müşteri hizmetleri
- Atıklar İçin
- Tartalom Oldal
Marka : ROTHENBERGER
Model : ROWELD P630 Premium CNC SA
Kategori : Takım tezgahı