
ROWELD P630 Premium CNC SA - Værktøjsmaskine ROTHENBERGER - Gratis brugsanvisning og manual
Find enhedens vejledning gratis ROWELD P630 Premium CNC SA ROTHENBERGER i PDF-format.

| Produkttype | Svejsemaskine til stødsvejsning med varmeelement og CNC-modul |
| Mærke | Rothenberger |
| Model | ROWELD P630 Premium CNC SA |
| Kategori | Værktøjsmaskine |
| Rør svejseområde (diameter) | 315 - 630 mm |
| Maks. cylinder slag | 200 mm |
| Mål (L x B x H) | 1300 x 1060 x 920 mm |
| Maks. vægt (grundmaskine SA) | 323,4 kg (med reduktionsindsatser) |
| Elektrisk tilslutning (grundmaskine) | 400 V, 3~, 50/60 Hz |
| Optagen effekt (grundmaskine) | 1770 W |
| Fræseudstyr: optagen effekt | 1770 W |
| Varmeelement: effekt | 8000 W |
| Hydraulikenhed: maks. tryk | 135 bar |
| Hydraulikenhed: olietank kapacitet | 3,8 L |
| Anbefalet hydraulikolie | HLP 46 (ref. 53649) |
| Lydtryksniveau (grundmaskine) | 52 dB(A) LpA | 3 KpA |
| Hovedfunktioner | Svejsning af PE, PP, PVDF; CNC-parameterregistrering; protokoloverførsel via USB; Premium-tilstand |
| Sikkerhed | Nødstop, sikkerhedsanordning på fræser, beskyttelsesinstruktioner |
| Vedligeholdelse | Olieskift hver 12. måned; rengøring af varmeelement med ethanol >99,8 %; årlig inspektion iht. DVS 2208 |
| Inkluderede tilbehør | Reduktionsspændeindsatser, fræseudstyr, varmeelement, hydraulikenhed med CNC-modul, opbevaringskasse |
Ofte stillede spørgsmål - ROWELD P630 Premium CNC SA ROTHENBERGER
Brugerspørgsmål om ROWELD P630 Premium CNC SA ROTHENBERGER
0 spørgsmål om dette apparat. Besvar dem du kender, eller stil dit eget.
Stil et nyt spørgsmål om dette apparat
Download vejledningen til din Værktøjsmaskine i PDF-format gratis! Find din vejledning ROWELD P630 Premium CNC SA - ROTHENBERGER og tag din elektroniske enhed tilbage i hånden. På denne side er alle dokumenter nødvendige for brugen af din enhed offentliggjort. ROWELD P630 Premium CNC SA af mærket ROTHENBERGER.
BRUGSANVISNING ROWELD P630 Premium CNC SA ROTHENBERGER
1 Henvisninger til sikkerheden 150
1.1 Formålsbestemt anvendelse.... 150
1.2 Generelle adverselshenvisninger for el-værktøj 150
3.1 Beskrivelse af apparatet 153
3.1.1 Basismaskine (A) 153
3.1.2 Hydraulikaggregat (B).... 153
3.2 Betjeningsvejledning....154
3.2.1 Idrifttagning 154
3.2.2 Klargøring til svejsning.... 157
3.2.3 Svejsning 159
3.2.4 Svejsning i Premium-tilstand 161
3.2.5 Ud-af-drifttagning 166
3.3 Generelle krav 166
3.4 Vigtige henvisninger vedrørende svejseparametrene 166
3.5 Indstilling af parametre 166
3.6 Indstilling af dato og klokkeslæt.... 168
3.7 Opret/vælg maskinkonfigurationer.... 169
3.8 Fejlmeddelelser 170
4 Pleje og eftersyn.... 171
5 Tilbehør 171
6 Kundeservice....171
7 Affaldsbehandling....171
Symboleri denne dokumentation:

Fare!
Dette tegn advarer mod personskader.

Pas på!
Dette tegn advarer mod ting- eller miljøskader.

Opfordrer til handling
ROWELD P250-630B Premium CNC må kun anvendes til fremstilling af svejsninger af PE- PP og PVDF-rør i henhold til tekniske data. Brugeren hæfter fuldt ud for skader som følge af brug til ikke tiltænkte formål.
1.2 Generelle advarselshenvisninger for el-værktøj

ADVARSEL! Læs alle sikkerhedsadvarsler, instruktioner, illustrationer og specifikationer, som følger med el-værktøjet.
I tilfælde af manglende overholdelse af anvisningerne nedenfor er der risiko for elektrisk stød, brand og/eller alvorlige personskader.
Opbevar alle advarselshenvisninger og instrukser til senere brug.
Det i advarselshenvisningerne benyttede begreb „el-værktøj“ refererer til netdrevet el-værktøj (med netkabel) og akkudrevet el-værktøj (uden netkabel).
1) Sikkerhed på arbejdspladsen
a) Sørg for, at arbejdsområdet er rent og rigtigt belyst. Uorden eller uoplyste arbejdsområder øger faren for uheld.
b) Brug ikke el-værktøjet i eksplosionsfarlige omgivelser, hvor der findes brændbare væsker, gasser eller støv. El-værktøj kan slå gnister, der kan antænde støv eller dampe.
c) Sørg for, at andre personer og ikke mindst børn holdes væk fra arbejdsområdet, når maskinen er i brug. Hvis man distraheres, kan man miste kontrollen over maskinen.
2) Elektrisk sikkerhed
a) El-værktøjets stik skal passe til kontakten. Stikket må under ingen omstændigheder ændres. Brug ikke adapterstik sammen med jordforbundet el-værktøj. Uændrede stik, der passer til kontakterne, nedsætter risikoen for elektrisk stød.
b) Undgå kropskontakt med jordforbundne over-flader som f.eks. rør, radiatorer, komfurer og køleskabe. Hvis din krop er jordforbundet, øges risikoen for elektrisk stød.
c) Maskinen må ikke udsættes for regn eller fugt. Indtrængning af vand i maskinen øger risikoen for elektrisk stød.
d) Brug ikke ledningen til formål, den ikke er beregnet til. Du må aldrig bære el-værktøjet i ledningen, hænge el-værktøjet op i ledningen eller rykke i ledningen for at trække stikket ud af kontakten. Beskyt ledningen mod varme, olie, skarpe kanter eller ma-skindele, der er i bevægelse. Beskadigede eller indviklede ledninger øger risikoen for elek-trisk stød.
e) Hvis el-værktøjet benyttes i det fri, må der kun benyttes en forlængerledning, der er egnet til udendørs brug. Brug af forlængerledning til udendørs brug nedsætter risikoen for elektrisk stød.
f) Hvis det ikke kan undgås at bruge el-værktøjet i fugtige omgivelser, skal der bruges et HFI-relæ. Brug af et HFI-relæ reducerer risikoen for at få elektrisk stød.
3) Personlig sikkerhed
a) Det er vigtigt at være opmærksom, se, hvad man laver, og bruge el-værktøjet fornuf- tigt. Brug ikke noget el-værktøj, hvis du er træt, har nydt alkohol eller er påvirket af medikamenter eller euforiserende stoffer. Få sekunders uopmærksomhed ved brug af el- værktøjet kan føre til alvorlige personskader.
b) Brug beskyttelsesudstyr og hav altid beskyttelsesbriller på. Brug af sikkerhedsudstyr som f.eks. støvmaske, skridsikkert fodtøj, beskyttelseshjelm eller høreværn afhængig af maskintype og anvendelse nedsætter risikoen for personskader.
c) Undgå utilsigtet igangsætning. Kontrollér, at el-værktøjet er slukket, før du tilslutter det til strømtilførslen og/eller akkuen, løfter eller bærer det. Undgå at bære el-værktøjet med fingeren på afbryderen og sørg for, at el-værktøjet ikke er tændt, når det sluttes til nettet, da dette øger risikoen for personskader.
d) Gør det til en vane altid at fjerne indstillingsværktøj eller skruenøgle, før el-værktøjet tændes. Hvis et stykke værktøj eller en nøgle sidder i en roterende maskindel, er der risiko for personskader.
e) Undgå en anormal legemsposition. Sørg for at stå sikkert, mens der arbejdes, og kom ikke ud af balance. Dermed har du bedre muligheder for at kontrollere el-værktøjet, hvis der skulle opstå uventede situationer.
f) Brug egnet arbejdstøj. Undgå løse beklædningsgenstande eller smykker. Hold hår, tøj og handsker væk fra dele, der bevæger sig. Dele, der er i bevægelse, kan gribe fat i løstsiddende tøj, smykker eller langt hår.
g) Hvis støvudsugnings- og opsamlingsudstyr kan monteres, er det vigtigt, at dette tilsluttes og benyttes korrekt. Brug af en støvopsugning kan reducere støvmængden og dermed den fare, der er forbundet støv.
h) Selvom du kender værktøjet godt og er vant til at bruge det, skal du alligevel være opmærksom og overholde sikkerhedsanvisningerne. Et øjebliks uopmærksomhed kan medføre alvorlige personskader.
4) Omhyggelig omgang med og brug af el-værktøj
a) Undgå overbelastning af maskinen. Brug altid et el-værktøj, der er beregnet til det stykke arbejde, der skal udføres. Med det passende el-værktøj arbejder man bedst og mest sikkert inden for det angivne effektområde.
b) Brug ikke en maskine, hvis afbryder er defekt. En maskine, der ikke kan startes og stoppes, er farlig og skal repareres.
c) Træk stikket ud af stikkontakten og/eller fjern akkuen, hvis den er aftagelig, før ma- skinen indstilles, før skift af tilbehørsdele og før el-værktøjet lægges til opbevaring. Disse sikkerhedsforanstaltninger forhindrer utilsigtet start af el-værktøjet.
d) Opbevar ubenyttet el-værktøj uden for børns rækkevidde. Lad aldrig personer, der ikke er fortrolige med maskinen eller ikke har gennemlæst disse instrukser, benytte maskinen. El-værktøj er farligt, hvis det benyttes af ukyndige personer.
e) Vedligehold el-værktøj og tilbehørsdele. Kontroller, om bevægelige maskindele fungerer korrekt og ikke sidder fast, og om delene er brækket eller beskadiget, således at el-værktøjets funktion påvirkes. Få beskadigede dele repareret, inden maskinen tages i brug. Mange uheld skyldes dårligt vedligeholdte el-værktøjer.
f) Sørg for, at skæreværktøjer er skarpe og rene. Omhyggeligt vedligeholdte skæreværktøjer med skarpe skærekanter sætter sig ikke så hurtigt fast og er nemmere at føre.
g) Brug el-værktøj, tilbehør, indsatsværktøj osv. iht. Disse instrukser. Tag hensyn til arbejdsforholdene og det arbejde, der skal udføres. Anvendelse af el-værktøjet til formål, som ligger uden for det fastsatte anvendelsesområde, kan føre til farlige situationer.
h) Hold håndtag og gribeflader tørre, rene og fri for olie og smørefedt. Hvis håndtag og gribeflader er glatte, kan værktøjet ikke håndteres og styres sikkert, hvis der sker noget uventet.
5) Service
a) Sørg for, at el-værktøj kun repareres af kvalificerede fagfolk og at der kun benyttes originale reservedele. Dermed sikres størst mulig maskinsikkerhed.
2 Tekniske data
P250B P355B P500B P630B
Basismaskine CNC SA/VA:
| Rør – svejseområde ∅ (mm) | 90-250 | 90-355 | 200-500 | 315-630 |
| Rør - svejseeffekt | SDR rækker se vedlagte svejsetabeller + overhold trykområde max. hydraulikaggregat | |||
| Maks. cylinder (mm) | 150 | 150 | 200 | 200 |
| Samlet cylinderflade (cm2) | 6,26 | 6,26 | 14,13 | 14,13 |
| Hovedmål: | ||||
| Længde (mm) | 810 | 795 | 1300 | 1300 |
| Bredde (mm) | 485 | 600 | 900 | 1060 |
| Højde (mm) | 415 | 535 | 800 | 920 |
| max. Gewicht * (SA kg) | 59,0 | 80,2 | 238,5 | 323,4 |
| max. Gewicht * (VA kg) | 61,3 | 83,8 | ||
| * inkl. reduktionssæt for den mindste rørdiameter | ||||
Fræseanordningen:
| Elektrisk tilslutning | 230 V | 230 V | 400 V, 3~ | 400 V, 3~ |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 3,5 A | 4,8 A | 1,75 A | 2,55 A | |
| Optagen- / Afgiven effekt (W) | 750/470 | 1050/650 | 1210/750 | 1770/110 |
| Motorhastighed ( min^-1 ) | 660 | 726 | 140 | 140 |
| Tomgangshastighed Fræser ( min^-1 ) | 85 | 66 | 31 | 24 |
| Støjniveau dB(A) L_pA | K_pA | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 |
| Lydeffektniveau dB(A) L_WA | K_WA | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 |
| Vægt (kg) | 15 | 22,4 | 68 | 123 |
Varmespejl CNC SA/VA:
| Elektrisk tilslutning | 230 V | 230 V | 400 V | 400 V |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 1500 W | 2500 W | 4000 W | 8000 W | |
| Varmespejl diameter (mm) | 300 | 380 | 540 | 660 |
| Vægt (SA/VA kg) | 5,5/13 | 9,1 | 32 | 49 |
Indstillingskasse CNC SA/VA:
| Vægt (SA/VA kg) | 8,2/7,6 | 9,6 | 55 | 70 |
| P250B, P355B | P500B, P630B |
Hydraulikaggregat:
| Elektrisk tilslutning | 230 V - 50 Hz - 4,17 A .... 400 V - 50/60 Hz - 2,75 A |
| 230 V - 60 Hz - 4,17 A |
| Optagen- / Afgiven effekt (W) | 880/550 | 1905/1100 |
| Pumpekapacitet (l/min) | 2,2/ 2,6 | 4,5/ 5,4 |
| Olietank indhold (I) | 1,1 | 3,8 |
| Trykområde max. (bar) | 135 | 135 |
| Hydraulik olie | HLP – 46 (no.: 53649) |
| Dimensioner (LxBxH, mm) | 540 x 310 x 433 | 540 x 310 x 433 |
| Støjniveau dB(A) LpA | KpA | 62 | 3 | 68 | 3 |
| Lydeffektniveau dB(A) LWA | KWA | 73 | 3 | 79 | 3 |
| Vægt (kg) | 33,7 | 38,2 |
P250B P355B P500B P630B
Hele anlægget:
| Samlet tilsluttet effekt (kW) | 3,2 | 4,3 | 7,2 | 11,7 |
Transportkassens dimensioner:
Længde (mm) 1200 1200 2240 2240
Bredde (mm)....800....800....1300....1300
Højde (mm)....900....900....1500....1500
Støjniveauet kan under arbejdet overskride 85 dB (A). Brug høreværn!
3 Enhedens funktion
3.1 Beskrivelse af apparatet
ROWELD P250-630B Premium CNC er kompakte, transportable stuksvejsemaskiner med var-meelement og CNC-modul til præcis styring, overholdelse og lagring af svejseparametre i hen-hold til retningslinjerne fra DVS (Deutscher Verband für Schweißen und verwandte Verfahren e.V., dvs. det tyske svejseforbund) samt protokoloverførsel via USB-tilslutning. som er udviklet specielt til anvendelse på byggepladser - og her specielt i rørnedlægningsrender. Maskinen kan selvfolgelig også anvendes i varksteder.
Svejsning af rør til rørforbindelser samt T-stykker, rørbøjninger og forsvejsningskrave kan fremstilles.
Maskinen består af:
Basismaskine, reduktionssæt, hydraulikaggregat med CNC-modul, fræseanordning, varmespejl, indstillingskasse.
ROWELD P250B Premium CNC: Ved svejsning af rørbøjninger med en snæver radius af maskinens maksimale diameter skal man bruge det skråtslebne opspændingsværktøjs overdel, som fås som tilbehør.
ROWELD P500-630B Premium CNC: Til isætning og udtagning af fræser og varmespejl kan der anvendes et elektrisk udtagningsanlæg, der fås som tilbehør.
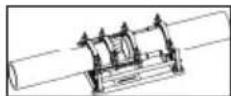
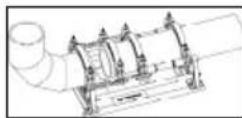
3.1.1 Basismaskine (A)
1 Bevægelige fastspændingselementer
3 Afstandsstykke med läsehakker
2 Forskydeligt fastspændingselement
4 Varmespejlsaftræksanordning
3.1.2 Hydraulikaggregat
1 Tasten Automatik
12 Tasten Timer (tid)
2 Displayet tryk
13 Stikdåse for fræseanordning
3 Tasten Druck trykreduktion
14 Lynkoblingsmuffe
4 Drejeknap
15 Lynkoblingsstik
5 Tasten fræsning
16 Stikanordning til varmeelement
6 Tasten tænd/sluk
17 Netstik
7 Tasten "Heizung" (varme)
18 Nødstop
8 "Opkøring" af maskinen
19 Berøringsbetjent pc
9 Displayet temperatur og tid
20 Oliepåfyldningsstuds med pejlestok
10 Frigivelsestast
21 USB-tilslutning
11 "Tilkøring" af maskinen
22 Konnektor, basismaskine
Det hydrauliske aggregat giver mulighed for betjening af svejsemaskinen, der er markeret med følgende symboler:

Til/fra-tast for hydraulikaggregatet
Aktiver varmeelementet ved at trykke på tasten „Heizung“. Indstil varmeelementet til den ønskede temperatur ved at trykke på tasten „Heizung“ og dreje på drejeknappen. Den valgte temperatur vises på temperaturdisplayet, hvorefter den aktuelle temperatur vises igen

Indstil fræse-, udlignings-, forvarmnings- og sammenføjningstryk ved hjælp af drejeknappen; den ønskede værdi vises på displayet „Druck“ (tryk). 3 sekunder efter indstillingen vises den aktuelle værdi igen. Serviceparametrene vises og indstilles ved at trykke på drejeknappen

Når spændeelementerne skal køres sammen, trykkes der på frigivelsestasten og „Zufahren“ (tilkøring) af maskinen

Trykreduktionstast

Når spændeelementerne skal køres fra hinanden, trykkes der på frigørelsestasten og „Abfahren“ (frakøring) af maskinen

Når stikdåsen til fræseanordningen skal aktiveres, trykkes der på frigivelsestasten og tasten „Fräsen“ (fræsning); trykket indstilles automatisk til 10 og øges til maksimalt 20 bar ved hjælp af drejeknappen. (I særlige situationer, f.eks. i hængende position, kan man ændre P004, så der kan indstilles til maksimalt 50 bar)

Timeren aktiveres ved at trykke en gang på tasten. Ved at trykke på tasten og dreje på drejeknappen kan tiden t1 indstilles i trin på 1 sekund. Hvis der trykkes længere på tasten, stilles der om til t4. Ved at trykke på tasten og dreje på drejeknappen kan tiden t4 indstilles i trin på 1 minut. Timeren startes manuelt ved at trykke kort på timerdisplay t1 eller t2

Når der trykkes på tasten Automatik, overvåges det indstillede tryk og efterreguleres eventuelt under opvarmningen (Timer t1 aktiv) og samleprocessen (Timer t4 aktiv)
Frigivelsestasten benyttes til at bekræfte serviceparametrene
3.2 Betjeningsvejledning
Svejsemaskinerne er egnede til drift ved omgivelsestemperaturer mellem -10°C og +40°C.
De er egnede til en stationær strømforsyning på 230 V 50/60 Hz og 400 V 50/60 Hz. Hvis der anvendes en strømgenerator, skal svejseren afklare den nødvendige effekt med producenten af generatoren.

Svejsemaskinen må kun betjenes af autoriseret og tilstrækkeligt kvalificeret personale iht. DVS 2212 del 1!
3.2.1 Idrifttagning

Du bedes læse denne betjeningsvejledningen omhyggeligt igennem før stuksvejsema- skinen sættes i drift!

Varmespejlet må ikke bruges i eksplosionstruede omgivelser og ikke, hvor det kan komme i kontakt med brændbare stoffer!

Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra arbejdsområdet!

Kontroller altid oliestanden på hydraulikaggregatet før igangsætning. Oliestanden skal ligge på mellem min. maks. markeringen på oliepåfyldningsstudsen med målepind. Efterfyld evt. med HLP 46 hydraulikolie!

Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind!

Ved fare trykkes der på Not-Aus (nødstop)-kontakten (18). Hvor gang maskinen tages i brug, skal det først sikres, at nødstoppet ikke er aktiveret!
→ Basismaskinens to hydraulikslanger tilkobles hydraulikaggregatet ved hjælp af en lynkobling (14,15).

Beskyt lynkoblinger mod snavs. Utætte koblinger skal udskiftes med det samme!
→ Sæt fræserens netstik i stikdåse (13), varmeelementets stik i konnektor (16) og basismaskinens stik i konnektor (22).
→ Hydraulikaggregatets netstik (17) sættes i en strømforsyning, som svarer til det, der er angivet på typeskiltet. Hvis startskærmbilledet ikke vises, skal nødstoppet deaktiveres, der lyder en signaltone, og et punkt lyser på displayet (2).
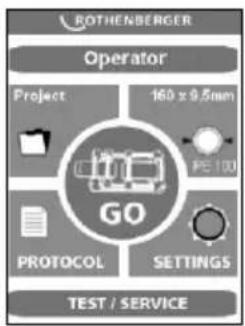
Kontroller dato og klokkeslæt ved første ibrugtagning. Tryk på tasten GO. (Se pkt. 3.6 vedrørende ændring). Menuen lukkes ved at trykke på EXIT.
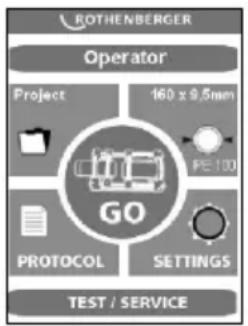
Hvis der trykkes på GO-knappen, uden at der er tilsluttet en basismaskine, vises følgende meddelelse:
"Advarsel! Ingen basismaskine fundet. Tilslut basismaskine"
Hvis meddelelsen stadig vises, efter at basismaskinen er tilsluttet, er forbindelsen defekt, men det er muligt at svejse og protokollere i Premium-tilstand (se 3.2.4).
→ Ved første ibrugtagning skal der vælges sprog; ved leveringen er der valgt tysk. Hvis det ønskes ændret, trykkes der på Settings, og der skiftes til Setting 2 med OK.

Vælg det ønskede sprog ved hjælp af piltasterne, og bekræft med OK. Det valgte sprog gemmes efter den første svejseproces.
Det er muligt at sætte skærmbilledet på standby; pausebilledet bliver aktivt, når hydraulikken kobles fra ved hjælp af tasten (6).
→ Tilkobl hydraulikaggregatet (tryk på tasten (6)).
Efter tilkoblingen opvarmes varmeelementet.
På displayet (9) vises den aktuelle temperatur. Reguleringen er aktiv, när der er et lysende punkt på displayet. Når den valgte temperatur er nået, tændes begge lysdioder (actual & set).
Efter endnu 10 minutter er varmeelementet klar til brug. Kontroller temperaturen med en temperaturmåler.
Justering af varmeelementets temperatur: Se pkt. 3.5.

Risiko for forbrændinger! Varmespejlet kan opnå en temperatur på op til 300° C og skal stilles tilbage i indstillingskassen umiddelbart efter brug!
Hvis der trykkes på tasten (7) i længere tid, kan opvarmningen blive frakoblet, og punktet på displayet (9) slukkes. Der tændes igen, när der trykkes på tasten igen.
Hydraulik ROWELD P500-630B: Kontroller omdrejningsretningerne! Ved leveringen drejer maskinerne højre om. Kør basismaskinen med hydraulikaggregat op eller til. Hvis den ikke bevæger sig, må fasevenderen på netstikket omkobles med passende værktøj! Tip: Hvis omdrejningsretningen er forkert, må hydraulikken ikke aktiveres (risiko for ødelæggelse).
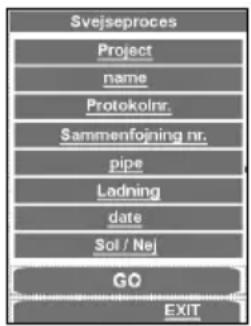
→ Indtast og vælg svejsernavnet „Operator“.
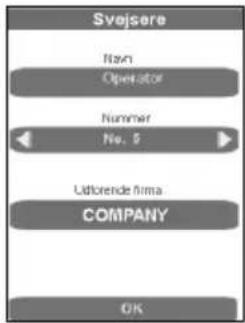

Via indtastningsmaskerne kan man vælge lagrede svejsere, slette eksisterende svejsere med DEL og indtaste nye svejsernavne. Alle indtastningsmasker bekræftes og gemmes ved hjælp af ENTER eller OK-tasten, og det næste trin i programmet kaldes op. Indtastningsmasken lukkes uden at blive gemt ved hjælp af EXIT-tasten.
→ Opret eller vælg et projekt.


Ved hjælp af indtastningsmaskerne kan man vælge lagrede projekter og indtaste nye projektnavne. Man lukker og gemmer ved hjælp af ENTER-tasten.
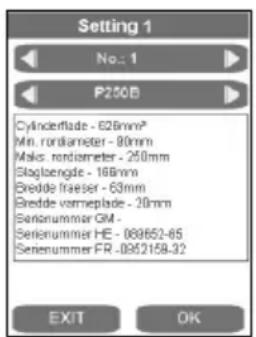
→ Vælg ledning.

→ Den ønskede ledning vælges ved hjælp af piltasterne og bekræftes med OK.


I denne afsluttende oversigt over ledningsparametrene vises ledningsdataene i overensstem-melse med DVS-direktivet, og vinduet for svejsedele og læggemetode vises, når der trykkes på OK.


Ændringer, der afviger fra standard, kan foretages, når man trykker på det tilsvarende visningsfelt, og gemmes ved at trykke på ENTER. Det bevirker, at betegnelsen ændrer sig i punktet Norm, men den kan senere indtastes på pc'en i feltet Bemerkung (bemærkning), før protokollen udskrives. Når ledningsdataenedataene er bekræftet med OK, vises hovedmenuen.
P500-630B: Når fræseanordningen og varmespejlet skal løftes, skal man bruge hhv. hæveapparat 53410 (P500B) eller 53323 (P630B) eller andet egnet værktøj.
3.2.2 Klargøring til svejsning
→ Ved rør, der er mindre en maskinens maks. sammensvejsede diameter skal der monteres reduktionssæt på den rørdiameter, der skal bearbejdes, med en unbrakoskrue, der findes i tilbehøret.
ROWELD P250-355B: bestående af hver 6 halvparter med bred og 2 halvparter med smal spændflade.
ROWELD P500-630B: bestående af hver 6 halvparter med bred 2 halvparter med smal spændflade ved en diameter op til 450 mm, fra 500 mm 8 halvparter med bred spændflade.
I den forbindelse skal halvparterne med smalle spændflader sættes ind i de to ydre og nedre fastspændingselementer. Kun ved rør / rørbøjningsforbindelser sættes disse ind i det venstre basisopspændingselement nede og oppe.
→ Plastrør eller formstykker, der skal svejses sammen, sættes ind i fastspændingsanordningen (ved længere rør <2,5m skal der anvendes understøtninger) og messingnoterne spændes fast på det øverste opspændingsværktøj. Urundheder på rørene kan udlignes ved at fast-spænde eller løsne messingnoterne.
→ Ved rør / rørforbindelser skal afstandsstykkerne sidde i hak i de to venstre opspændingselementer (leveringstilstand).

Bemærk: Afstandsstykkerne må under ingen omstændigheder monteres diagonalt!
Rørene holdes af to opspændingselementer.
P250-355B: Ved rør / pakningsforbindelser skal afstandsstykkerne sættes i hak i begge de to midterste opspændingselementer og varmespejlaftræksanordningen hænges i de venstre opspændingselementer. Ved forarbejdningen af nogle pakninger i bestemte positioner fx vandrette buer eller svejseringe, tilrådes det at varmespejlsaftræksanordningen fjernes.
→ P500-630B: Ved rør / pakningsforbindelser skal afstandsstykkerne svinges over og sættes i hak det midterste opspændingselement

Bemærk: Afstandsstykkerne må under ingen omstændigheder monteres diagonalt!
→ Røret lægges ind i tre opspændingselementer, og pakningen holdes af et opspændingselement. Herved kan opspændingselementet, som kan bevæges frem og tilbage, skubbes sådan på stangen, som pladsforholdene ved opspænding og svejsning kræver det.
→ Start svejsningen med GO.
I denne afsluttende oversigt kan man foretage de sidste ændringer, når man klikker på det pågældende underpunkt; bekræft med GO.
Ved CNC-drift foregår styringen via pc med berøringsskærm. Alle funktioner uden for berøringsskærmen med undtagelse af tænd/sluk-knappen (6)er blokeret.
Svejsningen kan afbrydes ved hjælp af tænd/sluk-knappen eller EXIT, hvorved blokeringen af knapperne ophæves, og der vises en meddelelse herom på displayet.

Maskinen køres op ved hjælp af piltasterne
Ved hjælp af EXIT springer man til hovedmenuen uden at gemme
→ Sæt den elektriske fræseanordning ind mellem de emner, der skal svejses.
→ P250-355B: Kobl fræsemotoren til, og lås afbryderen.

P500-630B: Kontroller rotationsretningen! Maskinen er indstillet til højredrejning på fabrikken!
Fræseanordningen tilkobles ved at trykke på tekstfeltet. Høvleskiverne skal køre i skæreretningen; ellers skal fasevenderen på netstikket omkobles med egnet værktøj.

Risiko for kvæstelser! Hold sikker afstand til maskinen under driften, og grib ikke ind i de roterende knive. Tænd kun for fræseren, når den er monteret (arbejdsposition) og stil den derefter tilbage i den tilhørende indstillingskasse. Sikkerhedsafbryderens funktion i fræseanordningen skal sikres hele tiden, for at undgå en utilsigtet opstart uden for maskinen!

→ Spændeelementer kører automatisk sammen. Ved hjælp af drejeknappen (4) kan fræsetrykket øges. Som standard mulighed for op til 20 bar, men dette kan ændres til 50 bar, se pkt. 3.5.

For højt fræsetryk kan føre til overophedning og beskadigelse af fræserdrevet. Ved overbelastning eller standsning af fræsedrevet skal maskinen køres op og trykket mindskes (s. pkt. 3.5)!
→ Når høvslspånen med en spåntykkelse <= 0,2 kommer sammenhængende ud af fræseren, trykkes der på tekstfeltet, fræseanordningen frakobles, og spændeelementerne kører op.
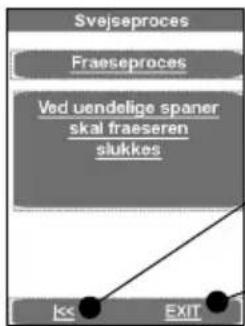
Ved hjælp af piltasterne springer man tilbage til „Isæt venligst fræser...“
Ved hjælp af EXIT springer man til hovedmenuen uden at gemme
→ Vent, til høvleskiverne står stille. Tag fræseanordningen ud af basismaskinen, og anbring den i opbevaringsboksen.

→ Der trykkes nu på tekstfeltet, emnerne kører sammen, og slæbetrykket måles.
Det målte slæbetryk lægges til udlignings-, gennemvarmnings- og sammenføjningstrykket.

Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra arbejdsområdet!
flowchart
graph TD
A["Svejseproces"] --> B["Visual control"]
B --> C["Kontroller forskydning og planparallelitet og abn maskinen"]
C --> D["Slæbetry: 0.5 bps"]
D --> E["EXIT"]
D --> F["<<"]
Ved hjælp af piltasterne springer man tilbage til "Slæbetrykmåling"
Ved hjælp af piltasterne springer man tilbage til "Isæt venligst fræser..."
Ved hjælp af EXIT springer man til hovedmenuen uden at gemme
→ Kontroller, om rørene sidder fast i spændeelementerne, og om svejsefladerne er plane, parallelle og flugter aksialt.
Er dette ikke tilfældet, gentages fræsningen. En aksial forskydning mellem emnerne må ikke være større end 10% af vægtykkelsen og den maks. spalte mellem planfladerne ikke større end (iht. DVS):
Fjern evt. resterende spån i røret med et rent værktøj (f.eks. pensel).

OBS! De fræsede klargjorte overflader til svejsningen må ikke berøres med hænderne og skal være fri for snavs af enhver art!
3.2.3 Svejsning

Risiko for klemninger! Hold afstand til maskinen når opspændingsværktøjerne og rørene køres sammen. Stil dig ikke ind i maskinen!

I masken vises varmepladens temperatur.
Visningsbjælken vises i blåt, hvis temperaturen er for lav, i rødt, hvis den er for høj, og i grønt, hvis den er inden for det ønskede område.
Maskinen kan kun køres frem i det indstillede grønne område.
→ Varmespejl SA: Sæt varmeelementet ind mellem de to emner ind i basismaskinen, og pas på, at varmepladens støtter sidder i aftræksanordningens riller.
→ Varmespejl VA: Anbring varmeelementet på de to holdere i basismaskinen, og drej varmepladen ind mellem rørene.
→ Kør maskinen sammen ved at trykke på tekstfeltet; tilpasningstrykket indstilles og holdes automatisk.
Nu gemmes alle svejseparametre, og protokollering aktiveres.
Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn), inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Det faktiske tryk vises på displayet (2).
Så snart den nødvendige vulsthøjde er opnået langs hele perimeteren på begge rør, trykket sænkes automatisk, og forvarmningen starter.

→ Indstil trykket således, at emnernes ender stadig næsten uden tryk kan slutte tæt til varme-elementet.
Kort før opvarmningstiden er slut, lyder der et signal.
→ Når forvarmningstiden er udløbet, kører emnerne automatisk fra hinanden, og varmeelementet SA skal fjernes, eller varmeelementet VA drejes automatisk ud, og emnernes ender kører sammen.

Trykket øges lineært til det tilsvarende sammenføjningstryk.

Når sammenføjningstrykket er nået, springer programmet automatisk til sammenføjningsprocessen, og timeren t4 starter.

Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn), inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Den nederste viser den forløbne tid. Det faktiske tryk vises i displayet (2) og den resterende sammenføjningstid t4 på displayet(9).
Trykket overvåges og efterreguleres automatisk. Hvis der må efterpumpes for hyppigt (stort tryktab), skal hydrauliksystenet kontrolleres.
→ Læg varmeelementet tilbage i opbevaringsboksen
→ Når afkølingstiden er gået, afsluttes svejseprocessen, den lagres, der lyder et signal, og trykket udløses automatisk.
→ Afslut svejsemenuen med OK.
→ Udløs trykket fuldstændigt med tasten (3).
→ De sammensvejste emner spændes løs og tages ud.
→ Kør basismaskinen fra hinanden. Maskinen er klar til næste svejsecyklus.
Overførsel af protokollerne:

De kan gemmes under menupunktet Protokolle eller i en tilsluttet USB-nøgle ved hjælp af OK. Derefter lukkes vinduet automatisk.
Denne protokolfil skal bearbejdes med ROTHENBERGER Dataline 2-software og en computer. Alle svejseparametrene findes i de vedlagte svejsetabeller.
3.2.4 Svejsning i Premium-tilstand
→ Tryk på knappen Premium-modus.

→ Indtast omgivelsestemperatur, og bekræft ved hjælp af Enter-tasten. Hvis temperaturen ikke er indtastet korrekt, vises:


Maskinen køres op ved hjælp af piltasterne
Ved hjælp af EXIT springer man til hovedmenuen uden at gemme.
→ Sæt den elektriske fræseanordning ind mellem de emner, der skal svejses.
→ P250-355B: Kobl fræsemotoren til, og lås afbryderen.

P500-630B: Kontroller rotationsretningen! Maskinen er indstillet til højredrejning på fabrikken!
Slå fræseanordningen til, og tryk på tasterne (10) og (5) på hydraulikaggregatet. Høvleski- verne skal køre i skæreretningen; ellers skal fasevenderen på netstikket omkobles med eg- net værktøj.

Risiko for kvæstelser! Hold sikker afstand til maskinen under driften, og grib ikke ind i de roterende knive. Tænd kun for fræseren, når den er monteret (arbejdsposition) og stil den derefter tilbage i den tilhørende indstillingskasse. Sikkerhedsafbryderens funktion i fræseanordningen skal sikres hele tiden, for at undgå en utilsigtet opstart uden for maskinen!

→ Tryk spændeelementerne sammen (tryk på tast 10 + 11). Indstil fræsetrykket ved hjælp af drejeknappen (4). Som standard mulighed for op til 20 bar, men dette kan ændres til 40 bar, se pkt. 3.5.

For højt fræsetryk kan føre til overophedning og beskadigelse af fræserdrevet. Ved overbelastning eller standsning af fræsedrevet skal maskinen køres op og trykket mindskes (s. pkt. 3.5)!
→ Når høvlspånen kommer ud af fræseren ubrudt og med en spåntykkelse på <= 0,2 mm, trykkes der på tasten Fräsen (fræsning) (5), spændeelementer køres op (tryk på tast 10+8).

Ved hjælp af piltasterne springer man tilbage til „Isæt venligst fræser...“
Ved hjælp af EXIT springer man til hovedmenuen uden at gemme
→ Vent, til høvleskiverne står stille. Tag fræseanordningen ud af basismaskinen, og anbring den i opbevaringsboksen.

→ Kør emnerne sammen med lavt tryk (tryk på tast 10 + 11), og indstil slæbetrykket ved hjælp af drejeknappen (4).
→ Tryk på skærmbilledet, när maskinen kører med lav hastighed. Det målte slæbetryk lægges til udlignings-, gennemvarmnings- og sammenføjningstrykket.
→ Kør spændeelementerne sammen, vælg det tryk, der passer til ledningen, og kontroller, om emnerne sidder fast i spændeværktøjet.

Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra arbejdsområdet!
flowchart
graph TD
A["Svejseproces"] --> B["Visual control"]
B --> C["Kontroller forskydning og planparallelitet og abn maskinen"]
C --> D["Slæbetrag 6.5 bar"]
D --> E["EXIT"]
D --> F["Exit"]
Ved hjælp af piltasterne springer man tilbage til "Slæbetrykmåling"
Ved hjælp af piltasterne springer man tilbage til "Isæt venligst fræser..."
Ved hjælp af EXIT springer man til hovedmenuen uden at gemme
→ Kontroller om svejseoverfladerne er plane og parallelle og at akserne flugter.
Er dette ikke tilfældet, gentages fræsningen. En aksial forskydning mellem emnerne må ikke være større end 10% af vægtykkelsen og den maks. spalte mellem planfladerne ikke større end (iht. DVS):
$$ \varnothing \leq 3 5 5 \mathrm{mm} = 0, 5 \mathrm{mm}, \varnothing 4 0 0 \dots < 6 3 0 \mathrm{mm} = 1, 0 \mathrm{mm}, \varnothing 6 3 0 \dots < 8 0 0 \mathrm{mm} = 1, 3 \mathrm{mm}. $$
Fjern evt. resterende spån i røret med et rent værktøj (f.eks. pensel).

OBS! De fræsede klargjorte overflader til svejsningen må ikke berøres med hænderne og skal være fri for snavs af enhver art!
Svejseproces i Premium-tilstand:

Risiko for klemninger! Hold afstand til maskinen når opspændingsværktøjerne og rørene køres sammen. Stil dig ikke ind i maskinen!

I masken vises varmepladens temperatur.
Visningsbjælken vises i blåt, hvis temperaturen er for lav, i rødt, hvis den er for høj, og i grønt, hvis den er inden for det ønskede område
→ Sæt varmeelementet ind mellem de to emner ind i basismaskinen, og pas på, at varmepladens støtter sidder i aftræksanordningens riller.
→ Kør maskinen sammen; udligningstrykket indstilles automatisk og holder trykket.
Nu gemmes alle svejseparametre, og protokollering aktiveres.
Hvis svejseprocessen afbrydes med EXIT, vises meddelelsen "Abbruch durch Bediener" [Afbrudt af operatør], trykket udløses, og svejseparametrene lagres. Bekræft meddelelsen med OK; programmet springer til hovedmenuen.

Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn), inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Det faktiske tryk vises på displayet (2).
→ Så snart den nødvendige vulsthøjde er opnået og er regelmæssig på begge rør i hele deres omkreds, fjernes trykket ved hjælp af knappen Automatik (1). Opvarmningstiden t1 starter.

→ Indstil trykket således, at emnernes ender stadig næsten uden tryk kan slutte tæt til varme-elementet.
Kort før opvarmningstiden er slut, lyder der et signal.
→ Når opvarmningstiden er slut, køres emnerne fra hinanden, varmeelementet tages ud, og emnernes ender køres sammen.

→ Stop kort (ca. 1cm) før emnerne mødes ved at slippe tasterne, og straks trykke på dem igen. Trykket øges lineært til det tilsvarende sammenføjningstryk.
Når sammenføjningstrykket er nået, springer programmet automatisk til sammenføjningsprocessen, og timeren t4 starter.

Den øverste procesbjælke viser, om trykket befinder sig inden for det rigtige område (grøn), inden for det tilladte toleranceområde (gul) eller uden for toleranceområdet (rød). Den nederste viser den forløbne tid. Det faktiske tryk vises i displayet (2) og den resterende sammenføjningstid t4 på displayet(9).
! Bemærk: Hold Tasterne Freigabe (frigivelse) (10) og Maschine Zu (maskine til) (11) nede, indtil sammenføjningstrykket er nået. Derefter kobler hydraulikken fra, og tasterne kan slippes!
→ Trykket overvåges og efterreguleres automatisk. Hvis der må efterpumpes for hyppigt (stort tryktab), skal hydrauliksystemet kontrolleres.
→ Læg varmeelementet tilbage i opbevaringsboksen
→ Når afkølingstiden er gået, afsluttes svejseprocessen, den lagres, der lyder et signal, og trykket udløses automatisk.

→ Afslut svejsemenuen med OK.
→ Udløs trykket fuldstændigt med tasten (3).
→ De sammensvejste emner spændes løs og tages ud.
→ Kør basismaskinen fra hinanden. Maskinen er klar til næste svejsecyklus.
Overførsel af protokollerne:

De kan gemmes under menupunktet Protokolle eller i en tilsluttet USB-nøgle ved hjælp af OK. Derefter lukkes vinduet automatisk.
Denne protokolfil skal bearbejdes med ROTHENBERGER Dataline 2-software og en computer. Alle svejseparametrene findes i de vedlagte svejsetabeller.
3.2.5 Ud-af-drifttagning
→ Frakobl hydraulikaggregatet ved hjælp af tasten (6).

Lad varmespejlet køle af og opbevar det sådan at materialer, som står ved siden af ikke kan blive antændt!
→ Træk stikket på fræseren, varmespejlet og hydraulikaggregatet ud af stikdåsen og rul kablet op.

Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind!
→ Løsn hydraulikslangerne og rul dem op.

NB! Beskyt koblingerne mod snavs!
3.3 Generelle krav
Da vejrlig og ydre omgivelser påvirker svejsningen meget, skal bestemmelserne i DVS – direktiverne 2207 del 1, 11 og 15 ubetinget overholdes. Uden for Tyskland gælder nationale bestemmelser.
Svejsningen skal overvåges konstant og omhyggeligt!
3.4 Vigtige henvisninger vedrørende svejseparametrene
Alle nødvendige svejseparametre såsom temperatur, tryk og tid ses af DVS - direktiverne 2207 del 1, 11 og 15. Uden for Tyskland gælder nationale bestemmelser.
Reference: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
I særlige tilfælde skal rørleverandørens materialespecifikke bearbejdningsparametre bestilles.
De svejseparametre, der er tilføjet i svejsetabellerne, er vejledende værdier, og firmaet RO-THENBERGER påtager sig ingen garanti herfor!
De værdier, der er anført i svejsetabellerne, for udlignings- og sammenføjningstryk blev udregnet med følgende formel:
Tryk P [bar] = Svejseflade A [mm^2] x svejsefaktor SF [N/mm^2]
Cylinderflade Az [cm^2 ]× 10
Svejsefaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
3.5 Indstilling af parametre
Indstilling af parametre med „Schweißer“ (svejser)-rettigheder:
→ Tryk på drejeknappen (4) (ca. 3 sek.), til P001 blinker i det øverste display (2).
→ Vælg ønsket parameter fra P001 til P009 ved hjælp af drejeknappen (4). Hvis denne værdi skal reguleres eller vises, trykker man kortvarigt på drejeknappen (4), og værdien (default) blinker i det nederste display (9).
→ Indstil værdien ved hjælp af drejeknappen (4), og tryk igen kortvarigt på trykknappen (4). Derefter blinker parameteren igen i det øverste display (2).
→ Man lukker menuen ved at trykker på frigivelsestasten (10), som gemmer værdierne.
Indstilling af parametre med „Meister“ (mester)-rettigheder:
→ Hold drejeknappen (4) nede (i ca. 6 sek.). Først blinker parameteren P001 i øverste display (2), derefter „CodE“, og i nederste display (9) blinker stregen på den første plads.
→ Indlæs koden ved hjælp af drejeknappen (4), og tryk kortvarigt på dejeknappen (4) (Code = 8001 – ved første ibrugtagning. Koden kan ændres efter ønske via parameteren P100).
→ Vælg ønsket parameter fra P101 til P114 ved hjælp af drejeknappen (4). Hvis denne værdi skal reguleres eller vises, trykker man kortvarigt på drejeknappen (4), og værdien (default) blinker i det nederste display (9).
→ Indstil værdien ved hjælp af drejeknappen (4), og tryk igen kortvarigt på trykknappen (4). Derefter blinker parameteren igen i det øverste display (2).
→ Man lukker menuen ved at trykke på frigivelsestasten (10), som gemmer værdierne.
| Parame-ternavn | Betegnelse | default | Enhed | |||
| P001 | Energisparefunktionen (resttid) | Røtzeit | min | 0 | 99 | Svejser |
| P002* | Energisparefunktion aktiv | 0 | 0 | 3 | Svejser | |
| P003 | Offset varmepladetemperatur | 5 | °C | -25 | 25 | Svejser |
| P004 | Pmax til fræsning | 20 | bar | 10 | 50 | Svejser |
| P005 | Indstillet tryk | 1/10bar | Svejser | |||
| P006 | Indstillet temperatur | 210 | °C | P103 | P104 | Svejser |
| P007 | Timer T1 indstillet værdi | 45 | sek | 1 | 1500 | Svejser |
| P008 | Timer t4 indstillet værdi | 6 | min | 1 | 99 | Svejser |
| P009 | Pstart til fræsning | 10 | bar | 0 | P004 | Svejser |
| P101 | Afvigelse, der kræver efter-pumpning | 5 | % | 1 | 50 | Mester |
| P102 | Opkøringstid efter fræsning | 10 | 1/10sek | 0 | 100 | Mester |
| P103 | Indstillingstemperatur (min.) | 160 | °C | 0 | 300 | |
| P104 | Indstillingstemperatur (maks.) | 270 | °C | 0 | 300 | Mester |
| P105 | Tastaflåsning (ja/nej) | 5 | sek | 0 | 50 | Mester |
| P106 | Tryk til opkøring | 135 | 10 | 160 | Mester | |
| P107 | Forløbstid, til summeren tilkob-les | 50 | 1/10sek | 0 | 200 | Mester |
| P100 | Skift kode | 8001 | Mester | |||
min
Mester
1 - när fræseren kører, slås varmeelementet fra, (Fabriksindstilling)
2 - när hydraulikmotoren kører, slås varmeelementet fra,
3 - när t4 kører, slås varmeelementet fra.
3.6 Indstilling af dato og klokkeslæt

→ Luk program ved at klikke i øverste, venstre hjørne.
→ Tryk på Start, Setting og derefter på Control Panel.
Startlinjen er udblændet og kan kaldes op igen ved at trykke på nederste, venstre hjørne.
→ Opret indlæsningsmaske ved at berøre og forskyde Date/-time-linjen. Vælg den pågældende tidszone, eller indlæs klokkeslættet -Current Time. Bemærk! Vær opmærksom på AM/PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
→ Bekræft med „Apply“ og „OK“. Luk kontrolpanelet med X.

→ Tryk på tasterne „Start“ og „Run“
→ Indtast reboot ved hjælp af det tastatur, der vises, og tryk på „OK“; pc'en genstarter
![Type the name of a program, folder, or document, and Windows will open it for v reboot OK Cancel Brow Funbve 1 2 3 4 5 6 7 8 9 0 - = + q w e r t y u i o p [ ] p a s d f g h j k l ; ' ft z x c v n m , . / ← áü : \](/content/2026/04/733842/images/d9be691fee65147bd8cd929da6cb0d467563b13f505e47a35be2c7753d93b6e9.jpg)
3.7 Opret/vælg maskinkonfigurationer
Tryk på tasten SETTINGS, när der skal vælges eller oprettes maskinkonfigurationer.

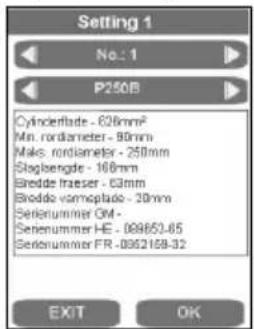
Den ønskede maskinkonfiguration kan vælges ved hjælp af piltasterne.
Hvis der skal oprettes en ny konfiguration, starter man det næste nummer, f.eks. 2, ved hjælp af piltasten mod højre.
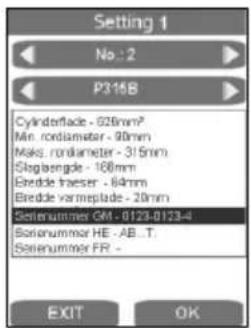

Indlæsningsfeltet vises, når der trykkes på det tilsvarende visningsfelt. Dataene kan slettes ved hjælp af DEL, og nye kan indtastes; disse data optages senere i protokollen.
3.8 Fejlmeddelelser
Generelt:
| Fejlmeddelelse | Fejlafhjælpning |
| Efter fræsningen, ved slæbetrykmålingen, kører grundmaskinen op i stedet for at køre sammen, eller bevæger sig slet ikke | 1) Hent vinduet „TEST/SERVICE“, kon- trollér „Position“ - skal være < 102) Indstil strækningsmålesystemets position med programmet „Første idrift- tagning“ |
| Varmeelement opvarmes ikke Kontrollér generatorens | s effekt |
Touch-pc og protokol:
| Fejlmeddelelse | Benævnelse Fejlafhjælpning | |
| Code 1 Udligningstryk for stort Kontrollér hydraulik uden grundmaskine,forøg tryk til 100 bar, sammenlign nomi-nel værdi med faktisk værdi, differensen skal være mindre end 5 bar | ||
| Code 2 Udligningstryk for lavt | ||
| Code 4 Opvarmningstryk for stort | ||
| Code 8 Opvarmningstryk for lavt | ||
| Code 16 Opvarmningstid for lang | ||
| Code 32 Opvarmningstid for kort | ||
| Code 64 Omstillingstid for lang | ||
| Code 128 Trykopbygningstid for lang | ||
| Code 256 Sammenføjningstryk for stort | ||
| Code 512 Sammenføjningstryk for lavt | ||
| Code 1024 Sammenføjningstryk for kort | ||
| Code 2048 Varmeelementtemperatur for lav 1) Sammenlign temperatur for varme-element med visningen på displayet2) Indstil parameter P002 på „0“3) Varmeplade skal beskyttes mod kraftig vind | ||
| Code 4096 Afbrudt af operatør | ||
| Code 8192 Omgivelsestemperatur ikke målt | ||
| Code 16384 Sammenføjningsstrækning ikke overholdt | ||
| Code 32768 Varmeelement ikke fjernet | ||
| Code 65536 Anden køletid ikke overholdt | ||
| Code 131072 | Varmeelementtemperatur for høj | Sammenlign temperatur for varme-element med visningen på displayet |
| Error Dataline 2.0exe | Hent filen „default“ i midten af skærmen:1) Luk “GO” skærm2) Dobbeltklik på „default“3) Genstart maskinen | |
Steuerung:
| Fejlmeddelelse | Benævnelse Fejlafhjælpning | |
| SER Servicedato nået; der skal fore-tages service | Få foretaget service | |
| ERR1 | Absolut tryk opnås ikke | Kontroller oliestand, tryksensor, ventiler defekte, motor defekt |
| PE-2 | Tryksensor -24V defekt | Udskift tryksensoren |
| ERR5 | Olietemperatur 70 °C – Stop! | Vent, til olietemperaturen er under 50°C |
| HE-1 Varmeelementet ikke tilsluttet, følerbrud | Udskift føleren |
| HE-0 Varmeelement for varmt Kontroller temperaturen, kontroller ind-stillingen, udskift føleren | |
| HE-2 Varmeelement for koldt Kontroller temperaturen, kontroller ind-stillingen, udskift føleren | |
4 Pleje og eftersyn
For at sikre at maskinen fungerer korrekt, skal følgende punkter overholdes:
- Styrestængerne skal være fri for urenheder. Er overfladen beskadiget skal styrestængerne udskiftes, da beskadigelsen evt. kan medføre tryktab.
- For at opnå de bedste svejseresultater, skal varmespejlet holdes rent. Når overfladen er beskadiget, skal varmespejlet enten overtrækkes igen eller udskiftes. Materialerester på varmedelen forringer non-stick egenskaberne og skal fjernes med en fnugfri klud og vaskemiddel med en Ethanolindhold >99,8 % (ifølge DVS 2207) (kun når varmespejlet er koldt!).
- Hydraulikolien (HLP – 46, Art. nr.: 53649) skal udskiftes efter 12 måneder.
- For at undgå funktionsforstyrrelser, skal det regelmæssigt kontrolleres om hydraulikaggregatet er tæt, forskruningerne sidder fast samt om kablet er i orden.
- Lynkoblingen på aggregatet samt på slangebundtet skal beskyttes mod snavs. Er de snavsede skal de rengøres før sammenkoblingen.
- Fræseanordningen er udstyret med to dobbeltsidigt slebne knive. Når skæreeffekten reduceres, skal knivene vendes eller udskiftes med nye.
- Vær især opmærksom på at rør- og emnefladerne, især endefladerne, der skal bearbejdes, er rene, da knivenes levetid i modsat fald reduceres.

Svejsemaskinen skal iht. DVS 2208 kontrolleres en gang om året af fabrikanten eller et serviceværksted, der er godkendt af fabrikanten. For maskiner med usædvanlig høj belastning skal kontrolcyklussen forkortes!
5 Tilbehør
Du kan finde passende tilbehør i hovedkataloget eller på www.rothenberger.com
6 Kundeservice
Dele af apparetet er af brugbart materiale og kann genbruges. Hertil står autoriserede og certificerede genbrugsvirksomheder til rådighed. Til miljøvenlig affaldsbehandling af ikke brugbart materiale (f.eks. elektronikaffald) vær venlig at spørg den myndighed, hvorunder det sorterer.

Smid ikke el-værktøj og akkuer/batterier ud sammen med det almindelige husholdningsaffa!
Kun til EU-lande: Iht. det europæiske direktiv 2012/19/EU om affald fra elektrisk og elektronisk udstyr og de nationale bestemmelser, der er baseret herpå, skal kasserede el-værktøjer, og iht. det europæiske direktiv 2006/66/EF skal defekte eller opbrugte akkuer/batterier indsamles separat og genbruges iht. gældende miljøforskrifter.
Innehåll Sida
Den aktuelle temperaturen vises på indikatoren (9). Reguleringen er aktiv når det lyser et punkt i indikatoren. Når den valgte temperaturen er nådd tennes begge LED-ene (actual & set). Etter 10 minutter til er varmeelementet klart til bruk. Temperaturen kontrolleres med en temperaturmåler.
For å kalibrere korrekt temperatur på varmeelementet, se punkt 3.5.

→ Angi omgivelsestemperatur og bekreft med Ente-tasten. Dersom temperaturen ikke angis korrekt vises:

Stille inn parameter med tilgangsrett „Mester“:
→ Trykk dreieknappen (4) i lang tid (ca. 6 sekunder), først blinker parameter P001 i øvre indikator (2), Deretter blinker „CodE“ og i nedre indikator (9) blinker streken i første posisjon.
→ Legg inn koden med dreieknappen (4) og trykk kort på dreieknappen (4) (Code = 8001 – ved igangkjøring, ved hjelp av parameter P100 kan koden endres fritt).
→ Velg ønsket parameter P101 til P114 med dreieknappen (4). Dersom denne verdien skal endres eller vises, trykk kort på dreieknappen (4), verdien (default) blinker i nedre indikator (9).
→ Still inn verdien med dreieknappen (4), og trykk kort en gang til på dreieknappen (4), da blinker parameteren igjen i øvre indikator (2).
→ For å avslutte menyen, trykk godkjenningstasten (10), verdien lagres.
| Parame-ternavn | Betegnelse | default | Enhet | |||
| P001 | Energiesparefunksjon Resttid | 99 | min | 0 | 99 | |
| P002* | Effektsparefunksjon aktiv | 0 | 0 | 3 | Sveiser | |
| P003 | Offset varmplatetemperatur | 5 | °C | -25 | 25 | Sveiser |
| P004 | Pmax for fresing | 20 | bar | 10 | 50 | Sveiser |
| P005 | Nominelt trykk | 1/10bar | Sveiser | |||
| P006 | Nominell temperatur | 210 | °C | P103 | P104 | Sveiser |
| P007 | Timer T1 nominell verdi | 45 | sek | 1 | 1500 | Sveiser |
| P008 | Timer T4 nominell verdi | 6 | min | 1 | 99 | Sveiser |
| P009 | Pstart for fresing | 10 | bar | 0 | P004 | Sveiser |
| P101 | Avvik for etterpumping | 5 | % | 1 | 50 | Mester |
| P102 | Utkjøringstid etter fresing | 10 | 1/10sek | 0 | 100 | Mester |
| P103 | Innstillingstemperatur (min) | 160 | °C | 0 | 300 | Mester |
| P104 | Innstillingstemperatur (max) | 270 | °C | 0 | 300 | Mester |
| P105 | Taste-lås (Ja/Nei) | 5 | sek | 0 | 50 | Mester |
| P106 | Trykk for utkjøring | 135 | 10 | 160 | Mester | |
| P107 | Ledetid for innkobling av Summer | 50 | 1/10sek | 0 | 200 | Mester |
| P100 | Endre kode | 8001 | Mester |
| Varmeelementet blir ikke varmt Kontroller ytelsen på | generatoren |
Touch-PC og Protokoll:




- Henvisninger til sikkerheden 150
- Pleje og eftersyn.... 171
- Tilbehør 171
- Kundeservice....171
- Affaldsbehandling....171
- Symboleri denne dokumentation:
- Generelle advarselshenvisninger for el-værktøj
- Tekniske data
- Transportkassens dimensioner:
- Enhedens funktion
- Beskrivelse af apparatet
- Basismaskine (A)
- Hydraulikaggregat
- Betjeningsvejledning
- Idrifttagning
- Klargøring til svejsning
- Svejsning
- Overførsel af protokollerne:
- Svejsning i Premium-tilstand
- Svejseproces i Premium-tilstand:
- Ud-af-drifttagning
- Generelle krav
- Vigtige henvisninger vedrørende svejseparametrene
- Indstilling af parametre
- Indstilling af parametre med „Meister“ (mester)-rettigheder:
- Indstilling af dato og klokkeslæt
- Opret/vælg maskinkonfigurationer
- Fejlmeddelelser
- Pleje og eftersyn
- Tilbehør
- Kundeservice
- Innehåll Sida
- Stille inn parameter med tilgangsrett „Mester“:
Mærke : ROTHENBERGER
Model : ROWELD P630 Premium CNC SA
Kategori : Værktøjsmaskine