
ROWELD P630 Premium CNC SA - Strojno orodje ROTHENBERGER - Brezplačna navodila za uporabo
Brezplačno poiščite navodila za napravo ROWELD P630 Premium CNC SA ROTHENBERGER v formatu PDF.

| Vrsta izdelka | Stroj za čelno varjenje z grelnim elementom z CNC modulom |
| Znamka | Rothenberger |
| Model | ROWELD P630 Premium CNC SA |
| Kategorija | Orodni stroj |
| Območje varjenja cevi (premer) | 315 - 630 mm |
| Maks. hod valjev | 200 mm |
| Dimenzije (D x Š x V) | 1300 x 1060 x 920 mm |
| Maks. teža (osnovni stroj SA) | 323,4 kg (z garnituro redukcijskih vložkov) |
| Električni priključek (osnovni stroj) | 400 V, 3~, 50/60 Hz |
| Absorbirana moč (osnovni stroj) | 1770 W |
| Rezkalna oprema: absorbirana moč | 1770 W |
| Grelni element: moč | 8000 W |
| Hidravlična enota: maks. tlak | 135 bar |
| Hidravlična enota: prostornina rezervoarja za olje | 3,8 L |
| Priporočeno hidravlično olje | HLP 46 (ref. 53649) |
| Raven zvočnega tlaka (osnovni stroj) | 52 dB(A) LpA | 3 KpA |
| Glavne funkcije | Varjenje PE, PP, PVDF; beleženje CNC parametrov; prenos protokola preko USB; način Premium |
| Varnost | Zasilni zaustavitev, varnostna naprava na rezkarju, varnostna navodila |
| Vzdrževanje | Menjava olja vsakih 12 mesecev; čiščenje grelnega elementa z etanolom >99,8%; letni pregled po DVS 2208 |
| Priloženi dodatki | Garnitura redukcijskih vpenjalnih vložkov, rezkalna oprema, grelni element, hidravlična enota z CNC modulom, shranjevalna škatla |
Pogosto zastavljena vprašanja - ROWELD P630 Premium CNC SA ROTHENBERGER
Vprašanja uporabnikov o ROWELD P630 Premium CNC SA ROTHENBERGER
0 vprašanje o tej napravi. Odgovorite na tiste, ki jih poznate, ali zastavite svoje.
Zastavite novo vprašanje o tej napravi
Prenesite navodila za vaš Strojno orodje v formatu PDF brezplačno! Poiščite svoja navodila ROWELD P630 Premium CNC SA - ROTHENBERGER in vzemite svojo elektronsko napravo nazaj v roke. Na tej strani so objavljeni vsi dokumenti, potrebni za uporabo vaše naprave. ROWELD P630 Premium CNC SA znamke ROTHENBERGER.
NAVODILA ZA UPORABO ROWELD P630 Premium CNC SA ROTHENBERGER
SL Navodilo za uporabo
SK Návod na obsluhu
BG Инструкция за експлоатация
S polno odgovornostjo izjavljamo, da je ta izdelek skladen z navedenimi standardi in direktivami.
VYHLÁSENIE O ZHODE EU
1.1 Uporaba v skladu z namembnostjo 314
1.2 Splošna varnostna navodila za električna orodja 314
2 Tehnični podatki....315
3 Delovanje naprave.... 317
3.1 Opis naprave 317
3.1.1 Osnovni stroj (A) 317
3.1.2 Hidravlični agregat (B) 317
3.2 Navodila za uporabo.... 318
3.2.1 Začetek uporabe.... 318
3.2.2 Ukrepi za pripravo varjenja 321
3.2.3 Varjenje 323
3.2.4 Varjenje v premium načinu 325
3.2.5 Ustavitev 330
3.3 Splošni pogoji 330
3.4 Pomembna navodila glede parametrov varjenja 330
3.5 Nastavitev parametrov 330
3.6 Nastavitev datuma in ure 332
3.7 Nastavitev in izbira konfiguracije stroja.... 333
3.8 Sporočila o napakah 333
4 Nega in vzdrževanje 335
5 Pribor 335
6 Servisna služba 335
7 Odstranjevanje med odpadke 335
Označevanje v tem dokumentu:

Nevarnost!
Ta znak opozarja pred poškodbami ljudi.
Pozor!
Ta znak opozarja pred materialno škodo in škodo v okolju.

Zahteve za ravnanje
1.1 Uporaba v skladu z namembnostjo
ROWELD P250-630B Premium CNC je dovoljeno uporabiti le za izdelavo varjenih spojev PE, PP in PVDF cevi v skladu s tehničnimi podatki. Za škodo zaradi nenamenske uporabe jamči izključno uporabnik.
1.2 Splošna varnostna navodila za električna orodja

NEVARNOST! Preberite vsa varnostna opozorila, navodila, ilustracije in specifikacije, ki so priložene temu električnemu orodju.
Če spodaj navedenih napotkov ne upoštevate, lahko pride do električnega udara, požara in/ali težke poškodbe.
Vsa opozorila in navodila shranite, saj jih boste v prihodnosti morda potrebovali.
Izraz „električno orodje“ v opozorilih se nanaša na električno orodje z električnim pogonom (z električnim kablom) ali na akumulatorska električna orodja (brez električnega kabla).
1) Varnost na delovnem mestu
a) Delovno mesto naj bo vedno čisto in dobro osvetljeno. Nered in neosvetljena delovna mesta lahko povzročijo nezgode.
b) Električnega orodja ne uporabljajte v okolju, v katerem lahko pride do eksplozij (prisotnost vnetljivih tekočin, plinov ali prahu). Električna orodja povzročajo iskrenje, zaradi katerega se lahko prah ali hlapi vnamejo.
c) Ko uporabljate električno orodje, otrokom ali drugim navzočim ne dovolite, da bi se vam približali. Odvračanje pozornosti lahko povzroči izgubo nadzora nad orodjem.
2) Električna varnost
a) Priključni vtič električnega orodja se mora prilegati vtičnici. Spreminjanje vtiča na kakršen koli način ni dovoljeno. Pri ozemljenih električnih orodjih ne uporabljajte adapterskih vtičev. Nespremenjeni vtiči in ustrezne vtičnice zmanjšujejo tveganje električnega udara.
b) Izogibajte se telesnemu stiku z ozemljenimi površinami, kot so na primer cevi, grelci, hladilniki in pašniki. Tveganje električnega udara je večje, če je vaše telo ozemljeno.
c) Prosimo, da napravo zavarujete pred dežjem ali vlago. Vdor vode v električno orodje povečuje tveganje za električni udar.
d) Kabel uporabljajte pravilno. Ne uporabljajte ga za prenašanje orodja, vlečenje ali izklapljanje iz električnega omrežja. Kabel zavarujte pred vročino, oljem, ostrimi robovi ali premikajočimi se deli. Poškodovani ali zapleteni kabli povečujejo tveganje električnega udara.
e) Kadar uporabljate električno orodje zunaj, uporabljajte samo kabelske podaljške, ki so primerni za delo na prostem. Uporaba kabelskega podaljška, ki je primeren za delo na prostem, zmanjšuje tveganje za električni udar.
f) Če je uporaba električnega orodja v vlažnem okolju neizogibna, uporabljajte stikalo za zaščito pred kvarnim tokom. Uporaba zaščitnega stikala zmanjšuje tveganje električnega udara.
3) Varnost oseb
a) Bodite pozorni, pazite kaj delate ter se dela z električnim orodjem lotite z razumom. Ne uporabljajte električnega orodja, če ste utrujeni oziroma če ste pod vplivom mamil, alkohola ali zdravil. Trenutek nepazljivosti pri uporabi električnega orodja je lahko vzrok za resne telesne poškodbe.
b) Uporabljajte osebno zaščitno opremo. Vedno uporabljajte zaščito za oči. Z uporabo zaščitne opreme, kot so protiprašna maska, varnostni čevlji, ki ne drsijo, čelada ali zaščita za sluh, v ustreznih okoliščinah zmanjšate nevarnost poškodb.
c) Preprečite nenameren vklop orodja. Pred priključitvijo električnega orodja na električno omrežje in/ali na akumulatorsko baterijo in pred dviganjem ali nošenjem se prepričajte, da je električno orodje izklopljeno. Če električno orodje nosite in imate pri
tem prst na stikalu ali pa orodje napajate, ko je stikalo v položaju za vklop, lahko pride do nesreče.
d) Odstranite vse ključe in izvijače za prilagajanje orodja preden orodje vključite. Ključ ali izvijač, ki ga ne odstranite z vrtečega se dela električnega orodja, lahko povzroči telesne poškodbe.
e) Ne precenjujte svojih sposobnosti. Ves čas trdno stojite in vzdržujte ravnovesje. To omogoča boljši nadzor nad električnim orodjem v nepričakovanih situacijah.
f) Oblecite se primerno. Ne nosite ohlapnih oblačil ali nakita. Las in oblačil ne približujte premikajočim se delom. Ohlapna oblačila, nakit ali dolgi lasje se lahko ujamejo v premikajoče se dele.
g) Če imate na voljo naprave za priklop sesalnika za prah ali zbiralnih posod, se prepričajte, da so te ustrezno priključene. Uporaba sistema za zbiranje prahu lahko zmanjša nevarnosti, povezane s prahom.
h) Naj seznanjenost z orodjem, ki jo pridobite s pogosto uporabo, ne bo razlog za to, da postanete lahkomiselni in ignorirate varnostna načela. V delčku sekunde lahko nepozorno dejanje pripelje do hude poškodbe.
4) Starostlivé používanie ručného elektrického náradia a manipulácia s ním
a) Električnega orodja ne preobremenjujte. Za delo uporabite ustrezno električno orodje. Pravo električno orodje bo delo boljše in varneje opravilo, in sicer s hitrostjo, za katero je bilo oblikovano.
b) Električnega orodja ne uporabljajte, če ga s stikalom ne morete vklopiti in izklopiti. Električno orodje, ki se ne more več vključiti ali izključiti, je nevarno in se mora popraviti.
c) Izvlecite vtič iz vtičnice in/ali odstranite akumulatorsko baterijo, će jo je mogoče izvzeti, še preden orodje popravljate, menjujete pribor ali ga shranite. Ti preventivni varnostni ukrepi zmanjšajo tveganje za nenamenski zagon aparata.
d) Ko električnih orodij ne uporabljajte, jih shranite izven dosega otrok. Osebam, ki orodja ne poznajo ali niso prebrale teh navodil za uporabo, orodja ne dovolite uporabljati. Električna orodja so nevarna, će jih uporabljajo neizkušene osebe.
e) Vzdržujte električna orodja in pribor. Prepričajte se, da so premikajoči se deli pravilno poravnani in da se ne zatikajo ter da deli niso polomljeni. Prav tako preverite, ali je na orodju še kaj drugega, kar bi lahko vplivalo na njegovo delovanje. Če je električno orodje poškodovano, mora biti pred uporabo popravljeno. Slabo vzdrževana električna orodja so vzrok za mnoge nezgode.
f) Rezalna orodja naj bodo vedno ostra in čista. Skrbno negovana rezalna orodja z ostrimi robovi se manj zatikajo in so lažje vodljiva.
g) Električna orodja, pribor, vsadna orodja in podobno uporabljajte v skladu s temi navodili. Pri tem upoštevajte delovne pogoje in dejavnost, ki jo boste opravljali. Uporaba električnih orodij v namene, ki so drugačni od predpisanih, lahko privede do nevarnih situacij.
h) Ročaji in površine za prijemanje naj bodo suhe, čiste in brez olja ali maščobe. Gladki ročaji in površine za prijemanje ne omogočajo varne uporabe in nadzora orodja v nepričakovanih situacijah.
5) Servisiranje
a) Vaše električ no orodje naj popravlja samo kvalificirano strokovno osebje ob obvezni uporabi originalnih rezervnih delov. Tako boste zagotovili, da bo orodje varno za uporabo.
2 Tehnični podatki
P250B
P355B
P500B
P630B
Osnovni stroj CNC SA/VA:
Cev – območje varjenja ∅ (mm)....90-250 .... 90-355.... 200-500 .... 315-630
Cev - moč varjenja......vrste SDR glejte knjižica varjenje mize + opazovani maks. tlak hidravlični agregat
Maks. dvig valja (mm)....150....150....200....200 Celotna površina valjev (cm²)....6,26....6,26....14,13....14,13
Glavne mere:
Dolžina (mm) 810 795 1300 1300
Širina (mm)....485....600....900....1060
Višina (mm) 415 535 800 920
max. Teža * (SA kg)....59,0 .... 80,2.... 238,5 .... 323,4
max. Teža * (VA kg) 61,3 83,8
* vključno redukcijskih vpenjalnih vstavkov za manjši premer cevi
Rezkalna priprava:
| Električni priključek | 230 V | 230 V | 400 V, 3~ | 400 V, 3~ |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 3,5 A | 4,8 A | 1,75 A | 2,55 A | |
| Odjemna moč/ Izhodna moč (W) | 750/470 | 1050/650 | 1210/750 | 1770/110 |
| Število vrtljajev motorja ( min^-1 ) | 660 | 726 | 140 | 140 |
| Število vrtljajev v prostem teku ( min^-1 ) | 85 | 66 | 31 | 24 |
| (plošča rezkarja) | ||||
| Nivo zvočnega tlaka dB(A) L_pA | K_pA | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 |
| Raven moči hrupa dB(A) L_WA | K_WA | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 |
| Teža (kg) | 15 | 22,4 | 68 | 123 |
Grelni element CNC SA/VA:
| Električni priključek | 230 V | 230 V | 400 V | 400 V |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 1500 W | 2500 W | 4000 W | 8000 W | |
| Premer grelnega elementa (mm) | 300 | 380 | 540 | 660 |
| Teža (SA/VA kg) | 5,5/13 | 9,1 | 32 | 49 |
Omarica za nastavljanje CNC SA/VA:
| Teža (SA/VA kg) | 8,2/7,6 | 9,6 | 55 | 70 |
P250B, P355B P500B, P630B
Hidravlični agregat:
| Električni priključek | 230 V – 50 Hz - 4,17 A | 400 V - 50/60 Hz - 2,75 A |
| 230 V – 60 Hz - 4,17 A | ||
| Odjemna moč/ Izhodna moč (W) | 880/550 | 1905/1100 |
| Količine črpanja črpalke (l/min) | 2,2/ 2,6 | 4,5/ 5,4 |
| Prostornina posode za olje (l) | 1,1 | 3,8 |
| Maks. tlak (bar) | 135 | 135 |
| Hidravlično olje | HLP – 46 (no.: 53649) | |
| Mere (DxŠxV, mm) | 540 x 310 x 433 | 540 x 310 x 433 |
| Nivo zvočnega tlaka dB(A) LpA | KpA | 62 | 3 | 68 | 3 |
| Raven moči hrupa dB(A) LWA | KWA | 73 | 3 | 79 | 3 |
| Teža (kg) | 33,7 | 38,2 |
P250B P355B P500B P630B
Celotna naprava:
Elektrika Celotna priključna vrednost (kW) .....3,2.....4,3 ..... 7,2 ..... 11,7
Mere transportnega zaboja:
| Dolžina (mm) | 1200 | 1200 | 2240 | 2240 |
| Širina (mm) | 800 | 800 | 1300 | 1300 |
| Višina (mm) | 900 | 900 | 1500 | 1500 |
Stopnja hrupa pri delu lahko presega 85 dB (A). Nosite zaščito za sluh!
3.1 Opis naprave
ROWELD P250-630B Premium CNC so kompaktni, prenosni grelniki za čelno varjenje s CNC modulom za natančno beleženje parametrov varjenja, skladno z direktivo DVS in možnostjo prenosa podatkov preko USB; ki so bili zasnovani posebej za uporabo na gradbiščih - predvsem v jarkih za cevi. Samoumevno je, da je aparat mogoče uporabljati tudi v delavnicah.
Varjenje je možno cev - cev, ampak tudi cev - cevno koleno, cev - T - kos in cev - predzvarjena prirobnica.
Stroje v v glavnem sestavljen iz:
osnovnega stroja, redukcijskih vpenjalnih vstavkov, hidravličnega agregata z modulom CNC, rezkalne priprave, grelnega elementa in omarice za nastavljanje.
ROWELD P250B Premium CNC: pri varjenju cevnih kolen z ozkim polmerom maks. premera stroja, morate kot pribor uporabiti poševno odrezan zgornji del vpenjalnega orodja, ki je na voljo.
ROWELD P500-630B Premium CNC: za vstavljanje in dvigovanje rezkarjev in grelnih elementov lahko uporabite električno pripravo za dvigovanjke, ki je na voljo kot pribor.
| 1 | Gibljivi vpenjalni elementi | 3 | Distančnik z zarezami za zapahnitev |
| 2 | Premični vpenjalni element | 4 | Priprava za snetje grelnega elementa |
3.1.2 Hidravlični agregat (B)
| 1 | Tipka Avtomatika | 12 | Tipka Merilnik časa (čas) |
| 2 | Prikazovalnik Tlak | 13 | Vtičnica Rezkalnik |
| 3 | Tipka Sprostitev tlaka | 14 | Hitrospenjalna objemka |
| 4 | Vrtljiv gumb | 15 | Hitrospenjalni vtič |
| 5 | Tipka Rezkanje | 16 | Vtična priprava za grenil element |
| 6 | Tipka Vklop/izklop | 17 | Električni vtič |
| 7 | Tipka Ogrevanje | 18 | Izklop v sili |
| 8 | „Razmakniti“ stroj | 19 | Računalnik z zaslonom, občutljivim na dotik |
| 9 | Prikaz temperature in časa | 20 | Priključki za polnjenje olja z merilno palico |
| 10 | Tipka za sprostitev | 21 | USB priključek |
| 11 | „Združiti“ stroj | 22 | Priklop naprave v enoto za napajanje |
Hidravlični agregat omogoča upravljanje varilnega aparata, ki so označena z naslednjimi simbo- li:

Tipka Vklop/izklop hidravličnega agregata

Vklop grelnih elementov s pritiskom na tipko „Ogrevanje“. Želeno temperaturo grelnega elementa nastavite s pritiskom tipke „Ogrevanje“ in obračanjem vrtljivega guma, vrednost bo prikazana v prikazu Temperatura, nato bo znova prikazana dejanska vrednost

Z vrtljivim gumbom nastavite tlak za rezkanje, izravnavo, segrevanje in prilagajanje, vrednost bo prikazana v prikazovalniku „Tlak“. 3 sekunde po nastavitvi bo prikazana dejanska vrednost. S pritiskom na gumb se odpre meni za izbiro nastavitve parametrov storitev

Za združevanje vpenjalnih elementov pritisnite tipko za sprostitev in „Združiti“ stroj

Tipka za sprostitev tlaka

Za razmikanje vpenjalnih elementov pritisnite tipko za sprostitev in „Razmakniti“ stroj

Za vklop vtičnice rezkarja pritisnite tipko za sprostitev in tipko Rezkanje, tlak se samodejno nastavi na 10 barov in ga lahko z gumbom povečate na največ 20 barov. (v primeru posebne uporabe, npr. poševna lega, lahko s spreminjanjem P004 nastavite na maksimalno 50 barov)

Merilnik časa aktivirate z enkratnim pritiskom tipke. Če pritisnite tipko in obračate vrtljiv gumb, lahko nastavite čas t1 v sekundah. Če tipko držite pritisnjeno dalj časa, se bo preklopilo na t4. Če pritisnite tipko in obračate vrtljiv gumb, lahko nastavite čas t4 v minutah. S kratkim pritiskom na gumb časovnika se vklopi T1 ali T2 in ura začne teči

Če pritisnete na gumb „Auto (Samodejno)“, nastavite tlak med ogrevanjem (t1 je aktiven) in sistem začne nadzorovati postopek (aktivno časovnik t4), ki ha lahko prilagodite

Gumb za sprostitev ali potrditev nastavitve parametra storitev
3.2 Navodila za uporabo
Varilni aparati so primerni za delovanje pri temperaturah okolice med -10 °C in +40 °C.
Primerni so za stacionarno napajanje 230 V 50/60 Hz in 400 V 50/60 Hz. Če se uporablja generator električne energije, mora varilec pri proizvajalcu generatorja pojasniti zahtevano moč.

Varilni stroj smejo uporabljati le primerno kvalificirani strokovnjaki, ki imajo v skladu z DSV 2212, 1. del pravico za to!
3.2.1 Začetek uporabe

Pred začetkom uporabe sočelnega varilnega aparata skrbno preberite navodila za uporabo in varnost na navodila!

Grelnega elementa ne uporabljajte v eksplozijsko ogroženem okolju in v katerem lahko pridejo v stik s hitro vnetljivimi snovmi!

Upoštevajte varno razdaljo do stroja in ne vstavljajte ali segajte v stroj. Drugi ljudje naj bodo na varni razdalji izven delovnega območja!

Pred začetkom uporabe preverite raven olja v hidravličnem agregatu, ta mora biti med oznakama min. in max. na čepu za polnjenje olja z merilno palčko (20), će je treba dolijte hidravlično olje HLP 46!

Hidravlični agregat transportirajte in odstavite le v vodoravnem položaju, če je v poševnem položaju, izteka olje pri čepu za odzračevanje z merilno palčko!

V primeru nevarnosti pritisnite stikalo za izklop v sili (18). Pred vsako uporabo zagotovite, da lzklop v sili in zapahnjen!
→ Obe hidravlični cevi osnovnega stroja povežite na hidravlični agregat s hitro sklopko (14,15).
Hitre sklopke zaščitite pred onesnaženjem. Takoj zamenjajte sklopke, ki ne tesnijo!

→ Vklopite vtikač napajalnega kabla v vtičnico (13), nato priklopite vtikač napajalnega kabla grelnika (16), napajalni kabel enote za napajanje (22).
→ Električni vtič hidravličnega agregata (17) priklopite na napajanje s tokom, ki ustreza podatkom na tipski ploščici. Če se ne pokaže začetni zaslon, odpahnite IZklop v sili, se oglasi signalni zvok in v prikazu (2) zasveti točka.
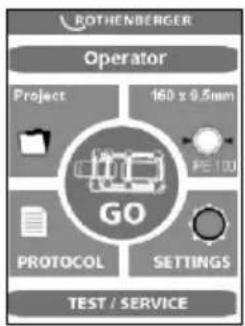
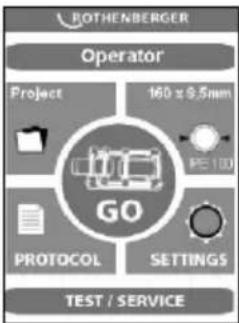
Ob prvi uporabi preverite datum in uro. Za to pritisnite tipko GO. (za spreminjanje glejte točko 3.6). Za zapiranje menija pritisnite EXIT.
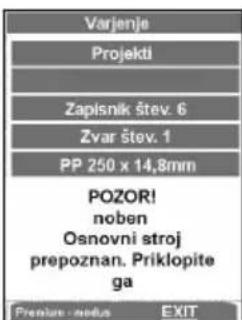
Če pritisnete tipko GO in naprava pa ni priklopljena v enoto za napajanje, se bo prikazalo naslednje sporočilo:
„Pozor! Enota za napajanje ni priklopljena. Priklopite napravo v enoto za napajanje“
Če se po priklopu naprave v enoto za napajanje še vedno prikazuje to sporočilo, je nekaj narobe s povezavo, z napravo pa boste še vedno lahko segrevali in beležili parametre (glejte 3.2.4).
Ob prvi uporabi nastavite jezik, v tovarni je nastavljena nemščina. Za spreminjanje pritisnite Settings (Nastavitve) in se z OK preselite v Setting 2 (Nastavitev 2).


S tipkami s puščicami izberite želen jezik ter potrdite z OK. Po prvem varjenju bo shranjen izbran jezik.
Zaslon lahko preklopite v način Stanje pripravljenosti, će hidravliko izklopite s tipko (6) se aktivira se ohranjevalnik zaslona.
→ Vklopite hidravlični agregat (pritisnite tipko (6)).
Po vklopu se segreje grelni element.
Na prikazovalniku (9) je prikazana trenutna temperatura. Reguliranje je aktivno, če v prikazovalniku zasveti pika. Ko je dosežena nastavljena temperatura, zasvetita oba LED-a (actual & set / trenutna & nastavljena). Po dodatnih 10 minutah je grelni element pripravljen za uporabo. Temperaturo preverite z merilnikom temperature.
Za izravnavo temperature grelnega elementa glejte točko 3.5.

Nevarnost opeklin! Grelni element lahko doseže temperaturo do 300 °C in ga morate takoj po uporabi postaviti nazaj v predvideno odlagalno omarico!
Z daljšim pritiskom tipke (7) lahko grelnik izklopite, pika v prikazovalniku (9) ugasne, ponoven pritisk pa znova vklopi gretje.
Hidravlika ROWELD P500-630B: Preverite smer vrtenja! V tovarni je stroj spojen tako, da se vrti v desno. Osnovni stroj razmaknite ali združite s hidravličnim agregatom, če se nič ne premakne, premaknite z ustreznim orodjem fazni pretvornik na električnem stikalu!
Napotek: Če se hidravlika ne vrsti v pravilno smer, je ne vklopite (nevarnost uničenja)!
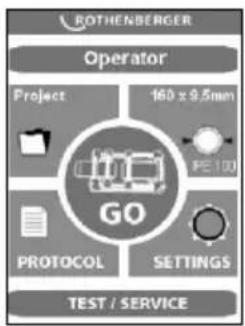
→ Vnesite ime varilca „Operator“, ali izberite.


Z vnosnimi maskami lahko izberete shranjene varilce, vnesete nova imena varilcev ali obstoječe izbrišete s tipko DEL in vnesete nove. Vse vnosne maske se potrdijo in shranijo s tipkama EN-TER ali OK, prikliče se naslednji programski korak. S tipko EXIT se bo maska zaprla brez shranjevanja.
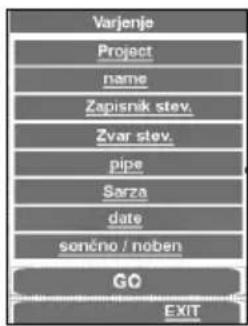
→ Izdelava ali izbira projekta.
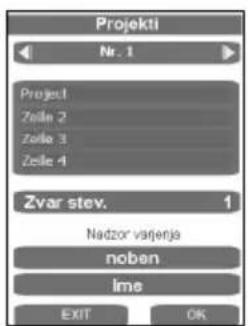

Z vnosnimi maskami lahko izberete shranjene projekte ali vnesete nova imena projektov. Zapira-te in shranjujete s tipko ENTER.
→ Izbira cevi.

→ S tipkami s puščicami izberite želeno cev in potrdite z OK.

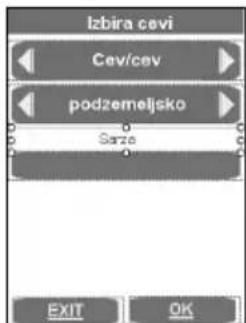
V tem končnem pregledu parametrov cevi so prikazani podatki cevi v skladu z direktivo DVS, s tipko OK se pokaže okno za varjene dele in način polaganja.
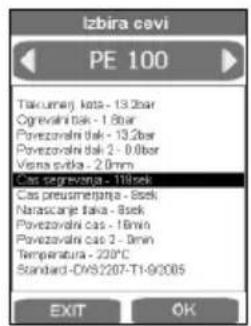

S pritiskom na ustrezno prikazno polje lahko opravite spremembe, ki odstopajo od standardov in jih shranite s tipko ENTER, V točki Norm/Standard se nato spremeni oznaka, to spremembo pa lahko pred tiskanjem zapisnika na računalniku vnesete v polje Bemerkung/Opomba. Potem, ko ste podatke o cevi potrdili z OK in jih shranili, se pokaže glavni meni.
Pri P500-630B: Za dvig rezkarja in grelnega elementa uporabite dvižno pripravo, izdelek štev. 53410 (P500B) oz. 53323 (P630B), ali pa uporabite ustrezno orodje.
3.2.2 Ukrepi za pripravo varjenja
→ Pri ceveh, ki so manjše kot je maks. premer stroja, ki se lahko vari, morate montirati redukcijske vstavke premera cevi, ki ga predelujete z imbus vijaki, ki so v priboru.
ROWELD P250-355B: je sestavljen iz 6 polovičnih skodelic s široko in 2 polovičnima skodelicama z ozko vpenjalno površino.
ROWELD P500-630B: je do premera 450 mm sestavljen s 6 polovičnimi skodelicami s široko in 2 polovičnima skodelicama z ozko vpenjalno površino, od 500 mm pa z 8 polovičnimi skodelicami s široko vpenjalno površino.
Pri tem morate upoštevati, da je treba polovične skodelice z ozko vpenjalno površino vstaviti v oba zunanja spodnja osnovna vpenjalna elementa. Le pri spojih cev / cevno koleno se te vstavljajo v levi osnovni vpenjalni element spodaj in zgoraj.
→ Plastične cevi ali oblikovne kose, ki jih želite variti, vstavite v vpenjalno pripravo (pri daljših ceveh prek 2,5 m je treba uporabiti podstavke za cevi) in zategnite medeninasto matico na zgornjem vpenjalmem orodju. Dele cevi, ki niso okrogli, lahko izravnate z zategovanjem ali odvijanjem medeninaste matice.
→ Pri spojih cev / cev morata biti distančnika zaskočena v oba leva vpenjalna elementa (stanje ob dobavi).
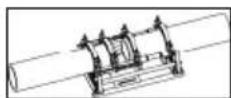
! Pozor: Distančnika ne smeta biti v nobenem primeru montirani tako, da sta diagonalno premaknjena!
Cevi držita po dva vpenjalna elementa.
→ P250-355B: Pri spojih cev / fitting je treba distančnike zaskočiti v oba srednja vpenjalna elementa in pripravo za snetje grelnega elementa vpeti v leve vpenjalne elemente. Ob predelavi fittinga v določenih lega, npr. koleno je vodoravno, varilne prirobnice, je treba odstraniti pripravo za snetje grelnega elementa.
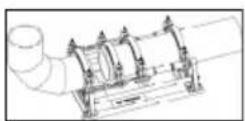
→ P500-630B: Pri spojih cev / fitting morata biti distančnika obrnjena in zaskočena v oba srednja vpenjalna elementa
! Pozor: Distančnika ne smeta biti v nobenem primeru montirani tako, da sta diagonalno premaknjena!
Cev vložite v tri vpenjalne elemente in fiting drži en vpenjalni element. Pri tem lahko premične vpenjalne elemente premaknete na drogu tako, kot zahtevajo prostorske razmere pri vpenjanju in varjenju.
→ Varjenje zaženite z GO.
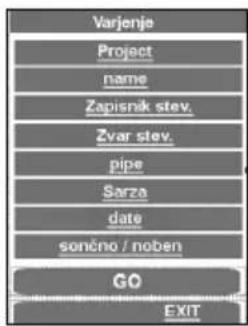
V tem končnem pregledu lahko opravite zadnje spremembe s klikom na ustrezni podmeni in potrdite z GO.
Med delovanjem se CNC nadzor izvaja preko PC. Dokler ne pritisnete gumba za vklop (6), so onemogočene vse funkcije izven PC.
Gretje lahko prekinete s pritiskom na gumb za vklop/ izklop, oziroma na tipko EXIT, na zaslonu se prikaže ustrezno sporočilo.
S puščičnimi tipkami se pomikate naprej.
S tipko EXIT skoči program brez shranjevanja v glavni meni.
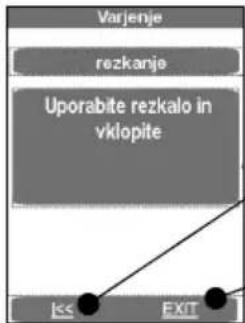
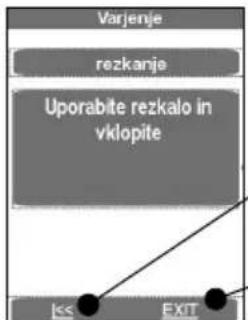
→ Električni rezkalnik vstavite med obdelovance, ki jih varite.
→ P250-355B: Stikalo motorja rezalnika, stikalo za zaklepanje.
P500-630B: Preverite smer vrtenja! V tovarni je stroj spojen tako, da se vrti v desno!

→ Podrobnosti preverite s pritiskom na besedilno sporočilo. Skobeljne plošče se morajo vrteti v smeri rezanja, sicer preklopite z ustreznim orodjem fazni pretvornik na električnem vtiču.

Nevarnost poškodb! Med delovanjem rezkalnika imejte varno razdaljo do stroja in ne segajte med vrteče se nože. Rezkalnik sprožite le v vstavljenem stanju (delovni položaj) in nato postavite nazaj v predvideno odlagalno omarico. Delovanje varnostnega stikala v rezkalniku mora biti v vsakem trenutku zagotovljeno, da bi preprečili nehoten zagon izven stroja!
→ Elementa se samodejno spojita. Jakost lahko uravnavate z obračanjem gumba (4). Standardno je mogoče 20 barov, tlak rezkanja pa lahko povečate na do 50 barov, glejte točko 3.5.

Previsok rezkalni pritisk lahko povzroči pregretje in poškodovanje pogona rezkarja. Ob preobremenitvi oz. v mirovanju pogona rezkalnika razmaknite stroj in zmanjšajte tlak (gl. točko 3.5)!
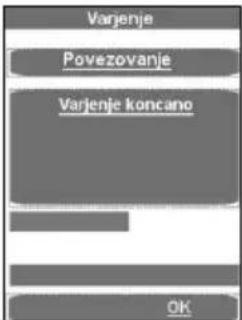
→ Reža med elementoma je <= 0,2mm na usmerjevalniku pritisnite besedilno sporočilo Naprava se izklopi in spojki se odklopita.
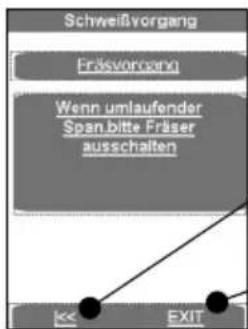
flowchart
graph TD
A["Schweißvorgang"] --> B["Frässvorgang"]
B --> C["Wenn umlaufender Span bitte Fräser ausschalten"]
C --> D["EXIT"]
D --> E["<<"]
E --> F["<<"]
S tipkami s puščicami preskoči program nazaj „Uporabite rezkalo in“
S tipko EXIT skoči program brez shranjevanja v glavni meni
→ Počakajte, da se skobeljne plošče ustavijo. Rezkalnik odstranite iz osnovnega stroja in odložite v odlagalno omarico.
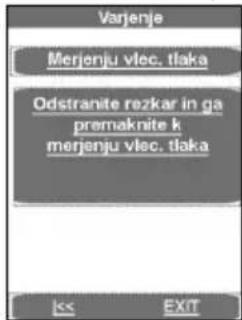
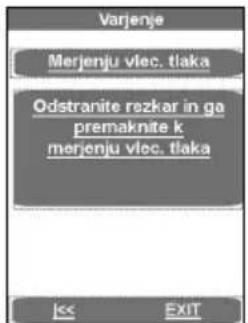
→ Pritisnite besedilno sporočilo, pomaknite elementa skupaj in izmerite tlak.
Izmerjen vlečni tlak se samodejno prišteje izravnalnemu, ogrevalnemu in sestavljalnem tlaku.

Upoštevajte varno razdaljo do stroja in ne vstavljajte ali segajte v stroj. Drugi ljudje naj bodo na varni razdalji izven delovnega območja!
S puščicami s tipkami preskoči program nazaj na „merjenju vleč. tlaka“
S tipkami s puščicami preskoči program nazaj „Uporabite rezkalo in“
S tipko EXIT skoči program brez shranjevanja v glavni meni
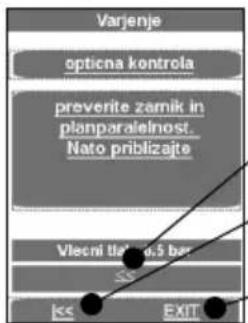
→ Preverite, če sta sevi trdno v spojkah, če površini natančno nalegata ena na drugo in sta vzporedni ter vzdolžno poravnani.
Če ne, je treba ponoviti rezkanje. Osni zamik med konci obdelovancev ne sme biti (v skladu z DVS) večji od 10 % debeline stene in reža med ravnimi površinami ne sme biti večja od: ∅ ≤ 355mm = 0,5mm, ∅ 400...< 630mm = 1,0mm, ∅ 630...< 800mm = 1,3mm.
S čistim orodjem (npr. čopičem) odstranite morebitne ostružke v cevi.

Upoštevajte! Rezkanih, za varjenje pripravljenih površin, se ni dovoljeno dotikati z rokami in na njih ne sme biti nobene umazanije!
3.2.3 Varjenje

Nevarnost ukleščenja! Ob združevanju vpenjalnih orodij in cevi ohranjajte obvezno varno razdaljo do stroja. Nikoli ne vstavljajte v stroj!

V maski je prikazana temperatura grelne plošče.
Naprava deluje le znotraj zelenega območja.
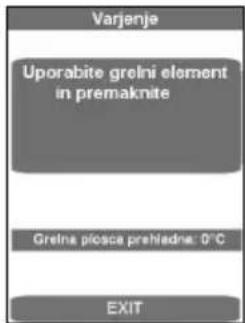
→ Grelni element SA: Grelni element vstavite v osnovni stroj med oba obdelovanca in pazite, da bodo ležišča grelne plošče vstavljena v zareze naprave za snetje.
→ Grelni element VA: Grelni aparat namestite na dve točki in vstavite grelno ploščo med cevi.
→ Pritisnite na besedilno sporočilo in nastavite tlak ter ga vzdržujte.
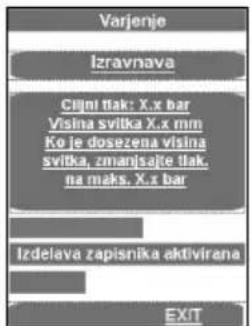
Zdaj se bodo vsi prametri varjenja shranili, aktivirano bo beleženje zapisnika.
Zgornja vrstica napredka prikazuje, ali je tlak v predpisanem območju (zelena), v dovoljenem območju (rumena) ali izven dovoljenega območja (rdeča). Dejanski tlak je prikazan v prikazovalniku (2).
Ko vzpostavite želeno višino nad obema elementoma, se tlak samodejno sprosti in postopek segrevanja se začne.

→ Tlak nastavite tako, da je zagotovljeno še enakomerno, prileganje obdelovancev na grelnem elementu skorajda brez pritiska.
Tik pred koncem časa segrevanja se oglasi signal.
→ Ko se postopek zaključi, se elementa samodejno razmakneta, SA grelnik morate odstraniti in naprava VA bo samodejno spojila segreta elementa.

Tlak se bo linearno povečal na ustrezen sestavljalni tlak.
Ko je dosežen ustrezen sestavljalni tlak, preskoči program samodejno v sestavljanje in zažene se merilnik časa t4.
Zgornja vrstica napredka prikazuje, ali je tlak v predpisanem območju (zelena), v dovoljenem območju (rumena) ali izven dovoljenega območja (rdeča). Spodnji pa kaže časovni potek. Dejanski tlak je prikazan v prikazovalniku (2) ostanek časa sestavljanja t4 pa v prikazovalniku (9).
Tlak se med segrevanjem samodejno uravnava. Če bo dodatno črpanje (prevelika izguba tlaka) prepogosta, preverite hidravlični sistem.
→ Grelni element postavite nazaj v odlagalno omarico
→ Ko je potekel čas ohlajanja, je varjenje končano, shranjeno, oglasi se zvočni signal in tlak se samodejno izpusti.
→ Meni varjenja končajte z OK.
→ Tlak izpustite popolnoma s tipko (3).
→ Sprostite zvarjene obdelovance in jih odstranite.
→ Razprite osnovni stroj. Stroj je pripravljen za naslednji varilni cikel.
Prenos zapisnikov:

V menijski točki Zapisniki jih lahko shranite OK, će je priključen USB ključ. Okno se nato zapre samodejno.
Zapisniško datoteko morate obdelati s programsko opremo ROTHENBERGER Dataline 2 in računalnikom.
Celoten prameter varjenja lahko pogledate v priloženih varilnih tabelah.
3.2.4 Varjenje v premium načinu
→ Pritisnite tipko za premium varjenje.

→ Vnesite sobna temperaturo in pritisnite tipko Enter. Če temperatura ne bo pravilno prikazana:

S puščičnimi tipkami se pomikate naprej.
S tipko EXIT skoči program brez shranjevanja v glavni meni.
→ Električni rezkalnik vstavite med obdelovance, ki jih varite.
→ P250-355B: Stikalo motorja rezalnika, stikalo za zaklepanje.
P500-630B: Preverite smer vrtenja! V tovarni je stroj spojen tako, da se vrti v desno!

→ Vklopite rezkalnik, pritisnite tipko (10) in (5) na hidravličnem agregatu. Skobeljne plošče se morajo vrteti v smeri rezanja, sicer preklopite z ustreznim orodjem fazni pretvornik na električnem vtiču.


Nevarnost poškodb! Med delovanjem rezkalnika imejte varno razdaljo do stroja in ne segajte med vrteče se nože. Rezkalnik sprožite le v vstavljenem stanju (delovni položaj) in nato postavite nazaj v predvideno odlagalno omarico. Delovanje varnostnega stikala v rezkalniku mora biti v vsakem trenutku zagotovljeno, da bi preprečili nehoten zagon izven stroja!
Združite vpenjalne elemente (pritisnite tipki 10 + 11). Tlak rezkanja nastavite z vrtljivim gumbom (4). Standardno je mogoče 20 barov, tlak rezkanja pa lahko povečate na do 40 barov, glejte točko 3.5.

Previsok rezkalni pritisk lahko povzroči pregretje in poškodovanje pogona rezkarja. Ob preobremenitvi oz. v mirovanju pogona rezkalnika razmaknite stroj in zmanjšajte tlak (gl. točko 3.5)!
→ Potem, ko iz rezkalnika neprekinjeno izstopa oblanec, debel <= 0,2 mm, pritisnite tipko Fräsen (Rezkanje) (5), razmaknite vpenjalne elemente (pritisnite tipki 10 + 8).
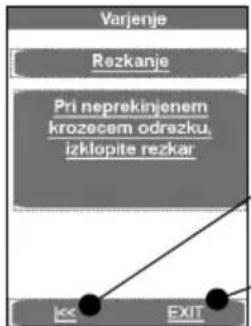
S tipkami s puščicami preskoči program nazaj „Uporabite rezkalo in“
S tipko EXIT skoči program brez shranjevanja v glavni meni
→ Počakajte, da se skobeljne plošče ustavijo. Rezkalnik odstranite iz osnovnega stroja in odložite v odlagalno omarico.
→ Obdelovance združite z majhnim tlakom (pritisnite tipki 10 + 11) in z vrtljivim gumbom (4) nastavite vlečni tlak.

→ Če se stroj premika počasi, pritisnite zaslon. Izmerjen vlečni tlak se samodejno prišteje izravnalnemu, ogrevalnemu in sestavljalnem tlaku.
→ Združite vpenjalne elemente, nastavite tlak, ustrezen cevi in preverite, ali so obdelovanci trdno vpeti v vpenjalnih orodjih.

Upoštevajte varno razdaljo do stroja in ne vstavljajte ali segajte v stroj. Drugi ljudje naj bodo na varni razdalji izven delovnega območja!
S puščicami s tipkami preskoči program nazaj na „merjenju vleč. tlaka“
S tipkami s puščicami preskoči program nazaj „Uporabite rezkalo in“
S tipko EXIT skoči program brez shranjevanja v glavni meni
→ Preverite, ali so varilne površine ravne, vzporedne in so poravnane v osi.
Če ne, je treba ponoviti rezkanje. Osni zamik med konci obdelovancev ne sme biti (v skladu z DVS) večji od 10 % debeline stene in reža med ravnimi površinami ne sme biti večja od:
≤ 355mm = 0,5mm, 400 < 630mm = 1,0mm, 630 < 800mm = 1,3mm.
S čistim orodjem (npr. čopičem) odstranite morebitne ostružke v cevi.

Upoštevajte! Rezkanih, za varjenje pripravljenih površin, se ni dovoljeno dotikati z rokami in na njih ne sme biti nobene umazanije!
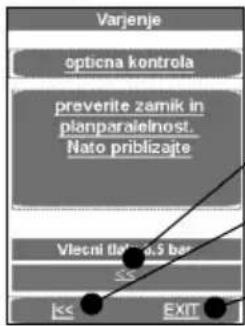
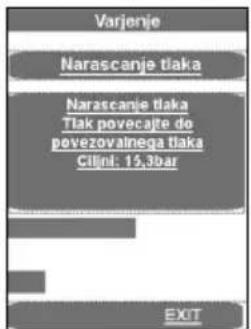
Varjenje v premium načinu:

Nevarnost ukleščenja! Ob združevanju vpenjalnih orodij in cevi ohranjajte obvezno varno razdaljo do stroja. Nikoli ne vstavljajte v stroj!
V maski je prikazana temperatura grelne plošče.
→ Grelni element vstavite v osnovni stroj med oba obdelovanca in pazite, da bodo ležišča grelne plošče vstavljena v zareze naprave za snetje.
→ Združite stroj, izravnalni tlak se bo nastavil samodejno in tlak se bo ohranjal.
Zdaj se bodo vsi prametri varjenja shranili, aktivirano bo beleženje zapisnika.
Če varjenje prekinete z EXIT, se pokaže sporočilo „Abbruch durch Bediener (Prekinil upravlja- vec)“, tlak se izpusti in parametri varjenja se shranijo. Sporočilo potrdite z OK, program preskoči v glavni meni.
Zgornja vrstica napredka prikazuje, ali je tlak v predpisanem območju (zelena), v dovoljenem območju (rumena) ali izven dovoljenega območja (rdeča). Dejanski tlak je prikazan v prikazovalniku (2).
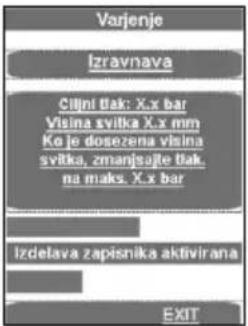
→ Ko se po celotni napeljavi vzpostavi pravilen tlak, lahko sprostite odvečni tlak s pritiskom na gumb (1). Začne teči čas za ogrevanje (t1).

→ Tlak nastavite tako, da je zagotovljeno še enakomerno, prileganje obdelovancev na grelnem elementu skorajda brez pritiska.
Tik pred koncem časa segrevanja se oglasi signal.
→ Po poteku segrevanja znova razprite obdelovance, odstranite grelni element in družite konce obdelovancev.

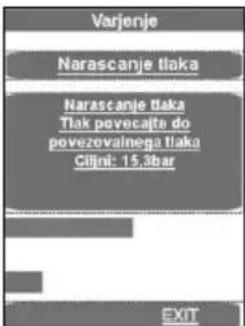
→ Tik pred stikom koncev obdelovanca (pribl. 1 cm) ustavite približevanje tako, da spustite tipko in jo takoj znova pritisnete. Tlak se bo linearno povečal na ustrezen sestavljalni tlak.
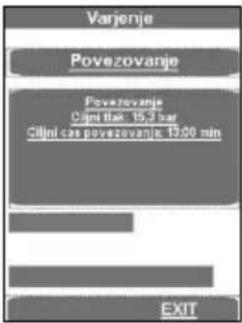
Ko je dosežen ustrezen sestavljalni tlak, preskoči program samodejno v sestavljanje in zažene se merilnik časa t4.
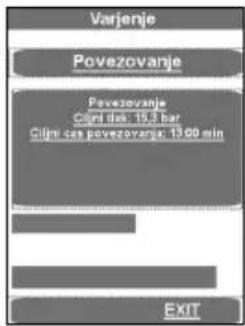
Zgornja vrstica napredka prikazuje, ali je tlak v predpisanem območju (zelena), v dovoljenem območju (rumena) ali izven dovoljenega območja (rdeča). Spodnji pa kaže časovni potek. Dejanski tlak je prikazan v prikazovalniku (2) ostanek časa sestavljanja t4 pa v prikazovalniku (9).
! Pozor: Tipki Sprostitev (10) in Združiti stroj (11) držite pritisnjeni tako dolgo, dokler ni dosežen sestavljalni tlak, nato se izklopi hidravlika in tipki lahko spustite!
→ Tlak bo nadzorovan in se samodejno prilagajal. Če bo dodatno črpanje (prevelika izguba tlaka) prepogosta, preverite hidravlični sistem.
→ Grelni element postavite nazaj v odlagalno omarico
→ Ko je potekel čas ohlajanja, je varjenje končano, shranjeno, oglasi se zvočni signal in tlak se samodejno izpusti.
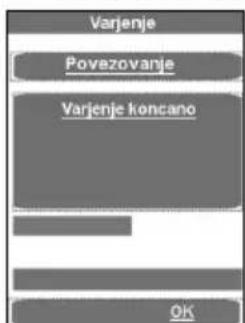
→ Meni varjenja končajte z OK.
→ Tlak izpustite popolnoma s tipko (3).
→ Sprostite zvarjene obdelovance in jih odstranite.
→ Razprite osnovni stroj. Stroj je pripravljen za naslednji varilni cikel.
Prenos zapisnikov:
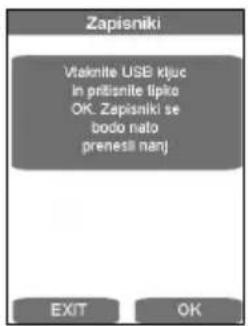
V menijski točki Zapisniki jih lahko shranite OK, će je priključen USB ključ. Okno se nato zapre samodejno.
Zapisniško datoteko morate obdelati s programsko opremo ROTHENBERGER Dataline 2 in računalnikom.
Celoten prameter varjenja lahko pogledate v priloženih varilnih tabelah.
3.2.5 Ustavitev
→ Hidravlični agregat izklopite s tipko (6).

Počakajte, da se grelni element ohladi, oz. ga shranite tako, da se ne morejo vžgati sosednji materiali!
→ Vtiče rezkalnika, grelnega elementa in hidravličnega agregata izvlecite iz vtičnic in navijte kable.

Hidravlični agregat transportirajte in odstavite le v vodoravnem položaju, će je v poševnem položaju, izteka olje pri čepu za odzračevanje z merilno palčko!
→ Odklopite hidravlične cevi in jih navijte.

Pozor! Sklopke zaščitite pred umazanijo!
3.3 Splošni pogoji
Ker vremenski in okoljski pogoji odločilno vplivajo na varjenje, je treba obvezno upoštevati predpise direktiv DVS 2207, 1., 11. in 15. del. Izven Nemčije veljajo ustrezne nacionalne direktive. Varjenje je treba neprekinjeno in skrbno nadzorovati!
3.4 Pomembna navodila glede parametrov varjenja
Vse potrebne varilne parametre, kot so temperatura, tlak in čas, povzemite iz direktive DVS 2207, 1. 11. in 15. del. Izven Nemčije veljajo ustrezne nacionalne direktive.
Referenca: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Poštni predal 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
E-pošta: media@dvs-hg.de internet: www.dvs-media.info
V posamičnem primeru je treba obvezno upoštevati obdelovalne parametre specifične za material proizvajalca cevi.
Navedeni varilni parametri, priloženi varilnim tabelam so orientacijske vrednosti, za katere podjetje ROTHENBERGER ne prevzema nobenega jamstva!
Vrednosti za izravnalni in sestavljalni tlak, ki so navedene v varilnih tabelah, so bile izračunane z naslednjo formulo:
varilni tlak P [bar] = varilna površina A [mm^2] x varilni faktor SF [N/mm^2]
3.5 Nastavitev parametrov
Nastavitev parametrov s pravicami „Varilec“:
→ Vrtljiv gumb (4) pritiskajte dolgo (pribl. 3 sek.), dokler ne začne v zgornjem prikazovalniku (2) utripati P001.
Z vrtljivim gumbom (4) izberite želen parameter od P001 do P009. Če je treba to vrednost premakniti oz. prikazati, pritisnite na kratko vrtljiv gumb (4), vrednost (privzeta) začne utripati v spodnjem delu prikazovalnika (9).
→ Vrednost nastavite z vrtljivim gumbom (4) in vrtljiv gumb (4) znova na kratko pritisnite, nato znova utripa parameter v zgornjem delu prikazovalnika (2).
→ Za končanje menija pritisnite tipko za sprostitev (10), vrednosti se bodo shranile.
Nastavitev parametrov s pravicami „Mojster“:
→ Vrtljiv gumb (4) pritisnite za dalj časa (pribl. 6 sek.), najprej začne v zgornjem delu pri-kazovalnika (2) parameter P001, nato „CodE“ in v spodnjem delu prikazovalnika (9) utripa črtica na prvem mestu.
→ Z vrtljivim gumbom (4) vnesite geslo in nato na kratko pritisnite vrtljiv gumb (4) (ob prvi uporabi je geslo = 8001, prek parametra P100 lahko geslo spremenite poljubno).
Z vrtljivim gumbom (4) izberite želen parameter od P101 do P114. Če je treba to vrednost premakniti oz. prikazati, pritisnite na kratko vrtljiv gumb (4), vrednost (privzeta) začne utripati v spodnjem delu prikazovalnika (9).
→ Vrednost nastavite z vrtljivim gumbom (4) in vrtljiv gumb (4) znova na kratko pritisnite, nato znova utripa parameter v zgornjem delu prikazovalnika (2).
→ Za končanje menija pritisnite tipko za sprostitev (10), vrednosti se bodo shranile.
| Ime para-metra | Oznaka | privzeto | Enota | |||
| P001 | Funkcija varčevanja z energijaostanek časa | 39 | min | 0 | 99 | Varilec |
| P002* | Funkcija varčevanja z močjo aktivna | 0 | 0 | 3 | Varilec | |
| P003 | Offset Temperatura grelne plošče | 5 | °C | -25 | 25 | Varilec |
| P004 | Pmax za rezkanje | 20 | bar | 10 | 50 | Varilec |
| P005 | Ciljni tlak: | 1/10 barov | Varilec | |||
| P006 | Ciljna temperatura | 210 | °C | P103 | P104 | Varilec |
| P007 | Merilnik časa T1, ciljna vrednost | 45 | sek | 1 | 1500 | Varilec |
| P008 | Merilnik časa T4, ciljna vrednost | 6 | min | 1 | 99 | Varilec |
| P009 | Pstart za rezkanje | 10 | bar | 0 | P004 | Varilec |
| P101 | Odstopanje do naknadnega črpanja | 5 | % | 1 | 50 | Mojster |
| P102 | Čas razmikanja po rezkanju | 10 | 1/10 sek | 0 | 100 | Mojster |
| P103 | Nastavljena temperatura (min) | 160 | °C | 0 | 300 | Mojster |
| P104 | Nastavljena temperatura (maks.) | 270 | °C | 0 | 300 | Mojster |
| P105 | Tipka Zapahnitev (Da/Ne) | 5 | sek | 0 | 50 | Mojster |
| P106 | Tlak za razmikanje | 135 | barov | 10 | 160 | Mojster |
| P107 | Čas dovajanja za vklop brenčala | 50 | 1/10 sek | 0 | 200 | Mojster |
| P100 | Spreminjanje gesla | 8001 | Mojster |
* P002 - Funkcija varčevanja z močjo:
0 - nobena,
1 - če deluje rezkalo, se izklopi grelni element, (Tovarniška nastavitev)
2 - če deluje hidravlični motor, se izklopi grelni element,
3 - če deluje t4, se izklopi grelni element.
3.6 Nastavitev datuma in ure
→ Program zaprite s klikom v zgornjem levem kotu.
→ Pritisnite Start, Setting (Nastavitev) in nato Control Panel (Nadzorna plošča).
Zagonska vrstica ni prikazana in jo lahko prikličete s pritiskom na spodnji levi kot.
→ Kliknite Date/Time (Datum/Ura).
→ Vnosno masko nastavite z dotikanjem in premikanjem vrstice datum/ura. Izberite ustrezno časovno cono in vnesite uro (Current Time).
Pozor! Upoštevajte AM/PM! 1:58:09 PM = 13:58:09/ 1:58:09 AM = 01:58:09
→ Potrdite z „Apply“ in „OK“. Nadzorno ploščo zaprite z X.

3.7 Nastavitev in izbira konfiguracije stroja
Za izbiro ali nastavitev konfiguracije stroja pritisnite tipko SETTINGS (NASTAVITVE).

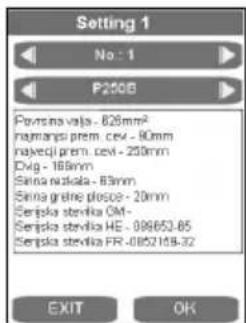
S tipkami s puščicami lahko izberete želeno konfiguracijo stroja.
Na nastavitev nove konfiguracije zaženite s tipko s puščico v desno naslednjo štev., npr 2.


S pritiskom na ustrezno prikazno polje se pokaže vnosna maska. Podatke lahko izbrišete z DEL in vnesete nove, ti podatki pa bodo pozneje prevzeti v zapisnik.
3.8 Sporočila o napakah
Splošno:
| Sporočilo o napaki | Odpravljanje motenj |
| Po rezkanju, ob merjenju vlečnega tlaka, se osnovni stroj premakne navzgor, namesto da se združi, ali pa se sploh ne premakne | 1) Prikličite okno „TEST/SERVIS“, pre-verite „Položaj“ - biti mora < 102) S programom „Prvi zagon“ nastavite položaj sistema merjenja poti |
| Grelni element se ne segreva | Preverite moč generatorja | |
| Računalnik z zaslonom na dotik in protokol: | ||
| Sporočilo o napaki Ime Odpravljanje motenj | ||
| Koda 1 Izravnalni tlak | previsok Hidravliko testirajte br | rez osnovnega stroja, ustvarite 100 barov, ciljno vrednost primerjajte z dejansko vrednostjo, razlika mora biti manjša od 5 barov |
| Koda 2 Izenačevalni tlak je prenizek | ||
| Koda 4 Tlak ogrevanja previsok | ||
| Koda 8 Ogrevalni tlak je prenizek | ||
| Koda 16 Čas ogrevanja je predolg | ||
| Koda 32 Čas ogrevanja je prekratek | ||
| Koda 64 Čas preurejanja je predolg | ||
| Koda 128 Čas vzpostavitve tlaka je predolg | ||
| Koda 256 Sestavljalni tlak previsok | ||
| Koda 512 Tlak dodajanja je prenizek | ||
| Koda 1024 Čas dodajanja je prekratek | ||
| Koda 2048 Temperatura grelnega ele-menta je prenizka | 1) Temperaturo grelnega elementa primerjajte s prikazom na zaslonu2) Parameter P002 postavite na „0“3) Grelno ploščo zaščitite zoper močni veter | |
| Koda 4096 Prekinil je upravljavec | ||
| Koda 8192 Temperatura okolice ni izmerjena | ||
| Koda 16384 Pot sestavljanja ni upoštevana | ||
| Koda 32768 Grelni element ni odstranjen | ||
| Koda 65536 Drugi čas ohlajanja ni upoštevan | ||
| Koda 131072 Temperatura grelnega ele-menta je previsoka | Temperaturo grelnega elementa primer-jajte s prikazom na zaslonu | |
| Error Dataline 2.0exe | V sredini zaslona priklčite datoteko„privzeto“:1) Zaprite zaslon “GO“2) Dvakrat kliknite na „privzeto“3) Znova zaženite stroj | |
Krmiljenje:
| Sporočilo o napaki Ime Odpravljanje motenj | ||
| SER Dosežen datum | servisa, servis je zapadel | Opravite servis |
| ERR1 Absoluten tlak | ni dosežen Preverite raven olja, preverite senzortlaka, ventili pokvarjeni, motor pokvarjen | |
| PE-2 Senzor tlaka -24 | V pokvarjen Zamenjajte senzor tlaka | |
| ERR5 Temperatura olja 70 °C –stop! | Počakajte, da se temperatura olja zniža pod 50 °C | |
| HE-1 | Grelni element ni priklopljen,tipalo zlomljeno | Zamenjajte tipalo |
| HE-0 | Grelni element pretopel | Ponovno izmerite temperatur, preverite nastavitev, zamenjajte tipalo |
| HE-2 | Grelni element prehladen | Ponovno izmerite temperatur, preverite nastavitev, zamenjajte tipalo |
4 Nega in vzdrževanje
Za ohranjanje zmožnosti delovanja stroja morate upoštevati naslednje točke:
- Vodilni drogovi morajo biti brez umazanije. Če so poškodovane površine, morate zamenjati vodilne drogove, ker lahko to morebiti vodi do izgube tlaka.
- Za brezhibne rezultate varjenja morajo biti grelni elementi vedno čisti. Ob poškodovanih površini je treba grelni element premazati na novo, oz. ga zamenjati. Ostanki materiala na grelnem zrcalu zmanjšajo lastnosti zmanjšanja oprijemanja in jih je treba odstraniti s papirjem, ki ne pušča vlaken in čistilo z vsebnostjo etanola >99,8 % (v skladu z DVS 2207)(le na hladnem grelnem elementu).
- Hidravlično olje HLP – 46 (štev. izdelka: 53649) morate zamenjati vsakih 12 mesecev.
- Da bi zmanjšali motnje v delovanju, morate redno preverjati zatesnjenost hidravličnega agregata, trdno privitost privitij ter brezhibno stanje električnih kablov.
- Hitro hidravlično sklopko na hidravličnem agregatu in paketu cevi zaščitite pred umazanijo. Če so te umazane, jih očistite pred priklopom.
- Rezkar ima dva dvostransko nabrušena noža. Če se zmogljivost rezanja zmanjša, lahko oba noža obrnete oz. jih zamenjate z novimi.
- Vedno morate paziti, da bodo obdelovane cevi oz. konci obdelovancev, še posebej čelne strani, vedno brez umazanije, sicer se bo skrajšala življenjska doba nožev.

V skladu z DVS 2208 morata proizvajalec ali njegova pooblaščena servisna postaja enkrat letno opraviti preverjanje varilnega aparata. Pri strojih z nadpovprečno obreme-nitvijo je treba preizkusni cikel skrajšati!
5 Pribor
Primerno dodatno opremo najdete v glavnem katalogu ali na spletnem mestu www.rothenberger.com
6 Servisna služba
Lokacije servisov podjetja ROTHENBERGER so na voljo, da vam pomagajo (glejte seznam v katalogu ali na spletu), tam boste dobili tudi nadomestne dele, na istih lokacijah pa ponujajo tudi servis. Opremo in nadomestne dele naročite pri specializiranem trgovcu ali prek RO SERVICE+ online: 📞 + 49 (0) 61 95/ 800 8200 📚 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Odstranjevanje med odpadke
Deli te naprave so sekundarne surovine in jih lahko odvedete ponovni predelavi. Za to so na voljo odobreni in certificirani obrati za recikliranje. Za dele, ki jih ni mogoče reciklirati na okolju prijazen način (npr. elektronski odpad), vprašajte svoje pristojne urade za odpadke.
Izrabljenih zamenljivih akumulatorjev ne odvrzite v ogenj ali med gospodinjske odpadke. Vaš specializiran trgovec ponuja odstranjevanje starih akumulatorjev med odpadke na okolju prijazen način.

Električnih orodij in akumulatorskih/običajnih baterij ne smete odvreči med gospodinjske odpadke!
Le za države, članice EU: V skladu z Direktivo 2012/19/EU o odpadni električni in elektronski opremi in njenim prenosom v nacionalno zakonodajo se morajo odslužena električna orodja zbirati ločeno in odstraniti na okolju prijazen način. Prav tako se morajo v skladu z Direktivo 2006/66/ES pokvarjene ali odslužene akumulatorske baterije in baterije za enkratno uporabo zbirati ločeno in odstraniti na okolju prijazen način.
Obsah Strana




- VYHLÁSENIE O ZHODE EU
- Tehnični podatki....315
- Delovanje naprave.... 317
- Nega in vzdrževanje 335
- Pribor 335
- Servisna služba 335
- Odstranjevanje med odpadke 335
- Označevanje v tem dokumentu:
- Nevarnost!
- Pozor!
- Uporaba v skladu z namembnostjo
- Splošna varnostna navodila za električna orodja
- NEVARNOST! Preberite vsa varnostna opozorila, navodila, ilustracije in specifikacije, ki so priložene temu električnemu orodju.
- Vsa opozorila in navodila shranite, saj jih boste v prihodnosti morda potrebovali.
- 1) Varnost na delovnem mestu
- 2) Električna varnost
- 3) Varnost oseb
- Tehnični podatki
- Osnovni stroj CNC SA/VA:
- Opis naprave
- Hidravlični agregat (B)
- Navodila za uporabo
- Začetek uporabe
- Ukrepi za pripravo varjenja
- Varjenje
- Prenos zapisnikov:
- Varjenje v premium načinu
- Varjenje v premium načinu:
- Ustavitev
- Splošni pogoji
- Pomembna navodila glede parametrov varjenja
- Nastavitev parametrov
- Nastavitev parametrov s pravicami „Varilec“:
- Nastavitev parametrov s pravicami „Mojster“:
- Nastavitev datuma in ure
- Nastavitev in izbira konfiguracije stroja
- Sporočila o napakah
- Nega in vzdrževanje
- Pribor
- Servisna služba
- Odstranjevanje med odpadke
- Obsah Strana
Znamka : ROTHENBERGER
Model : ROWELD P630 Premium CNC SA
Kategorija : Strojno orodje