
BY433E - Środki ochrony indywidualnej Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia BY433E Vevor w formacie PDF.

Pytania użytkowników dotyczące BY433E Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Środki ochrony indywidualnej w formacie PDF za darmo! Znajdź swoją instrukcję BY433E - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. BY433E marki Vevor.
INSTRUKCJA OBSŁUGI BY433E Vevor
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponownie jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
Ostrzeżenie: Aby zminimalizować ryzyko obrażeń, użytkownik powinien uważnie przeczytać instrukcję obsługi.
INSTRUKCJE BEZPIECZEŃSTWA OSTRZEŻENIE :
Przeczytaj ten materiał przed użyciem tego produktu. Nieprzestrzeganie tego może spowodować poważne obrażenia.
ŚRODKI OSTROŻNOŚCI DOTYCZĄCE KARABINÓW SPAWALNICZYCH
PRZECZYTAJ PRZED UŻYCIEM

Chron siebie i innych przed obrażeniami — przeczytaj, zastosuj i zachte ważne środki ostrożności oraz instrukcję obsługi.
Symbol Stosowanie

NIEBEZPIECZEŃSTWO! - Oznacza zagrożenie sytuacja, która jeśli nie zostanie uniknięta, doprowadzi do śmierci lub poważnych obrażeń.
Możliwe zagrożenia są pokazane w sąsiedztwie symbole lub objaśnienia tekście.

Oznacza niebezpieczną sytuację, która, jeśli się jej nie uniknie, może skutkować śmiercią lub poważne obrażenia. Możliwe zagrożenia są pokazane na sąsiednich symbolach lub wyjaśniono w tekście.
UWAGA - Oznacza stwierdzenia nie związane z obrażeniami ciała.
Oznacza specjalne instrukcje .

Ta grupa symboli oznacza Ostrzeżenie!
Uważaj! Zagrożenia związane z PORAŻENIEM PRADEM, RUCHOMYMI
CZEŚCIAMI i GORĄCYMI CZEŚCIAMI. Zapoznaj się z symbolami i powiązanyi instrukcjami poniżej, aby poznać niezbędne działania w celu uniknięcia zagroże
Spawanie łukowe Haza rds

Tylko wykwalifikowani osoby powinny zainstalować, obsługiwać,
konserwować i naprawiać to jednostka.

Promienie łukowe mogą powodować oparzenia oczu i skóry.
Promienie łuku powstające w procesie spawania wytwarzają intensywne widoczne i niewidoczne (ultrafioletowe i podczerwone)
promienie, które mogą poparzyć oczy i skóre. Iskry odlatują ze spo
- Noś hełm spawalniczy wyposażony w odpowiedni filtr, aby chronić twarz i oczy podczas spawania lub obserwacji (patrz ANSI Z49.1 i Z87.1 wymieni w Normach bezpieczeństwa). Zapoznaj się z tabelami odcieni i czułości
- Pod kaskiem należy nosić zatwierdzone okulary ochronne z osłonami bocznymi.
- Stosuj ekrany lub bariery ochronne, aby chronić innych przed błyskami, oślepiającym blaskiem i iskrami; ostrzegaj innych, aby nie patrzyli na łuk elektryczny.
- Noś ochronę ciała wykonaną z wytrzymałego, ognioodpornego materiału (skóra, gruba bawełna, wełna). Ochrona ciała obejmuje odzież bezolejową, taką jak skórzane rękawice, gruba koszula, spodnie bez mankietów, wysok buty i czapka.
- Przed spawaniem należy dostosować czułość soczewki samościemniającej do danego zastosowania.
- Natychmiast przerwij spawanie, jeśli soczewka samościemniająca nie ściemnieje po zajarzeniu łuku. Więcej informacji znajdziesz w instrukcji obsługi.

SPAWALNICZY KASKI tak nie dostarczać nieograniczona ilość oczu, uszu i twarzy ochrona.
Promienie łuku powstające w procesie spawania wytwarzają w czasie widocznym I niewidzialny (ultrafioletowe i podczerwony) promienie, które mogą palić oczy i skóre. Iskry latają odłączyć poiny.
- Podczas korzystania z maski spawalniczej należy zawsze używać okularów ochronnych lub gogli ochronnych odpornych na uderzenia oraz ochronników słuchu.
- Nie należy używać hełmu podczas pracy z materiałami wybuchowymi lub żrącymi płynami.
- Podczas używania tego hełmu nie należy spawać w pozycji nad głową.
- Często sprawdzaj soczewkę automatyczną. Natychmiast wymień porysowane, popękane lub porysowane soczewki osłonowe lub soczewki automatyczne.

- NOISE może uszkodzić słuch.
- Hałas wytwarzany przez niektóre procesy lub urządzenia może powodować uszkodzenie słuchu.
- Jeśli poziom hałasu jest wysoki, należy nosić zatwierdzone środki ochrony słuchu.
PRZECZYTAJ INSTRUKCJE.
Przed instalacją, obsługą lub serwisowaniem urządzenia należy uważnie przeczytać i przestrzegać wszystkich etykiet oraz instrukcji obsługi. Należy zapoznać się z informacjami dotyczącymi
bezpieczeństwa na początku instrukcji i w każdej sekcji.
- Stosuj wyłącznie oryginalne części zamienne od producenta.
- Wykonywać prace konserwacyjne i serwisowe zgodnie z instrukcją obsługi, normami branżowymi oraz przepisami krajowymi, stanowymi i lokalnymi.

OPARY I GAZY mogą być niebezpieczne.
Spawanie wytwarza opary i gazy. Wdychanie tych oparów i ga: może być niebezpieczne dla zdrowia.
- Trzymaj głowę z dala od oparów. Nie wdychaj oparów.
- W przypadku przebywania w pomieszczeniu przewietrzyć pomieszczenie i/lub zastosować lokalną wentylację wymuszona w łuku. usunąć opary i ga spawalnicze. Zalecanym sposobem ustalenia odpowiedniej wentylacji jest pobranie próbek składu i ilości oparów i gazów, na które narażony jest personel.
- W przypadku słabej wentylacji należy stosować atestowaną maskę oddechową z doprowadzeniem powietrza.
-
Należy przeczytać i zrozumieć karty charakterystyki substancji niebezpiecznej (SDS) oraz instrukcje producenta dotyczące klejów, powłok, środków czyszczących, materiałów eksploatacyjnych, chłodziw, odtłuszczaczy, topników i metali.
-
Pracuj w przestrzeni zamkniętej tylko wtedy, gdy jest ona dobrze wentylowana lub gdy nosisz respirator z dopływem powietrza. Zawsze miej pobliżu przeszkoloną osobę nadzorującą. Dymy i gazy spawalnicze mogą wypierać powietrze i obniżać poziom tlenu, powodując obrażenia lub śmier Upewnij się, że powietrze do oddychania jest bezpieczne.
- Nie spawaj w miejscach, w których odbywają się odtłuszczanie, czyszczenie lub natryskiwanie. Ciepło i promienie łuku mogą reagować z oparami, two wysoce toksyczne i drażniące gazy.
- Nie spawaj metali powlekanych, takich jak stal ocynkowana, ołowiana lub kadmowana, chyba że powłoka zostanie usunięta z obszaru spawania, obszar jest dobrze wentylowany i nosisz respirator z dopływem powietrza. Powłoki i wszelkie metale zawierające te elementy mogą wydzielać toksycz opary podczas spawania.
Ostrzeżenia dotyczące propozycji 65

Sprzęt do spawania lub cięcia wytwarza opary lub gazy zawierające substancje chemiczne, o których wiadomo, że stanu Kalifornia, powodują wady wrodzone, a w niektórych przypadkach raka. (California Health & Code, sekcja 25249.5 i następne).

Ten produkt zawiera substancje chemiczne, w tym ołów, o których sta Kalifornia wie, że powodują raka, wady wrodzone lub inne szkody
reprodukcyjne. Umyj ręce po użyciu.
SPECIFICATIONS
| Optyczny Klasa | 1/1/1/2 |
| Wyświetlanie na wyświetlaczu LCI Obszar | 93x43 mm ( 3,66x ) 1,69 W.) |
| Rozmiar wkładu | 110 razy 90mm ( 4,33 x 3,54 cal |
| UV/IR ochrona | UV/IR ochrona |
| Czujnik łuku | 2 |
| odcień spawania | SPAWAĆ ModelZaciemniony Stan : NR 9-13/ ŚwiatStan : NIE .4 |
| cień Kontrola | zmienna dostosowana przezzewnętrzny pokrętło |
| kontrola czułości | zmienna dostosowana przezzewnętrzny pokrętło |
| Zasilacz | ogniwa słoneczne z baterią wspiera |
| Bateria | CR 203 Lit (2 Wymagany ) |
| Włączanie/wyłączanie zasilania | Całkowicie automatyczny |
| Światło do Czas przełączania vciemno | 1/ 25 000 sek . |
| Ciemny do Czas przełączaniaświatła | 0,1 sek.- 1,0 sek . |
| TIG Ocena | Prąd stały ≥ 15 ampery ; AC ≥wzmacniacze |
| Temperatura pracy | 23.P. ~ 131.P. (-5·C ~ 55.C) |
| Temperatura przechowywania | -4·F~ 158.Fa (-20·C ~ 70°C) |
INSTRUKCJA OBSŁUGI
Sterowanie kaskiem

| NIE. | OPIS |
| 1 | Gałka do sterowania zacienieniem |
| 2 | Wskaźnik niskiego napięcia |
| 3 | Przycisk autotestu |
| 4 | Pokrętło regulacji czułości |
| 5 | Bateria litowa |
| 6 | Pokrętło regulacji czasu opóźnienia |
| 7 | LCD |
| 8 | Cięcie-spawanie |
| 9 | Cenzor łukowy |
| 10 | Ogniwo słoneczne |
| 11 | Filtr UV/IR |
INSTRUKCJA OBSŁUGI
Obiektyw Kontrola opóźnienia

1 Obiektyw Kontrola opóźnienia
Ten sterowanie opóźnieniem obiektywu jest używany Do regulować ten czas na zmianę obiektywu on jasne państwo Po spawalniczy.
Opóźnienie Jest szczególnie przydatne w eliminowaniu jasne promienie pres - netto W zastosowania o wyższym
natężeniu prądu, w których kałuża mola dziesięć pozostaje jasny przez chwilę spawaniu. Opóźnienie obiektywu dostosowuje się od(0 min sekundy) do maks. (1,0 sekundy).
Kontrola czułości
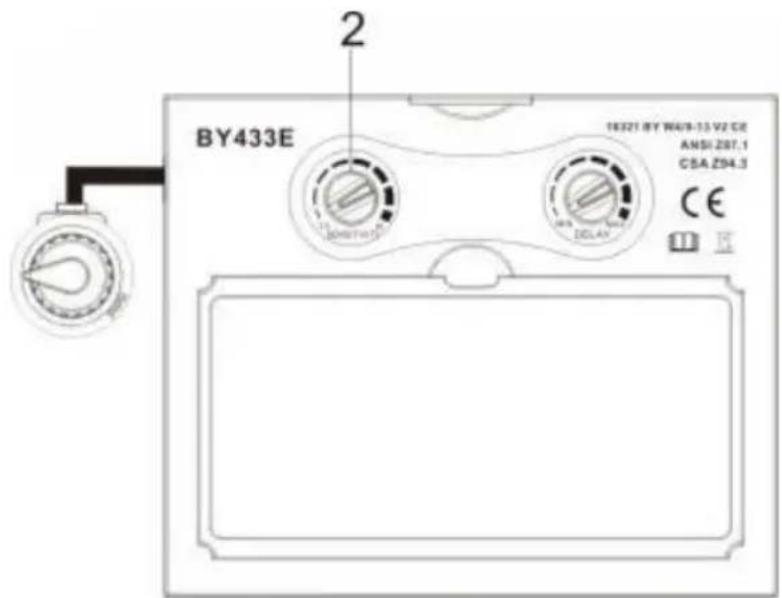
Naciskać przycisk „CZUŁOŚĆ” To jest wybierany zgodnie ze spawaniem proces i środowisko światło, domyślne wrażliwość Jest średni.
- Wybierz minimum: odpowiednie do spawania przy wysokim natężeniu prądu lub spawania w jasnym świetle
otoczenia (np. w przypadku przeszkadzającego światła z sąsiedztwa innej spawarki)
- Wybierz maksimum : Nadaje się do niskiego natężenia prądu spawalniczy, stosowanie w warunkach oświetlenia basenowego (Na przykład. Rura spawanie, którym część łuku jest niewidoczna) i gdzie łuk spawalniczy staje się stabilny przykład spawanie metodą TIG).
Zmienna kontrola zacienienia
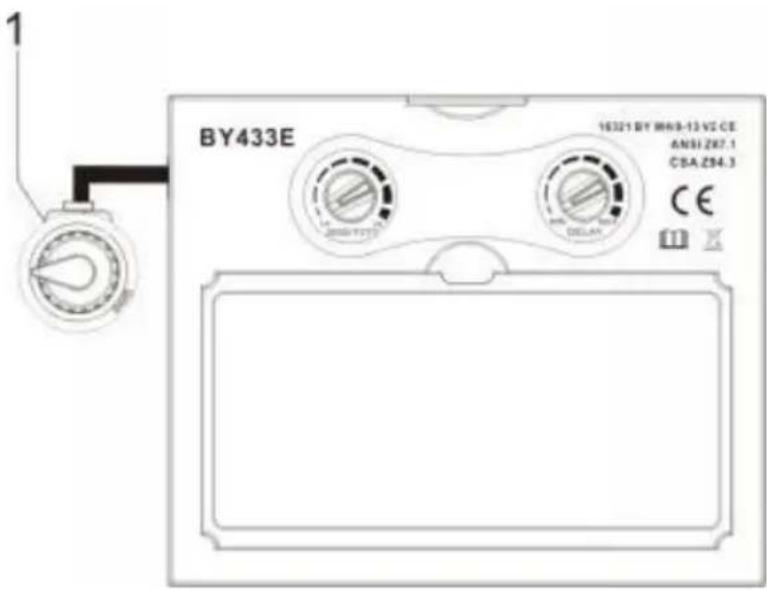
1 Zmienna kontrola zacienienia Użyj kontroli, aby dostosować odcień soczewki w stanie zaciemnionym. Użyj poniższej tabeli, aby wybrać odpowiednie ustawienie kontroli odcienia w oparciu o proces spawania. Zakresy odcieni dla każdego tryby są następujące: Spawanie: Nr 9 - Nr 13
| Proces | Elektroda Rozmiar W. (mm) | Prąd łuku W Ampery | Minimum Ochronny Cień NIE. | Sugerowane Cień NIE. (Komfort)* |
| Łuk metalowy osłonięty Spawanie (SMAW) | Mniej niż 3/32 (2 3/32-5/32 (2,4-4,0 5/32-1/4 (4,0-6,4) Ponad 1/4 (6,4) | Mniej niż 60 60-160 160-250 250-550 | 7 8 10 11 | -- 10 12 14 |
| Gaz Metal Spawanie łukowe (GMAW) | Mniej niż 60 60-160 160-250 250-500 | 7 10 10 10 | -- 11 12 14 | |
| Rdzeń topnikowy Spawanie łukowe (Zarządzanie finansami) | ||||
| Łuk wolframowy gazowy Spawanie (TIG) | Mniej niż 50 50-150 150-500 | 8 8 10 | 10 12 14 | |
| Węgiel powietrzny Cięcie łukowe (CAC-A) | Światło Ciężki | Mniej niż 500-1000 | 1011 | 1214 |
| Łuk plazmowy Cięcie (PAC) | Mniej niż 20-4040-6060-8080-300300-400400-800 | 45688910 | 456891214 | |
| Spawanie łukiem plazmowym (ŁAPA) | Mniej niż 20-100100-400400-800 | 681011 | 6-8 10 1214 |
Odniesienie: ANSI Z49.1:20 05
* Zacznij od odcienia, który jest zbyt ciemny, aby zobaczyć strefę spoiny. Na przejdź do jaśniejszego odcienia, który daje wystarczający widok strefy spawan bez schodzenia poniżej minimum.
NAREGULOWANIE PRZYŁBICA
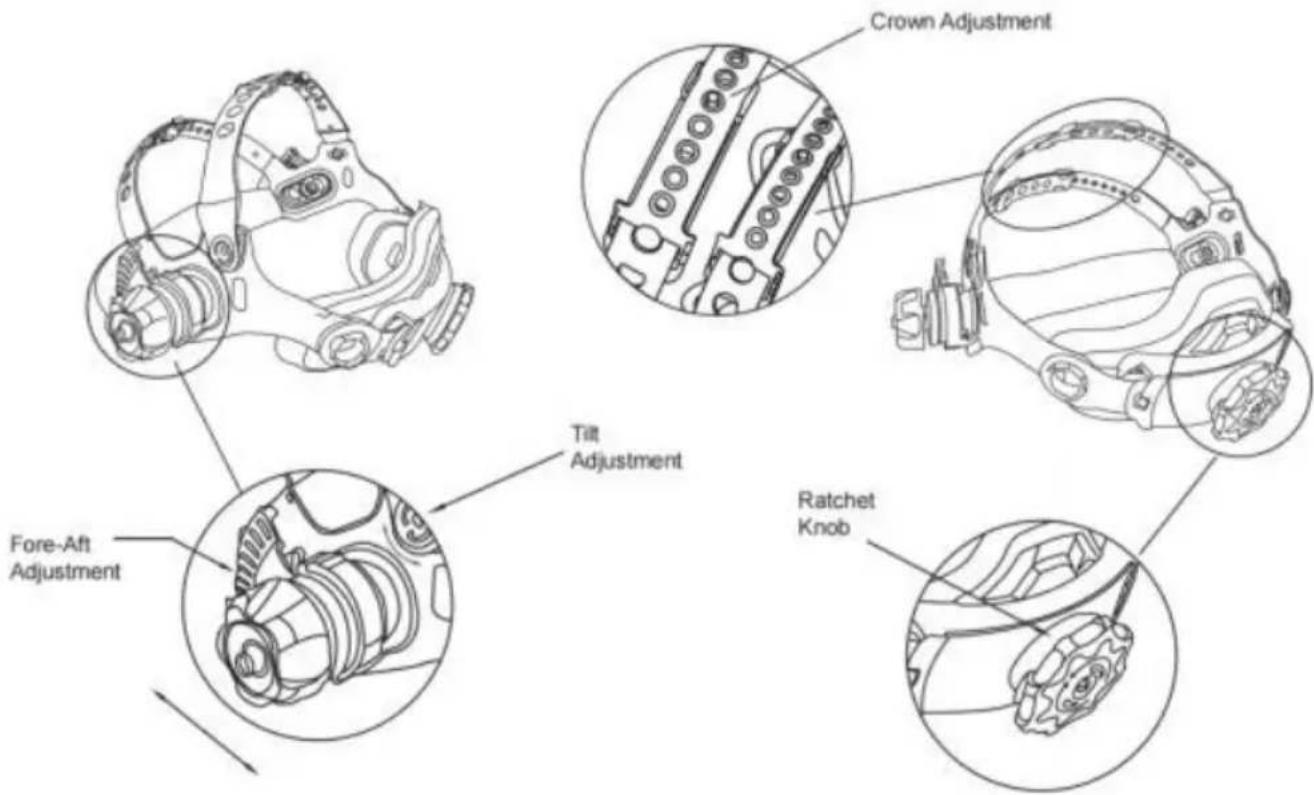
REGULACJA ROZMIARU GŁOWY: SZCZELNOŚĆ NAKRYCIA GŁOWY reguluje się poprzez obrót pokrętła zapadkowego Aby dopasować kask do pożądanego rozmiaru głowy, przekręć pokrętło w prawo lub w lewo. Pokrętło znajduje się kasku.
REGULACJE przeprowadza się poprzez dopasowanie komfortu, a następnie umieszczenie paska pod prowadnicą i wciśnięcie kołków w otwory, aby bezpiecznie zablokować je na miejscu.
TILT: Regulacja nachylenia znajduje się po prawej stronie kasku. Poluzuj praw nagłowie pokrętło naciągu i popchnij górny koniec dźwigni regulacyjnej na zewnątrz, aż zaczep stopujący dźwigni oczyści wycięcia. Następnie obróć dźwignię do przodu lub do tyłu do żądanej pozycji pochylenia. Zaczep stopują automatycznie zablokuje się ponownie po zwolnieniu, blokując kask w odpowiedniej pozycji.
REGULACJA PRZEDNIA/TYLNA: Dostosowuje odległość między twarzą użytkownika a soczewką. wyreguluj, przesuń i przytrzymaj sprężynowe nasadki górę, przesuwając nakrycie głowy w jedno z czterech gniazd. Po osiągnięciu pożądanej odległości puść nasadkę, a powróci ona do pozycji spoczynkowej, g adapter zostanie zabezpieczony w jednym z czterech gniazd.
UWAGA: Upewnij się, że obie strony są równo ustawione, aby zapewnić właś
orientację.
WYMIANA BATERII
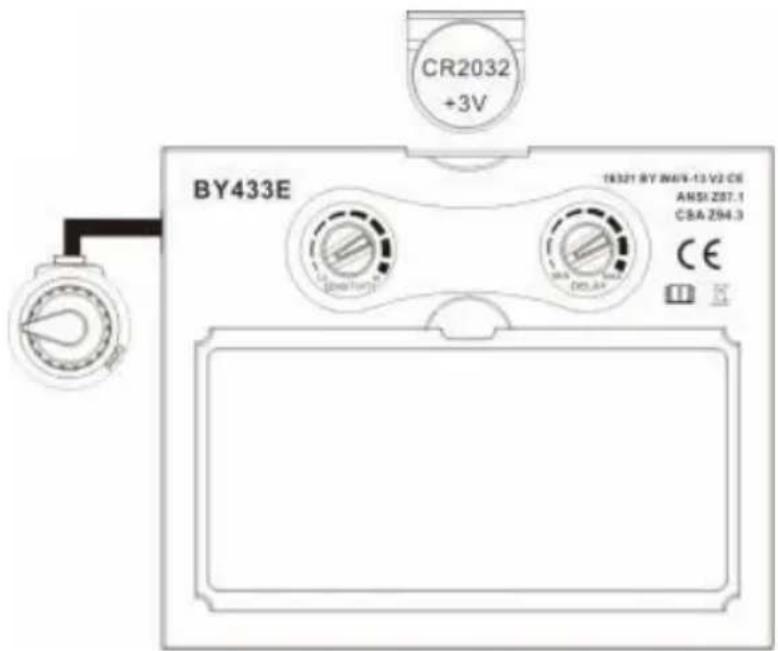
Ten ADF jest zasilany wymienną baterią i energią słoneczną. Bateria znajduje się w dolnym rogu wkładu ADF. Wymień baterię, gdy zaświeci się kontrolka LOW BATTERY.
Wymień na baterie litowe typu CR2032 (wymagane 2) lub równoważne
Upewnij się, że biegun dodatni (+) baterii skierowany jest do góry (w stronę wnętrza kasku).
WYMIANA KARTRIDŻÓW I SOCZEWEK

Ostrzeżenie: Nigdy nie używaj soczewek samościemniających bez prawidłowo zamontowanych wewnętrznych i zewnętrznych osłon soczewek. Odpryski spawalnicze mogą uszkodzić soczewki samościemniające i unieważnić gwarancję.
Przezroczysta okładka przednia Obiektyw: zdejmij zewnętrzną soczewkę ochronną, podważając ją z rowka, i zamontuj nową.
Zastępowanie wewnątrz czysta soczewka
Ostrzeżenie: Akumulator i obiektyw są połączone kablem. Uważaj, żeby go nie uszkodzić.
Wewnątrz Oślona obiektywu
Zdejmij wewnętrzną osłonę soczewki, podważając ją z rowka uszczelki, a następnie zamontuj nową.
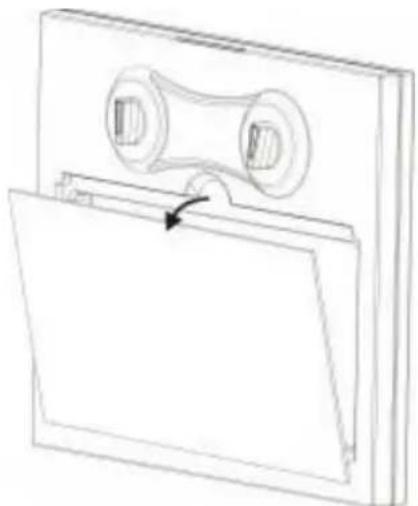
WYMIANA KARTRIDŻÓW I SOCZEWEK
zmień odcień nabój

Wyjmij uchwyt ADF ze skorupy kasku. Zobacz rysunek 1 i rysunek 2, aby
dowiedzieć się, jak go wyjąć. Wygnij dolny koniec Uchwyt ADF umożliwiający wyjęcie wkładu ADF z ramy. Zainstaluj nowy wkład ADF w ramie zgodnie z rysunkiem 3 poniżej. Upewnij się, że wkład ADF jest włóżony prawidłowo do uchwytu ADF pokazano. zamontuj uchwyt ADF w skorupie kasku.
Montaż części zamiennych Powiększanie Obiektyw
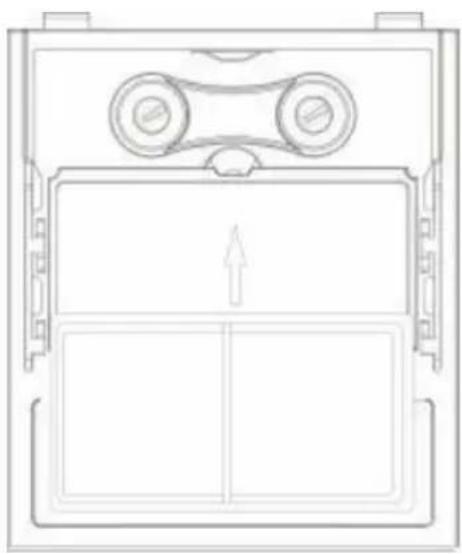
po prostu przesuń soczewkę powiększającą do krótkiej szyny znajdującej się po bokach uchwytu ADF zgodnie z rysunkiem 4. odcień Aby
zainstalować soczewkę powiększającą, należy wyjąć wkład z uchwytu ADF.
TYPOWE PROBLEMY I PRZYPOMNIENIA
| PROBLEM | MOŻLIWAPRZYCZYNA | ROZWIĄZANIE |
| Trudny Do Widzieć przez filtr . | Przód okładka obiektyw brudny . | Czysty Lub zastępować przód okładka soczewka . |
| Nabój brudny . | Wyczyść Automatyczne przyciemnianie wkład z roztworem wody z mydłem I miękki tkanina . | |
| Filtr robi nie ściemniać kiedy łuk Jest uderzony . | wrażliwość Jest ustawić zbyt Niski . | Dostosuj czułość do wymagane poziom. |
| Przód okładka obiektyw brudny . | Czysty Lub zastępować przód okładka soczewka . | |
| Okładka przednia obiektyw jest uszkodzony. | Sprawdzać Do pęknięty Lub dziobaty przód okładka obiektyw I zastępować Jak wymagany . | |
| czujniki są zablokowanyLub słoneczny płytaJest zablokowany . | Robić Jasne Ty Czy nie bloki czujniki lub panele słoneczne z twójramię Lub Inny przeszkoda chwila spawanie . Dostosuj swoją pozycję tak, aby To ten czujniki Móc Widzieć ten spaw łuk . | |
| Mielić Tryb wybrano . | Robić Jasne właściwy cień Jes wybrano . | |
| Jest ten przełącznik N 5-9/9-13 utknęło W te środek . | Zakręt ten przełącznik Do ten prawidłowa pozycja . | |
| Pozostałości filtra ciemny po ukończeniu A spawać . | wrażliwość ustawić zbyt wysoki . | Dostosuj czułość do wymagane poziom. |
| Opóźnienie czas ustawić zbyt wysoki . | Regulować opóźnienie czas Do wymagany poziom . | |
| Niski Bateria. | Zastępowanie bateria . | |
| Filtr robi nie ściemniać kiedy TEST przycisk jest pchany. | Niski bateria. | Zastępowanie bateria . |
| tenPROWADZONYbędzie niezakręt na popilny przycisk . | Wtyczkapodnośnik z filtr Jestnie całkiem wstaw ed | Usunąć wtyczka podnośnikport i ponownie włóż To do p |
OSTRZEŻENIE! Operator musi zaprzestać używania maski spawalniczej z filtren automatycznie przyciemniającym. natychmiast, jeśli wyżej wymienione problemy nie mogą zostać naprawione. Skontaktuj się ze sprzedawcą.
PRAWIDŁOWA UTYLIZACJA

Ten produkt podlega przepisom dyrektywy europejskiej 2012/19/UE.
Symbol przedstawiający przekreślony kosz na śmieci na kółkach oznacza, że produkt wymaga oddzielnej zbiórki odpadów w Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych
tym symbolem. Produktów oznaczonych w ten sposób nie można wyrzucać raz ze zwykłymi odpadami domowymi, ale należy je oddać do punktu zbiórki w o recyklingu urządzeń elektrycznych i elektronicznych.
CZEŚCI ZAMIENNE
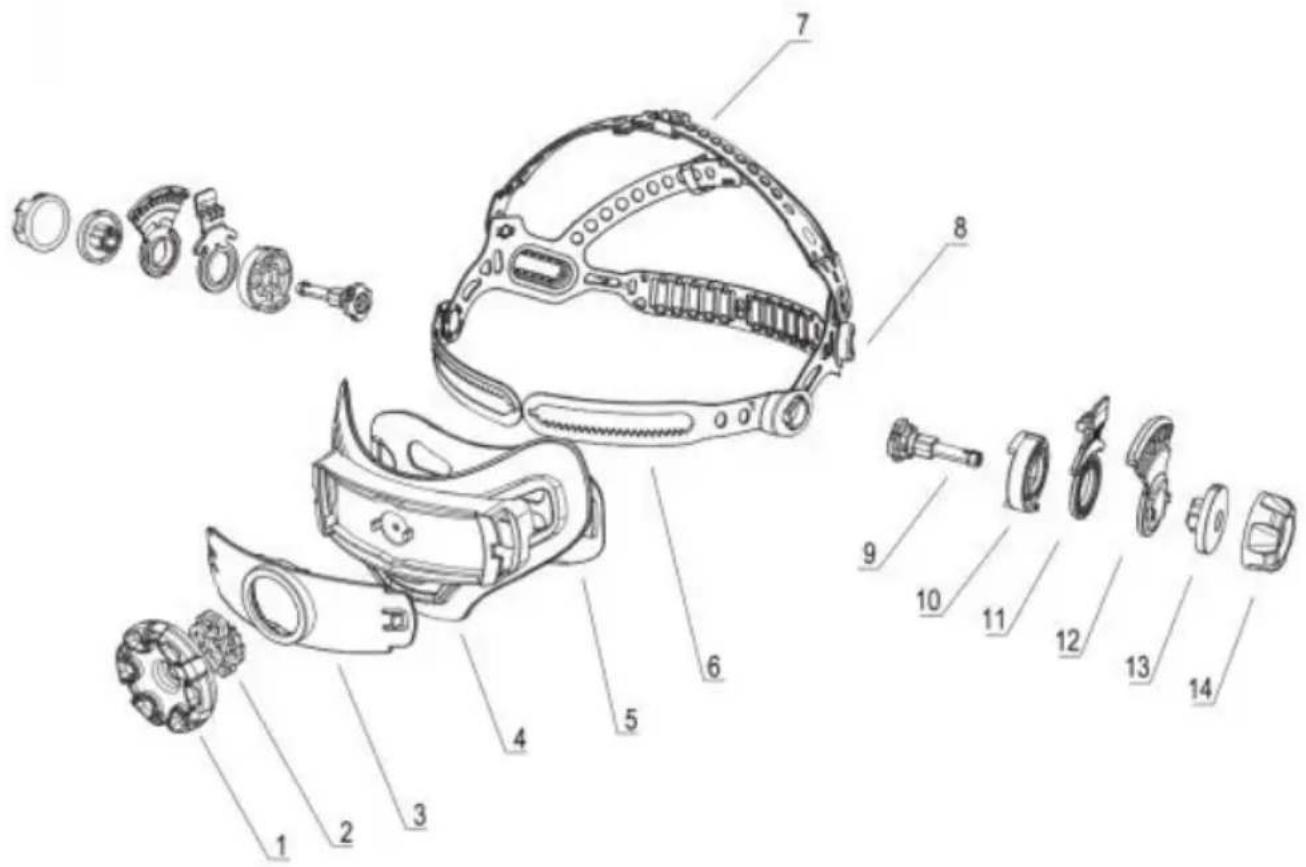
| NIE . | OPIS | NIE . | OPIS |
| 1 | Przekładnia koła ręcznego | 8 | Łącznik |
| 2 | Walek zębaty | 9 | Wynajęcie |
| 3 | Z powrotem okładka 1 | 10 | Pozycja - trzymaj przycisk -1 |
| 4 | Z powrotem okładka 2 | 11 | Płyta pozycjonująca |
| 5 | Bieg bar | 12 | Pozycja - trzymaj przycisk -2 |
| 6 | Przegrzebki1 | 13 | Nakrętka |
| 7 | Przegrzebki2 | 14 |
CZEŚCI ZAMIENNE
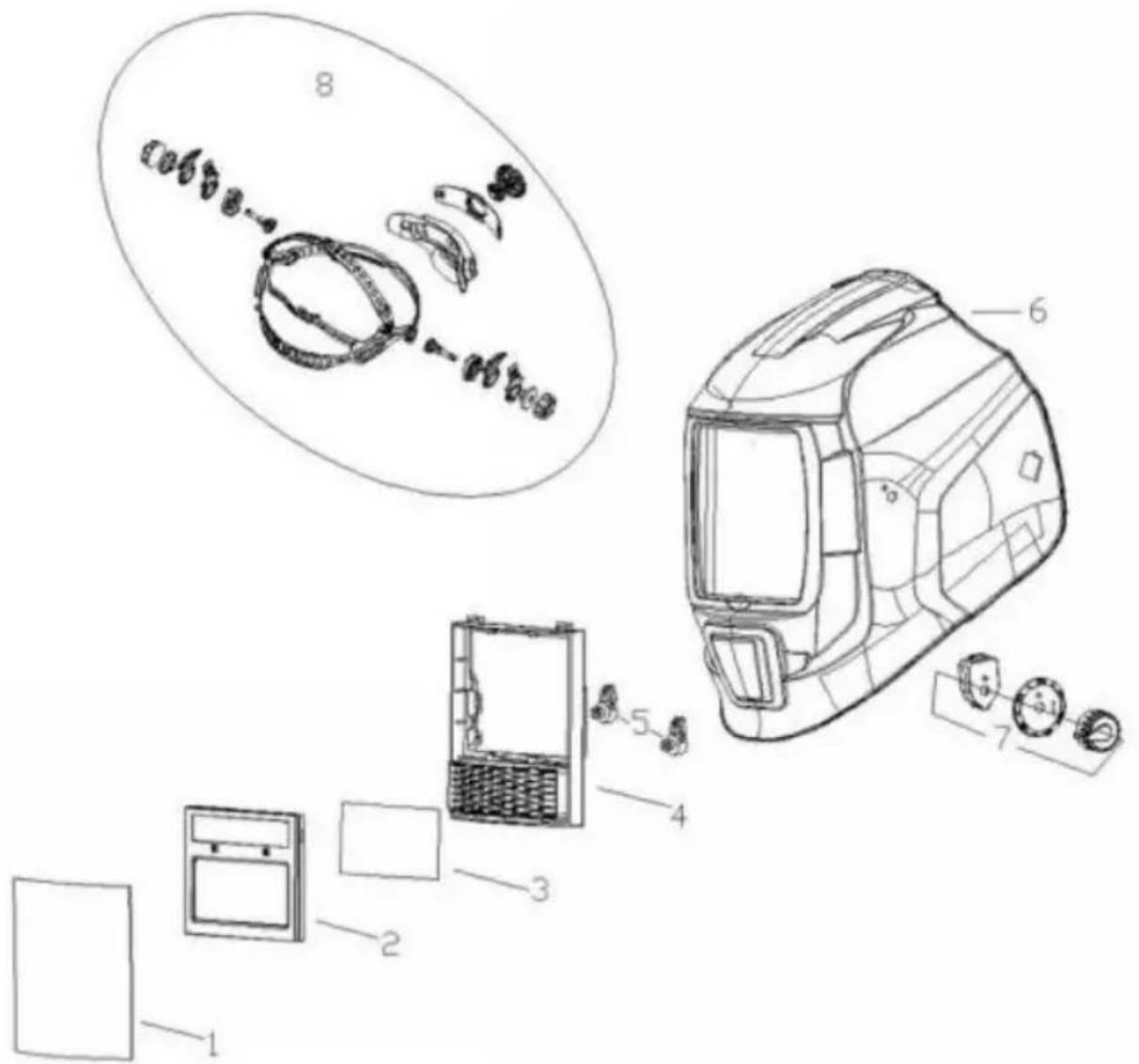
| NIE . | CZEŚĆ Nie . | OPIS | ILOŚĆ |
| 1 | BY-010003 | Przód Okładka Obiektyw | 1 |
| 2 | BY-010001 | ADF | 1 |
| 3 | BY-010005 | Wewnątrz Okładka Obiektyw | 1 |
| 4 | BY-010018 | Nabój Uchwyt | 1 |
| 5 | BY-010019 | Nabój Gałka uchwytu | 2 |
| 6 | BY-010002 | Kask Powłoka | 1 |
| 7 | BY-01002 5 | Zmienna kontrola zacienienia | 1 |
| 8 | BY-010014 | Przyłbica | 1 |
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
Importowane do AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NS 2122 Australia
Importowane do USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Pla Rancho Cucamonga, CA 91730
| UK | REP |




