
Kronos 250M - Spawarka GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Kronos 250M GYS w formacie PDF.
| Marka | GYS |
| Model | Kronos 250M |
| Typ produktu | Spawarka wieloprocesowa (MIG/MAG, TIG DC, MMA) |
| Zasilanie elektryczne | Jednofazowe 230 V (-20% +15%), 50-60 Hz, wtyczka CEE7/7 16 A |
| Zakres prądu spawania MIG/MAG | Do 250 A (w zależności od drutu i grubości) |
| Obsługiwane średnice drutu | Stal/Stal nierdzewna: 0,6 do 1,0 mm; Aluminium: 0,8 do 1,2 mm; Drut proszkowy: 0,9 do 1,2 mm |
| Typ szpuli | ∅ 200 i 300 mm |
| Cykl pracy | Zgodnie z normą EN60974-1 w 40°C, cykl 10 min (dokładne wartości na tabliczce znamionowej) |
| Ochrona elektryczna | IP23S (ochrona przed ciałami stałymi >12,5 mm i deszczem ukośnym) |
| Główne funkcje | Synergiczne spawanie MIG/MAG, TIG DC z impulsem, MMA z Hot Start, Arc Force, Anti-Sticking; ekran HMI z trybami Easy/Expert; zapamiętywanie i przywoływanie 200 zadań; wbudowana śledzenie (opcjonalnie) |
| Ustawienia | Grubość, prąd, prędkość drutu, napięcie, długość łuku, gaz wstępny/końcowy, burnback, crater filler, itp. |
| Konserwacja bieżąca | Regularne odkurzanie sprężonym powietrzem; sprawdzanie połączeń elektrycznych; okresowa kontrola przepływu gazu |
| Bezpieczeństwo | Ochrona termiczna (generator i zespół chłodzenia), ochrona przed przepięciem/zaniżeniem napięcia, błąd prądu ziemnego, blokada spustu |
| Złącza | Złącze Euro dla uchwytu MIG/MAG; gniazda biegunowości dodatniej i ujemnej; złącze gazu; port USB do aktualizacji i transferu danych |
| Akcesoria w zestawie | Kabel zasilający 5 m, kabel odwrócenia biegunowości, uchwyt butli 4 m, rolki stalowe ∅0,8/1,0 |
| Opcje dostępne | Uchwyt TIG (nr kat. 046108), rolki do aluminium i drutu proszkowego, urządzenie do podgrzewania gazu dla czystego CO2 |
| Temperatura pracy | -10 do +40 °C |
| Temperatura przechowywania | -20 do +55 °C |
| Maksymalna wysokość | 1000 m |
| Gwarancja | 2 lata (części i robocizna), z wyłączeniem normalnego zużycia i niewłaściwego użytkowania |
Często zadawane pytania - Kronos 250M GYS
Pytania użytkowników dotyczące Kronos 250M GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję Kronos 250M - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Kronos 250M marki GYS.
INSTRUKCJA OBSŁUGI Kronos 250M GYS
OSTRZEŻENIA - ZASADY BEZPIECZEŃSTWA
WPROWADZENIE I OPIS OGÓLNY

Niniejsza instrukcja musi być przeczytana i zrozumiana przed rozpoczęciem eksploatacji. Nie wolno przeprowadzać żadnych modyfikacji ani konserwacji, które nie zostały określone w instrukcji.
Producent nie ponosi odpowiedzialności za jakiekolwiek szkody osobowe lub majątkowe spowodowane użytkowaniem urządzenia niezgodnie z zaleceniami podanymi w niniejszej instrukcji.
W przypadku problemów lub wątpliwości należy skonsultować się z wykwalifikowaną osobą, która przeprowadzi instalację w sposób prawidłowy.
OTOCZENIE
Urządzenie może być używane wyłącznie do spawania w zakresie podanym na tabliczce znamionowej i/lub w instrukcji. Należy przestrzegać dyrektyw dotyczących bezpieczeństwa. W przypadku niewłaściwego lub niebezpiecznego użycia produktu producent nie ponosi odpowiedzialności.
Stanowisko powinno być używane w pomieszczeniach wolnych od substancji tj. kurz, kwasy, gazy lub innych substancji żrácych. To samo dotyczy jego przechowywania. Podczas użytkowania należy zapewnić cyrkulację powietrza.
Zakres temperatur:
Użytkowanie od -10 do +40°C (od +14 do + 104°F).
Przechowywanie w temperaturze od -20 do +55°C (-4 do 131°F).
Wilgotność powietrza:
Mniejsza lub równa 50%, w temperaturze 40°C (104°F).
Mniejsza lub równa 90%, w temperaturze 20°C (68°F).
Poziom:
Do 1000 m n.p.m. (3280 stóp)
OCHRONA SIEBIE I INNYCH
Spawanie łukowe może być niebezpieczne i spowodować poważne obrażenia lub śmierć.
Spawanie naraża ludzi na niebezpieczne źródło ciepła, promieniowanie świetlne łuku, pole elektromagnetyczne (uwaga na osoby noszące rozrusznik serca), ryzyko porażenia prądem, hałas i opary gazowe.
Aby chronić siebie i innych, należy przestrzegać poniższych instrukcji bezpieczeństwa:

Aby uchronić się przed oparzeniami i promieniowaniem, należy nosić odzież bez mankietów, izolującą, suchą, ognioodporną, w dobrym stanie i przykrywającą całe ciało.

Należy używać rękawic zapewniających izolację elektryczną i termiczną.

Należy stosować odpowiednią ochronę spawalniczą lub przylbicę zapewniającą wystarczający poziom ochrony (w zależności od aplikacji). Chronić oczy podczas czyszczenia. Szkła kontaktowe są szczególnie zabronione.
Czasami konieczne jest wydzielenie obszarów za pomocą ognioodpornych kurtyn w celu ochrony obszaru spawania przed promieniowaniem łuku, odpryskami i żarzącymi się odpadami.
Poinformować osoby przebywające w obszarze spawania, aby nie patrzyły na promienie łuku i stopione części, oraz aby nosiły odpowiednią odzież ochronną.

Jeżeli podczas spawania poziom hałasu przekracza dopuszczalny limit, należy używać słuchawek z redukcją szumów (dotyczy to również osób znajdujących się w obszarze spawania).
Należy trzymać ręce, włosy i ubrania z daleka od części ruchomych (wentylatorów), rąk, włosów, ubrań.
Nigdy nie zdejmować zabezpieczeń obudowy jednostki chłodzącej, gdy źródło prądu spawania jest pod napięciem, producent nie ponosi odpowiedzialności w razie wypadku.

Świeżo zespawane części są gorące i mogą spowodować poparzenia przy kontakcie z nimi. Aby przeprowadzić konserwację palnika, upewnij się, że wystygł on wystarczająco i odczekaj co najmniej 10 minut przed rozpoczęciem. Urządzenie chłodzące musi być włączone podczas używania palnika chłodzonego wodą, aby ciecz nie spowodowała poparzeń.
Ważne jest, aby zabezpieczyć miejsce pracy przed jego opuszczeniem, aby chronić ludzi i mienie.
OPARY SPAWALNICZE I GAZ

Dymy, gazy i pyły emitowane podczas spawania są niebezpieczne dla zdrowia. Należy zapewnić wystarczającą wentylację i może być wymagane powietrze. W przypadku niewystarczającej wentylacji rozwiązaniem może być maska na świeże powietrze. Sprawdź, czy ssanie jest skuteczne, sprawdzając je pod kątem norm bezpieczeństwa.
Uwaga! Spawanie w małym pomieszczeniu wymaga nadzoru z bezpiecznej odległości. Ponadto lutowanie niektórych materiałów zawierających ołów, kadm, cynk lub rtęć, a nawet beryl, może być szczególnie szkodliwe, dlatego przed lutowaniem należy odłużścić części.
Butle powinny być przechowywane w otwartych lub dobrze wentylowanych pomieszczeniach. Muszą one być w pozycji pionowej i utrzymywane na wsporniku lub na wózku.
Spawania nie należy przeprowadzać w pobliżu smarów lub farb.
Obszar spawania musi być całkowicie zabezpieczony, materiały łatwopalne muszą znajdować się w odległości co najmniej 11 metrów.
W pobliżu miejsc wykonywania prac spawalniczych powinien znajdować się sprzęt gaśniczy.
Należy uważać na rozpryski i iskry, nawet przez pęknięcia. Może to być źródłem ognia lub wybuchu.
Osoby, materiały łatwopalne i pojemniki znajdujące się pod ciśnieniem należy trzymać w bezpiecznej odległości.
Należy unikać spawania w zamkniętych pojemnikach lub rurach, a jeśli są otwarte, należy je opróżnić z wszelkich materiałów łatwopalnych lub wybuchowych (olej, paliwo, pozostałości gazu...).
Operacje szlifowania nie mogą być skierowane w stronę źródła prądu spawania ani w stronę materiałów łatwopalnych.
BUTLE Z GAZEM

Wyciekający gaz z butli może spowodować uduszenie w przypadku dużej koncentracji w obszarze spawania (dobrze wentylować pomieszczenie).
Transport urządzenia musi być w pełni bezpieczny: zamknięte butle z gazem oraz zamknięte źródło zasilania spawalniczego.
Muszą być one w pozycji pionowej i podtrzymywane na wsporniku, aby zmniejszyć ryzyko upadku.
Po każdym użyciu należy zamknąć butlę. Należy uważać na zmiany temperatury i ekspozycję na słońce.
Butla nie może stykać się z płomieniami, łukiem elektrycznym, palnikiem, zaciskami uziemiającymi ani innymi źródłami ciepła lub żarzenia.
Należy pamiętać, aby trzymać go z dala od obwodów elektrycznych i spawalniczych, dlatego nigdy nie należy spawać butli pod ciśnieniem.
Uwaga! Przy odkręcaniu zaworu butli, należy odchylić głowę znad zaworu i upewnić się, że stosowany gaz jest odpowiedni dla danego procesu spawania.
BEZPIECZEŃSTWO ELEKTRYCZNE

Zastosowana instalacja elektryczna musi być uziemiona. Należy używać zalecanego rozmiaru bezpiecznika oznaczonego na tablicy znamionowej.
Porażenie prądem elektrycznym może być źródłem poważnych, bezpośrednich lub pośrednich wypadków, a nawet śmierci.
Nigdy nie dotykać części znajdujących się pod napięciem wewnątrz lub na zewnątrz źródła prądu (palników, uchwytów, kabli, elektrod), ponieważ są one podłączone do obwodu spawalniczego.
Przed otwarciem źródła prądu spawania należy odłączyć je od sieci i odczekać 2 minuty, aby wszystkie kondensatory zostały rozładowane.
Nie należy dotykać palnika lub uchwytu elektrody i zacisku uziemiającego jednocześnie.
W przypadku uszkodzenia przewodów i palników należy zapewnić ich wymianę przez wykwalifikowany i autoryzowany personel. Zwymiarować przekrój kabla w zależności od zastosowania. Zawsze używaj suchej, dobrej jakości odzieży, aby odizolować się od obwodu spawalniczego. We wszystkich środowiskach pracy należy nosić izolowane obuwie.
KLASYFIKACJA MATERIAŁÓW EMC

Ten materiał Klasy A nie jest przeznaczony do użytku na terenie mieszkalnym, ponieważ dostarczana tam publiczna energia elektryczna jest niskonapięciowa. W tych miejscach mogą występować potencjalne trudności w zapewnieniu kompatybilności elektromagnetycznej, ze względu na zaburzenia przewodzenia, a także emitowane częstotliwości radioelektryczne.

Pod warunkiem, że impedancja publicznej sieci niskiego napięcia w punkcie wspólnego sprężenia jest mniejsza niż Zmax = 0.354 Ohm, to urządzenie jest zgodne z IEC 61000-3-11 i może być podłączone do publicznej sieci niskiego napięcia. Do obowiązków instalatora lub użytkownika urządzenia należy zapewnienie, w razie potrzeby poprzez konsultacje z operatorem sieci dystrybucyjnej, że impedancja sieci jest zgodna z ograniczeniami impedancji.
To urządzenie jest zgodne z normą IEC 61000-3-12.
EMISJE ELEKTROMAGNETYCZNE

Prąd elektryczny przepływający przez jakikołwiek przewodnik wytwarza lokalne pola elektryczne i magnetyczne (EMF). Prąd spawania wytwarza pole elektromagnetyczne wokół obwodu spawalniczego i urządzenia spawalniczego.
Pola elektromagnetyczne EMF mogą zakłócać działanie niektórych implantów medycznych, na przykład rozruszników serca. Dla osób z implantami medycznymi muszą zostać podjęte środki ochronne. Na przykład, ograniczenia dostępu dla osób przechodzących lub indywidualna ocena ryzyka dla spawaczy.
Spawacze powinni postępować zgodnie z poniższymi instrukcjami, aby zminimalizować ekspozycję na działanie pół elektromagnetycznych z obwodu spawania:
- ułożyć kable spawalnicze razem – w miarę możliwości zamocować je za pomocą zacisku;
- ustawić się (tułów i głowę) jak najdalej od obwodu spawania;
- nigdy nie owijać przewodów spawalniczych wokół ciała;
- nie umieszczać ciała pomiędzy kablami spawalniczymi. Trzymać oba kable po jednej stronie ciała;
- podłączyć kabel powrotny do przedmiotu obrabianego jak najbliżej miejsca, które ma być spawane;
- nie pracować obok źródła prądu spawania, nie siadać na nim ani nie opierać się o nie;
- nie spawać podczas transportu spawarki lub podajnika drutu.

Użytkownicy rozruszników serca powinni skonsultować się z lekarzem przed użyciem tego urządzenia.
Narażenie na pola elektromagnetyczne podczas spawania może mieć inne, nieznane jeszcze skutki dla zdrowia.
ZALECENIA DOTYCZĄCE OCENY OBSZARU SPAWANIA
Informacje ogólne
Użytkownik jest odpowiedzialny za instalację i użytkowanie sprzętu do spawania łukowego zgodnie z instrukcją producenta. W przypadku wykrycia zakłóceń elektromagnetycznych użytkownik sprzętu do spawania łukowego jest odpowiedzialny za rozwiązanie tej sytuacji z pomocą techniczną producenta. W niektórych przypadkach te działania naprawcze mogą być tak proste, jak uziemienie obwodu spawalniczego. W innych przypadkach może być konieczne zbudowanie ekranu elektromagnetycznego wokół źródła prądu spawania i całego przedmiotu obrabianego z zamontowanymi filtrami wejściowymi. W każdym przypadku należy ograniczyć zakłócenia elektromagnetyczne, aż przestaną być uciążliwe.
Ocena obszaru spawania
Przed zainstalowaniem sprzętu do spawania łukowego, użytkownik powinien ocenić potencjalne problemy elektromagnetyczne w otaczającym go obszarze. Należy wziąć pod uwagę następujące elementy:
a) obecność powyżej, poniżej i w sąsiedztwie urządzeń do spawania łukowego innych kabli zasilających, sterujących, sygnałowych i telefonicznych; b) odbiorniki i nadajniki radiowe, i telewizyjne;
c) komputery i inne urządzenia sterujące;
d) urządzenia krytyczne dla bezpieczeństwa, takie jak zabezpieczenia maszyn przemysłowych;
e) zdrowie i bezpieczeństwo osób przebywających w danym obszarze, takich jak osoby z kardiostymulatorami lub aparatami słuchowymi;
f) aparatura do kalibracji i pomiarów;
g) odizolowanie innych urządzeń, które znajdują się na tym samym obszarze.
Użytkownik musi upewnić się, że inne urządzenia używane w danym środowisku są kompatybilne. Może to wiązać się z dodatkowymi środkami ostrożności;
h) pora dnia podczas spawania lub wykonywania innych wymaganych czynności.
Wielkość obszaru otaczającego, który należy wziąć pod uwagę, zależy od struktury budynku i innych działań odbywających się w nim. Ta strefa otoczenia może wykraczać poza granice instalacji.
Ocena obszaru spawania
Oprócz oceny obszaru spawalniczego ocena systemów spawania łukowego może być wykorzystana do identyfikacji i rozwiązania różnych przypadków zakłóceń. Ocena emisji powinna obejmować pomiary in situ, jak określono w art. 10 normy CISPR 11. Pomiary na miejscu mogą również pomóc potwierdzić skuteczność środków ograniczających.
ZALECENIA DOTYCZĄCE METOD REDUKCJI EMISJI ELEKTROMAGNETYCZNEJ
a. Publiczna sieć zasilania: Wskazane jest podłączenie urządzeń spawalniczych do publicznej sieci zasilania zgodnie z zaleceniami producenta. W przypadku występowania zakłóceń może być konieczne podjęcie dodatkowych środków zapobiegawczych, takich jak filtrowanie publicznej sieci zasilania. Wskazane jest przewidzieć osłone kabla zasilającego w przewodzie zainstalowanym na stałe, która będzie z metalu lub innego odpowiednika materiału do spawania łukowego. Należy zapewnić ciągłość elektryczną ekranu na całej jego długości. Należy również połączyć osłone ze źródłem prądu spawania w celu zapewnienia dobrego połączenia elektrycznego pomiędzy przewodem i obudową źródła prądu spawania.
b. Konserwacja urządzeń do spawania łukowego: Sprzęt do spawania łukowego powinien być poddawany rutynowej konserwacji zgodnie z zaleceniami producenta. Wszystkie wejścia, drzwi serwisowe i pokrywy powinny być zamknięte i odpowiednio zablokowane, gdy urządzenie do spawania łukowego jest używane. Urządzenie do spawania łukowego nie powinno być w żaden sposób modyfikowane, z wyjątkiem zmian i regulacji wymienionych w instrukcji producenta. W szczególności wskazane jest, aby urządzenie rozruchowe dozujące i stabilizujące łuk było regulowane i konserwowane zgodnie z zaleceniami producenta.
c. Kable spawalnicze: Kable powinny być możliwie jak najkrótsze, ułożone blisko siebie przy ziemi lub na ziemi.
d. Uziemienie ekwipotencjalne: Należy rozważyć połączenie wszystkich przedmiotów metalowych w pobliżu. Jednakże metalowe przedmioty podłączone do przedmiotu obrabianego zwiększają ryzyko porażenia elektrycznego, jeśli operator dotknie zarówno tych metalowych elementów, jak i elektrody. Operator powinien być odizolowany od takich metalowych przedmiotów.
e. Uziemienie spawanego elementu: W przypadku, gdy spawana część nie jest uziemiona ze względów bezpieczeństwa elektrycznego lub ze względu na jej rozmiar i położenie, na przykład na kadłubach statków lub stali konstrukcyjnej w budynkach, połączenie uziemione może, w niektórych przypadkach, ale nie zawsze, zmniejszyć emisje. Należy uważać, aby uniknąć uziemienia części, które mogłoby zwiększyć ryzyko obrażeń użytkowników lub uszkodzenia innych urządzeń elektrycznych. Jeśli to konieczne, połączenie elementu roboczego z uziemieniem powinno być wykonane bezpośrednio, ale w niektórych krajach, gdzie takie bezpośrednie połączenie nie jest dozwolone, połączenie powinno być wykonane za pomocą odpowiedniego kondensatora wybranego zgodnie z przepisami krajowymi.
f. Ochrona i ekranowanie: Selektywna ochrona i ekranowanie innych kabli i urządzeń w otoczeniu może ograniczyć problemy z zakłóceniami. W przypadku specjalnych zastosowań można rozważyć ochronę całego obszaru spawania.
TRANSPORT I PRZENOSZENIE ŻRÓDŁA PRĄDU SPAWANIA

Nie należy używać kabli lub palnika do przemieszczania źródła prądu spawania. Należy je ustawić w pozycji pionowej. Nie należy umieszczać źródła zasilania nad ludźmi lub przedmiotami.
Nigdy nie podnosić butli z gazem i źródła prądu spawania w tym samym czasie. Ich standardy transportowania są różne.
Zaleca się usunięcie szpuli drutu przed podniesieniem lub transportem źródła prądu spawania.
INSTALACJA MATERIAŁU
- Umieścić źródło prądu spawania na podłodze, której maksymalne nachylenie wynosi 10°.
- Zapewnić wystarczającą strefę do chłodzenia źródła prądu spawania i do łatwego dostępu do panelu sterowania.
- Nie stosować w środowisku, gdzie występują pyły metali przewodzących.
- Źródło prądu spawania musi być chronione przed deszczem i nie może być narażone na działanie promieni słonecznych.
- Urządzenie posiada stopień ochrony IP23S, co oznacza, że :
- zabezpieczenie przed dostępem do niebezpiecznych części stałych o średnicy > 12,5 mm i,
- ochrona przed deszczem skierowana pod kątem 60° do pionu, gdy jej części ruchome (wentylator) są nieruchomo.
Dlatego też urządzenie to może być przechowywane na zewnątrz zgodnie ze stopniem ochrony IP23.

Prądy błądzące podczas spawania mogą zniszczyć przewody uziemiające, uszkodzić sprzęt i urządzenia elektryczne oraz spowodować nagrzewanie się elementów, co może doprowadzić do pożaru.
- Wszystkie połączenia spawalnicze muszą być solidnie połączone, należy je kontrolować regularnie!
- Upewnij się, że mocowanie części jest solidne i nie posiada problemów elektrycznych!
- Zamocować lub zawiesić wszystkie części przewodzące prąd elektryczny źródła spawania, takie jak rama, wózek i systemy podnoszące tak, aby były izolowane!
- Nie umieszczać innych urządzeń, takich jak wiertarki, urządzenia szlifierskie itp. na źródle spawalniczym, wózku lub systemach podnoszących, chyba że są one izolowane!
- Nieużywane palniki spawalnicze lub uchwyty elektrod należy zawsze odkładać na izolowaną powierzchnię!
Przewody zasilania, przedłużacze i przewody spawalnicze muszą być całkowicie rozwinięte, aby zapobiec przegrzaniu.

Producent nie ponosi odpowiedzialności za szkody na osobach i przedmiotach spowodowane niewłaściwym i niebezpiecznym użytkowaniem tego urządzenia.
KONSERWACJA / PORADY


-
Konserwacja powinna być przeprowadzana wyłącznie przez wykwalifikowaną osobę. Zalecana jest coroczna konserwacja.
-
Regularnie zdejmować pokrywę i wydmuchować kurz. Przy okazji należy zlecić wykwalifikowanemu personelowi sprawdzenie połączeń elektrycznych za pomocą izolowanego narzędzia.
- Regularnie sprawdzać stan techniczny przewodu zasilającego. Jeśli kabel zasilający jest uszkodzony, musi zostać wymieniony przez producenta, jego serwis lub osobę o podobnych kwalifikacjach, aby uniknąć jakiegokolwiek niebezpieczeństwa.
- Pozostawić otwory wentylacyjne źródła prądu spawania wolne dla wlotu i wylotu powietrza.
- Nie używać tego źródła spawania do rozmrażania rur odpływu kanalizacyjnego, ładowania baterii/akumulatorów lub do rozruchu silnika.
INSTALACJA - FUNKCJONOWANIE URZĄDZENIA
Tylko doświadczony i wykwalifikowany przez producenta personel może przeprowadzać instalację. Podczas montażu należy upewnić się, że źródło prądu jest odłączone od sieci. Szeregowe lub równoległe połączenia źródła prądu są zabronione. W celu zapewnienia optymalnego połączenia zaleca się stosowanie adapterów dostarczonych wraz z zestawem.
OPIS
Urządzenie to jest jednofazowym źródłem prądu do półautomatycznego spawania «synergicznego» (MIG lub MAG), spawania łukowego w osłonie metalu (MMA) oraz spawania elektrodą otuloną (TIG). Przyjmuje szpule z drutem ∅ 200 i 300 mm.
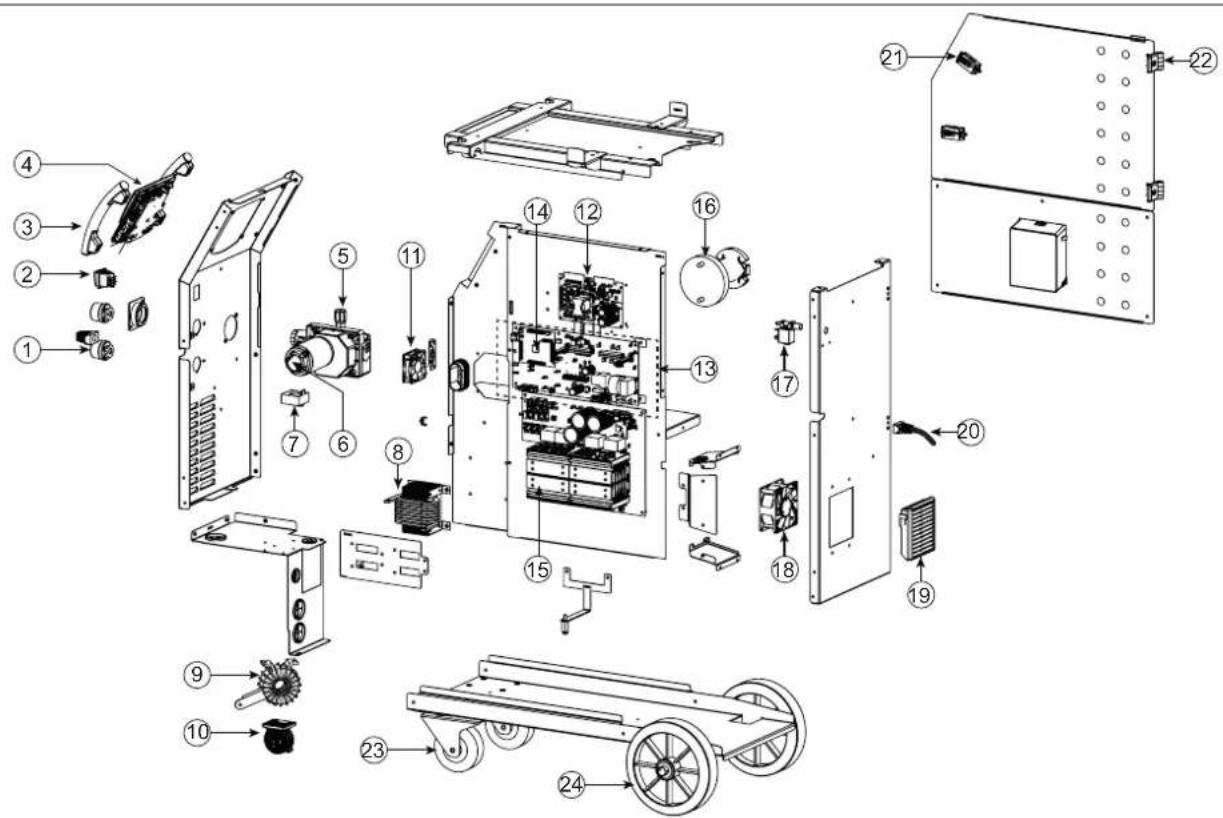
OPIS SPRZĘTU (II)
1- Stojak na szpulę ∅ 200/300 mm 9- Gniazdo o ujemnej polaryzacji
2- Pokrywa skrzynki z akcesoriami 10- Złącze Euro (palnik)
3- Wspornik kablowy 11- Złącze gazu
4- Uchwyt do palnika 12- Kabel sieciowy (5 m)
5- HMI (Human Machine Interface) 13- Uchwyt na butlę 4 m
6- Przełącznik START/STOP 14- Właz USB
7- Gniazdo z polaryzacją dodatnią 15- Podajnik drutu
8- Kabel odwracający biegunowość
INTERFEJS CZŁOWIEK-MASZYNA (HMI)

HMI
Należy zapoznać się z instrukcją obsługi interfejsu (IHM), która jest częścią kompletnej dokumentacji sprzętu.
PRZYCISK URUCHAMIANIA URZĄDZENIA
- Este equipamento é fornecido com um plugue de 16 A do tipo CEE7 / 7 e deve ser usado somente em um sistema elétrico monofásico de três fios de 230 V (50 - 60 Hz) de três fios com um neutro aterrado.
Pochłaniany prąd skuteczny (11eff) dla maksymalnych warunków użytkowania wyświetlany jest na urządzeniu. Sprawdzić, czy zasilacz i jego zabezpieczenie (bezpiecznik i/lub wyłącznik) są kompatybilne z parametrami wymaganego źródła prądu. W niektórych krajach może być konieczna wymiana gniazda zasilania, aby umożliwiać maksymalną eksploatację urządzenia. - Źródło zasilania przeznaczone jest do pracy na napięciu 230 V -20% +15%. Przechodzi w stan zabezpieczenia, jeśli napięcie zasilania jest poniżej
185 Vrms lub powyżej 265 Vrms. (na wyświetlaczu pojawi się kod usterki). - Uruchomienie następuje po naciśnięciu przełącznika START/STOP (On), odwrotnie zatrzymanie następuje po naciśnięciu tego samego przełącznika (Off). Uwaga! Nigdy nie wyłącać zasilania, gdy urządzenie pracuje.
PODŁACZENIE DO AGREGATU PRADOTWÓRCZEGO
Urządzenie to może być zasilane z agregatów pod warunkiem, że zasilanie pomocnicze spełnia następujące wymagania:
- Napięcie musi być zmienne, jego wartość skuteczna musi wynosić 230 V -20% +15%, a napięcie szczytowe musi być mniejsze niż 400 V,
- Częstotliwość powinna wynosić od 50 do 60 Hz.
Konieczna jest weryfikacja tychże warunków, ponieważ wiele generatorów wytwarza impulsy wysokiego napięcia, co może spowodować uszkodzenie sprzętu.
UŻYWANIE PRZEDŁUŻACZY ELEKTRYCZNYCH
Wszystkie przedłużenia muszą mieć odpowiedni rozmiar i napięcie odpowiednie do urządzenia. Używać przedłużacza zgodnie z przepisami krajowymi.
| Napięcie prądu wejściowego Długość - Odcinek przedłużacza (Długość < 45m) | |
| 230 V 2.5 mm2 | |
MONTAŻ SZPULI
text_image
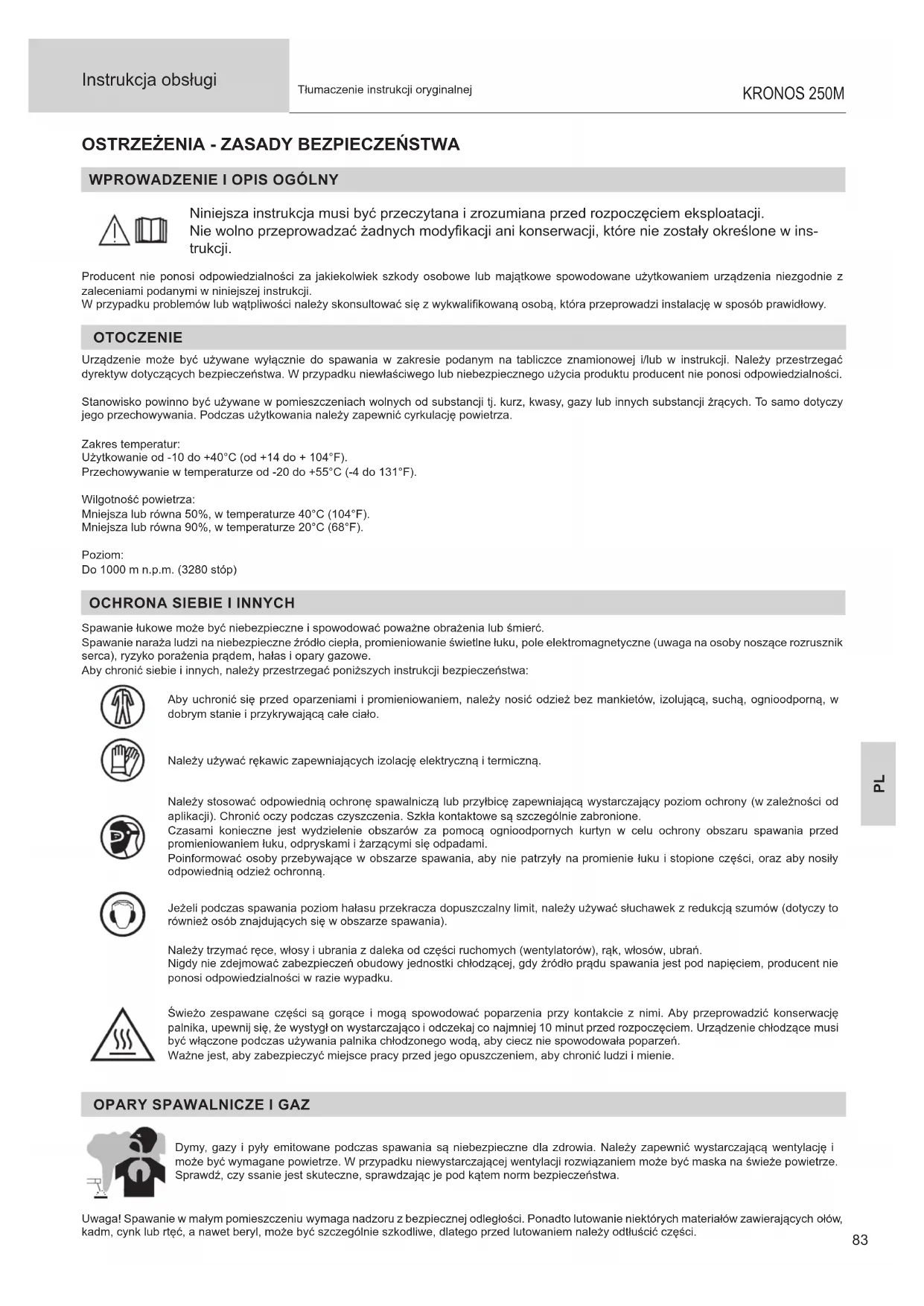
a b a b c- Zdjąć dyszę (a) i rurkę kontaktową (b) z palnika MIG/MAG.
- Otwórz klapę generatora.
- Ustawić szpulę na jego podporze.
- Uwzględnić sworzeń napędowy (c) podstawy szpuli. Aby zamontować szpulę 200 mm, należy maksymalnie dokręcić plastikowy uchwyt szpuli (a).
- Wyregulować hamulec szpuli (b) w celu uniknięcia splątania drutu przy zatrzymaniu spawania. Ogólnie rzecz biorąc, nie należy dokręcać zbyt mocno, ponieważ spowoduje to przegrzanie silnika.
ŁADOWANIE DRUTU WYPEŁNIAJĄCEGO
text_image
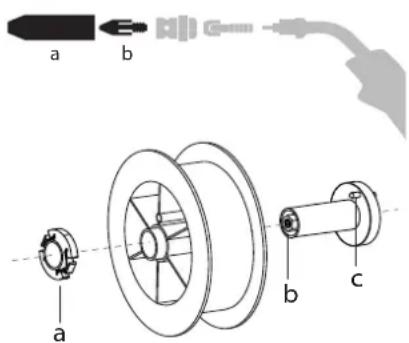
a bAby wymienić rolki, należy wykonać następujące czynności:
- Poluzuj pokrętło (a) do maksimum i opuść je.
- Odblokować rolki, odkręcając śruby mocujące (b).
- Zamontować odpowiednie dla danego zastosowania rolki silnikowe i dokręcić śruby mocujące.
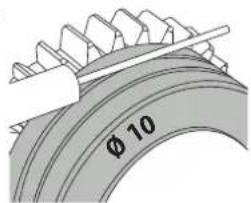
Dostarczane rolki są rolkami z podwójnym rowkiem: - stal ∅ 0,8/1,0
- Sprawdź oznaczenie na rolce, aby upewnić się, że rolki są odpowiednie do średnicy drutu i mate-
riału, z którego jest wykonany (dla drutu ∅ 1,0 użyj rowka ∅ 1,0).
- Do cięcia stali i innych twardych drutów należy używać rolek z rowkami w kształcie litery V.
- Do drutów aluminiowych i innych miękkich, stopowych drutów należy używać rolek z rowkiem w kształcie litery U.

: widoczny napis na rolce (przykład: 10 = ∅ 1.0)
: wypustka do użycia
text_image
φ 10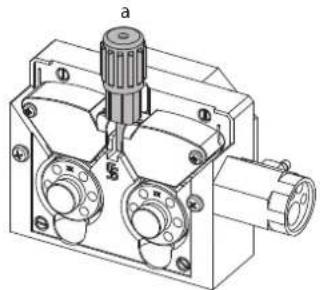
Aby zainstalować przewód wypełniający, należy wykonać następujące czynności:
- Poluzuj pokrętło do maksimum i opuść je.
- Włożyć przewód, następnie zamknąć bęben silnika i dokręcić pokrętło zgodnie ze wskazówkami.
- Naciśnij spust palnika, aby aktywować silnik, na ekranie wyświetli się procedura.

Uwagi :
- Zbyt wąska osłona może prowadzić do problemów z odwijaniem i przegrzewaniem się silnika.
- Złącze palnika musi być również dokręcone, aby zapobiec jego przegrzaniu.
- Upewnij się, że ani przewód, ani szpula nie dotykają mechaniki urządzenia, w przeciwnym razie istnieje niebezpieczeństwo zwarcia.
RYZYKO OBRAŻEŃ SPOWODOWANYCH PRZEZ RUCHOME ELEMENTY

Rolki są wyposażone w ruchome części, które mogą chwycić dłonie, włosy, ubranie lub narzędzia, a tym samym spowodować poważne obrażenia!
- Nie kłaść rąk na częściach obracających lub ruchomych czy też częściach napędowych!
- Należy upewnić się, że pokrywy obudowy lub osłony pozostają dobrze zamknięte podczas pracy!
- Nie używać rękawic podczas nawlekania drutu spawalniczego lub wymiany szpuli drutu spawalniczego.
SPAWANIE PÓŁAUTOMATYCZNE STALI / STALI NIERDZEWNEJ (TRYB MAG)
Urządzenie może spawać drut stalowy i nierdzewny od ∅ 0,6 do 1,0 mm (I-A). Urządzenie jest standardowo dostarczane z rolkami ∅ 0,8/1,0 do stali lub stali nierdzewnej. Rura kontaktowa, rowek rolkowy i osłona palnika są zaprojektowane do tego zastosowania.
Spawanie stali wymaga użycia specjalnego gazu (Ar+CO2). Proporcje CO2 mogą się różnić w zależności od rodzaju używanego gazu. Do stali nierdzewnej należy zastosować mieszkanę 2% CO2. W przypadku spawania czystym CO2 konieczne jest podłączenie podgrzewacza gazu do butli z gazem. Aby uzyskać informacje na temat specyficznych wymagań dotyczących gazu, należy skontaktować się z dystrybutorem gazu. Szybkość przepływu gazu przy stali wynosi pomiędzy 8 a 15 L/ min w zależności od środowiska. Aby sprawdzić natężenie przepływu gazu na manometrze bez rozwijania przewodu wypełniającego, należy nacisnąć i przytrzymać przycisk 1 i postępować zgodnie z procedurą wyświetlaną na ekranie.
Kontrola ta powinna być przeprowadzana okresowo, aby zapewnić optymalne spawanie. Więcej informacji na ten temat można znaleźć w rozdziale HMI.
SPAWANIE PÓŁAUTOMATYCZNE ALUMINIUM (TRYB MIG)
Urządzenie może spawać drut aluminiowy od ∅ 0,8 do 1,2 mm (I-B).
Zastosowanie aluminium wymaga specyficznego gazu - czysty Argon (Ar). Do wyboru gazu, należy zasięgnąć porady od dystrybutora gazu. Natężenie przepływu gazu w aluminium wynosi od 15 do 20 l/min w zależności od środowiska i doświadczenia spawacza.
Oto różnice pomiędzy zastosowaniem stali i aluminium :
- Używać specjalnych rolek do spawania aluminium.
- Ustawić na minimum napięcie rolek podajnika drutu, tak aby nie zmiażdżyć drutu.
- Stosować Rurkę kapilarną (do prowadzenia drutu między rolkami bębna a złączem EURO) tylko przy spawaniu stali/ stali nierdzewnej (I-B).
- Użyj specjalnego palnika do aluminium. Ten aluminiowy palnik posiada powłokę teflonową zmniejszającą tarcie. NIE przecinać osłony na krawędzi złącza! Ta osłona służy do wyprowadzenia drutu z rolek.
- Tuba stykowa: stosować aluminiową rurkę stykową SPECIAL odpowiadającą średnicy przewodu.

W przypadku stosowania czerwonego lub niebieskiego rękawa (spawanie aluminium) zaleca się stosowanie akcesorium 90950 (I-C). Ta prowadnica osłonki wykonana ze stali nierdzewnej poprawia centrowanie osłonki i ułatwia przepływ drutu.

Wideo
SPAWANIE PÓŁAUTOMATYCZNE W TECHNOLOGII CUSI I CUAL (TRYB LUTOWANIA TWARDEGO)
Urządzenie może spawać drutem CuSi i CuAl o ∅ 0,8 i 1,0 mm.
W taki sam sposób jak w przypadku stali należy umieścić rurkę kapilarną i użyć palnika z osłoną stalową. W przypadku lutowania twardego należy stosować czysty argon (Ar).
SPAWANIE PÓŁAUTOMATYCZNE DRUT RDZENIOWY
Urządzenie może spawać drutem rdzeniowym od ∅ 0,9 do 1,2 mm. Oryginalne rolki należy wymienić na specyficzne rolki z drutu rdzeniowego (opcja). Spawanie drutem rdzeniowym ze standardową dyszą może spowodować przegrzanie i uszkodzenie palnika. Wyjąć oryginalną dyszę z palnika MIG-MAG.
WYBÓR BIEGUNOWOŚCI
Polaryzacja + Polaryzacja -
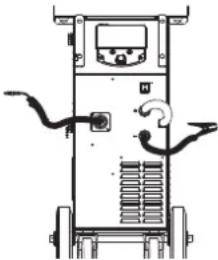
Spawanie MIG/MAG w osłonie gazów wymaga na ogół dodatniej biegunowości.
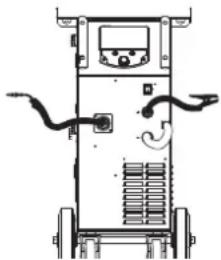
Spawanie MIG/MAG bez osłony gazowej (No Gas) wymaga z reguły ujemnej biegu nowości.
We wszystkich przypadkach należy zapoznać się z zaleceniami producenta przewodów dotyczącymi wyboru biegunowości.
PODŁĄCZENIE GAZU
- Zamontować odpowiedni regulator ciśnienia na butli z gazem. Podłącz go do stacji lutowniczej za pomocą dostarczonego węża. Umieścić 2 zaciski, aby zapobiec wyciekom.
- Upewnić się, że butła z gazem jest pewnie zamocowana na miejscu, przestrzegając mocowania łańcucha na źródłe prądu.
- Wyregulować przepływ gazu poprzez regulację pokrętem znajdującym się na regulatorze ciśnienia.
NB: w celu ułatwienia regulacji prędkości przepływu gazu uruchomić rolki napędowe poprzez naciśnięcie spustu palnika (poluzować pokrętło podajnika drutu, aby nie splątać drutu). Maksymalne ciśnienie gazu: 0.5 MPa (5 barów).
Procedura ta nie dotyczy spawania w trybie «bez gazu».
ZALECANE ZESTAWIENIA
| (mm) | Prąd (A) ∅ Przewód (mm) ∅ Dyszy (mm) Natężenie przepływu (L/min) | ||||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | |||
| 2-4 100-200 1 | .0 12-15 12-15 | ||||
| 4-8 200-300 1 | .0/1.2 15-16 15-18 | ||||
| MAG | 0.6-1.5 15-80 | 0.6 12 | 8-10 | ||
| 1.5-3 80-150 0 | 8 12-15 10-12 | ||||
| 3-8 150-300 1 | .0/1.2 15-16 12-15 | ||||
TRYB SPAWANIA MIG / MAG (GMAW/FCAW)
| Metody spawania | ||||
| Parametry | Ustawienia | Ręczny | Synergiczny | |
| Dokręcanie material/gaz | - Fe Ar 15% CO2- ... | - | √ | Wybór materiału, który ma być spawany.Parametry spawania synergicznego |
| Średnica drutu | ∅ 0,6 > ∅ 1,2 mm | - | √ | Możliwość wyboru średnicy drutu |
| Zachowanie spustu | 2T, 4T | √ | √ | Wybór trybu zarządzania spawaniem spustowym |
| Tryb zgrzewania | Spot, Spot-Delay | Wybór trybu punktacji | ||
| 1. Ustawienia | GrubośćPrądPrędkość | - | √ | Wybór głównego ustawienia, które ma być wyświetlane (grubość obra-bianego elementu, średni prąd spawania lub prędkość drutu). |
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Easy lub Expert. Więcej informacji na ten temat można znaleźć w rozdziale HMI.
METODY SPAWANIA
Aby uzyskać więcej informacji na temat synergii GYS i procesów spawalniczych, zeskanuj kod QR :

TRYB ZGRZEWANIA PUNKTOWEGO
- Spot
Ten tryb spawania pozwala na wstępny montaż części przed spawaniem. Zgrzewanie może być ręczne przez spust lub czasowe z predefiniowanym opóźnieniem wskazywania. Taki czas zgrzewania pozwala na lepszą powtarzalność i uzyskanie nieutlenionych spoin.
- Spot-delay
Jest to tryb zgrzewania podobny do trybu Spot, który pozwala na zgrzewanie ciągłe ze zdefiniowanym czasem tak długo, jak długo trzymany jest spust. Funkcja ta umożliwia spawanie bardzo cienkich blach stalowych lub aluminiowych, ograniczając ryzyko przewiercenia i odkształcenia blachy (szczególnie w przypadku spawania aluminium).
DEFINICJA USTAWIEN
| Jednostka | ||
| Burnback - | Funkcja zapobiegająca ryzyku zakleszczenia się drutu na końcu spoiny. Czas ten odpowiada podnoszeniu się drutu z wytopu. | |
| Wypełniacz krateru %/s | Ten prąd zatrzymania jest fazą po rampie w dół prądu.Może być regulowany w zakresie natężenia (% prądu spawania) i czasu (sekundy). | |
| Termin s | Czas pomiędzy końcem punktu (z wyłączeniem Post-Gas) a początkiem nowego punktu (z uwzględnieniem Pre-Gas). | |
| Grubość mm | Tryb synergiczny umożliwia ustawienia w pełni automatyczne. Działanie na grubość automatycznie ustawia odpowiednie naprężenie drutu i prędkość. | |
| Prąd opadający s Krzywa spadania prądu. | ||
| Hot Start %/s | Hot Start umożliwia uniknięcie przyklejenia się elektrody do obrabianego przedmiotu. Może być regulowany w zakresie natężenia (% prądu spawania) i czasu (sekundy). | |
| Natężenie | A | Prąd spawania jest ustawiany w zależności od rodzaju użytego drutu i spawanego materiału. |
| I Start - Regulacja prądu zapłonu. | ||
| Długość łuku - | Służy do regulacji odległości pomiędzy końcem drutu a rozłopionym jeziorkiem spawalniczym (regulacja napięcia). | |
| Pre-gas s Czas oczyszczania palnika i tworzenia ochrony gazowej przed zajarzeniem. | ||
| Punkt s Określony czas trwania. | ||
| Post Gas s | Czas utrzymania osłony gazowej po wyłączeniu łuku. Chroni on pospawany metal oraz elektrodę przed ich utlenieniem. | |
| Dławik | - | Tłumi prąd spawania w mniejszym lub większym stopniu. Należy ustawić w zależności od pozycji spawania. |
| Spot | s Określony czas trwania. | |
| Napięcie | V | Wpływ na szerokość spoiny. |
| Upslope | s Stopniowe zwiększanie natężenia prądu. | |
| Prędkość zbliżania się | - | Progresywna prędkość obrotowa drutu. Przed zajarzaniem, drut przybywa powoli, aby utworzyć pierwszy kontakt bez powodowania szarpnięć. |
| Prędkość drutu | m/min | Ilość osadzonego spoiwa i pośrednio natężenie spawania oraz penetracji. |
Dostęp do niektórych parametrów zgrzewania i zgrzewania zależy od procesu zgrzewania (Manualny, Synergiczny) oraz wybranego trybu wyświetlania (Easy lub Expert). Więcej informacji na ten temat można znaleźć w rozdziale HMI.
KONTROLA PRZEPLYWU GAZU
Aby sprawdzić natężenie przepływu gazu na manometrze bez rozwijania przewodu wypełniającego, należy nacisnąć i przytrzymać przycisk 1 i postępować zgodnie z procedurą wyświetlaną na ekranie. Kontrola ta powinna być przeprowadzana okresowo, aby zapewnić optymalne spawanie. Więcej informacji na ten temat można znaleźć w rozdziale HMI.
TRYB SPAWANIA TIG (GTAW)
PODŁĄCZENIE I PORADY
- Spawanie TIG DC wymaga gazu ośłonowego (Argon).
- Podłączyć zacisk uziemiający do gniazda bieguna dodatniego (+). Podłączyć opcjonalny palnik TIG (nr kat. 046108) do złącza EURO generatora, a kabel rewersyjny do złącza ujemnego (-).
- Upewnić się, że palnik jest odpowiednio wyposażony i że materiały takie jak szczypce, kołnierz wzmacniający, dyfuzor i dysza nie są zużyte.
- Wybór elektrody zależy od natężenia prądu w procesie TIG DC.
OSTRZENIE ELEKTRODY
Dla optymalnego działania zaleca się stosować zaostrzone elektrody w następujący sposób:
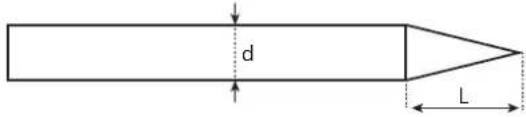
text_image
d LL = 3 x d dla niskiego prądu spawania. L = d dla wysokiego prądu spawania.
ZALECANE ZESTAWIENIA
| (mm) | Prąd (A) ∅ Elektrody (mm) ∅ Dyszy (mm) Przepływ Argonu (L/min) | ||
| 0.3 - 3 3 - 75 1 6.5 6 - 7 | |||
| 2.4 - 6 60 - 150 1.6 8 6 - 7 | |||
| 4 - 8 100 - 200 2 9.5 7 - 8 | |||
| 6.8 - 8.8 170 - 250 2.4 | 11 | 8 - 9 | |
| 9 - 12 | 225 - 300 3.2 12.5 | 9 - 10 |
PARAMETRY PROCESU
| Parametry | Ustawienia | |
| Metody spawania | Standard | Gładki prąd |
| Impulsowy | Prąd pulsujący | |
| Spot | Gładkie punktowanie | |
| Spot-Pulsed | Punktowanie impulsowe | |
| Tryb wyzwalania | 2T, 4T, Zawór | Wybór trybu zarządzania spawaniem wyzwalającym. |
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Easy lub Expert. Więcej informacji na ten temat można znaleźć w rozdziale HMI.
USTAWIENIA
- Standard
Metoda spawania TIG DC Standard pozwala na wysokiej jakości spawanie na większości materiałów żelaznych takich jak stal, stal nierdzewna, ale też miedź i jej różne odmiany stopów, czy tytan... Liczne opcje zarządzania prądem i gazem pozwalają Państwu na doskonałą kontrolę spawania od zajarzania, aż do chłodzenia końcowej spoiny.
• Z pulsem
W tym trybie impulsowym tryb spawania łączy wysokie impulsy prądu (I, impulsy spawania) oraz niskie impulsy prądu (I_Cold, impulsy chłodzące obrabianą część). Ten tryb impulsowy pozwala na złączenie części przy jednoczesnym ograniczeniu wzrostu temperatury. Idealny również w pozycji.
Przykład :
Prąd spawania I jest ustawiony na 100A i % (I_Cold) = 50%, tzn. prąd zimny = 50% x 100A = 50A.
F(Hz) jest ustawiony na 10Hz, okres sygnału będzie wynosił 1/10Hz = 100ms -> co 100ms będzie następował impuls o natężeniu 100A, a następnie kolejny o natężeniu 50A.
- Spot
Ten tryb spawania pozwala na wstępny montaż części przed spawaniem. Zgrzewanie może być ręczne przez spust lub czasowe z predefiniowanym opóźnieniem wskazywania. Regulacja czasu spawania punktowego pozwala na powtarzalność i realizację punktów nieutlenionych.
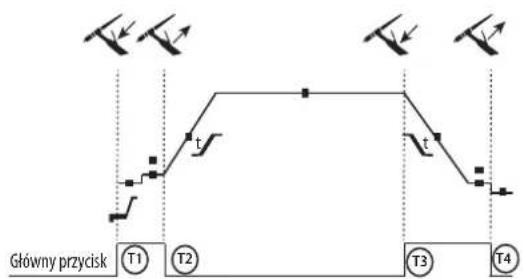
• Zgrzewanie z pulsem
Ta metoda spawania cienkich blach pozwala na wstępny montaż części przed spawaniem. Zgrzewanie może być ręczne przez spust lub czasowe z predefiniowanym opóźnieniem wskazywania. Taki czas zgrzewania pozwala na lepszą powtarzalność i uzyskanie nieutlenionych spoin.
text_image
Główny przycisk T1 T2T1 - Główny przycisk jest wciśnięty, rozpoczyna się cykl spawania (PreGas, I_Start, UpSlope i spawanie).
T2 - Zwolnienie przycisku głównego powoduje zatrzymanie cyklu spawania (DownSlope, I_Stop, PostGas).
Dla palnika z dwoma przyciskami i jedynie w trybie 2T przycisk pomocniczy jest zarządzany jak przycisk główny.
• 4T
flowchart
graph TD
A["Start"] --> B["T1"]
B --> C["T2"]
C --> D["T3"]
D --> E["T4"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
T1 - Naciśnięcie przycisku głównego powoduje rozpoczęcie cyklu od fazy PreGaz i zatrzymanie w fazie I_Start.
T2 - Zwolnienie głównego przycisku, cykl kontynuowany jest w trybie Upslope i w spawaniu.
T3 - Główny przycisk jest wciśnięty, przechodzi cykl opadania (DownSlope) i zatrzymuje się w fazie I_Stop.
T4 - Główny przycisk jest zwolniony, cykl kończy się poprzez Post-Gas.
Uwaga: dla palników podwójne przyciski i podwójny przycisk + potencjometr
=> przycisk «góra/prąd spawania» i potencjometr aktywne, przycisk «dół» nieaktywny.
Dla palników z dwoma przyciskami i z podwójnym spustem + potencjometrem spust «wysoki» ma taką samą funkcjonalność jak w przypadku palników z pojedynczym spustem lub palników lamelowych. Wyzwalanie «low» nieaktywne.
DEFINICJA USTAWIEN
Jednostka
| Prąd zatrzymania % Ten prąd zatrzymania jest fazą po rampie w dół prądu. | ||
| Prąd rozruchowy % Ten prąd rozruchowy jest fazą poprzedzającą rampę prądową. | ||
| Prąd spawania A Prąd spawania. | ||
| Zimny prąd % Drugi prąd spawania «na zimno» | ||
| Czas trwania impulsu s Ręczna lub zależna od czasu faza impulsu punktowego | ||
| Czas trwania spotu s Ręczne lub przez ustawiony czas. | ||
| Prąd opadający s | Zapobiega powstawaniu kraterów pod koniec procesu spawania i ryzyku pęknięć, szczególnie w przypadku stopów lekkich. | |
| Częstotliwość pulsowania | Hz | Częstotliwość impulsów (wskazówki dotyczące ustawień) :W przypadku spawania z wypełniaczem ręcznym, F(Hz) zsynchronizowane z działaniem wypełniacza,Jeśli mała grubość bez wejścia (< 0.8 mm), F(Hz) >10HzSpawanie w pozycji; w zakresie F(Hz) 5 < 100 Hz |
| Wzrost prądu | s | Umożliwia stopniowe zwiększanie natężenia prądu spawania. |
| Post Gas | s | Czas utrzymania osłony gazowej po wyłączeniu łuku. Chroni obrabiany przedmiot i elektrodę przed utlenianiem podczas chłodzenia. |
| Pre-gas | s Czas oczyszczania palnika i tworzenia ochrony gazowej przed zajarzeniem. | |
| Czas zatrzymania s Czas przebywania w stanie spoczynku jest fazą po rampie spadku prądu. | ||
| Czas rozruchu | s | Czas przebywania przy rozruchu przed zwiększeniem mocy. |
| Czas zimny | % Bilans czasowy prądu gorącego (I) impulsu | |
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Easy lub Expert. Więcej informacji na ten temat można znaleźć w rozdziale HMI.
REÇZNE PRZEDMUCHIWANIE GAZU
Obecność tlenu w palniku może prowadzić do pogorszenia właściwości mechanicznych i może powodować spadek odporności na korozję. Aby oczyścić palnik z gazu, należy nacisnąć i przytrzymać przycisk nr 1 i postępować zgodnie z procedurą wyświetlaną na ekranie. Więcej informacji na ten temat można znaleźć w rozdziale HMI.
TRYB SPAWANIA MMA (SMAW)
PODŁĄCZENIE I PORADY
- Podłączyć kable, uchwyt elektrody i zacisk uziemiający w złączach.
- Przestrzegać biegunowości i natężenia spawania podanych na pudełkach elektrod.
- Usunąć elektrodę z uchwytu, gdy urządzenie nie jest używane.
- Urządzenie jest wyposażone w 3 cechy charakterystyczne dla Inwerterów:
- Hot Start zapewnia przetężenie na początku spawania.
- Arc Force zapewnia przetężenia, które zapobiegają przywieraniu elektrody, gdy elektroda ta wchodzi do jeziorka spawalniczego.
- Anti-Sticking umożliwia łatwe odklejenie elektrody bez konieczności rozgrzewania jej do czerwoności w przypadku jej przyklejenia.
PARAMETRY PROCESU
| Metody spawania | ||||
| Parametry Ustawienia Standard Impulsowy | ||||
| Typ elektrody | RutylowaZasadowa | √ | √ | Rodzaj elektrody określa specyficzne parametry w zależności od rodzaju użytej elektrody w celu zoptymalizowania jej spawalności. |
| Anti-Sticking ON - OFF | √ | √ | Urzadzenie zapobiegające przywieraniu jest zalecane do bezpiecznego usunięcia elektrody w przypadku przyklejenia się do obrabianego przedmiotu (prąd jest automatycznie odcinany). | |
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Easy lub Expert. Więcej informacji na ten temat można znaleźć w rozdziale HMI.
METODY SPAWANIA
- Standard
Tryb spawania MMA Standard nadaje się do większości zastosowań. Spawanie jest możliwe z użyciem dowolnego typu elektrody otulonej: rutylowej, zasadowej, celułożowej oraz dowolnego materiału: stali, stali nierdzewnej i żeliwa.
• Z pulsem
Tryb MMA z pulsem nadaje się do zastosowań w pozycji pionowej (PF). Tryb z pulsem pozwala na utrzymanie zimnego jeziorka spawalniczego, ułatwiającego przenoszenie materii. Bez pulsowania spawanie pionowe do góry wymaga ruchu choinkowego, czyli trudnego ruchu trójkątnego. Dzięki MMA z pulsem ruch ten nie jest już konieczny, w zależności od grubości elementu wystarczy prosty ruch w górę. Jednakże, jeśli chcesz powiększyć swoje jeziorko spawalnicze, wystarczy prosty ruch boczny podobny do płaskiego spawania. W tym wypadku można dostosować na wyświetlaczu częstotliwość prądu pulsującego. Metoda ta daje, więc lepszą kontrolę procesu spawania pionowego.
WYBÓR ELEKTROD OTULONYCH
- Elektroda Rutylowa : bardzo łatwy w użyciu we wszystkich pozycjach.
- Elektroda Zasadowa : może być stosowana we wszystkich pozycjach i dzięki swoim podwyższonym właściwościom mechanicznym nadaje się do prac zabezpieczających.
DEFINICJA USTAWIEN
| Jednostka | ||
| Arc Force | Arc Force to zabezpieczenie nadprądowe, które zapobiega przywieraniu elektrody lub kropli do jeziorka spawalniczego. | |
| Prąd spawania A | Prąd spawania jest regulowany w zależności od typu wybranej elektrody (należy odnieść się do opakowania elektrod). | |
| Czas trwania Hot Start s | Hot Start umożliwia uniknięcie przyklejenia się elektrody do obrabianego przedmiotu. Może być regu-lowany w zakresie natężenia (% prądu spawania) i czasu (sekundy). | |
| Częstotliwość pulsacji | Hz Częstotliwość PULSOWANIA w trybie PULSE. | |
| Procent Hot Start % | Hot Start umożliwia uniknięcie przyklejenia się elektrody do obrabianego przedmiotu. Może być regu-lowany w zakresie natężenia (% prądu spawania) i czasu (sekundy). | |
| Procent I zimny % | ||
| Czas zimny s | ||
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Easy lub Expert. Więcej informacji na ten temat można znaleźć w rozdziale HMI.
USTAWIANIE NATEŻENIA SPAWANIA
Poniższe ustawienia odpowiadają zakresowi prądu użytkowego w zależności od typu i średnicy elektrody. Zakresy te są dość szerokie, ponieważ zależą od zastosowania i pozycji spawania.
| ∅ elektrody (mm) Rutylowa | E6013 (A) Zasadowa E7018 (A) | |
| 1.6 30-60 30-55 | ||
| 2.0 50-70 50-80 | ||
| 2.5 60-100 80-110 | ||
| 3.15 80-150 90-140 | ||
| 4.0 100-200 125-210 | ||
| 5 150-290 200-260 | ||
| 6.3 200-385 220-340 |
USTAWIANIE ARC FORCE
Zaleca się ustawienie siły łuku w pozycji środkowej (0) przed rozpoczęciem spawania i wyregułowanie jej w zależności od wyników i preferencji spawalniczych. Wyjaśnienia: zakres regulacji siły łuku jest specyficzny dla wybranego typu elektrody.
ROLKI (B) OPCJONALNIE
| Średnica | Odnośnik (x2) | |
| Stal Aluminium Drut rdzeniowy | ||
| 0.6/0.8 042353 - | 0.9/1.2 | |
| 0.8/1.0 042360 | 042377 | |
| 1.0/1.2 | - 040915 | |
| Średnica | Odnośnik (x2) |
| 042407 |
BŁĘDY, PRZYCZYNY, ROZWIĄZANIA PROBLEMÓW
| DYSFUNKCJA | PRZYCZYNY | ROZWIĄZANIA |
| Prędkość podawania drutu spawalniczego nie jest stała. | Zgarniacze zatykające otwór wentylacyjny | Wyczyść rurkę kontaktową lub wymień ją na produkt zapobiegający przyleganiu. |
| Drut ślizga się na rolkach. | Ponownie nałożyć środek antyadhezyjny. | |
| Jedna z rolek ślizga się. | Sprawdź, czy śruba wałka jest dokręcona. | |
| Kabel palnika jest skręcony. | Kabel palnika powinien być możliwie prosty. | |
| Silnik podajnika drutu nie działa. | Hamulec szpuli lub rolki są zbyt mocno ściśnięte. | Poluzować hamulec i rolki |
| Nieprawidłowe podawanie drutu. | Prowadnik drutu jest zabrudzony lub uszkodzony. | Wyczyścić lub wymienić. |
| Brak wpustu na rolce | Ponownie umieścić klucz na swoim miejscu | |
| Zbyt mocno dociśnięty hamulec szpuli. | Zwolnić hamulec. | |
| Brak prądu lub niewłaściwy prąd spawania. | Nieprawidłowe podłączenie do zasilania. | Sprawdzić podłączenie z siecią i czy gniazdo jest dobrze zasilane. |
| Nieprawidłowe podłączenie uziemienia. | Sprawdzić kabel uziemiający (stan podłączenia oraz zacisku). | |
| Brak mocy. | Wymienić spust palnika. | |
| Zablokowany przewód za rolkami | Osłona prowadnicy drutu kruszonego. | Sprawdzić osłonę i palnik. |
| Zacięcie drutu w palniku. | Wyczyścić lub wymienić. | |
| Brak rurki kapilarnej. | Sprawdzić obecność tuby kapilarnej. | |
| Zbyt wysoka prędkość drutu. | Zmniejszyć prędkość drutu | |
| Spoina spawalnicza jest porowata. | Niewystarczający przepływ gazu. | Dostosować zakres przepływu od 15 do 20 L/min.Oczyścić obrabiany metal. |
| Pusta butła gazowa. | Wymienić. | |
| Niezadowalająca jakość gazu. | Wymienić. | |
| Przepływ powietrza lub wpływ wiatru. | Unikać przeciągów, zabezpieczyć obszar spawania. | |
| Dysza gazowa zabrudzona. | Oczyścić lub wymienić dyszę gazową. | |
| Słaba jakość drutu. | Stosować odpowiedni drut do spawania MIG-MAG. | |
| Zła jakość powierzchni do spawania (rdza itp.) | Oczyścić metal przed spawaniem | |
| Gaz nie jest podłączony | Sprawdzić, czy gaz jest podłączony do wejścia generatora. | |
| Znaczne iskrzenie cząstek stałych. | Napięcie łuku jest zbyt niskie lub zbyt wysokie. | Sprawdzić ustawienia spawania. |
| Nieprawidłowe gniazdo uziemienia. | Sprawdzić i ustawić zacisk uziemiający jak najbliżej spawanego obszaru. | |
| Niedostateczny gaz osłonowy. Wyregulować przepływ gazu. | ||
| Brak przepływu gazu na końcówce palnika Nieprawidłowe podłączenie gazu | Sprawdzić podłączenie wlotów gazu | |
| Sprawdzić zawór elektromagnetyczny | ||
| Bład podczas pobierania | Dane w pamięci USB są nieprawidłowe lub uszkodzone. | Sprawdź swoje dane. |
| Problem z kopią zapasową | Przekroczona została maksymalna liczba kopii zapasowych. | Musisz usunąć programy.Liczba kopii zapasowych jest ograniczona do 200. |
| Automatyczne usuwanie JOBS. | Niektóre z Twoich zadań zostały usunięte, ponieważ nie były już ważne przy nowych synergiach. | - |
| Problem z pamięcią USB | Nie wykryto JOB w pamięci USB - | |
| Więcej miejsca w pamięci produktu Zwolnij miejsce w pamięci USB. | ||
| Problem z plikiem | Plik «...» nie jest zgodny z synergiami pobranymi do produktu | Plik został utworzony z synergiami, które nie są obecne na komputerze. |
| Problem z aktualizacją | Wydaje się, że pamięć USB nie jest rozpoznawana. Wyświetlacz dla kroku 5 procedury aktualizacji nie pojawia się na ekranie. | 1- Włóż klucz USB do jego gniazda.2- Włącz generator.3- Naciśnij i przytrzymaj pokrętło HMI, aby wymusić aktualizację. |
WARUNKI GWARANCJI
Gwarancja obejmuje wszystkie usterki lub wady produkcyjne przez okres 2 lat od daty zakupu (części i robocizna).
Gwarancja nie obejmuje:
- Wszelkich innych szkód spowodowanych transportem.
- Zwykłego zużycia części (Np. : kabli, zacisków itp.).
- Przypadków nieodpowiedniego użycia (błędów zasilania, upadków czy demontażu).
- Uszkodzenia związane ze środowiskiem (zanieczyszczenia, rdza, kurz).
W przypadku usterki należy zwrócić urządzenie do dystrybutora, załączając:
- dowód zakupu z datą (paragon fiskalny, fakturę...)
- notatkę z wyjaśnieniem usterki.
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO
250M
Ta instrukcja interfejsu użytkownika (HMI) jest częścią kompletnej dokumentacji. Wraz z produktem dostarczana jest ogólna instrukcja obsługi. Przeczytać i przestrzegać wskazówek zawartych w instrukcji ogólnej, zwłaszcza wskazówek dotyczących bezpieczeństwa!
Stosowanie i eksploatacja tylko z następu- jącymi produktami
| KRONOS 250M | √ |
| KRONOS 250T | √ |
| KRONOS 320T | √ |
| KRONOS 400T DUO | √ |
| KRONOS 400T W | √ |
| WF 35 | √ |

Wersja oprogramowania
W niniejszej instrukcji opisano następujące wersje oprogramowania:
1.0
Wersja oprogramowania interfejsu jest wyświetlana w menu ogólnym: System / Informacje
Sterowanie źródła prądu
Główny ekran zawiera wszystkie niezbędne informacje przed, podczas i po spawaniu. Interfejs jest konfigurowalny z 2 trybami wyświetlania: Easy lub Expert.
MIG-MAG TIG

text_image
SMART INVERTER TECHNOLOGY 1 10:36 ÷ 1.0 mm ÷ 0.0 ÷ 0.0 3.2 m 51A 14.6V 1.0 mm ÷ Grubość Fe M21 Ø0.8 2T ÷ mi ← JOB 9 8 7 press 3x6
text_image
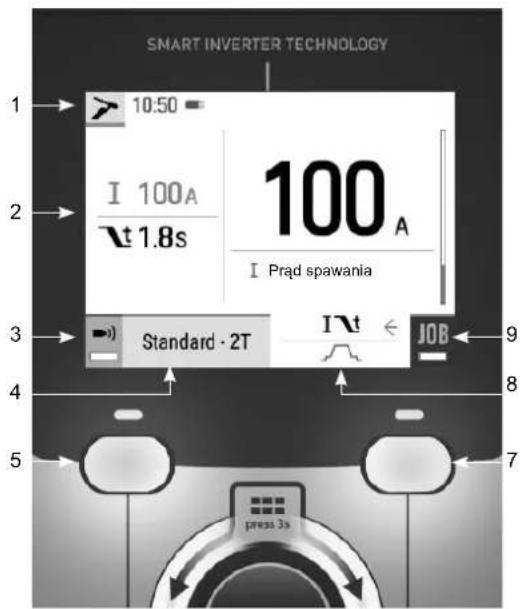
SMART INVERTER TECHNOLOGY 1 10:50 2 I 100A t 1.8s 100 A I Prąd spawania 3 Standard · 2T I t ← JOB 4 5 6 7 8 96
| [8W2X] | ||
| 1 | Proces spawania w tokuHarmonogram, trasowanie | |
| 2 | Bieżące ustawienia | |
| 3 | Kontrola przepływu gazu(Długie naciśnięcie) | BP1 |
| 4 | Aktualne parametry procesu BP1 | |
| 5 | Przycisk 1 (BP1) | |
| 6 | Pokrętło nawigacyjne/ustawieńKrótko naciśnij, aby potwierdzićDługie naciśnięcie = Menu ogólne | |
| 7 | Przycisk nr 2 (BP2) | |
| 8 | Ustawienia zaawansowane BP2 | |
| 9 | Dostęp do JOB (Długie naciśnięcie) BP2 | |
| [7D82] | ||
| 1 | Proces spawania w tokuHarmonogram, trasowanie | |
| 2 | Bieżące ustawienia | |
| 3 | Przedmuchiwanie gazem (Długie naciśnięcie) | BP1 |
| 4 | Aktualne parametry procesu BP1 | |
| 5 | Przycisk 1 (BP1) | |
| 6 | Pokrętło nawigacyjne/ustawieńKrótko naciśnij, aby potwierdzićDługie naciśnięcie = Menu ogólne | |
| 7 | Przycisk nr 2 (BP2) | |
| 8 | Ustawienia zaawansowane BP2 | |
| 9 | Dostęp do JOB (Długie naciśnięcie) BP2 | |
Sterowanie źródła prądu
Główny ekran zawiera wszystkie niezbędne informacje przed, podczas i po spawaniu. Interfejs jest konfigurowalny z 2 trybami wyświetlania: Easy lub Expert.
MMA
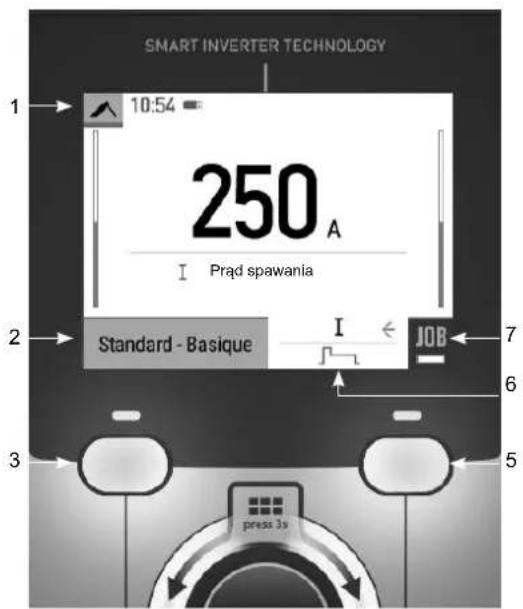
text_image
SMART INVERTER TECHNOLOGY 1 10:54 250 A Prąd spawania Standard - Basique I ← JOB 7 6 3 5 press 3s4
| ↓ | ||
| 1 | Proces spawania w tokuHarmonogram, trasowanie | |
| 2 | Aktualne parametry procesu BP1 | |
| 3 | Przycisk 1 (BP1) | |
| 4 | Pokrętło nawigacyjne/ustawieńKrótko naciśnij, aby potwierdzićDługie naciśnięcie = Menu ogólne | |
| 5 | Przycisk nr 2 (BP2) | |
| 6 | Ustawienia zaawansowane BP2 | |
| 7 | Długie naciśnięcie BP2 (Długie naciśnięcie) | BP2 |
Menu ogólne
Nawigacja pomiędzy poszczególnymi blokami odbywa się za pomocą pokrętła.
Z ekranu głównego, długie naciśnięcie na pokrętło przenosi nas do menu głównego.
Naciśnięcie przycisku nr 1 (◀ powoduje krótki powrót do poprzedniego menu lub przejście do ekranu głównego.
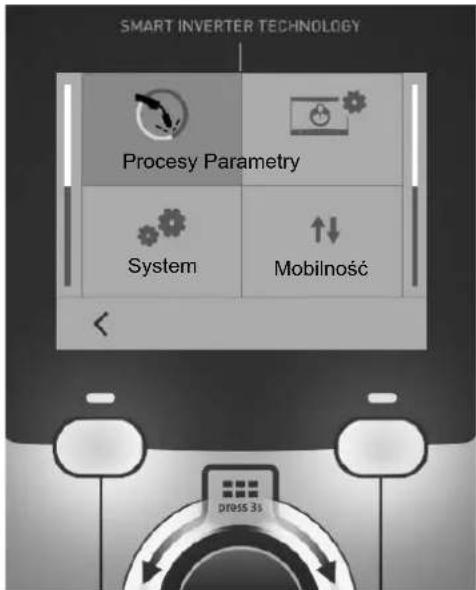
text_image
SMART INVERTER TECHNOLOGY Procesy Parametry System Mobilność DRESS 3sMetody
MIG-MAG (GMAW/FCAW)
Półautomatyczne spawanie w atmosferze ochronnej
TIG (GTAW)
Spawanie łukowe elektrodą nietopliwą w atmosferze ochronnej
MMA (SMAW)
Spawanie łukowe elektroda otulona
Parametry
Tryb wyświetlania
- Easy : uproszczony wyświetlacz odpowiedni dla zdecydowanej większości użytkowników.
- Expert : kompletny pokaz odpowiedni dla doświadczonego spawacza. Pozwala na regulację czasów poszczególnych faz cyklu spawania.
Język
Wybór języka interfejsu (francuski, angielski, niemiecki itp.).
Jednostki miary
Wybór wyświetlania systemu jednostek : International (SI) lub Imperial (USA).
Nazewnictwo materiałów
Norma europejska (EN) lub norma amerykańska (AWS).
Jasność
Reguluje jasność ekranu interfejsu (ustawienie od 1 (ciemny wygląd) do 10 (bardzo jasny)).
System
Nazwa urządzenia
Informacja o nazwie urządzenia i możliwości jego personalizacji.
Zegar
Ustawienie czasu, daty i formatu (AM/PM).
Jednostka chłodząca (tylko w przypadku generatora z jednostką chłodząca)
- OFF : jednostka chłodząca jest wyłączona.
- ON : jednostka chłodząca jest stale aktywna.
- AUTO : automatyczne zarządzanie (aktywacja podczas spawania i dezaktywacja 10 minut po zakończeniu spawania)
OPRÓŻNIANIE funkcja dedykowana do odmulania jednostki chłodzącej lub napełniania wiązek, zabezpieczenia są wtedy zablokowane (patrz ogólna instrukcja bezpiecznego opróżniania produktu).
Informacja
Dane konfiguracyjne dla elementów systemu produktu:
- Model
- Numer seryjny
- Nazwa urządzenia
- Wersja oprogramowania

Nacisnąć przycisk nr 2:
Eksport konfiguracji maszyny do pamięci USB (niedołączona)
Wydajność
Dane dotyczące użytkowania produktu :
- Czas zapłonu
- Czas spawania
- itp
Reset
Resetuje ustawienia produktu:
- Częściowe : wartość domyślna aktualnego procesu spawania.
- Ogółem : wszystkie dane konfiguracyjne urządzenia zostaną przywrócone do ustawień fabrycznych.
Trasowanie\*
*Ta funkcja nie jest domyślnie włączona. Można go aktywować za pomocą konfiguratora online, dostępnego na stronie Planeta GYS / Narzędzia / Konfiguracja produktu. Aby go aktywować, należy skontaktować się z dystrybutorem.
Ten interfejs zarządzania spawaniem umożliwia śledzenie/rejestrowanie wszystkich etapów operacji spawania, stopka po stopce, podczas produkcji przemysłowej. To jakościowe podejście zapewnia poprodukcyjną jakość spawania, umożliwiając analizę, ocenę, raportowanie i dokumentację zarejestrowanych parametrów spawania. Funkcja ta pozwala na dokładne i szybkie zbieranie i przechowywanie danych wymaganych przez normę EN ISO 3834. Dane można odzyskać, eksportując je do pamięci USB.
1- Start - Tworzenie możliwości śledzenia
- Dostosuj nazwę strony, naciskając pokrętło.
- Odstęp czasowy między próbkami
- Hold : Brak rejestracji wartości prądu/napięcia (średnia na przewodzie) podczas spawania.
- 250 ms, 500 ms, itd. : Rejestracja wartości prądu/napięcia (średnia z przewodu) co «X»
milisekund lub sekund podczas spawania.
Naciśnij «REC», aby rozpocząć śledzenie.
Wyświetlanie trasowania
W lewym górnym rogu ekranu głównego wyświetlana jest czerwona ikona oznaczająca, że rejestrowana jest możliwość śledzenia.
Stop - Zatrzymaj trasowanie
Aby zatrzymać śledzenie podczas etapu spawania, użytkownik musi wrócić do bloku Trasowanie i wybrać «Stop».
Eksport
Odzyskiwanie tych informacji odbywa się poprzez eksport danych do klucza USB, który nie jest dostarczany w zestawie. Dane .CSV mogą być przetwarzane za pomocą programu arkusza kalkulacyjnego (Microsoft Excel®, Calc OpenOffice® itp.).
Nazwa pliku jest powiązana z nazwą urządzenia i numerem seryjnym.
2- Start - Zarządzanie trasowaniem
Na ekranie znajduje się lista wcześniej utworzonych miejsc pracy.
Krótkie naciśnięcie przycisku n°1 umożliwia powrót do poprzedniego menu.
Długie naciśnięcie przycisku nr 1 (powoduje usunięcie aktywnego zlecenia lub wszystkich zleceń.
Długie naciśnięcie przycisku n°2 (⁵) pozwala na utworzenie nowego trasowania.
Krótkie naciśnięcie przycisku n°2 (pozwala zobaczyć szczegóły każdej z wcześniej utworzonych prac.
Mobilność
Import Config.
Ładowanie konfiguracji maszyny z pamięci USB (katalog : Removable disk\Portability\Config) do urządzenia. Długie naciśnięcie przycisku nr 1 (łpowoduje usunięcie konfiguracji z pamięci USB.
Export Config.
Eksportowanie konfiguracji maszyny do pamięci USB (katalog : Removable disc\Portability\Config).
Import Job
Importuj Jobs zgodnie z procedurami obecnymi w katalogu Removable Disk\Portability w kluczu USB do maszyny.
Export Job
Eksportowanie zadań z maszyny do pamięci USB zgodnie z procedurami (katalog : Disque amovible\PORTABILITY\JOB)
Należy pamiętać, że stare zadania w pamięci USB mogą zostać usunięte.
Aby zapobiec utracie danych podczas importu lub eksportu danych, nie należy wyjmować pamięci USB ani wyłącać urządzenia. Nazwa pliku jest powiązana z nazwą urządzenia i numerem seryjnym.
Pamięć USB nie jest dołączona do zestawu.
Kalibracja
Calib. Kable
Funkcja dedykowana do kalibracji akcesoriów spawalniczych takich jak palnik MIG, kabel + uchwyt elektrody oraz kabel + zacisk uziemienia. Celem kalibracji jest kompensacja zmian w długości akcesoriów w celu dostosowania wyświetlanego pomiaru napięcia. Procedura po uruchomieniu jest wyjaśniana za pomocą animacji na ekranie.
Ważne: Kalibrację kabla należy powtarzać za każdym razem, gdy zmieniany jest palnik, uprząż lub kabel masy, aby zapewnić optymalne spawanie.
Kontrola przepływu gazu (MIG-MAG)
Na ekranie głównym długie naciśnięcie przycisku n°1 pozwala na regulację natężenia przepływu gazu na manometrze bez odwijania przewodu zasilającego. Procedura po uruchomieniu jest wyjaśniana za pomocą animacji na ekranie. Przepływ gazu powinien być okresowo sprawdzany, aby zapewnić optymalne spawanie.
Przedmuchiwanie gazem (TIG)
Obecność tlenu w pochodni może prowadzić do pogorszenia właściwości mechanicznych i może powodować spadek odporności na korozję. Aby oczyścić palnik z gazu, należy nacisnąć i przytrzymać przycisk nr 1 i postępować zgodnie z procedurą wyświetlaną na ekranie.
Ładowanie drutu (MIG-MAG)

Aby odwijać drut w palniku MIG/MAG bez zużywania gazu, należy postępować zgodnie z poniższą procedurą:
1- Przytrzymaj spust w dół w pozycji bez spawania.
2- Gdy na ekranie pojawi się procedura, możesz zwolnić spust.
3- Drut zaczyna się odwijać. Domyślnie 3m działa z prędkością 5m/min. Wartości te można zmieniać za pomocą pokrętła.
Jeśli chcesz wyjść z animacji bez czekania na zakończenie podawania drutu, naciśnij krótko spust.
Przechowywanie i przywoływanie zadań
Dostęp poprzez ikonę «JOB» na ekranie głównym.
Bieżące ustawienia są zapisywane automatycznie i odtwarzane przy uruchomieniu urządzenia.
Oprócz bieżących ustawień istnieje możliwość zapisania i odtworzenia tak zwanych konfiguracji „zadań”.
Na proces MIG/MAG przypada 200 JOBS, a na proces TIG i MMA 100. Przechowywanie odbywa się na podstawie aktualnych parametrów procesu i bieżących ustawień.
Job
Ten tryb JOB umożliwia tworzenie, zapisywanie, przywoływanie i usuwanie JOB.
1- Zapisz jako - Tworzenie zadania
Dostosuj nazwę zadania, naciskając pokrętło. Zatwierdzić przyciskiem nr 2.
Wyświetlanie aktualnego zadania
W prawej dolnej części ekranu wyświetlany jest numer zadania.
Zatrzymanie bieżącego zadania
Aby zamknąć bieżące zlecenie, użytkownik musi wrócić do menu JOB i wybrać «Zamknij».
2- Otwarte - Zarządzanie zadaniami
Na ekranie znajduje się lista wcześniej utworzonych zadań.
Krótko nacisnąć przycisk nr 1, aby powrócić do poprzedniego menu
Długie naciśnięcie przycisku nr 1 (wpozwala usunąć wybrane zadanie lub wszystkie zadania.
Krótkie naciśnięcie przycisku nr 2 (j)pozwala zobaczyć szczegóły każdego z wcześniej utworzonych zadań.
QuickLoad - Odzyskaj JOB na spuście, gdy nie spawa.
QuickLoad to tryb wycofania zadania (20 max) poza spawaniem i możliwy tylko w procesach MIG-MAG i TIG.
Z listy wcześniej utworzonych miejsc pracy, przywołanie JOB odbywa się poprzez krótkie naciśnięcie spustu. Obsługiwane są wszystkie tryby wyzwalania i spawania.
1- Nowy - Tworzenie QuickLoad
- Dostosuj nazwę QuickLoad, naciskając pokrętło.
- Wybierz liczbę zadań do przywołania, pomiędzy 2 a 20.
- Wybierz czułość wyzwalania: wolno, normalnie lub szybko
- Wybór miejsc pracy do odwołania
Naciśnij przycisk nr 2, aby potwierdzić utworzenie QuickLoad.
Wyświetlanie bieżącego QuickLoad
W prawej dolnej części ekranu wyświetlany jest numer QuickLoad.
Zatrzymanie QuickLoad w toku
Aby zamknąć bieżące QuickLoad, użytkownik musi wrócić do menu Job/QuickLoad i wybrać «Close».
2- Otwórz - zarządzanie QuickLoad
Na ekranie znajduje się lista wcześniej utworzonych QuickLoads.
Krótkie naciśnięcie przycisku n°1 umożliwia powrót do poprzedniego menu.
Długie naciśnięcie przycisku nr 1 (łkasuje wybrany QuickLoad lub wszystkie QuickLoady.
Długie naciśnięcie przycisku n°2 (✗ pozwala na modyfikację wybranego QuickLoad.
Krótkie naciśnięcie przycisku n°2 ( pozwala zobaczyć szczegóły każdej z wcześniej utworzonych prac.
Kody błędów
Poniższa tabela przedstawia niewyczerpującą listę komunikatów i kodów błędów, które mogą się pojawić. Wykonać te sprawdzenia i kontrole przed wezwaniem autoryzowanego technika GYS.

W przypadku konieczności otwarcia produktu przez użytkownika należy obowiązkowo odciąć zasilanie poprzez wyjęcie wtyczki elektrycznej i odczekać 2 minuty dla bezpieczeństwa.
| Kody błąd | Wiadomości Rozwiązania | |
| 001 | USTERKA PRZEPIĘCIOWASprawdź instalację elektryczną | Zleć sprawdzenie instalacji elektrycznej osobie upoważnionej. |
| 002 | USTERKA PODNAPIĘCIOWASprawdź instalację elektryczną | |
| 005 Usterka prądu uziemienia | Obecność prądu błądzącego. Sprawdzić okablowanie części akcesoriów spawalniczych (palnik, zacisk uziemienia, uchwyt elektrody itp.) | |
| 006 | USTERKA JEDNOSTKI CHŁODZĄCEJNie wykryto chłodnicy | Jednostka chłodząca nie jest już wykrywana. Sprawdź połączenie między jednostką chłodzącą a źródłem prądu. |
| 007 | BŁĄD PRZEPLYWUZatkany układ chłodzenia | Sprawdzić ciągłość przepływu płynu chłodzącego palnika. |
| Sprawdź bezpiecznik urządzenia chłodzącego. | ||
| 008 | BŁĄD POZIOMU WODYSprawdź poziom wody | Napełnij zbiornik chłodnicy do pełna (zalecany płyn chłodzący : nr kat. 062511) |
| 009 | UKŁAD CHŁODZĄCYZabezpieczenie termiczne | Odczekaj kilka minut, aż urządzenie chłodzące ostygnie.Upewnij się, że nie został przekroczony zalecany cykl pracy dla stosowanego prądu spawania.Upewnij się, że wloty i wyloty powietrza nie są zatkane. |
| 010 | ŻRÓDŁO PRĄDUZabezpieczenie termiczne | Odczekaj kilka minut, aż źródło prądu ostygnie.Upewnij się, że nie został przekroczony zalecany cykl pracy dla stosowanego prądu spawania. |
| 011 | WentylatorBłąd wentylatora | Wyłączyć zasilanie przez wyjęcie wtyczki i sprawdzić, czy wentylator nie jest zablokowany. |
| 012 | SPUSTPociągnięto za spust | Odpiąć uchwyt i sprawdzić, czy komunikat jest nadal aktualny.Sprawdzić, czy przełącznik «Gas purge / Wire feed» nie jest zablokowany.Sprawdź, czy spust palnika MIG/MAG nie jest zablokowany. |
| 015 | SILNIKBrak możliwości osiągnięcia wymaganej prędkości obrotowej | Sprawdzić ustawienia nacisku rolek bębna silnika.Sprawdź, czy przewód wypełniający nie jest zablokowany w osłonie palnika. |
| 019 | Przeciążenie, proszę sprawdzić swoje ustawienia Naciśnij i zwolnij spust, aby wymazać | Sprawdź ustawienia źródła prądu i instalację (drut wypełniający, rolki, gaz, palnik itp.)Jeśli problem nadal występuje, wykonaj aktualizację (poprzez Planet GYS). |
| 020 | Problem z rozpoczęciem spawaniaProszę sprawdzić parametry spawaniaNaciśnij i zwolnij spust, aby wymazać | Sprawdź ustawienia źródła prądu i instalację (drut wypełniający, rolki, gaz, palnik itp.)Jeśli problem nadal występuje, wykonaj aktualizację (poprzez Planet GYS). |
| 024 | Przeciążenie USBOdlączanie USB | Zmień pamięć USB. |
| - | Wystąpił wewnętrzny błąd systemu.Proszę zrestartować produkt | Wyłączyć i ponownie włączyć produkt.Jeśli problem nadal występuje, dokonaj aktualizacji (Via Planet GYS) |
| - | Błąd kalibracji Ponowna kalibracja kabli spawalniczych (menu «Kalibracja») | |
| - | Więcej miejsca w pamięci urządzenia Usuń zadania, aby zwolnić miejsce w pamięci wewnętrznej. | |
| - | Plik %s nie jest obsługiwanyErr %dKontynuować mimo wszystko ? | Dane w pamięci USB są uszkodzone. Sprawdź swoje dane. |
| - Nie można zapisać w pamięci USB | Zwolnij miejsce w pamięci USB.Jeśli problem nadal występuje, zmień pamięć USB. | |
| - | Wydaje się, że pamięć USB nie jest rozpoznawana. Na ekranie nie pojawia się wskazanie kroku 5 procedury aktualizacji (patrz instrukcje ogólne). | 1- Włóź klucz USB do jego gniazda.2- Włącz generator.3- Naciśnij i przytrzymaj pokrętło HMI, aby wymusić aktualizację. |
Jeśli pojawi się kod błędu niewymieniony na liście lub problemy, nie ustąpią, skontaktuj się z dystrybutorem.





