
Kronos 250M - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Kronos 250M GYS als PDF.
| Marke | GYS |
| Modell | Kronos 250M |
| Produkttyp | Mehrprozess-Schweißgerät (MIG/MAG, WIG DC, E-Hand) |
| Stromversorgung | Einphasig 230 V (-20% +15%), 50-60 Hz, Stecker CEE7/7 16 A |
| MIG/MAG-Schweißstrombereich | Bis 250 A (je nach Draht und Dicke) |
| Unterstützte Drahtdurchmesser | Stahl/Edelstahl: 0,6 bis 1,0 mm; Aluminium: 0,8 bis 1,2 mm; Fülldraht: 0,9 bis 1,2 mm |
| Spulentyp | ∅ 200 und 300 mm |
| Einschaltdauer | Gemäß Norm EN60974-1 bei 40°C, 10-min-Zyklus (genaue Werte auf dem Typenschild) |
| Schutzart | IP23S (Schutz gegen feste Körper >12,5 mm und schrägen Regen) |
| Hauptfunktionen | Synergisches MIG/MAG-Schweißen, WIG DC mit Impuls, E-Hand mit Hot Start, Arc Force, Anti-Sticking; IHM-Bildschirm mit Easy/Expert-Modi; Speicherung und Abruf von 200 Jobs; integrierte Rückverfolgbarkeit (optional) |
| Einstellungen | Dicke, Strom, Drahtvorschubgeschwindigkeit, Spannung, Lichtbogenlänge, Vor-/Nachgas, Burnback, Kraterfüllung usw. |
| Regelmäßige Wartung | Regelmäßiges Abblasen mit Druckluft; Überprüfung der elektrischen Anschlüsse; regelmäßige Kontrolle des Gasdurchflusses |
| Sicherheit | Thermischer Schutz (Generator und Kühlgerät), Überspannungs-/Unterspannungsschutz, Erdschluss, Verriegelung des Schalters |
| Anschlüsse | Euro-Anschluss für MIG/MAG-Brenner; Buchsen für positive und negative Polarität; Gasanschluss; USB-Anschluss für Update und Datentransfer |
| Mitgeliefertes Zubehör | Netzkabel 5 m, Polaritätswechselkabel, Flaschenhalter 4 m, Stahlrollen ∅0,8/1,0 |
| Verfügbares Zubehör | WIG-Brenner (Ref. 046108), Rollen für Aluminium und Fülldraht, Gasvorwärmgerät für reines CO2 |
| Betriebstemperatur | -10 bis +40 °C |
| Lagertemperatur | -20 bis +55 °C |
| Maximale Höhe | 1000 m |
| Garantie | 2 Jahre (Teile und Arbeit), ausgenommen normaler Verschleiß und unsachgemäße Verwendung |
Häufig gestellte Fragen - Kronos 250M GYS
Benutzerfragen zu Kronos 250M GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Kronos 250M - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Kronos 250M von der Marke GYS.
BEDIENUNGSANLEITUNG Kronos 250M GYS
WARNUNGEN - SICHERHEITSREGELN
ALLGEMEINER HINWEIS

Die Missachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannt werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Geräts entstanden sind.
Bei Problemen oder Unsicherheiten wenden Sie sich bitte an eine Person, die für die ordnungsgemäße Durchführung der Installation qualifiziert ist.
UMGEBUNG
Dieses Gerät darf nur dazu verwendet werden, Schweißarbeiten innerhalb der auf dem Typenschild und/oder in der Anleitung angegebenen Grenzbereichen durchzuführen. Beachten Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schäden bei fehlerhafter oder gefährlicher Verwendung verantwortlich.
Das Gerät muss in einem Raum betrieben werden, der frei von Staub, Säuren, brennbaren Gasen oder anderen korrosiven Stoffen ist. Das Gleiche gilt für seine Lagerung. Achten Sie bei der Verwendung auf eine gute Belüftung.
Betriebstemperatur:
Verwendung zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Kleiner oder gleich 50 % bei 40 °C (104 °F).
Kleiner oder gleich 90 % bei 20 °C (68 °F).
Meereshöhe:
Das Gerät ist bis in einer Höhe von 1.000 m über Meer (3280 Fuß) einsetzbar.
PERSONENSCHUTZ
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Schweißen sind Personen einer gefährlichen Quelle von Hitze, Lichtbogenstrahlung, elektromagnetischen Feldern (Vorsicht bei Trägern von Herzschrittmachern), der Gefahr eines Stromschlags, Lärm und Gasen ausgesetzt.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schulzbekleidung (Schweißhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie elektrisch- und wärmeisolierende Handschuhe.

Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und -strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Schweißbereich bei entsprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor Lichtbogenstrahlung, Schweißspritzen, usw. zu schützen.
In der Nähe des Lichtbogens befindliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit der nötigen Schutzausrüstung ausgerüstet werden.

Verwenden Sie einen Lärmschutzhelm, wenn der Schweißprozess einen Geräuschpegel über dem zulässigen Grenzwert erreicht (dasselbe gilt für alle Personen im Schweißbereich).
Hände, Haare, Kleidung von den beweglichen Teilen (Ventilator) fernhalten.
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Bei Wartungsarbeiten am Brenner oder Elektrodenhalter muss sichergestellt werden, dass dieser ausreichend abgekühlt ist, indem vor der Arbeit mindestens 10 Minuten gewartet wird. Das Kühlaggregat muss bei der Verwendung eines wassergekühlten Brenners eingeschaltet sein, damit die Flüssigkeit keine Verbrennungen verursachen kann.
Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS

Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe. Es muss für eine ausreichende Belüftung gesorgt werden, und manchmal ist eine Luftzufuhr erforderlich. Eine Frischluftmaske kann bei unzureichender Belüftung eine Lösung sein.
Überprüfen Sie die Wirksamkeit der Luftansaugung, indem Sie diese anhand der Sicherheitsnormen überprüfen.
Achtung: Das Schweißen in kleinen Räumen erfordert eine Überwachung des Sicherheitsabstands. Außerdem kann das Schweißen von bestimmten Materialien, die Blei, Cadmium, Zink, Quecksilber oder Beryllium enthalten, besonders schädlich sein. Vor dem Schweißen sollten Sie die Elemente entfetten.
Die Flaschen müssen in offenen oder gut belüfteten Räumen gelagert werden. Sie müssen sich in senkrechter Position befinden und an einer Halterung oder einem Fahrwagen angebracht sein.
Es darf nicht in der Nähe von Fett oder Farbe geschweißt werden.
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweißbereich vorhanden sein.
Beachten Sie, dass die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken eine potenzielle Quelle für Feuer oder Explosionen darstellen.
Halten Sie einen Sicherheitsabstand zu Personen, entflammbaren Gegenständen und Druckbehältern ein.
Das Schweißen in geschlossenen Behältern oder Rohren ist zu untersagen und wenn diese geöffnet sind, müssen diese von brennbaren oder explosiven Stoffen (Öl, Kraftstoff, Gasrückstände etc.) entleert werden.
Schleifarbeiten dürfen nicht auf die Schweißstromquelle oder auf brennbare Materialien gerichtet werden.
UMGANG MIT GASFLASCHEN

Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits- und Lagerumgebung.
Der Transport muss auf sichere Art und Weise erfolgen: Flaschen geschlossen und die Schweißstromquelle ausgeschaltet. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z. B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen.
Verschließen Sie die Gasflaschen nach jedem Schweißvorgang. Achten Sie auf Temperaturschwankungen und Sonneneinstrahlung.
Die Flasche darf nicht in Kontakt mit einer Flamme, einem Lichtbogen, einem Brenner, einer Erdungsklemme oder einer anderen Wärme- oder Glühquelle kommen.
Halten Sie die Flasche von Strom- und Schweißkreisen fern und schweißen Sie niemals in ihre unmittelbarer Nähe.
Vorsicht beim Öffnen des Flaschenventils: Halten Sie den Kopf von der Armatur weg und vergewissern Sie sich, dass das verwendete Gas sich für den Schweißprozess eignet.
ELEKTRISCHE SICHERHEIT

Das verwendete Stromnetz muss zwingend geerdet sein. Verwenden Sie nur die empfohlenen Sicherungen.
Das Berühren stromführender Teile kann tödliche elektrische Schläge und schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie niemals gleichzeitig Teile innerhalb und außerhalb der Stromquelle (Brenner, Zangen, Kabel, Elektroden), da diese mit dem Schweißstromkreis verbunden sind und Stromführen können.
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Kondensatorspannungen entladen kann.
Berühren Sie niemals gleichzeitig den Brenner oder den Elektrodenhalter und die Masseklemme.
Sorgen Sie dafür, dass beschädigte Kabel oder Brenner von qualifiziertem und autorisiertem Personal ausgetauscht werden. Dimensionieren Sie den Querschnitt der Kabel entsprechend der Anwendung. Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
CEM-KLASSE DES GERÄTES

ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Energieversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.

Unter der Voraussetzung, dass die Impedanz des öffentlichen Niederspannungsnetzes am gemeinsamen Koppelpunkt kleiner als Zmax = 0,354 Ohm ist, entspricht dieses Gerät der Norm IEC 61000-3-11 und kann an öffentliche Niederspannungsnetze angeschlossen werden. Der Installateur oder Nutzers des Geräts ist zuständig dafür, dass die Netzimpedanz den Impedanzbeschränkungen entspricht, wobei er ggf. den Betreiber des Verteilungsnetzes konsultieren muss.
Dieses Gerät ist mit der Norm IEC 61000-3-12 konform.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN

Der durch einen Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMV). Beim Betrieb von Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen.
Elektromagnetische Felder (EMF) können bestimmte medizinische Implantate stören, z. B. Herzschrittmacher. Für Personen, die medizinische Implantate tragen, müssen Schutzmaßnahmen ergriffen werden. Zum Beispiel Zugangseinschränkungen oder individuelle Risikobewertung für Schweißer.
Alle Schweißer sollten die folgenden Verfahren anwenden, um die Wirkung von elektromagnetischen Feldern aus dem Schweißstromkreis zu minimieren:
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass Ihr Oberkörper und Kopf sich so weit wie möglich vom Schweißschaltkreis befinden;
- Achten Sie darauf, dass sich die Schweißkabel nicht um Ihren Körper wickeln;
- Positionieren Sie den Körper nicht zwischen den Schweißkabeln. Die Kabel sollten stets auf einer Seite liegen;
- Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
- nicht in der Nähe der Schweißstromquelle arbeiten, darauf sitzen oder sich dagegen lehnen;
- beim Transportieren der Schweißstromquelle oder des Drahtvorschubgeräts nicht schweißen.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Durch den Betrieb dieses Gerätes können medizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden.
EMPFEHLUNGEN ZUR BEURTEILUNG DES SCHWEISSBEREICHS UND DER SCHWEISSINSTALLATION
Allgemein
Der Anwender ist für den korrekten Einsatz des Schweißgerätes und des Materials gemäß den Herstellerangaben verantwortlich. Treten elektromagnetische Störungen auf, liegt es in der Verantwortung des Anwenders des Schweißgeräts, mit Hilfe des Herstellers eine Lösung zu finden. Die korrekte Erdung des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms erforderlich sein. Eine Reduktion der elektromagnetischen Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender sollte den Arbeitsplatz vor dem Einsatz des Schweißgerätes auf mögliche elektromagnetische Probleme der Umgebung prüfen. Zur Bewertung potenzieller elektromagnetischer Probleme in der Umgebung sollte der Anwender folgendes berücksichtigen:
a) das Vorhandensein von anderen Strom-, Steuer-, Signal- und Telefonkabeln oberhalb, unterhalb und neben der Lichtbogenschweißausrüstung;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) sicherheitskritische Einrichtungen wie Schutz von Industrieanlagen;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss die Verfügbarkeit anderer Alternativen prüfen. Weitere Schutzmaßnahmen können erforderlich sein;
h) durch die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe des Umgebungsbereichs ist von den örtlichen Strukturen und anderen dort stattfindenden Aktivitäten abhängig. Die Umgebung kann sich über die Grenzen des Schweißplatzes hinaus erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der IEC/CISPR 11:2009 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Maßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Das Lichtbogenschweißgerät sollte gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Wenn es zu Störungen kommt, müssen Sie möglicherweise zusätzliche Gegenmaßnahmen ergreifen, wie z. B. die Filterung des öffentlichen Stromnetzes. Es sollte in Betracht gezogen werden, das Stromkabel in einem Metallrohr oder Ähnlichem von einem fest installierten Lichtbogenschweißgerät abzuschirmen. Die elektrische Kontinuität der Abschirmung sollte über ihre gesamte Länge sichergestellt werden. Abschirmung anderer Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Das Lichtbogenschweißgerät muss gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Alle Klappen und Deckel am Gerät müssen im Betrieb geschlossen sein. Das Schweißgerät und das Zubehör dürfen nur den Anweisungen des Geräteherstellers gemäß verändert werden. Für die Einstellung und Wartung der Lichtbogenzünd- und Stabilisierungseinrichtungen sind die Anweisungen des Geräteherstellers besonders zu beachten.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich sein und zusammengelegt am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes müssen in den Potenzialausgleich einbezogen werden. Bei gleichzeitiger Berührung der Brennerspitze und metallischer Teile besteht die Gefahr eines elektrischen Schlags. Berühren Sie beim Schweißen keine nicht geerdeten Metallteile.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmten Fällen die Störung reduzieren. Erden Sie keine Werkstücke, wenn dadurch ein Verletzungsrisiko für den Benutzer oder die Gefahr der Beschädigung anderer elektrischer Geräte entsteht. Die Erdung kann direkt oder über einen Kondensator erfolgen. Wählen Sie den Kondensator gemäß der nationalen Normen.
f. Schutz und Trennung: Der Schutz und die selektive Abschirmung anderer Kabel und Geräte in der Umgebung können Interferenzprobleme reduzieren. Die Abschirmung der gesamten Schweißzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT DER SCHWEISSSTROMQUELLE

Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerät darf ausschließlich in vertikaler Position transportiert werden.
Führen Sie die Stromquelle nicht über Personen oder Gegenstände.
Halten Sie sich unbedingt an die unterschiedlichen Transportrichtlinien für Schweißgeräte und Gasflaschen. Für beide gibt es unterschiedliche
Beförderungsvorschriften.
Vorzugsweise ist die Drahtspule zu entfernen, bevor die Schweißstromquelle angehoben oder transportiert wird.
AUFBAU
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht größer als 10^ ist.
- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten.
- Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
- Der Netzstecker muss zu jeder Zeit frei zugänglich sein. Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
• Das Gerät ist IP23S-Schutzart-konform, d. h.: - das Gerät ist vor dem Eindringen mittelgroßer Fremdkörper mit einem Durchmesser > 12,5 mm und
- mit einem Regenschutz, der in einem Winkel von 60° zur Vertikalen ausgerichtet ist, geschützt, wenn seine beweglichen Teile (Ventilator) stationär sind..
Dieses Gerät kann gemäß IP23 im Freien gelagert werden.

Schweißkriechströme können Erdungsleiter zerstören, die Schweißanlage und elektrische Geräte beschädigen und die Erwärmung der Bauteile verursachen, die zum Brand führen können.
- Alle Schweißkabel müssen fest verbunden werden. Überprüfen Sie diese regelmäßig!
- Überprüfen Sie die Befestigung des Werkstücks! Diese muss fest und gut elektrisch leitend sein.
- Befestigen Sie alle elektrisch leitfähige Elemente (Rahmen, Wagen und Hebesysteme) der Schweißquelle, sodass sie isoliert sind!
- Legen Sie keine andere nicht isolierten Geräte (Bohrmaschine, Schleifgeräte usw.) auf die Schweißquelle, den Wagen oder die Hebesysteme!
- Legen Sie die Schweißbrenner oder die Elektrodenhalter auf eine isolierte Oberfläche, wenn sie nicht benutzt werden!
Die Versorgungs-, Verlängerungs- und Schweißkabel müssen komplett abgerollt werden, um ein Überhitzen zu verhindern.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
WARTUNG / HINWEISE

- Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung wird empfohlen.
Schalten Sie die Stromversorgung aus, indem Sie den Stecker ziehen, und warten Sie 2 Minuten, bevor Sie an dem Gerät arbeiten. Im Inneren des Geräts sind die Spannungen und Ströme hoch und gefährlich.
- Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie die elektrischen Anschlüsse regelmäßig von einem qualifizierten Techniker prüfen.
- Prüfen Sie regelmäßig den Zustand des Netzkabels. Bei Beschädigung muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden.
- Lüftungsschlitze nicht bedecken.
- Diese Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieladung und zum Starten von Motoren benutzt werden.
AUFBAU - PRODUKTFUNKTION
Das Gerät darf nur von qualifizierten und befragten Personen montiert und in Betrieb genommen werden. Stellen Sie während der Installation sicher, dass die Stromquelle vom Netz getrennt ist. Reihen- oder Parallelschaltungen von Generatoren sind nicht zulässig. Es sollten die mitgelieferten Schweißkabel verwendet werden, um die optimalen Einstellungen des Produkts zu erreichen.
BESCHREIBUNG
Das Gerät ist ein einphasiges, synergetisch geregeltes Schweißgerät für MIG/MAG-, Elektrodenschweißungen (MMA) und Schweißen mit umhüllten Stabelektroden (WIG). Es nimmt Drahtspulen mit ∅ 200 und 300 mm auf.
GERÄTEBESCHREIBUNG (II)
1- Spulenträger ∅ 200/300 mm 9- Minuspolbuchse
2- Abdeckung Zubehörkasten 10- Euro-Anschluss (Brenner)
3- Kabelhalter 11- Gasanschluss
4- Brennerhalter 12- Netzkabel (5 m)
5- IHM (Interface Homme Machine) 13- Flaschenhalter 4 m
6- Schalter START/STOPP 14- USB-Abdeckung
7- Pluspolbuchse 15- Drahtvorschubmotor
8- Umpolungskabel
MENSCH-MASCHINE-SCHNITTSTELLE (HMI)

HMI
Bitte lesen Sie die Betriebsanleitung für die Schnittstelle (HMI), die Bestandteil der kompletten Hardware-Dokumentation ist.
VERSORGUNG - INBETRIEBNAHME
Die Geräte besitzen einen Schutzkontaktsstecker (Schukostecker) (EEC7/7) und müssen an eine einphasige, geerdete 230V/16A (50-60Hz) Schutzkontaktsteckdose angeschlossen werden.
Der effektiv aufgenommene Strom (11eff) ist auf dem Gerät für maximale Betriebsbedingungen angegeben. Überprüfen Sie, ob ihre Stromversorgung und Schutzeinrichtungen (Sicherungen und/oder Fehlerstromschutzschalter) mit den für den Betrieb des Gerätes nötigen Werten übereinstimmen. In einigen Ländern muss man den Stecker wechseln, um die Nutzung unter maximalen Bedingungen zu ermöglichen.
- Das Schweißgerät arbeitet mit einer elektrische Spannung von 230V -20% +15%. Unter 185Veff und über 265Veff wird der Spannungschutz des Gerätes aktiviert (auf der Bildschirmanzeige erscheint ein Fehlercode).
- Der Start erfolgt durch Drücken des START/STOP-Schalters (Ein), der Stopp durch Drücken desselben Schalters (Aus). Achtung! Schalten Sie niemals die Stromversorgung aus, wenn das Gerät sich in „Hochboot“ Phase befindet.
GENERATORBETRIEB
Dieses Gerät kann mit Stromaggregat betrieben werden, sofern die folgenden Anforderungen erfüllt:
- Die Wechselspannung 230 V -20% +15% beträgt und die Spitzenspannung kleiner als 400 V ist.
- Die Frequenz muss zwischen 50 und 60 Hz liegen.
Diese Bedingungen müssen unbedingt überprüft werden, da viele Generatoren Hochspannungsspitzen erzeugen, die die Geräte beschädigen können.
EINSATZ VON VERLÄNGERUNGSLEITUNGEN
Eingesetzte Verlängerungsleitungen müssen für die auftretenden Spannungen und Ströme geeignet sein. Verlängerungskabel müssen den nationalen Regeln entsprechen.
| Versorgungsspannung Länge - Querschnitt des Verlängerungskabels(Länge < 45m) | |
| 230 V 2.5 mm ^2 | |
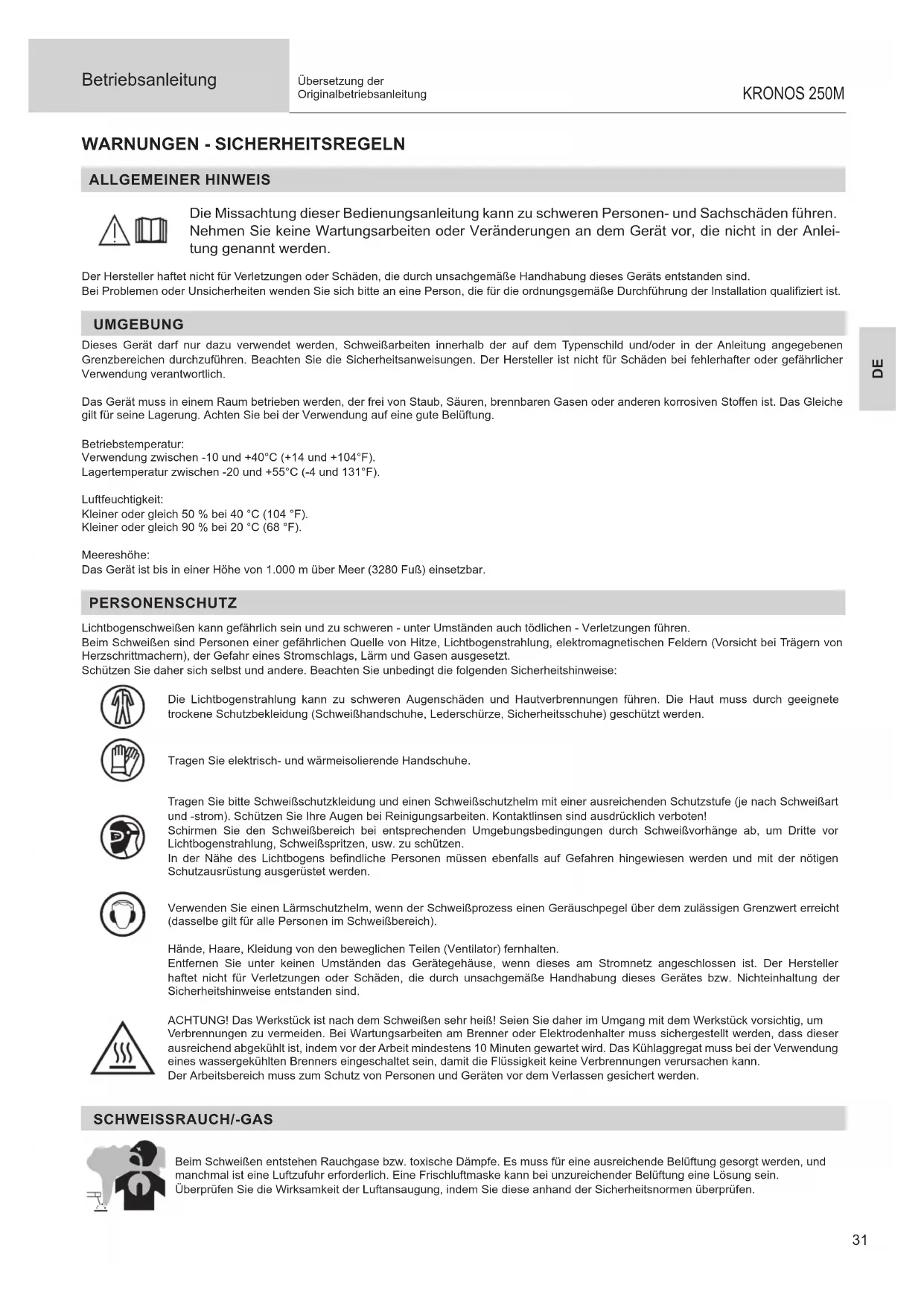
EINBAU DER SPULE
text_image
a b a b c- Entfernen Sie die Düse (a) und das Kontaktrohr (b) von Ihrem MIG/MAG-Brenner.
- Öffnen Sie die Generatorklappe.
- Positionieren Sie die Spule auf ihrer Halterung.
- Achten Sie auf den Mitnehmerzapfen (c) der Spulenhalterung. Um eine 200-mm-Spule zu montieren, ziehen Sie den Kunststoff-Spulenhalter (a) bis zum Maximum an.
- Stellen Sie das Bremsrad (b) so ein, dass sich der Draht beim Stoppen des Schweißvorgangs nicht durch die Trägheit der Spule verheddert. Ziegen Sie die Bremse nicht zu stark an, um ein Überhitzen des Motors zu vermeiden.
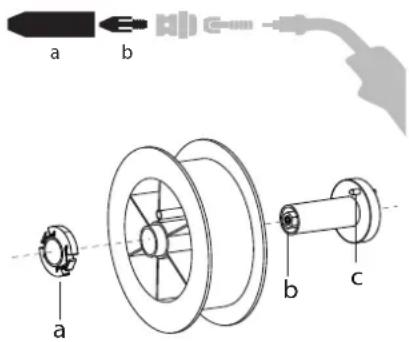
EINSETZEN DES SCHWEISSDRAHTES
Um die Rollen zu wechseln, gehen Sie wie folgt vor:
- Drehrädchen (a) so weit wie möglich lösen, und absenken.
- Rollen durch Herausdrehen der Halteschrauben (b) lösen.
- Die für Ihren Verwendungszweck geeigneten Motorrollen einsetzen und die Halteschrauben wieder anbringen.
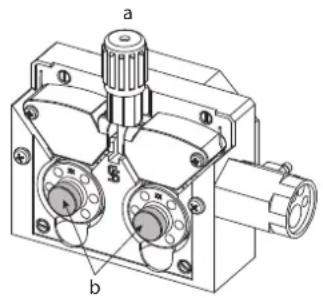
Die im Lieferumfang enthaltenen Rollen sind Doppelnutrollen: - Stahl ∅ 0,8/1,0
- Kontrollieren Sie die Beschriftung auf der Rolle, um sicherzustellen, dass die Rollen für den Draht-
durchmesser und das Drahtmaterial geeignet sind (für einen Draht mit ∅ 1,0 verwenden Sie die Nut mit ∅ 1,0).
- Zum Schweißen von Stahl und anderer Drähte benötigen Sie Drahtführungsrollen mit V-Form Nut.
- Zum Aluminiumschweißen benötigen Sie Drahtführungsrollen mit U-Form Nut.
: sichtbare Beschriftung auf der Drahtführungsrolle (z. B.: 10 = ∅ 1,0)
→: Aktive Nutbreite
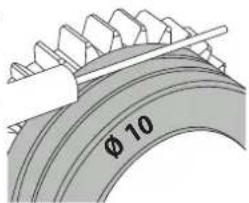
text_image
φ 10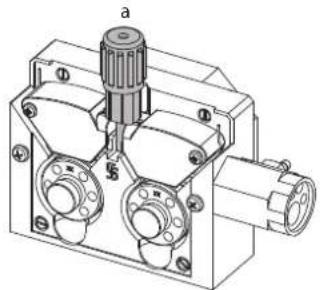
Gehen Sie wie folgt vor, um den Zusatzdraht zu installieren:
- Drehrädchen so weit wie möglich lösen, und absenken.
- Draht einführen, Drahtvorschubkoffer wieder schließen und das Drehrädchen wie angegeben festziehen.
- Drücken Sie den Brennertaster des Brenners, um den Motor zu betätigen; auf dem Bildschirm wird ein Verfahren angezeigt.
Hinweis:

- Eine falsche Drahtseele kann Drahtvorschubprobleme und Überhitzung des Motors verursachen.
- Der Brenner muss fest im Eurozentralanschluss montiert sein, um ein Überhitzung zu vermeiden.
- Weder Draht noch Spule dürfen mit der Mechanik des Gerätes in Berührung kommen, da sonst die Gefahr eines Kurzschluss besteht.
MIT BEWEGLICHEN KOMPONENTEN ZUSAMMENHÄNGENDEN VERLETZUNGSGEFAHR

Drahtvorschubkoffer verfügen über bewegliche Komponenten, die die Hände, Haare, Kleidungsstücke oder Werkzeuge erfassen und von daher Verletzungen verursachen können!
- Nicht in rotierende oder bewegliche Bauteile oder Antriebsteile greifen!
- Achten Sie darauf, dass Gehäuse- und Schutzdeckel während des Betriebs geschlossen bleiben!
- Tragen Sie weder beim Einlegen des Drahts noch beim Wechseln der Drahtspule Handschuhe.
HALBAUTOMATISCHES SCHWEISSEN STAHL / EDELSTAHL (MAG-MODUS)
Das Gerät kann Stahl- und Edelstahldraht von ∅ 0,6 bis 1,0 mm (I-A) schweißen. Das Gerät wird standardmäßig mit Rollen ∅ 0,8/1,0 für Stahl oder Edelstahl geliefert. Das Kontaktrohr, die V-Nut der Drahtvorschubrolle, die Drahtseele des Brenners sind für diese Verwendung geeignet. Das Schweißen vom Stahl erfordert die Verwendung eines bestimmten Schutzgas (Argon+CO2). Der Anteil von CO2 kann je nach der benutzten Gasart variieren. Für Edelstahl, nutzen Sie eine Mischung von Argon und CO2 mit 2% CO2. Beim Schweißen mit reinem CO2 sollen Sie eine Gasvorwärmeinrichtung an die Gasflasche anschließen. Für spezielle Gasanforderungen fragen Sie Ihren Schweißfachhändler oder Schweißgasehändler. Der Gasdurchfluss für Stahl liegt zwischen 8 und 15 l/Min je nach Umgebung. Um den Gasdurchsatz auf dem Manometer zu prüfen, ohne einen Fülldraht abzuwickeln, drücken Sie lange auf die Drucktaste Nr. 1 und folgen Sie dem Verfahren auf dem Bildschirm. Dies muss regelmäßig überprüft werden, um ein optimales Schweißen zu gewährleisten. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
HALBAUTOMATISCHES SCHWEISSEN ALUMINIUM (MIG-MODUS)
Das Gerät ist zum Schweißen von Aluminiumdraht mit ∅ 0,8 bis 1,2 mm geeignet (I-B).
Der Einsatz bei Aluminium erfordert ein spezielles Gas, nämlich reines Argon (Ar). Lassen Sie sich bei der Wahl des Gases von einem Gaslieferanten beraten. Der Gasfluss liegt je nach Umgebung und Erfahrung des Schweißers zwischen 15 und 20 l/min.
Unterschiede zwischen der Stahl- und Alu-Anwendung:
- Nutzen Sie spezielle Drahtführungsrollen beim Alu-Schweißen (U-Rille).
- Bei Aluminium-Draht muss der Anpressdruck geringer sein, da der Draht sonst zerdrückt wird.
- Verwenden Sie das Kapillarrohr (zur Drahtführung zwischen den Rollen des Drahtvorschubkoffers und dem EURO-Anschluss) nur für das Schweißen von Stahl/Edelstahl (I-B).
- Nutzen Sie einen für Aluminium geeigneten Brenner. Dieser Aluminiumbrenner ist mit einer reibungsarmen Teflonseele ausgerüstet. Schneiden Sie die Drahtseele am Anschluss nicht ab! Diese Drahtseele wird verwendet, um den Draht von den Rollen zu führen.
- Kontaktrohr: Nutzen Sie ein speziell zum Schweißen vom Aluminium geeignetes Kontaktrohr, das an den Drahtdurchmesser angepasst ist.

Bei der Verwendung von rotem oder blauem Mantel (Aluminiumschweißen) wird empfohlen, das Zubehör 90950 (I-C) zu verwenden. Diese Mantelführung aus Edelstahl verbessert die Zentrierung des Mantels und erleichtert das Ablaufen des Drahtes.

Video
HALBAUTOMATISCHES SCHWEISSEN BEI CUSI UND CUAL (LÖTEN)
Das Gerät ist zum Schweißen von CuSi- und CuAl-Draht mit ∅ 0,8 bis 1,0 mm geeignet.
Wie beim Schweißen von Stahl, muss ein Kapillarrohr eingesetzt werden. Der Brenner sollte mit einer Teflonseele ausgerüstet werden. Beim Löten muss reines Argon (Ar) als Schutzgas eingesetzt werden.
HALBAUTOMATISCHES SCHWEISSEN FÜLLDRAHT
Das Gerät ist zum Schweißen von Aluminiumdraht mit ∅ 0,9 bis 1,2 mm geeignet. Die Originalrollen müssen durch Rollen ersetzt werden, die speziell für Fülldraht geeignet sind (optional). Das Verschweißen vom Fülldraht mit einer Standarddüse kann zu Überhitzung und Beschädigung des Brenners führen. Entfernen Sie die Originaldüse von Ihrem MIG-MAG-Brenner.
WAHL DER POLARITÄT
- Polarität - Polarität
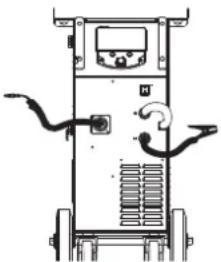
Das MIG/MAG-Schweißen unter Gasschutz erfordert in der Regel eine positive Polarität..
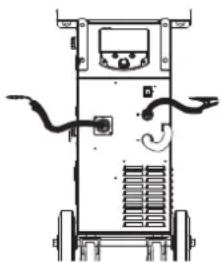
MIG/MAG-Schweißen ohne Schutzgas (No Gas) erfordert generell negative Polarität.
Beachten Sie in jedem Fall die Empfehlungen des Fühldrahtherstellers zur Wahl der Polarität.
GAS-ANSCHLUSS
- Montieren Sie einen geeigneten Druckminderer an der Gasflasche. Schließen Sie ihn mit dem mitgelieferten Schlauch an das Schweißgerät an. Benutzen Sie die beiden mitgelieferten Ohrschellen, um Undichtigkeiten zu vermeiden.
- Stellen Sie sicher, dass die Gasflasche ordnungsgemäß befestigt ist und die Kette am Generator befestigt ist.
- Stellen Sie die Gasdurchflussmenge am Druckminderer ein.
Anmerkung: Um die Einstellung des Gasdurchfluss zu erleichtern, betätigen Sie die motorisierten Drahtführungsrollen durch Drücken des Brennertasters (lösen Sie den Knopf an dem Drahtvorschubmotor, um keinen Draht anzutreiben). Maximaler Gasdruck: 0.5 MPa (5 bar).
Dieses Verfahren gilt nicht für das Schweißen im Modus „Kein Gas“.
EMPFOHLENE KOMBINATIONEN
 (mm) (mm) | Strom (A) ∅ Draht (mm) ∅ Düse (mm) Durchsatz (L/min) | ||||
| MIG | 0,8-2 20-100 0,8 12 10-12 | ||||
| 2-4 100-200 1,0 12-15 12-15 | |||||
| 4-8 200-300 1,0/1,2 15-16 15-18 | |||||
| MAG | 0,6-1,5 | 15-80 0,6 12 | 8-10 | ||
| 1,5-3 80-150 0,8 12-15 10-12 | |||||
| 3-8 150-300 1,0/1,2 15-16 12-15 | |||||
SCHWEISSMODUS MIG / MAG (GMAW/FCAW)
Schweißverfahren
| Parameter Einstellungen | Manuell | Synergetisches Schweißen | ||
| Drehmoment Material/Gas | - Fe Ar 15% CO2- ... | - | √ | Auswahl des zu verschweißenden Materials.Synergetische Schweißparameter |
| Drahtdurchmesser ∅ | 0,6 > ∅ 1,2 mm - Auswahl des Drahtdurchmessers | |||
| Brennertaster Modus | 2T, 4T Wahl des Modus zur Verwaltung des Schweißens am Brennertaster | |||
| Modus Punktschweißen | Spot, Spot-Verzögerung | √ | √ | Auswahl des Modus Punktschweißen |
| 1. Einstellung | Stärke Strom Geschwindigkeit | - | √ | Auswahl der anzuzeigenden Haupteinstellung (Dicke des zu schweißenden Werkstücks, durchschnittlicher Schweißstrom oder Drahtgeschwindigkeit). |
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
Für weitere Informationen zu GYS-Synergien und Schweißverfahren, scannen Sie den QR-Code :

HEFTSCHWEISSEN-MODUS
- Spot
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess. Das Heften kann manuell über die Brennertaste erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Diese Zeit für das Punktschweißen ermöglicht eine bessere Reproduzierbarkeit und die Herstellung eines nicht oxidierten Punktes.
- Spot-Verzögerung
Dies ist ein ähnlicher Anheft-Modus wie Spot, bei dem jedoch definierte Heft- und Stoppzeiten aufeinander folgen, solange der Brennertaster gedrückt wird. Diese Funktion ermöglicht das Schweißen von sehr dünnen Stahl- oder Aluminiumblechen, wobei das Risiko des Durchfallens und der Verformung des Blechs (vor allem beim Aluminiumschweißen) minimiert wird.
FESTLEGUNG DER EINSTELLUNGEN
| Maßeinheit | ||
| Rückbrand - | Funktion, die das Risiko des Anhaftens des Drahtes am Ende der Naht zu verhindert. Diese Zeit entspricht der Zeit, in der der Draht wieder aus dem Schmelzbad auftaucht. | |
| Crater Filler %/s | Dieser Endstrom beim Anhalten ist eine Phase nach der Stromabsenkung.Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). | |
| Verzögerung s | Dauer zwischen dem Ende eines Punktes (ohne Gas-nach) und der Wiederaufnahme eines neuen Punktes (einschließlich Gas- vor). | |
| Stärke mm | Die Synergie ermöglicht eine vollautomatische Einstellung. Die Anpassung für die Dicke stellt automatisch die passende Prozessspannung und die Drahtgeschwindigkeit ein. | |
| Stromabsenkung s Absenkzeit des Schweißstroms (Endkraterfüllstrom) | ||
| Hot Start %/s | Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass der Draht am Werkstück klebt. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). | |
| Stärke A Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt werden. | ||
| I Start | - Einstellung des Zündstroms. | |
| Lichtbogenlänge | - | Dient zur Einstellung des Abstands zwischen dem Drahtende und dem Schmelzbad (Spannungseinstellung). |
| Gasvorströmung | s Dauer der Gasvorströmung vor der Zündung. | |
| Punkt | s Definierte Dauer. | |
| Gasnachströmung | s | Dauer der Aufrechterhaltung des Schutzgases nach dem Erlöschen des Lichtbogens. Es schützt das Werkstück und die Elektrode vor Oxidation. |
| Drossel | - | Reguliert den Schweißstromanstieg. Wird entsprechend der Schweißposition eingestellt. |
| Heften - Spot | s Definierte Dauer. | |
| Spannung | V | Einfluss auf die Breite der Schweißnaht. |
| Upslope | s Stromanstieg. | |
| Anschleichgeschwindigkeit | - | Stufenlose Drahtgeschwindigkeit Vor der Zündung kommt der Draht langsam an, um den ersten Kontakt sanft herzustellen. |
| Drahtgeschwindigkeit | m/min | Menge des aufgetragenen Schweißzusatzwerkstoffs und indirekt Schweißintensität und Eindringtiefe |
Der Zugriff auf bestimmte Schweiß- und Punktschweißparameter hängt vom Schweißverfahren (Manuell, Synergie) und dem gewählten Anzeigemodus (Easy oder Expert) ab. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
STEUERUNG DES GASDURCHSATZES
Um den Gasdurchsatz auf dem Manometer zu prüfen, ohne einen Fülldraht abzuwickeln, drücken Sie lange auf die Drucktaste Nr. 1 und folgen Sie dem Verfahren auf dem Bildschirm. Dies muss regelmäßig überprüft werden, um ein optimales Schweißen zu gewährleisten. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSMODUS WIG (GTAW)
ANSCHLUSS UND HINWEISE
- Beim WIG-Schweißen ist Schutzgas (Argon) erforderlich.
- Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+). Stecken Sie den optionalen WIG-Brenner (Art.-Nr. 046108) in den EURO-Anschluss der Stromquelle und das Inversionskabel in den negativen Anschluss (-).
- Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse, Spannhülse, Brennerkappe und Wolfram-Elektrode).
• Die Wahl der Elektrode ist abhängig von der Stromstärke des WIG-Verfahrens mit Gleichstrom.
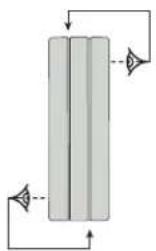
ELEKTRODE-SCHLEIFEN
Für optimale Funktion wird empfohlen, eine wie folgt geschliffene Elektrode zu verwenden:
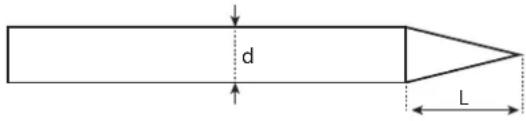
text_image
d LL = 3 x d bei niedrigem Schweißstrom.
L = d bei hohem Schweißstrom.
EMPFOHLENE KOMBINATIONEN
| [cZD6] (mm) | Strom (A) ∅ Elektrode (mm) ∅ Düse (mm) Argon-Durchsatz (l/min) | |||
| 0,3 - 3 3 - 75 1 6,5 6 - 7 | ||||
| 2,4 - 6 60 - 150 | 1,6 8 6 - 7 | |||
| 4 - 8 100 - 200 | 2 9,5 7 - 8 | |||
| 6,8 - 8,8 | 170 - 250 | 2,4 | 11 | 8 - 9 |
| 9 - 12 | 225 - 300 | 3,2 12,5 | 9 - 10 | |
PROZESSPARAMETER
| Parameter | Einstellungen | |
| Schweißverfahren | Standard | Gleichstrom |
| Puls | Impulsstrom | |
| Heften - Spot | Durchgehendes Punktschweißen | |
| Spot-Gepulst | Puls Punktschweißen | |
| Zündungsart | 2T, 4T, Valve | Wahl des Modus zur Verwaltung des Schweißens am Brennertaster. |
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
EINSTELLUNGEN
- Standardverfahren
Das WIG-Standard-Schweißverfahren mit Gleichstrom (TIG DC Standard) ermöglicht qualitativ hochwertiges Schweißen auf den meisten Eisenwerkstoffen wie Stahl, Edelstahl, aber auch Kupfer und seinen Legierungen, Titan... Die zahlreichen Möglichkeiten des Strom- und Gasmanagements erlauben es Ihnen, Ihren Schweißvorgang perfekt zu steuern, vom Start bis zur endgültigen Abkühlung Ihrer Schweißraupe.
- Pulse
Dieser Modus lässt den Schweißstrom zwischen Puls- (I, Schweißimpuls) und Grundstrom (I-Kalt, Abkühlphase) wechseln. Der Pulsmodus ermöglicht die Bearbeitung von Werkstücken bei begrenztem Temperaturanstieg und geringer Verformung. Hält auch ideal die Position bei.
Beispiel:
Der Schweißstrom I ist eingestellt auf 100A und % (I-Kalt) = 50, d.h. Grundstrom = 50 % x 100A = 50A.
F(Hz) ist auf 10Hz eingestellt, die Signalperiode wird 1/10Hz betragen = 100ms -> Alle 100ms folgt auf einen 100A-Impuls einer mit 50A.
- Spot
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess. Das Heften kann manuell über die Brennertaste erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Die einstellbare Schweißdauer ermöglicht die kontrollierte Reduzierung der Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen.
- Spot-Gepulst
Dieser Schweißmodus auf feinem Blech ermöglicht die Vormontage der Teile vor dem Schweißen. Das Heften kann manuell über die Brennertaste erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Diese Zeit für das Punktschweißen ermöglicht eine bessere Reproduzierbarkeit und die Herstellung eines nicht oxidierten Punktes.
WAHL DES DURCHMESSERS DER ELEKTRODE
| ∅ Elektrode (mm) | WIG DCWolfram pur Wolfram mit Oxiden | |
| 1 10 > 75 10 > 75 | ||
| 1,6 60 > 150 60 > 150 | ||
| 2 75 > 180 100 > 200 | ||
| 2,5 130 > 230 170 > 250 | ||
| 3,2 160 > 310 225 > 330 | ||
| Ca. = 80 A pro mm ∅ | ||
BETRIEB BRENNERTASTER
• 2T
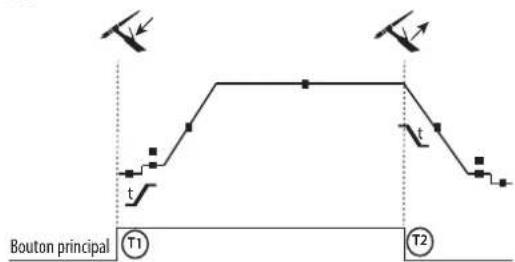
T1 - Die Haupttaste wird gedrückt, der Schweißzyklus startet (Gasvorströmung, I_Start, Stromanstieg und Schweißen).
T2 - Haupttaste ist gelöst, der Schweißzyklus stoppt (Stromabsenkung, Endstrom, Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekundär-Taste als Haupttaste verwendet.
• 4T
flowchart
graph TD
A["Bouton principal T1"] --> B["Point t"]
B --> C["T2"]
C --> D["Point t"]
D --> E["T3"]
E --> F["Point t"]
F --> G["T4"]
style A fill:#f9f,stroke:#333
style G fill:#f9f,stroke:#333
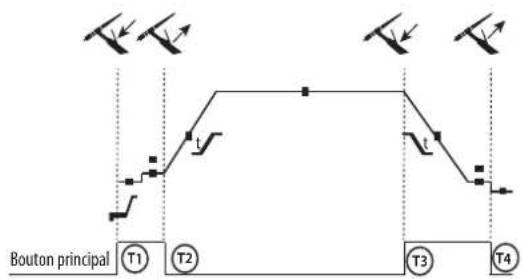
T1 - Die Haupttaste wird gedrückt, der Zyklus startet aus Gasvorströmung und stoppt in der I_Start-Phase.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in Stromanstieg und Schweißstrom.
T3 - Die Haupttaste wird gedrückt, der Zyklus wechselt auf Stromabsenken und stoppt in der I_Stop-Phase.
4 - Die Haupttaste wird losgelassen, der Zyklus endet mit Gasnachströmen.
Anm: für die Brennertaster, Doppeltasten und Doppeltaste + Potentiometer
=> Taste „Hoch/Schweißstrom“ und Potentiometer aktiv, Taste „Niedrig“ inaktiv.
Bei WIG-Brenner mit Doppelttaste oder Poti- Doppelttaste hat die obere Taste die gleiche Funktion wie bei Lamellen/ Einzeltaste- Brennern. Der Trigger «low» ist inaktiv.
FESTLEGUNG DER EINSTELLUNGEN
| Maßeinheit | ||
| Abschaltstrom | % | Der Schlussstrom beschreibt die Phase nach der Stromabsenkung. |
| Courant de démarrage | % | Der Startstrom beschreibt die Phase vor Beginn des Stromanstiegs. |
| Schweißstrom | A | Schweißstrom |
| Kaltstrom | % | Zweitstrom (Kaltstrom) |
| Pulsdauer | s | Manuelle oder zeitabhängige Spot-Puls-Phase |
| Spot-Dauer | s | Manuell oder definierte Dauer. |
| Stromabsenkung | s | Vermeidet Kraterbildung am Ende des Schweißvorgangs und die Gefahr von Rissbildung, insbesondere bei Leichtmetalllegierungen. |
| Puls-frequenz | Hz | Pulsfrequenz (Tipps zur Einstellung):• Beim Schweißen mit manueller Zusatzdraht-Zuführung, F(Hz) mit der Zufuhr synchronisieren• Bei dünnen Materialien (< 0,8mm) und ohne Zusatzdraht F(Hz) > 10Hz wählen• Beim Schweißen spezieller Materialien die ein oszillierendes Schweißbad benötigen, F(Hz) < 100Hz wählen |
| Stromanstieg s Ermöglicht einen progressiven Anstieg des Schweißstroms. | ||
| Gasnachströmung s | Dauer der Aufrechterhaltung des Schutzgases nach dem Erlöschen des Lichtbogens. Er schützt das Werkstück und die Elektrode vor Oxidation beim Abkühlen. | |
| Gasvorströmung s Dauer der Gasvorströmung vor der Zündung. | ||
| Pausenzeit s Die Stopp-Stromstufe ist eine Phase nach der Stromabstiegsrampe. | ||
| Startzeit s Start-Stromstufe vor der Stromanstiegsrampe. | ||
| Kaltanteil % Zeitanteil des Impuls-Heißstroms (I) | ||
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
MANUELLE GASSPÜLUNG
Das Vorhandensein von Sauerstoff im Brenner kann zu einer Verschlechterung der mechanischen Eigenschaften führen und eine Verringerung der Korrosionsbeständigkeit zur Folge haben. Um das Gas aus dem Brenner zu spülen, halten Sie die Drucktaste 1 gedrückt und befolgen Sie die Anweisungen auf dem Display. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSMODUS MMA (SMAW)
ANSCHLUSS UND HINWEISE
- Schließen Sie Elektrodenhalter und Masseklemme an die entsprechenden Anschlüsse an.
- Beachten Sie die auf den Elektrodenpackungen angegebene Schweißpolarität und Schweißstrom.
- Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Gerät nicht benutzt wird.
- Das Gerät ist mit spezifischen für den MMA Modus drei Funktionen ausgestattet:
- Hot Start: erhöht den Schweißstrom beim Zünden der Elektrode.
- Arc Force: erhöht kurzzeitig den Schweißstrom. Ein mögliches Festbrennen der Elektrode am Werkstück während des Eintauchens ins Schweißbad wird verhindert.
- Anti Sticking: schaltet den Schweißstrom ab. Ein mögliches Ausglühen der Elektrode während des oben genannten, möglichen Festbrennens wird vermieden.
PROZESSPARAMETER
| Schweißverfahren | ||||
| Parameter Einstellungen Standard | Puls | |||
| Elektrodentyp | RutilBasisch | √ | √ | Der Elektrodentyp bestimmt je nach verwendetem Elektrodentyp spezi-fische Parameter, um die Schweißprozess zu optimieren. |
| Anti-Sticking ON - OFF | √ | √ | Die Antihaft-Funktion wird empfohlen, um die Elektrode sicher zu ent-fernen, wenn sie am zu schweißenden Werkstück festklebt (der Strom wird automatisch abgeschaltet). | |
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
- Standard
Der Schweißmodus MMA Standard ist für die meisten Anwendungen geeignet. Dieses Verfahren erlaubt ein Verschweißen mit aller gängigen umhülten, Rutil-, Zellulose- und basischen Elektroden und auf allen Materialen : Stahl, Edelstahl
- Pulse
Das MMA-Puls Schweißverfahren ist besonders für Steignähte geeignet. Der Pulsstrom ermöglicht eine Materialverschmelzung bei geringerer Energieeinbringung. Ohne Pulsen erfordert das Steignahtschweißen eine Elektrodenführung nach dem „Tannenbaumprinzip“, d. h. schwierige Dreiecksbewegungen. Dank dem MMA-Puls-Modus sind solche Bewegungsabläufe nicht mehr zwingend notwendig. Je nach Werkstückstärke kann eine geradlinige Aufwärtsbewegung genügen. Wenn Sie Ihr Schmelzbad verbreitern möchten, ist eine einfache Seitwärtsbewegung ausreichend, ähnlich wie beim Schweißen in flacher Position. Über das Display lässt sich die Frequenz des Pulsstroms einstellen. Mit diesem Verfahren ist das Schweißen von Steignähten besser beherrschbar.
AUSWAHL DER UMHÜLLTEN ELEKTRODEN
- Rutile Elektrode: einfache Bedienung in allen Positionen.
- Basische Elektrode: Bedienung in allen Positionen, und dank ihrer mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
FESTLEGUNG DER EINSTELLUNGEN
| Maßeinheit | ||
| Arc Force | Die Arc Force ist ein Überstrom, der erzeugt wird, um ein Festkleben zu vermeiden, wenn die Elektrode mit dem Schweißbad in Kontakt kommt. | |
| Schweißstrom A Der Schweißstrom muss je nach Elektrodentyp ausgewählt werden (siehe Elektrodenverpackung). | ||
| Dauer Hot Start s | Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass die Elektrode am Werkstück kleben bleibt. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). | |
| Impuls-frequenz | Hz Verhältnis zwischen Pulsstromzeit u. Grundstromzeit | |
| Prozentsatz Hot Start % | Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass die Elektrode am Werkstück kleben bleibt. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). | |
| Prozentsatz I Kaltanteil % | ||
| Kaltanteil s | ||
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
EINSTELLUNG DER SCHWEISSINTENSITÄT
Die folgenden Einstellungen entsprechen dem nutzbaren Stärkebereich je nach Elektrodentyp und -durchmesser. Hinweis: Der Einstellbereich des Arc Force ist abhängig vom ausgewählten Elektrodentyp.
| ∅ Elektrode (mm) Rutile-Elektrode E6013 (A) Basische Elektrode E7018 (A) | ||
| 1,6 30-60 30-55 | ||
| 2,0 50-70 50-80 | ||
| 2,5 60-100 80-110 | ||
| 3.15 80-150 90-140 | ||
| 4,0 100-200 125-210 | ||
| 5 | 150-290 200-260 | |
| 6,3 200-385 220-340 | ||
EINSTELLUNG DER ARC FORCE
Es wird empfohlen, die Arc Force auf die mittlere Position (0) einzustellen, um mit dem Schweißen zu beginnen, und sie entsprechend den Ergebnissen und Schweißpräferenzen anzupassen. Hinweis: Der Einstellbereich der Arc Force ist spezifisch für den gewählten Elektrodentyp.
ROLLEN (B) OPTIONAL
| Durchmesser | Referenz (x2) | |
| Stahl Aluminium | ||
| 0,6/0,8 | 042353 | - |
| 0,8/1,0 | 042360 | 042377 |
| 1,0/1,2 | - | 040915 |
| Durchmesser | Referenz (x2) |
| Fülldraht | |
| ∅ 0,9/1,2 | 042407 |
ANOMALIEN, URSACHEN, LÖSUNGEN
| SYMPTOME MÖGLICHE URSACHEN | LÖSUNGEN | |
| Der Schweißdrahtvorschub ist nicht konstant. | Partikel verstopfen die Gasdüse | Reinigen Sie das Kontaktrohr oder ersetzen Sie es. |
| Der Draht rutscht in den Drahtführungsrollen. | Fügen Sie Antihaftmittel hinzu. | |
| Eine Drahtführungsrolle rutscht. | Prüfen Sie den Sitz der Drahtführungs- rollenschraube. | |
| Das Brennerschlauch ist geknickt. | Das Brennerkabel muss möglichst gerade sein. | |
| Der Drahtvorschubmotor funktioniert nicht. | Spulenbremse oder Drahtführungsrollen zu fest. | Lösen Sie die Bremse und die Drahtführungs- rollen. |
| Falscher Drahtvorschub. | Schmutzige oder beschädigtes Drahtfüh- rungsseele. | Reinigen oder ersetzen Sie es. |
| Fehlende Passfeder bei den Drahtführungs- rollen | Ergänzen Sie die fehlende Passfeder im Gehäuse. | |
| Spulenbremse zu fest angezogen. | Lösen Sie die Bremse. | |
| Kein Strom oder falscher Schweißstrom. | Falscher Netzanschluss. | Kontrollieren Sie den Anschluss der Steckdose und überprüfen Sie, ob die Steckdose richtig versorgt ist. |
| Falscher Masseanschluss. | Prüfen Sie das Massekabel (Anschluss und Zustand der Masseklemme). | |
| Keine Leistung. Prüfen Sie den Brennertaster. | ||
| Der Draht reibt sich auf den Drahtführungs- rollen ab. | Zerdrückter Drahtführungsmantel. | Prüfen Sie die Drahtseele und den Bren- nergriff. |
| Draht stockt im Brenner. Ersetzen Sie oder reinigen Sie den Brenner. | ||
| Kein Kapillarrohr. Prüfen Sie, ob das Kapillarrohr vorhanden ist. | ||
| Drahtgeschwindigkeit zu hoch. Drahtgeschwindigkeit reduzieren | ||
| Poröse Schweißnaht. | Gasdurchfluss zu niedrig. | Einstellbereich von 15 bis 20l/min. Reinigen Sie das Basismetall. |
| Gasflasche leer. Das Gas ersetzen. | ||
| Schlechte Gasqualität. Das Gas ersetzen. | ||
| Durchzug oder Einfluss des Windes. | Vermeiden Sie Luftzug und schützen Sie den Schweißbereich. | |
| Verstopfte Gasdüse. Reinigen oder ersetzen Sie die Gasdüse. | ||
| Schlechte Drahtqualität. | Nutzen Sie nur zum MIG/MAG-Schweißen geeigneten Draht. | |
| Werkstück nicht ausreichend vorbereitet (Rost usw.) | Reinigen Sie das Werkstück vor dem Schweißen. | |
| Das Gas ist nicht angeschlossen | Prüfen Sie, ob das Gas an das Gerät angeschlossen ist. | |
| Starke Funkenbildung. | Lichtbogen-Spannung zu niedrig oder zu hoch. Siehe Schweiß-Parameter. | |
| Falscher Masseanschluss. Die Masseklemme am Werkstück anschließen. | ||
| Schutzgasmenge zu niedrig. Stellen Sie den Gas durchfluss ein. | ||
| Kein Gas am Ausgang des Brenners Falscher Gas | Gasanschluss | Prüfen Sie die Gasanschlüsse |
| Prüfen Sie, ob das Gasventil richtig funktioniert. | ||
| Fehler beim Download | Die Daten auf die SD-Karte sind falsch oder beschädigt. | Prüfen Sie Ihre Daten. |
| Backup-Problem Alle Speicherplätze sind belegt. | Sie müssen Programme löschen. Die Anzahl an Speicherplätzen ist auf 200 beschränkt. | |
| Automatische Löschung der JOBs. | Manche JOBs wurden gelöscht, weil sie mit den neuen Synergien nicht mehr kompatibel waren. | - |
| Fehler beim USB-Stick | Kein JOB auf dem USB-Stick entdeckt - | |
| Kein Speicher mehr frei Geben Sie Speicher auf dem USB-Stick frei. | ||
| Datei-Problem | Die Datei «...» entspricht nicht den herunterge- ladenen Synergien des Produktes. | Die Datei wurde mit Synergien erstellt, die nicht in der Maschine sind. |
| Problem bei der Aktualisierung | Der USB-Stick scheint nicht erkannt zu werden. Das Bildmaterial aus Schritt Nr. 5 des Aktualisierungsverfahrens wird nicht auf dem Bildschirm angezeigt. | 1- Stecken Sie den USB-Stick in den Steck- platz2- Schalten Sie die Stromquelle ein.3- Langes Drücken des Drehrädchens der HMI, um die Aktualisierung zu starten. |
GARANTIEBEDINGUNGEN
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Die Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Die Garantieleistung erfolgt nicht bei Defekten, die durch:
- Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind.
- Normalen Verschleiß von Teilen (Bsp.: Kabel, Klemmen usw.).
- Schäden durch unsachgemäßen Gebrauch (fehlerhafte Stromversorgung, Sturz, Demontage).
- Umgebungsbedingte Ausfälle (Verschmutzung, Rost, Staub).
Bei einem Ausfall schicken Sie das Gerät an Ihren Händler zurück und legen Folgendes bei:
- einen mit Datum versehenen Kaufnachweis (Quittung, Rechnung...)
- Eine Fehlerbeschreibung.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOEREN
HANDMATIG ZUIVEREN GAS
INSTELLEN VAN DE LAS-INTENSITEIT
CONTROLLO DEL FLUSSO DI GAS
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C). Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereitet. Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender Kennlinie. Die Stromquelle hat eine flache Kennliniencharakteristik. In einigen Ländern wird U0 als TCO bezeichnet.
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / СИМВОЛЫ / PICTOGRAMMEN / ICONE
 | FR Attention! Lire le manuel d'instruction avant utilisation. EN Warning! Read the user manual before use. DE ACHTUNG ! Lesen Sie diese Anleitung sorgfältig durch vor Inbetriebnahme des Geräts. ES |Atención! Lea el manual de instrucciones antes de su uso. RU Внимание! Прочите инструкцию перед использованием. NL Let op! Lees aandachtig de handleiding. IT Attenzione! Leggere il manuale d'istruzioni prima dell'uso. PL Uwaga! Przed użyciem należy uważnie przeczytać instrukcję obsługi. |
 | FR Symbole de la notice EN User manual symbol DE Symbole in der Bedienungsanleitung ES Símbolo del manual RU Символы, использующиеся в инструкции NL Symbool handleiding IT Simbolo del manuale PL Symbol ulotki |
 | FR Source de courant de technologie onduleur délivrant un courant continu. EN Undulating current technology based source delivering direct curent. DE Invertergleichstrom-quelle. ES Fuente de corriente de tecnologia ondulador que libera corriente continua. RU Источник тока с технологий преобразователя, выдающий постоянный ток. NL Strombron met UPS technologie, levert gelijkstroom. IT Fonte di corrente con tecnologia inverter che rilascia una corrente continua. PT Fonte de energia da tecnologia do inversor que fornece uma corrente continua. PL Žródło prądu technologii falownika dostarczającego prąd stały. |
 | FR Soudage à l'électrode enrobée - MMA (Manual Metal Arc) EN MMA welding (Manual Metal Arc) DE Schweißen mit umhülter Elektrode (E-Handschweißen) 33 Soldadura con electrodo revestido (MMA - Manual Metal Arc) RU Саарка электродом с обмазкой: MMA (Manual Metal Arc) NL Lassen met beklede elektrode - MMA (Manual Metal Arc) IT Saldatura all'eletrodo rivestito - MMA (Manual Metal Arc) PT Soldadura a eletrodo revestido (MMA - Manual Metal Arc) PL Spawanie elektrodami otulonymi (MMA - Manual Metal Arc) |
 | FR Soudage TIG (Tungsten Inert Gaz) EN TIG welding (Tungsten Inert Gas) DE TIG- (WIG-)Schweißen (Tungsten (Wolfram) Inert Gas) ES Soidadura TIG (Tungsten Inert Gaz) RU Саарка TIG (Tungsten Inert Gaz) NL TIG lassen (Tungsten Inert Gaz) IT Saldatura TIG (Tungsten Inert Gaz) PT Soldadura TIG (Tungsten Inert Gaz) PL Spawanie TIG ( Wolfram Gazu Obojętnego) |
 | FR Soudage à MIG / MAG EN MIG / MAG welding DE MIG / MAG-Schweißen ES Soidadura MIG / MAG RU Саарка MIG / MAG NL MIG/ MAG lassen IT Saldatura MIG / MAG PT Soidagem MIG / MAG PL Spawanie MIG / MAG |
 | FR Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels locaux. EN Suitable for welding in an environment with an increased risk of electric shock. However this a machine should not placed in such an environment. DE Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. ES Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe estar presente en dichos lugares. RU Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же самом помещении. NL Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaast. IT Convenielle alla saldatura in un ambiente a grande rischio di scosse eletriche. L'origine della corrente non deve essere localizzata in tale posto. PL Nadaje się do spawania w środowisku o zwiększonym ryzyku porażenia prądem. Samo źródło prądu nie może jednak być umieszczone w tego typu pomieszczeniach. |
 | FR Courant de soudage continu EN Direct welding current DE Gleichschweißstrom ES Corriente de soldadura continua. RU Постоянный сварочный tok NL Gelijkstroom IT Corrente di saldatura continuo PL Staly prąd spawania. |
| (HZTC) | FR Tension assignée à vide EN Open circuit voltage DE Leerlaufspannung ES Tensión asignada en vaclo RU Номинальное напряжение холостого хода NL Nullastspanning IT Tensione nominale a vuoto PL Znamionowe napięcie próźniowe |
| (BBAH) | FR Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C). EN Duty cycle according lo standard EN 60974-1 (10 minutes – 40°C). DE Einschalldauer: 10 min - 40°C, richtlinienkonform EN60974-1. ES Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C). RU ПВ% согласно норме EN 60974-1 (10 минут – 40°C). NL Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C). IT Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C). PL Cykl pracy zgodny z normą EN60974-1 (10 minut - 40°C) |
| (KEPTI) | FR Courant de soudage conventionnel correspondant EN Corresponding conventional welding current DE Entsprechender Schweißstrom ES Corriente de soldadura convencional correspondiente. RU Соответствующий номинальный сварочный ток NL Correponderende conventionele lasstroom IT Corrente di saldatura convenzionale. PL Odpowiedni konwencjonainy prąd spawania |
| A | FR Ampères EN Amperes DE Ampere ES Amperios RU Амперы NL Ampère IT Amper |
| U2 | FR Tensions conventionnelles en charges correspondantes EN Conventional voltage in corresponding loads. DE Entsprechende Arbeitsspannung ES Tensiones convencionales en cargas correspondientes. RU Номинальные напряжения при соответствующих нагрузках. NL Conventionele spanning in corresponderende belasting IT Tensioni convenzionali in cariche correspondenti PL Ampery |
| (ZABC) | FR Volt EN Volt DE Volt ES Voltio RU Вольт NL Volt IT Volt PL Wolt |
| Hz | FR Hertz EN Hertz DE Hertz ES-Hercios RU Герц NL Hertz IT Hertz PL Herc |
| (ZAWX) | FR Vitesse du fil EN Wire speed DE Drahtgeschwindigkeit ES Velocidad de hilo RU Скорость проволоки NL Draadsnelheid IT Velocità di filo PL Prędkość drutu |
| m/min | FR Mètre par minute EN Meter per minute DE Meter pro Minute ES Metro por minuto RU Метр в минуту NL Meter per minuut IT Metro per minuto PL Metr na minutę |
| (ZAT6) (T2A4) | FR Alimentation électrique monophasée 50 ou 60Hz EN Single phase power supply 50 or 60Hz DE Einphasige Netzversorgung mit 50 oder 60Hz ES Alimentación eléctrica monofásica 50 o 60Hz RU Одnofazное электропитание 50 или 60°F NL Enkelfase elektrische voeding 50Hz of 60Hz IT Alimentazione elétrica monofase 50 o 60Hz PT Alimentação monofásica 50/60Hz PL Zasilanie jednofazowe 50 lub 60Hz. |
| U1 | FR Tension assignée d'alimentation EN Assigned voltage DE Netzspannung ES Tensión asignada de alimentación eléctrica. RU Номинальное напряжение питания NL Nominale voedingsspanning IT Tensione nominale d'alimentazione PL Napięcie znamionowe zasilania. |
| I1max | FR Courant d'alimentation assigné maximal (valeur efficace) EN Maximum rated power supply current (effective value). DE Maximaler Versorgungsstrom ES Corriente de alimentación eléctrica asignada máxima (valor eficaz). RU Максимальный сетевой ток (эффективное значение) NL Maximale nominale voedingsstroom (effectieve waarde) IT Corrente d'alimentazione nominale massima (valore effettivo) PL Maksymalny prąd znamionowy zasilania (wartość skuteczna). |
| I1eff | FR Courant d'alimentation effectif maximal EN Maximum effective power supply current. DE Maximaler effektiver Versorgungsstrom ES Corriente de alimentación eléctrica máxima. RU Максимальный эффективный сетевой ток NL Maximale effective voedingsstroom IT Corrente effettivo massimo di alimentazione PL Maksymalny skuteczny prąd zasilania |
  | FR Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture). EN Device complies with europeans directives, The EU declaration of conformity is available on our website (see cover page). DE Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung finden Sie auf unsere Webseite. ES Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada). RU Устройство соответствует директивам Евросокоза. Декларация о соответствии доступна для просмотра на нашем сайте (ссылка на обложке). NL Apparaat in overeenstemming met de Europese richtlijnen. De verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de omslag). IT Materiale in conformità alle Direttive europee. La dichiarazione di conformità è disponibile sul nostro sito (vedere sulla copertina). PL Urządzenie jest zgodne z dyrektywami europejskimi. Deklaracja Zgodności UE jest dostępna na naszej stronie internetowej (patrz strona tytułowa).FR Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture). EN Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite). ES Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada). RU Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу) NL Material conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina). IT Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina). PL Wyposażenie spełnia wymogi brytyjskie. Brytyjska Deklaracja Zgodności jest dostępna na naszej stronie internetowej (patrz strona tytułowa). |
 | FR Matériel conforme aux normes Marocaines. La déclaration C_P (CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity with Moroccan standards. The declaration C_P (CMIM) of conformity is available on our website (see cover page). DE Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung C_P (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). ES Equipamiento conforme a las normas marroquiles. La declaración de conformidad C_P (CMIM) está disponible en nuestra página web (ver página de portada). RU Товар соответствует нормам Марокко. Декларация C_P (CMIM) доступна для скачивания на нашем сайте (см на титульной странице). NL Dit materiaal voldoet aan de Marokkaanse normen. De verklaring C_P (CMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag). IT Materiale conforme alle normative marocchine. La dichiarazione C_P (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto). PL Urządzenie zgodne ze standardami marokańskimi . Deklaracja zgodności C_P (CMIM) jest dostępna na naszej stronie internetowej (patrz strona tytułowa). |
| IEC 60974-1IEC 60974-10Class A | FR L'appareil respecte la norme EN60974-1 et EN 60971-10 appareil de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DE Das Gerät erfüllt die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A ES El aparato se ajusta a la norma EN60974-1 y EN 60971-10, aparato de clase A. RU Аппарат соответствует нормам EN60974-1 и EN60971-10 annapat класса A. NL Dit klasse A apparaat voldoet aan de EN60974-1 en EN60971-10 normen. IT II dispositivo rispetta la norma EN60974-1 e EN 60971-10 dispositivo classe A. PL Urządzenie jest zgodne z normami EN60974-1 i EN60971-10 dla urządzeń klasy A |
| IEC 60974-5 | FR L'appareil respecte la norme EN 60974-5. EN This product is compliant with standard EN 60974-5. DE Das Gerät entspricht der Norm EN 60974-5. ES EI aparato es conforme a las normas EN60974-5. RU Аппарат соблюдает нормы EN 60974-5. NL Het apparaat voldoet aan de norm EN 60974-5. IT II dispositivo rispetta la norma EN 60974-5. PL Urządzenie spełnia wymagania normy EN 60974-5. |
 —— —— | FR Ce matériel faisant l'objet d'une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique ! EN This hardware is subject to waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin ! DE Für die Entsorgung Ihres Gerätes getten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden! ES Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica! RU Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник! NL Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval! IT Questo materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smallire coni rifiuti domestici! PL Urządzenie to podlega selektywnej zbiorce odpadów zgodnie z dyrektywą UE 2012/19/UE. Nie wyrzucać do zwykłego kosza! |
| [T88S] | FR Produit recyclable qui relève d'une consigne de tri. EN This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES Producto reciclable que requiere una separación determinada. RU Этот annapat подлежит утилизации. NL Product recyclebaar, niet bij het huishoudelijk afval gooien IT Prodotto riciclabile soggetto a raccolta differenziata. PL Produkt nadaje się do recyklingu zgodnie z instrukcjami sortowni. |
 | FR Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad económica euroasiática). RU Знак соответствия EAC (Евразийское экономическое сообщество) NL EAC (Euraziiatische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunità Economica Eurasiatica) PL Znak zgodności EAC (Euroazjatyckiej wspólnoty Gospodarczej) |
| [IMAGE] | FR Information sur la température (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) ES Información sobre la temperatura (protección térmica) RU Информация no температуре (термозащита). NL Informatie over de temperatuur (thermische beveiliging) IT Informazione sulla temperatura (protezione termiche) PL Informacja o temperaturze (ochrona termiczna) |
 | FR Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Подача газа NL Ingang gas IT Entrata di gas |
 START START | FR Marche (mise sous tension) EN On (power on) DE Ein (Einschalten) ES On (encendido) RU Вкл (включение) NL Aan (stroom aan) IT On (accensione) PT Ligar (ligar) PL On (accensione) DA On (tændt) |
 STOP STOP | FR Arrêt (mise hors tension) EN Off (power off) DE Aus (Ausschalten) ES Off (apagado) RU Выкл (выключение) NL Uit (stroom uit) IT Off (spegnimento) PT Desligar (desligar) PL Off (spegnimento) DA Off (slukket) |
| [IMAGE]OFF | FR Le dispositif de déconnexion de sécurité est constitué par la prise secteur en coordination avec l'installation électrique domestique. L'utilisateur doit s'assurer de l'accessibilité de la prise EN The safety disconnection device is a combination of the power socket in coordination with the electrical installation. The user has to make sure that the plug can be reached. DE Die Stromunterbrechung erfolgt durch Trennen des Netzsteckers vom häuslichen Stromnetz. Der Gerätanwender sollte den freien Zugang zum Netzstecker immer gewährleisten. ES El dispositivo de desconexión de seguridad se constituye de la toma de la red eléctrica en coordinación con la instalación eléctrica doméstica. El usuario debe asegurarse de la accesibilidad de la toma de corriente. RU Устройство безопасности отключения состоит из вилки, соответствующей домашней электросети. Пользователь должен обеспечить доступ к вилке. NL De veiligheidsontkoppeling van het apparaat bestaat uit de stekker samen met de elektrische installatie. De gebruiker moet zich ervan verzekeren dat de elektrische aansluitingen goed toegankelijk zijn. IT Il dispositivo di scollegamento di sicurezza è costituito dalla presa in coordinazione con l'installazione eletrica domestica. L'utente deve assicurarsi dell'accessibilità della presa PT O dispositivo de desconexão de segurança è constituído pela tomada de rede em coordenação com a instalação elétrica doméstica. O usuário deve garantir a acessibilidade da tomada. PL Rozłącznik bezpiecznikowy składa się z wtyczki sieciowej skoordynowanej z domową instalacją elektryczną. Użytkownik musi upewnić się, że ma odpowiedni dostęp do gniazdka. |
GYS France
Siège social / Headquarter
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
GYS Italia
Filiale / Filiale
Diese Anleitung zur Bedienung des Bedienfelds (HMI) ist Teil der kompletten Dokumentation. Eine allgemeine Anleitung liegt dem Gerät bei. Lesen und beachten Sie die allgemeine Anleitung, vor allem die Sicherheitshinweise!
Nutzung und Betrieb ausschließlich mit den folgenden Produkten
| KRONOS 250M | √ |
| KRONOS 250T | √ |
| KRONOS 320T | √ |
| KRONOS 400T DUO | √ |
| KRONOS 400T W | √ |
| WF 35 | √ |
Software-Version
In dieser Anleitung werden die folgenden Software-Versionen beschrieben:
1,0
Die Software-Version des Bedienfelds wird im Menü „Allgemein“ angezeigt: System / Information
Steuerung der Stromquelle
Der Hauptbildschirm enthält alle Informationen, die Sie vor, während und nach dem Schweißen benötigen. Die Schnittstelle ist mit 2 Anzeigemodi konfigurierbar: Easy oder Expert.
MIG-MAG TIG
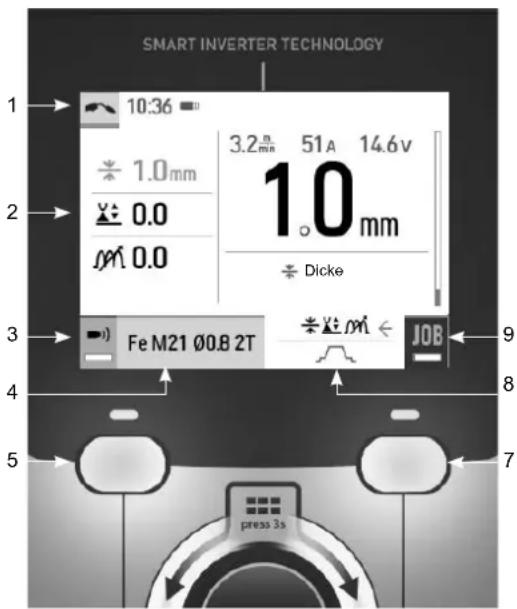
text_image
SMART INVERTER TECHNOLOGY 1 10:36 3.2A 51A 14.6V 1.0mm 10mm 0.0 0.0 Dicke Fe M21 Ø0.8 2T JOB 9 8 7 press 3s6
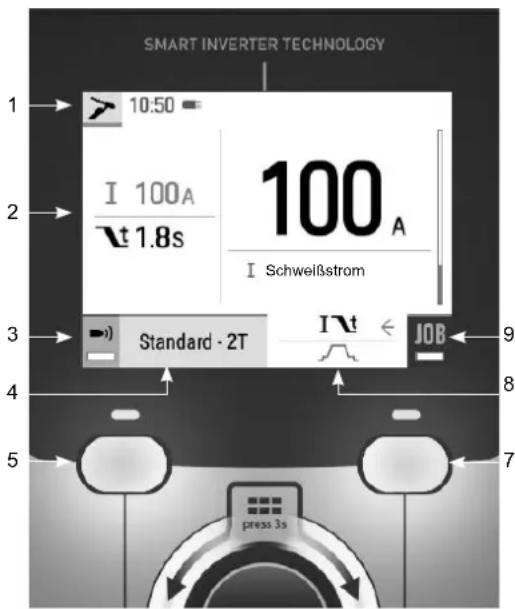
text_image
SMART INVERTER TECHNOLOGY 10:50 I 100A 1.8s 100A I Schweißstrom Standard - 2T JOB 9 8 7 press 3s6
 | ||
| 1 | Laufendes SchweißverfahrenUhrzeit, Rückverfolgbarkeit | |
| 2 | Aktuelle Einstellungen | |
| 3 | Steuerung des Gasdurchsatzes(langes Drücken) | BP1 |
| 4 | Parameter des aktuellen Verfahrens BP1 | |
| 5 | Drucktaste Nr. 1 (BP1) | |
| 6 | Navigationsrädchen/EinstellungLanges Drücken zur BestätigungLanges Drücken = Menü „Allgemein“ | |
| 7 | Drucktaste Nr. 2 (BP2) | |
| 8 | Erweiterte Einstellungen BP2 | |
| 9 | Zugang zu JOB (langes Drücken) BP2 | |
| [CXA0] | ||
| 1 | Laufendes SchweißverfahrenUhrzeit, Rückverfolgbarkeit | |
| 2 | Aktuelle Einstellungen | |
| 3 | Gasspülung (langes Drücken) BP1 | |
| 4 | Parameter des aktuellen Verfahrens BP1 | |
| 5 | Drucktaste Nr. 1 (BP1) | |
| 6 | Navigationsrädchen/EinstellungLanges Drücken zur BestätigungLanges Drücken = Menü „Allgemein“ | |
| 7 | Drucktaste Nr. 2 (BP2) | |
| 8 | Erweiterte Einstellungen BP2 | |
| 9 | Zugang zu JOB (langes Drücken) BP2 | |
Steuerung der Stromquelle
Der Hauptbildschirm enthält alle Informationen, die Sie vor, während und nach dem Schweißen benötigen. Die Schnittstelle ist mit 2 Anzeigemodi konfigurierbar: Easy oder Expert.
MMA
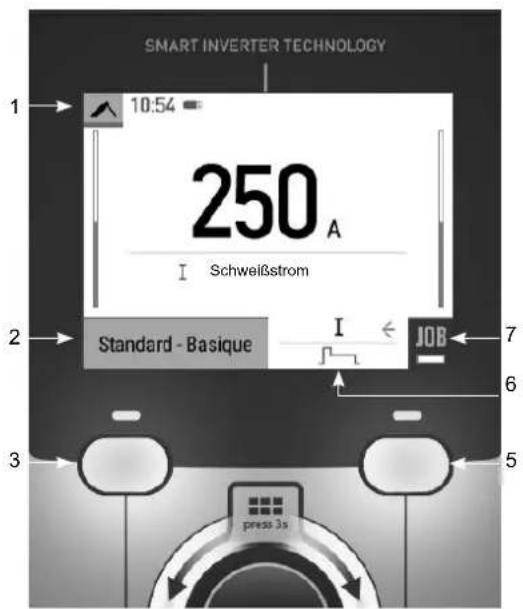
text_image
SMART INVERTER TECHNOLOGY 1 10:54 250 A I Schweißstrom Standard - Basique I ← JOB 7 6 3 5 press 3s4
| ↓ | ||
| 1 | Laufendes SchweißverfahrenUhrzeit, Rückverfolgbarkeit | |
| 2 | Parameter des aktuellen Verfahrens BP1 | |
| 3 | Drucktaste Nr. 1 (BP1) | |
| 4 | Navigationsrädchen/EinstellungLanges Drücken zur BestätigungLanges Drücken = Menü „Allgemein“ | |
| 5 | Drucktaste Nr. 2 (BP2) | |
| 6 | Erweiterte Einstellungen BP2 | |
Menü „ Allgemein“
Die Navigation zwischen den verschiedenen Blöcken erfolgt mit dem Drehpoti.
Vom Hauptbildschirm aus gelangt man durch langes Drücken auf das Drehpoti in das Menü „Allgemein“.
Durch kurzes Drücken der Drucktaste Nr. 1 (kehrt man zum vorherigen Menü zurück oder gelangt zum Hauptbildschirm.

text_image
SMART INVERTER TECHNOLOGY Verfahren Parameter System Tragbar press 35Verfahren
MIG-MAG (GMAW/FCAW)
Halbautomatisches Schweißen, mit Schutzgas
TIG (GTAW)
Schweißen mit nicht abschmelzender Elektrode, mit Schutzgas.
MMA (SMAW)
Schweißen mit umhüllter Elektrode
Parameter
Anzeigemodus
- Easy: vereinfachte Anzeige, die für die große Mehrheit der Benutzer geeignet ist.
- Expert: vollständige Anzeige für den erfahrenen Schweißer. Sie ermöglicht die Einstellung der Dauer der verschiedenen Phasen desSchweißzyklus.
Sprache
Wahl der Sprache des Bedienfeldes (Französisch, Englisch, Deutsch, usw.).
Messeinheiten
Auswahl der Anzeige des Einheitensystems: International (SI) oder Imperial (USA).
Benennung von Materialien
Europäische Norm (EN) oder amerikanische Norm (AWS).
Helligkeit
Anpassung der Helligkeit des Bildschirms des Bedienfeldes (Einstellung von 1 (sehr dunkel) bis 10 (sehr hell)).
System
Name des Geräts
Information zum Namen des Geräts und zur Möglichkeit seiner Personalisierung.
Uhrzeit
Einstellung der Uhrzeit und des Datums im Format (AM / PM).
Kühlaggregat (nur für Stromquelle mit Kühlaggregat)
- OFF (AUS): Das Kühlaggregat ist deaktiviert.
- ON (EIN): Das Kühlaggregat ist dauernd in Betrieb.
- AUTO: Automatische Steuerung (Aktivierung beim Schweißen und Abschaltung 10 Minuten nach Ende desSchweißens)
PURGE (ENTLEERUNG) Funktion zur Entleerung des Kühlaggregats oder zum Füllen der Schläuche. Die Schutzfunktionen sind daher deaktiviert (siehe Handbuch bezüglich einer sicheren Entleerung Ihres Geräts).
Information
Konfigurationsdaten der Systemkomponenten des Geräts:
- Modell
- Seriennummer
- Name des Geräts
- Software-Version

Drücken auf die Drucktaste Nr. 2:
Export der Konfiguration des Schweißgeräts auf einen USB-Stick (nicht im Lieferumfang enthalten)
Produktivität
Nutzungsdaten des Produkts:
- Einschaltzeit
- Schweißzeit
- USW.
Reset (Rücksetzung)
Einstellungen zurücksetzen:
- Teilweise: Einstellwerte des aktuellen Schweißprozesses.
- Gesamt: Alle Konfigurationsdaten des Geräts werden auf die Werkseinstellungen zurückgesetzt.
Rückverfolgbarkeit\*
*Diese Funktion ist standardmäßig nicht aktiviert. Sie kann über den Online-Konfigurator aktiviert werden, der unter Planet GYS / Tools / Produktkonfiguration verfügbar ist. Zur Aktivierung wenden Sie sich an Ihren Händler.
Diese Schnittstelle zur Verwaltung des Schweißens erlaubt es, alle Schritte der Schweißvorgänge während der Fertigung zu speichern bzw. nachzuverfolgen, Schweißraupe für Schweißraupe. Diese qualitätssichernde Vorgehensweise garantiert die Qualität einer nachfolgenden Analyse und Bewertung, der Berichterstellung und der Dokumentation der gespeicherten Schweißparameter. Diese Funktion ermöglicht die genaue und schnelle Erfassung und Speicherung der Daten, die im Rahmen der Norm EN ISO 3834 gefordert werden. Die Wiederherstellung dieser Daten ist über einen Export auf einen USB-Stick möglich.
1- Start - Erstellen der Rückverfolgbarkeit
- Personalisieren Sie den Namen des Projekts, indem Sie auf das Drehpoti drücken.
- Abtastintervall:
- Hold (Halt): Keine Speicherung der Werte Stromstärke/Spannung (Mittelwert auf der Naht) beim Schweißen.
- 250 ms, 500 ms, usw. : Speicherung der Werte Stromstärke/Spannung (Mittelwert auf der Naht) alle „X“ Millisekunden oder Sekunden beim Schweißen.
Drücken Sie auf „REC“, um die Datenaufnahme zu starten.
Anzeige der Datenaufnahme
Oben links im Hauptbildschirm erscheint ein rotes Symbol, das anzeigt, dass eine Datenaufnahme aufgezeichnet wird.
Stop - Datenaufnahme beenden
Um die Rückverfolgbarkeit bei einem Schweißschritt zu beenden, muss der Bediener in das Menü „Rückverfolgbarkeit“-zurückkehren und „Stopp“ auswählen.
Export
Die Wiederherstellung dieser Daten erfolgt durch Export der Daten auf einen USB-Stick, der nicht im Lieferumfang enthalten ist.
Die Daten im Format .CSV können in einem Tabellenkalkulationsprogramm (Microsoft Excel®, Calc OpenOffice®, usw.) ausgewertet werden.
Im Dateinamen finden sich der Name des Geräts und die Seriennummer.
2- Start - Verwaltung der Rückverfolgbarkeit
Auf dem Bildschirm werden alle zuvor angelegten Projekte aufgelistet.
Durch kurzes Drücken der Drucktaste Nr. 1 kehrt man zum vorherigen Menü zurück.
Ein langer Druck auf die Drucktaste Nr. 1 (ü) erlaubt das Löschen des aktiven Projekts oder aller Projekte.
Durch langes Drücken der Drucktaste Nr. 2 (F) kann eine neue Rückverfolgbarkeit erstellt werden.
Durch kurzes Drücken der Drucktaste 2 (i) können die Details aller vorher erstellten Projekte eingesehen werden.
Portability (Portabilität)
Import Config. (Import von Konfigurationen)
Laden der Konfiguration des Schweißgeräts von einem USB-Stick (Verzeichnis: Wechseldatenträger\PORTABILITY\CONFIG) in das Schweißgerät. Ein langes Drücken auf die Drucktaste Nr. 1 (he) erlaubt, alle Konfigurationen von dem USB-Stick zu löschen.
Export Config. (Export von Konfigurationen)
Export der Konfiguration des Schweißgeräts auf einen USB-Stick (Verzeichnis: Wechseldatenträger\PORTABILITY\CONFIG).
Import Job (Import von Jobs)
Import von Jobs je nach Schweißverfahren aus dem Verzeichnis Wechseldatenträger\PORTABILITY des USB-Sticks in das Schweißgerät.
Export von Jobs des Schweißgeräts auf einen USB-Stick je nach Schweißverfahren (Verzeichnis: Wechseldatenträger\PORTABILITY\JOB)
Bitte beachten Sie, die alten Jobs auf dem USB-Stick könnten überschrieben werden.
Um Datenverlust bei Import oder Export von Daten zu vermeiden, ziehen Sie den USB-Stick nicht vorzeitig ab und schalten Sie das Schweißgerät nicht aus. Im Dateinamen finden sich der Name des Geräts und die Seriennummer. Der USB-Stick ist nicht im Lieferumfang enthalten.
Kalibrierung
Kalib. Kabel
Funktion, vorgesehen zur Kalibrierung des Schweißzubehörs wie Brenner MIG, Kabel und Elektrodenhalter und Kabel und Masseklemme. Das Ziel der Kalibrierung ist eine Kompensation der Längenänderungen des Zubehörs, um die angezeigte Spannungsmessung zu verfeinern. Der Vorgang wird beim Start durch eine Animation am Bildschirm erklärt.
Wichtig: Die Kalibrierung des Kabels muss bei jedem Wechsel des Brenners, des Schlauchs oder des Massekabels wiederholt werden, um eine optimale Schweißung zu erreichen.
Steuerung des Gasdurchsatzes (MIG-MAG)

Im Hauptbildschirm kann man durch langes Drücken der Drucktaste Nr. 1 seinen Gasdurchsatz auf dem Manometer einstellen, ohne einen Schweißdraht abzurollen. Der Vorgang wird beim Start durch eine Animation am Bildschirm erklärt. Der Gasfluss muss regelmäßig überprüft werden, um ein optimales Schweißen zu gewährleisten.
Gasspülung (WIG)

Das Vorhandensein von Sauerstoff im Brenner kann zu einer Verschlechterung der mechanischen Eigenschaften führen und eine Verringerung der Korrosionsbeständigkeit zur Folge haben. Um das Gas aus dem Brenner zu spülen, halten Sie die Drucktaste 1 gedrückt und befolgen Sie die Anweisungen auf dem Display.
Ladung des Drahts (MIG-MAG)

Um Draht in einem MIG/MAG-Brenner abzuwickeln, ohne Gas zu verbrauchen, gehen Sie wie folgt vor:
1- Lange auf den Brennertaster drücken, in der Position außerhalb des Schweißens.
2- Wenn das Verfahren auf dem Bildschirm angezeigt wird, können Sie den Brennertaster loslassen.
3- Der Draht beginnt, sich abzuwickeln. Standardmäßig werden 3 m mit einer Geschwindigkeit von 5 m/min abgewickelt. Sie können diese Werte mit dem Drehrädchen ändern.
Wenn Sie die Animation verlassen möchten, ohne das Ende des Drahtvorschubs abzuwarten, drücken Sie kurz den Brennertaster.
Speicherung und Aufrufe von Jobs
Zugriff über das Symbol „JOB“ auf dem Hauptbildschirm.
Die verwendeten Einstellungen werden automatisch gespeichert und beim nächsten Einschalten des Geräts wieder aufgerufen.
Zusätzlich zu den aktuellen Einstellungen ist es möglich, sogenannte „JOB“-Konfigurationen zu speichern und abzurufen. Für das MIG/MAG-Verfahren stehen 200 JOBS zur Verfügung, für das WIG- und MMA-Verfahren 100. Die Speicherung erfolgt auf der Grundlage der aktuellen Prozessparameter und der aktuellen Einstellungen.
Job
Der Job-Modus erlaubt die Erstellung, das Speichern, den Aufruf und das Löschen von „JOBs“.
1- Anmeldung unter - Erstellung eines Jobs
Personalisieren Sie den Namen des Jobs, indem Sie auf das Drehpoti drücken. Bestätigung durch Drücken auf die Drucktaste Nr. 2.
Anzeige der laufenden Jobs
Unten rechts im Bildschirm wird die Anzahl der Jobs angezeigt.
Anhalten des laufenden Jobs
Um den aktuellen Job zu schließen, muss der Benutzer zum Job-Menü zurückkehren und „Schließen“ auswählen.
2- Öffnen - Verwaltung von Jobs
Auf dem Bildschirm werden alle zuvor angelegten Jobs aufgelistet.
Durch kurzes Drücken der Drucktaste Nr. 1 kehrt man zum vorherigen Menü zurück.
Ein langer Druck auf die Drucktaste Nr. 1 (ü) erlaubt das Löschen des ausgewählten Jobs oder aller Jobs.
Durch kurzes Drücken der Drucktaste 2 (i) können die Details aller vorher erstellten Jobs eingesehen werden.
QuickLoad – Aufruf von JOBs durch die Brennertaste außerhalb des Schweißvorganges.
QuickLoad ist ein Modus zum Aufrufen von Job (20 max) außerhalb des Schweißens und ist nur beim MIG-MAG und WIG-Verfahren möglich.
Aus einer Liste mit zuvor erstellten Jobs werden JOBs durch kurzes Drücken des Brennertasters aufgerufen. Es werden alle Brennertaster-Modi und alle Schweißmodi unterstützt.
1- Neu - Erstellung von QuickLoad
- Personalisieren Sie den Namen von QuickLoad, indem Sie auf das Drehrad drücken.
• Die Anzahl der abzurufenden Jobs wählen, zwischen 2 und 20.
• Die Empfindlichkeit des Brennertasters wählen: langsam, normal und schnell
• Auswahl der abzurufenden Jobs
Drücken Sie auf die Drucktaste Nr. 2, um die Erstellung von QuickLoad zu bestätigen.
Anzeige der laufenden QuickLoad
Unten rechts im Bildschirm wird die Anzahl der QuickLoad angezeigt.
Anhalten des laufenden QuickLoad
Um den aktuellen QuickLoad zu schließen, muss der Benutzer zum Menü Job/QuickLoad zurückkehren und „Schließen“ auswählen.
2- Öffnen - Verwaltung von QuickLoad
Auf dem Bildschirm werden alle zuvor angelegten QuickLoad aufgelistet.
Durch kurzes Drücken der Drucktaste Nr. 1 kehrt man zum vorherigen Menü zurück.
Ein langer Druck auf die Drucktaste Nr. 1 (he) erlaubt das Löschen des ausgewählten QuickLoad oder aller QuickLoad.
Ein kurzer Druck auf die Drucktaste Nr. 2 (✗) erlaubt die Änderung des ausgewählten QuickLoad.
Durch kurzes Drücken der Drucktaste 2 (i) können die Details aller vorher erstellten QuickLoad eingesehen werden.
Fehlercodes
Die folgende Tabelle enthält eine nicht vollständige Liste von Meldungen und Fehlercodes, die möglicherweise erscheinen können.
Führen Sie diese Prüfungen und Kontrollen durch, bevor Sie einen autorisierten Servicetechniker von GYS heranziehen.

Wenn der Bediener sein Gerät öffnen muss, ist es zwingend vorgeschrieben, die Stromzufuhr durch Ziehen des Netzsteckers zu unterbrechen und zur Sicherheit 2 Minuten zu warten.
| Fehler codes | Mitteilungen Lösungen | |
| 001 | FEHLER ÜBERSPANNUNG Elektroinstallation überprüfen | Lassen Sie Ihre Elektroinstallation von einer autorisierten Person überprüfen. |
| 002 | FEHLER UNTERSPANNUNG Elektroinstallation überprüfen | |
| 005 | Schutzleiter- Stromfehler | Streustrom vorhanden. Prüfen Sie die Verkabelung des Schweißzubehörteils (Brenner, Masseklemme, Elektrodenhalter, usw.) |
| 006 | FEHLER KÜHLAGGREGAT Kühleinheit nicht erkannt | Das Kühlaggregat wird nicht erfasst. Überprüfen Sie die Verbindung zwischen dem Kühlaggregat und der Stromquelle. |
| 007 | FEHLER DURCHSATZ Kühlkreislauf verstopft | Prüfen Sie die Kontinuität der Zirkulation der Kühflüssigkeit des Brenners. |
| Sicherung des Kühlaggregats überprüfen. | ||
| 008 | FEHLER WASSERSTAND Wasserstand überprüfen | Füllen Sie den Behälter des Kühlaggregats bis zum oberen Rand (empfohlene Kühflüssigkeit: Art.-Nr. 062511) |
| 009 | KÜHLAGGREGAT Überhitzungsschutz | Warten Sie ein paar Minuten, bis das Kühlaggregat abgekühlt ist. Achten Sie darauf, den empfohlenen Arbeitszyklus für den verwendeten Schweißstrom nicht zu überschreiten. Sorgen Sie dafür, dass die Luftein- und -auslässe nicht blockiert sind. |
| 010 | STROMQUELLE Überhitzungsschutz | Warten Sie ein paar Minuten, bis die Stromquelle abgekühlt ist. Achten Sie darauf, den empfohlenen Arbeitszyklus für den verwendeten Schweißstrom nicht zu überschreiten. |
| 011 | Lüfter Fehler Lüfter | Unterbrechen Sie die Stromzufuhr durch Ziehen des Netzsteckers und prüfen Sie, ob der Lüfter nicht blockiert ist. |
| 012 | BRENNERTASTEREin Brennertaster wird gedrückt | Entfernen Sie den Brenner und prüfen Sie, ob die Meldung noch aktuell ist.Prüfen Sie, ob der Schalter „Gasspülung / Drahtvorschub“ nicht blockiert ist.Prüfen Sie, ob der Brennertaster des MIG/MAG-Brenners nicht blockiert ist. |
| 015 | MOTORGeforderte Geschwindigkeit kann nicht erreicht werden | Prüfen Sie die Druckeinstellungen der Rollen des Drahtvorschubkoffers.Stellen Sie sicher, dass der Schweißdraht nicht im Brennerhülse blockiert ist. |
| 019 | Überlastung, überprüfen Sie Ihre Einstellungen Zum Löschen, drücken Sie auf den Brennertaster und lassen Sie ihn los. | Überprüfen Sie die Einstellungen der Stromquelle und der Installation (Schweißdraht, Rollen, Gas, Brenner usw.)Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch (über Planet GYS). |
| 020 | Probleme beim Starten des Schweißprozesses. Überprüfen Sie Ihre Schweißparameter Drücken Sie auf den Brennertaster und lassen Sie ihn los, um zu löschen | Überprüfen Sie die Einstellungen der Stromquelle und der Installation (Schweißdraht, Rollen, Gas, Brenner usw.)Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch (über Planet GYS). |
| 024 | USB- ÜberlastungZiehen Sie den USB-Stick ab | Wechseln Sie den USB-Stick. |
| - | Es ist ein interner Systemfehler aufgetreten.Starten Sie das Gerät neu | Schalten Sie das Gerät aus und wieder ein.Bleibt das Problem bestehen, führen Sie eine Aktualisierung durch (über Planet GYS) |
| - Fehler | bei der Kalibrierung | Führen Sie erneut eine Kalibrierung der Schweißkabel durch (Menü „Kalibrierung“) |
| - Kein Speicherplatz mehr auf dem Gerät Löschen Sie Jobs, um internen Speicherplatz freizugeben. | ||
| - | Datei %s nicht unterstütztErr %dTrotzdem fortfahren? | Die Daten von dem USB-Stick sind beschädigt. Prüfen Sie Ihre Daten. |
| - Nicht möglich, auf den USB-Stick zu schreiben | Geben Sie Speicherplatz auf dem USB-Stick frei.Bleibt das Problem bestehen, wechseln Sie den USB-Stick. | |
| - | Der USB-Stick scheint nicht erkannt zu werden.Das Bildmaterial aus Schritt Nr. 5 des Aktualisierungsverfahrens wird nicht auf dem Bildschirm angezeigt (siehe allgemeine Anleitung). | 1- Stecken Sie den USB-Stick in den Steckplatz2- Schalten Sie die Stromquelle ein.3- Langes Drücken des Drehrädchens der HMI, um die Aktualisierung zu starten. |
Wenn ein nicht aufgelisteter Fehlercode erscheint oder Ihre Probleme weiterhin bestehen, wenden Sie sich an Ihren Händler.





