
Kronos 250M - Svářecí stroj GYS - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma Kronos 250M GYS ve formátu PDF.
| Značka | GYS |
| Model | Kronos 250M |
| Typ produktu | Víceúčelová svářečka (MIG/MAG, TIG DC, MMA) |
| Elektrické napájení | Jednofázové 230 V (-20% +15%), 50-60 Hz, zásuvka CEE7/7 16 A |
| Rozsah svařovacího proudu MIG/MAG | Až 250 A (v závislosti na drátu a tloušťce) |
| Podporované průměry drátu | Ocel/Nerez: 0,6 až 1,0 mm; Hliník: 0,8 až 1,2 mm; Plněný drát: 0,9 až 1,2 mm |
| Typ cívky | ∅ 200 a 300 mm |
| Pracovní cyklus | Podle normy EN60974-1 při 40 °C, cyklus 10 min (přesné hodnoty na typovém štítku) |
| Elektrická ochrana | IP23S (ochrana proti pevným tělesům >12,5 mm a šikmému dešti) |
| Hlavní funkce | Synergické svařování MIG/MAG, TIG DC s pulzem, MMA s Hot Start, Arc Force, Anti-Sticking; IHM displej s režimy Easy/Expert; ukládání a vyvolání 200 úloh; integrovaná sledovatelnost (volitelně) |
| Nastavení | Tloušťka, proud, rychlost drátu, napětí, délka oblouku, před/po plyn, burnback, crater filler atd. |
| Běžná údržba | Pravidelné čištění stlačeným vzduchem; kontrola elektrických spojů; pravidelná kontrola průtoku plynu |
| Bezpečnost | Tepelná ochrana (generátor a chladicí jednotka), ochrana proti přepětí/podpětí, zemní proud, uzamčení spouště |
| Konektivita | Euro konektor pro MIG/MAG hořák; zdířky pro kladnou a zápornou polaritu; plynový konektor; USB port pro aktualizaci a přenos dat |
| Součástí dodávky | Síťový kabel 5 m, kabel pro přepólování, držák láhve 4 m, ocelové kladky ∅0,8/1,0 |
| Dostupné volitelné příslušenství | TIG hořák (ref. 046108), kladky pro hliník a plněný drát, zařízení pro předehřev plynu pro čistý CO2 |
| Provozní teplota | -10 až +40 °C |
| Skladovací teplota | -20 až +55 °C |
| Maximální nadmořská výška | 1000 m |
| Záruka | 2 roky (díly a práce), kromě běžného opotřebení a nesprávného použití |
Často kladené otázky - Kronos 250M GYS
Dotazy uživatelů ohledně Kronos 250M GYS
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Svářecí stroj ve formátu PDF zdarma! Najděte svůj návod Kronos 250M - GYS a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. Kronos 250M značky GYS.
NÁVOD K OBSLUZE Kronos 250M GYS
Tato příručka rozhraní (HMI) je součástí kompletní dokumentace. K výrobku je přiložen obecný návod. Přečtěte si pokyny v obecné příručce a dodržujte je, zejména bezpečnostní pokyny!
Použití a provoz pouze s následujícími výrobky
| KRONOS 250M | √ |
| KRONOS 250T | √ |
| KRONOS 320T | √ |
| KRONOS 400T DUO | √ |
| KRONOS 400T W | √ |
| WF 35 | √ |
Verze softwaru
Tato příručka popisuje následující verze softwaru:
1.0
Verze softwaru rozhraní se zobrazuje v obecném menu: Systém / Informace
Ovládání zdroje
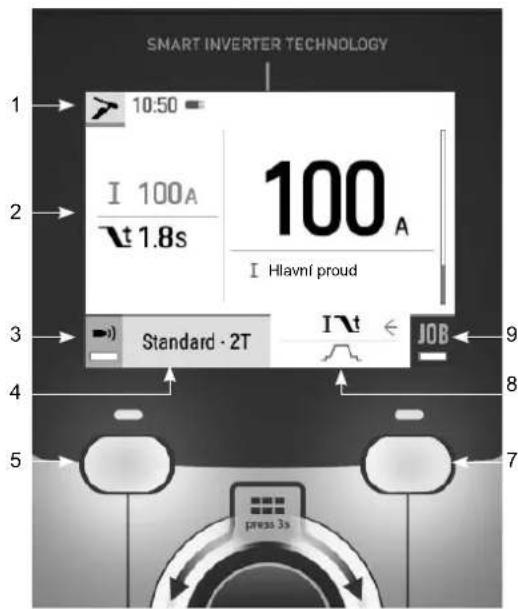
Hlavní obrazovka obsahuje všechny potřebné informace před, během a po svařování. Rozhraní je konfigurovatelné se 2 režimy zobrazení: Standardní nebo Expert.
MIG-MAG WIG

text_image
SMART INVERTER TECHNOLOGY 1 10:36 ÷ 1.0mm ÷ 0.0 m 0.0 3.2 m 51A 14.6V 1.0 mm ÷ Tloušťka. Fe M21 Ø0.8 2T ÷ mi ← JOB 9 8 7 press 3x6
text_image
SMART INVERTER TECHNOLOGY 1 10:50 2 I 100A \t 1.8s 100 A I Hlavní proud 3 Standard · 2T I \t JOB 9 8 4 5 76
| [DOC] | ||
| 1 | Probíhající svařování procesČasový plán, sledovatelnost | |
| 2 | Aktuální nastavení | |
| 3 | Řízení průtoku plynu(Dlouhý stisk) | BP1 |
| 4 | Aktuální parametry procesu BP1 | |
| 5 | Tlačítko 1 (BP1) | |
| 6 | Navigační/nastavovací kolečkoKrátké stisknutí pro potvrzeníDlouhé stisknutí = obecná nabídka | |
| 7 | Tlačítko 2 (BP2) | |
| 8 | Rozšířená nastavení BP2 | |
| 9 | Přístup do JOBu (dlouhý stisk) BP2 | |
| (cwos) | |
| 1 Probíhající svařování procesČasový plán, sledovatelnost | |
| 2 Aktuální nastavení | |
| 3 Plynové čištění (dlouhé stisknutí) BP1 | |
| 4 Aktuální parametry procesu BP1 | |
| 5 Tlačitko 1 (BP1) | |
| 6 Navigační/nastavovací kolečko Krátké stisknutí pro potvrzeníDlouhé stisknutí = obecná nabídka | |
| 7 Tlačitko 2 (BP2) | |
| 8 Rozšířená nastavení BP2 | |
| 9 Přístup do JOBu (dlouhý stisk) BP2 |
Ovládání zdroje
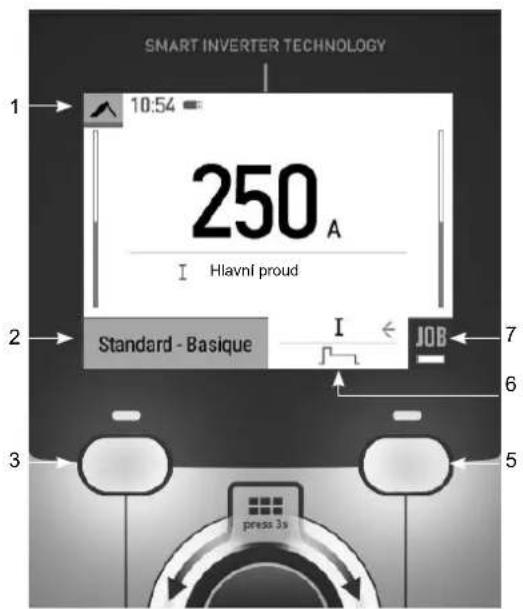
Hlavní obrazovka obsahuje všechny potřebné informace před, během a po svařování. Rozhraní je konfigurovatelné se 2 režimy zobrazení: Easy nebo Expert.
MMA
text_image
SMART INVERTER TECHNOLOGY 1 10:54 250 A I Hlavni proud Standard - Basique I ← JOB 7 6 3 5 press 3s4
| [46Y4] | ||
| 1 | Probíhající svařování procesČasový plán, sledovatelnost | |
| 2 | Aktuální parametry procesu BP1 | |
| 3 | Tlačítko 1 (BP1) | |
| 4 | Navigační/nastavovací kolečkoKrátké stisknutí pro potvrzeníDlouhé stisknutí = obecná nabídka | |
| 5 | Tlačítko 2 (BP2) | |
| 6 | Rozšířená nastavení BP2 | |
| 7 | Dlouhé stisknutí tlačítka BP2(Dlouhé stisknutí) | BP2 |
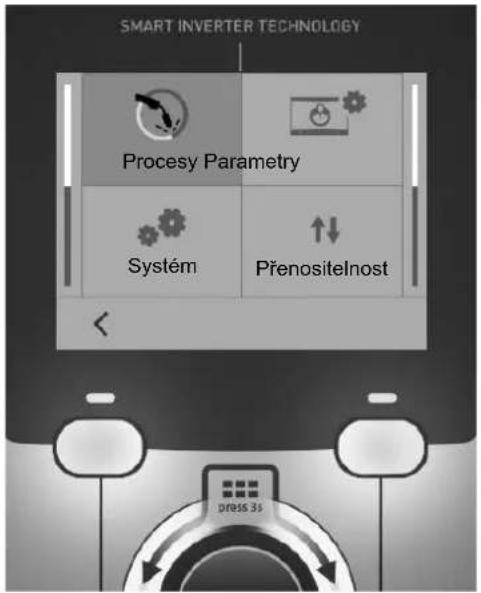
Obecné menu
Navigace mezi jednotlivými bloky se provádí pomocí kolečka.
Na hlavní obrazovce se dlouhým stisknutím ovládacího kolečka dostanete do hlavní nabídky.
Krátkým stisknutím tlačítka č. 1 (se vrátíte do předchozí nabídky nebo přejdete na hlavní obrazovku.
text_image
SMART INVERTER TECHNOLOGY Procesy Parametry Systém Přenositelnost press 3sRežimy
MIG-MAG (GMAW/FCAW)
Poloautomatické svařování v ochranné atmosféře
TIG (GTAW)
Obloukové svařování netavící se elektrodou v ochranné atmosféře
MMA (SMAW)
Obloukové svařování obalenou elektrodou
Parametry
Režim zobrazení
- Standardní : zjednodušené zobrazení vhodné pro naprostou většinu uživatelů.
- Expert: kompletní displej vhodný pro zkušené svářeče. Umožňuje nastavit časy jednotlivých fází svařovacího cyklu.
Jazyk
Výběr jazyka rozhraní (francouzština, angličtina, němčina atd.).
Jednotky měření
Volba zobrazení systému jednotek : International (SI) nebo Imperial (USA).
Pojmenování materiálů
Évropská norma (EN) nebo americká norma (AWS).
Svítivost
Upravuje jas obrazovky rozhraní (nastavení od 1 (tmavý vzhled) do 10 (velmi jasný)).
Systém
Název zařízení
Informace o názvu zařízení a možnosti jeho personalizace.
Hodiny
Nastavení času, data a formátu (AM/PM).
Chladicí jednotka (pouze pro zdroj s chladicí jednotkou)
- OFF: chladicí jednotka je deaktivována.
- ON : chladicí jednotka je trvale aktivní.
- AUTO : automatické řízení (aktivace během svařování a deaktivace 10 minut po skončení svařování)
ČIŠTĚNÍ funkce určené k čištění chladící jednotky nebo plnění svazků, jsou ochrany zablokovány (viz obecné pokyny pro bezpečné čištění výrobku).
Informace
Konfigurační údaje pro systémové součásti produktu:
- Model
- Sériové číslo
- Název zařízení
- Verze softwaru

Stiskněte tlačítko 2:
Export konfigurace stroje na USB disk (není součástí dodávky)
Produktivita
Údaje o použití výrobku :
- Doba zapnutí
- Doba svařování
- Atd
Reset
Obnoví nastavení produktu:
- Částečné : výchozí hodnota aktuálního svařovacího procesu.
- Celkové : všechna konfigurační data zařízení budou obnovena na tovární nastavení.
Sledovatelnost
*Tato funkce není ve výchozím nastavení povolena. Lze jej aktivovat prostřednictvím online konfigurátoru, který je k dispozici na stránce Planet GYS / Tools / Produktová konfigurace. Chcete-li ji aktivovat, obrat’te se na svého distributora.
Toto rozhraní pro správu svařování umožňuje sledovat/zaznamenávat všechny fáze svařovací operace, svar po svaru, během průmyslové výroby. Tento kvalitativní přístup zajišťuje post-produkční kvalitu svařování umožňující analýzu, vyhodnocení, reporting a dokumentaci zaznamenaných parametrů svařování. Tato funkce umožňuje přesné a rychlé shromažďování a ukládání požadovaných údajů v rámci normy EN ISO 3834. Obnovení těchto dat je možné pomocí exportu na USB klíč.
1 - Start - Vytvoření sledovatelnosti
- Stisknutím kolečka přizpůsobte název jobu.
- Interval odběru vzorků :
- Hold : Žádné zaznamenávání hodnot proudu/napětí (průměr na šňůře) během svařování.
- 250 ms, 500 ms atd. : Záznam hodnot proudu/napětí (průměr na šňůře) každých «X» milisekund nebo sekund během svařování.
Stisknutím tlačitka «REC» zahájíte sledovatelnosti.
Zobrazení sledovatelnosti
V levém horním rohu hlavní obrazovky se zobrazí červená ikona, která signalizuje, že je zaznamenávána sledovatelnost.
Stop - Zastavení sledovatelnosti
Pokud chce uživatel zastavit sledovatelnost během kroku svařování, musí se vrátit do bloku Sledovatelnost a vybrat možnost «Zastavit».
Exportovat
Óbnovení těchto informací se provádí exportem dat na USB klíč, který není součástí dodávky. Data .CSV lze otevřít pomocí tabulkového procesoru (Microsoft Excel®, Calc OpenOffice® atd.). Název souboru je spojen s názvem stroje a sériovým číslem.
2 - Start - Správa sledovatelnosti
Na obrazovce se zobrazí seznam dříve vytvořených jobů. Krátkým stisknutím tlačítka č. 1 se vrátíte do předchozí nabídky. Dlouhý stisk tlačítka č. 1 (numožňuje odstranit aktivní job nebo všechny joby. Dlouhým stisknutím tlačítka č. 2 (kytvořit novou sledovatelnosti. Krátké stisknutí tlačítka č. 2 (i) umožňuje zobrazit podrobnosti o každé z dříve vytvořených jobů.
Přenositelnost
Import Config.
Načtení konfigurace stroje z paměti USB (adresář : Vyměnitelný diskPORTABILITY\CONFIG) do stroje. Dlouhým stisknutím tlačítka č. 1 (klze odstranit konfigurace klíče USB.
Export Config.
Exportování konfigurace počítače na paměťové zařízení USB (adresář : Vyměnitelný diskPORTABILITY\CONFIG).
Import jobu
Import jobů podle procesů přítomných v adresáři Vyměnitelný diskPortability Z PAMĚTI USB DO POČÍTAČE.
Export jobü
Exportování jobů ze stroje na paměťové zařízení USB podle postupů (adresář : Vyjimatelný disk \ Portability \ Job) Dejte si pozor, že staré joby na disku USB mohou být odstraněny.
Abyste zabránili ztrátě dat během importu nebo exportu dat, nevyjímejte paměťovou kartu USB ani nevypínejte přístroj. Název souboru je spojen s názvem stroje a sériovým číslem.
USB disk není součástí dodání.
Kalibrace
Kalib. Startovací kabely
Funkce určená ke kalibraci svařovacího příslušenství, jako je hořák MIG, kabel + držák elektrody a kabel + zemnicí svorka. Účelem kalibrace je kompenzovat odchylky v délce příslušenství, aby bylo možné upravit zobrazené měření napětí. Spuštěný proces je vysvětlen pomocí animace na obrazovce.
Důležité: Kalibraci kabelu je třeba opakovat při každé výměně hořáku, svazku nebo zemnicího kabelu, aby bylo zajištěno optimální svařování.
Řízení průtoku plynu (MIG-MAG)
Na hlavní obrazovce můžete dlouhým stisknutím tlačítka č. 1 nastavit průtok plynu na manometru, aniž byste museli odvíjet přívodní vodič. Spuštěný proces je vysvětlen pomocí animace na obrazovce. Průtok plynu by měl být pravidelně kontrolován, aby bylo zajištěno optimální svařování.
Čištění plynu (TIG)
Přítomnost kyslíku v plameni může vést ke snížení mechanických vlastností a může mít za následek snížení odolnosti proti korozi. Chcete-li vyčistit hořák od plynu, stiskněte a podržte tlačítko č. 1 a postupujte podle pokynů na displeji.
Nakládání drátu (MIG-MAG)

Chcete-li odvíjet drát v hořáku MIG/MAG bez spotřeby plynu, postupujte podle níže uvedeného postupu:
1- Držte spoušt' stisknutou v nesvařovacípoloze.
2- Jakmile se na obrazovce zobrazí postup, můžete spoušť uvolnit.
3 - Drát se začne odvíjet. Ve výchozím nastavení pracuje 3m rychlostí 5 m/min. Tyto hodnoty můžete změnit pomocí kolečka.
Pokud chcete animaci ukončit, aniž byste čekali na dokončení podávání drátu, stiskněte krátce spoušť.
Ukládání a vyvolání jobů
Přístupné přes ikonu «JOB» na hlavní obrazovce.
Nastavení při svařování jsou automaticky uložena a vyvolana při další zapnutí.
Kromě nastavení při svařování, je možné uložit a vyvolat různé konfigurace, nazvané JOBy
Pro proces MIG/MAG je k dispozici 200 pracovních míst a pro proces TIG a MMA 100 pracovních míst. Ukládání je založeno na aktuálních parametrech procesu a aktuálním nastavení.
Job
Tento režim JOB umožnuje vytvářet, ukládat, vyvolávat a mazat Joby.
1- Uložit jako - Vytvoření Jobu
Stisknutím kolečka přizpůsobte název Jobu. Ověřte stisknutím tlačítka č. 2.
Zobrazení aktuálního Jobu
V pravé dolní části obrazovky se zobrazí číslo Jobu.
Zastavení aktuálního Jobu
Pokud chce uživatel aktuální Job zavřít, musí se vrátit do nabídky úlohy a vybrat možnost «Zavřít».
2 - Otevřít - Správa Jobů
Na obrazovce se zobrazí seznam dříve vytvořených Jobů.
Krátkým stisknutím tlačítka č. 1 se vrátíte do předchozí nabídky
Dlouhý stisk tlačitka č. 1 (modstraní vybraný JOB nebo všechny JOBy.
Krátké stisknutí tlačítka č. 2 (i) umožňuje zobrazit podrobnosti o každé z dříve vytvořených JOBů.
QuickLoad - Vyvolání JOBů na spoušti, když se nesvařuje.
QuickLoad je režim vyvolání JOBů (max. 20) mimo svařování a je možný pouze v procesech MIG-MAG a TIG. Ze seznamu dříve vytvořených JOBů se JOB vyvolá krátkým stisknutím spouště. Podporovány jsou všechny režimy spouštění a svařování.
1 - Nový - Vytvoření nástroje QuickLoad
- Stisknutím kolečka přizpůsobte název funkce QuickLoad.
- Zvolte počet JOBů, které mají být vyvolány, v rozmezi 2 až 20.
- Zvolte citlivost spouště: pomalá, normální nebo rychlá
• Výběr JOBů, která mají být odvolána
Stisknutím tlačítka č. 2 potvrd'te vytvoření funkce QuickLoad.
Zobrazení aktuálního QuickLoad
V pravé dolní části obrazovky se zobrazí číslo QuickLoad.
Zastavení probíhajícího načítání QuickLoad
Chcete-li zavřít aktuální QuickLoad, musí se uživatel vrátit do nabídky JOB/QuickLoad a vybrat možnost «Zavřít».
2 - Otevřít - Řízení QuickLoad
Na obrazovce se zobrazí seznam dříve vytvořených aplikací QuickLoad.
Krátkým stisknutím tlačítka č. 1 se vrátíte do předchozí nabídky.
Dlouhý stisk tlačítka č. 1 (Podstraní vybranou nebo všechny QuickLoady.
Dlouhý stisk tlačítka č. 2 (J umožňuje upravit vybranou funkci QuickLoad.
Krátké stisknutí tlačítka č. 2 (i) umožňuje zobrazit podrobnosti o každém dříve vytvořeném rychlém načtení.
Chybové kódy
V následující tabulce je uveden neúplný seznam zpráv a chybových kódů, které se mohou objevit.
Před přivoláním autorizovaného technika GYS proved'te tyto kontroly a ověření.

Pokud uživatel potřebuje výrobek otevřít, musí povinně odpojit napájení vytažením zástrčky ze zásuvky a z bezpečnostních důvodů počkat 2 minuty.
| Chybové kódy | Zprávy Rešení | |
| 001 | PŘEPĚTOVÁ PORUCHAZkontrolujte elektrickou instalaci | Nechte si zkontrolovat elektrickou instalaci autorizovanou osobou. |
| 002 | PODPĚTOVÁ PORUCHAZkontrolujte elektrickou instalaci | |
| 005 Porucha zemního proudu | Přítomnost bludného proudu. Zkontrolujte zapojení svařovacího příslušenství (hořák, zemnicí svorka, držák elektrody atd.) | |
| 006 | PORUCHA CHLADICÍ JEDNOTKYChladicí jednotka nebyla detekována | Chladicí jednotka již není detekována. Zkontrolujte spojení mezi chladicí jednotkou a generátorem. |
| 007 | PORUCHA PRŮTOKUUcpaný chladicí systém | Ověřit kontinuitu cirkulace kapaliny. |
| Zkontrolujte pojistku chladicí jednotky. | ||
| 008 | PORUCHA HLADINY VODYZkontrolujte hladinu vody | Naplňte nádržku chladiče až po okraj (doporučená chladicí kapalina: č. 062511) |
| 009 | CHLADICÍ JEDNOTKATeplotní ochrana | Počkejte několik minut, než chladicí jednotka vychladne.Dbejte na to, aby nebyl překročen doporučený pracovní cyklus pro použitý svařovací proud.Ujistěte se, že vstupy a výstupy vzduchu nejsou ucpané. |
| 010 | ZDROJTeplotní ochrana | Počkejte několik minut, než generátor vychladne.Dbejte na to, aby nebyl překročen doporučený pracovní cyklus pro použitý svařovací proud. |
| 011 | VentilátorPorucha ventilátoru | Vypněte zdroj napájení vytažením zástrčky ze zásuvky a zkontrolujte, zda není zablokován ventilátor. |
| 012 | SPOUŠT'Stiskne se spoušť | Vyjměte hořák a zkontrolujte, zda je zpráva stále aktuální.Zkontrolujte, zda není zablokován přepínač «čištění plynu/ posuv drátu».Zkontrolujte, zda není zablokován spouštěcí mechanismus hořáku MIG/MAG. |
| 015 | POHONNelze dosáhnout požadované rychlosti | Zkontrolujte nastavení přítlaku motorových válců.Zkontrolujte, zda není drát zablokován v plásti hořáku. |
| 019 | Přetížení, Zkontrolujte prosím své nastaveníStisknutím a uvolněním spouště vymažete | Zkontrolujte nastavení a instalaci generátoru (drát, válečky, plyn, hořák atd.)Pokud problém přetrvává, provedte aktualizaci (prostřednictvím služby Planet GYS). |
| 020 | Problém při spuštění svařováníZkontrolujte prosím parametry svařováníStisknutím a uvolněním spouště vymažete | Zkontrolujte nastavení a instalaci generátoru (drát, válečky, plyn, hořák atd.)Pokud problém přetrvává, provedte aktualizaci (prostřednictvím služby Planet GYS). |
| 024 | Přetížení USBOdpojte USB klíč | Vyměňte USB klíč. |
| - | Došlo k interní systémové chybě.Restartujte prosím svůj produkt | Vypněte a znovu zapněte výrobek.Pokud problém přetrvává, provedte aktualizaci (prostřednictvím Planet GYS) |
| - Chyba | během kalibrace Překalibrujte svařovací kabely (nabídka «Kalibrace») | |
| - Zádný | paměťový prostor v zařízení Odstraněním joby uvolníte místo v interním úložišti. | |
| - | Soubor %s není podporovánChyba %dPokračovat i tak? | Data na klíči USB jsou poškozená. Zkontrolujte svá data. |
| - | Nelze zapisovat na USB klíč | Uvolněte místo na USB klíči.Pokud problém přetrvává, vyměňte USB klíč. |
| - | Zdá se, že USB klíč není rozpoznán. Na obrazovce se nezobrazí krok 5 postupu aktualizace (viz obecné pokyny). | 1- Vložte klíč USB do slotu.2- Zapněte zdroj.3- Stisknutím a podržením kolečka HMI vynutíte aktualizaci. |
Pokud se objeví chybový kód, který není uveden v seznamu, nebo pokud problémy přetrvávají, obrat'te se na svého distributora.




