
Kronos 250M - Estación de soldadura GYS - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Kronos 250M GYS en formato PDF.
| Marca | GYS |
| Modelo | Kronos 250M |
| Tipo de producto | Equipo de soldadura multiproceso (MIG/MAG, TIG DC, MMA) |
| Alimentación eléctrica | Monofásico 230 V (-20% +15%), 50-60 Hz, enchufe CEE7/7 16 A |
| Rango de corriente de soldadura MIG/MAG | Hasta 250 A (según hilo y espesor) |
| Diámetros de hilo soportados | Acero/Inox: 0,6 a 1,0 mm; Aluminio: 0,8 a 1,2 mm; Hilo tubular: 0,9 a 1,2 mm |
| Tipo de bobina | ∅ 200 y 300 mm |
| Ciclo de trabajo | Según norma EN60974-1 a 40°C, ciclo de 10 min (valores exactos en placa de características) |
| Protección eléctrica | IP23S (protección contra cuerpos sólidos >12,5 mm y lluvia oblicua) |
| Funciones principales | Soldadura sinérgica MIG/MAG, TIG DC con pulso, MMA con Hot Start, Arc Force, Anti-Sticking; pantalla IHM con modos Easy/Expert; memorización y recuperación de 200 trabajos; trazabilidad integrada (opcional) |
| Ajustes | Espesor, corriente, velocidad de hilo, tensión, longitud de arco, pre/post gas, burnback, crater filler, etc. |
| Mantenimiento habitual | Desempolvado regular con soplador; verificación de las conexiones eléctricas; control periódico del caudal de gas |
| Seguridad | Protección térmica (generador y grupo frío), protección contra sobretensión/baja tensión, defecto de corriente de tierra, bloqueo del gatillo |
| Conectividad | Conector Euro para antorcha MIG/MAG; casquillos de polaridad positiva y negativa; conector de gas; puerto USB para actualización y transferencia de datos |
| Accesorios incluidos | Cable de red 5 m, cable de inversión de polaridad, soporte de botella 4 m, rodillos de acero ∅0,8/1,0 |
| Opciones disponibles | Antorcha TIG (ref. 046108), rodillos para aluminio y hilo tubular, dispositivo de precalentamiento de gas para CO2 puro |
| Temperatura de funcionamiento | -10 a +40 °C |
| Temperatura de almacenamiento | -20 a +55 °C |
| Altitud máxima | 1000 m |
| Garantía | 2 años (piezas y mano de obra), excepto desgaste normal y mal uso |
Preguntas frecuentes - Kronos 250M GYS
Preguntas de los usuarios sobre Kronos 250M GYS
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones Kronos 250M - GYS y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Kronos 250M de la marca GYS.
MANUAL DE USUARIO Kronos 250M GYS
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL

Estas instrucciones se deben leer y comprender antes de toda operación.
Toda modificación o mantenimiento no indicado en el manual no se debe llevar a cabo.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante. En caso de problema o de incertidumbre, consulte con una persona cualificada para manejar correctamente el aparato.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de soldadura dentro de los límites indicados en el aparato y el manual. Se deben respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inflamable u otras sustancias corrosivas. Igualmente para su almacenado. Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura:
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud:
Hasta 1000 m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS OTROS
La soldadura al arco puede ser peligrosa y causar lesiones graves e incluso mortales.
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiación lumínica del arco, de campos electromagnéticos (atención a los que lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demás, siga las instrucciones de seguridad siguientes:

Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran todo el cuerpo.

Utilice guantes que aseguren el aislamiento eléctrico y térmico.

Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suficiente (variable según aplicaciones). Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de soldadura de los rayos del arco, proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas adecuadas para protegerse.

Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado (así como cualquier otra persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador).
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado responsable en caso de accidente.

Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Cuando se hace un mantenimiento de la antorcha o portaelectrodos, se debe asegurar que esta esté lo suficientemente fría y espere al menos 10 minutos antes de toda intervención. El grupo de refrigeración se debe encender cuando se utilice una antorcha refrigerada por líquido para que el líquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS

El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación suficiente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación insuficiente.
Compruebe que la aspiración es eficaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro.
La soldadura no se debe efectuar cerca de grasa o de pintura.
RIESGO DE FUEGO Y DE EXPLOSIÓN

Proteja completamente la zona de soldadura, los materiales inflamables deben alejarse al menos 11 metros. Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las fisuras. Pueden generar un incendio o una explosión.
Aleje las personas, objetos inflamables y contenedores a presión a una distancia de seguridad suficiente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inflamable o explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inflamables.
BOTELLAS DE GAS

El gas que sale de las botella puede ser una fuente de sofocamiento en caso de concentración en el espacio de soldadura (comprobar bien).
El transporte debe realizarse de forma segura: cilindros cerrados y la fuente de energía de soldadura apagada. Se deben colocar verticalmente y sujetadas con un soporte para limitar el riesgo de caída.
Cierre la botella entre dos usos. Atención a las variaciones de temperatura y a las exposiciones al sol.
La botella no debe entrar en contacto con una llama, un arco eléctrico, una antorcha, una pinza de masa o cualquier otra fuente de calor o de incandescencia.
Cuidado al abrir la válvula de una botella, hay que alejar la cabeza de la válvula y asegurarse de que el gas utilizado es el apropiado para el proceso de soldadura.
SEGURIDAD ELÉCTRICA

La red eléctrica utilizada debe tener imperativamente una conexión a tierra. Utilice el tamaño de fusible recomendado sobre la tabla de indicaciones.
Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del generador de corriente cuando este está encendido (antorchas, pinzas, cables, electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se descarguen.
No toque al mismo tiempo la antorcha o el portaelectrodos y la pinza de masa.
Cambie los cables y antorcha si estos están dañados, acudiendo a una persona cualificada. Dimensione la sección de los cables de forma adecuada a la aplicación. Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugar donde trabaje.
CLASIFICACIÓN CEM DEL MATERIAL

Este aparato de Clase A no está previstos para ser utilizado en un lugar residencial donde la corriente eléctrica está suministrada por la red eléctrica pública de baja tensión. En estos lugares puede encontrar dificultades a nivel de potencia para asegurar una compatibilidad electromagnética, debido a las interferencias propagadas por conducción y por radiación con frecuencia radioeléctrica.

Bajo condición que la impedancia de la red pública de alimentación baja tensión al punto de acoplamiento sea inferior a Zmax = 0.354 Ohms, este material esta conforme a la CEI 61000-3-11 y puede ser conectado a las redes públicas de alimentación baja tensión. Es de la responsabilidad del instalador o del usuario del material de asegurarse, consultando el operador de la red de distribución si fuese necesario, que la impedancia de la red está conforme con las restricciones de impedancia.
Este material es conforme a la norma CEI 61000-3-12.
EMISIONES ELECTROMAGNÉTICAS

La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de soldadura produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los soldadores.
Todos los soldadores deben utilizar los siguientes procedimientos para minimizar la exposición a los campos electromagnéticos del circuito de
soldadura:
- coloque los cables de soldadura juntos - asegúrelos con una abrazadera, si es posible;
- Coloque su cabeza y torso lo más lejos posible del circuito de soldadura.
No enrolle cables de soldadura alrededor de su cuerpo. - no coloque su cuerpo entre los cables de soldadura. Sujete los dos cables de soldadura en el mismo lado del cuerpo;
- Conecte el cable de retorno a la pieza lo más cerca posible de la zona a soldar;
- no trabaje junto a la fuente, no se siente o se apoye en la fuente de corriente de soldadura.
- No suelde mientras transporta la fuente de energía de soldadura o el cable de soldadura.

Las personas con marcapasos deben consultar un médico antes de utilizar este aparato.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen hasta ahora.
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALACIÓN DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el usuario debe resolver la situación siguiendo las recomendaciones del manual de usuario o consultando el servicio técnico del fabricante. En algunos casos, esta acción correctiva puede ser tan simple como una conexión a tierra del circuito de soldadura. En otros casos, puede ser necesario construir una pantalla electromagnética alrededor de la fuente de corriente de soldadura y de la pieza entera con filtros de entrada. En cualquier caso, las perturbaciones electromagnéticas deben reducirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar el aparato de soldadura al arco, el usuario deberá evaluar los problemas electromagnéticos potenciales que podría haber en la zona donde se va a instalar. Se debe considerar lo siguiente:
a) la presencia por encima, por debajo y junto al equipo de soldadura por arco de otros cables de alimentación, control, señal y teléfono;
b) receptores y transmisores de radio y televisión;
c) ordenadores y otros equipos de control;
d) equipos críticos para la seguridad, por ejemplo, la protección de equipos industriales;
e) la salud de los vecinos, por ejemplo, el uso de marcapasos o audífonos;
f) el equipo utilizado para la calibración o la medición;
g) la inmunidad de otros equipos en el entorno.
El usuario deberá asegurarse de que los aparatos del local sean compatibles entre ellos. Esto puede requerir medidas de protección adicionales;
h) la hora del día en que se van a realizar las soldaduras u otras actividades.
La dimensión de la zona conjunta a tomar en cuenta depende de la estructura del edificio y de las otras actividades que se lleven a cabo en el lugar. La zona se puede extender más allá de los límites de las instalaciones.
Evaluación de las instalaciones de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco puede servir para determinar y resolver los problemas de alteraciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especificado en el Artículo 10 de la CISPR 11. Las medidas hechas en el lugar pueden permitir al mismo tiempo confirmar la eficacia de las medidas de mitigación.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCCIÓN DE EMISIONES ELECTROMAGNÉTICAS
a. Alimentación pública: El equipo de soldadura por arco debe conectarse a la red eléctrica pública de acuerdo con las recomendaciones del fabricante. Si se produjeran interferencias, podría ser necesario tomar medidas de prevención suplementarias como el filtrado de la red pública de alimentación eléctrica. Se recomienda apantallar el cable de red eléctrica en un conducto metálico o equivalente para material de soldadura instalado de forma fija. Conviene asegurar la continuidad eléctrica del apantallado sobre toda la longitud. Se recomienda conectar el cable apantallado al generador de soldadura para asegurar un buen contacto eléctrico entre el conducto y la fuente de soldadura.
b. Mantenimiento de equipos de soldadura por arco: El equipo de soldadura por arco debe someterse a un mantenimiento rutinario según las recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas estén correctamente cerradas cuando se utilice el material de soldadura al arco. El material de soldadura al arco no se debe modificar de ningún modo, salvo modificaciones y ajustes mencionados en el manual de instrucciones del fabricante. Se recomienda, en particular, que los dispositivos de cebado y de estabilización de arco se ajusten y se les haga un mantenimiento siguiendo las recomendaciones del fabricante.
c. CABLES DE SOLDADURA: Conviene que los cables sean lo más cortos posible, colocados cerca y a proximidad del suelo sobre este.
d. Conexión equipotencial: Hay que tener en cuenta la unión de todos los objetos metálicos de los alrededores. En cualquier caso, los objetos metálicos junto a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas eléctricas si toca estos elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Puesta a tierra de la pieza: Cuando la pieza no está conectada a tierra por seguridad eléctrica o por su tamaño y ubicación, como en el casco de un barco o el acero estructural de un edificio, una conexión que conecta a tierra la pieza puede, en algunos casos y no siempre, reducir las emisiones. Conviene evitar la conexión a tierra de piezas que podrían incrementar el riesgo de heridas para los usuarios o dañar otros materiales eléctricos. Si fuese necesario, conviene que la conexión a tierra de la pieza a soldar se haga directamente, pero en algunos países no se autoriza este conexión directa, por lo que conviene que la conexión se haga con un condensador apropiado seleccionado en función de la normativa nacional.
f. Protección y blindaje: La protección selectiva y el apantallamiento de otros cables y equipos en el área circundante pueden limitar los problemas de interferencia. La protección de toda la zona de soldadura puedes ser necesaria para aplicaciones especiales.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA

No utilice los cables o la antorcha para desplazar el aparato. Se debe desplazar en posición vertical.
No transporte el generador de corriente por encima de otras personas u objetos.
No eleve una botella de gas y el generador al mismo tiempo. Sus normas de transporte son distintas.
Es preferible quitar la bobina antes de elevar o transportar el generador.
INSTALACIÓN DEL MATERIAL
- La fuente de corriente de soldadura se debe colocar sobre una superficie cuya inclinación máxima sea 10°.
- Coloque la máquina en una zona lo suficientemente amplia para airearla y acceder a los comandos.
- No utilice en un entorno con polvos metálicos conductores.
- La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
- El equipo tiene clasificación IP23S, lo que significa :
- Una protección contra el acceso a las partes peligrosas con un dedo y contra objetos sólidos con un diámetro superior o igual a 12.5mm.
- protección contra la lluvia dirigida a 60° con respecto a la vertical cuando sus partes móviles (ventilador) están paradas.
Por lo tanto, este equipo puede almacenarse en el exterior de acuerdo con el grado de protección IP23.

Las corrientes vagabundas de soldadura pueden destruir los conductores de tierra, dañar el equipo y los dispositivos eléctricos y provocar el calentamiento de los componentes, pudiendo causar un incendio.
- Todas las conexiones de soldadura deben conectarse con firmeza, compruebe con regularidad.
- Asegúrese de que la fijación de la pieza es sólida y sin problemas eléctricos.
- Fije o deje en suspensión todos los elementos conductores de electricidad de la fuente de soldadura como el chasis, carrito y los sistemas de elevado para que estén aislados.
- No coloque otros equipos como taladros, aparatos de afilado, etc sobre la fuente de soldadura, el carrito o los sistemas de elevado sin que estén aislados.
- Coloque siempre las antorcha de soldadura o los portaelectrodos sobre una superficie aislada cuando no estén siendo utilizados.
Los cables de alimentación, de prolongación y de soldadura deben estar completamente desenrollados para evitar cualquier sobrecalentamiento.

El fabricante no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso incorrecto y peligroso de este aparato.
MANTENIMIENTO / CONSEJOS


- El mantenimiento sólo debe realizarse por personal cualificado. Se aconseja efectuar un mantenimiento anual.
-
Corte el suministro eléctrico, luego desconecte el enchufe y espere 2 minutos antes de trabajar sobre el aparato. En su interior, la tensión y la intensidad son elevadas y peligrosas.
-
De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para pedir a un personal cualificado que compruebe que las conexiones eléctricas estén bien en sitio con una herramienta aislada.
- Compruebe regularmente el estado del cable de alimentación. Si el cable de alimentación está dañado, debe ser sustituido por el fabricante, su servicio post-venta o una persona con cualificación similar, para evitar cualquier peligro.
- Deje los orificios del equipo libres para la entrada y la salida de aire.
- No utilice este generador de corriente para deshelar cañerías, recargar baterías/acumuladores o arrancar motores.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que el generador está desconectado de la red eléctrica. Las conexiones en serie o en paralelo del generador están prohibidas. Se recomienda utilizar los cables de soldadura suministrados con el aparato para obtener los ajustes óptimos del producto.
DESCRIPCIÓN
Este equipo es una fuente de alimentación monofásica para la soldadura semi automatica « sinergica » (MIG o MAG), la soldadura al electrodo revestido (MMA) y la soldadura al electrodo TIG. Soporta bobinas de 200 mm y 300mm de diámetro
DESCRIPCIÓN DEL EQUIPO (II)
1- Soporte bobina ∅ 200/300 mm 10- Conector Euro (antorcha)
2- Cubierta de la caja de accesorios 11- Conector de gas
3- Soporte de cables 12- Cable de conexión (5 m)
4- Soporte de antorcha 13- Soporte para botella 4 m
5- IHM (Interface Homme Machine) 14- Trampilla USB
6- Interruptor START/STOP 15- Moto-devanadera
7- Conector de polaridad positiva
8- Cable de inversión de polaridad
9- Conector de polaridad negativa
3
INTERFAZ HOMBRE-MÁQUINA (IHM)

IHM
Lea las instrucciones de uso de la interfaz (IHM) que forman parte de la documentación completa del equipo.
RED ELÉCTRICA - PUESTA EN MARCHA
Este material incluye una clavija de 16 A de tipo CEE7/7 y se debe conectar a una instalación eléctrica monofásica de 230V (50-60 Hz) de tres hilos con el neutro conectado a tierra.
La corriente efectiva absorbida (I1eff) está señalada sobre el equipo para condiciones de uso máximas. Compruebe que la alimentación y sus protecciones (fusible y/o disyuntor) sean compatibles con la corriente necesaria durante su uso. En algunos países, puede ser necesario cambiar el enchufe para permitir el uso en condiciones máximas.
- El generador de potencia funciona sobre una tensión eléctrica de 230 V -20% +15%. Entra en protección si la tensión de alimentación es inferior a 185Veff o superior a 265Veff. (aparecerá un código de fallo en la pantalla).
- La puesta en marcha se realiza pulsando el interruptor START/STOP (On), por el contrario la parada se realiza pulsando el mismo interruptor (Off). ¡Atención! No interrumpa nunca la alimentación eléctrica cuando esté en uso.
CONEXIÓN SOBRE GRUPO ELECTRÓGENO
Este equipo puede funcionar con generadores siempre que la energía auxiliar cumpla los siguientes requisitos:
- LLa tensión debe ser alterna, su valor RMS debe ser de 230 V -20% +15%, y la tensión de pico inferior a 400 V,
- La frecuencia debe estar entre 50 y 60 Hz.
Es imperativo comprobar estas condiciones, ya que muchos grupos electrógenos producen picos de alta tensión que pueden dañar los aparatos.
USO DE PROLONGADOR ELÉCTRICO
Todos los prolongadores deben tener un tamaño de sección apropiados a la tensión del aparato. Utilice un prolongador que se ajuste a las normativas nacionales.
| Tensión de entrada Longitud - Sección del cable de extensión (Longitud < 45m) | |
| 230 V 2.5 mm ^2 | |
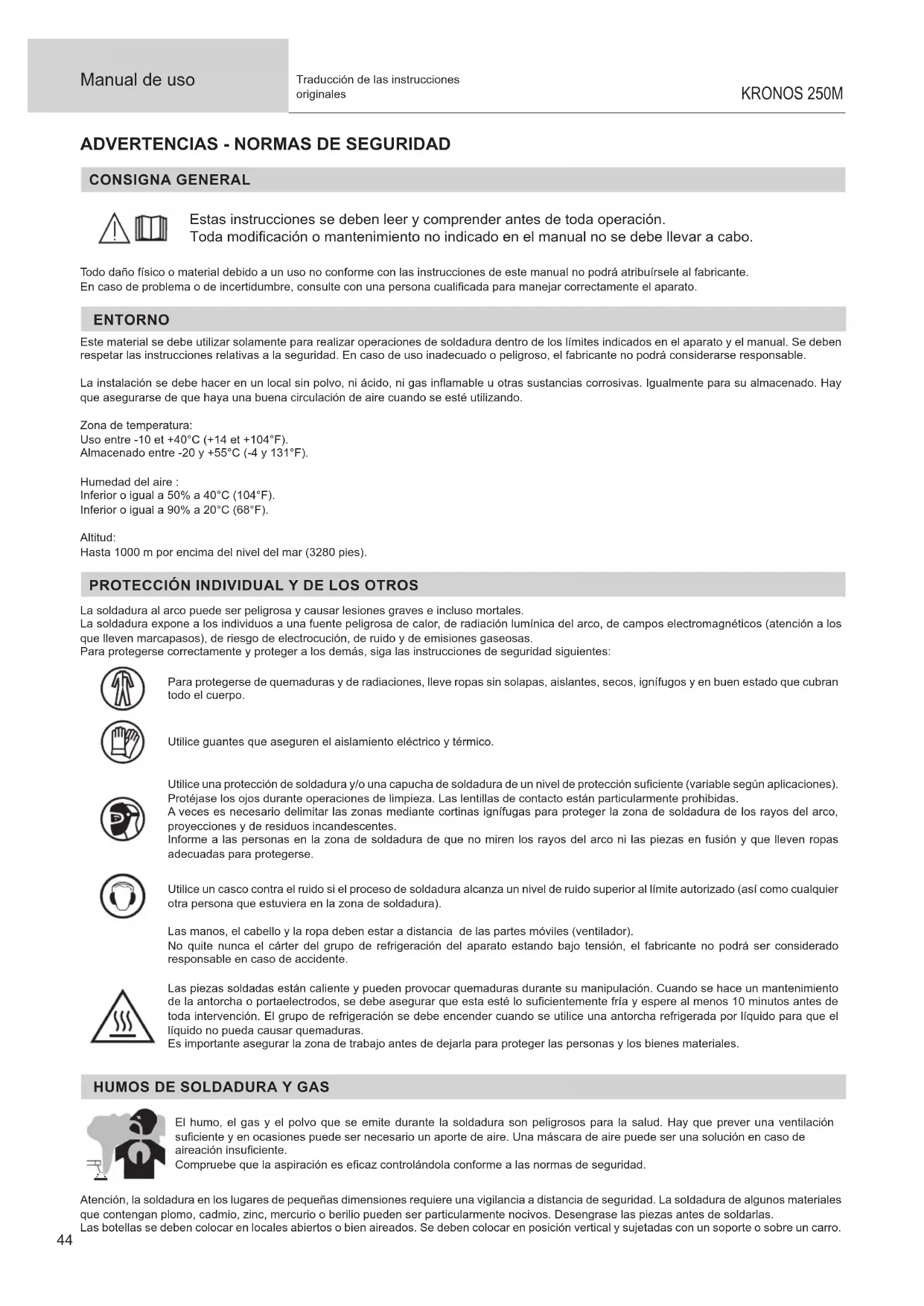
INSTALACIÓN DE LA BOBINA
text_image
a b a b c- Retire la boquilla (a) y el tubo de contacto (b) de su antorcha MIG/MAG.
- Abra la escotilla del generador.
- Coloque la bobina en su soporte.-
- Observe la clavija de accionamiento (c) en el soporte de la bobina. Para montar una bobina de 200 mm, apriete al máximo el soporte de plástico de la bobina (a).
- Ajuste la rueda de freno (b) para evitar que la inercia de la bobina enrede el hilo cuando la soldadura se detenga. Evite apretar demasiado, pues podría provocar un sobrecalentamiento del motor.
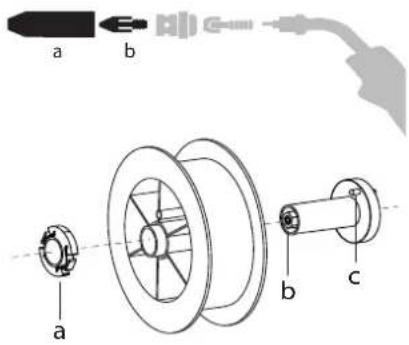
CARGAR EL HILO DE RELLENO
Para cambiar los rodillos, proceda como sigue:
- Afloje el pomo (a) al máximo y bájelo.
-Desbloquee los rodillos desenroscando los tornillos de sujeción (b). - Coloque los rodillos del motor adecuados para su aplicación y apriete los tornillos de sujeción.
Los rodillos suministrados son de doble ranura: - acero ∅ 0.8/1.0

flowchart
graph TD
A["Top Column"] --> B["Side Column 1"]
A --> C["Side Column 2"]
A --> D["Bottom Column"]
B --> E["Right Arrow"]
C --> F["Left Arrow"]
D --> G["Up Arrow"]
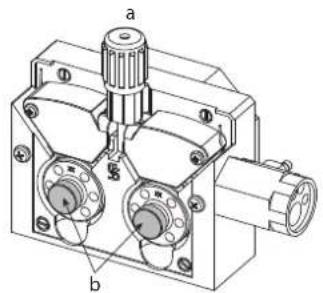
- Compruebe la marca del rodillo para asegurarse de que los rodillos son adecuados para el diámetro y el material del alambre (para alambre de ∅ 1,0, utilice la ranura de ∅ 1,0).
- Utilice rodillos con ranura en V para hilos de acero y otros hilos duros.
- Use rodillos con ranura en U para hilos de aluminio y otras aleaciones blandas.
:: inscripción visible en el rodillo (ejemplo:) 10 = ∅ 1.0)
→ : ranura a utilizar
text_image
φ 10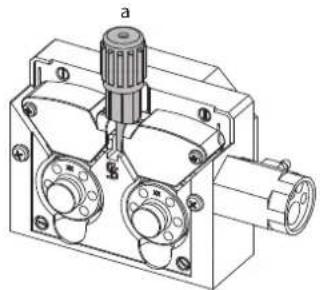
Para instalar el cable de relleno, proceda como sigue:
- Afloje el pomo al máximo y bájelo.
- Introduzca el cable, luego cierre el carrete del motor y apriete el pomo como se indica.
- Pulse el gatillo de la linterna para activar el motor, un procedimiento aparecerá en la pantalla.

Notas:
- Una funda demasiado estrecha puede provocar problemas de devanado y un sobrecalentamiento del motor.
- El conector de la antorcha debe estar igualmente bien apretado para evitar su calentamiento.
- Compruebe que ni el hilo ni la bobina toquen la mecánica del aparato, de lo contrario habría peligro de cortocircuito.
- El conector de la antorcha debe estar igualmente bien apretado para evitar su calentamiento. - Compruebe que ni el hilo ni la bobina toquen la mecánica del aparato, de lo contrario habría peligro de cortocircuito.
RIESGO DE HERIDAS DEBIDAS A LOS COMPONENTES MÓVILES

Las devanaderas contienen componentes móviles que pueden atrapar las manos, el cabello, la ropa o las herramientas y provocar heridas.
- No coloque su mano sobre componentes giratorios o móviles, o piezas de arrastre.
- Asegúrese de que la carcasa del aparato o cubiertas de protección estén cerradas durante el funcionamiento.
- No lleve guantes cuando coloque el hilo de soldadura y cuando cambie la bobina de hilo.
SOLDADURA SEMI-AUTOMATICA CON ACERO / ACERO INOXIDABLE (MODO MAG)
El equipo puede soldar alambre de acero y acero inoxidable de ∅ 0,6 a 1,0 mm (I-A). La unidad se suministra de serie con rodillos de ∅ 0,8/1,0 para acero o acero inoxidable. El tubo de contacto, la ranura del rodillo y la funda de la antorcha están diseñados para esta aplicación. La utilización en modo acero requiere un gas específico para la soldadura (Ar+CO2). La proporción de CO2 puede variar según el tipo de gas utilizado. Para el acero inoxidable, utilice una mezcla de 2% de CO². Al soldar con CO2 puro, es necesario conectar un dispositivo de precalenta-miento de gas a la botella de gas. Para requerimientos específicos de gas, por favor contacte a su distribuidor de gas. El caudal de gas de acero se sitúa entre 8 y 15 litros / minuto según el ambiente. Para comprobar el caudal de gas en el manómetro sin desenrollar el cable de llenado, mantenga pulsado el botón 1 y siga el procedimiento que aparece en pantalla. Esta comprobación debe realizarse periódicamente para garantizar una soldadura óptima. Consulte el manual de la IHM
SOLDADURA SEMI-AUTOMATICA CON ALUMINIO (MODO MIG)
El equipo puede soldar alambre de aluminio de ∅ 0,8 a 1,2 mm (I-B).
El uso en aluminio requiere un gas específico de argón puro (Ar). Para la elección del gas, pida consejo a un distribuidor. El caudal de gas en el aluminio oscila entre 15 y 20 l/min, dependiendo del entorno y de la experiencia del soldador.
Estas son las diferencias entre los usos del acero y del aluminio:
- Utilice rodillos específicos para la soldadura de aluminio.
- Coloque una presión mínima en los rodillos de la motodevanadera para no aplastar el hilo.
- Utilice el tubo capilar (para el guiado del hilo entre los rodillos del carrete y el conector EURO) sólo para la soldadura de acero/acero inoxidable (I-B).
- Utilice una antorcha especial aluminio. La antorcha de aluminio posee una funda de teflón que reduce las fricciones. ¡NUNCA corte la funda a ras del empalme! Esta funda sirve para guiar el hilo desde los rodillos.
Tubo de contacto: utilice un tubo de contacto ESPECIAL aluminio adaptado al diámetro de hilo.

Cuando se utilizan mangas rojas o azules (soldadura de aluminio), se recomienda utilizar el accesorio 90950 (I-C). Esta guía de funda de acero inoxidable mejora el centrado de la funda y facilita el caudal de hilo.

Vídeo
SOLDADURA SEMIAUTOMÁTICA CON CUSI Y CUAL (MODO BRASEADO)
El equipo puede soldar alambre de CuSi y CuAl de ∅ 0,8 y 1,0 mm.
Del mismo modo que en acero, el tubo capilar se debe colocar y se debe utilizar una antorcha con funda acero. En el caso del braseado, hay que utilizar argón puro (Ar).
SOLDADURA SEMIAUTOMÁTICA ALAMBRE TUBULAR
El equipo puede soldar alambre tubular de ∅ 0,9 a 1,2 mm. Los rodillos originales deben sustituirse por rodillos específicos de alambre tubular (opcional). Soldar hilo tubular con una boquilla estándar puede ocasionar un sobrecalentamiento y provocar la deterioro de la antorcha. Retire la boquilla original de su antorcha MIG-MAG.
ELECCIÓN DE LA POLARIDAD
Polaridad + Polaridad -
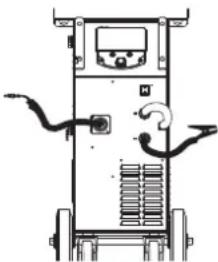
La soldadura MIG/MAG con protección de gas requiere generalmente una polaridad positiva.
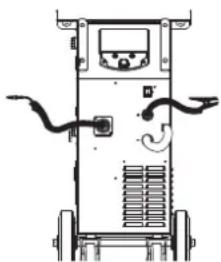
La soldadura MIG/MAG sin gas de protección (No Gas) requiere generalmente una polaridad negativa.
En todos los casos, consulte las recomendaciones del fabricante del cable para la elección de la polaridad.
CONEXIÓN GAS
- Monte un manorreductor adaptado sobre la botella de gas. Conéctelo al equipo con el conducto incluido. Ponga las 2 abrazaderas de fijación para evitar fugas.
- Asegúrese de que la botella de gas esté bien mantenida, respetando la fijación de la cadena al generador.
- Ajuste el caudal de gas ajustando la ruedecilla de ajuste situada en el manorreductor.
NB: para facilitar el ajuste del caudal de gas, accione los rodillos apoyando sobre el gatillo de la antorcha (afloje la ruedecilla de la motodevanadera para que no arrastre hilo). Presión máxima de gas. 0.5 MPa (5 bars).
Este procedimiento no se aplica a la soldadura en modo «No Gas».
COMBINACIONES ACONSEJADAS
 (mm) (mm) | Corriente (A) ∅ Fil (mm) ø Boquilla (mm) Caudal (L/min) | |||
| MIG | 0.8-2 20-100 0 | 8 12 10-12 | ||
| 2-4 100-200 1 | 0 12-15 12-15 | |||
| 4-8 200-300 1 | 0/1.2 15-16 15-18 | |||
| 8-15 300-500 1 | 2/1.6 | 16 18-25 | ||
| MAG | 0.6-1.5 15-80 0 | 6 12 | 8-10 | |
| 1.5-3 80-150 0 | 8 12-15 10-12 | |||
| 3-8 150-300 1 | 0/1.2 15-16 12-15 | |||
| 8-20 300-500 1 | 2/1.6 | 16 15-18 | ||
MODO DE SOLDADURA MIG / MAG (GMAW/FCAW)
| Procesos de soldadura | ||||
| Parámetros | Ajustes | Manual | Sinérgico | |
| Parmaterial/gas | - Fe Ar 15% CO2- ... | - | √ | Selección del material a soldarParámetros de soldadura sinérgicos |
| Diámetro de hilol | ∅ 0.6 > ∅ 1.2 mm | - | √ | Selección del diámetro del hilo |
| Comportamiento gatillo | 2T, 4T | √ | √ | Elección del modo de gestión de la soldadura de gatillo |
| Modo Punteado | Spot, Spot-Tiempo de reacción | Elección del modo de punteado | ||
| 1er Ajuste | GrosorCorrienteVelocidad | - | √ | Elección del ajuste principal a visualizar (espesor de la pieza a soldar, corriente de soldadura media o velocidad del hilo). |
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
PROCESOS DE SOLDADURA
Para obtener más información sobre las sinergias y los procesos de soldadura de GYS, escanee el código QR :

MODO PUNTEADO
- Spot
Le mode soudage permet le préassemblage des pièces avant le soudage. El punteado puede ser manual por el gatillo o temporizada con un retardo de punteado predefinido. Este tiempo de puntuación permite una mejor reproducibilidad y la obtención de manchas no oxidadas.
- Spot-Tiempo de reacción
Se trata de un modo de apuntar similar a Spot, pero con un tiempo de apuntar y de permanencia definido mientras se mantenga pulsado el gatillo. Esta función permite soldar chapas muy finas de acero o aluminio, limitando el riesgo de perforación y deformación de la chapa (especialmente para la soldadura de aluminio).
DEFINICIÓN DE LOS AJUSTES
| Unidad | ||
| Burnback - | Función para prevenir el riesgo de que el hilo se atasque al final del cordón. Este tiempo corresponde a una subida del hilo fuera del baño de fusión. | |
| Crater filler %/s | Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.Es ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos). | |
| Tiempo de reacción s | Tiempo entre el final de un punto (excluido el Post-gas) y la recuperación de un nuevo punto (incluido el pregas). | |
| Grosor mm | La sinergia permite una configuración totalmente automática. La acción sobre el grosor establece automática-mente la tensión del hilo y la velocidad adecuadas. | |
| Desvanecimiento s Rampa de descenso de corriente. | ||
| Hot Start %/s | El Hot Start es una sobrecorriente durante el cebado que impide que el hilo se pegue a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos). | |
| Intensidad A La corriente de soldadura se ajusta en función del tipo de hilo utilizado y del material a soldar. | ||
| I Start - Ajuste de la corriente de encendido. | ||
| Longitud de arco - Permite ajustar la distancia entre el extremo del hilo y el baño de fusión (ajuste de tensión). | ||
| Pre-gas s Tiempo de purga de la antorcha y de creación de la protección gaseosa antes del cebado. | ||
| Punto s Duración definida. | ||
| Post-gas s | Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones. | |
| Self | - | Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura. |
| Spot | s Duración definida. | |
| Tensión V Influencia en el ancho del cordón. | ||
| Upslope s Rampa de subida de corriente gradual. | ||
| Velocidad de acerca-miento | - | Velocidad progresiva del hilo. Antes del cebado, el hilo llega suavemente para crear el primer contacto sin causar una sacudida. |
| Velocidad de hilo | m / min | Cantidad de metal de aportación depositado e indirectamente la intensidad de soldadura y la penetración. |
El acceso a algunos parámetros de soldadura y remate depende del proceso de soldadura (Manual, Sinérgico) y del modo de visualización seleccionado (Fácil o Experto). Consulte el manual de la IHM
CONTROL DEL FLUJO DE GAS
Para comprobar el caudal de gas en el manómetro sin desenrollar el cable de llenado, mantenga pulsado el botón 1 y siga el procedimiento que aparece en pantalla. Esta comprobación debe realizarse periódicamente para garantizar una soldadura óptima. Consulte el manual de la IHM
MODO DE SOLDADURA TIG (GTAW)
Conexiones y consejos
- La soldadura TIG DC requiere una protección gaseosa (Argón).
- Conecte la pinza de masa en el conector de conexión positivo (+). Conecte la antorcha TIG opcional (ref. 046108) en el conector EURO del generador y el cable de inversión en el conector negativo (-).
- Asegúrese de que la antorcha está bien equipada y de que los consumibles (mordazas, soporte, difusor, boquilla) no estén desgastados.
- La elección del electrodo depende de la corriente del proceso TIG DC
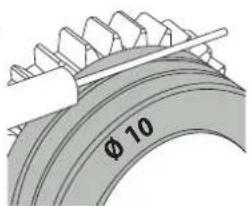
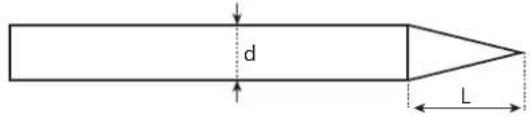
AFILADO DEL ELECTRODO
Para un funcionamiento óptimo, debe utilizar un electrodo afilado de la siguiente manera:
text_image
d LL = 3 x d para una corriente débil. L = d para una corriente fuerte.
COMBINACIONES ACONSEJADAS
 (mm) (mm) | Corriente (A) ∅ Electrodo (mm) ø Boquilla (mm) Caudal Argón (L/min) | |||
| 0.3 - 3 3 - 75 1 6.5 6 - 7 | ||||
| 2.4 - 6 60 - 150 1.6 8 6 - 7 | ||||
| 4 - 8 100 - 200 2 9.5 7 - 8 | ||||
| 6.8 - 8.8 170 - 250 2.4 | 11 | 8 - 9 | ||
| 9 - 12 | 225 - 300 3.2 12.5 | 9 - 10 | ||
PARÁMETROS DEL PROCESO
| Parámetros | Ajustes | |
| Procesos de soldadura | Estándar | Corriente homogénea |
| Pulsado | Corriente pulsada | |
| Spot | Punteado homogéneo | |
| Spot-Pulsé | Punteado pulsado | |
| Modo de gatillo | 2T, 4T, Valve | Elección del modo de gestión de la soldadura por gatillo. |
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
AJUSTES
- Estándar
El proceso de soldadura TIG DC Standard permite la soldadura de alta calidad en la mayoría de los materiales ferrosos como el acero, el acero inoxidable, pero también el cobre y sus aleaciones, el titanio.... Las múltiples posibilidades de gestión de la corriente y del gas le permiten controlar perfectamente su proceso de soldadura, desde el cebado hasta el enfriamiento final de su cordón de soldadura.
• Pulsado
Este modo de soldadura por corriente pulsada es una combinación de pulsos de alta corriente (I, pulso de soldadura) y pulsos de baja corriente (I_Frío, pulso de enfriamiento de la pieza). El modo pulsado permite ensamblar las piezas limitando el aumento de la temperatura y las deformaciones. Ideal también en posición.
Ejemplo:
La corriente de soldadura I está configurada a 100A y %(I_Froid) = 50%, es decir corriente fria = 50% x 100A = 50A.
F(Hz) está configurado a 10Hz, el período de la señal será 1/10Hz = 100ms -> cada 100ms, un impulso a 100A y luego otro a 50A.
- Spot
Le mode soudage permet le préassemblage des pièces avant le soudage. El punteado puede ser manual por el gatillo o temporizada con un retardo de punteado predefinido. El ajuste del tiempo de punteado permite una mejor reproducibilidad y la realización de puntos sin oxidación.
- Spot-Pulsé
Este método de soldadura de chapas finas permite preensamblar las piezas antes de soldarlas. El punteado puede ser manual por el gatillo o temporizada con un retardo de punteado predefinido. Este tiempo de puntuación permite una mejor reproducibilidad y la obtención de manchas no oxidadas.
ELECCIÓN DEL DIÁMETRO DEL ELECTRODO
| ∅ Electrodo (mm) | TIG DC | |
| Tungsteno puro | Tungsteno con óxidos | |
| 1 | 10 > 75 | 10 > 75 |
| 1.6 | 60 > 150 | 60 > 150 |
| 2 | 75 > 180 | 100 > 200 |
| 2.5 | 130 > 230 | 170 > 250 |
| 3.2 | 160 > 310 | 225 > 330 |
| Aproximadamente = 80 A por mm de ∅ | ||
COMPORTAMIENTO GATILLO
• 2T
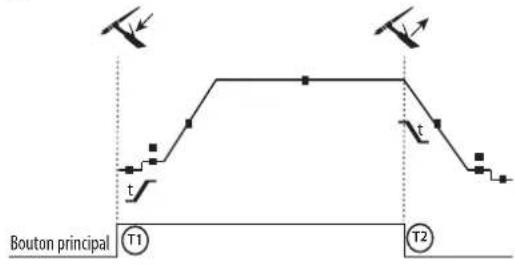
T1 - Al presionar el botón principal, el ciclo de soldadura inicia (Pre-Gas, I_Start, UpSlope y soldadura).
T2 - Al soltar el botón principal, el ciclo de soldadura se detiene (DownSlope, I_Stop, PostGas).
Para la antorcha de dos botones y solo en modo 2T, el botón secundario funciona como botón principal.
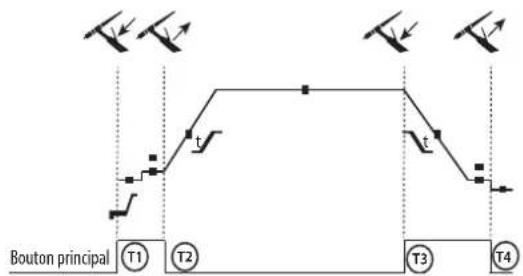
• 4T
flowchart
graph TD
A["T1"] --> B["T2"]
B --> C["T3"]
C --> D["T4"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
T1 - Se pulsa el botón principal, el ciclo comienza desde PreGas y se detiene en I_Start.
T2 - Se suelta el botón principal, el ciclo continúa en pendiente ascendente y soldadura.
T3 - Al presionar el botón principal, el ciclo pasa a DownSlope y se detiene en la fase de I Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el Postgas.
NB: para antorchas, botones dobles y botón doble + potenciómetro => Botón de «corriente ascendente/soldadura» y potenciómetro activos, botón «descendente» inactivo.
Para las antorchas de doble botón o doble gatillo + potenciómetro, el gatillo «superior» tiene la misma funcionalidad que la de la antorcha de gatillo simple o de lamina El gatillo «inferior» está inactivo.
DEFINICIÓN DE LOS AJUSTES
Unidad
| Corriente de interrupción | % Esta | secuencia de corriente es una fase tras la rampa de descenso de corriente. |
| Corriente de arranque % | Esta secuencia de corriente al arranque es una fase de precalentamiento antes de la rampa de subida de corriente. | |
| Corriente de soldadura A Corriente de soldadura | ||
| Corriente fría % Segunda corriente de soldadura «fría» | ||
| Duración de Pulsada s Fase de impulso puntual manual o en función del tiempo | ||
| Duración del punto s Manual o una duración definida. | ||
| Desvanecimiento | s | Evita los cráteres al final de la soldadura y el riesgo de grietas, especialmente en la aleación ligera. |
| Frecuencia de pulsado | Hz | Frecuencia de impulsos (consejos de ajuste):• Si se suelda con aportación manual de metal, entonces F(Hz) se sincroniza con el gesto de aportación,• Si el espesor es pequeño y no se añade metal (< 0,8 mm), F(Hz) >> 10Hz• Soldadura en posición, entonces F(Hz) < 100Hz |
| Subida de corriente | s Permite un aumento progresivo de la corriente de soldadura. | |
| Post-gas | s | Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permite proteger tanto la pieza como el electrodo de la oxidación durante el enfriamiento.. |
| Pre-gas | s | Tiempo de purga de la antorcha y de creación de la protección gaseosa antes del cebado. |
| Tiempo de interrupción | s | Esta secuencia de corriente a la parada es una fase tras la rampa de descenso de corriente. |
| Tiempo de arranque | s Tiempo de espera al arranque antes de la rampa. | |
| Tiempo de refrigeración | % Equilibrio de tiempo de la corriente caliente (I) de la pulsación | |
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
PURGADO DE GAS MANUAL
La presencia de oxígeno en la antorcha puede conducir a una disminución de las propiedades mecánicas y puede resultar en una disminución de la resistencia a la corrosión. Para purgar el gas de la antorcha, mantenga pulsado el botón n° 1 y siga el procedimiento que aparece en la pantalla. Consulte el manual de la IHM
MODO DE SOLDADURA MMA (SMAW)
Conexiones y consejos
- Conecte los cables del portaelectrodos y de la pinza de masa en los conectores.
- Respete las polaridades e intensidades de soldadura indicadas sobre el embalaje de los electrodos.
- Quite el electrodo del portaelectrodos cuando no se esté usando el equipo.
-
El equipo está dotado de 3 características específicas para los inversores:
-
El Hot Start procura una sobreintensidad al inicio de la soldadura.
- El Arc Force libera una sobreintensidad que impide que el electrodo se pegue cuando entre en el baño de fusión.
- El Anti-Sticking permite despegar fácilmente su electrodo sin que tenga que calentarlo en caso de que se pegue.
PARÁMETROS DEL PROCESO
| Procesos de soldadura | ||||
| Parámetros Ajustes Estándar Pulsado | ||||
| Tipo de electrodo | Rutilo Básico | √ | √ | El tipo de electrodo determina los parámetros específicos en función del tipo de revestimiento utilizado para optimizar su soldabilidad. |
| Anti-Sticking ON - OFF | √ | √ | Se recomienda el antiadherente para quitar con seguridad el electrodo si está pegado a la pieza que se va a soldar (se corta automáticamente la corriente). | |
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
PROCESOS DE SOLDADURA
- Estándar
Este modo de soldadura MMA estándar es adecuado para la mayoría de las aplicaciones. Permite soldar con todo tipo de electrodos revestidos, rutilos, básicos y sobre todos los materiales:: acero, acero inoxidable y hierro fundido.
- Pulsado
El modo de soldadura MMA Pulsado conviene a aplicaciones en posición vertical ascendente (PF). El pulsado permite conservar un baño frío favoreciendo la transferencia de materia. Sin pulsación, la soldadura vertical ascendente requiere un movimiento «de abeto», es decir un desplazamiento triangular difícil. Mediante el MMA Pulsado ya no es necesario realizar este movimiento, según el grosor de su pieza un desplazamiento recto hacia arriba puede bastar. Si aún así desea ampliar su baño de fusión, un simple movimiento lateral similar al de soldadura en llano es suficiente. En este caso, puede ajustar sobre la pantalla la frecuencia de su corriente pulsada. Este proceso ofrece así un mayor control de la operación de soldadura vertical.
ELECCIÓN DE LOS ELECTRODOS REVESTIDOS
Electrodos rutilos : Muy fácil de usar en todas las posiciones.
Electrodos básicos : Para su uso en todas las posiciones, es adecuado para trabajos de seguridad debido a sus mayores propiedades mecánicas.
DEFINICIÓN DE LOS AJUSTES
| Unidad | ||
| Arc Force | El Arc Force es una sobrecorriente suministrada para evitar que se peguen el electrodo o la gota al tocar el baño de soldadura.. | |
| Corriente de soldadura A | La corriente de soldadura se ajusta según el tipo de electrodo elegido (consulte el embalaje de los elec-trodos). | |
| Duración del Hot Start s | El Hot Start es una sobrecorriente durante el cebado para evitar que el electrodo se pegue a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos). | |
| Frecuencia de pulsado | Hz Frecuencia de PULSACIÓN del modo PULSE. | |
| Porcentaje Hot Start % | El Hot Start es una sobrecorriente durante el cebado para evitar que el electrodo se pegue a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos). | |
| Porcentaje I froid % | ||
| Tiempo de refrigera-ción | s | |
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
AJUSTE DE LA INTENSIDAD DE SOLDADURA
Los ajustes siguientes corresponden a la zona de intensidad utilizable en función del tipo y del diámetro del electrodo. Estas zonas son bastante amplias ya que dependen de la aplicación y de la posición de soldadura.
| ∅ de electrodo (mm) Rutilo E6013 (A) Básico E7018 (A) | ||
| 1.6 30-60 30-55 | ||
| 2.0 50-70 50-80 | ||
| 2.5 60-100 80-110 | ||
| 3.15 80-150 90-140 | ||
| 4.0 100-200 125-210 | ||
| 5 150-290 200-260 | ||
| 6.3 200-385 220-340 | ||
AJUSTE DEL ARC FORCE
Se aconseja posicionar el Arc Force en posición media para iniciar la soldadura y ajustarla en función de los resultados y de las preferencias de soldadura. NOTA : el rango de ajuste de la fuerza de arco es específico para el tipo de electrodo elegido.
RODILLOS (B) OPCIONAL
| Diámetro | Referencia (x2) | |
| Acero Aluminio Hilo revestido | ||
| 0.6/0.8 042 | 353 - 0.9/1.2 04 | 2407 |
| 0.8/1.0 042 | 360 | 042377 |
| 1.0/1.2 | - 040915 | |
| Diámetro | Referencia (x2) |
ANOMALÍAS, CAUSAS Y SOLUCIONES
| Anomaías | Causas posibles | Soluciones |
| La velocidad del hilo de soldadura no es constante. | El orificio está obstruido por salpicaduras. | Limpie el tubo de contacto o cámbielo y vuelva a poner producto anti-adherente. |
| El hilo patina en los rodillos. | Vuelva a poner producto anti-adherente. | |
| Uno de los rodillos patina. | Compruebe el ajuste del tornillo del rodillo. | |
| El cable de la antorcha está retorcido. | El cable de la antorcha debe estar lo más recto posible. | |
| Le motor de devanado no funciona. | El freno de la bobina o el rodillo están dema-siado apretados. | Afloje el freno y los rodillos |
| Mal devanado del hilo. | Funda pasa-hilos sucia o dañada. | Límpiela o reemplácela. |
| La cuña del eje de los rodillos no está pre-sente | Coloque la cuña en su lugar. | |
| Freno de la bobina demasiado apretado. | Afloje el freno. | |
| No hay corriente de soldadura o la corriente es incorrecta. | Mala conexión de la toma de corriente. | Compruebe la conexión de la toma y verifique que esta es trifásica. |
| Mala conexión de masa. | Compruebe el cable de masa (conexión y estado de la pinza). | |
| No hay potencia. Compruebe el gatillo de la antorcha. | ||
| El hilo se tapona tras los rodillos. | La funda pasa-hilos está aplastada. | Compruebe la funda y el cuerpo de la antor-cha. |
| Bloqueo del hilo en la antorcha. | Límpiela o reemplácela. | |
| No hay tubo capilar. | Compruebe el tubo capilar. | |
| Velocidad demasiado alta. | Reduzca la velocidad del hilo. | |
| El cordón de soldadura es poroso. | El caudal de gas es insuficiente. | Zona de ajuste de 15 a 20 L / min.Limpie el metal de base. |
| Botella de gas vacía. Reemplácela. | ||
| Calidad del gas insuficiente. Reemplácelo. | ||
| Corriente de aire o influencia del viento. | Evite corrientes de aire, proteja la zona de soldadura. | |
| Boquilla de gas demasiado ensuciada. Limpie la | boquilla de gas o reemplácela. | |
| Mala calidad de hilo. | Utilice un hilo adaptado a la soldadura MIG-MAG. | |
| Mal estado de la superficie que se va a soldar (óxido, etc...) | Limpie la pieza antes de soldar. | |
| El gas no está conectado | Compruebe que el gas esté conectado a la entrada del generador. | |
| Partículas de chisporroteo importantes | Tensión del arco demasiado baja o demasiado alta. | Ver parámetros de soldadura. |
| La masa no está bien colocada. | Compruebe y posicione la pinza de masa lo más cerca posible de la zona donde se va a soldar. | |
| Gas de protección insuficiente. Ajuste el caudal de gas | ||
| No sale gas de la antorcha. Mala conexión del gas. | Compruebe la conexión de las entradas de gas. | |
| Compruebe que la electroválvula funciona. | ||
| Error en la descarga. | Los datos del lápiz de memoria USB son incorrectos o están dañados. | Compruebe sus datos. |
| Problema de guardado | Ha superado el número máximo de guar-dados. | Debe suprimir algunos programas de solda-dura.El número de configuraciones guardadas está limitado a 200. |
| Supresión automática de los JOBS. | Algunos de sus JOBS se han suprimido, ya que no eran válidos con las nuevas sinergías. | - |
| Problema de tarjeta USB | No se ha detectado ningún JOB en la llave USB | - |
| No queda espacio en la memoria del producto | Liber espacio en la tarjeta USB. | |
| Problema de archivo | El archivo «...» no corresponde a sinergías descargadas en el producto | El fichero se ha creado con sinergías que no están presentes en la máquina. |
| Problema de actualización | La memoria USB no parece ser reconocida. La visualización del paso 5 del procedimiento de actualización no aparece en la pantalla. | 1- Inserte la memoria USB en su ranura.2- Encender el generador.3- Mantenga pulsada la rueda HMI para forzar la actualización. |
CONDICIONES DE GARANTÍA
La garantía cubre todo fallo o vicio de fabricación durante dos años, a contar a partir de la fecha de compra (piezas y mano de obra).
La garantía no cubre :
- Tout autre dommage dû au transport.
- El desgaste normal de las piezas (Ej. : cables, pinzas, etc.).
- Los incidentes debidos a un mal uso (error de red eléctrica, caída, desmontaje).
- Los fallos debidos al entorno (contaminación, óxido, polvo).
En caso de avería, devuelva la unidad a su distribuidor, adjuntando:
- una prueba de compra fechada (recibo, factura...)
- una nota explicativa de la avería.
Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40°C y sobre un ciclo de diez minutos. Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador | se enciende. Deje el aparato conectado para permitir que se entriefe hasta que se anule la protección. La fuente de corriente de sodasdura posee una salida de tipo corriente constante. La fuente de corriente describe una característica de salida de tipo plano. En algunos países, UO se llama TCO.
Este manual de la interfaz (HMI) forma parte de la documentación completa. Se suministra un manual general con el producto. Lea y observe las instrucciones del manual de instrucciones generales suministrado con el producto, ¡especialmente las instrucciones de seguridad!
Uso y funcionamiento exclusivamente con los productos siguientes
| KRONOS 250M | √ |
| KRONOS 250T | √ |
| KRONOS 320T | √ |
| KRONOS 400T DUO | √ |
| KRONOS 400T W | √ |
| WF 35 | √ |
Versión del software
Este manual describe las siguientes versiones de software:
1.0
La versión de software de la interfaz se muestra en el menú general: Sistema / Información
La pantalla principal contiene toda la información necesaria antes, durante y después de la soldadura. La interfaz es configurable con 2 modos de visualización: Easy o Experto.
MIG-MAG TIG

text_image
SMART INVERTER TECHNOLOGY 1 10:36 ÷ 1.0mm ÷ 0.0 m 0.0 3.2 m 51A 14.6V 1.0 mm ÷ Grosor Fe M21 Ø0.8 2T ÷ mi ← JOB 9 8 7 press 3x6
text_image
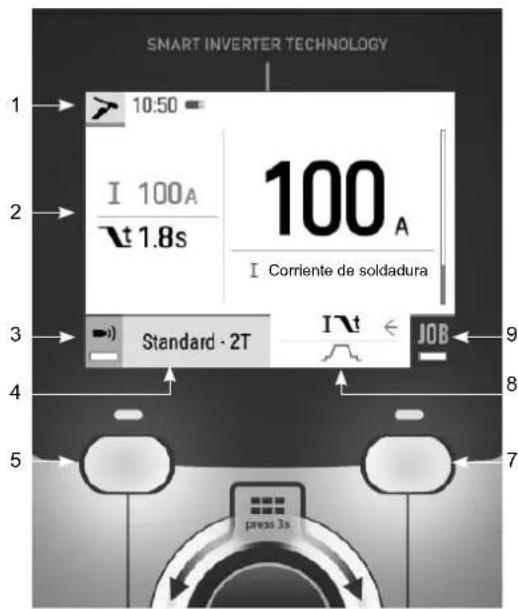
SMART INVERTER TECHNOLOGY 1 > 10:50 - 2 I 100A \t 1.8s 100 A I Corriente de soldadura 3 - Standard · 2T I \t JOB 9 8 4 5 76
| [0xh0] | ||
| 1 | Proceso de soldadura en curso Horario, trazabilidad | |
| 2 | Ajustes en curso | |
| 3 | Control del flujo de gas (Pulsación larga) | BP1 |
| 4 | Parámetros del proceso actual BP1 | |
| 5 | Botón pulsador n°1 (BP1) | |
| 6 | Rueda de navegación/ajuste Pulsación corta para confirmar Pulsación larga = Menú general | |
| 7 | Botón pulsador n°2 (BP2) | |
| 8 | Configuración avanzada BP2 | |
| 9 | Acceso al JOB (Pulsación larga) BP2 | |
| [YP42] | ||
| 1 | Proceso de soldadura en curso Horario, trazabilidad | |
| 2 | Ajustes en curso | |
| 3 | Purga de gas (pulsación larga) BP1 | |
| 4 | Parámetros del proceso actual BP1 | |
| 5 | Botón pulsador n°1 (BP1) | |
| 6 | Rueda de navegación/ajuste Pulsación corta para confirmar Pulsación larga = Menú general | |
| 7 | Botón pulsador n°2 (BP2) | |
| 8 | Configuración avanzada BP2 | |
| 9 | Acceso al JOB (Pulsación larga) BP2 | |
La pantalla principal contiene toda la información necesaria antes, durante y después de la soldadura. La interfaz es configurable con 2 modos de visualización: Easy o Experto.
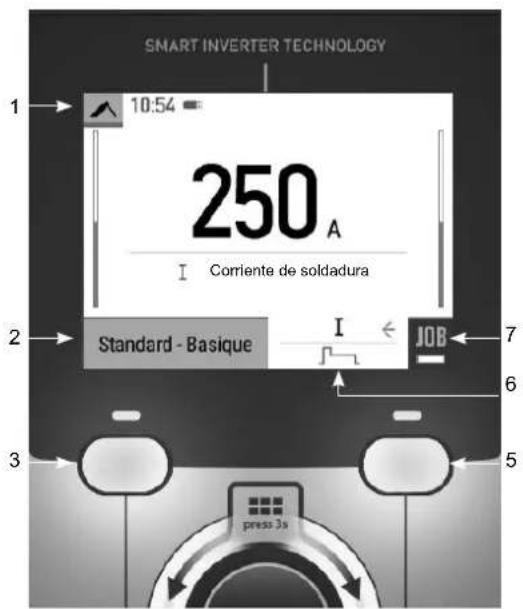
MMA
text_image
SMART INVERTER TECHNOLOGY 1 10:54 250 A Corriente de soldadura Standard - Basique I ← JOB 7 6 3 5 press 3s4
| ↓ | ||
| 1 | Proceso de soldadura en curso Horario, trazabilidad | |
| 2 | Parámetros del proceso actual BP1 | |
| 3 | Botón pulsador n°1 (BP1) | |
| 4 | Rueda de navegación/ajustePulsación corta para confirmarPulsación larga = Menú general | |
| 5 | Botón pulsador n°2 (BP2) | |
| 6 | Configuración avanzada BP2 | |
| 7 | Pulsación larga BP2 (Pulsación larga) | BP2 |
Menú general
La navegación entre los diferentes bloques se realiza con el botón.
Desde la pantalla principal, una pulsación larga de la rueda selectora te lleva al menú principal. Presione brevemente el pulsador n° 1 (para volver al menú anterior o para acceder a la pantalla principal.
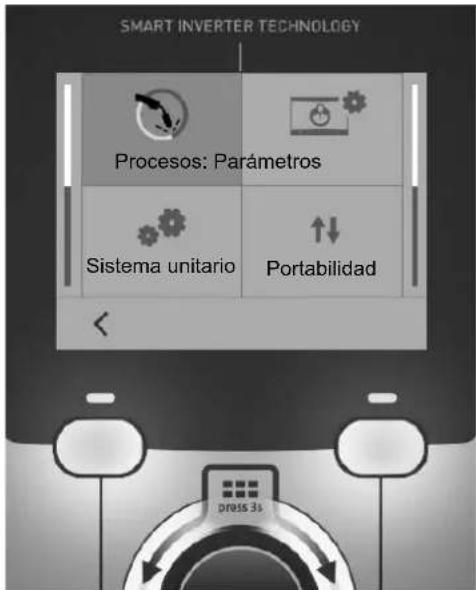
text_image
SMART INVERTER TECHNOLOGY Procesos: Parametros Sistema unitario Portabilidad <Procesos:
MIG-MAG (GMAW/FCAW)
Soldadura semiautomática en atmósfera protectora
TIG (GTAW)
Soldadura por arco con un electrodo no fusible en una atmósfera protectora
MMA (SMAW)
Soldadura por arco metálico protegido
Parámetros
Modo de visualización
- EASY pantalla simplificada adecuada para la gran mayoría de los usuarios.
- EXPERT pantalla completa adecuada para el soldador experimentado. Permite ajustar los tiempos de las diferentes fases del ciclo de soldadura.
Idioma
Elección del idioma de la interfaz (francés, inglés, alemán, etc.).
Unidades de medida
Elección de la visualización del sistema de unidades: Internacional (SI) o Imperial (USA).
Denominación del material
Norma europea (EN) o norma americana (AWS).
Luminosidad
Ajusta el luminosidad de la pantalla de la interfaz (ajuste de 1 (apariencia oscura) a 10 (muy luminosa)).
Sistema unitario
Nombre del dispositivo
Información sobre el nombre del dispositivo y la posibilidad de personalizarlo.
Reloj
Ajuste de la hora, fecha y formato (AM / PM).
Grupo de refrigeración (sólo para generador con grupo de refrigeración)
- OFF: El grupo de refrigeración está desactivado.
- ON : El grupo de refrigeración está permanentemente activo.
- AUTO : gestión automática (activación durante la soldadura y desactivación 10 minutos después del final de la misma)
PURGE función dedicada a la purga de la unidad de refrigeración o al llenado de los fardos, las protecciones se inhiben (consulte las instrucciones generales para purgar su producto con seguridad).
Información
Datos de configuración de los componentes del sistema del producto:
- Modelo
- Número de serie
- Nombre del dispositivo
- Versión del software

Pulsar el botón n° 2:
Exportación de la configuración de la máquina a una memoria USB (no incluida)
Productividad
Datos de uso del producto :
- Tiempo de encendido
- Tiempo de soldadura
- etc
RESET
Restablece los parámetros del producto:
- Parcial : Valor por defecto del proceso de soldadura actual.
- Total : Todos los datos de configuración del dispositivo se restablecerán a los valores de fábrica.
Trazabilidad\*
*Esta función no está activada por defecto. Puede activarse a través del configurador en línea, disponible en Planeta GYS / Herramientas / Configuración de productos. Para activarlo, póngase en contacto con su distribuidor.
Esta interfaz de gestión de la soldadura le permite rastrear/registrar todos los pasos de la operación de soldadura, cordón por cordón, durante un proceso de fabricación industrial. Este método cualitativo garantiza una calidad de soldadura posterior a la producción que permite el análisis, la evaluación, el informe y la documentación de los parámetros de soldadura registrados. Esta funcionalidad permite la obtención y memorización precisa y rápida de los datos requeridos en el marco de la norma EN ISO 3834.. La recuperación de estos datos es posible a través de una exportación a una llave USB.
1- Inicio - Creación de la trazabilidad
- Personalice el nombre del sitio pulsando la rueda.
- Intervalo de muestreo:
- Hold : No se registran los valores de corriente/tensión (promedio sobre el cordón) durante la soldadura.
- 250 ms, 500 ms, etc. : Registro de los valores de corriente/voltaje (promedio sobre el cordón) cada «X». milisegundos o segundos durante la soldadura.
Pulse «REC» para iniciar el rastreo.
Visualización de la trazabilidad
En la parte superior izquierda de la pantalla principal, aparece un icono rojo para indicar que se está registrando una trazabilidad.
Stop - Detener la trazabilidad
Para detener la trazabilidad durante un paso de soldadura, el usuario debe volver al bloque de trazabilidad y seleccionar «Stop».
Exportar
La recuperación de esta información se realiza exportando los datos a una llave USB no suministrada.
Los datos CSV pueden ser usados usando un software de hoja de cálculo (Microsoft Excel®, Calc OpenOffice®, etc).
El nombre del archivo está asociado al nombre de la máquina y su número de serie.
2- Inicio - Gestión de la trazabilidad
La pantalla muestra una lista de los sitios de trabajo creados anteriormente.
Una pulsación larga del botón n° 1 (¿borra el puesto de trabajo activo o todos los puestos de trabajo.
Una presión prolongada sobre el pulsador n°2 (permite crear una nueva trazabilidad.
Una breve presión sobre el pulsador n°2 (①) permite ver los detalles de cada uno de los trabajos creados anteriormente.
Portabilidad
Import Config.
Carga de la configuración de la máquina desde la memoria USB (directorio : Disco extraíble\Portabilidad\Config) a la máquina. Una pulsación prolongada del botón n° 1 (☑) borra las configuraciones de la memoria USB.
Exportar Config.
Exportar la configuración de la máquina a la memoria USB (directorio : Disco extraíble).
Importar Jobs
Importación de los trabajos según los procesos presentes en el directorio Disco Amovible\Portabilidad de la llave USB a la máquina..
Exportación de JOBs
Exportar los trabajos de la máquina a la memoria USB según los procesos (directorio : Disco amovible\Portability\Job)
Atención, los antiguos trabajos en la unidad flash USB pueden ser eliminados.
Para evitar la pérdida de datos durante la importación o exportación de datos, no retirar la memoria USB y no apagar la máquina.. El nombre del archivo está asociado al nombre de la máquina y su número de serie.
Memoria USB no incluida.
Calibración
Calib. Cables
Función dedicada a la calibración de accesorios de soldadura como la antorcha MIG, el cable + portaelectrodos y el cable + pinza de masa. El objetivo del calibrado es compensar las variaciones de longitud de los accesorios para ajustar la medida de tensión visualizada. Una vez el proceso iniciado, el procedimiento se explica por medio de una animación en la pantalla.
Importante: La calibración del cable debe repetirse cada vez que se cambie la antorcha, el haz o el cable de masa para asegurar una soldadura óptima.
Control del flujo de gas (MIG-MAG)
En la pantalla principal, una pulsación larga sobre el pulsador n°1 permite ajustar el caudal de gas en el manómetro sin desenrollar el cable de alimentación. Una vez el proceso iniciado, el procedimiento se explica por medio de una animación en la pantalla. El flujo de gas debe comprobarse periódicamente para garantizar una soldadura óptima.
Purga de gas (TIG)
La presencia de oxígeno en la antorcha puede conducir a una disminución de las propiedades mecánicas y puede resultar en una disminución de la resistencia a la corrosión. Para purgar el gas de la antorcha, mantenga pulsado el botón n° 1 y siga el procedimiento que aparece en la pantalla.
Carga del hilo (MIG-MAG)

Para desenrollar el alambre en una antorcha MIG/MAG sin consumir gas, siga el siguiente procedimiento:
1- Faire un appui long gâchette, en position hors soudage.
2- Cuando aparezca el procedimiento en la pantalla, puede soltar el gatillo.
3- El hilo comienza a desenrollarse. Por defecto, 3 m funciona a una velocidad de 5 m/min.. Puede cambiar estos valores con el botón.
Si desea salir de la animación sin esperar a que termine el hilo, pulse brevemente el disparador.
Memoria y recuerdo de jobs
Accesible a través del icono «JOB» de la pantalla principal.
Los parámetros en uso se registran automáticamente y siguen memorizados la próxima vez que se encienda el generador.
Además de los parámetros actuales, es posible guardar y recuperar las configuraciones llamadas «JOB».
Hay 200 PUESTOS DE TRABAJO para el proceso MIG/MAG y 100 para el proceso TIG y MMA. El almacenamiento se basa en los parámetros actuales del proceso y en los ajustes actuales.
Job
1- Guardar como - Crear un JOB
Personaliza el nombre del JOB pulsando la ruedecilla. Validar presionando el pulsador n°2.
Visualización del JOB actual
En la parte inferior derecha de la pantalla aparece el número de JOB
Detener el JOB en curso
Para cerrar el trabajo actual, el usuario debe volver al menú de trabajos y seleccionar «Cerrar».
2- Abrir - Gestión de Jobs
La pantalla muestra una lista de los JOBS creados anteriormente.
Presione brevemente el pulsador n° 1 para volver al menú anterior
Una presión prolongada sobre el pulsador n°1 (upermite borrar el Job seleccionado o todos los Jobs.
Presione brevemente el pulsador n° 2 (para ver los detalles de cada uno de los Jobs creados anteriormente.
QuickLoad – Recordar JOBs en el gatillo cuando no se está soldando.
El QuickLoad es un modo de recuperación de trabajos (20 máx.) fuera de la soldadura y sólo es posible en los procesos MIG-MAG y TIG.
A partir de una lista de trabajos creados previamente, las recuperaciones de JOB se realizan pulsando brevemente el disparador. Todos los modos de gatillo y modos de soldadura están soportados.
1- Nuevo - Creación de una QuickLoad
- Personaliza el nombre del QuickLoad pulsando la rueda.
- Elija el número de trabajos que desea recuperar, entre 2 y 20.
- Selección de la sensibilidad de disparo : lento, normal o rápido
- Elección de los Jobs que se van a retirar
Pulse el botón n°2 para confirmar la creación de una QuickLoad.
Visualización de la QuickLoad actual
En la parte inferior derecha de la pantalla aparece el número de QuickLoad.
Detención de QuickLoad en curso
Para cerrar la carga rápida actual, el usuario debe volver al menú Job/QuickLoad e rápida y seleccionar «Fermer».
2- Abierto - Gestión de QuickLoad
La pantalla muestra los QuickLoads creados anteriormente.
Una pulsación larga del pulsador n° 1 (yborra la QuickLoad seleccionada o todas las QuickLoads.
Una pulsación larga del pulsador n° 2 (√) permite modificar la QuickLoad seleccionada.
Una breve presión sobre el pulsador n°2 (permite ver los detalles de cada QuickLoad creado anteriormente.
Código de error
La siguiente tabla presenta una lista no exhaustiva de mensajes y códigos de error que pueden aparecer. Realice estas comprobaciones y controles antes de llamar a un servicio técnico autorizado de GYS.

Si el usuario necesita abrir el producto, es obligatorio cortar la alimentación desenchufando la toma de corriente y esperar 2 minutos por seguridad.
| Código ERROR | Mensajes Soluciones | |
| 001 | FALLO DE SOBRETENSIÓNComprobar la instalación eléctrica | Haga que una persona cualificada compruebe su instalación eléctrica. |
| 002 | FALLO DE SUBTENSIÓNComprobar la instalación eléctrica | |
| 005 | Fallo de corriente a tierra | Presencia de una corriente parásita.. Comprobar el cableado de la pieza accesoria de soldadura (antorcha, pinza de masa, portaelectrodos, etc.) |
| 006 | FALLO DE LA UNIDAD DE REFRIGERACIÓNNo se detecta la unidad de refrigeración | La unidad de refrigeración ya no se detecta. Compruebe la conexión entre la unidad de refrigeración y el generador. |
| 007 | FALLO DE CAUDALCircuito de refrigeración obstruido | Compruebe la continuidad de la circulación del líquido de refrigeración de la antorcha. |
| Compruebe el fusible de la unidad de refrigeración. | ||
| 008 | FALLO EN EL NIVEL DE AGUAComprobar el nivel de agua | Llenar el depósito de la unidad de refrigeración hasta el tope (refrigerante recomendado: ref. 062511) |
| 009 | Equipo de refrigeraciónProtección térmica | Espere unos minutos para que la unidad de refrigeración se enfríe.No superar el ciclo de trabajo recomendado para la corriente de soldadura utilizada.Asegúrese de que las entradas y salidas de aire no estén obstruidas. |
| 010 | GeneradorProtección térmica | Espere unos minutos para que el generador se enfríe.No superar el ciclo de trabajo recomendado para la corriente de soldadura utilizada. |
| 011 | VentiladorFallo de ventilador | Desconecte la fuente de alimentación desenchufando la clavija eléctrica y compruebe que el ventilador no está bloqueado. |
| 012 | GATILLOUn Gatillo está presionado | Retire la linterna y compruebe que el mensaje sigue actualizado.Compruebe que el interruptor «Purga de gas/Alimentación por cable» no está bloqueado.Compruebe que el gatillo de la antorcha MIG/MAG no está bloqueado. |
| 015 | MOTORImposible alcanzar la velocidad requerida | Compruebe los ajustes de presión de los rodillos del alimentador de alambre.Compruebe que el hilo de soldadura no está bloqueado en la funda de la antorcha. |
| 019 | Sobrecarga, por favor compruebe su configuraciónSuelte el gatillo para borrar | Compruebe los ajustes del generador y la instalación (cable de relle-no, rodillos, gas, soplete, etc.)Si el problema persiste, haga una actualización (Vía Planeta GYS) |
| 020 | Problema de inicio de soldaduraCompruebe los parámetros de soldaduraSuelte el gatillo para borrar | Compruebe los ajustes del generador y la instalación (cable de relle-no, rodillos, gas, soplete, etc.)Si el problema persiste, haga una actualización (Vía Planeta GYS) |
| 024 | Sobrecarga USBDesconecte su USB | Cambie la pen USB. |
| - | Se ha producido un error interno del sistema.Por favor, reinicie su producto | Apagar y encender el producto.Si el problema persiste, haga una actualización (Vía Planeta GYS) |
| - Fallo durante la calibración Recalibrar los cables de soldadura (Menú «Calibración») | ||
| - Sin espacio de memoria en la máquina Borra los Jobs para liberar el espacio de almacenamiento interno. | ||
| - | Archivo %s no soportadoErr %d¿Continuar de todos modos? | Los datos del lápiz de memoria USB son incorrectos o están dañados. Compruebe sus datos. |
| - | Imposible escribir sobre la pen USB | Libere espacio en la tarjeta USB.Si el problema persiste, cambie la unidad flash USB. |
| - | La memoria USB no parece ser reconocida.La visualización del paso 5 del procedimiento de actualización no aparece en la pantalla (ver instrucciones generales). | 1- Inserte la memoria USB en su ranura.2- Encender el generador.3- Mantenga pulsada la rueda HMI para forzar la actualización. |
Si aparece un código de error que no figura en la lista o sus problemas persisten, póngase en contacto con su distribuidor.





