
S4040 - Machine à graver CNC Vevor - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil S4040 Vevor au format PDF.

| Type de produit | Machine à graver CNC |
| Marque | Vevor |
| Modèle | S4040 |
| Surface de travail utile | 400 x 400 mm (estimé) |
| Puissance de la broche | 300 W |
| Pince de serrage | ER11, diamètre max 8 mm |
| Vitesse de rotation de la broche | 12000 tr/min (typique) |
| Alimentation électrique | 110-220 V AC, 50/60 Hz |
| Logiciel de commande | Candle (GRBL) |
| Contrôleur hors ligne | Oui, avec écran tactile, WiFi, gestion Web |
| Dimensions approximatives (L x l x h) | 800 x 700 x 500 mm |
| Poids approximatif | 35 kg |
| Sécurité | Lunettes de protection requises, arrêt d'urgence, utilisation en intérieur |
| Entretien et nettoyage | Nettoyer régulièrement, vérifier les connexions, remplacer les pièces usées |
| Pièces détachées et réparabilité | Disponibles sur vevor.com/support |
| Accessoires inclus | Fraise de 3,175 mm, clés Allen, sonde, brosse, clé USB, manuel |
FOIRE AUX QUESTIONS - S4040 Vevor
Questions des utilisateurs sur S4040 Vevor
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine à graver CNC au format PDF gratuitement ! Retrouvez votre notice S4040 - Vevor et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil S4040 de la marque Vevor.
MODE D'EMPLOI S4040 Vevor
Assistance technique et certificat de garantie
électronique www.vevor.com/support
MACHINE DE GRAVURE CNC
MANUEL D'UTILISATION
MODÈLE : S4040
Nous continuons à nous engager à vous fournir des outils à des prix compétitifs.
« Économisez la moitié », « Moitié prix » ou toute autre expression similaire utilisée par nous ne représente qu'une estimation des économies que vous pourriez réaliser en achetant certains outils chez nous par rapport aux grandes marques et ne couvre pas nécessairement toutes les catégories d'outils que nous proposons.
Nous vous rappelons de bien vouloir vérifier soigneusement lorsque vous passez une commande chez nous si vous économisez réellement la moitié par rapport aux grandes marques.
VEVOR®
TOUGH TOOLS, HALF PRICE
GRAVURE CNC
VOITURE ET
MODÈLE : S4040
Rechercher des vidéos et des guides
BESOIN D'AIDE? CONTACTEZ-NOUS!
Vous avez des questions sur nos produits ? Vous avez besoin d'assistance technique ? N'hésitez pas
à nous contacter : Assistance technique et certificat de garantie électronique www.vevor.com/support
Il s'agit de la notice d'utilisation d'origine. Veuillez lire attentivement toutes les instructions du manuel avant de l'utiliser. VEVOR se réserve le droit d'interpréter clairement notre manuel d'utilisation. L'apparence du produit dépend du produit que vous avez reçu. Veuillez nous excuser, nous ne vous informerons plus si des mises à jour technologiques ou logicielles sont disponibles sur notre produit.
 | Avertissement - Pour réduire le risque de blessure, l'utilisateur doit lire le manuel d'instructions soigneusement. |
 | Avertissement – Assurez-vous de porter des lunettes de protection lorsque vous utilisez ce produit. |
 | Utilisation en intérieur uniquement |
 | Ne touchez aucune pièce rotative lorsque la machine est en marche |
 | Portez toujours des lunettes de protection lorsque vous utilisez la machine |
 | Interdit d'utilisation dans des objets ou des gaz inflammables |
 | Ne touchez pas la prise avec les mains mouillées pour réduire le risque d'électrocution |
 | Veuillez couper immédiatement le courant en cas d'urgence |
  | Ce produit est soumis aux dispositions de la directive européenne 2012/19/CE.Le symbole représentant une poubelle à roulettes barrée indique que le produitexige une collecte séparée des déchets dans l'Union européenne. Cela s'applique àproduit et tous les accessoires marqués de ce symbole. Produits marqués commeceux-ci ne peuvent pas être jetés avec les ordures ménagères normales, mais doivent être apportésun point de collecte pour le recyclage des appareils électriques et électroniques |
Consignes de sécurité importantes Avertissement : Pour
réduire le risque de brûlures, d'électrocution ou de blessures corporelles!

Avertissement
Veuillez porter des lunettes de protection lorsque vous utilisez la machine. En cas de contact avec les yeux, blesser.
Avant de remplacer l'outil, veuillez débrancher l'alimentation électrique de la machine pour éviter les accidents.
Débranchez la prise lorsqu'elle n'est pas utilisée, avant de remplacer des pièces et d'effectuer des opérations d'entretien. la machine.
Débranchez l'appareil lors du montage et du démontage.
Une surveillance étroite est nécessaire lorsqu'un appareil est utilisé à proximité d'enfants.
Pour éviter tout blocage, ne forcez pas l'appareil à fonctionner avec une pression excessive.
Ne plongez pas les fils ou les machines dans l'eau, car cela peut provoquer un choc électrique.
Cet appareil n'est pas destiné à être utilisé par des personnes (y compris des enfants) capacités physiques, sensorielles ou mentales réduites ou manque d'expérience et connaissances à moins qu'ils n'aient reçu une supervision ou des instructions concernant l'utilisation de l'appareil par une personne responsable de leur sécurité. Les
enfants doivent être surveillés pour s'assurer qu'ils ne jouent pas avec l'appareil. appareil.
Si le cordon d'alimentation ou la fiche est endommagé, il doit être remplacé par le fabricant, son agent de service ou des personnes qualifiées de manière similaire afin d'éviter tout danger. Ou ne utiliser cet appareil. Rapportez-le au magasin pour qu'il soit réparé par un professionnel. militaire.
CONSERVEZ CES INSTRUCTIONS
- Liste des pièces
| Liste des pièces du S4040 | |||||
| Numbre de date | Nom de la pièce | Explication | Quantité | Image | Remarque |
| 01 | Composant pour l'axe Y1 | — | 1 mesenter |  | |
| 02 | Composant pour l'axe Y2 | — | 1 mesenter |  | |
| 03 | Composant pour l'axe X | — | 1 mesenter |  | |
| 04 | Profilé en aluminium (X) | 2020V*577mm | 2 Enseerles |  | |
| 05 | Profilé en aluminium (Y) | 2020V*540mm | 1 | ||
| 06 | Établi | — | 2 |  | |
| 07 | Serrage de broche | Φ52, aluminium | 1 mesenter | ||
| 08 | Moteur à broche | 300 W, ER11-8 mm | 1 mesenter |  | |
| 09 | Connecteur en L | Avec vis de réglage 2-M5*6 | Everschis |  | |
| 10 | Vis à six pans creux | M5*35 | 2 | ||
| 11 | Vis à six pans creux | M5*14 | 4 |  | |
| 12 | Vis à six pans creux | M5*12 | 12 | ||
| 13 | Vis à six pans creux | M5*10 | 8 |  | |
| 14 | Vis à six pans creux | M5*6 | 1 | ||
| 15 | Vis à six pans creux | M4*10 | 6 |  | |
| 16 | Vis à six pans creux | M4*8 | 4 | Déjà assemblé | |
| 17 | Écrou trapézoïdal | M5-20 | 16 |  | |
| 18 | Écrou hexagonal | M4 | 6 | ||
| 19 | Rondelle | Φ5-Φ20 | 4 | ||
| 20 | Plaque de mouvement | 2020 | 3 |  | |
| 21 | Soutien | — | 1 | ||
| 22 | Plaque de protection de fil | — | 1 |  | |
| 23 | Plaque de prossage | 100 mm | 4 | Plaque de pressage dessin d'assemblage | |
| 24 | Vis | M8*55 | 4 |  |  |
| 25 | Vis | M6*80 | 4 | ||
| 26 | Rondelle | Φ6*2mm | 4 |  | |
| 27 | Écrou papillon | M6 | 4 | ||
| 28 | Bolter de commande | — | 1 |  | |
| 29 | Cordon d'alimentation | — | 1 |  | |
| 30 | Contrôleur hors ligne et câble de données | Écran tactile avec carte SD | 1 mesenter |  | 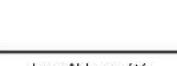 |
| 31 | Chains de remorquage | 15*10*660 | 2 |  | |
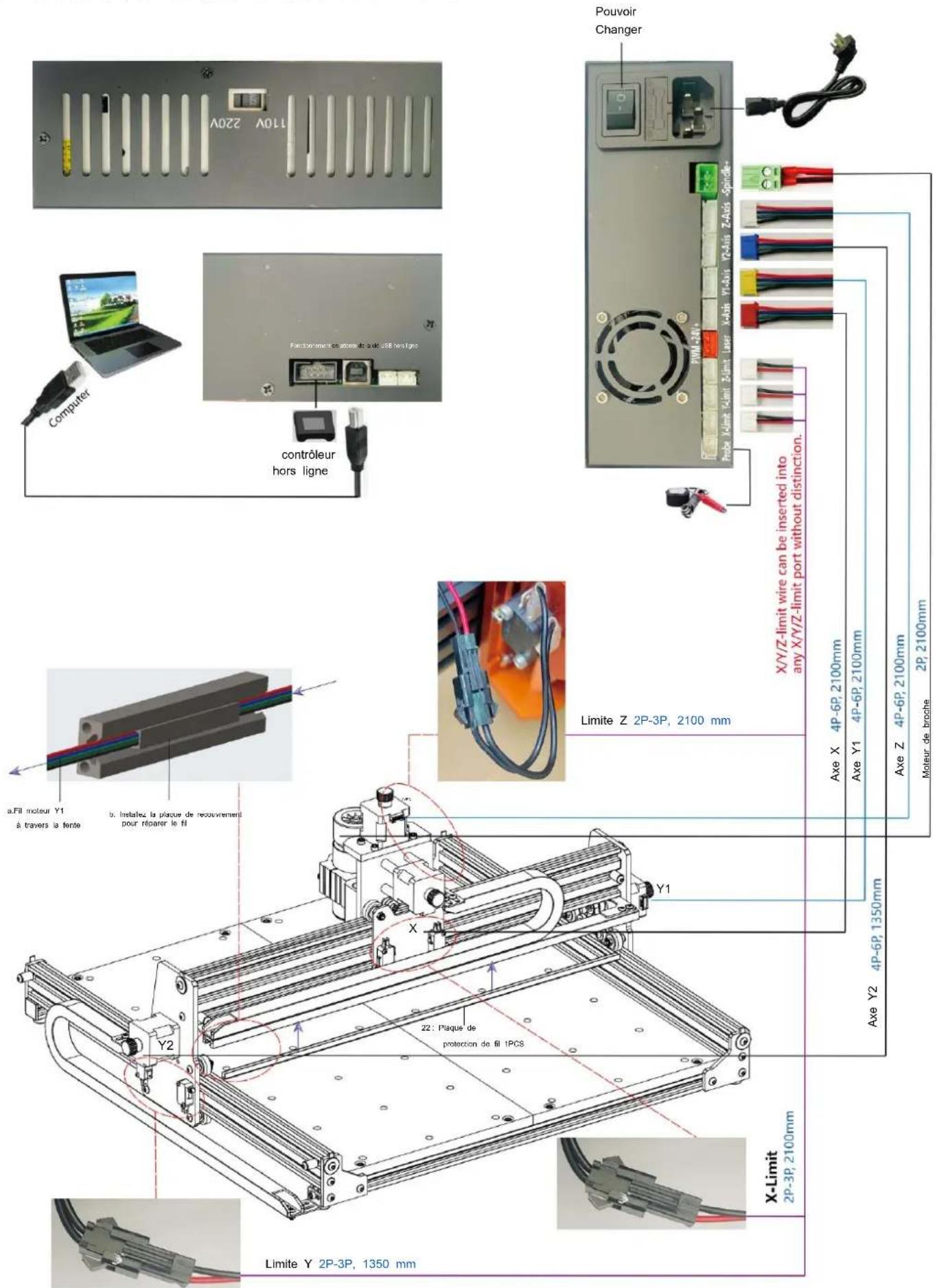
| 32 | Fil moteur broche | 2P, 2100 mm | 1 | ||
| 33 | Fil de moteur pas à pas X | 4P-6P, 2100 mm rouge | 1 | ||
| 34 | Câble moteur pas à pas Y1 | 4P-6P, 2100 mm jaune | 1 | ||
| 35 | Fil de moteur pas à pas Z | 4P-6P, 2100 mm blanc | 1 | ||
| 36 | Câble moteur pas à pas Y2 | 4P-6P, 1350 mm bleu | 1 | ||
| 37 | Fil de limite Y | 2P-3P, 1350 mm | 1 | ||
| 38 | Fil de limite X/Z | 2P-3P, 2100 mm | 2 | ||
| 39 | Câble USB | — | 1 | ||
| 40 | Borne de connexion | — | 1 | ||
| 41 | Fraise | 3.175 | 1 | ||
| 42 | Clé à six pans creux | 2/2,5/3/4 mm | 1 | ||
| 43 | Clé à écrou | 14/17 mm | 1 | ||
| 44 | Sonde | — | 1 | ||
| 45 | Brosse douce | — | 1 | ||
| 46 | Disque U | — | 1 | ||
| 47 | Manuel d'instructions | — | 1 | ||
2. Assemblage de la machine
Assemblage des composants de l'axe Y et du profilé en aluminium
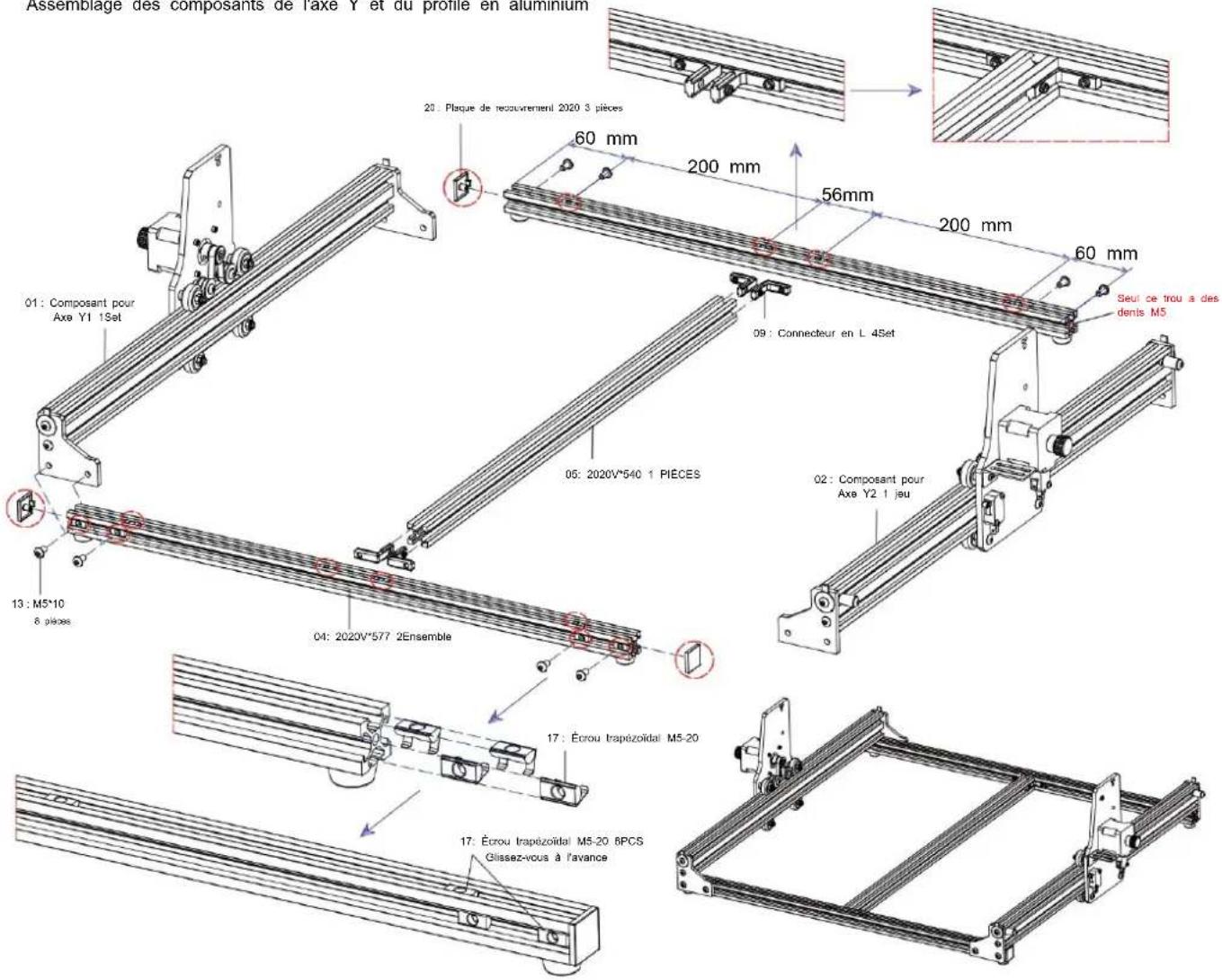
Assemblage de l'établi
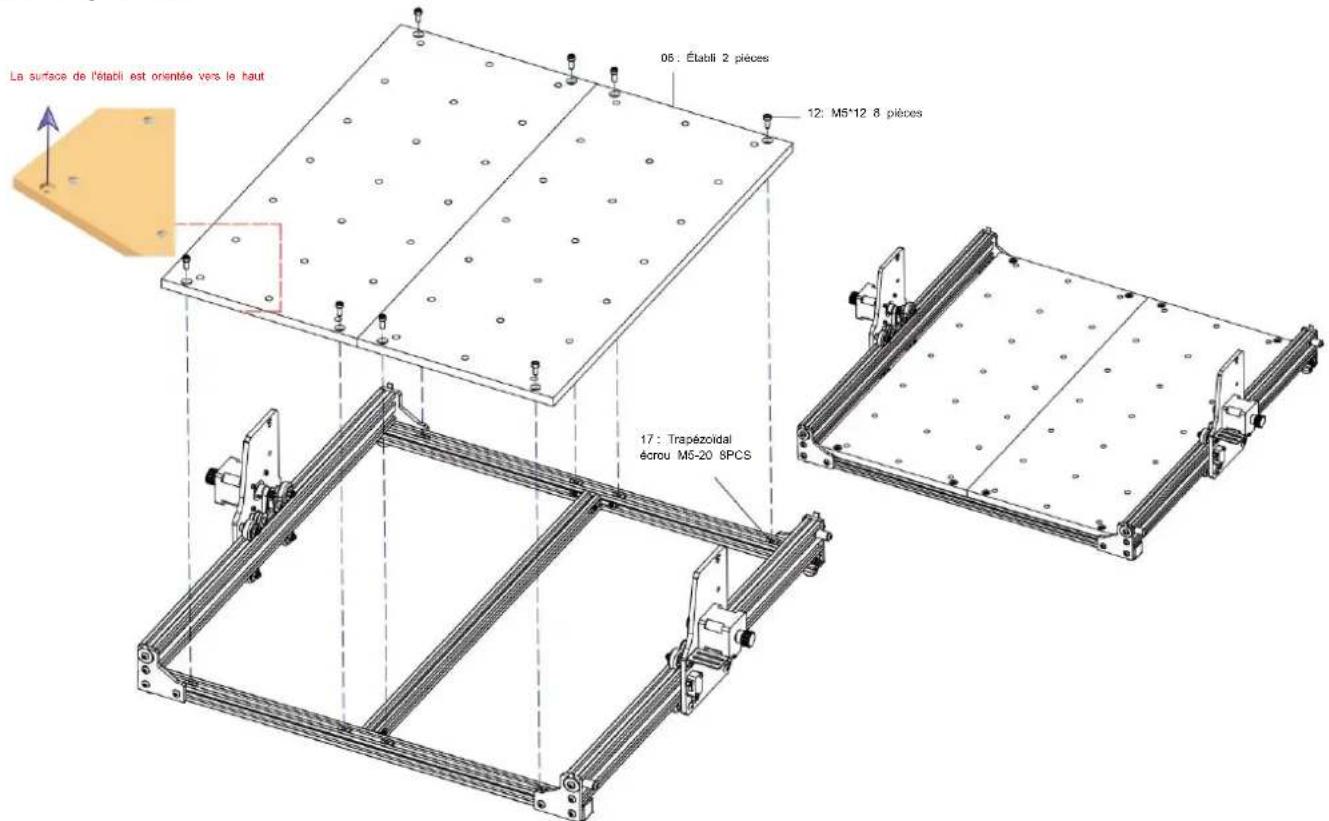
Assemblage des composants de l'axe X
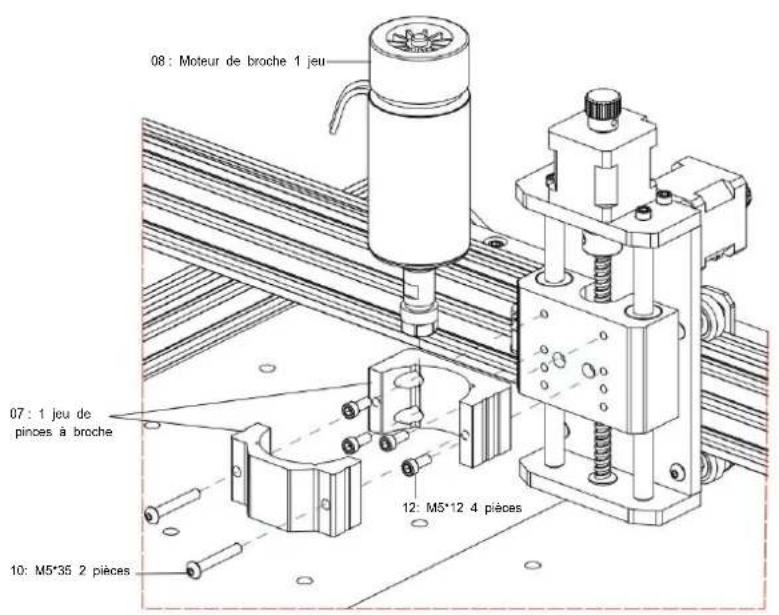
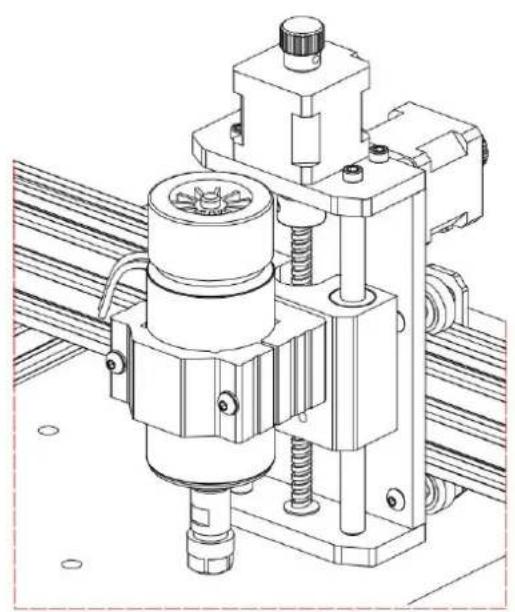
Ensemble de fixation de broche et de moteur
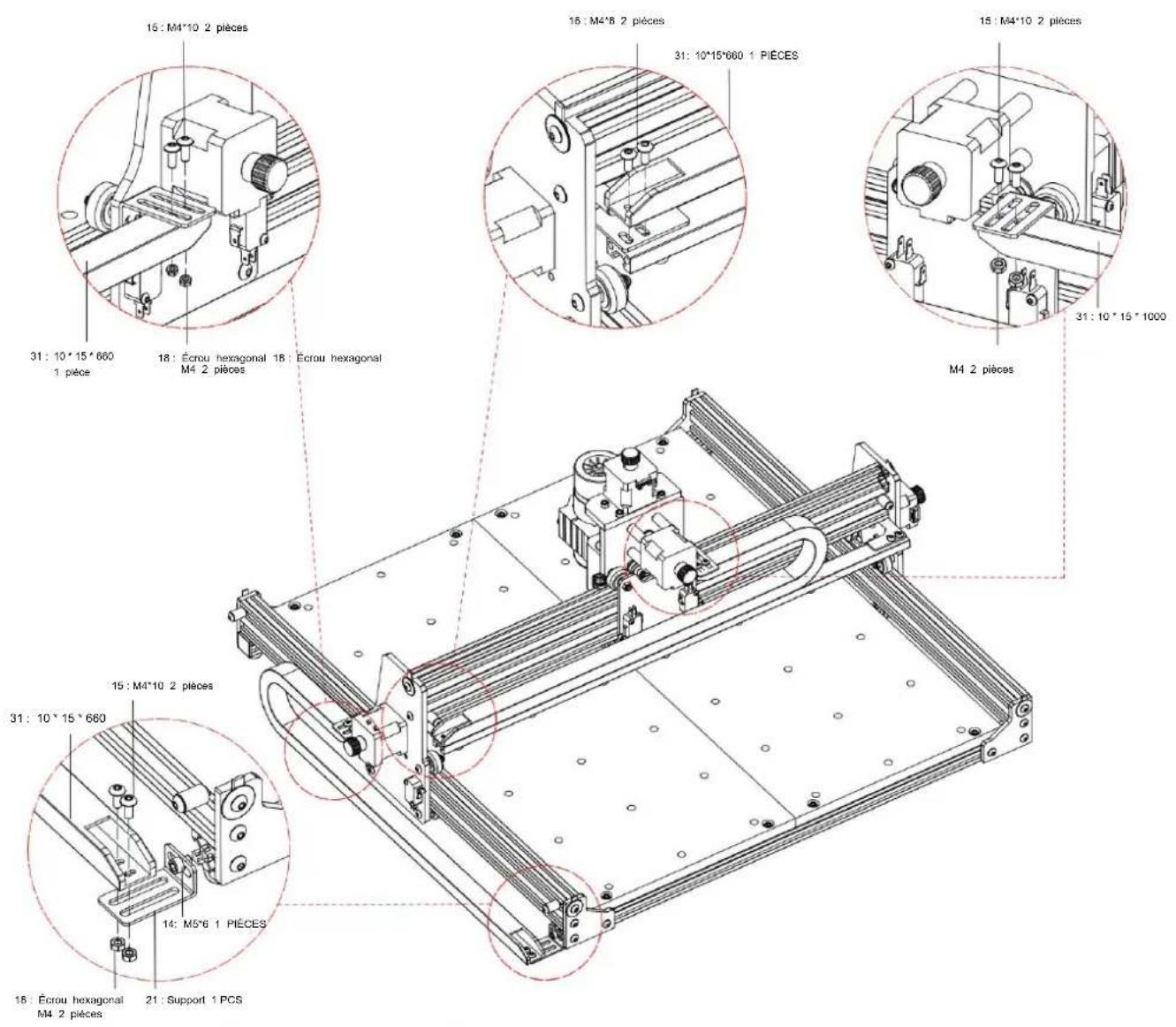
Ensemble de chaîne de remorquage
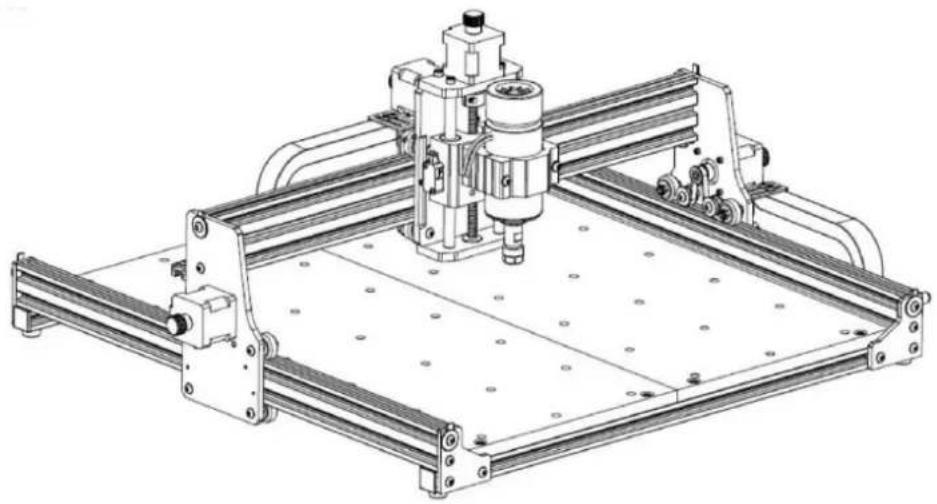
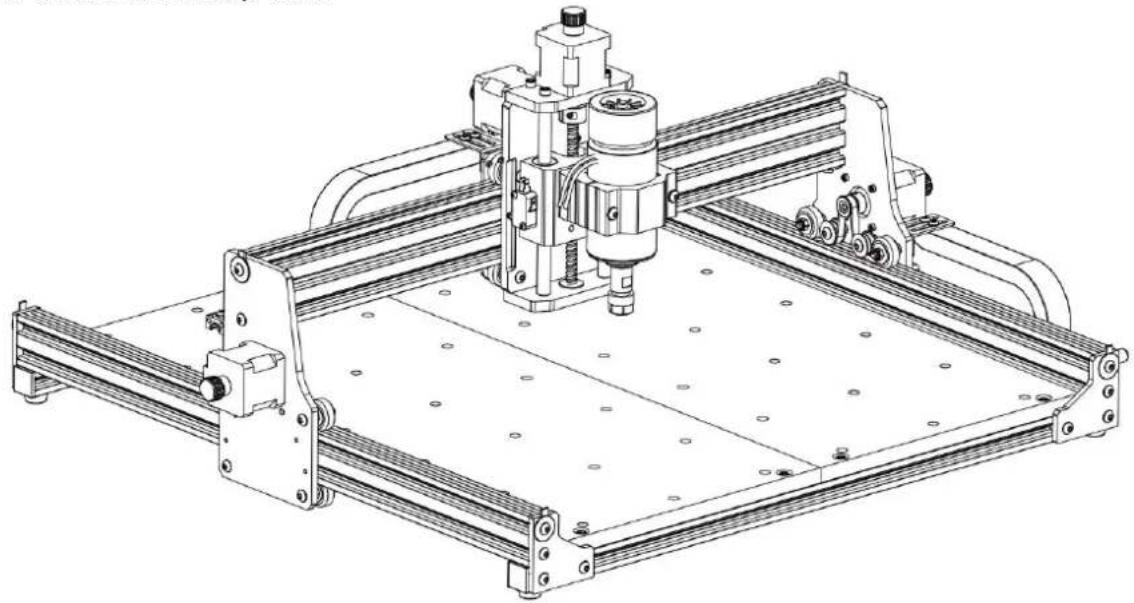
Dessin de la machine de l'assemblage terminé
- Instructions pour les ports du boîtier de commande
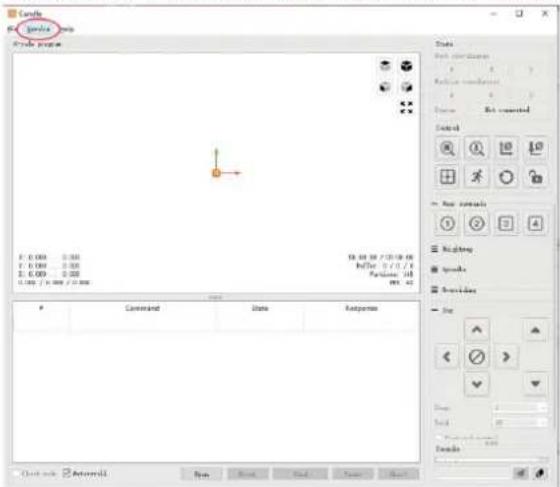
4. Logiciel Candle
Candle est une application GUI pour les machines CNC basées sur GRBL avec visualiseur de code G. Candle est un logiciel open source adapté au traitement des machinesoutils CNC. Il prend en charge le traitement des fichiers de code G et l'affichage visuel.
Fonctions prises en charge :
(1) Contrôle d'une machine CNC basée sur GRBL via des commandes de console, des boutons sur le formulaire, un pavé numérique.
(2) Surveillance de l'état de la machine CNC.
(3) Chargez, modifiez, enregistrez et envoyez des fichiers de code G à la machine CNC.
(4) Visualisation des fichiers G-code.
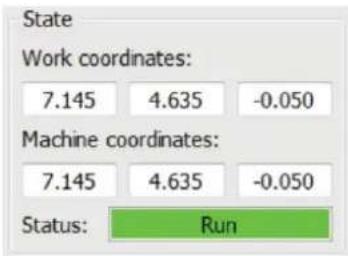
4.1 États
Coordonnées de travail :
Représente les coordonnées locales X, Y et Z actuelles de la CNC.
Coordonnées de la machine :
Représente les coordonnées absolues actuelles de la machine X, Y et Z.
L'un des états CNC suivants : Inactif :
en attente d'une commande de code G En cours d'exécution : exécution d'une commande de code G Accueil :
le cycle de retour à la position d'origine est en cours
d'exécution Vérification : le mode de vérification de la commande de code
G est activé Maintien : mis en pause par une commande « ! », doit être redémarré par une commande « \~ »
Alarme : la CNC ne sait pas où elle se trouve et bloque toutes les commandes de code G
4.2 Contrôle

Bouton d'accueil
Démarre la procédure de cycle de retour à la maison avec la commande « SH »

Z-probe
Lance la procédure de recherche du zéro de l'axe Z à l'alde de la commande spécifiée dans les paramètres (case « Commandes Zprobe »). Exemple de commande : G91G21 ; G38.2Z-30F100 ; G0Z1 ; G38.2Z-1F10


Zéro X/Y Met
à zéro les coordonnées « X » et « Y » dans le système de coordonnées local. Conserve également un décalage du système local (« G92 ») pour une utilisation ultérieure.

Restaurer X/Y/Z
Restaure les coordonnées du système local avec la commande « G92 ».

Z sûr
Déplace l'outil selon l'axe « Z » vers une position de sécurité. Les coordonnées de position peuvent être spécifiées dans le paramètre « Z de sécurité ». La position doit être spécifiée dans les coordonnées de la machine.

Réinitiser
Réinitialise la CNC avec la commande « CTRL+X »

Ouvrir
Déverrouille la CNC avec la commande « \$X ».
4.3 Logiciel utilisant des étapes
(1). Installer le pilote
Pour la première utilisation, veuillez connecter l'appareil à l'ordinateur via un câble USB et cliquez sur le bouton
Fichier CH341SER.exe dans le dossier du pilote pour installer le pilote. Dans des circonstances normales, le système Win10 identifiera et installera automatiquement le pilote. Pour les systèmes Win7 et Win8, veuillez l'installer manuellement.

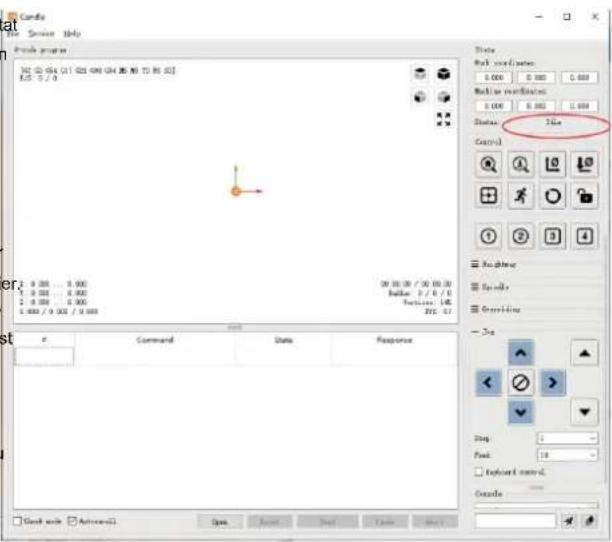
(2) Définissez le port et la connexion
Après avoir installé le pilote, ouvrez le gestionnaire de périphériques de l'ordinateur et cliquez sur l'option port pour voir le contenu à l'intérieur la case rouge sur l'écran montrée dans la figure ci-dessous (les informations sur le port sont entre parenthèses).
N'oubliez pas les informations de port demandées ci-dessus, passez à l'interface du logiciel Candle et cliquez sur l'option « Paramètres » dans le coin supérieur coin gauche. La sélection du paramètre fera apparaître la fenêtre de configuration. Sous « Connexion », sélectionnez le nom du port que vous avez interrogé, sélectionnez le débit en bauds 115200, puis cliquez sur « OK » pour terminer le réglage.
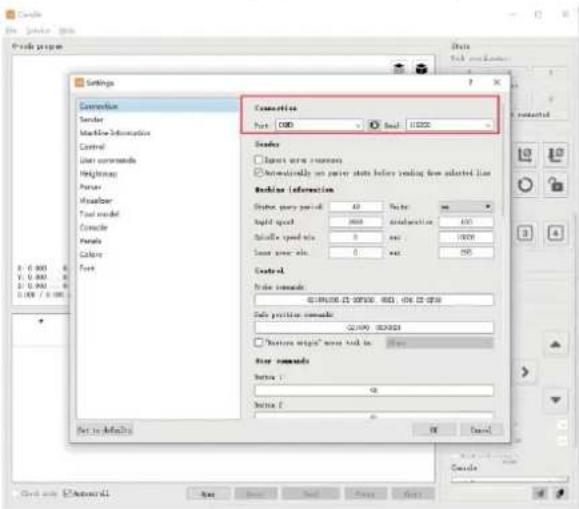
Après avoir défini le port et le débit en bauds, cliquez sur Terminer. La barre d'éta en haut à droite de l'interface Candle affichera Idle, et en même temps, la console en bas à droite affichera les informations ci-dessous, indiquant que la connexion a été établie avec succès.
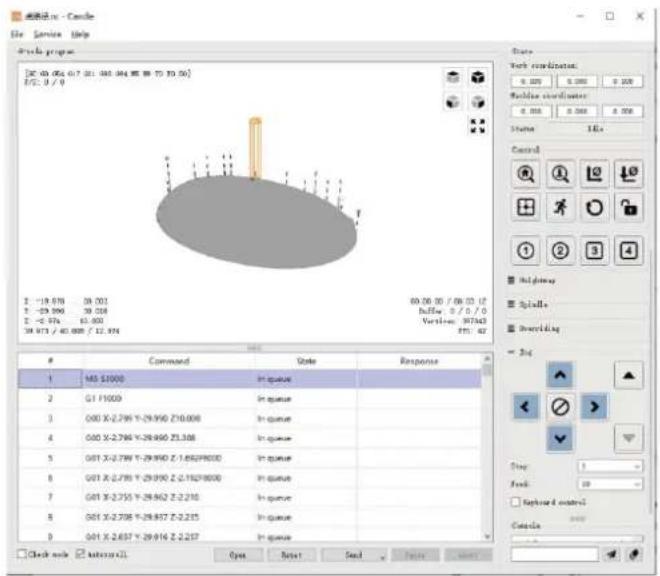
(4). Traitement des documents
Cliquez sur l'option « Fichier » en haut de la bougie, puis cliquez sur « Nouveau » pour créer le G-Code. Dans la barre de commandes en bas de l'interface, cliquez sur « Ouvrir » pour sélectionner un fichier de code G qui a été créé pour importer le fichier. Après l'importation, le milieu de l'interface affichera un graphique visuel composé de trajectoires d'outils (la position du graphique en forme de stylo dans le graphique est la position actuelle de l'outil). Dans la fenêtre de visualisation, maintenez le bouton gauche de la souris enfoncé pour déplacer le graphique et maintenez le bouton droit enfoncé pour le déplacer. Graphiques, le défilement de la molette du milieu permet de zoomer et de dézoomer sur les graphiques. En même temps, le contenu du G-Code sera affiché dans la barre de commandes inférieure. Pendant le traitement, la machine s'exécutera une par une selon les commandes du G-Code.
![[C: 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000] FIS: 0.75 State Mask coordinates: 0.000 0.000 0.000 Mask coordinates: 0.000 0.000 0.000 Status: 34% Control ID: 26.88 / 42.88.88 Buffer: 8 / 9 / 8 Vertex: 165 FFT: 42 Heightmap Symbol Encoding 24 Step: 1 Peak: 18 Keyboard control Cancel Command State Response Check node button Open Window Help Window Help](/content/2026/04/736383/images/483d3bdb73bde786d6fa6c5a8fe3f574fbd1836f68103d80594d81367be97d2e.jpg)
(5). Montage, installation de l'outil et définition de l'origine des coordonnées de travail
Le luminaire du kit de produit n'est pas assemblé. Il y a quatre ensembles au total. L'apparence et l'utilisation du luminaire assemblé sont montré dans les figures de droite.
Avant d'exécuter le programme G code, vous devez pour trouver la position de la figure de gravure par rapport à la plaque de gravure globale. Il existe un système de coordonnées à trois axes dans les graphiques visuels. L'origine du système de coordonnées à trois axes est le point de réglage de l'outil du graphique de traitement réel.
Vous pouvez déplacer l'outil pour déterminer le Position du graphique de gravure par rapport à la plaque de gravure globale en fonction de la position de cette origine. La figure de gravure de la figure ci-dessous est prise comme exemple.

Une fois la position de l'outil sélectionnée démarrée, les axes X/Y et Z sont réinitialisés à zéro (le
(les boutons de mise à zéro des axes X/Y et Z).
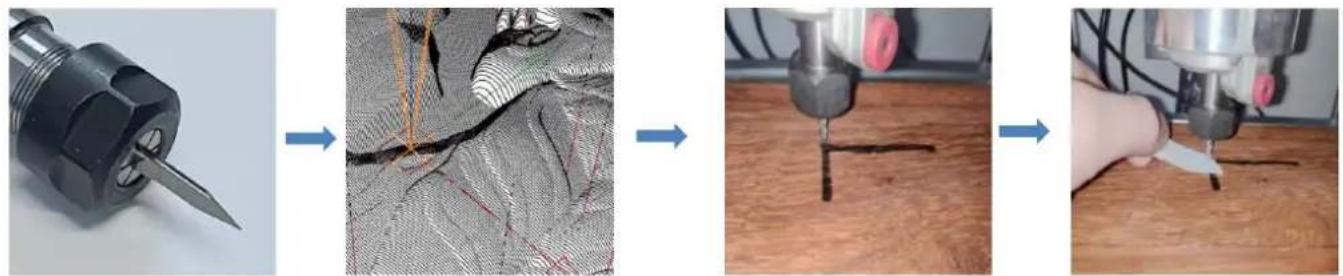
Avant de revenir à zéro, assurez-vous que l'outil se rapproche de la distance d'une feuille de papier pour la gravure, puis ramenez les axes X/Y et Z à zéro (veuillez utiliser un couteau tranchant à fond plat lors de la gravure et utilisez une fraise cylindrique lors de l'usinage de plans, de fentes et de trous) L'effet est que la figure sculptée sera sculptée avec la pointe de la lame comme origine.
La pince ER11 du moteur de broche doit d'abord être serrée dans la tête fixe et elle doit être serrée en place. Lors de l'installation le coupeur, veuillez ne pas trop étendre la pince, comme indiqué sur la première figure ci-dessous.
(6) Commencer à sculpter
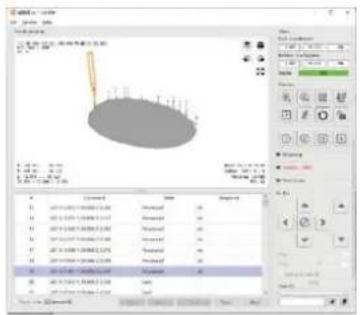
Après avoir trouvé la position de gravure, cliquez sur le bouton d'envoi ci-dessous et l'appareil commencera automatiquement la gravure. La barre d'état à Le coin supérieur droit montre l'exécution. La fenêtre de visualisation montre que l'outil se déplace le long du parcours de l'outil. Vous pouvez choisir les boutons de pause et d'arrêt ci-dessous lors de la gravure. (Après une pause, cliquez à nouveau pour continuer la gravure précédente. Après la fin, cliquez sur Envoyer pour démarrer le traitement depuis le début).
(7). Traitement terminé
Une fois le traitement terminé, la fenêtre de visualisation indique que la gravure est terminée et le temps nécessaire pour sculpture.
5. Contrôleur hors ligne (facultatif)
Remarque : Le contrôleur hors ligne et l'ordinateur ne peuvent pas être connectés à la machine à graver en même temps. Lorsque vous utilisez le contrôleur hors ligne, assurez-vous que le câble USB de la machine et de l'ordinateur sont déconnectés.
Le contrôleur hors ligne dispose d'une interface d'alimentation de secours externe de 12 V. Lorsque les utilisateurs utilisent d'autres cartes mères sans alimentation et une faible capacité d'alimentation électrique, ils peuvent connecter une alimentation externe pour alimenter le contrôleur
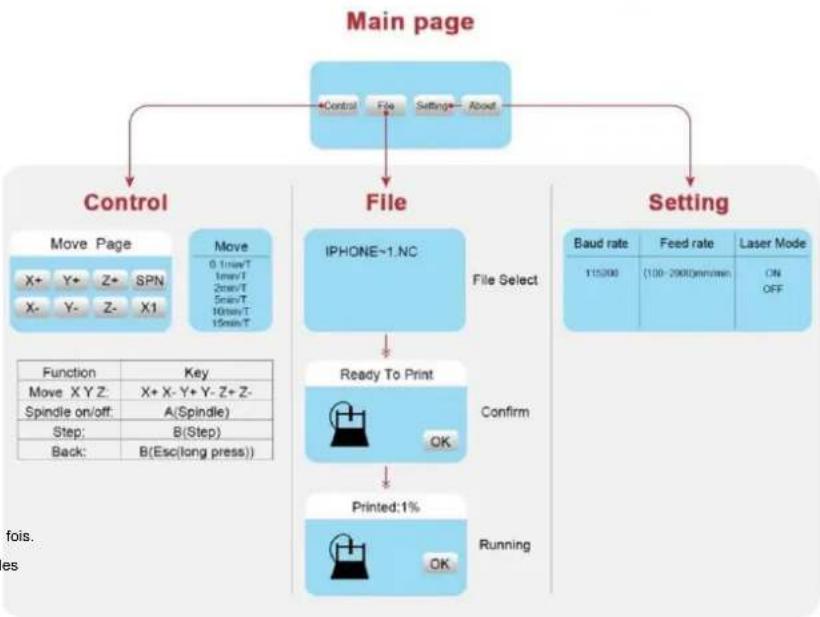
5.1 Page principale :
Y-: droite Y+ : gauche Z+ : Envoyez \$X à la carte mère
GRBL pour la déverrouiller.
OK/SPN : bouton de confirmation.
5.2 Page de contrôle :
Déplacez manuellement chaque axe vers la position souhaitée.
X+: déplacement de l'axe X vers la droite, X vers l'opposé. Y+: déplacement de l'axe Y vers l'avant, Y vers l'opposé. Z+ :
déplacement de l'axe Z vers le haut, Z vers l'opposé.
OK/SPN : Interrupteur de test de broche, appuyez pour ouvrir la broche (correspondant au SPN gris sur l'écran), appuyez à nouveau pour fermer la broche (le SPN correspondant sur l'écran revient à la normale). Appuyez longuement pour accéder à la page de modification de la vitesse de broche. Sur cette page, Y+/ Y- correspond à la vitesse de broche élevée/faible, appuyez longuement sur OK/SPN pour quitter la page de modification de la vitesse de broche.
Sortie/STP : Fonction 1 : Appuyez sur chaque bouton d'axe XYZ pour modifier la distance de mouvement de 0,1, 1, 5, 10 cycles à chaque fois.
Fonction 2: Appuyez et maintenez enfoncé pendant environ 2 secondes pour quitter.
flowchart
graph TD
A["Main page"] --> B["Control"]
A --> C["File"]
A --> D["Setting"]
B --> E["Move Page"]
B --> F["Move"]
E --> G["X+ Y+ Z+ SPN"]
E --> H["X- Y- Z- X1"]
F --> I["0.1ms/T 1ms/T 2ms/T 5ms/T 10ms/T 10ms/T"]
C --> J["IPHONE-1.NC"]
C --> K["File Select"]
K --> L["Ready To Print"]
L --> M["Confirm"]
M --> N["Printed:1%"]
N --> O["Running"]
P["Baud rate 115200"] --> Q["Feed rate (100-2000)mm/min"] --> R["Laser Mode ON OFF"]
5.3 Page Fichier :
Liste des fichiers Sélectionnez le fichier à graver. Les documents pris en charge incluent : NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC.
Y+ : haut, Y- : bas OK/
SPN : Confirme la sélection et entre dans la page de confirmation de gravure.
5.4 Confirmer la page de gravure : Confirmez
que le fichier de gravure est démarré sans erreur.
OK/SPN : La confirmation démarre, prêt à imprimer devient le pourcentage d'affichage de progression, la page de sélection de fichier est renvoyée une fois la gravure terminée.
5.5 Page Paramètres : X+/
X- : Modifier le débit en bauds ; Y+/Y- : Modifier le débit d'alimentation de ±100/clic ; Z+/Z- : Modifier le débit d'alimentation de ±10/clic ; OK/SPN : Modifier le mode laser ON/OFF
5.6 Réseau Wi-Fi et Web Le contrôleur
hors ligne dispose d'une fonction de réseau sans fil Wi-Fi. Par défaut, le point d'accès Wi-Fi de VIGO-STK**** est automatiquement établi.
Vous pouvez vous connecter au point d'accès via le Wi-Fi de votre ordinateur ou de votre téléphone portable avec le mot de passe 12345678, puis ouvrir 192.168.0.1 ou vigostick.local dans le navigateur pour gérer (télécharger ou supprimer) les fichiers sur la carte SD du contrôleur hors ligne, et vous pouvez également saisir le compte SSID (prise en charge uniquement du signal 2,4 G) et le mot de passe pour aider le contrôleur hors ligne à accéder à votre réseau Wi-Fi local. Une fois le contrôleur connecté au Wi-Fi 2,4 G local, l'adresse IP actuelle du contrôleur ou le nom de domaine vigostick.local peuvent toujours être ouverts pour accèder à l'interface de gestion Web. Vous pouvez ouvrir la page À propos du contrôleur pour vérifier l'adresse IP.
État du réseau : un point apparaît dans le coin supérieur gauche de la page principale. Le point ROUGE indique que le point d'accès VIGO-STK**** est actif et le point VERT indique que le contrôleur s'est connecté au Wi-Fi local.
L'interface de gestion Web est identique à celle de la page précédente. Les pages Web fonctionnent comme suit : cliquez sur
le menu « Contrôle », l'interface de contrôle MOVE apparaît, vous pouvez cliquer sur le bouton correspondant pour contrôler le mouvement de la machine CNC.
Cliquez sur le menu « Fichier » pour afficher les fichiers de gravure actuellement stockés sur la carte SD du contrôleur hors ligne actuel. Vous pouvez télécharger de nouveaux fichiers sur le contrôleur. Après avoir sélectionné le fichier de gravure correspondant pour démarrer la gravure, l'interface affiche le fichier en cours de gravure et la progression de la gravure. Vous pouvez cliquer sur le bouton pour mettre en pause ou arrêter le processus de gravure.
Cliquez sur le menu « Paramètres », accédez à l'interface de réglage de la machine à sculpter, où vous pouvez définir certains paramètres de contrôle ou effectuer une réinitialisation, un déverrouillage, une restauration des paramètres, un réglage des outils, activer/désactiver le mode laser et d'autres commandes.
6. Restaurer les paramètres d'usine SI le mouvement
mécanique de la machine est fluide, mais que le mouvement de gravure semble bloqué ou que le moteur pas à pas ne
déplacez-vous, veuillez essayer de restaurer les paramètres d'usine de la carte mère.
Méthode : Exécutez le logiciel Candle et envoyez la commande \$RST=* à la machine, puis redémarrez la machine.
Guide de réparation CNC
| Problème | Solution |
| L'ordinateur et le contrôleur hors ligne ne peuvent pas contrôler le mouvement normal de la machine ou graver de manière anormale | Vérifiez si le contrôleur hors ligne et le port USB de l'ordinateur sont tous deux connectés à la machine à graver. Si c'est le cas, débranchez le contrôleur hors ligneou le câble USB de l'ordinateur. Les deux ne peuvent pas être connectés à la machine de gravure machine en même temps. |
| La machine est connectée à l'ordinateur est allumé, mais le logiciel de gravure affiche une connexion échec | Veuillez vous assurer que le pilote approprié est installé sur l'ordinateur ; veuillez vérifiez si l'interface USB est correctement connectée ; veuillez vous assurerle port COM est correctement sélectionné (ne sélectionnez pas COM1) ; assurez-vous que le débit en bauds est correctement sélectionné (choisissez 115200). |
| Le logiciel affiche une erreur d'alarme, le contrôleur est verrouillé et cliquer sur réinitialiser et déverrouiller ne l'élimine pas | Vérifiez si les interrupteurs de fin de course dans la direction des trois axes XYZ sont enfoncés ou obstrués par des corps étrangers. Nettoyez-les si nécessaire.Sinon, débranchez la connexion fils des interrupteurs de fin de course. Si cela revient à la normale, les fils correspondants L'interrupteur est en court-circuit et est tombé en panne. Il peut être remplacé ou abandonné temporairement. |
| Le contenu gravé apparaît comme un reflet miroir de l'image d'origine et le sens du mouvement de la commande manuelle est incorrect | Il suffit de définir les paramètres Grbl dans le logiciel pour inverser le sens de l'axe X ou Y. |
| Le contenu gravé apparaît tourné à 90 degrés | Vérifiez si les joints de connexion de l'axe XY du contrôleur ont été inversés. Échangez simplement les connexionsdos. |
| L'image gravée est déformée et mal alignée | Vérifiez qu'il n'y a pas de glissement entre l'axe du moteur à vis mère et l'accouplement.Serrez les vis de réglage aux deux extrémités de l'accouplement. |
| Après avoir modifié les paramètres du micrologiciel de la machine de gravure, divers mouvements anormaux de la machine ou des tailles de gravure anormalesse produire | Veuillez restaurer le micrologiciel aux paramètres d'usine. Exécutez le logiciel Candle, connectez-vous à la machine et, dans la zone de commande en bas à droite, entrez et envoyez la commande$RST=*, puis redémarrez la machine. |
VEVOR®
TOUGH TOOLS, HALF PRICE


