
S4040 - Macchina per incisione CNC Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo S4040 Vevor in formato PDF.

| Tipo di prodotto | Macchina per incidere CNC |
| Marca | Vevor |
| Modello | S4040 |
| Superficie di lavoro utile | 400 x 400 mm (stimato) |
| Potenza del mandrino | 300 W |
| Pinza di serraggio | ER11, diametro max 8 mm |
| Velocità di rotazione del mandrino | 12000 giri/min (tipico) |
| Alimentazione elettrica | 110-220 V AC, 50/60 Hz |
| Software di controllo | Candle (GRBL) |
| Controller offline | Sì, con touch screen, WiFi, gestione Web |
| Dimensioni approssimative (L x l x h) | 800 x 700 x 500 mm |
| Peso approssimativo | 35 kg |
| Sicurezza | Occhiali di protezione richiesti, arresto di emergenza, uso interno |
| Manutenzione e pulizia | Pulire regolarmente, controllare i collegamenti, sostituire le parti usurate |
| Parti di ricambio e riparabilità | Disponibili su vevor.com/support |
| Accessori inclusi | Fresa da 3,175 mm, chiavi Allen, sonda, spazzola, chiavetta USB, manuale |
Domande frequenti - S4040 Vevor
Domande degli utenti su S4040 Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Macchina per incisione CNC in formato PDF gratuitamente! Trova il tuo manuale S4040 - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. S4040 del marchio Vevor.
MANUALE UTENTE S4040 Vevor
Supporto tecnico e certificato di garanzia
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta solo una stima del risparmio che potresti ottenere acquistando determinati utensili con noi rispetto ai principali marchi principali e non significa necessariamente coprire tutte le categorie di utensili da noi offerti. Ti ricordiamo gentilmente di verificare attentamente quando effettui un ordine con noi se stai effettivamente risparmiando la metà rispetto ai principali marchi principali.
VEVOR®
TOUGH TOOLS, HALF PRICE
INCISIONE CNC
AUTO E
MODELLO: S4040
HAI BISOGNO DI AIUTO? CONTATTACI!
Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitare a contattarci: Supporto
tecnico e certificato di garanzia elettronica www.vevor.com/support
Questa è l'istruzione originale, si prega di leggere attentamente tutte le istruzioni del manuale prima di utilizzare. VEVOR si riserva una chiara interpretazione del nostro manuale utente. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Vi preghiamo di perdonarci se non vi informeremo di nuovo se ci sono aggiornamenti tecnologici o software sul nostro prodotto.
 | Attenzione: per ridurre il rischio di lesioni, l'utente deve leggere il manuale di istruzioni accuratamente. |
 | Attenzione: indossare sempre protezioni per gli occhi quando si utilizza questo prodotto. |
 | Solo per uso interno |
 | Non toccare le parti rotanti quando la macchina è in funzione |
 | Indossare sempre occhiali protettivi quando si utilizza la macchina |
 | Vietato l'uso in oggetti o gas infiammabili |
 | Non toccare la presa con le mani bagnate per ridurre il rischio di folgorazione |
 | Si prega di interrompere immediatamente l'alimentazione in caso di emergenza |
 | Questo prodotto è soggetto alle disposizioni della Direttiva Europea 2012/19/CE.Il simbolo raffigurante un bidone della spazzatura barrato indica che il prodotto richiede la raccolta differenziata dei rifiuti nell'Unione Europea. Ciò vale per prodotto e tutti gli accessori contrassegnati con questo simbolo. I prodotti contrassegnati come tali rifiuti non possono essere smaltiti insieme ai normali rifiuti domestici, ma devono essere portati in un punto di raccolta per il riciclaggio di apparecchiature elettriche ed elettroniche |
 |
Istruzioni importanti per la sicurezza Attenzione:
per ridurre il rischio di ustioni, folgorazioni o lesioni personali!

Attenzione
Si prega di indossare occhiali protettivi quando si utilizza la macchina. Nel caso in cui i vostri occhi male.
ÿ Prima di sostituire l'utensile, scollegare l'alimentazione elettrica della macchina per evitare incidenti.
ÿ Scollegare la presa quando non è in uso, prima di sostituire parti e di effettuare la manutenzione la macchina.
ÿ Scollegare l'unità durante il montaggio e lo smontaggio.
ÿ È necessaria un'attenta supervisione quando un apparecchio viene utilizzato in presenza di bambini.
ÿ Per evitare inceppamenti, non forzare il funzionamento dell'unità con una pressione eccessiva.
ÿ Non immergere cavi o macchinari in acqua, poiché ciò potrebbe causare scosse elettriche.
ÿ Questo apparecchio non è destinato all'uso da parte di persone (bambini compresi) con ridotte capacità fisiche, sensoriali o mentali o mancanza di esperienza e conoscenza a meno che non abbiano ricevuto supervisione o istruzioni in merito l'uso dell'apparecchio da parte di una persona responsabile della loro sicurezza. ÿ
I bambini devono essere sorvegliati per assicurarsi che non giochino con l'apparecchio. apparecchio.
ÿ Se il cavo di alimentazione o la spina sono danneggiati, devono essere sostituiti dal produttore, dal suo agente di servizio o persone qualificate in modo simile per evitare un pericolo. Oppure non utilizzare questo apparecchio. Riportarlo al negozio di assistenza o di riparazione da parte di un professionista militare.
SALVA QUESTE ISTRUZIONI
- Elenco delle parti
| Elenco delle parti S4040 | |||||
| Numero di parto | Nome della parte | Spiegazione | Quantità | Immagine | Osservazione |
| 01 | Componente per l'asse Y1 | — | 1 set |  | |
| 02 | Componente per asse Y2 | — | 1 set |  | |
| 03 | Componente per l'asse X | — | 1 set |  | |
| 04 | Profilo in alluminio (X) | 2020V*577mm | 2hovato |  | |
| 05 | Profilo in alluminio (Y) | 2020V*540mm | 1 | ||
| 06 | Banco da lavoro | — | 2 |  | |
| 07 | Morsetto del mandrino | ÿ52, alluminio | 1 set | ||
| 08 | Motore mandrino | 300w,ER11-8mm | 1 set |  | |
| 09 | Connettore a L | Con vite di fissaggio 2-M5*6 | Alocato |  | |
| 10 | Vite esagonale interna | M5*35 | 2 |  | |
| 11 | Vite esagonale interna | M5*14 | 4 |  | |
| 12 | Vite esagonale interna | M5*12 | 12 |  | |
| 13 | Vite esagonale interna | M5*10 | 8 |  | |
| 14 | Vite esagonale interna | M5*6 | 1 |  | |
| 15 | Vite esagonale interna | M4*10 | 6 |  | |
| 16 | Vite esagonale interna | M4*8 | 4 |  | Già assemblato |
| 17 | Dado trapezoidale | M5-20 | 16 |  | |
| 18 | Dado esagonale | M4 | 6 |  | |
| 19 | Rondella | ÿ5-ÿ20 | 4 |  | |
| 20 | Piastra di copertura | 2020 | 3 |  | |
| 21 | Supporto | — | 1 | ||
| 22 | Piastra di copertura del filo | — | 1 |  | |
| 23 | Piastra di prossatura | 100mm | 4 |  | Piastra di pressatura disegno di assieme |
| 24 | Vite | M8*55 | 4 |  | |
| 25 | Vite | M6*80 | 4 |  |  |
| 26 | Rondella | ÿ6*2mm | 4 |  | |
| 27 | Dado a farfalla | M6 | 4 |  | |
| 28 | Scatola di controllo | — | 1 |  | |
| 29 | Cavo di alimentazione | — | 1 |  | |
| 30 | Controllore offline e cavo dati | Touch screen con scheda SD | 1 set |  | |
| 31 | Catena di traino | 15*10*660 | 2 | — | Il cavo è stato inflato in la catena di traino |
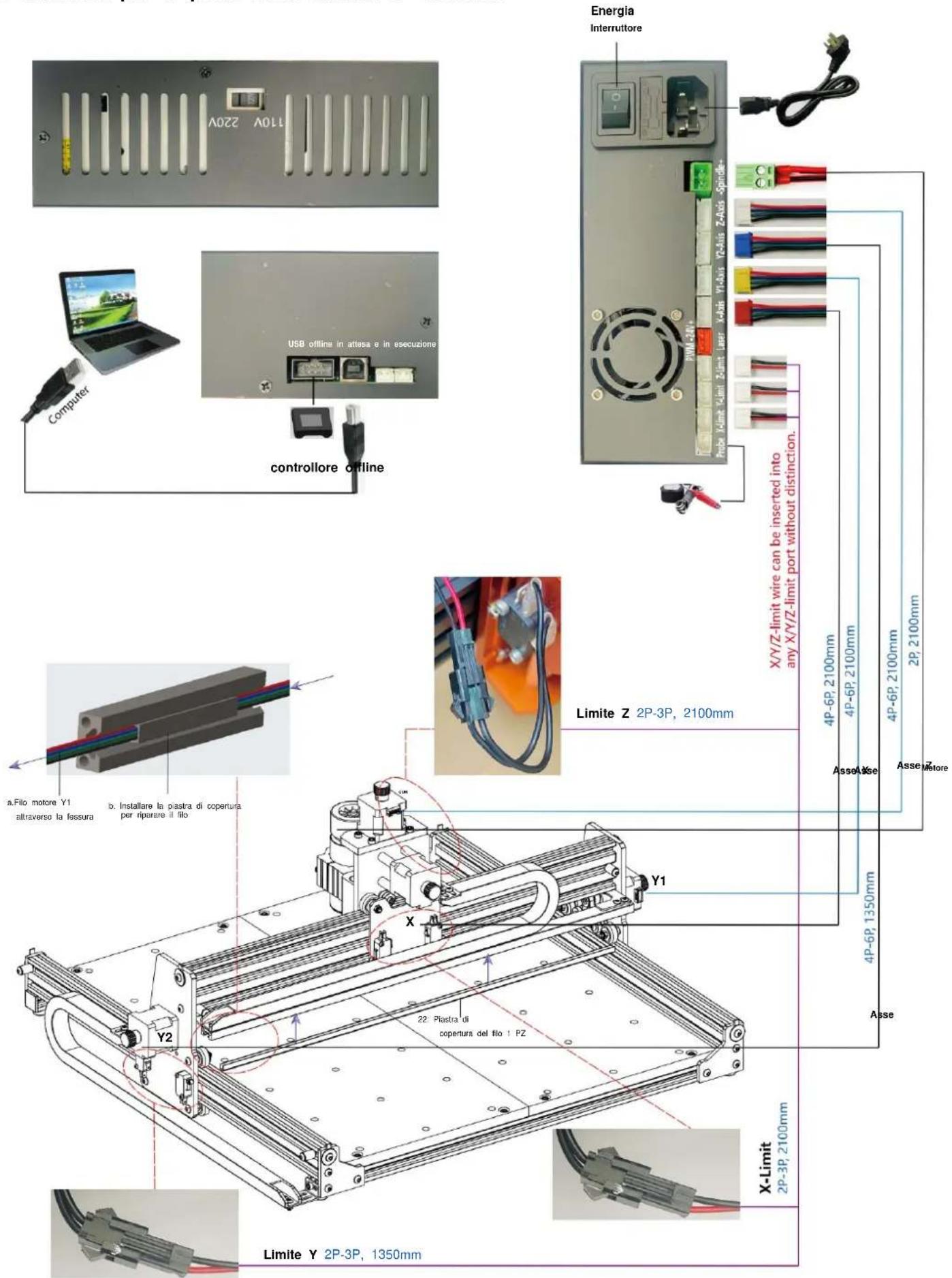
| 32 | Filo motore mandrino | 2P, 2100mm | 1 | — | |
| 33 | X Filo motore passo-passo | 4P-6P, 2100mm rosso | 1 | — | |
| 34 | Cavo motore passo-passo Y1 | 4P-6P, 2100mm giallo | 1 | — | |
| 35 | Filo motore passo-passo Z | 4P-6P,2100mm bianco | 1 | — | |
| 36 | Cavo motore passo-passo Y2 | 4P-6P, 1350mm blu | 1 | — | |
| 37 | Filo limite Y | 2P-3P, 1350mm | 1 | — | |
| 38 | Filo limite X/Z | 2P-3P, 2100mm | 2 | — | |
| 39 | Cavo USB | — | 1 | — | |
| 40 | Terminale di collegamento | — | 1 |  | |
| 41 | Fresa | 3.175 | 1 |  | |
| 42 | Chiave esagonale interna | 2/2,5/3/4 mm | 1 set | [02YX] | |
| 43 | Chiave per dadi | 14/17mm | 1 set | [W277] | |
| 44 | Sonda | — | 1 | [DDDA] | |
| 45 | Spazzola morbida | — | 1 | [YYXQ] | |
| 46 | Disco U | — | 1 | [SCXY] | |
| 47 | Manuale di istruzioni | — | 1 | — | |
Piastra di pressatura
disegno di assieme
Il cavo è stato
infilato in
la catena di traino
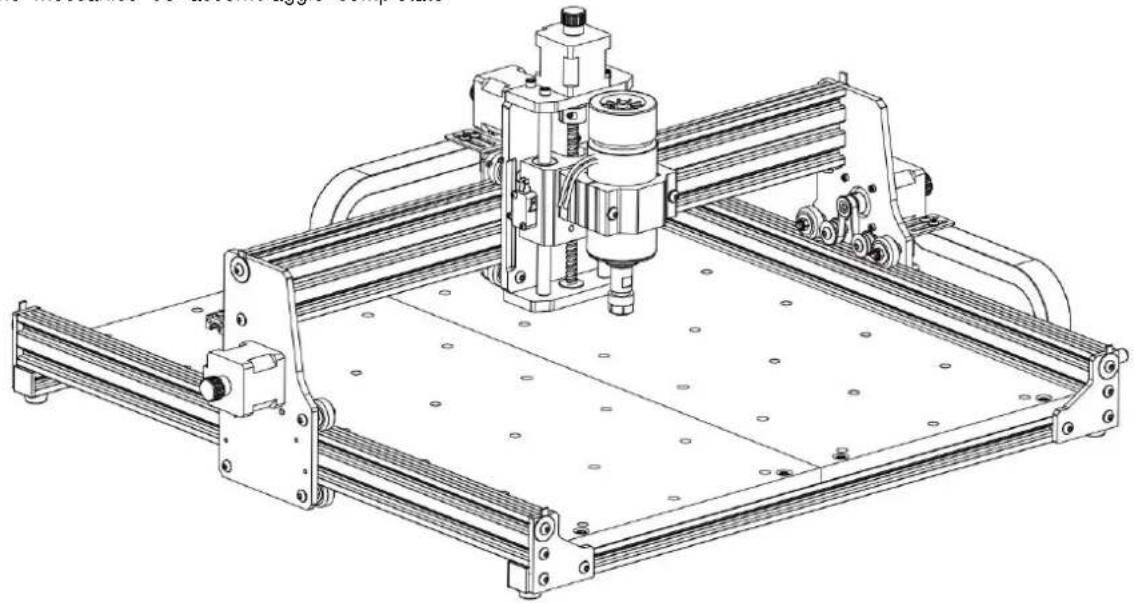
2. Assemblaggio della macchina
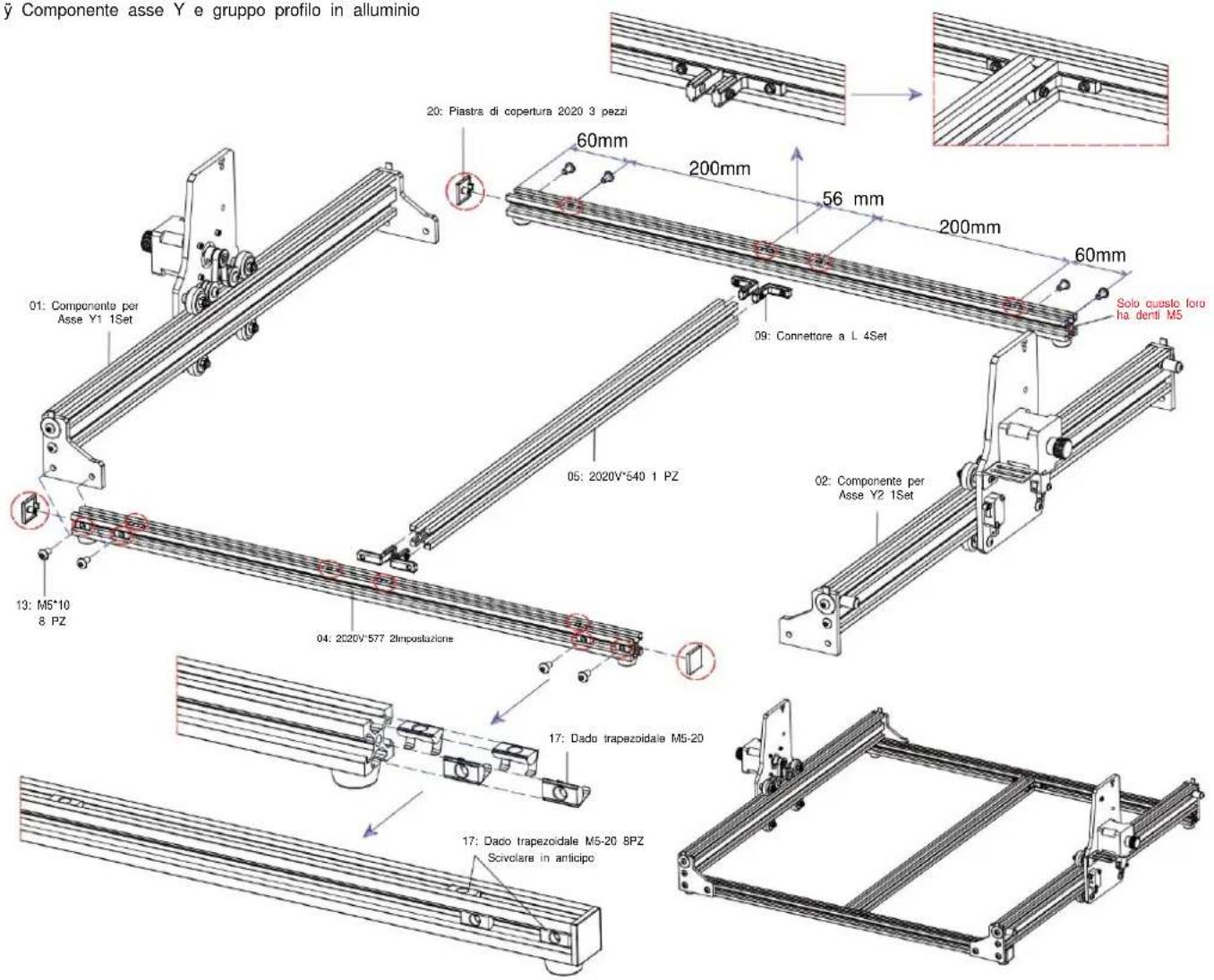
ÿ Componente asse Y e gruppo profilo in alluminio
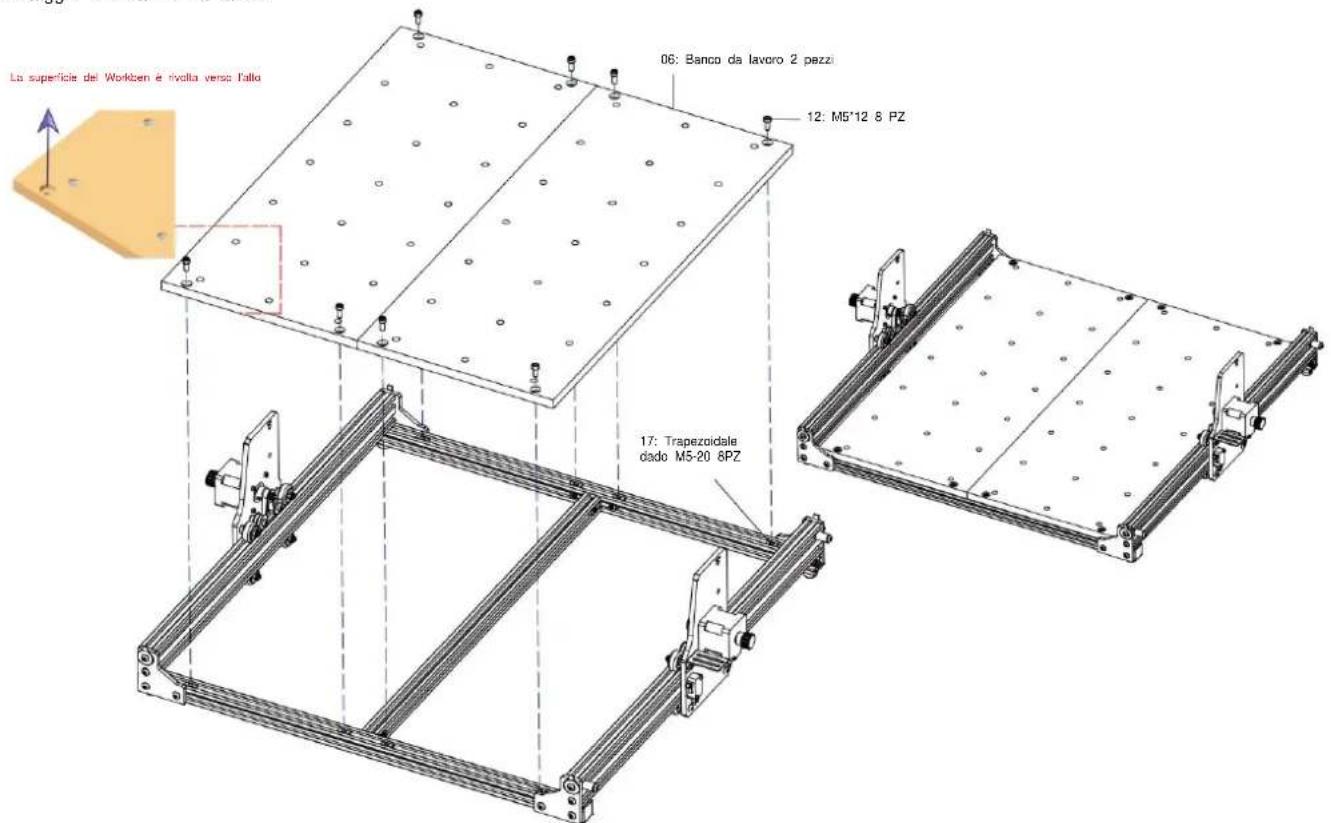
ÿ Montaggio del banco da lavoro
ÿ Assemblaggio dei componenti dell'asse X
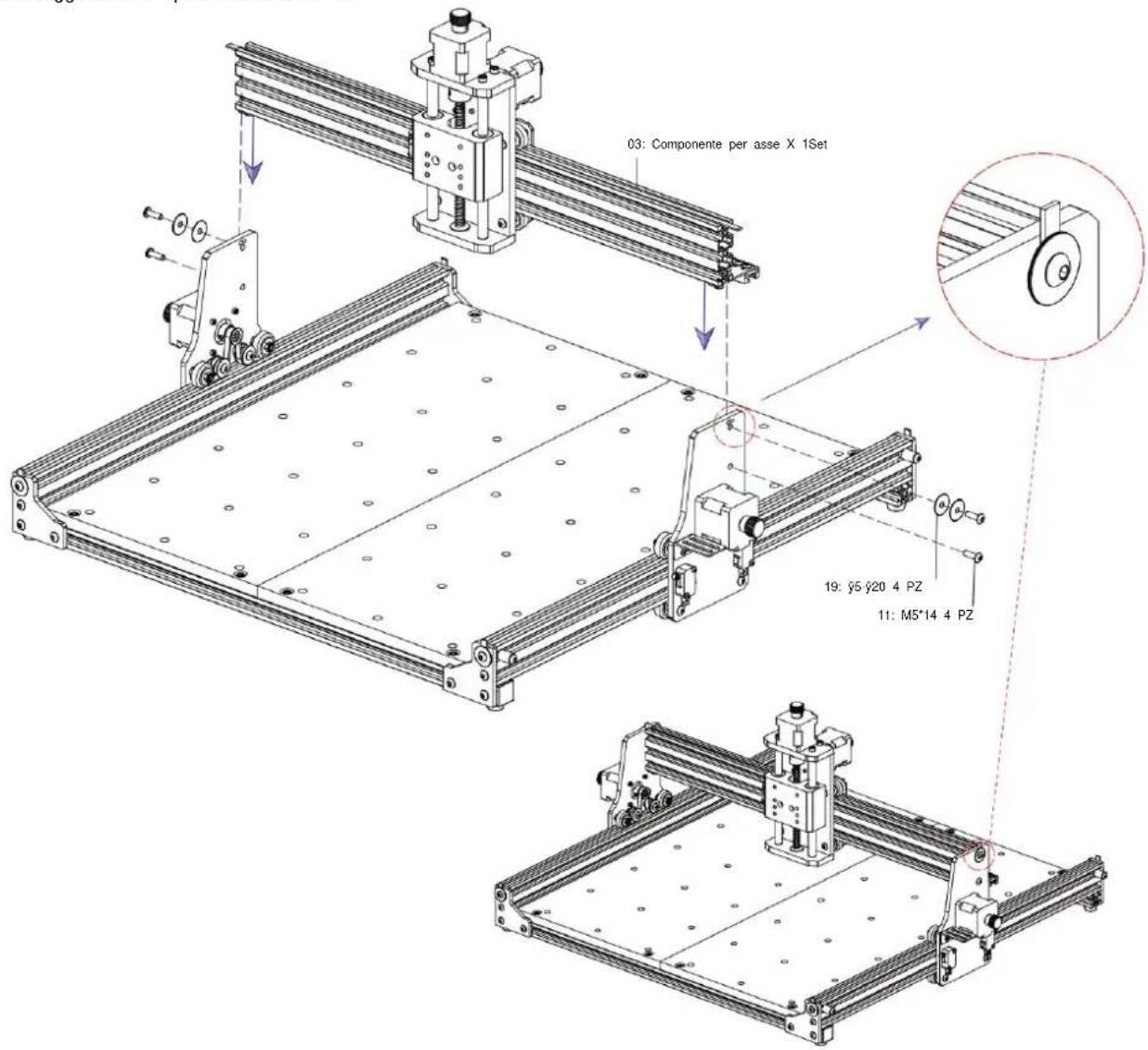
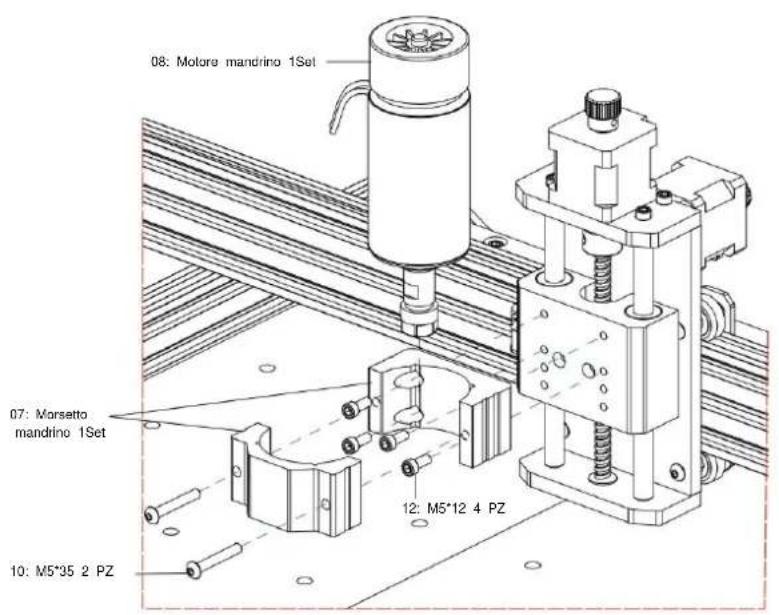
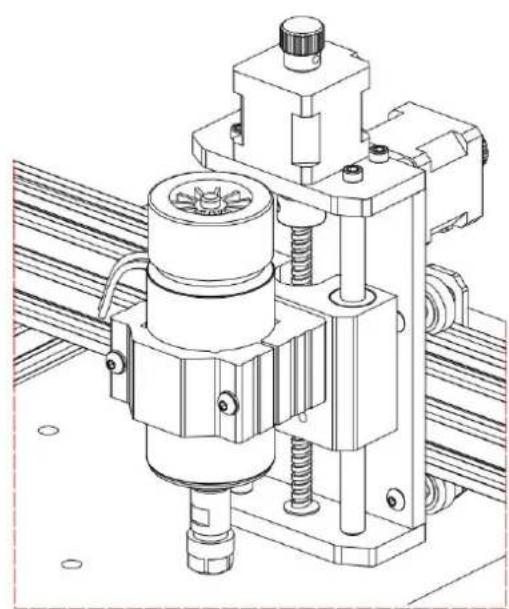
ÿ Fissaggio del mandrino e gruppo motore
ÿ Gruppo catena di traino
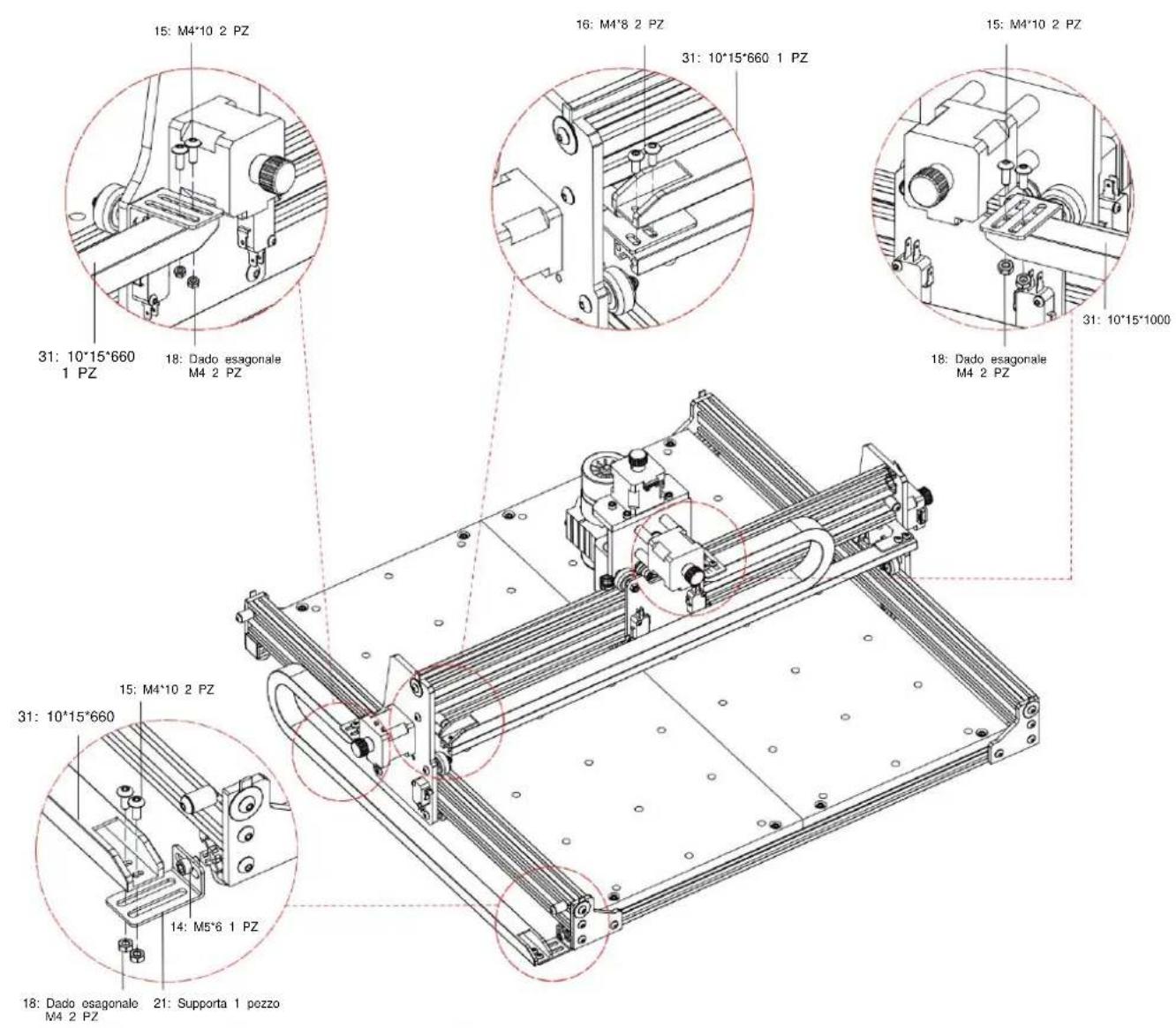
ÿ Disegno meccanico dell'assemblaggio completato
- Istruzioni per le porte sulla scatola di controllo
4. Software per candele
Candle è un'applicazione GUI per macchine CNC basate su GRBL con visualizzatore G-Code. Candle è un software open source adatto per l'elaborazione di macchine utensili CNC. Supporta l'elaborazione di file G code e la visualizzazione.
Funzioni supportate:
(1) Controllo della macchina CNC basata su GRBL tramite comandi della console, pulsanti sul modulo, tastierino numerico.
(2) Monitoraggio dello stato della macchina CNC.
(3) Caricare, modificare, salvare e inviare file G-code alla macchina CNC.
(4) Visualizzazione dei file G-code.
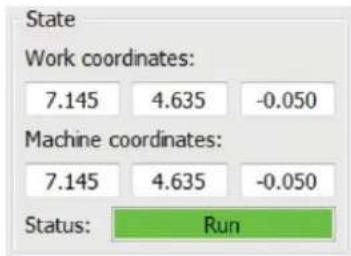
4.1 Stati
Coordinate di lavoro:
Rappresenta le coordinate locali X, Y e Z correnti del CNC.
Coordinate della macchina:
Rappresenta le coordinate assolute correnti della macchina X, Y e Z.
Uno dei seguenti stati CNC: ÿ Inattivo
- in attesa di un comando G-code In esecuzione - in esecuzione di un comando G-code ŷ Home - il ciclo di homing è in esecuzione ŷ Controllo - la modalità di controllo del comando G-code è attivata ŷ In attesa -
in pausa con un comando "!", deve essere riavviato con un comando "\~" ŷ Allarme - il CNC non sa dove si trova e blocca tutti i comandi G-code
4.2 Controllo

Pulsante Home
Avvia la procedura del ciclo di homing con il comando "\$H"

Z-probe
Avvia la procedura di ricerca dell'asse Z zero utilizzando il comando specificato nelle impostazioni (casella "Comandi Z-probe"). Esemplo di comando: G91G21; G38.2Z-30F100; G0Z1; G38.2Z-1F10


Zero X/Y
Azzera le coordinate "X" e "Y" nel sistema di coordinate locale. Mantiene anche un offset del sistema locale ("G92") per un uso successivo.

Ripristina X/Y/Z
Ripristina le coordinate del sistema locale con il comando "G92".

Sicuro Z
Sposta l'utensile tramite l'asse "Z" in posizione sicura. La coordinata della posizione può essere specificata nell'impostazione "Safe Z". La posizione deve essere specificata nelle coordinate della macchina.

Reset
Reimposta CNC con comando "CTRL+X"

Sbloccare
Sblocca il CNC con il comando "\$X".
4.3 Software che utilizza i passaggi
(1). Installare II driver
Per il primo utilizzo, collegare il dispositivo al computer tramite cavo USB e fare clic su CH341SER.exe nella cartella driver per installare il driver. In circostanze normali, il sistema Win10 identificherà e installerà automaticamente il driver. Per i sistemi Win7 e Win8, installarlo manualmente.

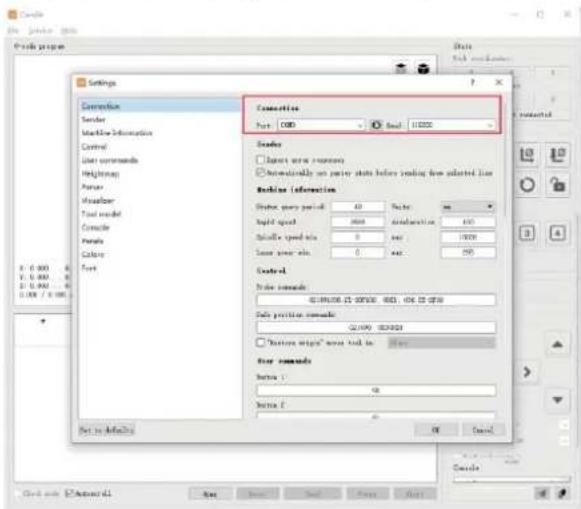
(2) Impostare la porta e la connessione
Dopo aver installato il driver, aprire il gestore dispositivi del computer e fare clic sull'opzione porta per visualizzare il contenuto al suo interno il riquadro rosso sullo schermo mostrato nella figura sottostante (le informazioni sulla porta sono tra parentesi).
Ricorda le informazioni sulla porta richieste sopra, passa all'interfaccia del software Candle e clicca sull'opzione "Impostazioni" in alto angolo sinistro. Selezionando l'impostazione si aprirà la finestra delle impostazioni. In "Connection", seleziona il nome della porta che hai richiesto, seleziona la velocità in baud 115200, quindi fai clic su "ok" per terminare l'impostazione.
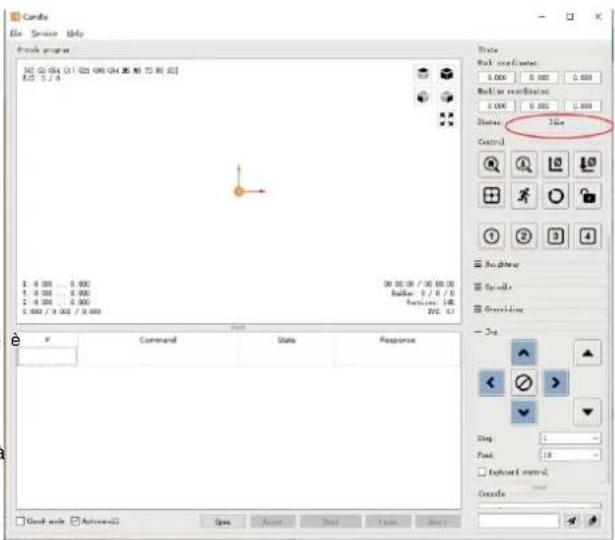
(3). Completamento della
connessione Dopo aver impostato la porta e la velocità in baud, fare clic su Fine. La barra di stato in alto a destra dell'interfaccia Candle mostrerà Idle e, allo stesso tempo, la console in basso a destra visualizzerà le informazioni mostrate di seguito, indicando che la connessione è stata stabilita correttamente.
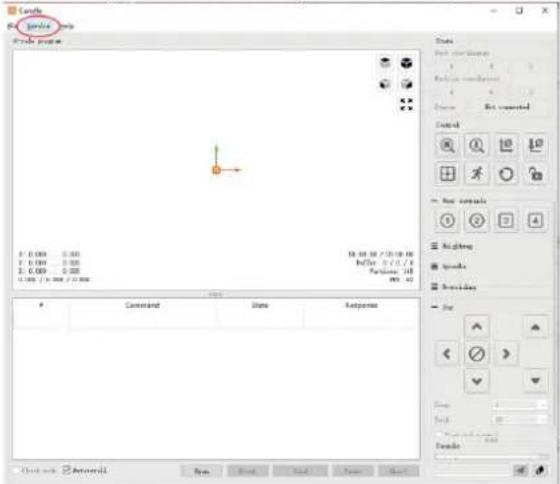
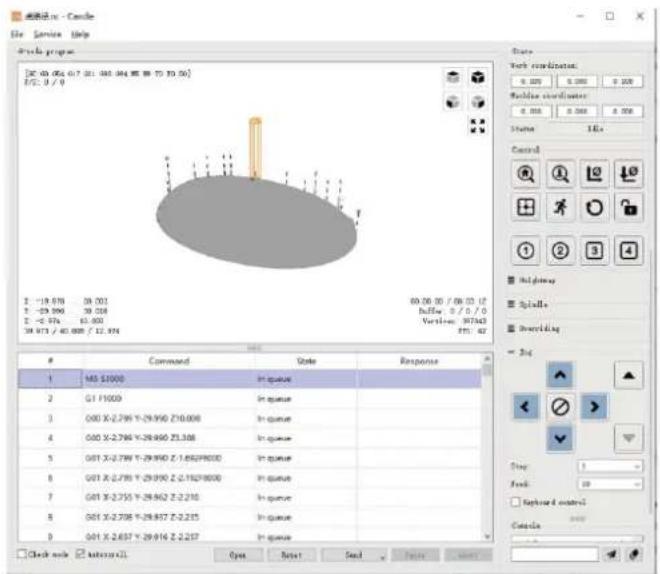
(4). Elaborazione dei documenti
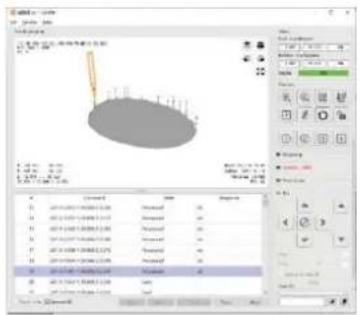
Fai clic sull'opzione "File" nella parte superiore della candela, quindi fai clic su "Nuovo" per creare il G-Code. Sulla barra dei comandi nella parte inferiore dell'interfaccia, fai clic su "Apri" per selezionare un file di codice G che è stato creato per importare il file. Dopo l'importazione, la parte centrale dell'interfaccia visualizzerà un grafico visivo composto da percorsi utensile (la posizione del grafico a forma di penna nel grafico la posizione corrente dell'utensile). Nella finestra di visualizzazione, tieni premuto il pulsante sinistro del mouse per spostare per ruotare il grafico e tieni premuto il pulsante destro per spostare. Grafica, scorrendo la rotellina centrale è possibile ingrandire e rimpicciolire la grafica. Allo stesso tempo, il contenuto del G-Code verrà visualizzato nella barra dei comandi inferiore. Durante l'elaborazione, la macchina eseguirà uno per uno in base ai comandi del G-Code.
![[C: 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000, 0.000] FIS: 0.75 State Mask coordinates: 0.000 0.000 0.000 Mask coordinates: 0.000 0.000 0.000 Status: 34% Control ID: 26.88 / 42.88.88 Buffer: 8 / 9 / 8 Vertex: 165 FFT: 42 Heightmap Symbol Encoding 24 Step: 1 Peak: 18 Keyboard control Cancel Command State Response Check node button Open Window Help Window Help](/content/2026/04/736383/images/1ecdeac1d49e7490c375eb13ca8ade9cabee284a18de64fff01b87991b1d7374.jpg)
(5). Fissaggio, installazione dell'utensile e impostazione dell'origine delle coordinate di lavoro
L'apparecchio nel kit del prodotto non è assemblato. Ci sono quattro set in totale. L'aspetto e l'uso dell'apparecchio assemblato sono mostrato nelle figure a destra.
Prima di eseguire il programma in codice G, è necessario per trovare la posizione della figura di incisione rispetto alla piastra di incisione complessiva. Nella grafica visiva è presente un sistema di coordinate a tre assi. L'origine del sistema di coordinate a tre assi è il punto di impostazione dell'utensile della grafica di elaborazione effettiva.
È possibile spostare lo strumento per determinare il posizione della grafica di incisione rispetto alla piastra di incisione complessiva in base alla posizione di questa origine. La figura di incisione nella figura sottostante è presa come esempio.

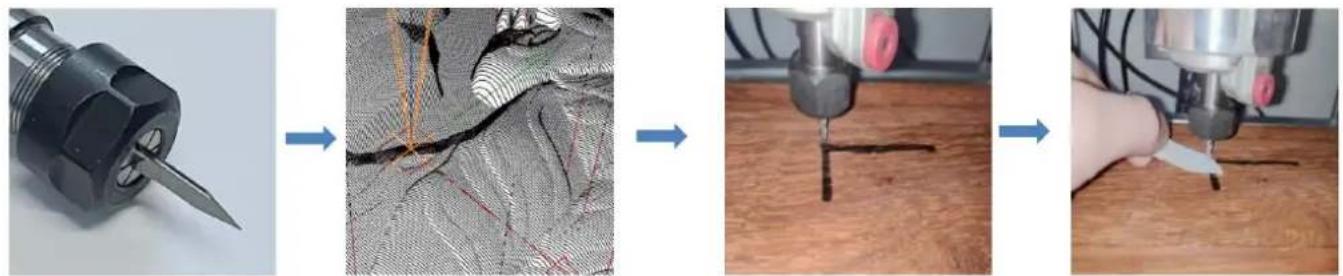
Dopo l'avvio della posizione dell'utensile selezionata, gli assi X/Y e Z vengono reimpostati a zero (il sono i pulsanti di azzeramento degli assi X/Y e Z). Prima di tornare a zero, assicurarsi che l'utensile si avvicini alla distanza di un foglio di carta per l'incisione, quindi riportare gli assi X/Y e Z a zero (utilizzare un coltello affilato a fondo piatto durante l'incisione e una fresa cilindrica durante la lavorazione di piani, fessure e fori). L'effetto è che la figura scolpita verrà intagliata con la punta della lama come origine.
La pinza ER11 sul motore del mandrino deve essere prima bloccata nella testa fissa e deve essere bloccata in posizione. Durante l'installazione la fresa, si prega di non estendere troppo la pinza, come mostrato nella prima figura sottostante.
(6) Inizia a scolpire
Dopo aver trovato la posizione di incisione, clicca sul pulsante Invia qui sotto e il dispositivo inizierà automaticamente a incidere. La barra di stato a in alto a destra mostra running. La finestra di visualizzazione mostra che l'utensile si sta muovendo lungo il percorso utensile. Puoi scegliere i pulsanti pausa e stop qui sotto durante l'incisione. (Dopo la pausa, clicca di nuovo per continuare l'incisione precedente. Dopo la conclusione, clicca Send per iniziare l'elaborazione dall'inizio).
(7). Elaborazione completata
Una volta completata l'elaborazione, la finestra di visualizzazione avvisa che l'incisione è completata e il tempo necessario per intaglio.
Nota: il controller offline e il computer non possono essere collegati contemporaneamente alla macchina per incisione. Quando si utilizza il controller offline, assicurarsi che il cavo USB della macchina e del computer siano scollegati.
Il controller offline ha un'interfaccia di alimentazione esterna in standby da 12 V. Quando gli utenti utilizzano altre schede madri senza alimentazione e la debole capacità di alimentazione, possono collegare un alimentatore esterno per fornire energia al controller
5.1 Pagina
principale: Y-: destra Y+: sinistra Z+: invia \$X alla scheda madre GRBL per sbloccarla.
OK/SPN: pulsante di conferma.
5.2 Pagina di controllo:
spostare manualmente ciascun asse nella posizione desiderata.
X+: l'asse X si muove nella direzione destra. X- nella direzione opposta.
Y+: l'asse Y si muove in avanti, Y- nella direzione opposta. Z+:
l'asse Z si muove verso l'alto, Z- nella direzione opposta.
OK/SPN: Interruttore di prova del mandrino, premere per aprire il mandrino (corrispondente a SPN grigio sullo schermo),
premere di nuovo per chiudere il mandrino (il corrispondente SPN sullo schermo torna alla normalità). Premere a lungo per entrare nella pagina di modifica della velocità del mandrino. In questa pagina, Y+/Y- è la velocità del mandrino alta/bassa, premere a lungo OK/SPN per uscire dalla pagina di modifica della velocità del mandrino.
Uscita/STP: Funzione 1: toccare clascun pulsante dell'asse XYZ per modificare la distanza del movimento di 0,1, 1, 5, 10 cicli ogni volta. Funzione 2: tenere premuto per circa 2 secondi per uscire.
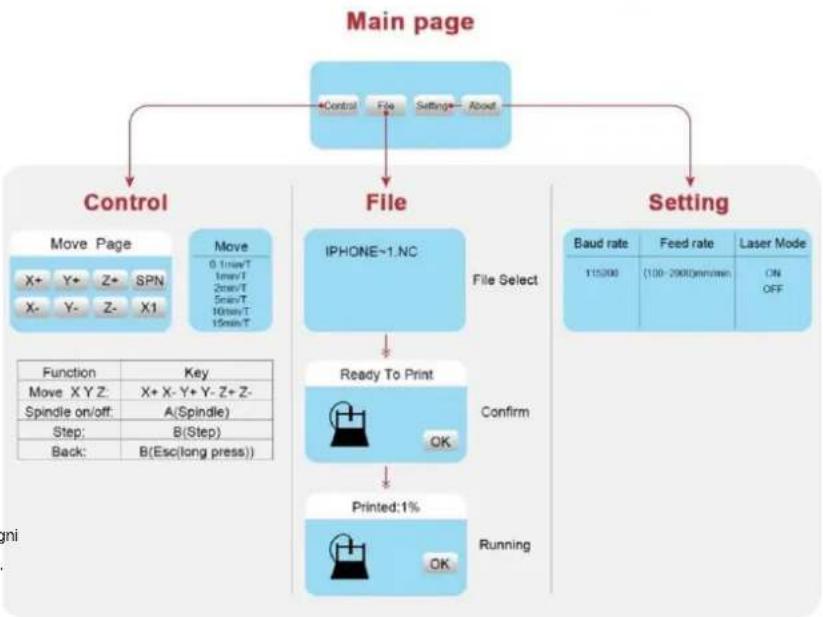
Elenco file Seleziona il file da incidere. I documenti di supporto includono: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC.
Y+: su, Y-: giù OK/
SPN: conferma la selezione e accedi alla pagina di conferma dell'incisione.
5.4 Confermare la pagina di incisione:
confermare che il file di incisione sia avviato senza errori.
OK/SPN: inizia la conferma, la percentuale di avanzamento diventa "pronto per la stampa", una volta completata l'incisione viene visualizzata la pagina di selezione del file.
5.5 Pagina delle
impostazioni: X+/X-: modifica la velocità in baud; Y+/Y-: modifica la velocità di avanzamento di ±100/clic; Z+/Z-: modifica la velocità di avanzamento di ±10/clic; OK/SPN: modifica la modalità laser ON/OFF
5.6 Rete Wi-Fi e Web II controller
offline ha la funzione di rete wireless WiFi. Per impostazione predefinita, l'hotspot WiFi di VIGO-STK**** viene stabilito automaticamente.
Puoi connetterti all'hotspot tramite il WiFi del tuo computer o telefono cellulare con password 12345678, quindi aprire 192.168.0.1 o vigostick.local nel browser per gestire (caricare o eliminare) i file sulla scheda SD del controller offline e puoi anche inserire l'account SSID (supporta solo segnale 2.4G) e la password per aiutare il controller offline ad accedere alla tua rete WiFi locale. Dopo che il controller è connesso al WiFi 2.4G locale, l'indirizzo IP corrente del controller o il nome di dominio vigostick.local possono ancora essere aperti per accedere all'interfaccia di gestione web. Puoi aprire la pagina Informazioni sul controller per controllare l'indirizzo IP.
Stato della rete: c'è un punto nell'angolo in alto a sinistra della pagina principale. Il punto ROSSO indica che l'hotspot VIGO-STK**** è attivo, mentre il punto VERDE indica che il controller si è connesso al WiFi locale.
L'interfaccia di gestione web è come la pagina precedente. Le pagine web funzionano come segue: Cliccando sul menu
"Control", appare l'interlaccia MOVE Control, puoi cliccare sul pulsante corrispondente per controllare il movimento della macchina CNC.
Cliccando sul menu "File", vengono mostrati i file di intaglio attualmente memorizzati nella scheda SD del controller offline corrente. È possibile caricare nuovi file sul controller. Dopo aver selezionato il file di intaglio corrispondente per avviare l'intaglio, l'interfaccia visualizza il file in fase di intaglio e l'avanzamento dell'intaglio. È possibile cliccare sul pulsante per mettere in pausa o interrompere il processo di intaglio.
Fare clic sul menu "Impostazioni", accedere all'interfaccia di impostazione della macchina per intaglio, dove è possibile impostare alcuni parametri di controllo o eseguire il ripristino, lo sblocco, il ripristino delle impostazioni, l'impostazione degli utensili, l'accensione/spegnimento della modalità laser e altri comandi.
6. Ripristinare le impostazioni di fabbrica Se
il movimento meccanico della macchina è fluido, ma il movimento di incisione sembra bloccato o il motore passo-passo non funziona sposta, prova a ripristinare le impostazioni di fabbrica della scheda madre.
Metodo: eseguire il software Candle e inviare il comando \$RST=^ alla macchina, quindi riavviarla.
Guida alla riparazione CNC
| Problema | Soluzione |
| Il computer e il controller offline non possono controllare il normale movimento della macchina o incidere in modo anomalo | Controllare se il controller offline e la porta USB del computer sono entrambi collegati alla macchina per incidere. In tal caso, scollegare il controller offlineo il cavo USB del computer. Entrambi non possono essere collegati all'incisionemacchina allo stesso tempo. |
| La macchina è collegata a il computer è acceso, ma il software di incisione mostra una connessionefallimento | Si prega di assicurarsi che il computer abbia installato il driver corretto; per favorecontrollare se l'interfaccia USB è collegatacorrettamente; assicurarsila porta COM è selezionata correttamente (non selezionare COM1); assicurarsi che la velocità in baud sia selezionata correttamente (scegliere 115200). |
| Il software visualizza un errore di allarme, il controllerè bloccato e cliccando su ripristina e sblocca non viene eliminato | Controllare se i finecorsa nella direzione dei tre assi XYZ sono premutiabbassati o ostruiti da oggetti estranei. Pulirli se necessario.In alternativa, scollegare la connessionefili dei finecorsa. Se torna alla normalità, il corrispondentel'interruttore è andato in cortocircuito e si è guastato. Può essere sostituito o abbandonatotemporaneamente. |
| Il contenuto inciso appare come un riflesso speculare dell'immagine originale e la direzione del movimento del controllo manuale non è corretta | Basta impostare i parametri Grbl nel software per invertire la direzione di l'asse X o Y. |
| Il contenuto inciso appare ruotato di 90 gradi | Controllare se i giunti di collegamento dell'asse XY del controller sono stati scambati. Basta scambiare i collegamentiIndietro. |
| L'immagine incisa è distorta e disallineata | Controllare se vi è slittamento tra l'asse del motore della vite di comando e l'accoppiamento.Serrare le viti di fissaggio su entrambe le estremità dell'accoppiamento. |
| Dopo aver modificato i parametri del firmware della macchina per incisione, si sono verificati vari movimenti anomali della macchina o dimensioni di incisione anomaleverificarsi | Ripristinare il firmware alle impostazioni di fabbrica. Eseguire il software Candle, connettersi alla macchina e, nella casella di comando in basso a destra, immettere e inviare il comando$RST=*, quindi riavviare la macchina. |
VEVOR®
TOUGH TOOLS, HALF PRICE




