
S4040 - Maszyna do grawerowania CNC Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia S4040 Vevor w formacie PDF.

| Rodzaj produktu | Maszyna do grawerowania CNC |
| Marka | Vevor |
| Model | S4040 |
| Użyteczna powierzchnia robocza | 400 x 400 mm (szacunkowo) |
| Moc wrzeciona | 300 W |
| Tuleja zaciskowa | ER11, maks. średnica 8 mm |
| Prędkość obrotowa wrzeciona | 12000 obr/min (typowa) |
| Zasilanie | 110-220 V AC, 50/60 Hz |
| Oprogramowanie sterujące | Candle (GRBL) |
| Kontroler offline | Tak, z ekranem dotykowym, WiFi, zarządzaniem przez sieć |
| Wymiary przybliżone (dł. x szer. x wys.) | 800 x 700 x 500 mm |
| Waga przybliżona | 35 kg |
| Bezpieczeństwo | Wymagane okulary ochronne, wyłącznik awaryjny, użytkowanie w pomieszczeniach |
| Konserwacja i czyszczenie | Regularnie czyścić, sprawdzać połączenia, wymieniać zużyte części |
| Części zamienne i naprawialność | Dostępne na vevor.com/support |
| Akcesoria w zestawie | Frez 3,175 mm, klucze imbusowe, sonda, szczotka, pendrive, instrukcja |
Często zadawane pytania - S4040 Vevor
Pytania użytkowników dotyczące S4040 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Maszyna do grawerowania CNC w formacie PDF za darmo! Znajdź swoją instrukcję S4040 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. S4040 marki Vevor.
INSTRUKCJA OBSŁUGI S4040 Vevor
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
MASZYNA DO GRAWEROWANIA CNC
INSTRUKCJA OBSŁUGI
MODEL: S4040
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach.
„Oszczędź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią jedynie szacunkowe oszczędności, jakie możesz uzyskać, kupując u nas określone narzędzia w porównaniu z głównymi markami i niekoniecznie oznaczają one objęcie wszystkich kategorii narzędzi oferowanych przez nas. Uprzejmie przypominamy, aby dokładnie sprawdzić, czy składając u nas zamówienie faktycznie oszczędzasz połowę w porównaniu z głównymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
GRAWEROWANIE CNC
SAMOCHÓDI
MODEL: S4040
Przeszukaj filmy i przewodniki
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z nami: Wsparcie
techniczne i certyfikat E-Gwarancji www.vevor.com/support
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
 | Ostrzeżenie - aby zmniejszyć ryzyko obrażeń, użytkownik musi przeczytać instrukcję obsługi ostrożnie. |
 | Ostrzeżenie: Podczas stosowania tego produktu należy nosić okulary ochronne. |
 | Tylko do użytku wewnętrz pomieszczeń |
 | Nie dotykaj żadnych obracających się części, gdy maszyna pracuje. |
 | Podczas korzystania z maszyny należy zawsze nosić okulary ochronne. |
 | Zabrania się stosowania w obiektach lub gazach łatwopalnych |
 | Aby zmniejszyć ryzyko porażenia prądem, nie dotykaj gniazdka mokrymi rękami. |
 | W przypadku awarii należy natychmiast odciąć zasilanie. |
  | Niniejszy produkt podlega postanowieniom Dyrektywy Europejskiej 2012/19/WE.Symbol przedstawiający przekreślony pojemnik na śmieci na kółkach oznacza, że produkt wymaga oddzielnego zbierania odpadów w Unii Europejskiej. Dotyczy to produkt i wszystkie akcesoria oznaczone tym symbolem. Produkty oznaczone jako takich nie wolno wyrzucać razem z normalnymi odpadami domowymi, lecz należy je oddać do punkt zbiórki sprzętu elektrycznego i elektronicznego do recyklingu |
Ważne instrukcje dotyczące bezpieczeństwa
Ostrzeżenie: Aby zmniejszyć ryzyko oparzeń, porażenia prądem lub obrażeń ciała!

Ostrzeżenie
Podczas korzystania z urządzenia należy nosić okulary ochronne. W przypadku uszkodzenia oczu zraniony.
Przed wymianą narzędzia należy odłączyć zasilanie maszyny, aby unikaj wypadków.
Odłączaj gniazdo, gdy nie jest używane, przed wymianą części lub konserwacją. maszyna.
Odłączaj urządzenie od zasilania podczas montażu i demontażu.
W przypadku korzystania z urządzeń w pobliżu dzieci konieczny jest ścisły nadzór.
Aby uniknąć zacięć, nie należy używać nadmiernej siły podczas pracy urządzenia.
Nie zanurzaj przewodów ani maszyn w wodzie, gdyż może to spowodować porażenie prądem.
To urządzenie nie jest przeznaczone do użytku przez osoby (w tym dzieci) ograniczone zdolności fizyczne, sensoryczne lub umysłowe lub brak doświadczenia i wiedzy, chyba że zapewniono im nadzór lub poinstruowano ich w tym zakresie korzystania z urządzenia przez osobę odpowiedzialną za jego bezpieczeństwo.
Dzieci powinny znajdować się pod nadzorem, aby mieć pewność, że nie bawią się urządzeniem. urządzenie.
W przypadku uszkodzenia przewodu zasilającego lub wtyczki należy zlecić ich wymianę producentowi lub jego autoryzowanemu przedstawicielowi.
agenta serwisowego lub podobnie wykwalifikowaną osobę w celu uniknięcia zagrożenia. Lub nie obsługiwać to urządzenie. Zwróć je do sklepu w celu wykonania usługi lub naprawy przez fachowca żołdak.
ZAPISZ TE INSTRUKCJE
- Lista części
| Lista części S4040 | |||||
| Numer części | Nazwa części | Wyjasnienie | Ilość | Zdjęcie | Uwaga |
| 01 | Komponent dla osi Y1 | --- | 1 zestaw |  | |
| 02 | Komponent dla osi Y2 | --- | 1 zestaw |  | |
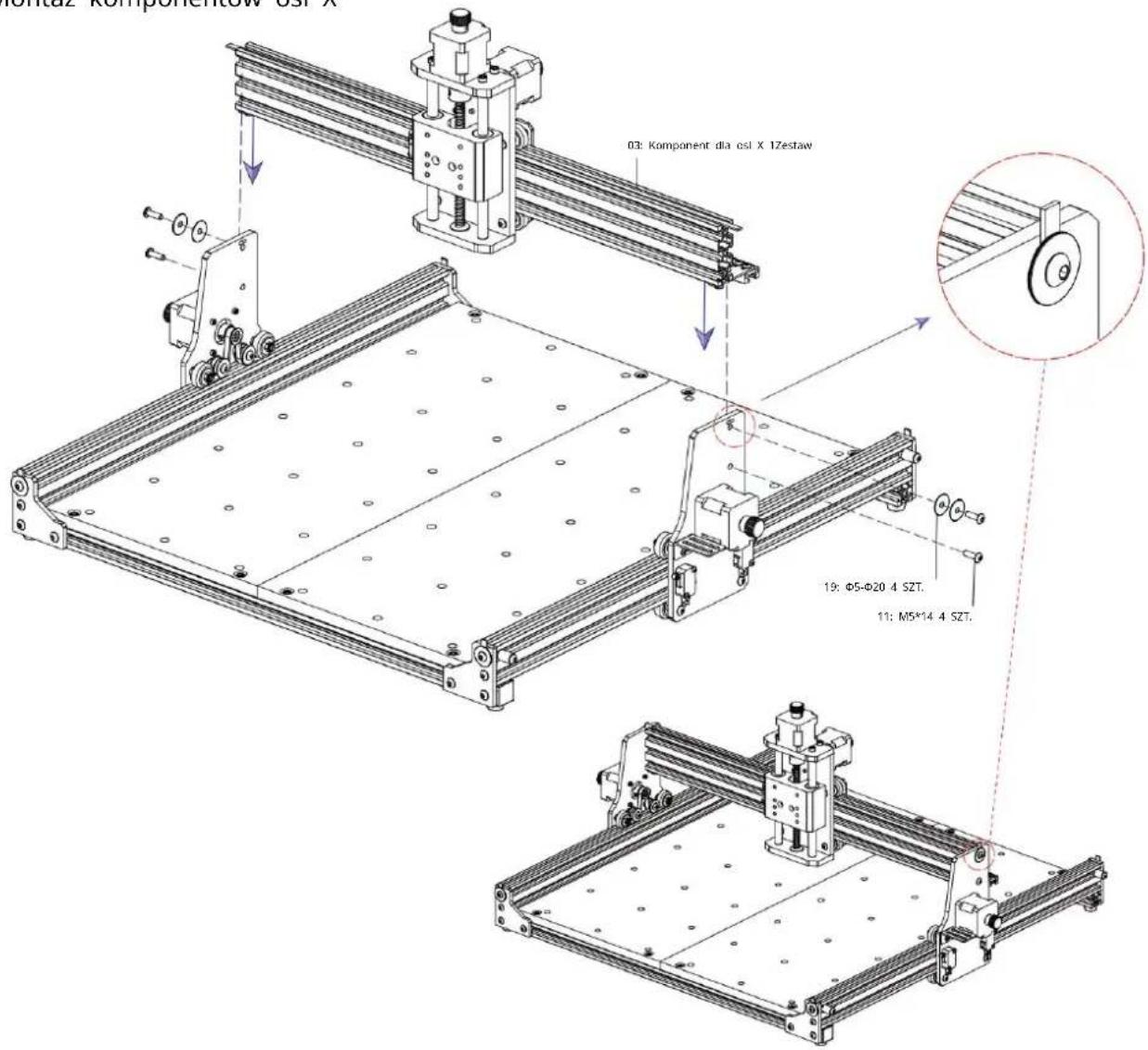
| 03 | Komponent dla osi X | --- | 1 zestaw |  | |
| 04 | Profil aluminiowy (X) | 2020V*577mm | ZZestaw |  | |
| 05 | Profil aluminiowy (Y) | 2020V*540mm | 1 | ||
| 06 | Stółwarsztatowy | --- | 2 |  | |
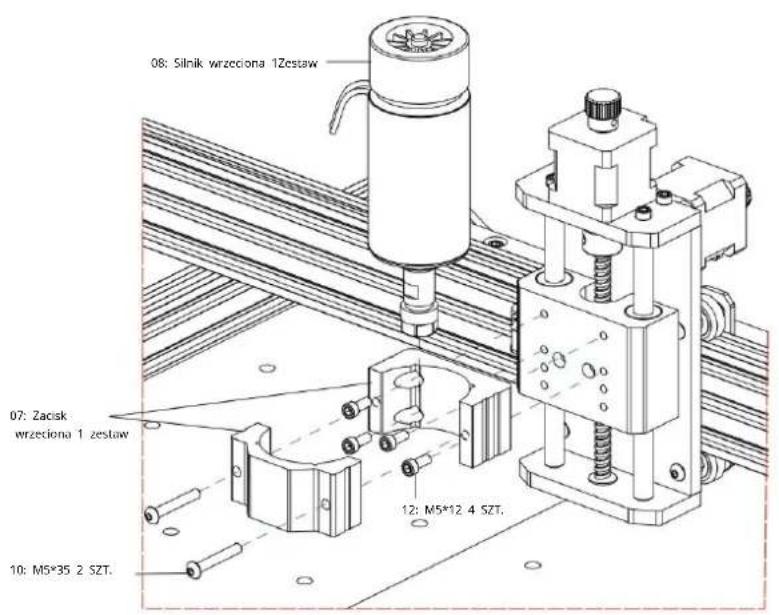
| 07 | Zacisk wrzeciona | Φ52, aluminium | 1 zestaw | ||
| 08 | Silnik wrzeciona | 300 W, ER11-8 mm | 1 zestaw |  | |
| 09 | Łącznik w kształcie litery L | Ze śrubą ustalającą 2-M5*6 420mm |  | ||
| 10 | Śruba z ibem szeciokatnym wewnętrznym | M5*35 | 2 | ||
| 11 | Śruba z ibem szeciokatnym wewnętrznym | M5*14 | 4 |  | |
| 12 | Śruba z ibem szeciokatnym wewnętrznym | M5*12 | 12 | ||
| 13 | Śruba z ibem szeciokatnym wewnętrznym | M5*10 | 8 |  | |
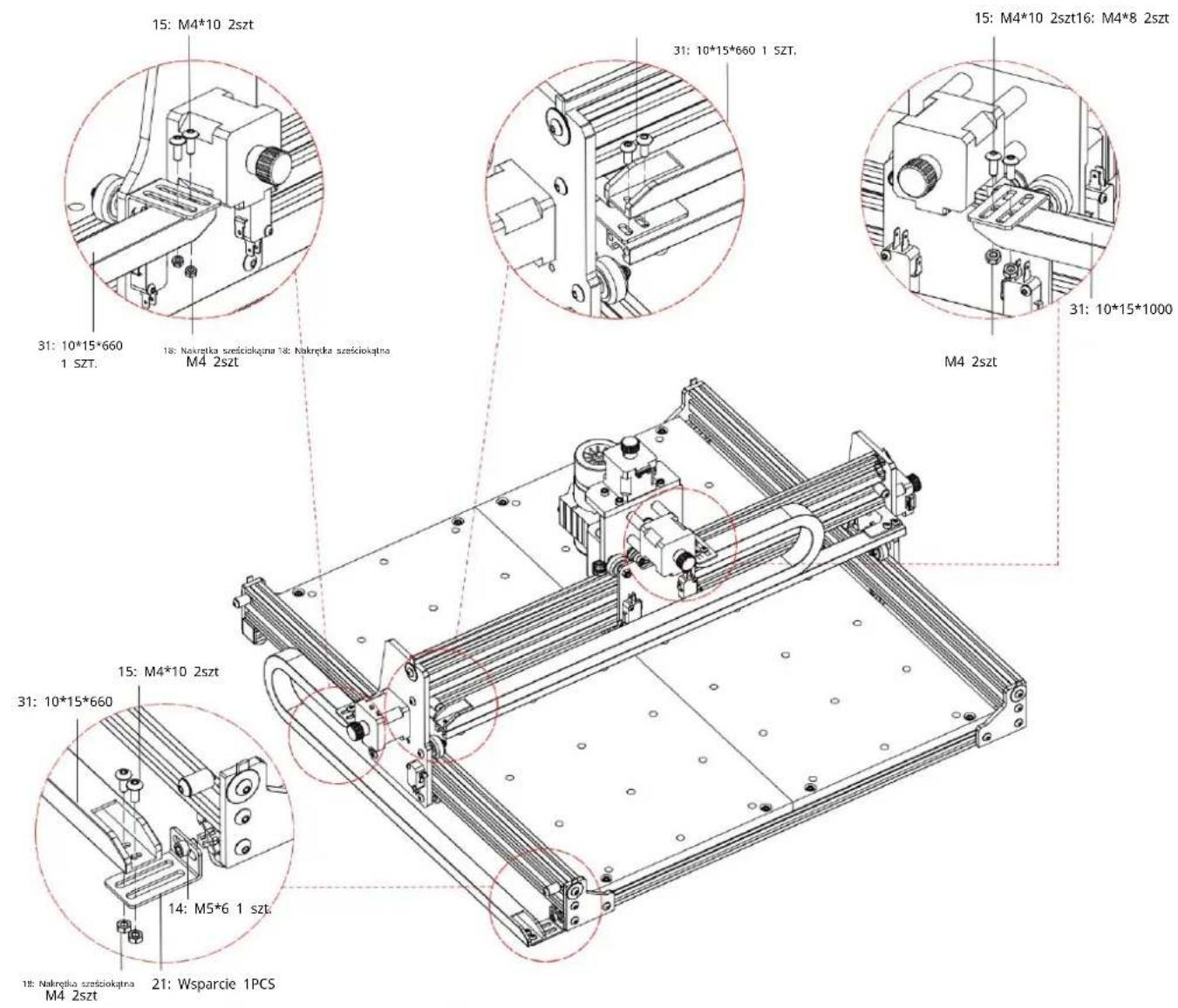
| 14 | Śruba z ibem szeciokatnym wewnętrznym | M5*6 | 1 | ||
| 15 | Śruba z ibem szeciokatnym wewnętrznym | M4*10 | 6 |  | |
| 16 | Śruba z ibem szeciokatnym wewnętrznym | M4*8 | 4 | już zmontowane | |
| 17 | Nakrętka trapezowa | M5-20 | 16 | ||
| 18 | Nakrętka szeciokatna | M4 | 6 |  | |
| 19 | Pralka | Φ5-Φ20 | 4 | ||
| 20 | Płyta osłonowa | 2020 | 3 |  | |
| 21 | Wsparcie | --- | 1 | ||
| 22 | Płycka osłonowa przewodu | --- | 1 |  | |
| 23 | Płyta dociskowa | 100mm | 4 | Płyta dociskowa rysunek montażowy | |
| 24 | Śruba | M8*55 | 4 |  |  |
| 25 | Śruba | M6*80 | 4 | ||
| 26 | Pralka | Φ6*2mm | 4 |  | |
| 27 | Orzech motylkowy | M6 | 4 | ||
| 28 | Skrzynka sterownicza | --- | 1 |  | |
| 29 | Przewód zasilający | --- | 1 |  | |
| 30 | Kontroler offline i kabel danych | Ekran dotykowy z kartą SD | 1 zestaw | ||
| 31 | Łarńcuch holowniczy | 15*10*660 | 2 |  |  |
| 32 | Przewód silnika wrzeciona | 2P, 2100mm | 1 | ||
| 33 | X Przewód silnika krokowego | 4P-6P, 2100mm czerwony | 1 |  |  |
| 34 | Przewód silnika krokowego Y1 | 4P-6P,2100mm żółty | 1 | ||
| 35 | Przewód silnika krokowego Z | 4P-6P,2100mm biały | 1 |  | |
| 36 | Przewód silnika krokowego Y2 | 4P-6P,1350mm niebieski | 1 | ||
| 37 | Przewód Y-Limit | 2P-3P, 1350 mm | 1 | ||
| 38 | Przewód X/Z-Limit | 2P-3P, 2100 mm | 2 | ||
| 39 Kabel | USB | --- | 1 |  |  |
| 40 | Zacisk przyłączeniowy | --- | 1 | ||
| 41 | Frez | 3,175 | 1 |  | |
| 42 | Klucz imbusowy wewnętrzny | 2/2,5/3/4 mm | 1 zestaw |  | |
| 43 | Klucz do nakrętek | 14/17mm | 1 zestaw |  | |
| 44 | Sonda | --- | 1 | ||
| 45 | Miękka szczotka | --- | 1 | ||
| 46 | Dysk U | --- | 1 |  |  |
| 47 | Instrukcja obsługi | --- | 1 | ||
2. Montaż maszyn
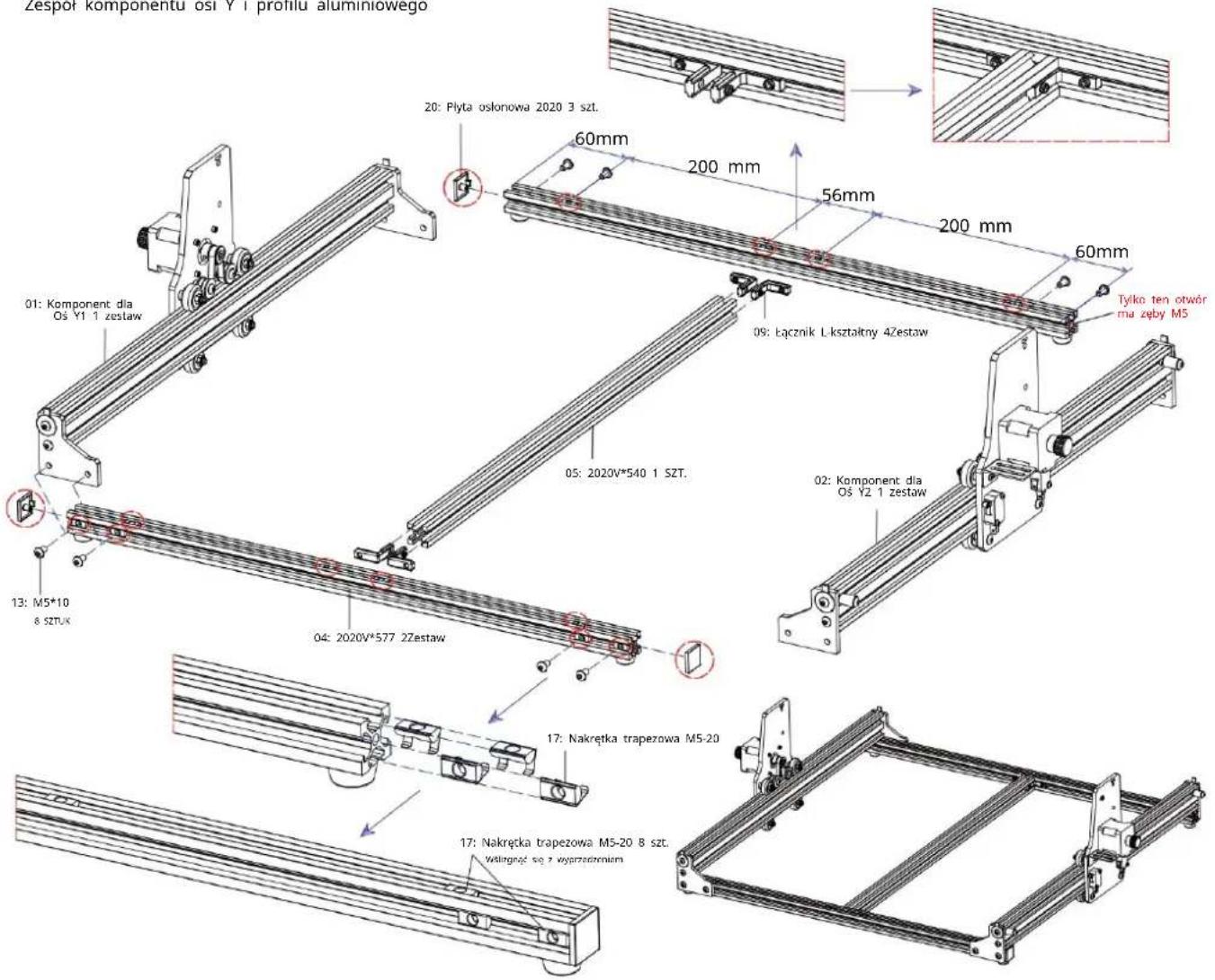
Zespół komponentu osi Y i profilu aluminiowego
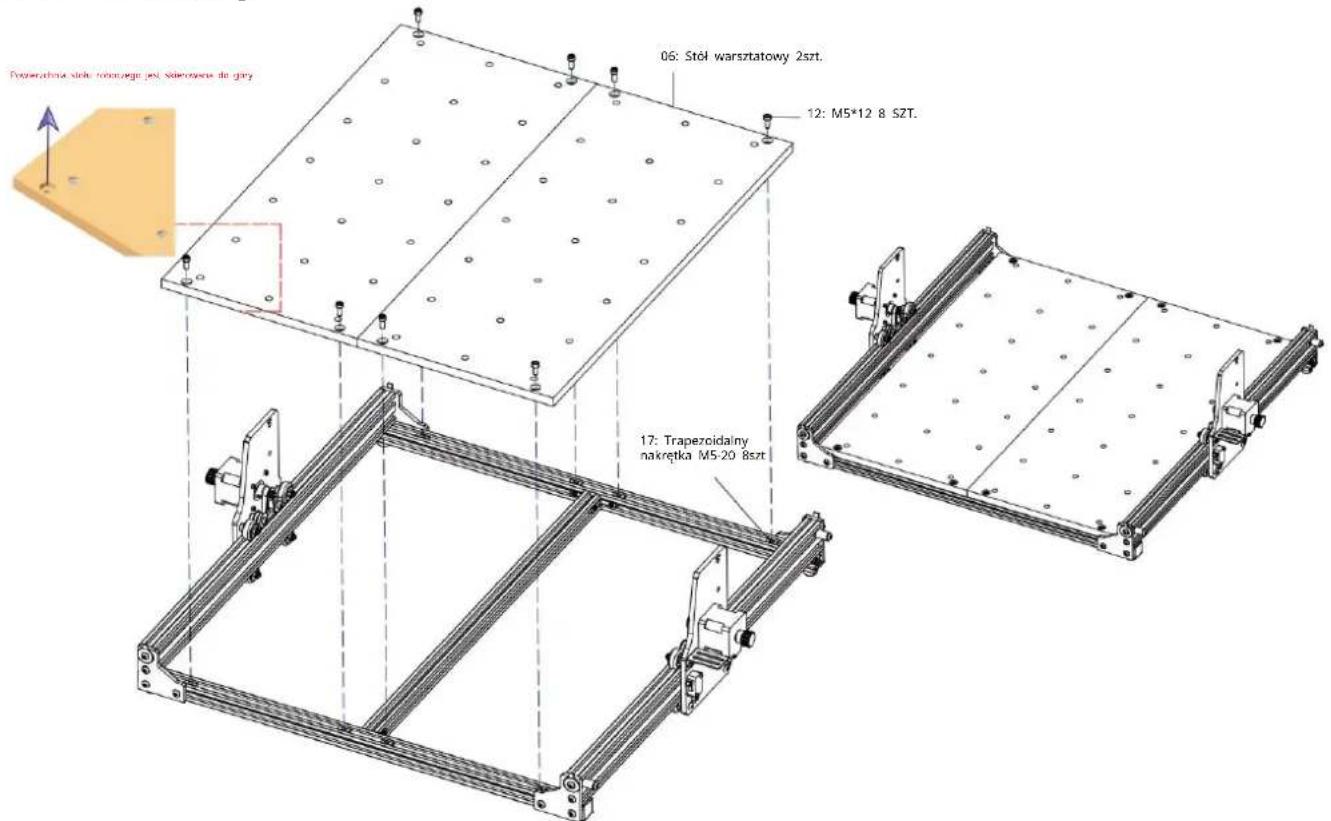
Montaż stołu warsztatowego
Montaż komponentów osi X
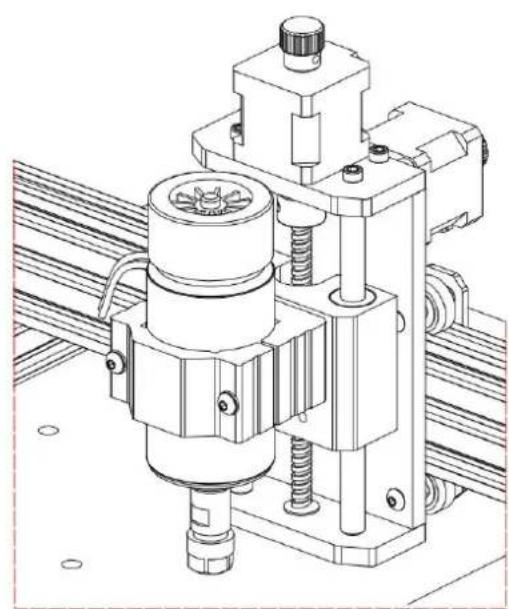
Montaż wrzeciona i silnika
Zespół łańcucha holowniczego
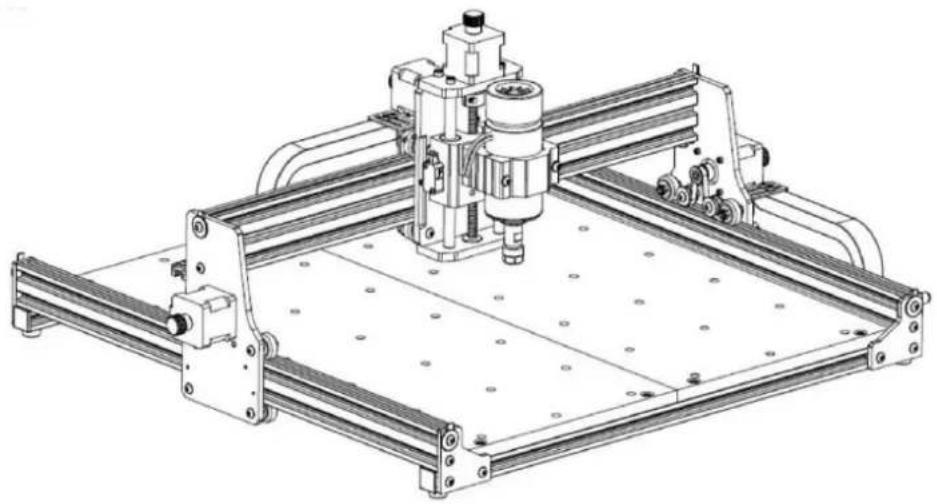
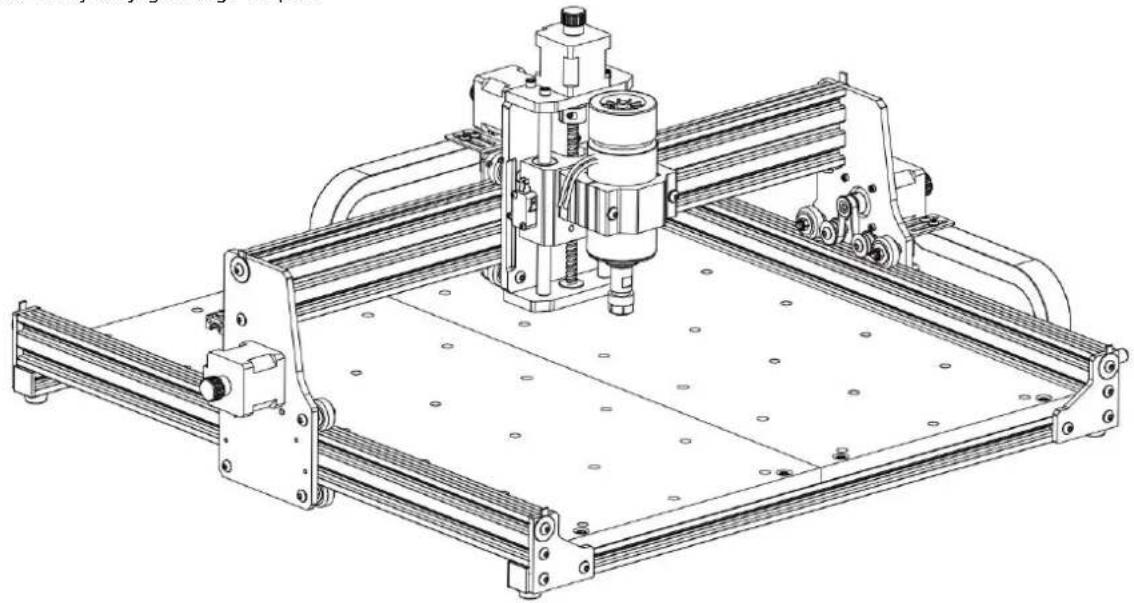
Rysunek maszynowy gotowego zespołu
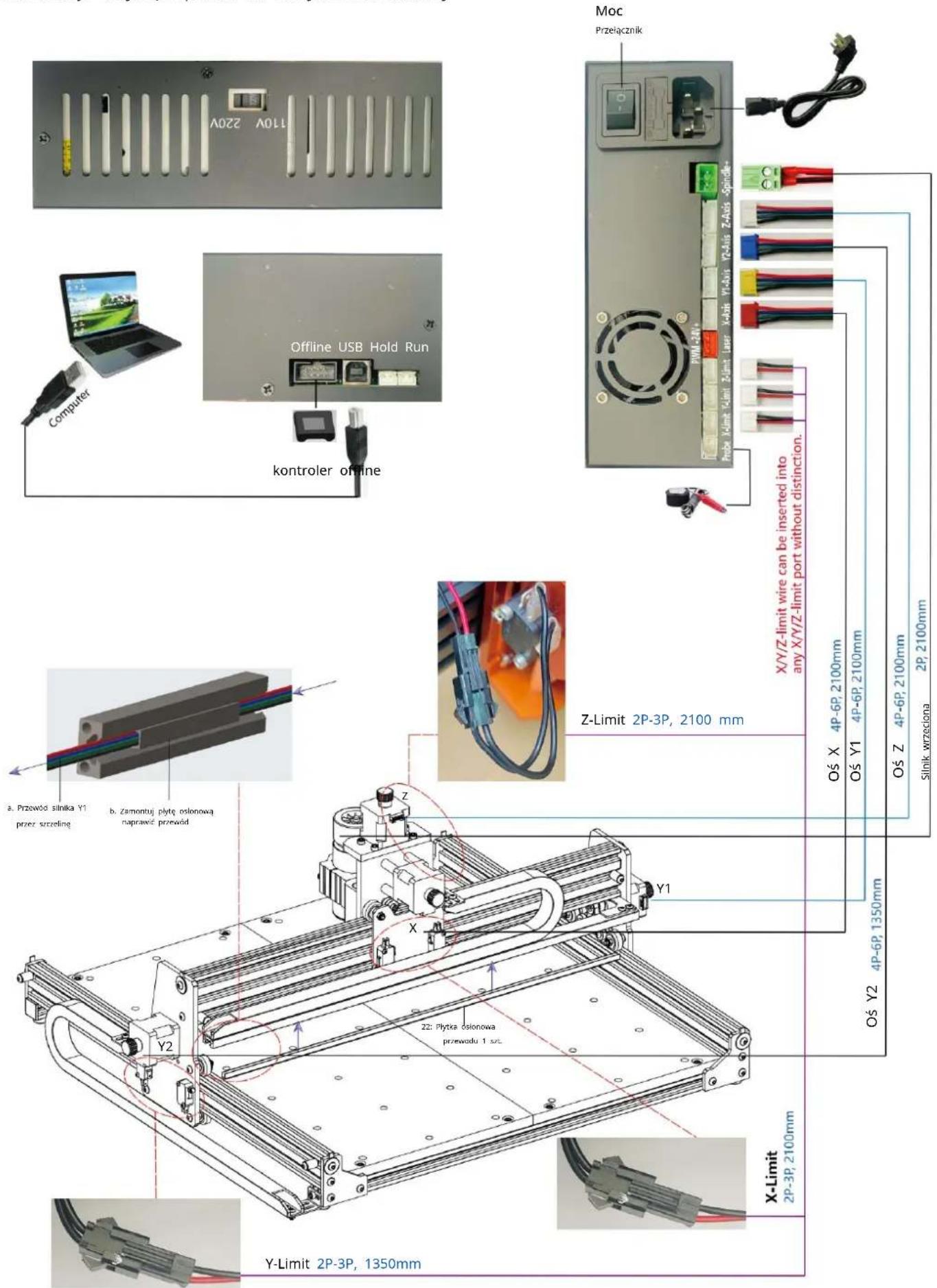
- Instrukcje dotyczące portów na skrzynce sterowniczej
4. Oprogramowanie Candle
Candle to aplikacja GUI dla maszyn CNC opartych na GRBL z wizualizatorem G-Code. Candle to oprogramowanie typu open source odpowiednie do obróbki narzędzi CNC. Obsługuje przetwarzanie plików G-Code i wyświetlanie wizualne.
Obsługiwane funkcje:
(1) Sterowanie maszyną CNC opartą na GRBL za pomocą poleceń konsoli, przycisków na formularzu, klawiatury numerycznej.
(2) Monitorowanie stanu maszyny CNC.
(3) Ładowanie, edycja, zapisywanie i wysyłanie plików G-code do maszyny CNC.
(4) Wizualizacja plików G-code.
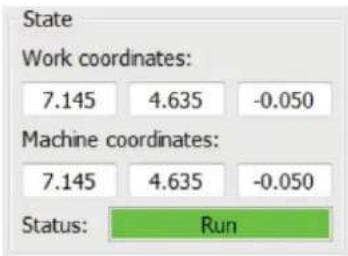
4.1 Stany
Współrzędne pracy:
Reprezentuje aktualne lokalne współrzędne X, Y i Z CNC.
Współrzędne maszyny:
Reprezentuje aktualne współrzędne absolutne maszyny X, Y i Z.
Jeden z następujących statusów CNC:
Bezczynny — oczekiwanie na polecenie G-code Uruchomiony — uruchamianie polecenia G-code
Home — cykl powrotu do pozycji początkowej
jest wykonywany Check — włączony jest tryb sprawdzania poleceń
G-code Hold — wstrzymany poleceniem „I”, należy ponownie uruchomić poleceniem „\~” Alarm — CNC nie wie, gdzie się znajduje i blokuje wszystkie polecenia G-code
4.2 Kontrola

Przycisk Home
Rozpoczyna procedurę cyklu powrotu do pozycji początkowej poleceniem „\$H”

Z-probe
Rozpoczyna procedurę wyszukiwania zerowej osi Z przy użyciu polecenia określonego w ustawieniach (pole „Polecenia Z-probe”).
Przykład polecenia: G91G21; G38.2Z-30F100; G0Z1; G38.2Z-1F10


Zero X/Y
Zeruje współrzędne „X” i „Y” w lokalnym układzie współrzędnych. Zachowuje również przesunięcie lokalnego układu („G92”) do późniejszego użycia.

Przywróc X/Y/Z
Przywraca współrzędne układu lokalnego za pomocą polecenia „G92”.

Bezpieczne Z
Przesuwa narzędzie o oś „Z” do bezpiecznej pozycji. Współrzędne pozycji można określić w ustawieniu „Bezpieczne Z”. Pozycja musi być określona we współrzędnych maszyny.

Nastawić
Resetuje CNC za pomocą polecenia „CTRL+X”

Odblokować
Odblokowuje CNC za pomocą polecenia "\$X".
4.3 Oprogramowanie korzystające z kroków
(1) Zainstaluj sterownik
Przy pierwszym użyciu podłącz urządzenie do komputera za pomocą kabla USB i kliknij Plik CH341SER.exe w folderze sterownika, aby zainstalować sterownik. W normalnych okolicznościach system Win10 automatycznie zidentyfikuje i zainstaluje sterownik. W systemach Win7 i Win8 zainstaluj go ręcznie.

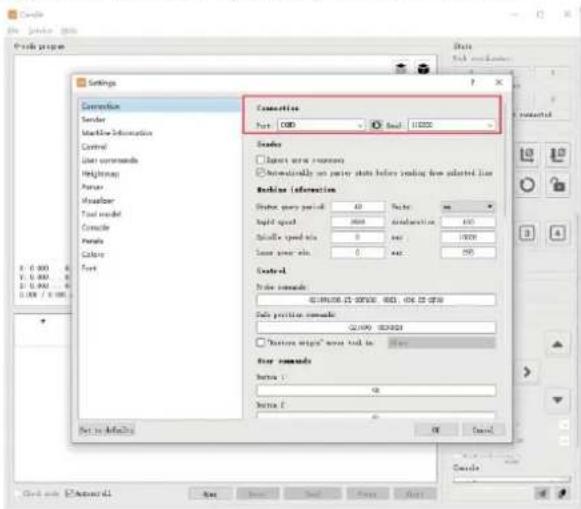
(2) Ustaw port i połączenie
Po zainstalowaniu sterownika otwórz menedżera urządzeń komputera i kliknij opcję portu, aby zobaczyć jego zawartość czerwone pole na ekranie pokazane na poniższym rysunku (informacje o porcie znajdują się w nawiasach).
Zapamiętaj podane powyżej informacje o porcie, przejdź do interfejsu oprogramowania Candle i kliknij opcję „Ustawienia” w górnym pasku. lewy róg. Wybranie ustawienia spowoduje wyświetlenie okna ustawień. W obszarze „Połączenie” wybierz nazwę portu, o który pytałeś, wybierz szybkość transmisji 115200, a następnie kliknij „ok”, aby zakończyć ustawienie.
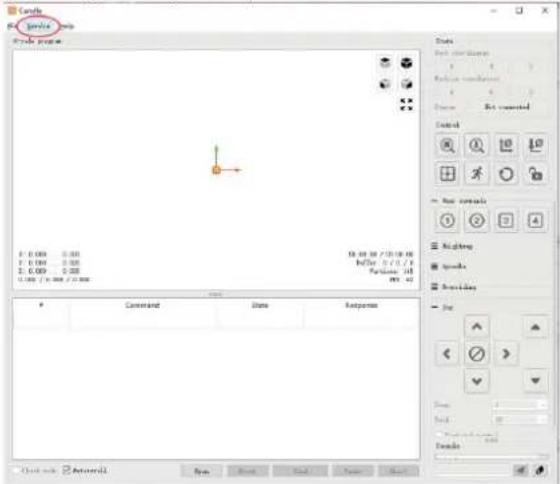
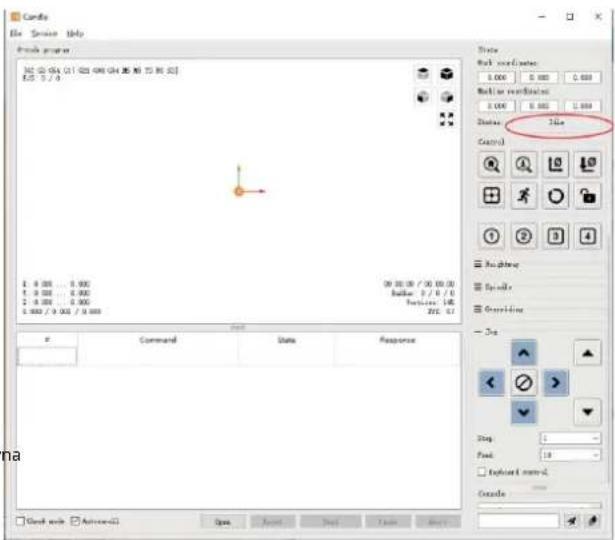
(3). Zakończ połączenie Po
ustawieniu portu i szybkości transmisji kliknij Zakończ. Pasek stanu w prawym górnym rogu interfejsu Candle pokaże Bezczynność, a w tym samym czasie konsola w prawym dolnym rogu wyświetl informacje pokazane poniżej, wskazując, że połączenie zostało pomyślnie nawiązane.
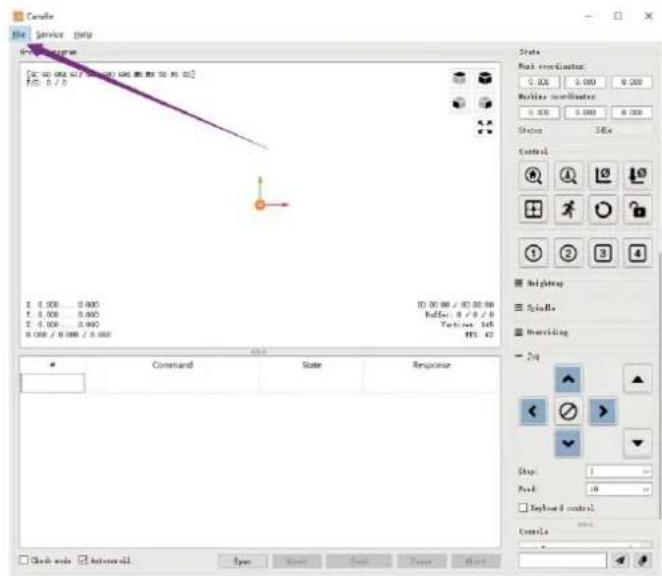
(4). Przetwarzanie dokumentów
Kliknij opcję „Plik” u góry świecy, a następnie kliknij „Nowy”, aby utworzyć kod G. Na pasku poleceń u dołu interfejsu kliknij „Otwórz”, aby wybrać plik kodu G, który został utworzony, aby zaimportować plik.
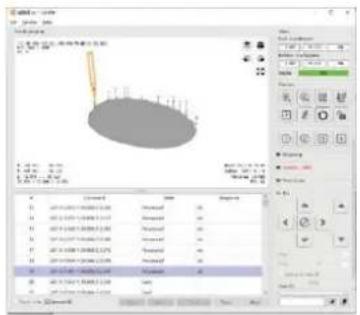
Po zaimportowaniu, środek interfejsu wyświetlą wizualny wykres złożony ze ścieżek narzędzi (pozycja wykresu w kształcie długopisu na wykresie jest bieżącą pozycją narzędzia). W oknie wizualizacji przytrzymaj lewy przycisk myszy, aby przesunąć, aby obrócić wykres, i przytrzymaj prawy przycisk, aby przesunąć. Grafika, przewijanie środkowego kółka może powiększać i pomniejszać grafikę. Jednocześnie zawartość kodu G zostanie wyświetlona na dolnym pasku poleceń. Podczas przetwarzania maszyna będzie działać jeden po drugim zgodnie z poleceniami kodu G.
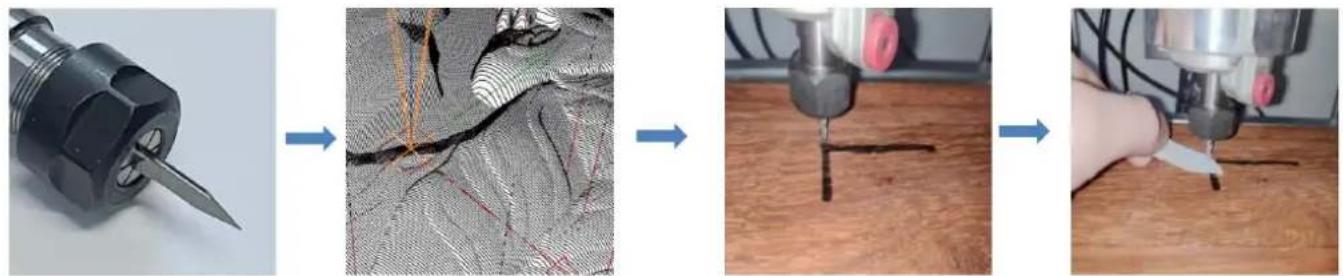
(5). Montaż osprzętu, narzędzi i ustawienie punktu początkowego układu współrzędnych roboczych
Osprzęt w zestawie produktu nie jest zmontowany. W sumie są cztery zestawy. Wygląd i użytkowanie zmontowanego osprzętu są pokazano na rysunkach po prawej stronie.
Przed uruchomieniem programu kodu G należy: aby znaleźć położenie figury grawerskiej względem całej płyty grawerskiej. W grafice wizualnej występuje układ współrzędnych trójosiowych. Początkiem układu współrzędnych trójosiowych jest punkt ustawienia narzędzia rzeczywistej grafiki przetwarzania.
Możesz przesuwać narzędzie, aby określić położenie grafiki grawerowania względem całej płyty grawerowania na podstawie położenia tego pochodzenia. Rysunek grawerowania na poniższym rysunku jest brany jako przykład.

Po rozpoczęciu pracy w wybranej pozycji narzędzia osie X/Y i Z zostaną zresetowane do zera (☐ ☐ ☐) są to przyciski zerujące osie X/Y i Z). Przed powrotem do położenia zerowego upewnij się, że narzędzie zbliża się do odległości równej jednemu arkuszowi papieru do grawerowania, a następnie ustaw osie X/Y i Z w położeniu zerowym (podczas grawerowania używaj ostrego noża o płaskim spodzie, a podczas obróbki płaszczyzn, rowków i otworów użyj walcowego frezu). Efektem będzie wyrzeźbienie kształtu z końcówką ostrza jako punktem początkowym.
Tuleja zaciskowa ER11 na silniku wrzeciona powinna być najpierw zaciśnięta w głowicy stałej i musi być zaciśnięta na miejscu. Podczas instalacji frezu, nie należy zbyt mocno wysuwać tulei zaciskowej, jak pokazano na pierwszym rysunku poniżej.
(6) Rozpocznij rzeźbienie
Po znalezieniu pozycji grawerowania kliknij przycisk wysyłania poniżej, a urządzenie automatycznie rozpocznie grawerowanie. Pasek stanu na prawy górny róg pokazuje biegnie. Okno wizualizacji pokazuje, że narzędzie porusza się wzdłuż ścieżki narzędzia. Możesz wybrać przyciski pauzy i zatrzymania poniżej podczas grawerowania. (Po wstrzymaniu kliknij ponownie, aby kontynuować poprzednie rzeźbienie. Po zakończeniu kliknij Wyślij, aby rozpocząć przetwarzanie od początku).
(7). Zakończono przetwarzanie
Po zakończeniu przetwarzania w oknie wizualizacji pojawi się komunikat informujący o zakończeniu grawerowania i czasie potrzebnym na jego wykonanie. rzeżba.
Uwaga: Kontroler offline i komputer nie mogą być podłączone do maszyny grawerującej w tym samym czasie. Podczas korzystania z jeśli kontroler jest offline, upewnij się, że kabel USB urządzenia i komputera jest odłączony. Kontroler offline ma zewnętrzny interfejs zasilania rezerwowego 12 V. Gdy użytkownicy używają innych płyt głównych bez zasilania i słabej wydajności zasilania, mogą podłączyć zewnętrzne źródło zasilania, aby zasilić kontroler
5.1 Strona główna:
Y-: prawa Y+: lewa Z+: Wyślij \$X do płyty głównej GRBL w celu jej odblokowania.
OK/SPN: przycisk Potwierdź.
5.2 Strona sterowania:
Ręcznie przesuń każdą oś do żądanej pozycji.
X+: oś X porusza się w prawo, X- w kierunku przeciwnym. Y+: oś Y porusza się do przodu, Y- w kierunku przeciwnym. Z+: oś Z porusza się w góre, Z- w kierunku przeciwnym.
OK/SPN: Przełącznik testu wrzeciona, naciśnij, aby otworzyć wrzeciono (odpowiadające szaremu SPN na ekranie),
naciśnij ponownie, aby zamknąć wrzeciono (odpowiadające SPN na ekranie powraca do normy). Naciśnij długo, aby przejść do strony zmiany prędkości wrzeciona. Na tej stronie Y+/Y- to prędkość wrzeciona wysoka/niska, naciśnij długo OK/SPN, aby wyjść ze strony zmiany prędkości wrzeciona.
Wyjście/STP: Funkcja 1: Stuknij każdy przycisk osi XYZ, aby zmienić odległość ruchu o 0,1, 1, 5, 10 cykli za każdym razem. Funkcja 2: Naciśnij i przytrzymaj przez około 2 sekundy, aby wyjść.
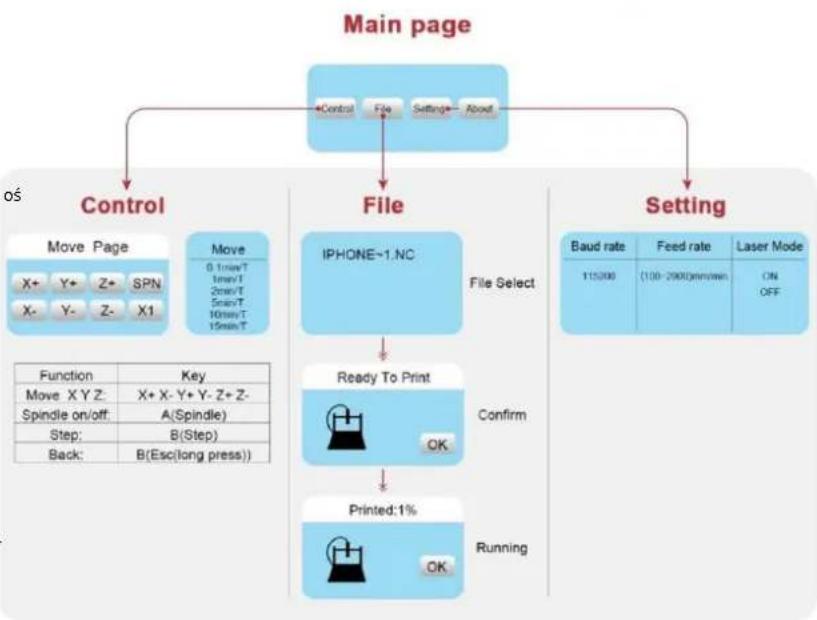
Lista plików Wybierz plik do grawerowania. Dokumenty wsparcia obejmują: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC.
Y+: w góre, Y-: w dół
OK/SPN: Potwierdź wybór i przejdź na stronę potwierdzającą grawerowanie.
5.4 Potwierdź stronę grawerowania:
Potwierdź, że plik grawerowania został uruchomiony bez błędów.
OK/SPN: Rozpoczyna się potwierdzanie, gotowy do druku obrazuje się w procentach postępu, po zakończeniu grawerowania następuje powrót do strony wyboru pliku.
5.5 Strona ustawień:
X+/X-: Zmień szybkość transmisji; Y+/Y-: Zmień szybkość podawania o ±100/kliknięcie; Z+/Z-: Zmień szybkość podawania o ±10/kliknięcie; OK/SPN: Zmień tryb lasera WŁ./WYŁ.
5.6 Sieć Wi-Fi i sieć Web Kontroler
offline ma funkcję sieci bezprzewodowej WiFi. Domyślnie hotspot WiFi VIGO-STK**** jest automatycznie ustanawiany.
Możesz połączyć się z hotspotem przez WiFi komputera lub telefonu komórkowego z hasłem 12345678, a następnie otworzyć 192.168.0.1 lub vigostick.local w przeglądarme, aby zarządzać (przesyłać lub usuwać) plikami na karcie SD kontrolera offline, a także możesz wprowadzić konto SSID (obsługuje tylko sygnał 2.4G) i hasło, aby pomóc kontrolerowi offline uzyskać dostęp do lokalnej sieci WiFi. Po podłączeniu kontrolera do lokalnego WiFi 2.4G, bieżący adres IP kontrolera lub nazwa domeny vigostick.local nadal mogą zostać otwarte, aby przejść do interfejsu zarządzania siecią. Możesz otworzyć stronę About kontrolera, aby sprawdzić adres IP.
Status sieci: W lewym górnym rogu strony głównej znajduje się kropka. CZERWONA kropka oznacza, że hotspot VIGO-STK**** jest aktywny, a ZIELONA kropka oznacza, że kontroler połączyć się z lokalnym WiFi.
Interfejs zarządzania siecią jest taki sam jak na poprzedniej stronie. Strony internetowe działają następująco: Kliknij menu
„Control”, pojawi się interfejs MOVE Control, możesz kliknąć odpowiedni przycisk, aby sterować ruchem maszyny CNC.
Kliknij menu „Plik”, aby wyświetlić pliki rzeźbienia aktualnie przechowywane na karcie SD bieżącego kontrolera offline. Możesz przesłać nowe pliki do kontrolera. Po wybraniu odpowiedniego pliku rzeźbienia, aby rozpocząć rzeźbienie, interfejs wyświetla rzeźbiony plik i postęp rzeźbienia. Możesz kliknąć przycisk, aby wstrzymać lub zatrzymać proces rzeźbienia.
Kliknij menu „Ustawienia”, aby przejść do interfejsu ustawień maszyny do rzeźbienia, w którym możesz ustawić niektóre parametry sterowania lub wykonać resetowanie, odblokowanie, przywrócenie ustawień, ustawienie narzędzi, włączyć/wyłączyć tryb lasera i inne polecenia.
6. Przywróć ustawienia fabryczne Jeśli ruch
mechaniczny maszyny jest płynny, ale ruch grawerowania wydaje się zablokowany lub silnik krokowy nie Proszę spróbować przywrócić ustawienia fabryczne płyty głównej.
Metoda: Uruchom oprogramowanie Candle i wyślij polecenie \$RST=* do komputera, a następnie uruchom ponownie komputer.
RT=1
[I]
Przewodnik po naprawach CNC
| Problem | Rozwiązanie |
| Komputer i kontroler offline nie mogą kontrolować normalnego ruchu maszyny ani grawerować w sposób nieprawidłowy | Sprawdź, czy kontroler offline i komputerowy port USB są podłączone do maszyny grawerującej. Jeśli tak, odłącz kontroler offlinelub kabel USB komputera. Oba nie mogą być podłączone do grawerowania maszynę w tym samym czasie. |
| Maszyna jest podłączona do komputer i włączony, ale oprogramowanie do grawerowania pokazuje połączenie awaria | Upewnij się, że na komputerze jest zainstalowany właściwy sterownik;sprawdź, czy interfejs USB jest prawidłowo podłączony; upewnij się, żeport COM jest wybrany prawidłowo (nie wybieraj COM1);upewnij się, że szybkość transmisji jest wybrana prawidłowo (wybierz 115200). |
| Oprogramowanie wyświetla błąd alarmu, kontrolerjest zablokowany, a kliknięcie przycisku resetowania i odblokowania nie usuwa go | Sprawdź, czy wyłączniki krańcowe w kierunku trzech osi XYZ są wciśniętew dół lub zablokowane przez obce przedmioty.Wyczyść je, jeśli to konieczne.Alternatywnie, odłącz połączenieprzewody wyłączników krańcowych. Jeśli powróci do normy, odpowiedni przełącznik uległ zwarciu i uszkodzeniu. Można go wymienić lub tymczasowo porzucić. |
| Wygrawerowana treść wygląda jak lustrzane odbicie oryginalnego obrazu, a kierunek ruchu ręcznego jest nieprawidłowy | Wystarczy ustawić parametry Grbl w oprogramowaniu, aby odwrócić kierunekoś X lub Y. |
| Wygrawerowana treść wydaje się obrócona o 90 stopni | Sprawdź, czy połączenia osi XY kontrolera zostały zamienione. Po prostu zamień połączeniaż powrotem. |
| Wygrawerowany obraz jest zniekształcony i nieprawidłowo wyrównany | Sprawdź, czy występuje poślizg między osią silnika śruby pociągowej a sprzęłem. Dokręć śruby ustalające na obu końcach sprzęgła. |
| Po zmianie parametrów oprogramowania układowego maszyny grawerującej występują różne nietypowe ruchy maszyny lub nietypowe rozmiary grawerunków zdarzać się | Proszę przywrócić ustawienia fabryczne oprogramowania układowego. Uruchom oprogramowanie Candle, połącz się z maszyną i w polu poleceń w prawym dolnym rogu wprowadź i wyślij polecenie $RST=*, a następnie uruchom ponownie maszynę. |
VEVOR®
TOUGH TOOLS, HALF PRICE




