
S4040 - CNC-Graviermaschine Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts S4040 Vevor als PDF.

| Produkttyp | CNC-Graviermaschine |
| Marke | Vevor |
| Modell | S4040 |
| Nutzbare Arbeitsfläche | 400 x 400 mm (geschätzt) |
| Spindelleistung | 300 W |
| Spannzange | ER11, max. Durchmesser 8 mm |
| Spindeldrehzahl | 12000 U/min (typisch) |
| Stromversorgung | 110-220 V AC, 50/60 Hz |
| Steuerungssoftware | Candle (GRBL) |
| Offline-Controller | Ja, mit Touchscreen, WiFi, Webverwaltung |
| Ungefähre Abmessungen (L x B x H) | 800 x 700 x 500 mm |
| Ungefähres Gewicht | 35 kg |
| Sicherheit | Schutzbrille erforderlich, Not-Aus, Verwendung in Innenräumen |
| Wartung und Reinigung | Regelmäßig reinigen, Verbindungen überprüfen, verschlissene Teile ersetzen |
| Ersatzteile und Reparierbarkeit | Verfügbar auf vevor.com/support |
| Enthaltenes Zubehör | Fräser 3,175 mm, Inbusschlüssel, Sonde, Bürste, USB-Stick, Handbuch |
Häufig gestellte Fragen - S4040 Vevor
Benutzerfragen zu S4040 Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr CNC-Graviermaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch S4040 - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. S4040 von der Marke Vevor.
BEDIENUNGSANLEITUNG S4040 Vevor
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
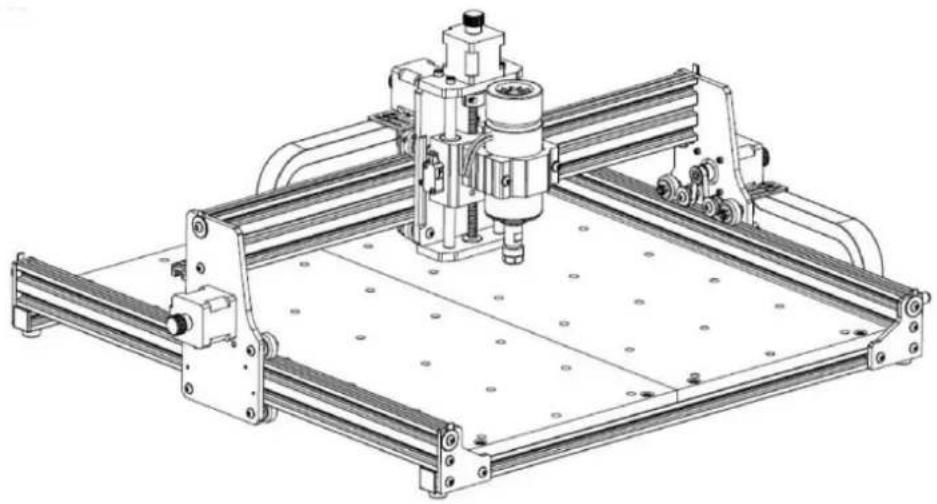
CNC-GRAVURMASCHINE
BENUTZERHANDBUCH
MODELL: S4040
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten. „Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen Topmarken erzielen können, und decken nicht unbedingt alle von uns angebotenen Werkzeugkategorien ab. Wir möchten Sie freundlich daran erinnern, bei Ihrer Bestellung bei uns sorgfältig zu prüfen, ob Sie im Vergleich zu den großen Topmarken tatsächlich die Hälfte sparen.
VEVOR®
TOUGH TOOLS, HALF PRICE
CNC-GRAVUR
AUTO
UND
MODELL: S4040
Suchen Sie nach Videos und Anleitungen
Brauchen Sie Hilfe? Kontaktieren Sie uns!
Haben Sie Fragen zum Produkt? Benötigen Sie technischen Support? Bitte kontaktieren Sie uns:
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch, bevor Sie das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unserer Bedienungsanleitung vor. Das Erscheinungsbild des Produkts richtet sich nach dem Produkt, das Sie erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut informieren, wenn es Technologie- oder Software-Updates für unser Produkt gibt.
 | Warnung: Um das Verletzungsrisiko zu verringern, muss der Benutzer die Bedienungsanleitung lesen sorgfältig. |
 | Warnung: Tragen Sie bei der Verwendung dieses Produkts unbedingt einen Augenschutz. |
 | Nur zur Verwendung im Innenbereich |
 | Berühren Sie keine rotierenden Teile, wenn die Maschine läuft |
 | Tragen Sie immer eine Schutzbrille, wenn Sie die Maschine benutzen |
 | Verboten für den Einsatz in brennbaren Objekten oder Gasen |
 | Berühren Sie die Steckdose nicht mit nassen Händen, um das Risiko eines Stromschlags zu verringern |
 | Bitte schalten Sie im Notfall sofort den Strom ab |
 | Dieses Produkt unterliegt den Bestimmungen der europäischen Richtlinie 2012/19/EG.Das Symbol einer durchgestrichenen Mülltonne weist darauf hin, dass das Produkt erfordert in der Europäischen Union eine getrennte Müllentsorgung. Dies gilt für die Produkt und alle mit diesem Symbol gekennzeichneten Zubehörteile. Produkte, die als Diese dürfen nicht mit dem normalen Hausmüll entsorgt werden, sondern müssen eine Sammelstelle für das Recycling von elektrischen und elektronischen Geräten |
Wichtige Sicherheitshinweise Warnung: Zur
Verringerung des Risikos von Verbrennungen, Stromschlägen oder Verletzungen von Personen!

Achtung
Tragen Sie bei der Benutzung der Maschine eine Schutzbrille. Falls Ihre Augen verletzt.
ÿ Vor dem Austausch des Werkzeugs die Maschine von der Stromversorgung trennen, um Unfälle vermeiden.
ÿ Ziehen Sie den Stecker aus der Steckdose, wenn Sie ihn nicht benutzen, bevor Sie Teile austauschen der Maschine.
ÿ Bei Montage und Demontage des Gerätes den Netzstecker ziehen.
ÿ Bei der Verwendung von Geräten in der Nähe von Kindern ist eine genaue Aufsicht erforderlich.
ÿ Um ein Blockieren zu vermeiden, wenden Sie keinen übermäßigen Druck auf das Gerät an.
ÿ Tauchen Sie Kabel oder Maschinen nicht in Wasser, da dies zu einem Stromschlag führen kann.
y Dieses Gerät ist nicht für den Gebrauch durch Personen (einschließlich Kinder) mit eingeschränkte körperliche, sensorische oder geistige Fähigkeiten oder mangelnde Erfahrung und Kenntnissen, es sei denn, sie werden beaufsichtigt oder in die Benutzung eingewiesen die Benutzung des Gerätes durch eine für ihre Sicherheit verantwortliche Person.
ÿ Kinder sollten beaufsichtigt werden, um sicherzustellen, dass sie nicht mit dem Gerät spielen. Gerät.
- Wenn das Netzkabel oder der Stecker beschädigt sind, müssen diese durch den Hersteller oder seinen Kundendienst oder eine ähnlich qualifizierte Person, um eine Gefährdung zu vermeiden. Oder dieses Gerät bedienen. Bringen Sie es zum Geschäft zurück, wo es von einem Fachmann gewartet oder repariert werden kann. Soldat.
BEWAHREN SIE DIESE ANWEISUNGEN AUF
1.Teileliste
| S4040 Ersatzteilliste | |||||
| Teile-Nr | Teilename | Erläuterung | Menge | Bild | Bemerkung |
| 01 | Komponente für Y1-Achse | — | 1 Satz |  | |
| 02 | Komponente für Y2-Achse | — | 1 Satz |  | |
| 03 | Komponente für X-Achse | — | 1 Satz |  | |
| 04 | Aluminiumprofil (X) | 2020 V * 577 mm | 2 Sätze |  | |
| 05 | Aluminiumprofil (Y) | 2020 V x 540 mm | 1 | ||
| 06 | Werkbank | — | 2 |  | |
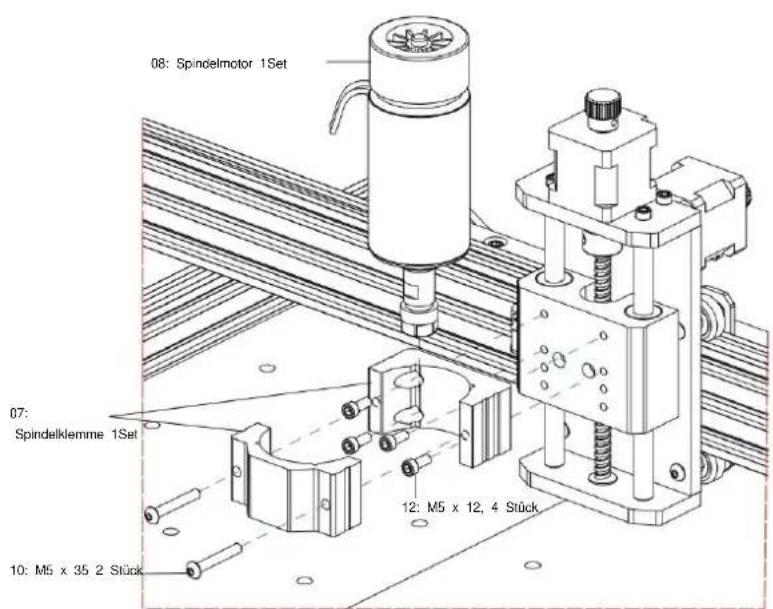
| 07 | Spindelklemmung | ÿ52, Aluminium | 1 Satz | ||
| 08 | Spindelmotor | 300 W, ER11-8 mm | 1 Satz |  | |
| 09 | L-förmiger Verbinder | Mit Stellschraube 2-M5*6 4er Satz |  | ||
| 10 | Innensechskantschraube | M5*35 | 2 | ||
| 11 | Innensechskantschraube | M5*14 | 4 |  | |
| 12 | Innensechskantschraube | M5*12 | 12 | ||
| 13 | Innensechskantschraube | M5*10 | 8 |  | |
| 14 | Innensechskantschraube | M5*6 | 1 | ||
| 15 | Innensechskantschraube | M4*10 | 6 |  | |
| 16 | Innensechskantschraube | M4*8 | 4 | Bereits montiert | |
| 17 | Trapezmutter | M5-20 | 16 |  | |
| 18 | Sechskantmutter | M4 | 6 | ||
| 19 | Wischwasschine | ÿ5-ÿ20 | 4 | ||
| 20 | Abdeckplatte | 2020 | 3 |  | |
| 21 | Untersitzung | — | 1 | ||
| 22 | Drahtabdeckplatte | — | 1 | ||
| 23 | Pressplatte | 100 mm | 4 |  | PressplatteZusammenbauzeichnung |
| 24 | Schraubon | M8*55 | 4 | ||
| 25 | Schraubon | M6*80 | 4 |  |  |
| 26 | Wischwasschine | ÿ6 x 2 mm | 4 | ||
| 27 | Flügelmutter | M6 | 4 |  | |
| 28 | Kontrollkästchen | — | 1 |  | |
| 29 | Netzkabel | — | 1 | ||
| 30 | Offline-Controllerund Datenkabel | Touchscreen mit SD-Karte | 1 Satz |  |  |
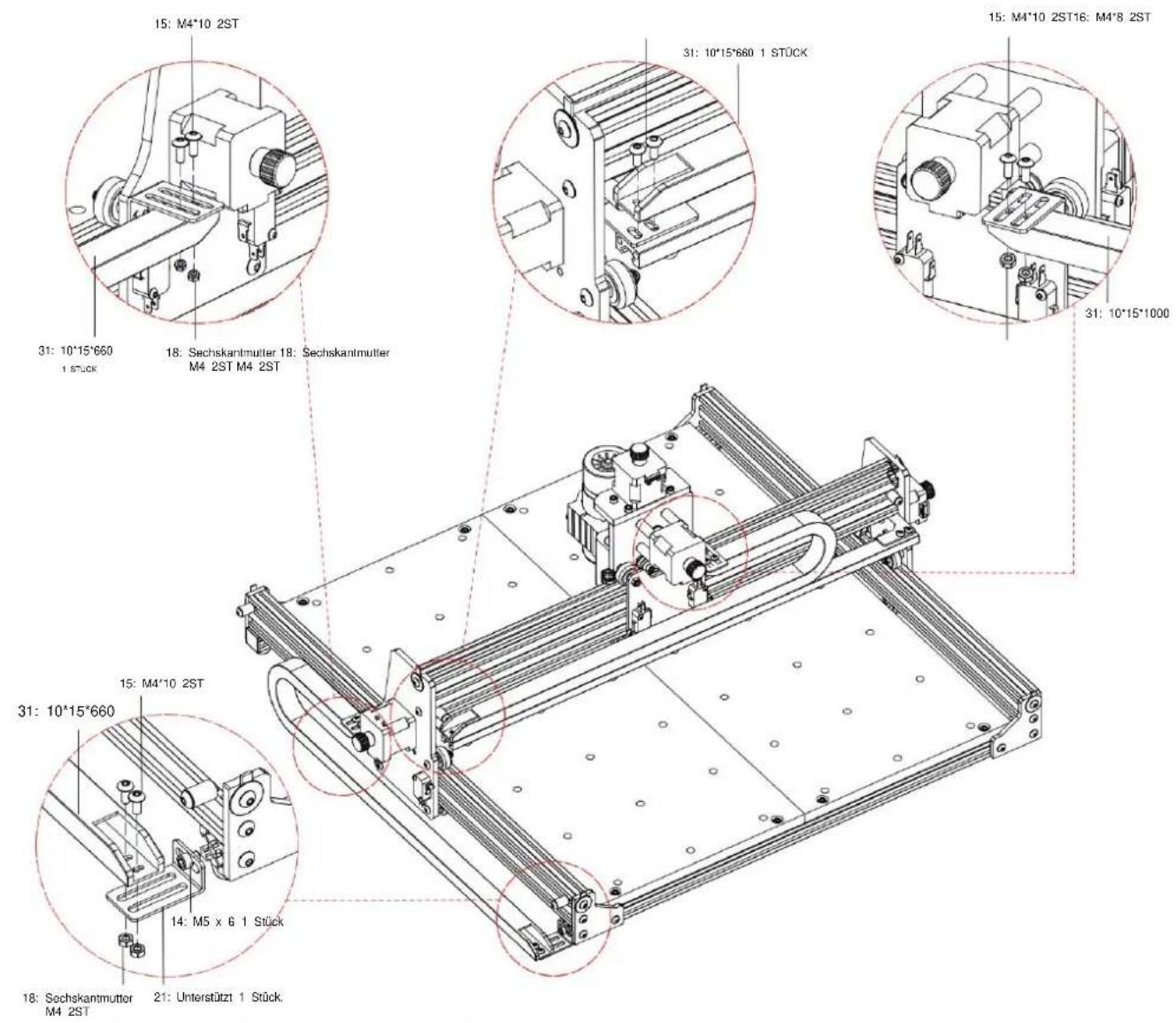
| 31 | Abschleppkette | 15*10*660 | 2 |  | |
| 32 | Spindelmotorkabel | 2P, 2100 mm | 1 | ||
| 33 | X Schrittmotorkabel | 4P-6P, 2100mm rot | 1 | ||
| 34 | Y1 Schrittmotorkabel | 4P-6P,2100mm gelb | 1 |  |  |
| 35 | Z Schrittmotorkabel | 4P-6P,2100mm weiß | 1 | ||
| 36 | Y2 Schrittmotorkabel | 4P-6P,1350mm blau | 1 | ||
| 37 | Y-Limit-Draht | 2P-3P, 1350 mm | 1 |  | |
| 38 | X/Z-Limit-Draht | 2P-3P, 2100 mm | 2 | ||
| USB-Kabel39 | — | 1 |  |  | |
| 40 | Anschlussterminal | — | 1 | ||
| 41 | Fräser | 3.175 | 1 | ||
| 42 | Innensechskantschlüssel | 2/2,5/3/4 mm | 1 Satz |  |  |
| 43 | Mutternschlüssel | 14/17 mm | 1 Satz | ||
| 44 | Sonde | — | 1 |  |  |
| 45 | Welche Bürste | — | 1 | ||
| 46 | U-Disk | — | 1 | ||
| 47 | Bedienungsanleitung | — | 1 | — | |

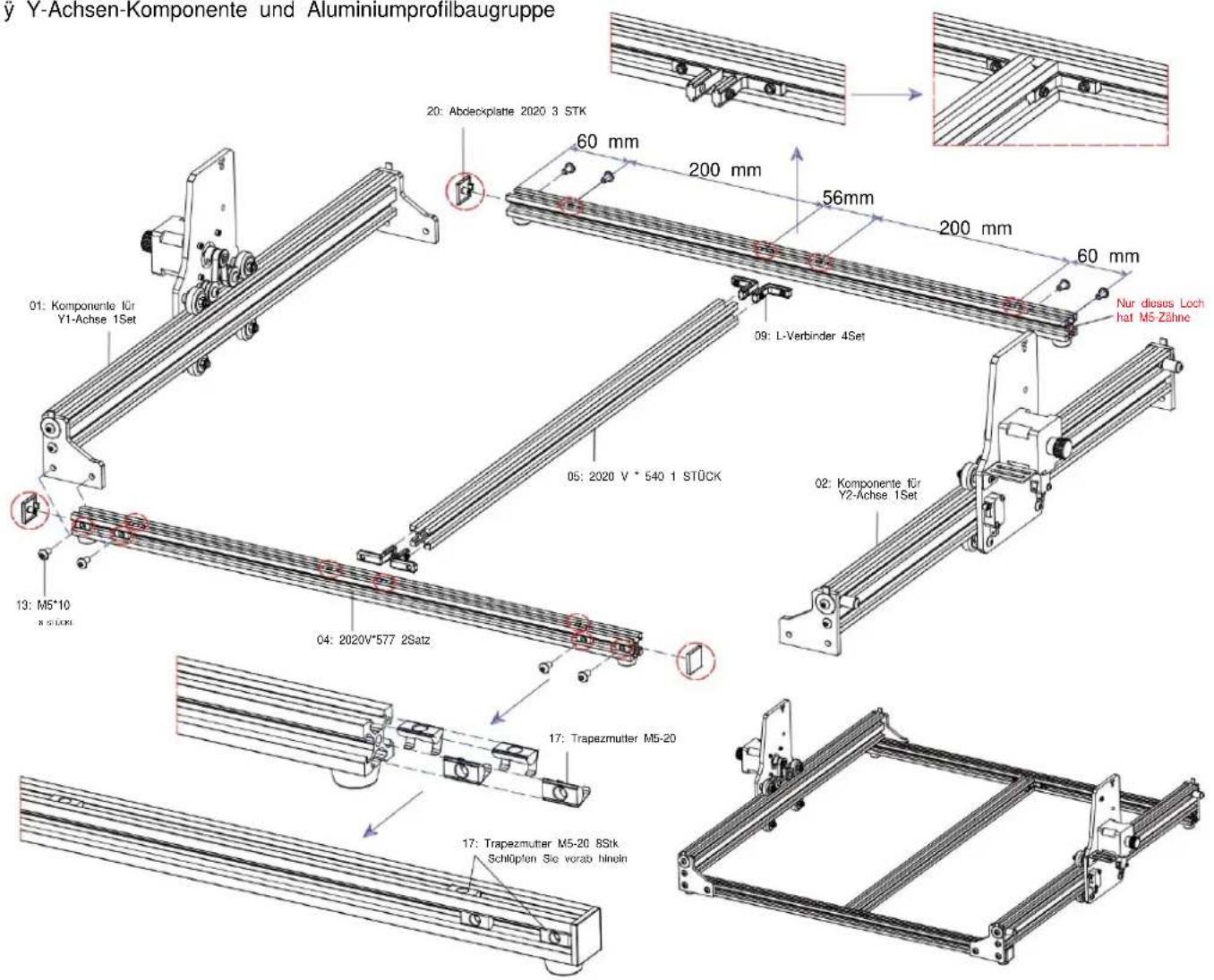
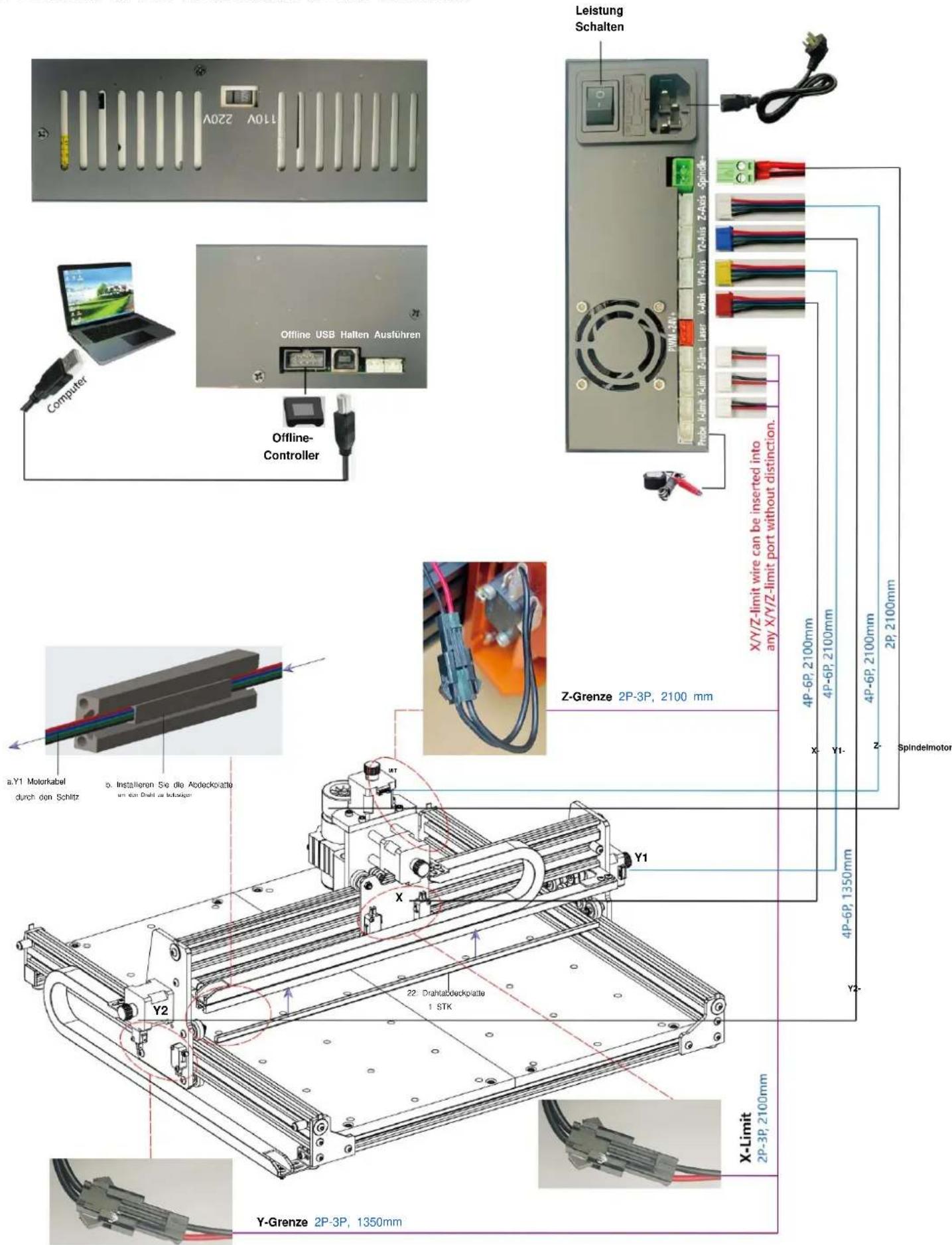
2. Maschinenmontage
ÿ Y-Achsen-Komponente und Aluminiumprofilbaugruppe
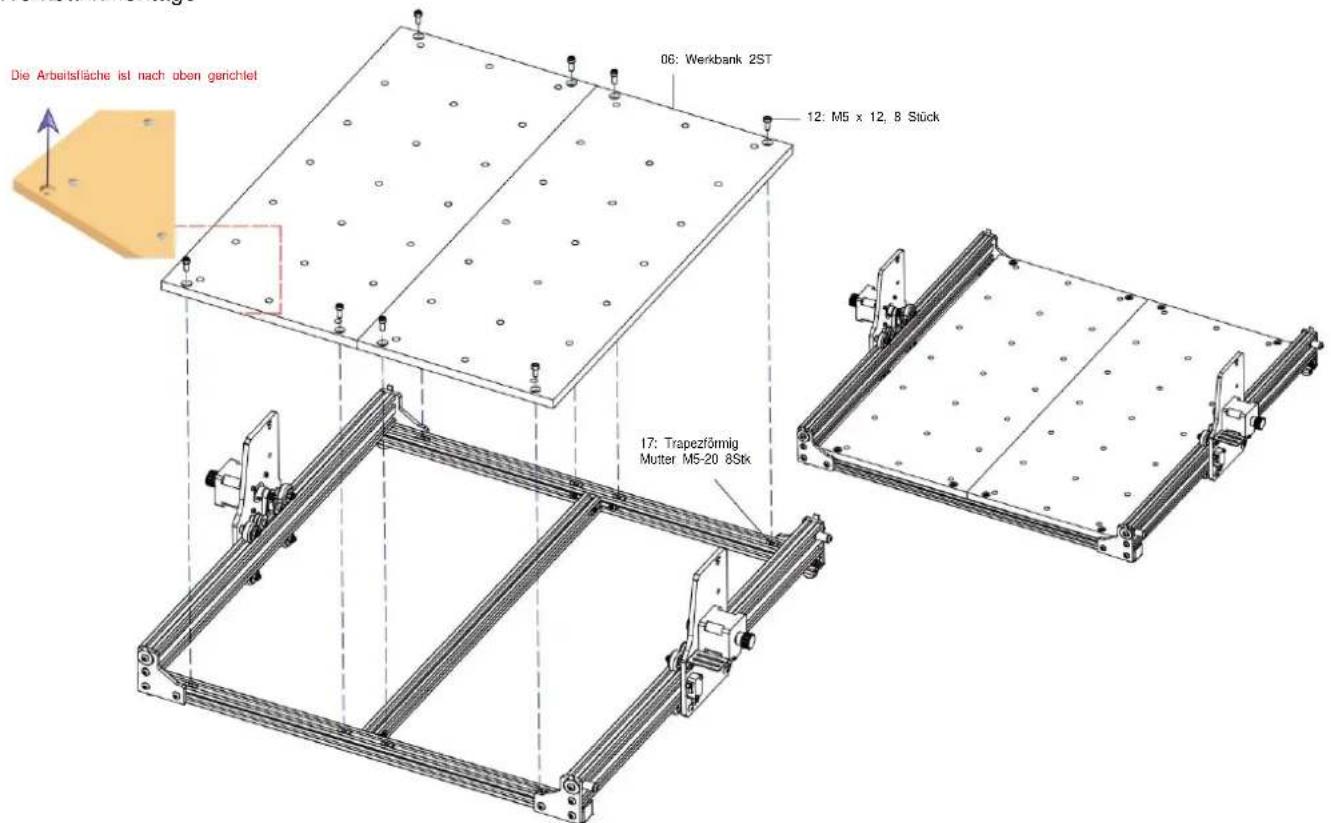
ÿ Werkbankmontage
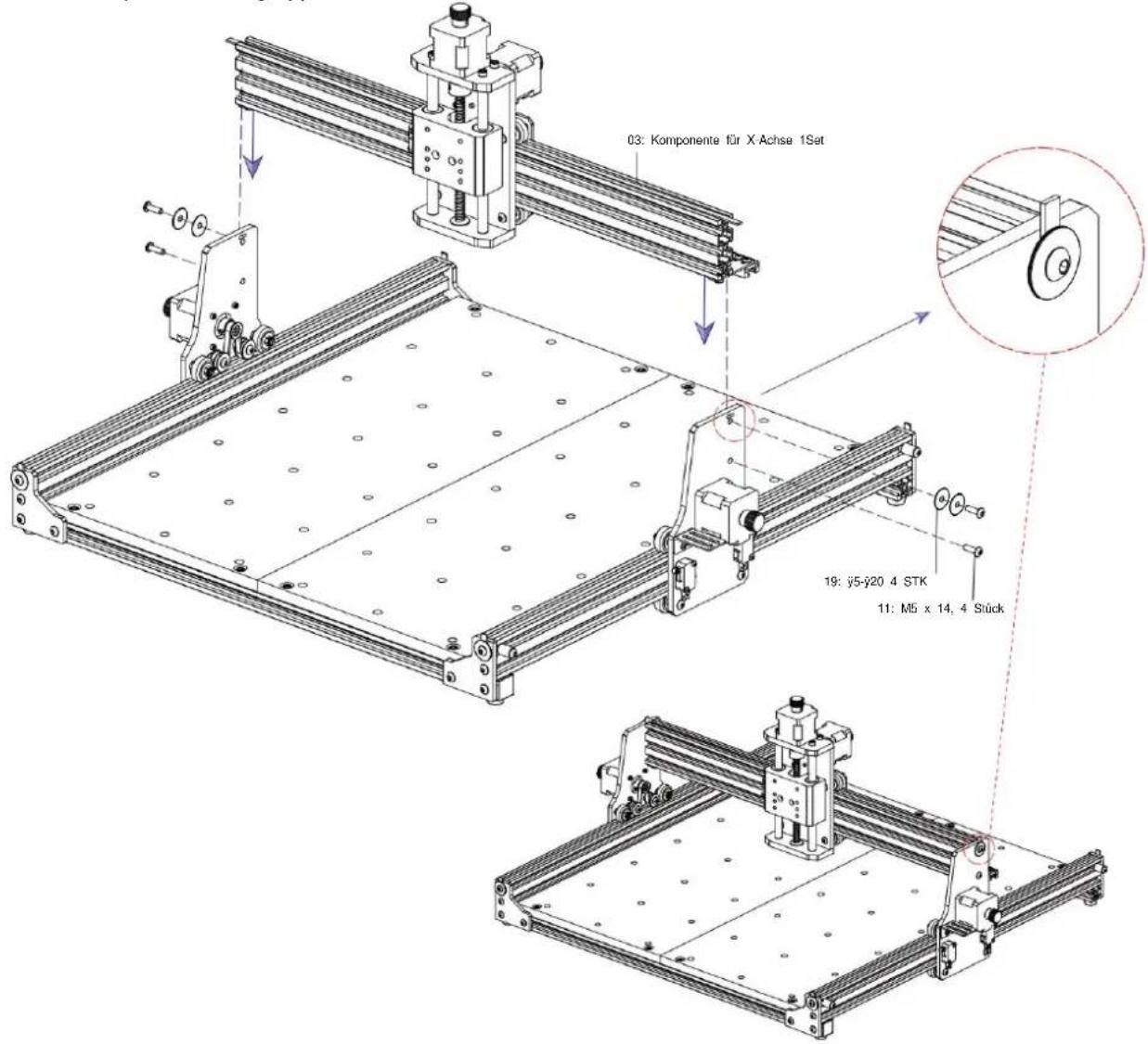
ÿ X-Achsen-Komponentenbaugruppe
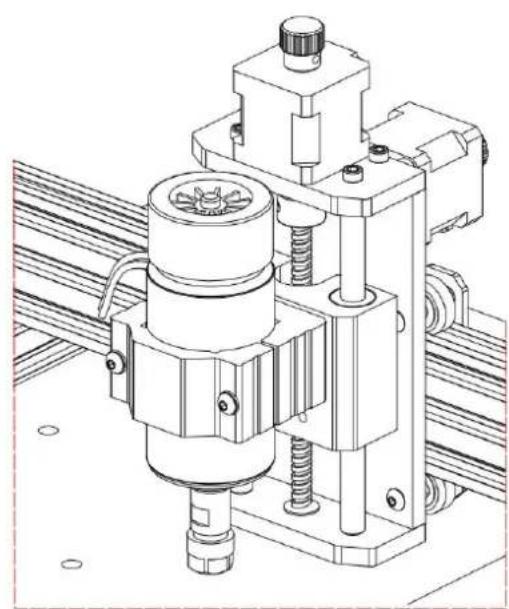
ÿ Spindelhalterung und Motormontage
ÿ Montage der Abschleppkette
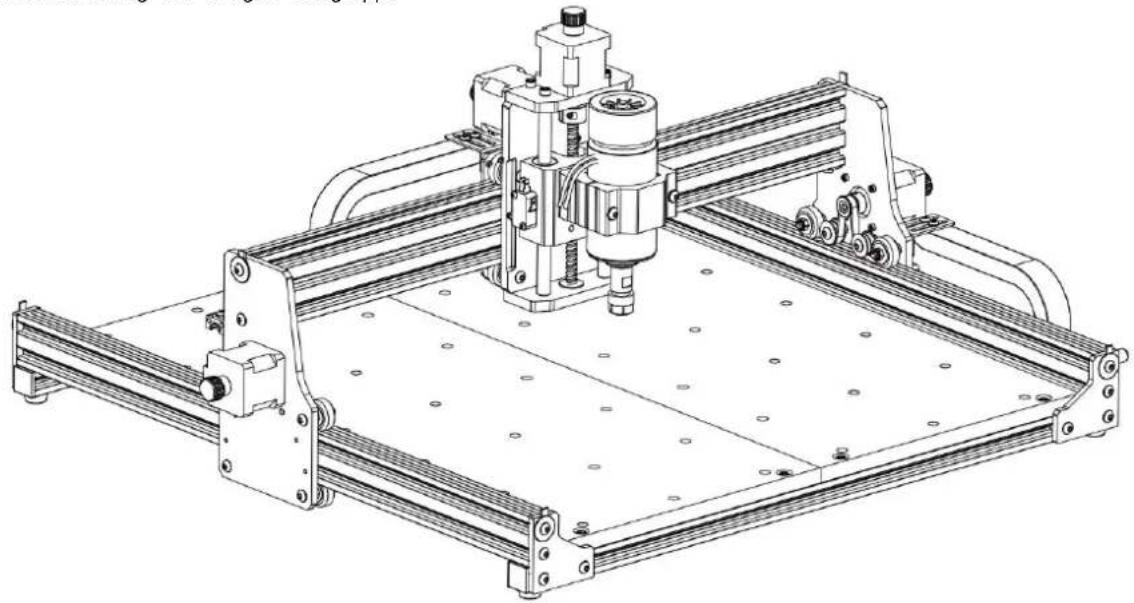
ÿ Maschinenzeichnung der fertigen Baugruppe
- Hinweise zu den Anschlüssen an der Steuerbox
4. Candle Software
Candle ist eine GUI-Anwendung für GRBL-basierte CNC-Maschinen mit G-Code-Visualisierer. Candle ist eine Open-Source-Software, die für die Verarbeitung von CNC-Werkzeugmaschinen geelignet ist. Sie unterstützt die Verarbeitung von G-Code-Dateien und die visuelle Anzeige.
Unterstützte Funktionen:
(1) Steuerung einer GRBL-basierten CNC-Maschine über Konsolenbefehle, Schaltflächen im Formular und den Nummernblock.
(2) Überwachung des Zustandes der CNC-Maschine.
(3) Laden, bearbeiten, speichern und senden Sie G-Code-Dateien an die CNC-Maschine.
(4) Visualisieren von G-Code-Dateien.
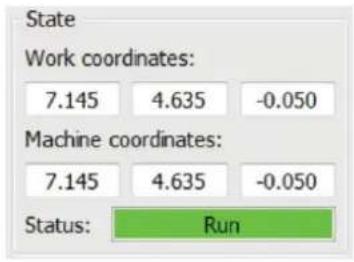
4.1 Staaten
Arbeltskoordinaten:
Stellt die aktuellen lokalen X-, Y- und Z-Koordinaten der CNC dar.
Maschinenkoordinaten:
Stellt die aktuellen absoluten Maschinenkoordinaten X, Y und Z dar.
Einer der folgenden CNC-Status:
Leerlauf – wartet auf einen G-Code-Befehl. Wird ausgeführt – führt einen G-Code-Befehl aus.
Home – Homing-Zyklus wird ausgeführt. ÿ
Prüfen – Prüfmodus für G-Code-Befehle ist eingeschaltet. Halten
- angehalten durch einen „!“-Befehl, muss durch einen „\~“-Befehl neu gestartet werden. Alarm
- CNC weiß nicht, wo sie ist und blockiert alle G-Code-Befehle.
4.2 Steuerung

Home-Taste
Startet den Homing-Zyklus mit dem Befehl "SH"

Z-Sonde
Startet die Nullsuchprozedur für die Z-Achse mit dem in den Einstellungen angegebenen Befehl (Feld „Z-Sondenbefehle“).
Beispielbefehl: G91G21; G38.2Z-30F100; G0Z1; G38.2Z-1F10
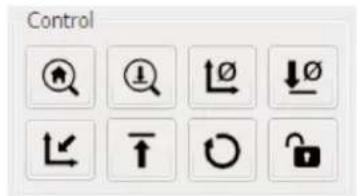

Null X/Y
Setzt die Koordinaten „X“ und „Y“ im lokalen Koordinatensystem auf Null. Behält außerdem einen lokalen Systemversatz („G92“) für die spätere Verwendung bei.

X/Y/Z
wiederherstellen Stellt die lokalen Systemkoordinaten mit dem Befehl „G92“ wieder her.

Sicher Z
Bewegt das Werkzeug auf der Z-Achse in eine sichere Position. Die Positionskoordinate kann in der Einstellung „Sicheres Z“ angegeben werden. Die Position muss in Maschinenkordinaten angoboden worden.

Zurücksetzen
Setzt die CNC mit dem Befehl „STRG+X“ zurück

Freischalten
Entsperrt die CNC mit dem Belehl „X“.
4.3 Software-Verwendungsschritte
(1). Installieren Sie den Treiber
Bei der ersten Verwendung schließen Sie das Gerät bitte über ein USB-Kabel an den Computer an und klicken Sie auf CH341SER.exe -Datei im Treiberordner, um den Treiber zu installieren. Unter normalen Umständen erkennt und installiert das Win10-System den Treiber automatisch. Für Win7- und Win8-Systeme Installieren Sie Ihn bitte manuell.

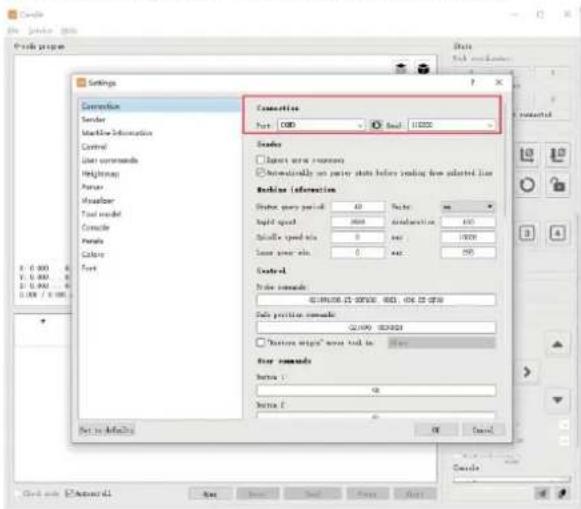
(2) Stellen Sie den Port und die Verbindung ein
Öffnen Sie nach der Installation des Treibers den Geräte-Manager des Computers und klicken Sie auf die Port-Option, um den Inhalt anzuzeigen das rote Kästchen auf dem Bildschirm, das in der Abbildung unten angezeigt wird (die Portinformationen stehen in Klammern).
Merken Sie sich die oben abgefragten Portinformationen, wechseln Sie zur Candle -Softwareoberfläche und klicken Sie oben auf die Option „Einstellungen“. linke Ecke. Wenn Sie die Einstellung auswählen, wird das Einstellungsfenster angezeigt. Wählen Sie unter „Verbindung“ den abgefragten Portnamen aus, wählen Sie die Baudrate 115200 und klicken Sie dann auf „OK“, um die Einstellung abzuschließen.
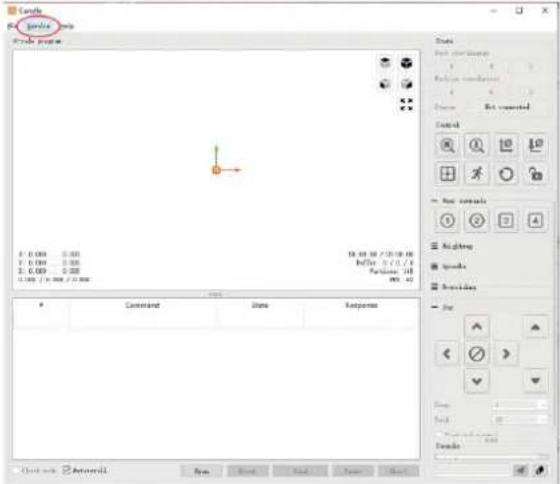
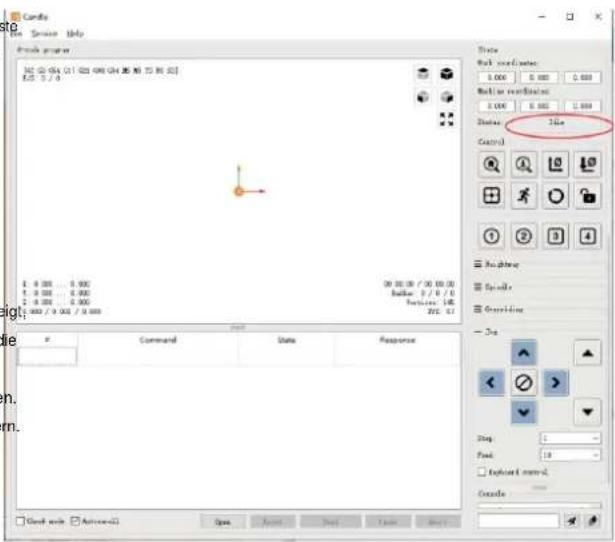
(3). Verbindung abschließen
Nachdem Sie Port und Baudrate eingestellt haben, klicken Sie auf Fertig stellen. In der Statusleist oben rechts auf der Candle-Oberfläche wird „Leerlauf“ angezeigt. Gleichzeitig zeigt die Konsole unten rechts die unten angezeigten Informationen an, die darauf hinweisen, dass die Verbindung erfolgreich hergestellt wurde.
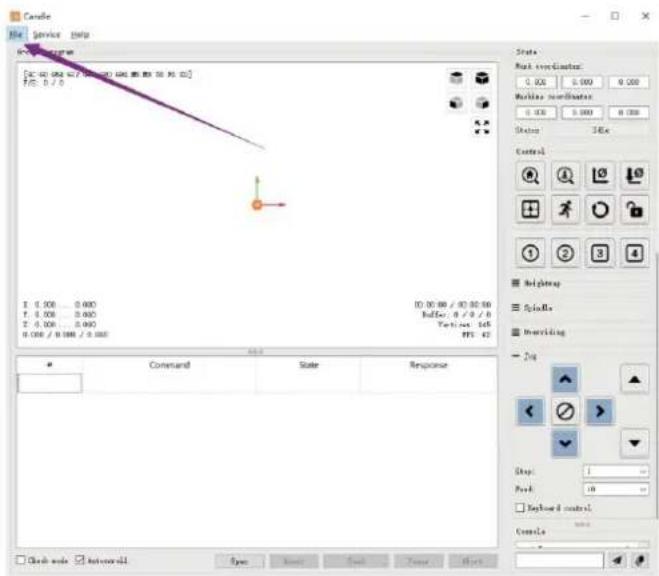
(4). Dokumente verarbeiten Klicken
Sie oben in der Kerze auf die Option „Datei“ und dann auf „Neu“, um G-Code zu erstellen. Klicken Sie In der Befehlsleiste unten in der Benutzeroberfläche auf „Öffnen“, um eine erstellte G-Code-Datei zum Importieren der Datei auszuwählen.
Nach dem Importieren wird in der Mitte der Benutzeroberfläche ein visuelles Diagramm angezeigt das aus Werkzeugpfaden besteht (die Position des stiftförmigen Diagramms im Diagramm ist die aktuelle Werkzeugposition). Halten Sie im Visualisierungsfenster die linke Maustaste gedrückt, um das Diagramm zu drehen, und halten Sie die rechte Taste gedrückt, um es zu verschieben. Grafiken: Durch Scrollen des mittleren Rads können Sie die Grafiken vergrößern und verkleinem Gleichzeitig wird der Inhalt des G-Codes in der unteren Befehlsleiste angezeigt. Während der Verarbeitung wird die Maschine nacheinander gemäß den G-Code-Befehlen ausgeführt.
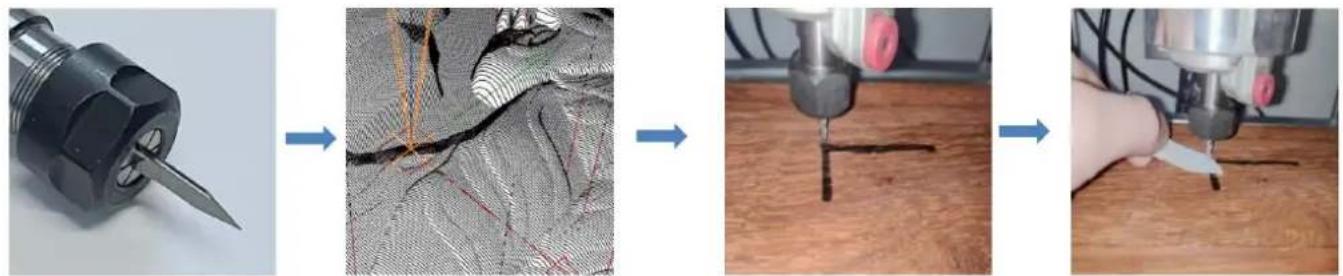
(5). Vorrichtung, Werkzeuginstallation und Einstellen des Arbeitskoordinatenursprungs
Die im Produktkit enthaltene Vorrichtung ist nicht montiert. Es gibt insgesamt vier Sets. Das Aussehen und die Verwendung der montierten Vorrichtung sind in den rechten Abbildungen dargestellt.
Bevor Sie das G-Code-Programm ausführen, müssen Sie um die Position der Gravurfigur relativ zur gesamten Gravurplatte zu finden. In der visuellen Grafik gibt es ein dreichsiges Koordinatensystem. Der Ursprung des dreichsigen Koordinatensystems ist der Werkzeugeinstellungspunkt der tatsächlichen Verarbeitungsgrafik.
Sie können das Werkzeug verschieben, um die Position der Gravurgrafik relativ zur gesamten Gravurplatte basierend auf der Position dieses Ursprungs. Die Gravurfigur in der Abbildung unten dient als Beispiel.

Nach dem Anfahren der gewählten Werkzeugposition werden die X/Y- und Z-Achse auf Null zurückgesetzlich sind Schaltflächen zum Nullsetzen der X-/Y- und Z-Achse). Stellen Sie vor der Rückkehr auf Null sicher, dass sich das Werkzeug zum Gravieren der Entfernung eines Blatts Papier nähert, und setzen Sie dann die X-/Y- und Z-Achse auf Null zurück (verwenden Sie beim Gravieren bitte ein scharfes Messer mit flacher Unterseite und beim Bearbeiten von Ebenen, Schlitten und Löchern einen zylindrischen Fräser). Der Effekt besteht darin, dass die geformte Figur mit der Klingenspitze als Ursprung geschnitzt wird.
Die ER11-Spannzange am Spindelmotor sollte zuerst in den Festkopf eingespannt werden und muss festgeklemmt werden. Bei der Installation Bitte ziehen Sie die Spannzange beim Fräser nicht zu weit heraus, wie in der ersten Abbildung unten gezeigt.
(6) Beginnen Sie mit dem Schnitzen
Nachdem Sie die Gravurposition gefunden haben, klicken Sie unten auf die Schaltfläche Senden und das Gerät beginnt automatisch mit der Gravur. Die Statusleiste unter oben rechts wird „läuft“ angezeigt. Das Visualisierungsfenster zeigt, dass sich das Werkzeug entlang des Werkzeugpfads bewegt. Sie können beim Gravieren die Schaltflächen „Pause“ und „Stopp“ unten auswählen. (Klicken Sie nach dem Anhalten erneut, um mit dem vorherigen Gravieren fortzufahren. Klicken Sie nach dem Beenden auf „Senden“, um die Verarbeitung von vorne zu starten.)
(7) Abgeschlossene Verarbeitung
Nach Abschluss der Verarbeitung wird im Visualisierungsfenster angezeigt, dass die Gravur abgeschlossen ist und die erforderliche Zeit für Carving.

Hinweis: Der Offline-Controller und der Computer können nicht gleichzeitig an die Graviermaschine angeschlossen werden. Bei Verwendung des Offline-Controller: Stellen Sie bitte sicher, dass das USB-Kabel der Maschine und des Computers getrennt ist.
Der Offline-Controller verfügt über eine externe 12-V-Standby-Stromversorgungsschnittstelle. Wenn Benutzer andere Mainboards ohne Stromversorgung verwenden und schwache Stromversorgungskapazität, können Sie ein externes Netzteil anschließen, um den Controller mit Strom zu versorgen
5.1 Hauptseite: Y-:
rechts Y+: links Z+: Senden Sie \$X an das GRBL-Motherboard, um es zu entsperren.
OK/SPN: Bestätigungstaste.
5.2 Steuerseite: Bewegen
Sie jede Achse manuell in die gewünschte Position.
X+: X-Achse bewegt sich nach rechts, X- entgegengesetzt. Y+: Y-Achse bewegt sich nach vorne, Y- entgegengesetzt. Z+: Z-Achse bewegt sich nach oben, Z- entgegengesetzt.
OK/SPN: Spindeltestschalter. Drücken Sie, um die Spindel zu öffnen (entspricht SPN grau auf dem Bildschirm). Drücken Sie erneut, um die Spindel zu schließen (das entsprechende SPN auf dem Bildschirm wird wieder normal). Drücken Sie lange, um die Seite zum Ändern der Spindeldrehzahl aufzurufen. Auf dieser Seite ist Y+/Y- die hohe/niedrige Spindeldrehzahl. Drücken Sie lange auf OK/SPN, um die Seite zum Ändern der Spindeldrehzahl zu verlassen.
Beenden/STP: Funktion 1: Tippen Sie auf jede Achsentaste von XYZ, um die Bewegungsdistanz jedes Mal um 0,1, 1, 5, 10 Zyklen zu ändern. Funktion 2: Zum Beenden etwa 2 Sekunden lang gedrückt halten.
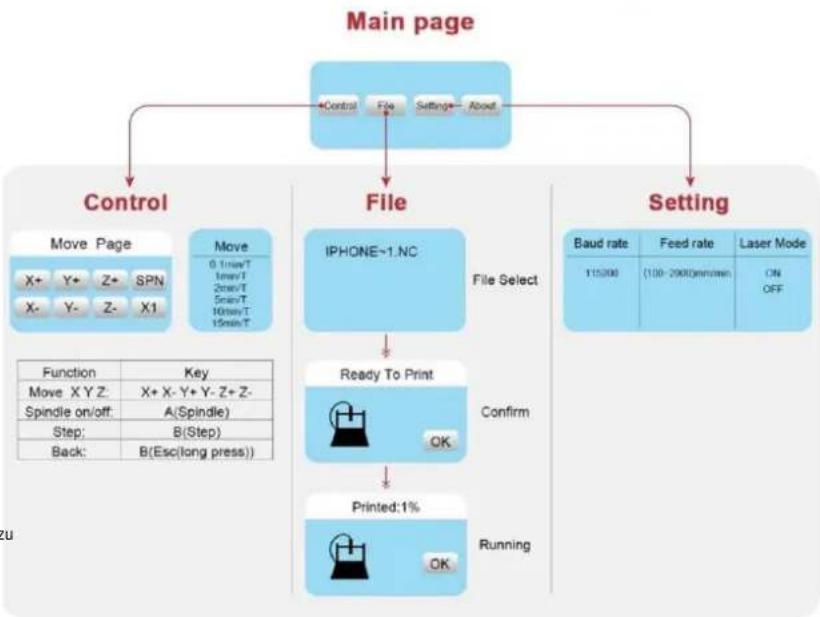
flowchart
graph TD
A["Main page"] --> B["Control"]
A --> C["File"]
A --> D["Setting"]
B --> E["Move Page"]
B --> F["Move"]
E --> G["X+ Y+ Z+ SPN"]
E --> H["X- Y- Z- X1"]
F --> I["0.1ms/T 1ms/T 2ms/T 5ms/T 10ms/T 10ms/T"]
C --> J["IPHONE-1.NC"]
C --> K["File Select"]
K --> L["Ready To Print"]
L --> M["OK"]
M --> N["Printed:1%"]
N --> O["OK"]
D --> P["Baud rate 115200"]
D --> Q["Feed rate (100-2000)mm/min"]
D --> R["Laser Mode ON OFF"]
5.3 Dateiseite:
Dateiliste Wählen Sie die zu gravierende Datei aus. Unterstützte Dokumente sind: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC.
Y+: nach oben, Y-: nach
unten OK/SPN: Auswahl bestätigen und zur Bestätigungsgravurseite gelangen.
5.4 Gravurselte bestätigen: Bestätigen Sie,
dass die Gravurdatei ohne Fehler gestartet wurde.
OK/SPN: Die Bestätigung wird gestartet, „Druckbereit“ wird zum Prozentsatz der Fortschrittsanzeige, nach Abschluss der Gravur wird die Dateiauswahlseite zurückgegeben.
5.5 Einstellungsseite:
X+/ X-: Baudrate ändern; Y+/Y-: Vorschubgeschwindigkeit um ±100/Klick ändern; Z+/Z-: Vorschubgeschwindigkeit um ±10/Klick ändern; OK/SPN: Lasermodus ein-/ausschalten
5.6 WLAN-Netzwerk und Internet Der
Offline-Controller verfügt über eine WLAN-Funktion. Standardmäßig wird der WLAN-Holspot von VIGO-STK**** automatisch eingerichtet.
Sie können sich über das WLAN Ihres Computers oder Mobiltelefons mit dem Passwort 12345678 mit dem Hotspot verbinden und dann 192.168.0.1 oder vigostick.local im Browser öffnen, um die Dateien auf der SD-Karte des Offline-Controllers zu verwalten (hochzuladen oder zu löschen). Außerdem können Sie das SSID-Konto (unterstützt nur 2,4G-Signal) und das Passwort eingeben, damit der Offline-Controller auf Ihr lokales WLAN-Netzwerk zugreifen kann. Nachdem der Controller mit dem lokalen 2,4G-WLAN verbunden wurde, kann die aktuelle IP-Adresse des Controllers oder der Domänennname vigostick.local weiterhin geöffnet werden, um die Webverwaltungsoberfläche aufzurufen. Sie können die Infoselte des Controllers öffnen, um die IP-Adresse zu überprüfen.
Netzwerkstatus: In der oberen linken Ecke der Hauptseite befindet sich ein Punkt. Der ROTE Punkt zeigt an, dass der VIGO-STK****-Hotspot aktiv ist, und der GRÜNE Punkt zeigt an, dass der Controller mit dem lokalen WLAN verbunden ist.
Die Webverwaltungsoberfläche ist wie auf der vorherigen Seite. Die Webseiten funktionieren wie folgt: Klicken Sie auf das Menü
„Steuerung“. Die MOVE-Steuerungsoberfläche wird angezeigt. Klicken Sie auf die entsprechende Schaltfläche, um die Bewegung der CNC-Maschine zu steuern.
Klicken Sie auf das Menü „Datei“, um die aktuell auf der SD-Karte des aktuellen Offline-Controllers gespeicherten Carving-Dateien anzuzeigen. Sie können neue Dateien auf den Controller hochladen. Nachdem Sie die entsprechende Carving-Datei ausgewählt haben, um mit dem Carving zu beginnen, zeigt die Benutzeroberfläche die gerade gecarvte Datei und den Carving-Fortschritt an. Sie können auf die Schaltfläche klicken, um den Carving-Vorgang anzuhalten oder zu stoppen.
Klicken Sie auf das Menü „Einstellungen“, um die Einstellungsoberfläche der Schnitzmaschine aufzurufen. Dort können Sie einige Steuerparameter festlegen oder Funktionen zum Zurücksetzen, Entsperten und Wiederherstellen von Einstellungen, zum Einstellen von Werkzeugen, zum Ein-/Ausschalten des Lasermodus und für andere Befehle ausführen.
6. Wiederherstellen der Werkseinstellungen
Wenn die mechanische Bewegung der Maschine reibungslos ist, aber die Gravurbewegung festzustecken scheint oder der Schrittmotor nicht verschieben, versuchen Sie bitte die Werkseinstellungen des Mainboards wiederherzustellen.
Methode: Führen Sie die Candle-Software aus und senden Sie den Befehl \$RST= an die Maschine. Starten Sie die Maschine anschließend neu.
CNC-Reparaturanleitung
| Problem | Lösung |
| Computer und Offline-Controller können die normale Bewegung der Maschine nicht steuern oder anormal gravieren | Überprüfen Sie, ob der Offline-Controller und der Computer-USB-Anschluss beide mit der Graviermaschine verbunden sind. Wenn ja, trennen Sie entweder den Offline-Controlleroder das USB-Kabel des Computers. Beide können nicht an das Graviergerät angeschlossen werden. Maschine gleichzeitig. |
| Die Maschine ist verbunden mit der Computer und eingeschaltet, aber die Gravur-Software zeigt eine VerbindungVersagen | Bitte stellen Sie sicher, dass auf Ihrem Computer der richtige Treiber installiert ist.Überprüfen Sie, ob die USB-Schnittstelle richtig angeschlossen ist. Stellen Sie sicher,der COM-Port ist richtig ausgewählt (wählen Sie nicht COM1); stellen Sie bitte sicher, dass die Baudrate richtig ausgewählt ist (wählen Sie 115200). |
| Die Software zeigt einen Alarmfehler an, der Controllerist gesperrt und durch Klicken auf Zurücksetzen und Entsperren wird es nicht behoben | Überprüfen Sie, ob die Endschalter in der XYZ-Dreiachsenrichtung gedrückt sindoder durch Fremdkörper blockiert sind. Reinigen Sie sie bei Bedarf.Alternativ trennen Sie den SteckerDrähte der Endschalter. Wenn es wieder normal ist, wird die entsprechendeDer Schalter hat einen Kurzschluss und ist ausgefallen. Er kann ersetzt oder vorübergehend nicht verwendet werden. |
| Der gravierte Inhalt erscheint als Spiegelbild des Originalbildes und die Bewegungsrichtung der manuellen Steuerung ist falsch | Stellen Sie einfach die Grbl-Parameter in der Software ein, um die Richtung umzukehrendie X- oder Y-Achse. |
| Der gravierte Inhalt erscheint um 90 Grad gedreht | Überprüfen Sie, ob die Verbindungsstellen der XY-Achse des Controllers vertauscht wurden. Tauschen Sie einfach die Verbindungen zurück. |
| Das eingravierte Bild ist verzerrt und falsch ausgerichtet | Bitte überprüfen Sie, ob zwischen der Leitspindelmotorachse und der Kupplung Schlupf besteht. Ziehen Sie die Stellschrauben an beiden Enden der Kupplung fest. |
| Nach dem Ändern der Firmware-Parameter der Graviermaschine können verschiedene abnormale Maschinenbewegungen oder abnormale Gravurgrößen auftreten geschehen | Bitte setzen Sie die Firmware auf die Werkseinstellungen zurück. Führen Sie die Candle-Software aus, stellen Sie eine Verbindung zum Computer her und geben Sie im Befehlsfeld unten rechts den Befehl ein und senden Sie ihn $RST=*, starten Sie dann die Maschine neu. |
VEVOR®
TOUGH TOOLS, HALF PRICE




