
ANALOG 60 A - Machine de soudure Ersa - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil ANALOG 60 A Ersa au format PDF.

| Type de produit | Station de soudage à température contrôlée électroniquement |
| Marque | Ersa |
| Modèle | ANALOG 60 A |
| Puissance nominale | 60 W |
| Tension d'alimentation | 230 V, 50/60 Hz (vérifier plaque signalétique) |
| Température maximale | 450 °C |
| Réglage de température | Potentiomètre rotatif, échelle graduée |
| Fusible | 315 mAT / 400 mAT |
| Protection antistatique | Oui (modèle A), douille de compensation de potentiel |
| Temps de chauffe (Basic tool 60) | Environ 60 s (à 350 °C) |
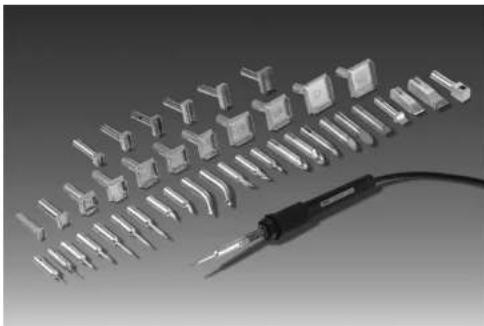
| Fer à souder fourni | Basic tool 60 (60 W) avec panne 832 CD / 842 CD |
| Pannes compatibles | Pannes ERSADUR renforcées, inserts de dessoudage IC, etc. |
| Entretien | Nettoyer régulièrement la panne avec une éponge humide |
| Changement de panne | Possible à chaud, utiliser une pince plate |
| Calibrage | Oui, via potentiomètre de calibrage (uniquement ANALOG 60/60 A) |
| Diagnostic d'erreurs | Vérifier tension, fusible, connexion fer, continuité de l'élément thermique |
| Pièces détachées disponibles | Éléments thermiques, conduites de raccordement, pannes, supports |
| Réparabilité | Réparation par personnel autorisé ; échange possible par revendeur ou usine |
| Sécurité | Ne pas toucher la panne chaude, utiliser un support de réception, respecter les instructions de sécurité |
| Poids approximatif (station) | Environ 1,5 kg |
FOIRE AUX QUESTIONS - ANALOG 60 A Ersa
Questions des utilisateurs sur ANALOG 60 A Ersa
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice ANALOG 60 A - Ersa et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil ANALOG 60 A de la marque Ersa.
MODE D'EMPLOI ANALOG 60 A Ersa
Station de soudage à température contrôle
electroniquement
NanbHa CtaHcna C 3neKtpoHHbIM KOHTPOJeM
TemnepaTpybI
- Avant la mise en service
- Mise en service
- Remarques concernant le brasage
- Travaux avec des éléments de construction sensibles
- Changement de la panne du fer à souder
- Calibrage (uniquement ANALOG 60 / ANALOG 60 A)
- Diagnostic d'erreurs
- Changement de I'elément thermique Basic tool 60
- Changement de I'elément thermique Ergo tool
- Changement de I'elément thermique Basic tool 80
- Changement de I'elément thermique Power tool
- Caracteristiques techniques generales / Données de commande
- Pannes de fer à souder
- Températures fixées
CopepkaHne
- KomnJIeKTHoCTb NOCTaBKn
- IIOJrTOBbKa cTahmK paOBe
- Iaika
- 3aunita oT cTaTnueckoro 3neKtpnuectBa
- 3aMeHa naJIbHbIX XaI
- KanibpoBka (ToIbko ANALOG 60/ANALOG 60A)
7.ДиarHoctnka HeucnpaBHOCTeI - 3aMeHa HArpeBaTeTnB nAraJIbHnke Basic tool 60
- 3aMeHa HarpeBaTeIe B naJIbHnke Ergo tool
- 3aMeHa HarpeBaTeIe B naJIbHnke Basic tool 80
- 3aMeHa HapReBaTeTb B nayIbHnke Power tool
- TexHnueckne DaHbIe HOMeHKnTaPbHbIe HOMepa
- Naarnbheixana
14.Фик calma Te mpepatypbI
ill.1/Puc.1
ERSA ANALOG 60
14 121315 11
1
2
3
4
5
6
7
8
10
9
16 17
- Unité d'alimentation
- Conduite de raccordement
- Fiche de raccordement du fer à souder
- Douille de compensation de potentiel
- Potentiomètre de réglage (uniquement ANALOG 60 / ANALOG 60 A)
- Commutateur principal
- Eponge viscose
- Récipient pour éponge
- Panne de fer à souder
- Fer à souder
- Support de réception
- Tremie
- Indicateur d'opération
- Echelle de température
- Bouton tournant
- Fusible / Porte-fusible
- Cable de branchement au réseau
-
Fiche de raccordement au réseau
-
YnpabJIOHm 6JIO
- IpoBOD naJIbHnka
- Pa3bem naJIbHnka
4.Pa3bEm 3KBUNoTeHuaJIbHOrO 3a3EMJHeHr - OTBepCTne IINIaIOCTyNA K NOTeHcHOMeTpY KaNIBpOBKN (ToNbKO ANALOG 60/ANALOG 60A)
- BbIKIOUaTeJIb NITAHIN
- -HCTaA BnCKo3Ha ry6ka
- KoHTeHep dIry6Kn
- Kaio naibnka
- NaarbHnK
- IoIcTaBka Dnna naJIbHnka
- KoHueckn depKaTeNb naIbHnka
- CBeToDIOHbI INHdNKaTOp HArpeBa
- padyunpoBaHHa 1kaJa TemnepaTpyb
15.Pyka yctahOBKn TemnepaTpybl 17.CeTeBOI uHyp - PpeoxpaHnteB B depKaTeIe 18. Pa3bem ceTeBOrO nTuHn
1. Avant la mise en service
Veuillez contrôle si le contenu de l'emballage est complet.
Il comprend : - unité d'alimentation
- cable de branchement au réseau
- fer à souder avec panne de fer à souder
- support de réception avec éponge viscose
- instructions de sécurité
- ce mode d'emploi.
Si les composants enumeratedes ne sont pas complets ou s'ils sont endommages, veuillez contacter vous fournisseur.
2. Mise en service
Veuillez dire entiement ce manuel d'utilisation et l'instructions de sécurité.
2.4 Brancher le fer à souder (pos. 10/ill. 1) à l'unité d'alimentation et le placer dans le support de réception.
2.1 Veuillez vérifier si la tension de service correspond à la valeur indiquée sur la plaque signalétique.
2.2 Metre le commutateur principal (pos. 6/ill. 1) sur 0.
2.3 Relier la conduite de branchement au réseau (pos. 17/ill. 1) avec la fi che de raccordement au réseau (pos. 18/ill. 1) au dos de l'appareil. Mettre la fi che de contact dans la prise de courant.
Remarque :
Ne pas taper le fer à souder contre des objets durs car l'élement thermique en ceramique est fragile.
2.5 Bien humecter l'éponge (pos. 7/ill. 1) et la placer dans le recipient prévu à cet effet (pos. 8/ill. 1).
2.6 Mettre l'appareil en marche.
2.7 Régler la température désirée avec le bouton tournant (pos. 15/ill. 1). Si vous désirez des températures fi xées, voir: chapitre 14.
La température de la panne du fer à souder peut monter jusqu'à 450^ :
- Avant d'utiliser le fer à souder, vérifi er si le ressort servant à fi xer la pa du fer à souder est correctement accroché.
- Ne pasmettre la pannde fer a souder en contact avec la peau ou des materiaux sensibles à la chaleur.
- Débarrasser la zone de travail du fer à souder de tout objet, liquide ou gaz combustible.
- Placer toujours le fer à souder dans le support de réception lorsqu'il n'est pas utilisé.
3. Remarques concernant le brasage
3.1 Les joints à braser doivent toujours être propres et exempts deGRAISSSE.
3.2 Les temps de brasage doivent être aussi courts que possible, mais le joint à braser doit être cependant chauffé de façon suffi sante et uniforme api n de garantir une bonne jonction par brasage.
3.3 Avant le brasage, passer un peu l'éponce humide sur la panne du fer à souder, de façon à ce qu'elle brille à nouveau d'un éclat metallique. Cela permet d'éviter ainsi le dépôt d'étain à souder oxydé ou de restes brûlés de fondant sur le joint à braser.
Chauffer le joint à braser en mettant en contact de la même façon la panne du fer à souder avec la pastille (pad) et le raccord de l'objet de construction.
Introduire le métal d'apport en fi I (par exemple le métal d'apport en fi I ERSA Sn60Pb40 conforme à DIN 1707 avec âme à résine).
Répéter l'opération de brasage.
Passer de temps en temps la panne du fer à souder sur l'éponge humide. Les temps de brasage sont plus longs lorsque les pannes de fer à souder sont sales.
Lorsque la derniere opération de brasage a eu lieu, ne pas laver la panne du fer à souder. Le métal d'apport en fi I restant empêche une oxydation de la panne du fer à souder.
BHIMAHHe!
TemnepaTypaXana naBbHnKa MoKTe DoCTnRaTb 450 °C
IpeepncnB30BaHnem naBnHa y6eHntecb, cyo KpOcK cnnpaHn npKmIouee KaLo K HapBeAtenHO, 3aCenHe B OTBepCTnn KaNa haJeXHO.
He donyckaTKe KOHTaKaTa Xana naRaNbHnKa C KoxeN UyBCTBnTeNbHbIMN KaHarpBy MaTePnaIaMn.
- YdaJInte B3pbIbOONaChIbe npeDMTebl, KINKOCtN Ira3bl N3 pa6oey 3OHbl
B nepepbIbax Mekdy naKoN KnaITe naJIbHnK ToJIbKO Ha noCTaBky.
3.Пайka
3.1 MecTo naiKn DoJnxHo 6bIb OunHcHo OTO rpaN uXnpa
3.2 Bpemn noJHKo 6bIb MNHmAbHo HeOxOaMbIM nIPOBecneueHn NOHoro npABHomePHoro nporpeBa cnaBaembx IOBepxHocTe: npaBnblhble TeMnpaTypa n Bpemr -nabHbie fakTopbIO bcneueHn DOJIROBpeMeHHo HaedXHOCTn naHORO coeHNHeHn.
3.3 Ipeep naiko oobpnte kano naibnka o bnaKHyO r6ky c TeM, yTo6bl kano npno6peno MeTaNJHueckn 6neck: 3TO npedOTbpaNT 3aqr3HeHne MecTa naKN OKNCINBWHIMCRA OCTaTKAMN npinor.
HarpTe MeCTo NaKo OndHOBpeMeHHbIM npKaTneM XaNa naJIbHnka K 06eIM cnaBaemblm NOBepXHoCTM (ObIyHO K BbIOy KOmNoHEHa N KOtAKTHoN IIOuAdKe Ha NeaTHoN IIate) n npIoXnTe npOBIoNCHbI npINo (HaNPmEp, fIIOcOePkaun npinOn ERSA Sn60Pb40, DIN 1707)
KaKdbi pa3 ouHuaIte kano naJIbHnka O BnaJHyO r6Ky: naika HeoHnueHHbIM KaIOM Tpe6yET 60nbwe BpemeHn.
He npotpaTe JanaNo nocNe nocneDneHn naKn: ocTaTKn npinornpedoxpahrT JaoO OT OKNCJeHnB OXNaJckDeHHOM COCToHmN.
4. Travaux avec des éléments de construction sensibles
Certain éléments de construction peuvent être endommagés par une décharge electrostatique (veuillez respecter les avis de danger sur les embalages ou renseignez-vous auprès du fabriquant ou de votre fournisseur). Pour protéger ces éléments de construction, il convient de travailler dans un lieu à l'abri d'une décharge electrostatique.
La station de brasse peut être intégrée sans problèmes dans un tel environnement. Grac à la douille de compensation de potentiel (pos. 1/ill. 2), la panne du fer à souder peut être reliée à une valeur ohmique elevée (220 kOhm) au support de travail conducteur. Veuillez prend note: La panne est reliée à la terre.
Les stations de brasage comptant un "A" en fin de code de désignation ont un équipement complet antistatique et sont en outre conformes aux exigences du standard militaire américain.
4. 3aunta ot ctaTneckoro 3neKtpnuectBa
MHORNE KOMHOHEHbIOBpeKHeHb BO3DeIcTBIO 3NeKtpocTaTneCKOrO
pa3pJa (obpaaTe BHMMaHHe HA COOTBeTcTByIOuJe PpeDyPpeKHe
Ha ynakOBke).3aunTa OT TAKoYrpo3bIO bcEcnueBaetc
aHTnCTaTnCeckm (ESD) OCHaSeHnEm pa6oeryo Mecta.
IaJIbHnA CTaHnIeKIO HTERpnpyETcB CNTeMy aHTNCTaTneCKO 3aunTb. KaIIO naJIbHnKa MoKeT 6bITb NOCoEINHe Ope3 BCTpoEHnOe COIpOTNBnEHNE (220 KOM) K npoBOJaueI NOBepXHOCT pa6oYero cTOna C nCNoIb3OBAHNem Ope3 pa3bEm 3kBNIOTeHNaJIbHO 3a3EmnHnra (PNC.1/No3.2). No yMOJuaHNIO KaIIO 3a3EmnHO.
PaaJIbHbIe cTaNcHmC JInTePoN "A" NMeHOT NOJHyO aHTnCTaTHecky 3aUHTy n yDObNtBOpraHOT TpeBoBaHnM aMepIKaHCKOrO BoEHHO CTaHdApTa.
ill.2/pnc.2
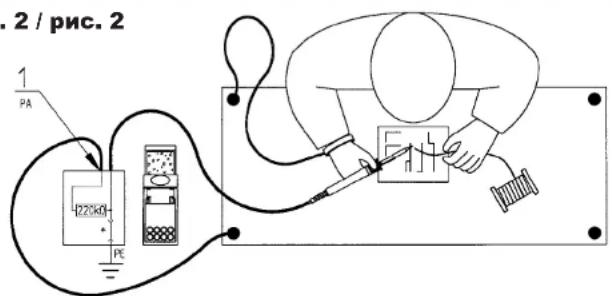
* mis à la terre de façon sure conforme aux exigences du standard militaire americain et ESA / 3a3emlenne no Tpe6oBaHnM BoeHHoro I ESA cTaNdapTOB
ill. 3a / pnc. 3a
Enlever / kak cHMaTb
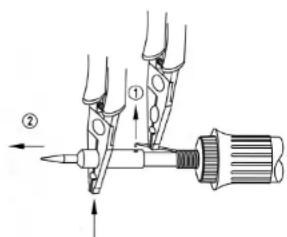
Ne saisir la panne avec une pince qu'ici et la retirer.
Пи снын мени охвате erо товко в symтм мостe
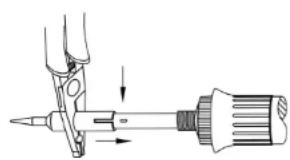
III. 3b / pnc. 3b
Insér/kak HaeBaTb
5. Changement de la panne du fer à souder
La panne du fer à souder doit être changée lorsqu'elle est usée ou lorsqu'une forme différente est souhaiée (voir les caractéristiques techniques générées). Il est également possible de changer la panne du fer à souder lorsque celle-ci est échauffée. L'unité de base doit être étaite car les résistances sans pannes peuvent surchauffer.
5. 3ameHa naJbHbIX KaJI
KaIIO naJIbHnka 3aMeHJOT npn IporopAHn nIN npn Heo6XOdNMOCTn IcNoJIb3OBaTb KaIO dpyTO TUNa (CMOTPNTeTexHNueckne DaHHble)
3aMeHa Xana MoKeT 6bITb npOn3BeDeHa B HarpeTOM COCTOHN.
O63aTeNbHO BbKIOuayTe CTaHUNIO nepeI 3AmHo Jana, I6o 6e3 TENCOIBDa B JANO HarpeBaTeJbHbN 3JeMeHT naJIbHnKa neperopNT.
5.1 Soulever le mousqueton hors du trou de la panne (pos. 1/ill. 3a) et tirer cette dernière à l'aide d'une pince plate (pos. 2/ill. 3a).
5.2 Poser la panne du fer à souder chaude sur un support ne pouvant pas s'enfl amber ou dans le support de réception.
5.3 Fixer une autre panne (III. 3b). En l'enfi tant jusqu'à la butée, veiller à ce que le noppage de l'élement thermique se trouve dans la fente de la tige de celui-ci. La panne du fer à souder est alors positionné et une protection contre la torsion garantie.
5.4 Ancrer à nouveau le mousqueton dans le trou de la panne à l'aide de la pince plate.
Afin de maintainir une bonne conductibilité électrique et thermique, on retireira occasionnellement la panne du fer à souder et on nettoiera la tige de l'objet thermique avec une petite brosse en laiton.
6. Calibrage (uniquement ANALOG 60/ANALOG 60 A)
Il n'est en principe pas nécessaire de calibrer le poste. Si l'on utilise toutes une pointe spéciale ou si la température de soudure doit être régée de manière particulièrement précise à un certain endroit, il est possible de faire considérer la température effective de la pointe avec l'échelle des Températures de la manière suivante:
6.1 Equipier le fer à souder avec la pointe souhaitation et régler la température de travail requise.
6.2 A l'aide d'un instrument de mesure (p.ex. instrument de mesure de la temperature ERSA DTM 100), déterminer la temperature de la pointe à souder. Si la temperature est stable, compare sa valeur à la valeur de temperature régée.
6.3 Si la température mesurée est trop basse, tourner ill. 4 / pnc. 4 le potentiemetre de calibrage vers la droite (Pos. 5/ill. 1; Pos. 1/ill. 4), dans le cas contraire, tourner le potentiemetre de calibrage vers la gauche.
Pour éviter toute erreur de mesure, veiller à la propriété de pointe à souder et au calme de l'atmosphère ambiente. Une fenêtre ouverte, des personnes circulant aux alentours ou toute autre circonstance similaire peuvent fausser les mesures.
5.1 N3BNeKNTe KpOyOK NOITARINBAHOUeI npyXnHbI n3 OTBepCTna Xane (pnc. 3a / no3. 1), n CHMITE XaNO DnXKeHNEM Bnepe, (pnc. 3a / no3. 2)
5.2 Topyee Jana KnaTe Ha orHeynopHy noKnaKy
5.3 HaneHbTe npyroe kano (pnc 3b)
PpOdBnra Jkano Do yNopa, yOcTObepbTecb, yTO BbInyKnna TaCtB Ha cUINHdpueckOM KOxye HArpeBaTeNa BxOaNT B nHa naJIbHOM KJAE: 3TO npEDOTbpaaaet KaNO OT BpaueHnA.
5.4 BCTaBbTe KpHcOK NpOITraNBAHOUe INpyKINbI B OTBepCTne Ha KaJIe.
Дя coхpaheHЯ 6e3ynpeHOrO TeIIOBOrO KOHTaKTe HaPeBaTeJIa NaJIbHbIM KaJOM BpEmaOT BpEmH ChImaIteKaIIO I npOuHuaITe NOBepxHocTb HaPeBaTeJI NaTyHHoI ξeToyKoi
6. Kanibopokka (Tojko ANALOG 60/ANALOG 60A)
Kak npabnno, HET HeobxOJIMOCTN B KaIbpoBKe CTaHcUN. Tem He MeHee, TaKaY Bo3MOXHOCTb ObecneYeHa DnA OCO6 OTBETCTBeHHbIX CInyaeB, KOrDa TpebyetcT OTHaH aHCTpOnka TEMnepaTypbI DnA NaIK NOKHpETbIM JAIOM.
6.1 YcTaHOBnTe JKaIIO Tpe6yEmoTmNa Ha NaJIbHnK, BbICTaBBTe pepyIaTOpOM HeoXoDmYIO TempeaTyPy IIO WkaJIe, BKJIOUHTe CTaHcNIO n DoXdNTecb CtaBnIN3aCm TEMpeaTpbyI
6.2 NcnoIb3yBaAATTectObaHHB TePmOMeTp (NII ERSADTM100),n3MepeTe TemepaTyBpa6oey TOHKe NaJIbHOrO JanaN COOTHeCtne NOKa3AHnC pNCKoHa TEMepaTyPho IkaKe NaJIbHoB CTaHm
6.3 Ecnnn3MpeHHaTempepaTypa OKa3aIacb HNKe 6o3NaueHHo, To npOHKnYb MaJIeHbKo OTBePkoY cheep3 KaIIb6pOBOuHoe OTBepCTne K nOteHcHOMtpy (Pnc.1 no3.5, pnc.4 no3.1), NOBOpaHbAte OTBePTky No cAcBOi CTpeJke; Pnp nPoTnOBONIOxHOM OTKIOHeHHn Tempepatby - npOTNB AcOBO CTpeJkn.
IINr CHINKHeH NOrpeHOCTe H3MepeHnKaJIO naJIbHnKa DOJIxHO 6bITb YNCTbIM, a TempehApTyu BnAaXHoCT bO3dYxa - HeIm3MeHHbIMN. IORpeHocTm MOryt 6bITb BbI3BaHbI DnIXeHnEM Bo3dYxa N3 OTKpbITbIX OKOH, MMIO npoxoJauX JIoJe, INI INHbIMN BO3MyaUOUMN fakTopAMN.
7. Diagnostic d'erreurs
Si la station de soudage ne fonctionne pas conformément à vos espérances, veuillez contrôle les points suivants :
- Existe-t-il une tension de réseau (le cable d'alimentation au réseau est-il bien relié à la prise de courant et à l'appareil)?
- Le fusible est-il défectueux?
Retenez qu'un fusible défectueux peut également indiquer une cause d'erreurs plus profonde. C'est pourquoi un simple remplacement du fusible ne suffit pas en règle générale.
Le fer à souder est-il bien relié à l'unité d'alimentation?
Si, après avoir contrôle les points mentionnés ci-dessus, la panne du fer à souder neCHAFFE pas, il est possible de vérifier la continuité du conducteur chauffant et du palpeur de température à l'aide d'un ohmmetre (voir les points 8.1. resp. 9.1/2, 10.1/2, 11.1/2). S'il n'y a pas de continuite, cela peut dire que I'élément thermique est défectueux et qu'il doit être remplace (voir le point 8.2 resp. 9.2, 10.3, 11.3).
S'il y a une continuité et qu'il est impossible de localiser l'erreur, veillez faire réparer le fer à souder ainsi que l'unité d'alimentation. Adresse-vous pour cela à votre revendeur ou expédiez l'appareil complèt avec une description détaillée du début directement à l'usine (vous trouvezez l'adresse sur la dernière page).
Attention:
Les réparations sur l'unité d'alimentation ne peuvent être effectuees que par un personnel autorise expert en electronique.
L'appareil renferme des pièces sous tension. Des interventions inadéquates peuvent avoir des conséquences extrément grave.
7.Диагнонka HeucnpabHocte
EcIn B pa6oTe naJIbHoN cTaHcUN 3aMeueHbI OTKIOHeHnO T HopMaJIbHoN,To npOBepbTe
Hannne nHTaHn (HadexHo nn noDcoeHNHe HHyp nTaNHa)
- ceJn npedoxpaHnteJIb?
Ipeperopahnne npedoxpahnten moKet 6bItb n CJIeCTBnem kakoi- nbo BHytpennHe HncnpaBHOCTH CTAHUN: B 3tOM clyae ero 3ameHa erO He npBeDet K BOCCTaHOBNEHIO pa60tocnocobochtn
IpaBnBHO nn NOkIouen naBbHKn KynpablaIOUeMy 6NoKy
EcnI nepeuHcneHbIe npOBepKn npOn3BedeHbI, a JkaNo naNbHnKa BCE paBHO He HArpeBaetCra, npOBepTe OMMETPOM cnpotNBHeHne HArpeBaTeNbHorO 3nemeHTa (cm. naparpaΦbl 8.1, 9.1, 10.1/2, 11.1/2) IpiOTcyTCTBmNpOBODMocTHHeo6XoDIMO 3aMeHNTb HArpeBaTeNbHbI 3nemeHT (cm. naparpaΦbl 8.2, 9.2, 10.3, 11.3).
EcHn HarpBeTbHbI 3nemEnB nopRdKe, o6paTntecb K nocTaBunky INIcpeBnchbl cHTp ERSA npepeMOHa BmecTe C naJIbHNKOM INIpaJIbHO CTaHneu CENIKOM. PpeOCTaBbTe NINbMo C NOINbIM ONiCAHHeM XapakTepa HeCNpabHOctn.
BHUMAHne:
Pemont dOnJKeH BbINOINHbTcR TOnbKO KBaIINpUPOBaHHbIM nepcoHaON aBTOpN3OBAHHbIX dInlepoB. YcToPoCTBO cOpEpkNT DeTANI, HeONbTHOE 6paueHne C KOToPbIMM MoKeT IpeDCTaBJIaTb yIpydIg Xn3Hb Pe3yNbTaTe yIapa 3NeKTPnueckm TOKOM.
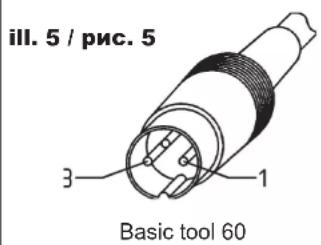
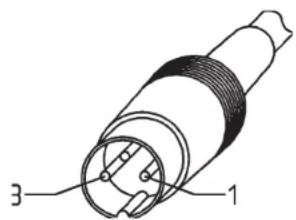
8. Changement de I'element thermique Basic tool 60
8.1 Contrôle de continuité de l'objet thermique (ill. 5)
Il faut pouvoir mesurer une résistance interieure de 6 Ohm (lorsque le fer est froid) à 7 Ohm (à haute température) entre le point de repère 1 et le point de repère 3.
Lors d'une interruption, on replacera l'élement thermique (voir ci-dessous).
8.2 Changement de I'element thermique/ de la conduite de raccordement (ill. 6)
8.2.1 Séparer le fer à souder de la station.
8.2.2 Retirer la panne refroidie (Pos. 1) et la fi xation (Pos. 2) de I'element thermique (Pos. 3).
8.2.3 Ouvrir la décharge de traction (Pos. 8) à l'aide d'un tournevis SW12 dans le sens inverse des aiguilles d'une montre (trois crantages env.).
8.2.4 Dévisser la vis de fi xation du manche (Pos. 4).
8.2.5 Retirer le manche (Pos. 5).
8.2.6 Detacher le raccord à pince (Pos. 6) entre les éléments thermiques (Pos. 3) et les fils de raccordement (Pos. 7).
8.2.7 Changer I'elément thermique (Pos. 3) ou la conduite de raccordement (Pos. 9).
8.2.8 Monter l'appareil dans le sens inverse des opérations.
ill.6/pnc.6
Basic tool 60

8. 3aMeHa HarpeBaTeIe B naJIbHnke Basic tool 60
8.1 Поберка селoctнoctn HarpebaTeTn (pnc.5)
ConpoTnBHeHHe HarpeBaTeNbHorO 3neMeHTa N3MepReTcOMMeTpOM Ha KOthKaTax 1 n 3 WTeKKepa. OHO DoJIxHO 6bITb OKoNo 6 OM pKOMHaTHOHempePaTypeNn OkOIO 7 OM dHaPeTOI NaJIbHnka.
PnOOBpIe ceHnHarpeBaTeNb NOpJEnKNT 3aMeHe (CM.HXKe).
8.2 3aMeHaHarpeBaTeTJ/3aMeHaUHypa (Pnc.6)
8.2.1 OTKIIOHTe Ka6eJIb naJIbHnka oT ynpabJnOJero 6NoKa
8.2.2 OToHnTe npyKnHb KpOyOK (2) n CHmnte KaIIO (1) c HArpeBaTeNbHoro 3neMeHTa (3)
8.2.3 Ocna6bTe 3axm shypa (8) KIOHOM SW12 npoTnB YacoBOI CTrpENK (npIMepHO TpN MeTKN).
8.2.4 BbIBHNTTe 3aJIMHOI BNHT (4) n3 pyKoTKn naJIbHnKa
8.2.5 BbHbTe HArpeBaTeIbHbMyb HArpeBaTeIa(5)u3 pyKoTKn naIbHnka
8.2.6 OcnaBbTe BnHTb CoeINHITeTn (6) npoBOOe (7) HarpeBaTeNbHOrO 3JemeHtA (3)
8.2.7 3aMeHnTe HarpBeBaTeIbHbI nIeMeHT (3) IINu shHyp (7)
8.2.8 CopepeKoHCTpyKuIO B o6paTHOM npaKe.
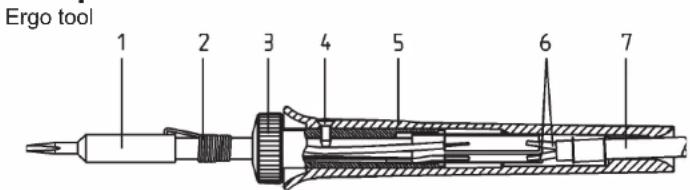
9. Changement de l'élément therm. Ergo tool
9.1 Contrôle de continuité de l'élement thermique (ill. 7)
Il faut pouvoir mesurer une résistance interieure de 6 Ohm (lorsque le fer est froid) entre le point de repere 1 et le point de repere 3. Lors d'une interruption, on replacera l'élément thermique (voir ci-dessous).
ill. 7 / pnc. 7
Ergo tool
9. 3aMeHa HarpeBaTeTn B nayIbHn Ergo tool
9.1 PpOBepKa ueIOCTHOCTH HarpeBaTeTn (Pnc.7)
COnpoTnBHeHne HArpeBaTeNbHOrO 3JeMeHtA
H3MepReTcR OMMeTpOM Ha KOHTaKTx 1 n 3
UTeKKepa. OHO DoJIKHO 6bITb OKoJO 6 Om npn
KOMHaTHOHemepaType.
Ppi O6pbIbe LcEN HArpeBaTeNb NOJNeKHT
3ameHe (CM.HXKe).
ill.8/pnc.8
ill. 9 / pnc. 9 Affctation du branchement IopdoK coeHHeHH
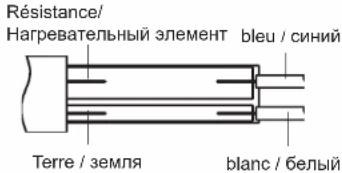
Résistance/ noir/HarpebaTeNbHbI 3JEMeHT UepHbI
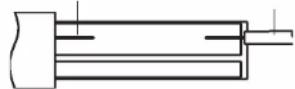
9.2 Changement de I'elément thermique / Remplacement de la conduite de raccordement (ill. 8)
9.2.1 Séparer le fer à souder de la station.
9.2.2 Retirer la panne refroidie (pos. 1) et la fixation (pos. 2) de l'élément thermique (pos. 3).
9.2.3 Dévisser la vis de fixation du manche (pos. 4).
9.2.4 Retirer le manche (pos. 5).
9.2.5 Désouder la connexion soudée entre l'élement thermique (pos. 3) et les fils de raccordement (pos. 7). (voir aussi ill. 9)
9.2.6 Changer I'elément thermique (pos. 3) ou la conduite de raccordement (pos. 7).
9.2.7 Monter l'appareil dans le sens inverse des opérations.
9.2 3aMeHa HArpeBaTeJr / 3aMeHa uHypa (pnc.8)
9.2.1 OTKIIOHTe Kaebn naJIbHnKa OT ynpablaIOUe 6NoKa
9.2.2 HarpeBaTeBHoro 3nEmeHtA (3)
9.2.3 BbINHTIe 3aXIMHOB BNTH (4) n3 pyKoRTn naJIbHnKa
9.2.4 BbHbTe HaraBaeIbHbMybHarpeBaTea (5) n3 pyKoTkn naJIbHnka.
9.2.5 Ocna6bTeBnHTbIcoeHnHTen7(6) npoBoDob (7)HarpeBaTeNbHorO 3neMeHaTa (3)
9.2.6 3aMeHHTe HArpeBaTeJIbHbI 3JIeMeHT (3) nIN UHyp (7)
9.2.7 CObepTe KOHCTpyKuHOB oBpaTHOM npaIke.
10. Changement de I'elément therm. Basic tool 80 (ill. 10)
10.1 Contrôle de continuité de l'élem. therm Il faut pouvoir mesurer une résistance interieure de 6 Ohm (lorsque le fer est froid) entre le point de repère 1 et le point de repère 4. Lors d'une interruption, on replacera l'élement thermique (voir ci-dessous).
10.2 Contrôle de continuité du palp. therm. Il faut pouvoir mesurer une résistance inférieure à 10 Ohm entre le point de repère 2 et le point de repère 3, en fonction de la temperature. Lors d'une interruption, on replacera l'élement thermique (voir ci-dessous).
ill. 10 / pnc. 10
Basic tool 80
10. 3aMeHa HarpeBaTeTn B nJaJIbHnKe Basic tool 80 (pnc. 10)
10.1 Npobepka zeloccthocn HarpebaTea ConpoTINBneHHe HarpBeTaIbHoro 3nEmeHTa INMepReTcOMMETPOM Ha KOHTaKTx 1 I 4 UTKeKepa. OHO DOnXHO b6Tb OKO NO 6 OM npN KOMHaTHoI TEMepaType. PnI o6pbIbe ZenH HarpeBaTeb NoDnEKNIT 3amHe (CM.HIXe).
10.3 Changement de I'elément thermique / Remplacement de la conduite de raccordement (ill. 11)
10.3.1 Séparer le fer à souder de la station.
10.3.2 Retirer la panne refroidie (pos. 1) et la fixation (pos. 2) de l'élément thermique (pos. 3).
10.3.3 Ouvrir la décharge de traction (pos. 7) à l'aide d'un tournevis SW12 dans le sens inverse des aiguilles d'une montre (trois crantages env.)
10.3.4 Devisser la vis de fixation du manche (pos. 4).
10.3.5 Retirer le manche (pos. 5).
10.3.6 Désouder la connexion soudée entre l'élement thermique (pos. 3) et les fils de raccordement (pos. 6).
10.3.7 Changer l'élément thermique (pos. 3) ou la conduite de raccordement (pos. 8).
10.3.8 Rétablit la junction par brasage entre l'élement thermique et les fils de raccordement (ill. 12).
Attention: Ne pas permuter les conducteurs, blanc et, rouge!
10.3.9 Monter l'appareil dans le sens inverse des opérations.
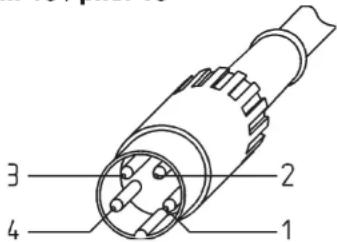
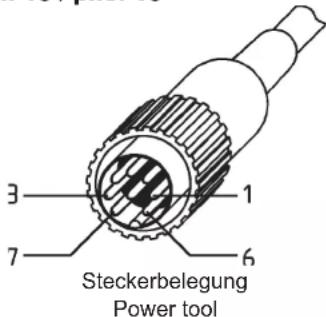
11.1 Contrôle de continuité de l'élem. therm. Il faut pouvoir mesurer une résistance interieure de 6 Ohm (lorsque le fer est froid) entre le point de repère 1 et le point de repère 6. Lors d'une interruption, on replacera l'élement thermique (voir ci-dessous).
11.2 Contrôle de continuité du palp.therm. Il faut pouvoir mesurer une résistance inférieure à 10 Ohm entre le point de repère 7 et le point de repère 3, en fonction de la temperature. Lors d'une interruption, on replacera l'élement thermique (voir ci-dessous).
ill. 13 / pnc. 13
11. 3aMeHa HarpeBaTeIaB naJIbHnke Power tool (pnc.13)
11.1 Npobepka ueNoctHOCTn HarpeBaTeIa
ConpoTbHeHrpeBaTeIbHOro 3nEmeHTa
N3MePteTcOMMTePOMHa KOHTaKTx1N6 WTeKKepa.
OHOdoJXHO6bITbOKOTo6OMnpiKOMHaTHo
TempeBATEp. NpO6pbBeUeHNHrpeBaTeIb
NoDnEKNIT3aMeHe (CM.HIXe).
11.2 NpOBepka cenoctHOCTN TepMonapbl
CoPOTMBENHE MEXDY KOHTAKTAM7 3 TEKEPA DONKHO 6bITb MEHee 10 OM. PnI o6pbIbe cIIN HARpeBaTeJIb NOIDNeXIT 3aMeHc (CM.HNKe).
ill. 14 / pnc. 14
ill. 15 / pnc. 15
Affectation du branchement IopdoK coeunHeHH
resistance blanc/ 6enbl:HarpeBaTeIbHbI noir /yepHbI 3neMeHT thermocouple vert (-) vert/3eNeHbI 3eIeHbI: TepMoecHcop (-)
resistance blanc/ 6enb: harpebaTeNbblue / CnHm
3neMENT
terre rouge (+), thermocouple/
kpachBh: 3emn, blanc/rouge
TepMoecHcop (+) 6bnKpaChBn
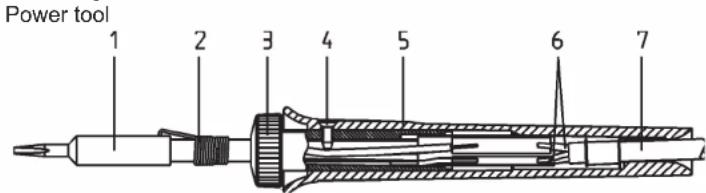
11.3 Changement de l'élément thermique / Remplacement de la conduite de raccordement (ill. 14)
11.3.1 Séparer le fer à souder de la station.
11.3.2 Retirer la panne refroidie (pos. 1) et la fixation (pos. 2) de I'elément thermique (pos. 3).
11.3.3 Dévisser la vis de fixation du manche (pos. 4).
11.3.4 Retirer le manche (pos. 5).
11.3.5 Desouder la connexion soudée entre l'élement thermique (pos. 3) et les fils de raccordement (pos. 6).
11.3.6 Changer I'élément thermique (pos. 3) ou la conduite de raccordement (pos. 7).
11.3.7 Rétablit la jónction par brasage entre l'élement thermique et les fils de raccordement (ill. 15). Attention: Ne pas permeter les conducteurs „blanc" et „rouge"!
11.3.8 Monter l'appareil dans le sens inverse des opérations.
11.3 3aMeHa HarpeBaTeJra/3aMeHa uHypa (pnc. 14)
11.3.1 Otklouhte kaebnb naJIbHnka ot ynpabIooJero 6noka.
11.3.2 TOrHnTe npyKnHbI KpOcK (2) n Chmnte XaNo (1) c HarpeBaTeJIbHoro 3JeMeHTa (3)
11.3.3 3bIBHNTITE 3axKIMHOB INT (4) n3 pyKOATn naJIbHnka.
11.3.4 3bHbTe HArpeBaTeIbHbI MoyIb HarpeBaTeIa (5) n3 pyKoTkn TaJIbHnKa.
11.3.5 OToeDHHTe HaPeBaTeIbHbI 3JIeMeHT (3) OT npoBoIOB (6)
11.3.6 3aMeHHTe HArpeBaTeIbHbI 3JIeMeHT (3) nIIN uHyp (7)
11.3.7 BoccaHOBnTe CoeINHeHne HaPeBaTeIa C npoBdaMn (15), co6KnOaIa IcxOxDHoe nokKlIOUeHne 6eIoro n KpaCHOro TpoBOoB!
11.3.8 C6epeTe KOHcTpkyKUIO B o6paTHOM nopraKe
12. Caracteristiques techniques generales/ Données de commande
Station de brasage complète
ANALOG 60/60 W
ANALOG 60 A / 60 W antistatique
ANALOG 80/80W
ANALOG 80 A / 80 W antistatique
Unité d'alimentation
Version: à double isolation
Conduite de raccordement: 2 m PVC
Fusible: 315 mAT / 400 mAT
Fer à souder avec panne 832 CD / 842 CD
Temps d'échauffement:
Basic tool 60/Ergo tool: env. 60 s (350 °C)
Basic tool 80/Power tool: env. 50 s (350 °C)
Poids sans conduite de raccordement :
Basic tool 60/Ergo tool:env.60 g
Basic tool 80/Power tool: env. 52 g
Conduite de raccordement: 1,5 m en silicone
Fer à souder Basic tool 60 (60 W) 0670 CDJ
Elément thermique pour basic tool 60 067100J
Fer à souder Ergo tool (60 W) antistatique 0680 CDJ
Elément thermique pour Ergo tool 068100J
Fer a souder Basic tool 80 (80 W) 0810 CDJ
Elément thermique pour basic tool 80 081100J
Fer à souder Power tool (80 W) antistatique 0840 CDJ
Elément thermique pour Power tool 084100J
Support de réception pour ANALOG 60 / ANALOG 80 0A 28
Support de réception antistatique 0A 29
pour ANALOG 60 A / ANALOG 80 A
Eponge viscose pour A 28/A 29 0003B
12. TexHnueckne daHHbIe HOMeHKNaTypHbIe Homepa
PaaHbHa CtaHcna
ANALOG 60/60 W
- Attention! Détachez la gaine de protection avant le premier chauffage!
BHHMaHHe! CHIMITE 3aunTHbIK KOINaQOK!
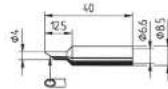
Pannes durables ERSADUR renforcés Inserts de dessoudage IC MaccNBhie naJIbHbe xana ERSADURHacaKn ERSA nIyBinaBaHn DIP
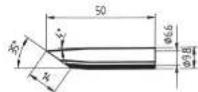
0832 GD
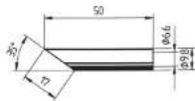
0832 LD
0832 MD
ERSA pannes:Autres types sur demande! 3anpocite Bebc nepeueh jkan ERSA!
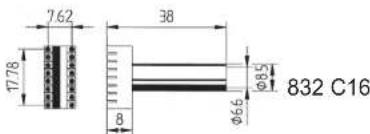
ERSA SMD inserts de dess. Hacadkn ERSA nBbinaBaHnS Ml


sur demande
No 3anpocy
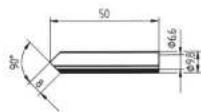
ERSA pannes SolderWell XKana ERSA SolderWell
0832 PW
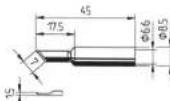
0832 AD
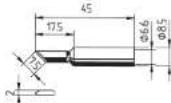
0832 OD
14. Température fixe
Si I'on souhaite verouiller l'appareil sur une température fi xe
- Àpres avoir reglee la température souhaitee, enlever le bouton
- Enlever le cache de protection
- Positionner le cache avec son repère en face de la température régée et le fi xer

Ainsi, la température ne peut pas être changée par des personnes non autorisées.
ERSA a pris grand soin lors de la composition de ce mod d'emploi. Cependant, nous n'offrons aucune garantie concernan le contenu, la complétude ou la qualité des informations données dans ce mode d'emploi. Le contenu sera entreten et adapte aux circonstances actuelles. Toutes les données publiées dans ce mode d'emploi, ainsi que les informations propos de produits et de procédés, ont été obtenues en utilisant les moyens techniques les plus modernes selon nos更好地 connaissances. Ces informations ne constituent pas un engagement et ne seront pas l'utilisateur de la responsabilité d'un contrôle indépendant avant de l'utilisation de l'appareil. Nous n'offrons aucune garantie pour d'eventuelles violations de droits d'auteur de tiers sur les applications et procédés, sans confiuration expresse écrit préalable. Nous réservons le droit d'apporter des modifiations en vue d'améliorer le produit. En vue des possibilités legales, toute responsabilité pour d'dommages immidiats, dommages sequentiels et dommages à tiers, résultatsants de l'acquisition de ce produit, est exclue.
Tous droits réservés. Le present mode d'emploi ne peut et entièrement ni partiellement, reproduit, transféré ni traduit e d'autres langues, sans l'autorisation écrite de la ERSA GmbH.
Les éléments chauffants et les fers à souder ou à dessou sont des composants soumis à usure et ne font pas l'objet de la garantie. Des définis matériels ou de production doivent être constatés; ce constat, ensemble avec la preuve d'acquisitio doit accompagner le renvoi du produit, qui à son tour doit être confirmé
TapaHTn ERSA He pacnpoctpaHReTcHa 3IeMeHTbl, NOBepKeHHbIe N3Hcy (naBbHbIe Jana, HacaKn dNBA BInaAMBaHN, HapBeaTeN), a TaKke Ha cnyAan HApUeHN yCNoBN 3kCnPyatauN 3dEINNA. Bo3BpAT 3dEINNA no rapaHTy DOJKeH COpBOXdAtpCB nncMbHeHbIM AKToM cOnNCaHEM BNuDA HeNCPpABHOCTN IOBCTB ee NOBJIeHNA, BMeCTe C KOnNei PnATExKHO TOKyMeHTA, NOITBepKDaIOUero MeTO NOKyIKN 3dEINNA. FOpMa ERSA He Hecet OTBETCBEHOCTH 3a CoepKahne, NONHTy n CTeneHb Detaln3auIN ONCAHIS peKIMOB FyHKUOHNPOBaHN 3dEINNA B pAMkax HAcTOrue INCHCTpyKNn no 3kCnPyatauIN. B CneuNfKaUNo 3dEINNA MOrY b6bTb BHeCHebl TexNHueCKNe 3mMeHENB B INTEpecax erOycOBepSeHCTBOBaHN.
HΦopmaun,coepkaaacraB HactoIe pykoOCTBe, BkHouayTeXnueckneXapaKtePncTknNnpoeDpyb,TuaTeNbHO BbBepHa cneuannctamm ERSAC npimeHenem COBpeMeHHbIX TexHHcecknx cpeCTB mToDnK. TeM He MeHee, OHA He CHImaet C NOb3OBateN NIOHO OTBCTBEHHOCTNO IcNoB3OBaHIN DaHHOR No3dJIIN B KOHKpeTHbIX CEJnx,PaBH0 KAK npobepKn n3dJIIN nepek 3cNpyataunei. HnKaKoi npramo INIKocBeHHy yUep6OT npimeHenHn3dJIIN He ABJRETCp npedMetOM OTBCTBEHHOCTN pnpMbI ERSA. PnpMa He Hecet OTBCTBEHHOCT3a HApuyehne nateHTbIX npab TpebIX CTOpOH pni NCNoB3OBaHIn pOn3BeDeHHOro eio o6OpdyobAHs 5e3 npdebapntelbHoro nCmbMeHHOro nDTBepKdEHH
Bce npaba coxpaheHb. Hactouee pykoBDCTBO ueNikom UIN No YacTm He MOKeT IeralbHO BOCpOn3BODITbcra, pacnpoctpaHrTaBcNpeBDoNTbCnHa Dpyrme RaBkN 6e3 NincbMeHHoro pa3peuHnna Fmu ERSA GmbH.




