
ANALOG 60 - Machine de soudure Ersa - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil ANALOG 60 Ersa au format PDF.

| Caractéristiques techniques | Machine de soudure analogique, puissance de 60W, température réglable de 200°C à 450°C, temps de chauffe rapide. |
|---|---|
| Utilisation | Idéale pour le soudage de composants électroniques, convient pour les travaux de précision. |
| Maintenance et réparation | Nettoyer régulièrement la panne, vérifier le câble d'alimentation et remplacer la panne si nécessaire. |
| Sécurité | Utiliser des gants de protection, éviter le contact avec la panne chaude, débrancher après utilisation. |
| Informations générales | Poids léger, design ergonomique, garantie de 2 ans, compatible avec divers types de pannes. |
FOIRE AUX QUESTIONS - ANALOG 60 Ersa
Questions des utilisateurs sur ANALOG 60 Ersa
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice ANALOG 60 - Ersa et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil ANALOG 60 de la marque Ersa.
MODE D'EMPLOI ANALOG 60 Ersa
- Avant la mise en service
- Mise en service
- Remarques concernant le brasage
- Travaux avec des éléments de construction sensibles
- Changement de la panne du fer à souder
- Calibrage
- Diagnostic d'erreurs
- Changement de l'élément thermique Basic tool 60
- Changement de l'élément thermique Ergo tool
- Changement de l'élément thermique Basic tool 80
- Changement de l'élément thermique Power tool
- Caractéristiques techniques générales / Données de commande
- Pannes de fer à souder
- Températures fixées
Содержание
1. Avant la mise en service
Veuillez contrôler si le contenu de l'emballage est complet.
Il comprend : - unité d'alimentation
- câble de branchement au réseau
- fer à souder avec panne de fer à souder
- support de réception avec éponge viscose
- instructions de sécurité
- ce mode d'emploi.
Si les composants énumérés ne sont pas complets ou s'ils sont endommagés, veuillez contacter votre fournisseur.
2. Mise en service
Veuillez lire entièrement ce manuel d'utilisation et l'instructions de sécurité!
2.1 Veuillez vérifier si la tension de service correspond à la valeur indiquée sur la plaque signalétique.
2.2 Mettre le commutateur principal (pos. 6/ill. 1) sur 0.
2.3 Relier la conduite de branchement au réseau (pos. 17/ill. 1) avec la fiche de raccordement au réseau (pos. 18/ill. 1) au dos de l'appareil. Mettre la fiche de contact dans la prise de courant.
2.4 Brancher le fer à souder (pos. 10/ill. 1) à l'unité d'alimentation et le placer dans le support de réception.
Remarque :
Ne pas taper le fer à souder contre des objets durs car l'élément thermique en céramique est fragile.
2.5 Bien humecter l'éponge (pos. 7/ill. 1) et la placer dans le récipient prévu à cet effet (pos. 8/ill. 1).
2.6 Mettre l'appareil en marche.
2.7 Régler la température désirée avec le bouton tournant (pos. 15/ill. 1). Si vous désirez des températures fixées, voir: chapitre 14.
La température de la panne du fer à souder peut monter jusqu'à 450°C :
- Avant d'utiliser le fer à souder, vérifier si le ressort servant à fixer la par du fer à souder est correctement accroché.
- Ne pas mettre la panne du fer à souder en contact avec la peau ou des matériaux sensibles à la chaleur.
- Débarrasser la zone de travail du fer à souder de tout objet, liquide ou gaz combustible.
- Placer toujours le fer à souder dans le support de réception lorsqu'il n'est pas utilisé.
3. Remarques concernant le brasage
3.1 Les joints à braser doivent toujours être propres et exempts de graisse.
3.2 Les temps de brasage doivent être aussi courts que possible, mais le joint à braser doit être cependant chauffé de façon suffisante et uniforme afin de garantir une bonne jonction par brasage.
3.3 Avant le brasage, passer un peu l'éponge humide sur la panne du fer à souder, de façon à ce qu'elle brille à nouveau d'un éclat métallique. Cela permet d'éviter ainsi le dépôt d'étain à souder oxydé ou de restes brûlés de fondant sur le joint à braser.
Chauffer le joint à braser en mettant en contact de la même façon la panne du fer à souder avec la pastille (pad) et le raccord de l'élément de construction.
Introduire le métal d'apport en fil (par exemple le métal d'apport en fil ERSA Sn95,5Ag3,8Cu0,7 conforme à DIN 1707 avec âme à résine).
Répéter l'opération de brasage.
Passer de temps en temps la panne du fer à souder sur l'éponge humide. Les temps de brasage sont plus longs lorsque les pannes de fer à souder sont sales.
Lorsque la dernière opération de brasage a eu lieu, ne pas laver la panne du fer à souder. Le métal d'apport en fil restant empêche une oxydation de la panne du fer à souder.
Внимание!
4. Travaux avec des éléments de construction sensibles
Certains éléments de construction peuvent être endommagés par une décharge électrostatique (veuillez respecter les avis de danger sur les emballages ou renseignez-vous auprès du fabriquant ou de votre fournisseur). Pour protéger ces éléments de construction, il convient de travailler dans un lieu à l'abri d'une décharge électrostatique.
La station de brasage peut être intégrée sans problèmes dans un tel environnement. Grâce à la douille de compensation de potentiel (pos. 1/ill. 2), la panne du fer à souder peut être reliée à une valeur ohmique élevée (220 kOhm) au support de travail conducteur. Veuillez prendre note: La panne est reliée à la terre.
Les stations de brasage comportant un „A“ en fin de code de désignation ont un équipement complet antistatique et sont en outre conformes aux exigences du standard militaire américain.
* mis à la terre de façon sure conforme aux exigences du standard militaire américain et ESA / заземление по требованиям военного и ESA стандартов
5. Changement de la panne du fer à souder
La panne du fer à souder doit être changée lorsqu'elle est usée ou lorsqu'une forme différente est souhaitée (voir les caractéristiques techniques générales). Il est également possible de changer la panne du fer à souder lorsque celle-ci est échauffée. L'unité de base doit être étainte car les résistances sans pannes peuvent surchauffer.
5.1 Soulever le mousqueton hors du trou de la panne (pos. 1/ill. 3a) et tirer cette dernière à l'aide d'une pince plate (pos. 2/ill. 3a).
5.2 Poser la panne du fer à souder chaude sur un support ne pouvant pas s'enflammer ou dans le support de réception.
5.3 Fixer une autre panne (III. 3b). En l'enfilant jusqu'à la butée, veiller à ce que le noppage de l'élément thermique se trouve dans la fente de la tige de celui-ci. La panne du fer à souder est alors positionnée et une protection contre la torsion garantie.
5.4 Ancrer à nouveau le mousqueton dans le trou de la panne à l'aide de la pince plate.
Afin de maintenir une bonne conductibilité électrique et thermique, on retirera occasionnellement la panne du fer à souder et on nettoiera la tige de l'élément thermique avec une petite brosse en laiton.
6. Calibrage
Il n'est en principe pas nécessaire de calibrer le poste.
Si l'on utilise toutefois une pointe spéciale ou si la température de soudure doit être réglée de manière particulièrement précise à un certain endroit, il est possible de faire concider la température effective de la pointe avec l'échelle des températures de la manière suivante:
6.1 Equiper le fer à souder avec la pointe souhaitée et régler la température de travail requise.
6.2 A l'aide d'un instrument de mesure (p.ex. instrument de mesure de la température ERSA DTM 100), déterminer la température de la pointe à souder. Si la température est stable, comparer sa valeur à la valeur de température réglée.
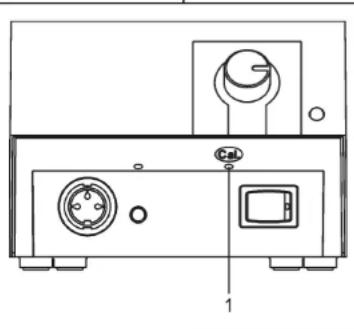
6.3 Si la température mesurée est trop basse, tour- ill. 4 / рис. 4 ner le potentiommètre de calibrage vers la droite (Pos. 5/ill. 1; Pos. 1/ill. 4), dans le cas contraire, tourner le potentiomètre de calibrage vers la gauche.
os. 5/ill. 1: Pos.
tre de calibrage
tre de cambrage
[Non-Text]
Pour éviter toute erreur de mesure, veiller à la propreté de pointe souder et au calme de l'atmosphère ambiante. Une fenêtre ouverte, des personnes circulant aux alentours ou toute autre circonstance similaire peuvent fausser les mesures.
7. Diagnostic d'erreurs
Si la station de soudage ne fonctionne pas conformément à vos espérances, veuillez contrôler les points suivants :
- Existe-t-il une tension de réseau (le câble d'alimentation au réseau est-il bien relié à la prise de courant et à l'appareil)?
• Le fusible est-il défectueux?
Retenez qu'un fusible défectueux peut également indiquer une cause d'erreurs plus profonde. C'est pourquoi un simple remplacement du fusible ne suffit pas en règle générale.
- Le fer à souder est-il bien relié à l'unité d'alimentation?
Si, après avoir contrôlé les points mentionnés ci-dessus, la panne du fer à souder ne chauffe pas, il est possible de vérifier la continuité du conducteur chauffant et du palpeur de température à l'aide d'un ohmmètre (voir les points 8.1. resp. 9.1/2, 10.1/2, 11.1/2). S'il n'y a pas de continuité, cela veut dire que l'élément thermique est défectueux et qu'il doit être remplacé (voir le point 8.2 resp. 9.2, 10.3, 11.3).
S'il y a une continuité et qu'il est impossible de localiser l'erreur, veuillez faire réparer le fer à souder ainsi que l'unité d'alimentation. Adressez-vous pour cela à votre revendeur ou expédiez l'appareil complet avec une description détaillée du défaut directement à l'usine (vous trouverez l'adresse sur la dernière page).
Attention:
Les réparations sur l'unité d'alimentation ne peuvent être effectuées que par un personnel autorisé expert en électronique.
L'appareil renferme des pièces sous tension. Des interventions inadéquates peuvent avoir des conséquences extrêmement graves.
8. Changement de l'élement thermique Basic tool 60
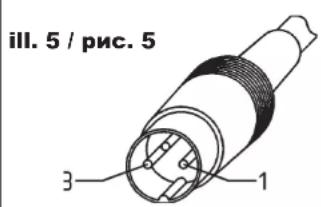
8.1 Contrôle de continuité de l'élement thermique (ill. 5)
Il faut pouvoir mesurer une résistance intérieure de 6 Ohm (lorsque le fer est froid) à 7 Ohm (à haute température) entre le point de repère 1 et le point de repère 3.
Lors d'une interruption, on remplacera l'élément thermique (voir ci-dessous).
8.2 Changement de l'élement thermique/ de la conduite de raccordement (ill. 6)
8.2.1 Séparer le fer à souder de la station.
8.2.2 Retirer la panne refroidie (Pos. 1) et la fixation (Pos. 2) de l'élement thermique (Pos. 3).
8.2.3 Ouvrir la décharge de traction (Pos. 8) à l'aide d'un tournevis SW12 dans le sens inverse des aiguilles d'une montre (trois crantages env.).
8.2.4 Dévisser la vis de fixation du manche (Pos. 4).
8.2.5 Retirer le manche (Pos. 5).
8.2.6 Détacher le raccord à pince (Pos. 6) entre les éléments thermiques (Pos. 3) et les fils de raccordement (Pos. 7).
8.2.7 Changer l'élément thermique (Pos. 3) ou la conduite de raccordement (Pos. 9).
8.2.8 Monter l'appareil dans le sens inverse des opérations.
text_image
ill. 5 / рис. 5 3 1Basic tool 60
ill. 6 / рис. 6
Basic tool 60

text_image
1 2 3 4 5 6 7 8 99. Changement de l'élément therm. Ergo tool
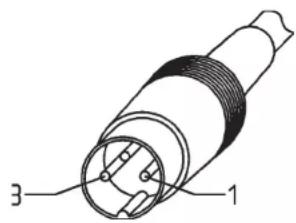
9.1 Contrôle de continuité de l'élément thermique (ill. 7)
Il faut pouvoir mesurer une résistance intérieure moins de 6 Ohm (lorsque le fer est froid) entre le point de repère 1 et le point de repère 3. Lors d'une interruption, on remplacera l'élément thermique (voir ci-dessous).
ill. 7 / рис. 7
9.2 Changement de l'élément thermique / Remplacement de la conduite de raccordement (ill. 8)
9.2.1 Séparer le fer à souder de la station.
9.2.2 Retirer la panne refroidie (pos. 1) et la fixation (pos. 2) de l'élément thermique (pos. 3).
9.2.3 Dévisser la vis de fixation du manche (pos. 5).
9.2.4 Retirer le manche (pos. 6).
9.2.5 Désouder la connexion soudée entre l'élément thermique (pos. 3) et les fils de raccordement (pos. 7).
9.2.6 Changer l'élément thermique (pos. 3) ou la conduite de raccordement (pos. 8).
9.2.7 Monter l'appareil dans le sens inverse des opérations.
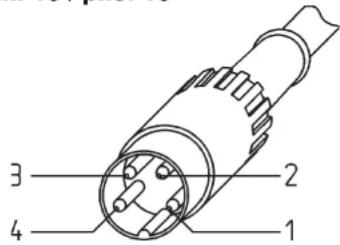
10.1 Contrôle de continuité de l'élé m. therm Il faut pouvoir mesurer une résistance intérieure moins de 6 Ohm (lorsque le fer est froid) entre le point de repère 1 et le point de repère 4. Lors d'une interruption, on remplacera l'élément thermique (voir ci-dessous).
10.2 Contrôle de continuité du palp. therm. Il faut pouvoir mesurer une résistance inférieure à 10 Ohm entre le point de repère 2 et le point de repère 3, en fonction de la temperature. Lors d'une interruption, on remplacera l'élément thermique (voir ci-dessous).
ill. 10 / рис. 10
text_image
3 2 4 1Basic tool 80
10.3 Changement de l'élément thermique / Remplacement de la conduite de raccordement (ill. 11)
10.3.1 Séparer le fer à souder de la station.
10.3.2 Retirer la panne refroidie (pos. 1) et la fixation (pos. 2) de l'élément thermique (pos. 3).
10.3.3 Ouvrir la décharge de traction (pos. 7) à l'aide d'un tournevis SW12 dans le sens inverse des aiguilles d'une montre (trois crantages env.)
10.3.4 Dévisser la vis de fixation du manche (pos. 4).
10.3.5 Retirer le manche (pos. 5).
10.3.6 Désouder la connexion soudée entre l'élément thermique (pos. 3) et les fils de raccordement (pos. 6).
10.3.7 Changer l'élément thermique (pos. 3) ou la conduite de raccordement (pos. 8).
10.3.8 Rétablir la jonction par brasage entre l'élément thermique et les fils de raccordement (ill. 12).
10.3.9 Monter l'appareil dans le sens inverse des opérations.
10.3 33ance
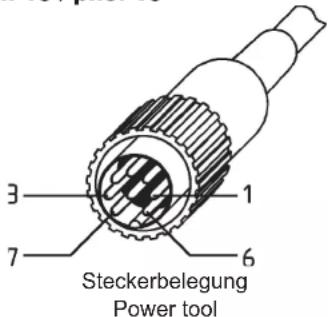
11.1 Contrôle de continuité de l'élé m.therm. Il faut pouvoir mesurer une résistance intérieure moins de 6 Ohm (lorsque le fer est froid) entre le point de repère 1 et le point de repère 6. Lors d'une interruption, on remplacera l'élément thermique (voir ci-dessous).
11.2 Contrôle de continuité du palp.therm. Il faut pouvoir mesurer une résistance inférieure à 10 Ohm entre le point de repère 7 et le point de repère 3, en fonction de la temperature. Lors d'une interruption, on remplacera l'élément thermique (voir ci-dessous).
ill. 13 / рис. 13
text_image
Steckerbelegung Power tool11.3 Changement de l'élément thermique / Remplacement de la conduite de raccordement (ill. 14)
11.3.1 Séparer le fer à souder de la station.
11.3.2 Retirer la panne refroidie (pos. 1) et la fixation (pos. 2) de l'élément thermique (pos. 3).
11.3.3 Dévisser la vis de fixation du manche (pos. 5).
11.3.4 Retirer le manche (pos. 6).
11.3.5 Désouder la connexion soudée entre l'élément thermique (pos. 3) et les fils de raccordement (pos. 7).
11.3.6 Changer l'élément thermique (pos. 3) ou la conduite de raccordement (pos. 8).
11.3.7 Rétablir la jonction par brasage entre l'élément thermique et les fils de raccordement (ill. 15).
11.3.8 Monter l'appareil dans le sens inverse des opérations.
12. Caractéristiques techniques générales/ Données de commande
Station de brasage complète
| ANALOG 60 / 60 W | 0ANA 60 |
| ANALOG 60 A / 60 W antistatique | 0ANA 60 A |
| ANALOG 80 / 80 W | 0ANA 80 |
| ANALOG 80 A / 80 W antistatique | 0ANA 80 A |
Unité d'alimentation
| Puissance: 60 W / 80 W | OANA 603 A |
| Tension primaire: 230 V, 50/60 Hz | OANA 803 |
| Tension induite: 24 V | OANA 803 A |
| Version: à double isolation | |
| Conduite de raccordement: 2 m PVC | |
| Fusible: 315 mAT / 400 mAT |
Fer à souder avec panne 832 CD / 842 CD
| Puissance: 60 W / 80 W (350°C) |
| Tension: 24 V |
| Temps d'échauffement: |
| Basic tool 60/Ergo tool: env. 60 s (350 °C) |
| Basic tool 80/Power tool: env. 50 s (350 °C) |
| Poids sans conduite de raccordement : |
| Basic tool 60/Ergo tool: env. 60 g |
| Basic tool 80/Power tool: env. 52 g |
| Conduite de raccordement: 1,5 m en silicone |
Fer à souder Basic tool 60 (60 W) 0670 CDJ
| Elément thermique pour basic tool 60 | 067100J |
| Fer à souder Ergo tool (60 W) antistatique | 0680 CDJ |
| Elément thermique pour Ergo tool | 068100J |
| Fer à souder Basic tool 80 (80 W) | 0810 CDJ |
| Elément thermique pour basic tool 80 | 081100J |
| Fer à souder Power tool (80 W) antistatique | 0840 CDJ |
| Elément thermique pour Power tool | 084100J |
| Support de réception pour ANALOG 60 / ANALOG 80 | 0A 41 |
| Support de réception antistatique | 0A 42 |
pour ANALOG 60 A / ANALOG 80 A
| Eponge viscose | 0003B |
* Attention! Détachez la gaine de protection avant le premier chauffage!
14. Température fixe
Si l'on souhaite verouiller l'appareil sur une température fixe
- Après avoir réglée la température souhaitée, enlever le bouton
- Enlever le cache de protection
- Positionner le cache avec son repère en face de la température réglée et le fixer

Ainsi, la température ne peut pas être changée par des personnes non autorisées.
ERSA a pris grand soin lors de la composition de ce mode d'emploi. Cependant, nous n'offrons aucune garantie concernant le contenu, la complétude ou la qualité des informations données dans ce mode d'emploi. Le contenu sera entretenu et adapté aux circonstances actuelles. Toutes les données publiées dans ce mode d'emploi, ainsi que les informations à propos de produits et de procédés, ont été obtenues en utilisant les moyens techniques les plus modernes selon nos meilleures connaissances. Ces informations ne constituent pas un engagement et ne libèrent pas l'utilisateur de la responsabilité d'un contrôle indépendant avant de l'utilisation de l'appareil. Nous n'offrons aucune garantie pour d'éventuelles violations de droits d'auteur de tiers sur les applications et procédés, sans confirmation expresse écrite préalable. Nous réservons le droit d'apporter des modifications en vue d'améliorer le produit. En vue des possibilités légales, toute responsabilité pour des dommages immédiats, dommages séquentiels et dommages à tiers, résultants de l'acquisition de ce produit, est exclue.
Tous droits réservés. Le présent mode d'emploi ne peut être, entièrement ni partiellement, reproduit, transféré ni traduit en d'autres langues, sans l'autorisation écrite de la ERSA GmbH.
Les éléments chauffants et les fers à souder ou à dessouder sont des composants soumis à usure et ne font pas l'objet de la garantie. Des défauts matériels ou de production doivent être constatés; ce constat, ensemble avec la preuve d'acquisition doit accompagner le renvoi du produit, qui à son tour doit être confirmé.




