
RDS 80 - Machine de soudure Ersa - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil RDS 80 Ersa au format PDF.

| Type de produit | Poste de soudure contrôlé par microprocesseur |
| Marque | Ersa |
| Modèle | RDS 80 |
| Dimensions du poste (L x H x P) | 110 x 105 x 147 mm |
| Poids total | Environ 2,9 kg |
| Poids du poste électronique | Environ 2 kg |
| Poids du fer à souder RT 80 | Environ 130 g |
| Poids du support RH 80 | Environ 400 g |
| Tension d'alimentation | 230 V / 50 Hz |
| Puissance | 80 VA |
| Tension secondaire | 24 V~ |
| Fusible | 0,63 A lent |
| Plage de températures | 150 °C – 450 °C (302 °F – 842 °F) |
| Précision de la température | ±0 °C après calibrage (résolution 1 °C ou 1 °F) |
| Affichage | Écran LCD multifonctions avec température réelle et barre de puissance |
| Fonctions principales | Sélection directe de 3 températures programmables, attente manuelle et temporisée, arrêt automatique, calibrage, affichage °C/°F, graphique de barre de puissance, suppression de potentiel électrostatique (220 kOhm) |
| Technique de régulation | Resistronic (réglage de la résistance de l’élément chauffant) |
| Puissance de chauffe du fer | 290 W |
| Temps de chauffe | Environ 40 s à 280 °C |
| Contenu de l’emballage | Poste électronique RDS 80, fer à souder RT80 avec pointe, support RH 80 avec éponge visqueuse, mode d’emploi |
| Entretien et nettoyage | Nettoyer la tige de l’élément chauffant avec une brosse en laiton ; ne pas nettoyer la pointe après soudure ; changer la pointe si usée |
| Sécurité | Construction à isolation de sécurité, protection contre décharges électrostatiques (ESD), arrêt automatique, fusible |
| Pièces détachées | Pointes à souder ERSADUR séries 832 et 842, élément chauffant, fer à souder complet RT80, support RH 80 |
| Garantie | Éléments chauffants et fers à souder sont des composants d’usure ; garantie sur défauts matériels ou de fabrication |
| Utilisation | Brasage tendre (assemblage, réparations, laboratoire) |
FOIRE AUX QUESTIONS - RDS 80 Ersa
Questions des utilisateurs sur RDS 80 Ersa
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice RDS 80 - Ersa et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil RDS 80 de la marque Ersa.
MODE D'EMPLOI RDS 80 Ersa
- Introduction
- Données techniques
- Consignes de sécurité
- Mise en service
- Description des fonctions
- Diagnose et solution d'erreurs
- Entretien et soins
- Pièces de rechange et données de commande
- Garantie
Indice1.
- Poste électronique
- Cordon d'alimentation
- Ecran à cristaux liquides
- Touches +
- Touches de sélection de température
- Connecteur du fer à souder
- Cordon de connexion du fer à souder

text_image
Fig. 1 RDS 80 12 300 e 50 30 -100 15 11 13 14 1 3 4 5 9 8 6 7 10Merci d'avoir porté votre choix sur ce poste de soudure de grande qualité. Le RDS 80 est un poste de soudure contrôlé par microprocesseur, approprié pour l'assemblage, les réparations et l'utilisation en laboratoire.
Le RDS 80 dispose, grâce à son contrôle par microprocesseur, de caractéristiques très utiles, telles que la sélection directe de 3 températures programmables, les fonctions d'attente et d'arrêt automatique et son grand écran à cristaux liquides bien lisible.
1.1 Poste électronique avec les caractéristiques suivantes:
- Construction à isolation de sécurité
- Tension secondaire : 24 V\~ pour Fer à souder RT 80 de 80 W
- Contrôle de puissance d'onde complète
- Connexion de suppression de potentiels électriques par résistance de 220 KΩ
- Conformité : VDE, EMV
Veuillez lire complètement ce mode d'emploi avant la première mise en service.
Nota:
1.2 Réglage de température simple et rapide
Outre du réglage de température par la touche „+”/“-„, le RDS vous permet de programmer jusqu'à 3 températures (en alternative 2 températures et une température d'attente) pouvant être sélectionnées rapidement par le biais de touches.
En combinaison avec les pointes à souder appropriées, l'appareil se laisse adapter aux tâches de soudure les plus variées, comme la soudure sur circuits-imprimés, la soudure de câblages ou la soudure d'un écran de blindage.
1.3 Ecran à cristaux liquides multifonctions
L'écran à cristaux liquides multifonctions affiche clairement les paramètres importants. Simultanément avec les 3 températures programmées, la température réelle est affichée avec chiffres particulièrement grands et un affichage de graphique de barre donne un aperçu de la puissance fournie au fer à souder.
1.4 Fonction Attente/ Arrêt automatique
La fonction intégrée d'attente/arrêt automatique forme une caractéristique particulièrement utile lors de l'utilisation quotidienne. Le temps d'attente et d'arrêt automatique est réglable en étapes de 5 minutes, jusqu'à un maximum de 9 h 55.
Après l'écoulement des temps programmés, le RDS 80 passe automatiquement à la température d'attente ou s'éteint complètement. Ceci conserve la pointe à souder et épargne de l'énergie.
En appuyant sur n'importe quelle touche, le poste retournera à la température de consigne programmée.
1.5 Fer à souder de qualité
L'élément chauffant en céramique du fer à souder RT 80 permet d'atteindre rapidement la température de consigne avec une réserve de performance élevée. Grâce au chauffage interne et la grande gamme de pointes à souder des séries 832 et 842, une grande variété de tâches de soudure peut être réalisée avec ce fer à souder.
Données techniques Dati tecnici2.
Poids total: env. 2,9 kg
Poste électronique RDS 803
Tension d'alimentation: 230 V / 50 Hz
Tension secondaire: 24 V\~
Puissance: 80 VA
Technique de régulation: Resistronic-réglage de la résistance de l'élément chauffant
Plage de températures: 150 °C - 450 °C 302 °F - 842 °F
Précision de 0 °C après calibrage
la température: (voir Chap. 5.10)
Résolution: 1 °C ou 1 °F
Cordon: 2 m PVC
Fusible: 0,63 A träge
Dimensions poste: 110 x 105 x 147 mm (L x H x P)
Température ambiante
admissible: 0 - 40 °C / 32 -104 °F
Poids: env. 2 kg
Fer à souder RT 80
Tension: 24 V\~
Puissance: 80 W à 350 °C (662 °F)
Puissance de chauffage: 290 W
Temps de chauffage: env. 40 s (à 280 °C / 536 °F)
Cordon: 1,5 m PVC
Poids: env. 130 g
Support RH 80
Poids: env. 400 g
3. Pour votre sécurité
Les produits d'Ersa sont conçus, produits et contrôlés dans le respect des exigences de sécurité.
Néanmoins il convient de respecter certaines précautions !
Veuillez, pour cette raison, lire les instructions de service avant d'utiliser la machine pour la première fois. Elles vous aident à vous familiariser avec les fonctions de la machine et à les utiliser de manière optimale. Conservez toutes les notices en un lieu accessible à tout moment par tous les utilisateurs !
1.1 Explication des pictogrammes et des symboles
Les pictogrammes suivants sont utilisées dans les instructions pour signaler un danger.
Risque de mort, de blessures graves ou de dommages matériels si le danger n'est pas écarté.
Risque de mort, de blessures graves ou de dommages matériels si le danger n'est pas écarté.
Risque de blessures ou de dommages matériels légers si le danger n'est pas écarté.
3. Pour votre sécurité
DANGER! Risques de dysfonctionnement de l'appareil!
Avant toute utilisation, contrôlez tous les composants. Ne faites réparer les pièces endommagées que par un technicien ou par le constructeur. De mauvaises réparations peuvent causer des accidents à l'utilisateur de la machine. Utilisez toujours les pièces d'origine ERSA lors de toute réparation.
PRUDENCE! Risque de brûlure
Les outils sont chauds. Avant de préchauffer le poste, assurez-vous que l'insert de l'outil (par ex. panne, insertion de modèle, etc). a bien été raccordé à l'outil chauffant. La panne ou la buse de l'outil ne doit pas entrer en contact avec la peau ou avec des matières sensibles à la chaleur ou inflammables. Assurez-vous que le support de travail résiste suffisamment à la chaleur.
Maintenez à l'écart du poste de brasage toute personne non autorisée. Assurez-vous que les personnes non autorisées et en particulier les enfants ne peuvent pas accéder aux outils chauffants.
AVERTISSEMENT! Risque d'incendie !
Risque d'incendie. Avant toute chose, retirez tout objet, liquides et gaz inflammables zone de travail. À chaque interruption de travail, reposez l'outil chauffant dans son support.
3. Pour votre sécurité
Débranchez l'outil chauffant dès que vous avez fini de vous en servir.
AVERTISSEMENT! Risque d'incendie!
Ne laissez jamais l'outil chauffant sans surveillance. Notez que lorsque vous éteignez l'appareil, l'insert de l'outil requière un certain temps pour refroidir.
Conservez toujours la zone de travail en bon état. Si elle n'est pas ordonnée, vous augmentez les risques de blessure.
PRUDENCE! Il est strictement interdit de boire et de manger!
Les métaux et fluides de brasage sont toxiques. S'ils pénètrent dans l'organisme, ils ont un effet nocif. Manger, boire ou fumer sont donc strictement interdits. Lavez-vous soigneusement les mains après avoir travaillé avec les métaux et fluides de brasage.
PRUDENCE! Risque d'intoxication par inhalation!
Le brasage produit des exhalaisons nocives pour la santé. Veillez à ce que l'espace de travail soit suffisamment aéré ou équipé d'un dispositif d'extraction. Respectez les fiches de de sécurité des pâtes à braser et des flux décapants utilisés.
3. Pour votre sécurité
AVERTISSEMENT! Danger électrique!
Protégez les câbles d'alimentation. N'utilisez jamais le câble d'alimentation pour débrancher de la prise secteur ni pour porter l'appareil. Assurez-vous que les câbles d'alimentation n'entrent pas en contact avec la chaleur, l'huile ou des arrêtes vives. Tout câble d'alimentation endommagé peut causer des court-circuits et des électrocutions ; vous devez par conséquent les remplacer.
AVERTISSEMENT! Risque d'incendie et danger électrique!
Tenez compte des influences environne tales. Protégez votre appareil contre tout liquide ou toute humidité. Dans le cas contraire, il existe un risque d'incendie ou d'électrocution.
Entretenez votre outil chauffant. Conservez votre produit ERSA hors de portée des enfants et dans un endroit sec. Respectez les consignes de maintenance éventuelles. Contrôlez régulièrement votre appareil. Utilisez exclusivement des pièces et des accessoires ERSA.
Les personnes souffrant d'un handicap physique et/ou mental ne peuvent utiliser le poste de brasage que sous la surveillance de personnel qualifié et formé ! Les enfants ne peuvent pas jouer avec le poste de brasage !
3. Pour votre sécurité
Cet appareil peut être utilisé par les enfants de plus de 8 ans et par les personnes ayant les capacités physiques, sensorielles ou mentales réduites ou bien sans l'expérience et les compétences nécessaires, uniquement sous surveillance ou s'ils sont informés sur l'usage sûr de l'appareil et donc conscients des dangers liés à son utilisation.
Ne pas laisser les enfants jouer avec l'appareil. Les opérations de nettoyage et de maintenance ne doivent pas être effectuées par des enfants sans surveillance.
PRUDENCE! Portez des vêtements de protection!
Portez des vêtements de protection appropriés (gants de protection, lunettes de protection, etc.) pendant tous les travaux !
PRUDENCE! Conformité de l'élimination des déchets!
Les déchets de brasage sont des déchets nocifs qui ne doivent pas être jetés dans les ordures ménagères. Observez les règles en matière de protection de l'environnement lors de l'élimination des consommables, produits auxiliaires et pièces usagées. Respectez les réglementations communales en vigueur en matière d'élimination des déchets.
3. Pour votre sécurité
Conseils pour les composants sensibles aux décharges électrostatiques (ESD)!
Les composants électroniques peuvent être endommagés par une décharge électrostatique. Respectez les consignes présentes sur les emballages ou adressez-vous au fabricant ou à votre fournisseur. Pour protéger ces composants, il convient d'utiliser un poste de travail sécurisé contre les décharges électrostatiques.
1.2 Conformité d'utilisation
Les outils chauffants Ersa doivent être uniquement utilisés pour le brasage tendre. Cependant, si le mode d'emploi le précise expressément, certains outils sont utilisables pour l'usinage des matières plastiques dans des cas particuliers. En cas d'utilisation non conforme ou d'intervention sur la machine, la garantie ainsi que les droits que concèdent le constructeur à l'acheteur perdent toute validité. Pour une utilisation conforme, veuillez respecter les instructions et les consignes de sécurité du manuel d'utilisation.
1.3 Réglementations nationales et internationales
Vous devez respecter les directives nationales et internationales de sécurité, sur la santé et la protection du travail en vigueur.
4.1 Avant la mise en service
Veuillez contrôler la présence de tous les composants dans l'emballage.
II comprend:
Poste électronique RDS 80
Fer à souder RT80 avec pointe à souder
Support RH 80 avec éponge visqueuse
Mode d'emploi
Veuillez contacter votre fournisseur si vous constatez des endommagements aux composants mentionnés.
La pointe à souder peut atteindre une température de jusqu'à 450 °C (842 °F). Eloignez les objets, liquides et gaz combustibles du lieu d'utilisation du fer à souder. Ne touchez pas la peau ni de matériaux sensibles à la chaleur avec la pointe à souder. Posez toujours le fer à souder dans son support lorsque vous ne l'utilisez pas.
Attenzione:
4.2 Première connexion
Respectez impérativement les points suivants afin d'assurer le fonctionnement fiable du fer à souder, en toute sécurité:
- Contrôlez si la tension du réseau correspond à celle indiquée sur la plaquette signalétique.
- Passez le commutateur principal à la position „Arrêt „
- Branchez le connecteur du fer à souder sur la face avant du poste de régulation. Sélectionnez la pointe à souder appropriée et branchez-la ; voir Chap. 5.12
- Déposez le fer à souder dans son support.
- Humidifiez l'éponge visqueuse avec de l'eau déminéralisée.
- Branchez la fiche du cordon d'aliir sur une prise de courant.
- Branchez le poste électronique (passez le commutateur principal à la position „•“).
- Après un court délai d'échauffement, l'appareil est prêt à l'emploi.
4.2 Primo avvio
4.3 Réglages d'usine
L'appareil est livré avec les réglages d'usine suivants:
- Réglages de température: 150 °C, 300 °C (aktif), 400 °C
- Attente temporisée: désactivé
- Attente manuelle: désactivé
• Affichage de puissance: activé - Arrêt automatique: désactivé
4.4 Conseils d'utilisation
- Veuillez utiliser proprement le fer à souder ne pas le frapper contre des objets durs, afin de ne pas endommager l'élément chauffant en céramique.
- Vérifiez, avant d'utiliser le fer à sa la pointe à souder est correctement (accrochez le ressort de pointe) ;
- Les emplacements à souder doivent toujours être propres et libres de graisse.
- N'essuyez la pointe à souder que sur l'éponge HUMIDE, puisque les éponges sèches rendront passives et donc inutilisables les pointes.
- Le temps de soudure doit être le plus court possible, toutefois, l'emplacement de soudure doit être chauffé uniformément et suffisamment afin de garantir une soudure durable de qualité.
- Ne jamais nettoyer la pointe APRES la sou-dure.
- Evitez des températures de soudure de plus de 350 °C / 662 °F ; ceci conservera le circuit imprimé, le composant et la pointe à souder.
- Essuyez la pointe sur l'éponge humide avant d'effectuer des soudures, pour qu'elle ait l'aspect métallique brillant. Vous éviterez ainsi que de l'étain oxydé ou des restes brûlés de résine liquéfiante ne se déposent sur l'emplacement à souder.
- Chauffez l'emplacement à souder en touchant simultanément l'œillet de soudure (circuit imprimé) et le conducteur du composant avec la pointe à souder.
- Approchez le filin d'étain (par ex. Sn63Pb37 avec noyau de résine liquéfiante).
- Ne jamais nettoyer la pointe après la dernière soudure. Le reste d'étain protègera la pointe de l'oxydation.
- Lorsque la durée de soudure augmente considérablement ou lorsque la pointe est usée/ endommagée visiblement, veuillez changer la pointe. Vous trouverez les données de commande dans l'annexe ou auprès de votre fournisseur.
- Lorsque la tige du fer à souder ou de l'élément chauffant sont sales, nettoyez-les avec une brosse en laiton.
Dès que vous branchez le poste de soudure par le biais du commutateur principal, le microprocesseur exécutera un test de l'écran, c.-à-d. tous les segments seront activés pendant env. 2 secondes. Ensuite démarre la phase de chauffage, jusqu'à ce que la dernière température de consigne active avant avoir éteint l'appareil soit atteinte. En outre de l'affichage de la température réelle à l'écran principal, le graphique de barre „Power“ (désactivable) vous informe à propos de la puissance apportée, voir Figure 2. Après avoir atteint la température de consigne, celle-ci est maintenue constante.
5.2 Réglage de température par touche „ + „-“
Le réglage de la température de consigne peut être effectué par le biais des touches „+” et „-”. Dès qu'une de ces touches est actionnée, l'écran principal (voir Fig. 2) passe à l'affichage de la température de consigne. Celle-ci sera désormais modifiée en étapes de 1 °C à chaque actionnement des touches. Si vous maintenez enfoncée la touche, la température de consigne sera modifiée en continu en étapes Lorsqu'une dizaine est atteinte, la mo sera exécutée en étapes de 10 °C. Dès que vous avez atteint la valeur désirée, relâchez la touche.
Après env. 3 sec., l'écran principal passera de nouveau à l'affichage de la température réelle.
5.1 Avvio
5.3 Températures programmées
Les températures programmées forment un outil particulièrement confortable, puisque les températures de différentes tâches de soudure peuvent être sélectionnées rapidement en appuyant sur une seule touche. A la livraison, les températures suivantes sont programmées: 150 °C, 300 °C et 400 °C.
Les températures programmées sont attribuées aux touches situées sous l'affichage condondant. En actionnant une de ces touches, la température correspondante sera utilisée en tant que température de consigne. Après avoir appuyé sur la touche, la température correspondante apparaîtra pendant env. 3 secondes à l'écran principal, ensuite, celui-ci passera de nouveau à l'affichage de la température réelle. Une flèche au-dessus de la touche l'activation de la température programmée, voir Figure 3.
5.4 Modification des températures programmées
Lorsque d'autres températures sont nécessaires, les températures programmées actuellement peuvent être aisément modifiées. Maintenez enfoncée la touche sous la température à modifier.
Modifiez simultanément la température biais des touches „+“ et „-“. Dès que vous relâchez la touche, la nouvelle température sera enregistrée.
Lors de pauses prolongées, il est utile de diminuer la température du fer à souder, réduire la consommation d'énergie et de préserver la pointe à souder. Pour ce faire, vous pouvez reprogrammer la touche „T1“ en tant que touche de température d'attente. Lorsque vous appuyez ensuite sur cette touche, la température sera réduite à la valeur programmée. Cet état est indiqué par le segment „Standby“, voir Figure 4. Lorsque vous appuyez de nouveau sur cette touche, la température de consigne préalable sera réactivée.
A la livraison, la fonction d'attente manuelle n'est pas activée. Si vous souhaitez l'utiliser, vous devez passer le RDS 80 au mode de programmation, en appuyant simultanément sur les touches „T1“, „T2“ et „T3“. Désormais, le RDS 80 est au mode programmation, ce qui est indiqué par le segment „Prog“ (voir Figure 4).
La fonction d'attente manuelle sera activée lorsque vous appuyez sur la touche „T1“ en mode programmation. Le segment de la flèche apparaît au-dessus de la touche, voir Figure 4. En appuyant de nouveau sur „T1“ la fonction est désactivée et le segment de la flèche disparaît. 3 secondes après le dernier actionnement d'une touche, le RDS 80 quitte automatiquement le mode programmation et retourne à l'a normal.
5.6 Fonction Attente temporisée
Par le biais de la fonction d'attente temporisée, la réduction de la température sera faite automatiquement après l'écoulement d'un délai programmable. Le délai démarre avec le dernier actionnement d'une touche.
Par exemple, lorsque le temps d'attente est programmé à une heure, le poste de soudure passera en mode d'attente 1 heure après que vous avez actionné la dernière fois sur une touche. Le mode d'attente sera désactivé en appuyant sur n'importe quelle touche.
A la livraison, la fonction d'attente temporisée n'est pas activée. Si vous désirez l'activer, vous devez passer le RDS 80 au mode programmation en appuyant simultanément sur les touches „T1“, „T2“ et „T3“. Ce mode est signalé par le segment „Prog“ (voir Figure 5).
La fonction d'attente temporisée sera activée lorsque vous maintenez enfoncée la touche „T1 „ en mode programmation. Le temps d'attente et d'arrêt automatique est réglable en étapes de 5 minutes par le biais des touches „+“ et „-“, jusqu'à un maximum de 9 h 55, voir Figure 5.
Si vous réglez le temps à 0, la fonction d'attente temporisée sera désactivée et l'affichage du temps s'éteint. 3 secondes après le dernier actionnement d'une touche, le RDS 80 quitte automatiquement le mode programmation, la fonction est réactivée en l'éteignant suivi de la réactivation.
5.7 Fonction Arrêt automatique
Vous pouvez également programmer le RDS 80 de façon que le fer à souder soit éteint automatiquement après un délai programmable. Cet état est signalé par le RDS 80 en affichant „OFF“ à l'écran principal.
Le mode Arrêt sera désactivé en appuyant sur n'importe quelle touche.
A la livraison, la fonction d'arrêt automatique n'est pas activée. Si vous désirez l'utiliser, vous devez passer le RDS 80 au mode programmation en appuyant simultanément sur les touches „T1“, „T2“ et „T3“. Ce mode est signalé par le segment „Prog“ (voir Figure 6).
La fonction d'arrêt automatique sera activée lorsque vous maintenez enfoncée la touche „T2“ en mode programmation. Le temps d'arrêt automatique est réglable en étapes de 5 minutes par le biais des touches „+“ et „-“, jusqu'à un maximum de 9 h 55, voir Figure 6.
Si vous réglez le temps à 0, la fonction d'arrêt automatique sera désactivée et l'affichage temps s'éteint.
3 secondes après le dernier actionnement d'une touche, le RDS 80 quitte automatiquement le mode programmation, la fonction est réactivée en l'éteignant suivi de la réactivation.
5.8 Désactiver le graphique de barre de puissance
Vous pouvez désactiver le graphique de barre „Power „. Si vous désirez ce faire, vous devez passer le RDS 80 au mode programmation en appuyant simultanément sur les touches „T1“, „T2“ et „T3“. Ce mode est signalé par le segment „Prog“ (voir Figure 7).
Vous pouvez désactiver le graphique de barre „Power“, en appuyant sur la touche „T2“. Le segment de la flèche au-dessus de s'éteint, voir Figure 7. En appuyant de nouveau sur la touche „T2“, le graphique de barre se rallume. 3 secondes après le dernier actionnement d'une touche, le RDS 80 quitte le mode programmation.
Si vous désirez afficher la température vous devez passer le RDS 80 au mode programmation en appuyant simultanément sur les touches „T1“, „T2“ et „T3“. En appuyant sur la touche „T3“, l'affichage des températures passe à °F. Le segment de la flèche au-dessus de la touche s'éteint, voir Figure 8. En appuyant de nouveau sur la touche „T3“, l'affichage des températures revient à °C.
3 secondes après le dernier actionnement d'une touche, le RDS 80 quitte le mode programmation.
5.10 Fonction de calibrage
Lors de sa production, le RDS 80 est déjà éta- lonné très précisément. En tant que contrôle de qualité régulier, pour causes des altérations naturelles de la pointe à souder, ou après le changement de l'élément de chauffage, vous pouvez contrôler et calibrer la température de la pointe à souder à l'aide d'un appareil de mesure de températures (par ex. Ersa DTM 100) par le biais du mode de calibrage intégré.
Lorsque vous activez le mode de calibrage, tous les réglages seront réinitialisés aux réglages standards!
Attenzione:
Avant d'entamer le procédé de calibrage, vous devez vous assurer que vous pourrez mesurer la température de la pointe à souder avec suffisamment de précision. Le procédé de brage peut durer jusqu'à 20 minutes environ, selon la différence de température mesurée.
Pour passer au mode de calibrage, vous devez appuyer sur la touche «T1» lorsque vous allumez l'appareil (voir Fig. 3, P. 52). indique «CAL 20» ainsi que la température de la pointe à souder. La pointe à souder doit avoir adopté la température ambiante. Si la pointe à souder est toujours chaude, veuillez attendre jusqu'à son refroidissement.
Dès que la pointe à souder a atteint la température ambiante, vous devez ce confirm actionnant la touche « T1 ». Appuyez ensuite sur la touche « T2 ». L'indication « CAL 350 » apparaît à l'écran. Maintenant, le RDS 80 commence à chauffer le fer à souder à 350 °C. Patientez environ 3 minutes avant de mesurer la température pour qu'elle puisse se stabiliser. Si vous constatez une différence entre la température mesurée et la température indiquée à l'écran du poste de soudure, vous pouvez l'éliminer par le biais des touches «+» et «-». La température de la pointe à souder doit être réglée en étapes sur le poste électronique par le biais des touches «+» et «-» (pendant que l'affichage du poste électronique continue à indiquer environ 350°C), jusqu'à ce que la température mesurée à la pointe à souder indique 350 °C. Par ex., si l'appareil de mesure indique plus de 360 °C, vous devez actionner (par intervalles) la touche «+» sur le poste électronique. S'il indique 340 °C, vous devez actionner la touche «-».
Lorsque les deux affichages correspondons vous devez actionner la touche «T3» et la procédure de calibrage sera ainsi terminée. Les nouvelles données de calibrage sont enregistrées dans la mémoire non-volatile du RDS 80.
5.11 Travailler avec des composants sensibles / Suppression de potentiels électriques
Des composants sensibles, tels que des CMOS, peuvent être endommagés par des décharges électrostatiques (observez les avertissements sur les emballages ou renseignez-vous auprès du fabricant ou du fournisseur).
Afin de protéger ces composants, votre lieu de travail doit être sécurisé ESD (ESD = décharges électrostatiques).
Le poste de soudure peut être intégré sans aucun problème dans un tel environnement. Par le biais de la fiche de suppression de potentiels électriques (Fig. 9 / Pos. 1), le fer à souder peut être connecté via une résistance élevée (220 kOhm) à la base conductrice du plan de travail.
5.12 Changement de pointe à souder sur le RT 80
Lorsque la pointe à souder est usée ou que vous avez besoin d'une autre forme de pointe, elle doit être échangée.
Attention:
Ne chauffez jamais des fers à souder sans pointe à souder !
Par le biais de la pince de changement de pointes à souder 3ZT00164 vous pouvez échanger les pointes à souder même lorsqu'elles sont chaudes.
- Décrochez le ressort de la perforation de la pointe à souder (Fig. 10 / Pos. 1) et dégagez la pointe à l'aide de la pince (Fig. 10 / Pos. 2).
- Placez la pointe chaude sur une surface non-inflammable.
- Montez la nouvelle pointe en vous assurant que le cran de l'élément de chauffage s'engage dans la rainure de la pointe à souder (Fig. 11). Ainsi, la pointe sera positionnée correctement et ne pourra pas pivoter.
- Raccrochez le ressort dans la perforation de la pointe.
Pour obtenir une bonne conductivité électrique (suppression des potentiels électriques) et calorique, vous devriez démonter périodiquement la pointe et nettoyer la tige de l'élément chauffant à l'aide d'une brosse en laiton (par ex. 3ZT00051)
6. Diagnisselet solution d'erreurs
6.1 Erreurs générales
Veuillez contrôler les points suivants, si le poste de soudure ne fonctionne pas comme attendu:
- L'alimentation électrique est-elle présente? (Connectez correctement la prise de courant.)
- Le fusible est-il défectueux? Remarquez qu'un fusible défectueux pourrait indiquer une condition d'erreur située en aval. Généralement, changer simplement le fusible ne suffira donc pas.
Le RDS 80 est équipé avec un fusible lent de 0,63 A, pouvant être substitué aisément. Pour ce faire, vous devez d'abord débrancher l'appareil de la tension réseau de 230 V. Le porte-fusibles situé sur la face inférieure de l'appareil peut être ouvert en le tournant dans le sens de la flèche à l'aide d'un tournevis. Vous pouvez ensuite remplacer le fusible par un fusible neuf du même type. - Le fer à souder est-il connecté correctement au poste électronique ?
Si la pointe à souder ne chauffe pas après avoir contrôlé les points préalables, vous pouvez contrôler la conductivité de la résistance de chauffage du fer à souder avec un appareil de mesure de résistance.
(Figure 12)
6. Diagnose et solution d'erreurs
Contrôle de conductivité de l'élément chauffant :
Entre les points de mesure 1 et 4 vous devriez pouvoir mesurer de 2 à 3 Ohm de résistance (lorsque le fer est froid). S'il y a une rupture, l'élément ou le cordon de connexion sont défectueux.
Le fer à souder RT 80 ne peut être décomposé en pièces A l'heure d'une défectuosité, le fer à souder complet doit être changé. Procédez selon le Chap. 9 lorsque la fonctionnalité ne peut être établie.
7. Entretien et soins
7.1 Tâches d'entretien importantes
- Assurez-vous que la pointe à souder soit toujours recouverte d'étain.
- Essuyez la pointe à souder sur une éponge humide avant la soudure pour éliminer les restes d'étain et de résine liquéfiante nécessaire.
- Pour obtenir une bonne conductivité électrique et calorique, vous devriez démonter périodiquement la pointe et nettoyer la tige de l'élément chauffant à l'aide d'une brosse en laiton.
- Vous devriez également nettoyer périodiquement la tige de la pointe à souder (pas la partie couverte d'étain) avec une brosse en laiton pour éliminer les restes d'oxyde et de résine liquéfiante.
- Vérifiez si la pointe à souder présente symptômes d'usure. L'usure est provo- quée par l'étain, la résine liquéfiante et des influences mécaniques comme des égrati-
gnures etc. Dès que le recouvrement protecteur ERSADUR est usé ou endommagé, le
hoyau (généralement en cuivre ou en argent) de la pointe à souder commence à se dissoudre. Généralement, ceci entraîne des temps de soudure plus longs à cause de la dégradation du transfert de chaleur. En outre, les composants du liquéfiant provoquent des soudures instables. Changez donc à temps la pointe à souder.
- Assurez-vous que les ouvertures de ventilation ne perdent pas de leur efficacité par des accumulations de poussières.
N'employez que des consommables et des pièces de rechange d'origine de Ersa, d'assurer le fonctionnement fiable et la validité de la garantie !
Nota:
8. Pièces de rechange et données de commande
8. Pièces de rechange et données de commande
Plus de pannes sur demande!
\* Attenzione!
8. Pièces de rechange et données de commande
N'employez que des consommables et des pièces de rechange d'origine de Ersa, d'assurer le fonctionnement fiable et la validité de la garantie !
Nota:
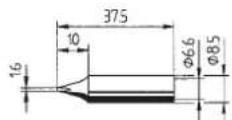
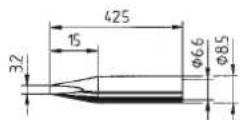
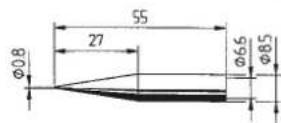
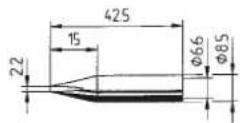
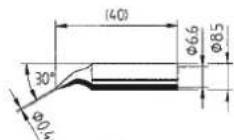
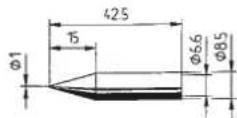
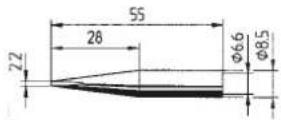
Pointe à souder ERSADUR - recommandée pour des températures élevées
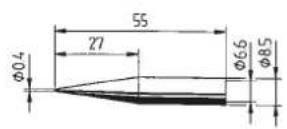
842 UD*
842 YD
842 ED
842 SD
842 CD
842 ID
842 BD
842 KD
Ersa a pris grand soin lors de la composition de ce mode d'emploi. Cependant, nous n'offrons aucune garantie concernant le contenu, la complétude ou la qualité des informations données dans ce mode d'emploi. Le contenu sera entretenu et adapté aux circonstances actuelles. Toutes les données publiées dans ce mode d'emploi, ainsi que les informations à propos de produits et de procédés, ont été obtenues en utilisant les moyens techniques les plus modernes selon nos meilleures connaissances. Ces informations ne constituent pas un engagement et ne libèrent pas l'utilisateur de la responsabilité d'un contrôle indépendant avant de l'utilisation de l'appareil. Nous n'offrons aucune garantie pour d'éventuelles violations de droits d'auteur de tiers sur les applications et procédés, sans confirmation expresse écrite préalable. Nous réservons le droit d'apporter des modifications en vue d'améliorer le produit. En vue des possibilités légales, toute responsabilité pour des dommages immédiats, dommages séquentiels et dommages à tiers, résultants de l'acquisition de ce produit, est exclue.
Tous droits réservés. Le présent mode d'emploi ne peut être, entièrement ni partiellement, reproduit, transféré ni traduit en d'autres langues, sans l'autorisation écrite de la Ersa GmbH.
Les éléments chauffants et les fers à souder ou à dessouder sont des composants soumis à usure et ne font pas l'objet de la garantie. Des défauts matériels ou de production doivent être constatés; ce constat, ensemble avec la preuve d'acquisition doit accompagner le renvoi du produit, qui à son tour doit être confirmé.




