
Pyropen Piezo - Máquina de soldar Weller - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Pyropen Piezo Weller en formato PDF.

Preguntas de los usuarios sobre Pyropen Piezo Weller
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina de soldar en formato PDF gratis! Encuentra tus instrucciones Pyropen Piezo - Weller y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Pyropen Piezo de la marca Weller.
MANUAL DE USUARIO Pyropen Piezo Weller
Al pulsar en la tecla de menu, se accede al menu 1

Temp. standby
La temperatura Standby es un valor predeterminado en el qual se regula una herramienta de soldar cuando no se utilizes.
| Optional Descripción | |
| OFF Standby | desactivado (configuración de fábrica 180°C (360°F) |
| 100-300 °C | Temp. standby, ajuste individual |
| 200-600 °F | |
Tiempo standby (desconexión de la temperatura)
Las herramrientas de soldadura que llevan un sensor de uso en el mango se regulan a la temperatura Standby si no se utilizes durante el tiempo de espera predeterminado. El sensor integrado en la herramipta detecta el cambio de estado y desactiva el estado Standby tan pronto como se mueve la herramipta.
Las herramrientas de soldadura que no llevan un sensor de uso se regulan a la temperatura Standby si no se ha soldado durante el tiempo de espera predeterminado.
Al pulsar las teclas UP y DOWN, se finaliza el estado Standby.
| Optional Descripción |
| OFF Standby desactivado (configuración de fábrica 2 min) |
| 1-99 min Tiempo standby, ajuste individual |

Tiempo de desconexión (tiempo OFF)
Cuando no se utilizes la herramipta de soldadura, se desactiva el calentador de esta una vez transcurrido el tiempo OFF. La desconexión de temperatura se realiza independiente de la función standby ajustada. La temperatura real parpadea y sirve para indicar el calor residual. Mientras aparece en la pantalla „AUTO-OFF“.
Mientras se enfría la herramienta de soldadura, se indica el calor residual.
Además, en la pantalla parpadea la palabra «Cooling».

En cuando la temperatura es inferior a 50^ (122°F), en la pantalla aparece «OFF» y se desactiva la iluminación de fondo.

Al pulsar las teclas UP y DOWN de forma simultánea, se finaliza el estado OFF.
| Optional Descripción |
| OFF Tiempo de desconexión (tiempo OFF) desactivado (configuración de fábrica 10 min) |
| 1-999 min Tiempo de desconexión (tiempo OFF), ajuste individual |

Función Window
Optional 1 (configuración de fabricula):
Ajustar el circuito de salute sin potencial a «ES FE».
Limitación del rango de ajuste a ±1-99 °C (±1-180 °F) a partir de una temperatura bloqueada con la función «LOCK».
Por tanto la temperatura bloqueada representa el centro del rango temico ajustable.
Optional 2:
Ajustar el circuito de salute sin potencial a «ES rob».
Partiendo de una temperatura ajustada y bloqueada es possible ajustar una ventsa de temperatura de aproximamente ± 1 - 99^ (± 1 - 180^) con la referencia DEL FUNCION WINDOW. Si la temperatura real está bajo el contacto sin potencial (salida del optoacoplador) está conectado.
Optional Descripción
| OFF Función | Window desactivado (configuración de fábrica OFF) |
| 1-99 °C | Función Window, ajuste individual |
| 1-180 °F |
LOCK
Bloqueo de la estacion. Cuando se bloquea el aparato, ya no se puedaCambiar los ajustes.
Excepción 1: Teclas de temperatura fijaactivadas.
Excepción 2: Función Window Optional 1.
No es possibleonian no de los demas ajustes hasta que se desbloquee.
Bloquear estación
Ajustar el número de bloqueo deseado con tres digitos (comprehendidos entre 001 y 999) y confirmar mediante la tecla del menu.
El bloqueo está activado (en la pantalla aparecerá un candido).

Desbloquear la estación
Pulsar la tecla de menu. En la pantalla, aparecerá «ON»
Ajustar el número de bloqueo de tres digitos.
Confirmar el número con la tecla de menu.
Ha olvidado el numero?
Por favor, dirijase a.nuestro serviceo Tecnico: technical-service@ weller-tools.com

OFFSET

Offset
La temperatura real de la punta del soldador se pueda ajustar introduciendo un offset de temperatura de aproximamente ± 40^ ( ± 72^ ).
^ C ^ F
Cambiar launidad de temperatura.
| Optional Descripción | |
| °C Grados centúgrados | |
| °F Fahrenheit |
Menu 2
Al pulsar de forma prolongada (3 segundos) la tecla del menu, se accede al menu 2
Temperaturas fijas
Activación de las 2 temperatas fijas ajustables individualmente.
Optional Descripción
ON Temperativas fjas activado
OFF Temperatures fijas desactivado (configuración de fibrama)
Si las temperatas fijas estan activadas, se pueda seleccionar y cambiar mediante las teclas UP y DOWN.
Illuminación del fondo
Optional Descripción
0-100% Brill LCD (configuración de fibricula 80%)
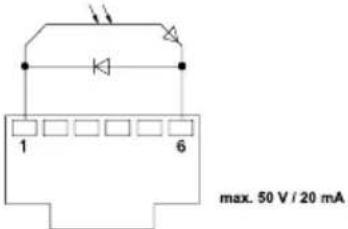
Salida sin potencial
Seleccionar salute Zero Smog o la salute de robot
Optional Descripción
ES FE SalidaZero Smog activada (configuracion de fabrica)
ES rob Salida de robot activada
Sensibilitidad
Optional Descripción
1 Insensible - recciona a movimientos fuertes (largos)
2
3 -Estandar (configuración de fabrica)
4
5 Sensible - recciona a movimiento suaves (cortos)
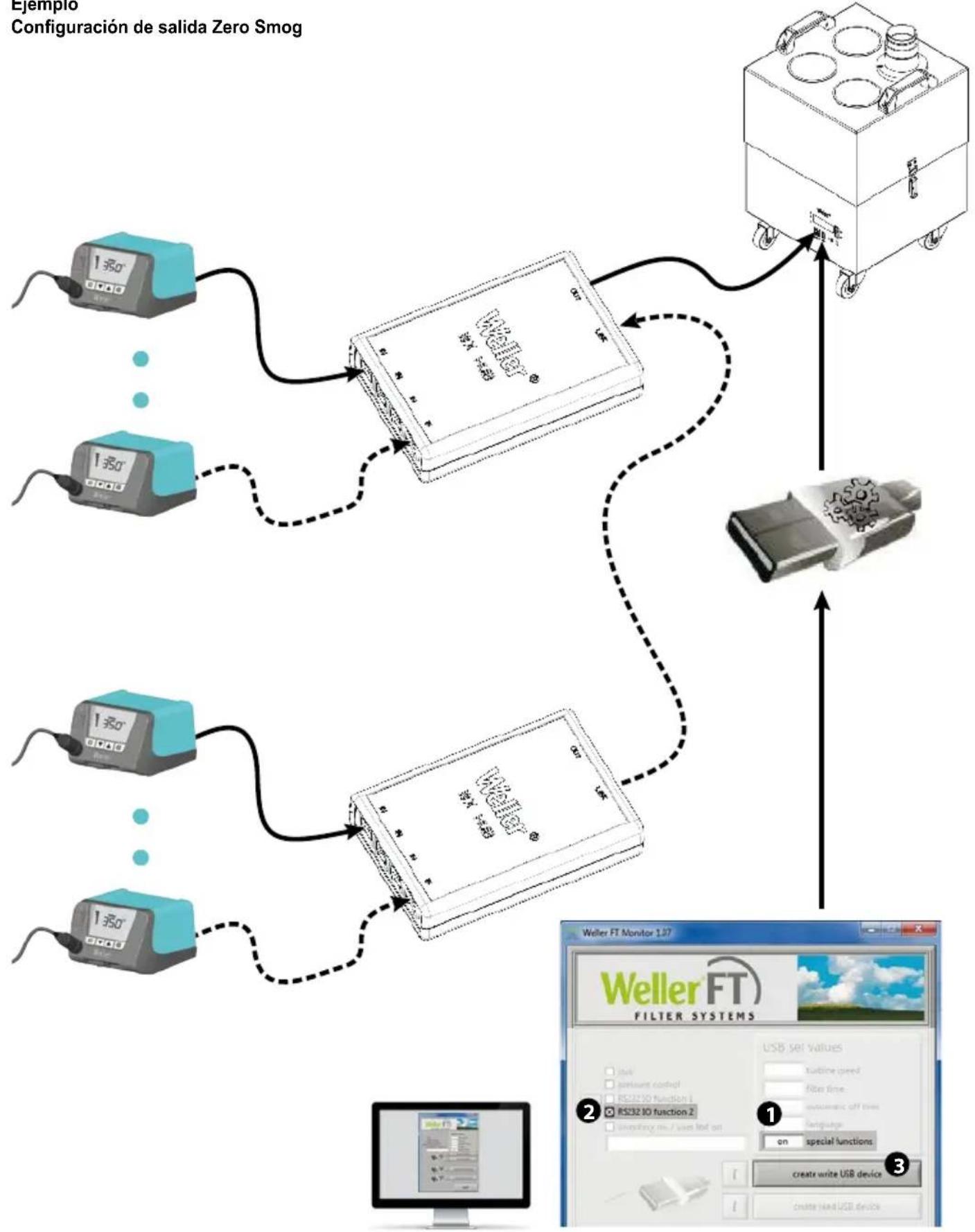
Ejempio
Configuración de salute Zero Smog
Restaurant la configuración de fabrica
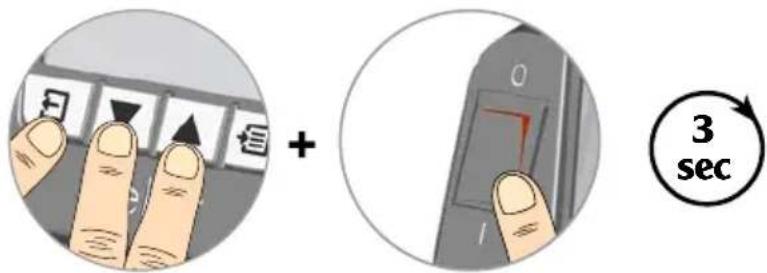
Al conectar: Pulsar durante 3 segundos Exit, UP y DOWN
Detección de la herramenta y limitación de sobrecarga
La WT 1 y la WT 1H cuenta con una detectacion automatica de la herramienta que asigna los paramedros de control adeca-dos a la correspondiente herramienta connectada.
Paraataruna sobrecarga de la estacion, solo soportaherramrientas compatibles:
WT 1 max. 90 W:
Gracias a lasdietresposibilidadesdeconexion del conector hembra de3,5mm hay4varianthesposibles:
| a To | ma de tierra directa sin conector ( estado de suministro). |
| b Equipotencial con conector | linnea equipotencial en el contacto central. |
| c Sin | potencial con conector |
| d To | ma de tierra indirecta con enchufe y resistencia soldada. Puesta a tierra a工程技术 de la resistencia seleccionada |
Soldar y desoldar
Realice los problemas de soldadura según el manual de uso de la herramipta conectada.
Manipulación de las puntas de soldar
- Aplicar un poco de esta a la punta de soldar cuando la ponga en funciona bajo primera vez. De esta forma podra eliminar capas de oxido o impurezas en la punta de soldar que se hayan PODido formar durante su almacenimiento.
- Cuando no vaya a usar el soldador o cuando lo coloco en el soporte asegurarse de que la punta está bien estañada.
- No uso fundentes (pasta de soldar) agresivos.
- Asegurar se siempre de que la punta de soldar está colocada correctamente.
- Ajustar la temperatura de trabajo más bajo possible.
- Usar la punta de soldar de mayor tamanio possible para la aplicacion deseada. Regla general: aprox. tan grande como el punto de soldadura.
- Asegurar de que la transmisiónética desdela punta de soldar a la zona de soldar sea lo mas grande possible
aplicando una buena capa de esta a la punta de soldar.
- En fases de inactividad prolongadas desconectar el equipo soldador y usar la funciona Weller de reduccion de temperatura en caso de inactividad.
- Aplicar está a la punta de soldar antes de guardar el soldador durante un espacio de tiempo prolongado.
- Aplicar el estaño directamente en el punto de soldadura, no en la punta de soldar.
- Cambiar las+puntas de soltar con la herramienta correspondiente.
- No someter la punta de soldar a esfuerzos mecánicos.
Aviso
Las unidades de control estan ajustadas para funcionar con+puntas de soldar de tamanio mediano. Puede surgir diferencias de comportamento bajo al cambio de punta o al utilizing puntas con una forma differente.
Mensajes de error y su reparación
| Mensaje/Síntoma Causa posible | Repairación | |
| ·Indicación „- - -“ · No se ha detectado la herramientaHerramienta defectuosaHerramienta no compatible | ·Comprobar la connexion de la herramienta al aparato·Comprobar la herramienta connectada | |
| ·Sin funciona de pantalla(pantalla desconectada) | ·No hay tensión de red disponible | ·Conectar el interruptor principal·Comprobar la tensión de red·Comprobar el fusible del aparato |
| ·OFF · La estación se encuntra en Standby o en modo OFF | ·Activar de nuevo la herramienta de soldadura con las teclas UP o Down | |
| ·La herramienta se mantiene fria | ·Lasetcimiento se incluya en Standby o en modo OFF | ·Mover los pistones·Activar de nuevo la herramienta de soldadura con las teclas UP o Down |
| ·Indicación de temperatura en la pantalla· La herramienta se mantiene fria | ·Fallo en el calentador | ·Comprobar/sustituir la herramienta de soldadura |
| ·La estación no funciona de laforma habitual | ·Parámetros ajustados | ·Restablecer la estación a los ajustes de fábrica |
| ·No se puedaCambiar los ajustes | ·Estación bloqueada · Desbloquear la estación | ·Comprobar la alimentación de red· Comprobar el cableado de la interfaz· Comprobar los ajustes de la interfaz |
| ·Zero Smog no arranca · No hay tensión de red disponible· No hay señal disponible |

Menu 1
Excepçao 1: Teclas de temperatura fixaactivadas.
Excepçao 2: Funcao Window Opcao 1.




