
Pyropen Piezo - 焊接机 Weller - 免费用户手册
免费查找设备手册 Pyropen Piezo Weller PDF格式.

用户关于以下问题的提问 Pyropen Piezo Weller
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 焊接机 免费PDF格式!查找您的手册 Pyropen Piezo - Weller 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 Pyropen Piezo 品牌 Weller.
用户手册 Pyropen Piezo Weller
待机温度是可预设的值,焊接工具在不使用时将被调节到该温度。
| 选项说明 | |
| OFF待机已停用(出厂设置180°C(360°F) | |
| 100-300°C | 待机温度,可进行个性化设置 |
| 200-600°F |
待机时间(温度关断)
在手柄中带使用传感器的焊接工具上,焊接工具在不使用时将在预设的待机时间过后被调节到待机温度。集成在工具中的传感器可识别状态变化,一旦工具移动,将停用待机状态。
在不带使用传感器的焊接工具上,焊接工具在不焊接时将在预设的待机时间过后被调节到待机温度。按压UP(向上)和DOWN(向下)按钮,结束待机状态。
| 选项说明 |
| OFF待机已停用(出厂设置2min) |
| 1-99 min待机时间,可进行个性化设置 |
OFF(关闭)时间
焊接工具不使用时,将在OFF(关闭)时间过后停用焊接工具加热器。温度关断与设置的待机功能无关。实际温度将闪烁显示并作为余热显示。显示屏中出现“AUTO-OFF”(自动关闭)。
焊接工具冷却期间将显示余热。
另外,显示屏中闪烁“Cooling(冷却)”

COOLING
一旦温度低于 50^ C ( 122^ F ),显示屏中显示 OFF(关闭),背景照明停用。

同时按压UP(向上)和DOWN(向下)按钮,结束OFF(关闭)状态。
选项说明
OFF OFF(关闭)时间已停用(出厂设置10min)
1-999 min OFF(关闭)时间,可进行个性化设置
Window功能
选项1(出厂设置):
将无电位开关输出端调到ESFE。
根据通过“LOCK”(锁)功能锁止的温度,调节范围限制在 ± 1 - 99^ ( ± 1 - 180^ )。
由此,锁止的温度展示可调式温度窗口的中部。
选项2:
将无电位开关输出端调到ESrob。
根据已设置且锁止的温度,可借助WINDOW功能设置 ± 1 - 99^ C (± 1 - 180^ F) 的温度窗口。如实际温度在该窗口内,则无电位触点(光耦合器输出)接通。
选项说明
OFF Window功能已停用(出厂设置 OFF)
1-99°C Window功能,可进行个性化设置
1-180°F
LOCK
锁止焊台。锁止后,无法再在装置上更改设置。
例外1:固定温度按钮已激活。
例外2: Window功能选项1.
所有其他设置直到解锁前都无法再更改。
锁止焊台
设置所需的三位数锁止代码(在001-999之间)并用菜单按钮确认。
锁止已激活(显示屏中可见到一把锁)。
解锁焊台
按压菜单按钮。显示屏中出现ON(打开)
设置三位数的锁止代码。
用菜单按钮确认代码。
忘记了代码?
请联系我们的客户服务:
technical-service@weller-tools.com
OFFSET
偏移量
实际烙铁头温度可通过输入温度偏差 ± 40^ ( ± 72^ )进行调整。
^ C ^ F
C F
切换温度单位。
| 选项说明 | |
| °C 摄氏度 | |
| °F 华氏温度 |
菜单2
通过长按(3秒)菜单按钮,进入菜单2
固定温度
激活2个性化设置的固定温度。
| 选项说明 | |
| ON 固定温度 | 已激活 |
| OFF 固定温度 | 已停用(出厂设置) |
如固定温度已激活,可通过UP(向上)和DOWN(向下)按钮进行选择和更改。
背景照明
| 选项说明 | |
| 0-100% LCD(出厂设置80%) |
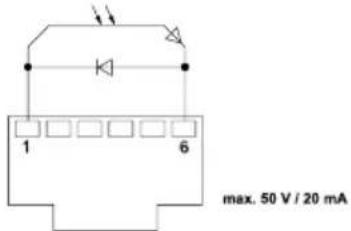
无电位开关输出
选中Zero Smog输出端或机械手输出端
| 选项说明 | |
| ES FE Zero Smog输出端已激活(出厂设置) | |
| ES rob 机械手输出端已激活 |
incamdo
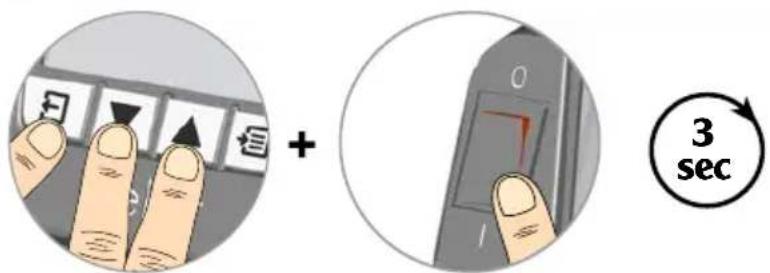
接通时:按压Exit(退出)、UP(向上)和DOWN(向下)3秒
工具识别和过载极限
WT1和WT1H具备工具自动识别功能,可为连接的工具分配相应的调节参数。
为了避免站过载,仅支持兼容的工具:
WT 1 max. 90 W:
WSP 80,WP 80,WTP 90,WP 65,WST 82,WSB 80,WHP 80,WTA 50,LR 21,MPR 80,WMP,FE 75
WT 1H max. 150 W (200 W):
| 通过3.5mm插口的不同切换,可能有4种类型: | ||
| a硬接地不带插头(发货状态)。 | ||
| b电位补偿带插头、中间触点上的补偿导线。 | ||
| c无电位带插头 | ||
| d软接地带插头和焊接电阻。通过所选的电阻进行接地 |
复位至出厂设置
根据所连接的焊接工具的用户手册进行焊接操作。
处理焊头
- 第一次加热时,将可镀锡的精选焊头浸入焊剂中。这样能去除焊头因存放而产生的氧化层和杂质。
·在焊接暂停时以及放下焊铁前,要注意焊头已充分镀锡
·请勿使用任何腐蚀性过强的焊剂。
·始终注意焊头正确的位置。
·请尽量选择较低的工作温度。
·针对具体应用环境,请尽量选择较大的焊头形状经验法则:约和焊垫一样大。 -
通过给焊头充分镀锡的方法,确保焊头和焊点之间具有大面积的热传递。
-
如果工作停顿时间较长,请关闭焊接系统或在停用期间执行Weller温度降低功能。
- 长时间存放焊铁前,用焊剂浸润焊头。
·请将焊剂直接放到焊点上而非焊头上。
.
请勿在焊头上施加机械力。
提示
控制单元已就中等烙铁头尺寸进行了调整。因烙铁头更换或使用其他烙铁头形式可能出现偏差。
错误信息和错误清楚
| 信息/征兆 可能的原因 补救措施 | ||
| ·无显示功能 | ·工具未被识别 ·工具损坏 ·工具不兼容 | ·检查装置上的工具接口 ·检查已连接的工具 |
| ·无显示功能(显示关闭) | ·无电源电压 | ·接通电源开关 ·检查电源电压 ·检查装置保险丝 |
| ·OFF | ·焊台位于待机或OFF(关闭)模式 | ·用UP(向上)或DOWN(向下)按钮重新激活焊接工具 |
| ·工具保持低温 | ·焊台位于待机或OFF(关闭)模式 | ·移动烙铁 ·用UP(向上)或DOWN(向下)按钮重新激活焊接工具 |
| ·显示屏中的温度显示 ·工具保持低温 | ·加热器损坏 | ·检查/更换焊接工具 |
| ·焊台运行异常 | ·参数已更改 | ·将焊台复位至出厂设置 |
| ·无法更改设置 | ·焊台已锁止 | ·解锁焊台 |
| ·Zero Smog无法启动 | ·无电源电压 ·不存在信号 | ·检查供电 ·检查接口布线 ·检查接口设置 |

X=1
X二一木夕子押て、X二一1へ進かまさ

待機溫度
温度 50^ (122°F) 车下回转、了达与迪斯克莱因 OFF 表示、巴克拉卜为無效にさ求。

接統載的八夕付之一九の取稅說明書從往、八夕付之作業實施以下。




