
RSG 18b - Fräsmaschine Fein - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts RSG 18b Fein als PDF.

| Produkttyp | Elektrische Rohrfräsmaschine |
| Marke | Fein |
| Modell | RSG 18b |
| Spannung | 400 V (Drehstrom) |
| Frequenz | 50 Hz |
| Leerlaufdrehzahl (Motor) | 2860 min⁻¹ |
| Schnittgeschwindigkeit (Werkzeuge) | 35 min⁻¹ (a) / 70 min⁻¹ (b) |
| Vorschub | 40 mm/min (a) / 80 mm/min (b) |
| Nennaufnahmeleistung | 2000 W |
| Nutzleistung | 1500 W |
| Gewicht (netto) | Ca. 95 kg |
| Abmessungen (L x B x H) | 886 x 443 x 337 mm |
| Breite 1 / 2 / 3 | 372 mm / 254 mm / 25,5 mm |
| Schutzart | IP X4 |
| Schalldruckpegel | 92 dB (A) |
| Schallintensitätspegel | 105 dB (A) |
| Bearbeitbare Materialien | Stahl, Gusseisen, Edelstahl (je nach Werkzeug) |
| Rohrdurchmesser (Bereich) | 250 - 1300 mm (je nach Achsposition) |
| Schneidwerkzeuge | HSS- oder Carbid-Kreissägeblätter, Profilfräser |
| Stromversorgung | Drehstromnetz 400 V, Kabel 10 m |
| Wartung | Getriebeölwechsel alle 80-120 h (erster Wechsel nach 20-40 h), Reinigung der Ketten |
| Sicherheit | Gehörschutz tragen, Not-Aus über Schutzschalter, Hauptschalter |
| Mitgeliefertes Zubehör | Transportbehälter, Koffer, Kurbel, Schlüssel, Spannketten, Bolzen, Halteringe, Konustreiber, Steuergerätesatz |
| Garantie | Entsprechend den gesetzlichen Bestimmungen des Landes |
Häufig gestellte Fragen - RSG 18b Fein
Benutzerfragen zu RSG 18b Fein
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Fräsmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch RSG 18b - Fein und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. RSG 18b von der Marke Fein.
BEDIENUNGSANLEITUNG RSG 18b Fein
310095508Tolffn Sow 1 Fstg27.Dzckm 2068508

Schwibisch Gmünd-Bargau, 22.11.2016
FEIN Service
C. E^ F_1 CnH
Hua-Fu-Huang 21
2017年3月29日星期五中圆
www.fei.com

Deutsch
Technische Daten 5
Bestimmung der Rohrfrasmaschine. 5
Auf einen Blick.. 5
Zu Ihrer Sicherheit. 5
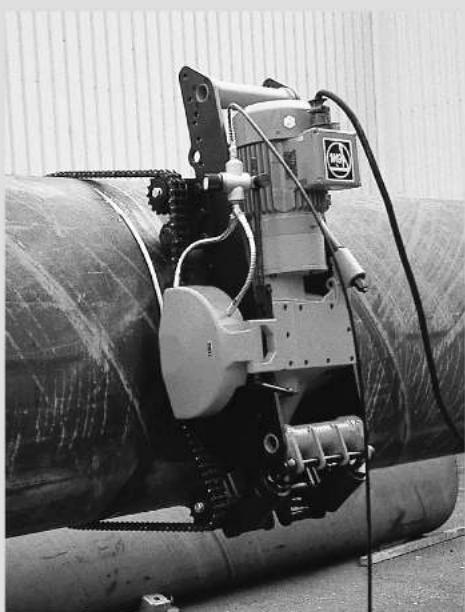
Funktionsweise (siehe Bild A) 6
Vor der Inbetriebnahme 7
Inbetriebnahme. 7
Bedienen. 8
Warten und Reparleren. 9
Störungsbeseitigung (Bauart RSG (^) und RSG Ex (^) 11
Störungsbeseitigung (Bauart RDG (^**) 12
Wartungseinheit. 13
Gewährleistung. 14
Fraswerkzeuge und Zubehor. 14
Ersatztelle. 16
English
Originalbetriebsanleitung.
Technische Daten.
Elektro-Rohfräsmaschine:
Bestellnummer 7360...7360.
Bauart RSG Ex 18 a (^) RSG Ex 18 b (^*)
Bestellnummer 7 360 ... 7 360 ...
Bauart RSG 18 a (^) RSG 18 b (^)
Spannung 400 V
Frequenz 50 Hz
Netzanschlussart 3 ~ (Drehstrom)
Leerlaufdrehzahl
Motor 2860/min -1 Schneidwerkzeuge 35/min -1 70/min-1
Vorschub 40 mm/min 80 mm/min
Nennaufnahme 2000 W
Leistungsabgabe 1500 W
Lange des Netzkabels (mit Stecker)
RSG Ex 18 a/b (^**) 2× 10m
RSG 18 a/b (^**) 10m
Gewicht (netto), ca. 95 kg
Schutzklasse /1
Schutzart IPX4
MaBe: max.Werkzeug-2 220 mm
Lmax. 886 mm
Hmax 337 mm
Bmax. 443 mm
B 372mm
B_2 254 mm B3 25,5 mm
*Elektromotor und Zusatzschalter in explosionsgeschützter
Ausführung
Der A-bewertete Gerauschpegel der Rohrfrasmaschine
betragt typischerweise: Schalldruckpegel 92 dB (A); Schalleistungspegel 105 dB (A).
Gehorschutz tragen!
Druckluft-Rohfräsmachine:
Bestellnummer 7 560 ... 7 560 ...
Bauart RDG 18-3 a (^) RDG 18-3 b (^)
Luftdruck 6 bar
Luftverbrauch unter Last 72 l/s
Leerlaufdrehzahl
Motor 6000/min -1
Schneidwerkzeuge 35/min -1 70/min-1
Vorschub 40 mm/min 80 mm/min
Leistungsabgabe 2000 W
Schlauchwelte 15 mm
Gewicht (netto), ca. 89 kg
MaBe:
max.Werkzeug 220 mm
Lmax 886 mm
Hmax 282 mm
max. 443 mm
B 372mm
B, 254 mm
B3 25,5 mm
Der A-bewertete Geräuschpegel der Rohrfräsmachine beträgt
typischerweise: Schaldruckpegel 87 dB (A);
Schallleistungspiegel 100 dB (A).

Gehorschutzragen!
Messwerte ermittelt nach EN 61 029.
Bestimmung der Rohrfrasmaschinen.
Die Rohrfräsmachine ist bestimmt zum Trennen von freillegendem Rohrstücken und verlegten Rohrleitungen aus Stahl oder Gussowise zum Anfasen von Rohrenden vor dem Schweiben.
EG-Richtlinie 94/9EG ATEX (Atmospheres Explosibles)
Wir weisen daraufuf hin, dass die Fein Rohrfrasmaschinen vom
Typ RDG (^) / RSG^) / RSGEx^**) nicht fur die Verwendung in
explosionsgefahrdeten Bereichen zugelassen sind und deshalb fur
diese Rohrfrasmaschinen keine EG-Baumusterprübschelignungen entspruchend Richtlinse 94/9EG existieren.
(Bei der Rohrfrasmaschine RSG Ex (^**) werden mit dem Elektro
motor und dem Zusatzschalter lediglich zwei ATEX-konforme
Komponenten elngebaut.)
Die ATEX-RichdInle gltn nur Im EG-Raum.
Auf einen Blick.

1 Spanneinrichtung
2 Befestigungsschraube für Seitenplatte
3 Seitenplatte
4 Hinweisschild
5 Bolzen
6 Gewindespindel
7 Zustelleinrichtung
8 Zylinderschraube für Zustelleinrichtung
9 Passschraube
10 Laufchase
11 Mutter
12 Sechskantschraube
13 Scheibe
14 Spannachse
15 Mutter
16 Werkzeugspindelstock
17 Rohmutter
18 Befestigungsschraube für Motor
19 Lasche
20 Sicherungsring
21 Kettenrad
22 Transportwelle
23 Sicherungsring
24 Stift
25 Verschlusschaube Werkzeugspindelstock
Zu Ihrer Sicherheit.
Vor Gebrauch der Rohrfrasmaschine lessen und danach handel:
diese Betriebsanleitung,
dle einschlajggen nationalen Arbeitssschutzbestimmungen.
These Betriebsanleitung Ist zum späteren Gebrauch aufzubewahren und bei einer Weitergabe oder Veräußerung der Rohrfrasmaschine beizulegen.
Allgemeine Sicherheitshinweise.
ACHTUNG! Sümttliche nachstehend aufgeführte Anweisungen
Iesen. Fehler, die durch Nichteinhaltung der nachstehend aufgeft
ten Anwelsungen passieren, konnen elektrischen Schlag, Brand
und/oder schwe verletzungen verursachen. Der nachfolgenden Partn. Pfl. f. Schaffung der (h) taktal stuff.
verwendete Beginn „Kohrfrasmaschine“ bezient sich auf die triebene und auf die drucklaufbetriebene Rohrfrasmaschine.
6 de
1. Arbeitsplatz.
a) Halten Sie Ihr Arbeitsbereich sauber und aufgeräumt. Unordnung und schlechte Lichtverhältnisse konnen zu Unfallen führen.
b) Halten Sie Kinder und andere Personen während der Benutzung der Rohrfräsmaschine fern. Bei Ablenkung konnen Sie die Kontrolle über die Rohrfräsmaschine verlieren.
2. Elektrische Sicherheit.
a) Der elektrische Anschlussarf In kelner Welse verändert werden.
b) Anschlussleitung vor Hlitze, Öl, scharfen Kanten oder sich bewegenden Teilen schützen. Beschädigte oder verwickelte Anschlussleitungen erhöhen das Risiko eines elektrischen Schlages.
3. Sicherheit im Umgang mit Druckluft.
a) Kontrollieren Sie regelmäßige Druckluftversorgung. Schützen sie den Schlauf vor Knicken, Verengungen, Hitze und scharfen Kanten. Ziehen Sie die Schlauchschellen fest an. Lassen Sie beschädigte Schläuche und Kupplungen sofort Instand setzen. Bei schadhafter Luftversorgung kann der Druckluftschlauch herumschlagen und zu Verletzungen führen. Aufgewirbelter Staub oder Spane können Augenverletzungen verursachen.
4. Sicherheit von Personen.
a) Seien Sie aufmerksam, achten Sie darauf, was Sie tun, und gehen Sie mit Vernunft an die Arbeit mit einer Rohrfräsmaschine. Benutzten Sie die Rohrfräsmaschine nicht, wenn Sie mäde sind oder unter dem Einfluss von Drogen, Alkohol oder Medikamen stehen. Ein Moment der Unachtsamkeit beim Gebrauch der Rohrfräsmaschine kann zu ernsthaften Verletzungen führen.
b) Tragen Sie persönliche Schutzaurüstung. Das Tragen persönlicher Schutzaurüstung, wie Schutzbrille (immer tragen!), Staubmaske, rutschfeste Sicherheitsschuhe, Schutzhelm oder Gehörschutz, je nach Einsatz der Rohrfräsmaschine, verringget das Risiko von Verletzungen.
c) Vermeiden Sie eine unbeabsichtigte Inbetriebnahme. Vergewissern Sie sich, dass der Hauptschalter auf der Schaltgerätekombination, der Zusatzschalter bzw. der Kugelhahn in der Position „AUS" Ist, bevor Sie die Rohrfrasmaschine an das elektrische Netz bzw. das Druckluftnetz anschließen. Wenn Sie die Rohrfrasmaschine eingeschelt an die Strom- bzw. Druckluftversorgung anschließen, kann das zu Unfallen führen.
d) Entfernen Sie Einstellwerkzeuge oder Schraubenschlüssel, bevor Sie die Rohrfrasmaschine einschalten. Ein Werkzeug oder Schlüssel, der sich an einem rotierenden Teil der Rohrfrasmaschine befindet, kann zu Verletzungen führen.
e) Überschätzen Sie sich nicht. Sorgen Sie für einen sicheren Stand und halten Sie jederzeit das Gleichgewicht. Dadurch konnen Sie die Rohrfrämischine in unerwarteten Situationen better kontrollieren.
f) Tragen Sie geelgnete Kleidung. Tragen Sie keine welte Kleidung oder Schmuck. Halten Sie Haare, Kleidung und Handschuhe fern von sich bewegenden Teilen. Lockere Kleidung, Schmuck oder lange Haare konnen von sich bewegenden Teilen erfasst werden.
5. Amwendung.
a) Überlasten Sie die Rohrfräsmaschine nicht. Verwenden Sie für ihre Arbeit das richtige Schneidwerkzeug. Mit dem richtigen Schneidwerkzeug arbeiten Sie better und saferer.
b) Benutzen Sie keine Rohrfräsmaschine, deren Schalter bzw. Kugelhahn defekt ist. Eine Rohrfräsmaschine, die sich nicht mehr ein- oder ausschalten{lass, Ist gefährlich und muss repariert werden.
c) Unterbrenen Sie die Energiezufuhr, bevor Sie Geräteinstellungen vornehmen oder Schneidwerkzeuge wechseln. Diese Vorsichtsmaßnahme verhindert den unbeabsichtigten Anlauf der Rohrfräsmaschine.
d) Lassen Sie Personen die Rohrfräsmachine nicht benutzten, die mit dieser nicht vertraut sind oder diese Anweisungen nicht gelesen haben. Rohrfräsmachinen sind gefährlich, wenn Sie von unerfahrenen Personen benutzt werden.
e) Warten Sie die Rohrfräsmaschine regelmäßig. Untersuchen Sie die Rohrfräsemaschine auf mögliche falsche Ausrichtung oder Zuverlösigkeit der Befestigung von beweglichen Tellen, auf Beschäftigung anderer Teile, sowie auf andere Faktoren, die den Betrieb der Rohrfräsmaschine beeinträchtigen konnten. Eine nicht Intakte Rohrfräsmaschine vor dem Einsatz reparieren. Viele vermeidbare Unfälle werden durch schlecht instandgehaltene Rohrfräsmaschinen verursacht.
f) Halten Sie Schneidwerkzeuge scharf und sauber. Sorgfältig gepflegte Schneidwerkzeuge mit scharfen Schneldkanten ver-klemmen sich weniger und sind leichter zu führen.
g) Verwendten Sie die Rohrfrasmaschine, das Zubehör sowie Schneidwerkzeuge usw. entsprechend den Anweisungen in dieser Betriebsanleitung, wobei die Arbeitsbedingungen und die auszuführende Tätigkeit zu berücksichtigten sind. Die Anwendung von Rohrfrasmaschinen für andere als die vorgesehen Tätigkeiten kann zu gefährlichen Situationen führen.
Spezielle Sicherheitshinweise für Rohrfräsmaschinen.
Verletzungsgefahr
Die Rohrfrasmaschine nur mit Hebezeugen transportieren.
Bei der Inbetriebnahme, beim Arbeitsen und bei der Wartung der Rohrfrasmaschine sind die nationale Unfallverhütungsvorschriften zu beachten.
Die Explosionsschutz-Richtlinen der Berufsgenossenschaften sind immer zu beachten!
6. Elektrisch betriebene Rohrfrausmaschinen (Bauart RSG (^*)
Netzspannung und Spanningsangabe an der Rohrfräsmachine müssen übereinstimmen.
Der Anschluss der Rohrfrasmaschine muss mit einer Sicherung von 16 A abgeschert werden.
Netzkabel und ggf. Verlängerungskabel regelmäBig überprüfen!
Die Rohrfräsmaschine nur bel ausgeschaltetem Hauptschalter an die Schaltgerätekombination anschließen.
Die Schaltgerätekombination muss vom Bediener jederzeit erreichbar sein.
7. Druckluftbetriebene Rohrfrasmaschinen (Bauart RDG (^**)
An der Rohrfrasmaschine darf ein Druck vom max. 6 bar anliegen. Die Rohrfrasmaschine nur bei geschlossen Kugelhahn mit dem Druckluftnetz verbinden.
Funktionsweise (siehe Bild A).
Die Rohrfräsmaschine trennt und bearbeitet Rohrwände mit Hilfe spanabehender Werkzeuge. Sie wird durch ihre Aufpanneinrichtung auf die RohrauBensalte gespannt und lauft mit selbstätigem Arbeitsvorschub um das Rohr. Als Werkzeuge dnen Metallkreissageblätter und Formfräser, deren Schneiden je nach Rohrwerkstoffe aus HSS-Stahl oder Hartmetall bestehen.
Die Einstellung der Schnitttiefe erfolgt über den Werkzeugspindelstock (16), der in den beiden Seitenplatten (3) schwenkbar gelagert Ist und durch die Gewindespendil (6) verstellt werden kann.
Die Transportwelle (22), die über die Transportträder die Arbeitsvorschubbewegung herbeilfuhl, wird von der Werkzeugspindel über 2 Schneckengetriebestufen angetrieben.
Eine Rutschkupplung schützt das Vorschubgetriebe vor Überlas-tung.
Die Lagerung der Werkzeugspindel istalandersstarrausgefhrt. Das olbadgeschmierte Hauptgetriebe zum Antrieb der Werkzeugspindel besteht aus einer Planeten- und Schneckengetriebestufe.




Das Getriebe ist so dimensiert, dass gelegendliches Festbremsen der Kette ohne Schaden ertragen werden kann. Sümtliche Getriebewellen laufen in Walzlagern.
Der Maschinenrahmen mit den Achsen hat die Aufgabe, die aufgespanne Rohrfräsmaschine auf dem Rohr zu führen sowie die Schnitt- und Vorschubkräfte zu übertragen. Die Anpassung an den jeweiligen Rohraußendurchmesser wird durch Verstellen der Lauf-ache (10) erreicht. Die Aufspankeiten werden aus elzeln, unternehmer gleich den Kettenstücken zusammengesetzt.
Die Zahl der benöttigen Kettenstücke bzw. die Länge der Aufspannketten ist vom RohrauBendurchmesser abhängig.
Vor der Inbetriebnahme.
Vorarbeiten am zu bearbeitenden Rohr.
Rohre, die auf dem Lagerplatz geschritten werden sind so zu unterlegen, dass das Schneidwerkzeug nicht eingeklemmt wird.
Bel verlegten Rohren muss auf 1 m Länge an jeder Stelle zur Grubenwand ein Abstand von mindestens 50 cm eingehalten werden, gemessen von der Rohraußeneite.
Die Bearbeitungsfläche muss frei von Schmutz und Erde sein. Weiche Schutzüberzüge auf der Bearbeitungsfläche vorher entfernen.
- Das Schneidelwerkzeug muss entsprechend dem Rohrwerkstoff, der erforderlichen Bearbeitungsform und der Kühlschmierung ausgewählten werden.
Weitere Informationen erhalten Sie bei ihrem Schmier- und Kuhlstoff Lieferanten. (siehe auch Druckluftkuhlschmierereinrichtung 9 12 01 002 00 4)
Vorarbeiten an der Rohrfräsmaschine (siehe Bild A).
Die beiden sich gegenüberliegenden Muttern (11) lose.
Den Werkzeugspindelstock (16) mit der Handkurbel (im Werkzeugkoffer) an der Zustelleinrichtung (7) hochfahren.
Die Passschrauben (9) entfern und die Laufachse (10) nach Angaben des Hinweischildes (4) auf den aktuellen Rohraubendurchmesser ummontleren. Bei Zwischengröben Ist der nacht größere Rohraubendurchmesser zu verwenden. Die Passschrauben (9) wie der festziehen.
Hinweisschild:
| P | D [mm] [inch] | |
| I 250 - 400 9,6 - 15,7 | ||
| II 400 - 600 15,7 - 23,6 | ||
| III 600 - 800 23,6 - 31,5 | ||
| IV 800 - 1000 31,5 - 39,4 | ||
| V 1000 - 1300 39,4 - 51,2 | ||
| VI 1300 - 3000 51,2 - 118,1 | ||
P: Position der Laufachse
D: Rohrdurchmesser
Die Spannelnrichtungen (1) für Aufpanketten durch Drehen am Federtopf auffahren, damit nach dem Aufsetzen der Rohrfräsmaschine genugend Spannweg vorhanden ist.
Die Aufspannketten passend für den RohrauBendurchmesser zusammenstellen. Die Rohrfräsmaschine auf dem Rohr positionieren.
Spannen der Rohrfräsmaschine auf dem Rohr. Anlagen der Gliederketten.
Die noch offenen Gliederketten auf beiden Seiten der Rohrfrasmaschine über das Rohr legen.
Die Rohrfräsmaschine anheben und die Gliederketten unter die Kettenräder schieben, so dass nach dem Aufsatzen der Rohrfräsmaschine die Gliederketten im Zahneingriff sind. Die Gliederketten mit ihren frelen Enden über die Kettenräder von Spannachse (14) und Laufachse (10) legen. AnschlieBend mit dem Bolzen
(30217216004) schlieben und mit 2 Sicherungsringen
(42634020005) slichen.
Spannen der Gliederketten.
Die Glederketten zunachst durch Drehen der beiden Federtöppe leicht an das Rohr wegen. Zur genauen Ausrlichtung die Rohrfräsmache keine Alle in Rohrumfangsrichtung hin- und herschieben.
Die Gliederketten durch Drehen der Federtöppe spannen, bis der Stift (24, Bild A) im Langloch des Federtopfes innerhalb der am Umfang eingestochenen Nut stehen.
Während des Schneidvorganges die Lage des Stiftes beobachten.
Sollte das Rohr unrund sein, muss entweder nachgespannt oder gelockert werden.
Unfallgefahr!
Den Federtopf nicht über diesen Punkt hinaus weiter spannen!
Montieren der Schneidwerkzeuge.
Verletzungsgefahr
durch unbeabsichtiges Einsatzen.
Vor der Montage den Netzstecker bzw. den Druckluftschlauch abziehen.
Nur Schneldwerkzeuge mit einwandfrei Schneiden verwenden.
Vor dem Aufsetzen die Werkzeugspindel sowie die Pass- und Anlageflächen reinigen.
Das Schneldwerkzeug aufsetzen.
Die Werkzeugspannmutter fest anziehen.
Inbetriebnahme.
Elektro-Rohfräsmaschine:
Den Rohrfräsmaschinen mit Elektroantrieb ist eine Schaltgerätekombination vorschalte, die folgende Komponenten enthalt:
-Hauptschalter/Wendeschalter
-Motorschutzschalter
-Unterspannungsauslöser
-Steckverbindungen
Der Hauptschalter wird als Einschlalter und zur Umkehr der Drehrrichtung verwendet. Der Motorschutzschalter und der Unterspannungsauslöser bilden eine Einheit. Bei Überlastung scheltet der Motorschutzschalter ab, bei Ausfall der
Netzpannung trennt der Unterspannungsauslöser die Rohrfräsmachine vom Netz, um ein unbeabsichtigtes Wiederanlaufen zu verhändn.
Die Rohrfräsmachine wird durch Betätigten des Motorschutzschalters wieder in Betrieb genommen.
Die Schaltgerätekombination ist so zuplatzieren, dass sie vom Bediener jederzeit erreicht werden kann.

8 de
Rohfräsmaschine in teilweise explosionsgeschützter Bauart:
Vor der Schaltgerätekombination einen Schaltkasten mit zusätzlichen Ein-/Ausschalter zur Betätigung der Rohrfrasmaschine In explosionsgefahrdeten Bereichen der Zone 2 verwenden. Der Schaltkasten ist so zuplatzieren, dass er vom Bediener jederzeit erreicht werden kann.
Explosionsgefahr
Die Schaltgerätekombination ist außerhalb der Zone 2 aufzustellen.
Nach Auslösung des Schutzschalters muss vor dem Wiedereinschalten zuerst der Zusatzschalter ausgeschalten werden.
Druckluft-Rohfräsmaschine:
Die Ausführung RDG 18-3 a/b (^**) wird durch den am Druckluftschlauch mondlerten Kugelhahn bedient, der sich direkt vor dem Druckluftmotor befindet.
Bedienen.
Verletzungsgefahr
Die Schutzhabe muss während des Betriebs vollständig geschlossen und verriegelt sein!
Bei Rohrfrasmaschinen mit Elektromotor ist Sicherzustellen, dass die Drehrrichtung des Werkzeuges korrekt ist. Die Drehrrichtung kann über den Wendeschalter umgeschalteit werden.
- Das laufende Sägeblatt mit der Handkurbel so tief wie möglich in das Rohr einschwenken. Das tief eingetauchte Sägeblatt stabilisiert den Schnittverlauf.
Belm Fräsen einen möglicher gering Werkezeugelingruff während. Das Zerspanvolumen steigt mit zunehmender Schneidfefe an.
Schneidwerkzeug ca. 3 mm tiefer als notwendig eintauchen, danach auf erforderliche Tiefe zurückstellen, dadurch Ist das Schneidwerkzeug außer Eingriff.
Die Rohrfraasmaschine ausschalten.
AnschlieBend die Einstellung durch Anziehen der beiden Muttern (11) fixieren.
Die Rohrfrasmaschine wieder einschalten.
Sofern die Motorleistung ausrecht, Ist die Rohrwand in einem Schnitt zu durchtrennen.
Verlegte Rohre konnen während dem Sagen nachgeben und das Schneidwerkzeug Im Spalt verklemmen. Deswegen müssen die mitgeltelferten Kelle hinter dem Sagemflehg In regelmäßigen Abständen in den Spalt geschlagen werden. In explosionsgefahren den Bereichen Kelle (6 33 05 013 00 2) (RSG Ex 18 a/b (^**) mitgeltelfes Zubehor) und einen Hammer aus funkenfreiem Material verwenden.
■ Überlastung der Rohrfräsmaschine vermelden. - Eine Überlustung ist gegeben, wenn beim Einfahren des laufenden Schneidwerkzeuges die Motordrehzahl merklich abfallt. Das hat gleichzeit ein Abfall der Zerspanleistung zur Folge.
Bei starkwandigen Rohren (s > 10mm) muss die Schweifuge in mehreren Umlaufen gefrast werden.
Derdeckungsgleiche Schnittverlauf wird von folgenden Faktoren beinflussst:
-Ausrichtung der Rohrfrasmaschine beim Start,
- geometrische Abweichung des Rohres von der Kreis- bzw. von der Zylinderform,
- Schäfde des Schneldwerkzeuges,
-Harde des Werkstoffes.
Die Rohrfräsmaschine ist so justiert, dass sich bei Rohrdurchmessern von 300 mm und 600 mm Anfang und Ende der Schnittlinie annahernd decken.
Infolge der Exzentritzitat der Führungswelle ist die Justiermarke (24, siehe Bild D) nur für die beiden angeführten Durchmesser verbindlich. Bei greater Rohrdurchmessern muss unter Umständen nachjustiert werden.
Rücklauf der Rohrfräsmaschinen (RSG (^**) / RSGEx^**
Sachbeschädigung!
Bevor die Rohrfräsmaschine zurückgefahren wird muss gewährleistet sein, dass das Schneidwerkzeug ausgefohlen ist, um Beschäftigungen des Werkzeugeus und des Getriebes zu vermeiden.
Hauptschalter/Wendeschalter in Stellung 0^ (Aus) schalten.
Schneidwerkzeug ausfahren.
Wendeschalter auf Rücklauf schalten.
Die Rohrfräsmaschine ist nicht geeignet Schnitte im Rücklauf auszu-führn!
Bei der drucklaufbetriebenen Rohrfrasmaschine ist kein Rücklauf möglich!
Hinweise zum Kühlen.
Sachbeschädigung!
Wir empfehlen die FEIN-Drucklauf-Kühlschmiereinrichtung zu verwenden. Bei ungenügender Kuhlung und Schmierung können sich Spone verklemmen. Dies kann zu Werkzeugbrüchen führen.
■ Graugussrohre immer ohne Kuhlschmiermittel trocken schneiden.
Sageblatt bzw. Fraser beim Schneiden von unlegierten Stahirohren mit Seifenwasser kühlen.
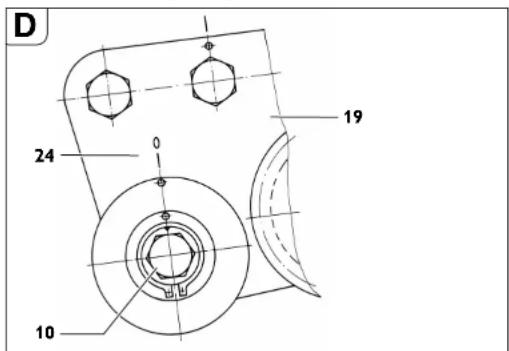
Einstellen der Laufgenauigkeit.
Mutter (15, slehe Bild A) SW 46 losen.
Achse (10) gegenüber Lasche (19) verdrehen.
Mutter (15) anziehen.
Durch Drehen der Laufachse (10) Im UhrzeitigersInn (Richtung Schneidwerkzeug) lauft das Schneidwerkzeug nach rechts (Blickruchtung Ist gleich Bewegungsrluchtung Rohrfrasmaschine). Bei Drehen der Laufachse entgegen dem UhrzeitigersInn lauft das Schneidwerkzeug nach links.





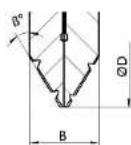
Aufspannen der Rohrfräsmachine.
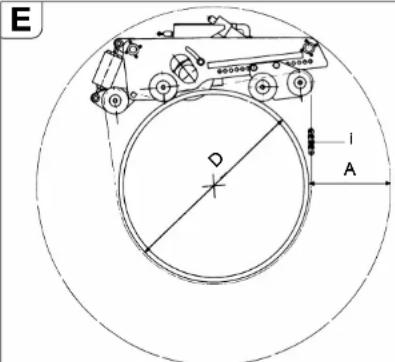
A" benöttiger Arbeitsraum bei größter Schnitttiefe.
D" AuBendurchmesser des Rohres
"Anzahl der Kettenstücke bei Rohrdurchmesser ,D".
*Bestellnummer 3 02 31 013 02 7 bestehend aus 10 Kettensrücken mit einer
Lange von Je 635 mm
Um eine optimale Kettenvorspannung zu erreichen, könnenevt. die im Werkzeugkoffer belegeitgen halben Kettenstücke mit einer Lange von 31,75 mm benutzt werden.
Beispiel:
Bei einem Rohrdurchmesser von D=400 mm werden 6 Kettenstücke (Bestellnummer 3 02 31 013 02 7) besteht.
Abschlussarbeiten nach jedem Arbeitseinsatz.
Schneidwerkzeug ausfahren.
■ Rohrfräasmaschine ausschalten.
Schneidwerkzeug abnehmen.
Rohfräsmaschine abspannen.
Bei Druckluftschinen:
Nach Akkuppeln des Drucklutschlauches etwas Korrosionschutzöl in den Lufteintritt des Drucklutmotors geeben und dieser ken kurz laufen lassen.
Die Schlauchöffnung mit einer Schutzkappe verschlieben.
Lagern der Rohrfräsmaschine.
Die außeren Metallteile gegen Korrosion schützen.
Die Rohrfrasmaschine trocken lagern.
Warten und Reparieren.
Zum Warten und Reparieren.
Wir empfehlen unsere Kundendienstabteilung (Zentralreparatur).
Adresse am Ende dieser Betriebsanleitung.
Nur Original-FEIN-Ersatzteile verwenden.
Verletzungsgefahr
durch unbeabsichtigtes Einsatzalten.
Vor allen Arbeiten an der Rohrfrasmaschine den Netzstecker ziehen
bzw. den Druckluftschlauch abziehen!
Allgemeine Hinweise
Wartungsarbeiten dürfen nur von geschalten Fachkräften durchgeführten werden.
Die Pflege und Wartungsarbeiten beinhalten im Wesentlichen:
- AuBere Reinigung der Rohrfrasmaschine und der Aufspannet
- Sichtprüfung der gesamten Rohrfräsmachine.
- Wechseln des Getriebeoles.
Die Druckluftwartungseinheit mit Schmieröl fullen.
-Einfetten der Bewegungsgewinde und Ketten. - Einfetten der Führungen des Werkzeugspindelstocks in der
Aufspann- und Transporteinrichtung.
Gliederketten-Pflege
Die Gliederkettens nach dem Entfernen des groben Schmutzes mit Waschbenzin, Petroleum oder ähnlichem unter Bewegen der Ketenglieder sorgfältig reinigen.
Zur Gewährleistung der Schmierung anschließend die Ketten mehrere Stunden in dickflüssiges Öl z. B. Getriebeöl SAE 140 legen.
Unfallgefahr!
Vor der Wiederverwendung die Kettentelle durch eine gründliche Sichtkontrolle auf ihren einwandfrei Zustand überprüfen. Schadhafte Teile austauschen und fehlende Sicherungsringe ersetzen.
Werkzeugspindelstock
Getriebeolstand uberprüfen.
GetrlebeIggf. wechseln.
Siehe auch Abschnitt Schmiermittel und Schmierplan.

Überprüfen des Getriebelstandes
Den Ölstand und die Dichtheit des Werkzeugspindelstocks vor jeder Einsatz überprüfen:
Die Rohrfrasmaschine mit der dem Werkzeugschutz gegenüber liegenden Seltenplatte auf eine waagrechte Auflage legen.
Die Verschlussschraube (25, Bild A) herausschrauben.
Hinweis:
Richtiger Ölstand liegt dann vor, wenn gerade noch Getrlebeöl aus der Gewindebohrung ausfliebt.
Ggf. Getriebeöl (siehe Abschnitt Schmiermittel und Schmierplan) nachfüllen.
Die Verschlusssschaube wieder fest einschrauben.
Getriebeilwechsel
Ein Getriebelwochsel ist nach den in der Tabelle angegebenen Betriebsstunden vorzunehmen, mlndestens jedoch alle 18 Monate.
| Getriebeölwechselfristen [Betriebstunden] | RSG Ex 18 a (**) RSG 18 a (**) RDG 18-3 a (**) | RSG Ex 18 b (**) RSG 18 b (**) RDG 18-3 b (**) |
| Erster Ölwechsel nach 20 | -40 80 -120 | |
| Folgende Ölwechsel nach | 80 - 120 200 - 250 |
Unsere zentrale Reparaturabteilung erledigt fur Sie den Ölwechsel und entsorgt das verbrauchte Öl.
Das Getriebeöl in betriebswarmem Zustand und unmittelbar nach dem Lager der Rohrfräsmchine ablassen.
Druckluftmotor
Der Druckluftmotor ist bei Verwendung von sauberer, wasserfreier und geöller Druckluft nach 200 Betriebsstunden, mindestens jedoch 1 mal jährlich, einer gründlichen Prüfung und Reinigung zu unterziehen. Für Wartung und Reparatur empfehlen wir den Druckluftmotor an unsere zentrale Reparaturabteilung eingzusenden.
Sachbeschädigung!
Werden die vorgeschriebenen Überprüften nicht durchgeführt, konnen erhebliche Schäden und Leistungsabfall am Druckluftmotor entstehen.
Ausbau des Druckluftmotors:
Dle Rohrfrasmaschine so aufrichten, dass sich der Druckluftmotor an der hochsten Stelle des Werkzeugspindelstocks befindet.
Die 6 Zylinderschrauben (18) entfernen (siehe Bild A).
Den Druckluftmotor abnehmen.
Die Montage erfolgt in umgekehrer Reihenfolge. Auf das exakte
Zusammenstecken von Motorritzel und Planetengetriebe ist zue achten.
Zustelleinrichtung (siehe Bild A)
Die Mantelflache der Rohrmutter (17) frei von Verschmutzung und Rostansatz halten und stets keinlich einfetten.
■ Bel GetriebeöIwechsel Bewegungsgewinde renigen und einfetten.
Demontage:
Die Zylinderschraube (8) entfern.
Den Bolzen (5) aus dem Deckel ziehen.
AnschlieBend mit der Handkurbel die Zustelleinrichtung aus der Rohrmutter schrauben.
Die Gewindeteile reinigen und einfetten (siehe Abschnitt Schmiermittel und Schmierplan auf Seite 9).
Schadhafte Abstreifringe austauschen.
Montage:
Die Montage erfolgt in umgekehrter Reihenfolge. Beim Zusammenbau Abstreifringe nicht beschädigen!
Spanneinrichtung
Verschmutzung der Gewinde an den Augenschrauben (3, Bild G) im Federtopf vermeiden.
Ggf. die Gewinde reinigen und einfetten.
Schmiermittel und Schmierplan
Schmierstoffe für Druckluftmotor
Der Druckluftmotor wird über den Öl der Wartungsnehheit geschmiert. Lediglich nach längeren Stillstandszteiten eine Tropfen Öl in den Luftinlass des Druckluftmotors geben.
Schmieröl für Werkzeugspindelstock
| Schmier-stoffARAL ÖlDegol | GebindegröBe | Bestellnummer Tempe-raturbe-reich[°C] | Spezifikation |
| BMB 460 2-Liter 3 21 | 32 009 01 3 -15 | bis+50 | GetriebeölTyp-CLPF nach DIN15502 |
| BMB 100 2-Liter 3 21 | 32 009 02 9 -35 | bis+5 |
Getriebeölviskositempfehlung bei verschiedenen Umgebungs-temperaturbereichen:
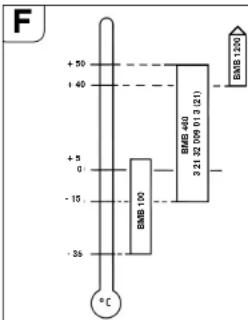
Maschinen mit Länderkennung N34 (Erkennbar an der Bestellnummer auf dem Typenschild hat an Stelle 9 und 10 die Ziffern 3 und 4 7 360 x x x 34 x) werden mit BMB 100 ausgeliefert.
Bei Auslieferung ist der Werkzeugspindelstock mit ARAL Öl Degol BMB 460 gefült. Von der Verwendung eines anderen Getriebeöles mussen wir dringend abraten.



Schmierstoffe für Gleitflächen
Zur Schmierung und Pflege der Gleitflächen empfehlen wir säurefreie, wasserfeste Markengleitlagerfette.
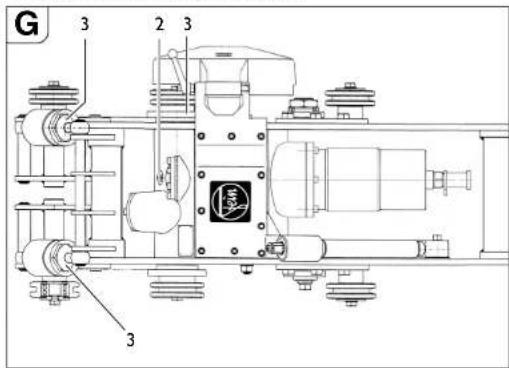
| Schmierstelle Schmier- bzw. Betriebsstoff | |
| 2 (Getriebe) siehe Tabelle | Schmieröl für Werkzeugspindelstock |
| 3 (Gleitflächen und Bewegungsgewinne) | Gleidlagerfett |
Störungsbeseitigung (Bauart RSG (^) und RSG Ex (^) ).
| Störung mögliche Ursachen Maßnahmen | ||
| Motor und Schneldwerkzeug setzen aus | Sehr tiefte Umgebungstemperauren FEIN-Getriebe beöl für tiefe Temperaturen ver-wenden | |
| Stumpfes Schneidwerkzeug Schneidwerkzeug ausstauschen | ||
| Keine Netzpannung Netzanschluss und Schaltgeräte überprüften | ||
| Falsche Netzpannung Netzanschlussdaten überprüften | ||
| Vorschub zu schnell oder zu hoher Materialabtrag bei einem Umlauf | Getriebe anpassen und/oder Eltauchtlefe reduzieren | |
| Ölverlust Getriebekasten Leck ausfindig machen | und behuben- Öl nachfüllen | |
| Übermöller Temperaturanstieg im Motor Schalt geräte kombination 3 07 02 041 01 4 reaktivieren | ||
| Defektes Kettenrad Beschädigtes Kettenstück | Kettenstück Kettenstück ausstauschen | |
| Kette falsch verbunden Verbindungspunkte prüfen und korrigieren | ||
| Kettenbolzen nur teilweise eingeführt Bolzen ganz einfahren | ||
| Fehlerhafter Schnittverlauf Fehlerhaft ausgerichtete Rohrfräsmaschine und Kette | siehe Abschnitt „Vorarbeiten an der Rohrfräsmaschine (siehe Bild A)“ auf Seite 7 und Abschnitt „Spannen der Rohrfräsmaschine auf dem Rohr." auf Seite 7 | |
| Führungswelle nicht exzentrisch Laufgenauligkeit: nachstellen, siehe Abschnitt „Einstellen der Laufgenauligkeit.“ auf Seite 8 | ||
| Stumpfes Schneldwerkzeug Schneidwerkzeug ausstauschen | ||
| Schrä oder senkrecht gelagertes Rohr bzw. unrundes Rohr | Spurführungseinrichtung verwenden, siehe Abschnitt „Spannen der Rohrfräsmaschine auf dem Rohr.“ auf Seite 7 und Abschnitt „Spurführgung“ auf Seite 16 | |
| Überlastetes Schneidwerkzeug | Getriebe anpassen und/oder Eintauchtiefe reduzieren | |
de
| Störung Mögliche Ursachen | Maßnahmen | |
| Reduzierte oder unwirksame Maschinenfunktion | Keine Netzspannung Netzanschluss und Schaltgeräte überprüften | |
| Schalter nicht eingeschaltet Schalter überprüften | ||
| Kupplung rutsch. Getriebe anpassen oder Anspruch rechnoment der Kupplung im FEIN-Werk einstellen halten | ||
| Starke Vibrationen Vorschub zu schneil | Getriebe anpassen | |
| Schneidwerkzeug zu tief Schneidwerkzeug anheiten | ||
| Muttern (11) nicht angezogen Muttern anziehen | ||
| Kette locker Kettenspannung prüfen | ||
| Stumpfes Schneidwerkzeug Schneidwerkzeug ausauschen |
Störungsbeseitigung (Bauart RDG (^**)
| Störung Mögliche Ursachen Maßnahmen | ||
| Motor und Schneidwerkzeug setzen aus | Druckluftmotor vereist Spezielles Schmiermittel | verwenden |
| Stumpfes Schneidwerkzeug Schneidwerkzeug ausauschen | ||
| Druckabfall Druckluftzufahr (6 bar) kontrollieren | ||
| Schmutz, Rost oder verschlissene Lamellen im Druckluftmotor | Motor zur Reparatur an FEIN schicken | |
| Vorschub zu schnell oder zu hoher Materialabtrag bei einem Umlauf | Getriebe anpassen und/oder Eintauchtlefe reduzieren | |
| Ölverlust Getriebekasten Leck ausfindig machen | und beheben - Öl nach-fällen | |
| Defektes Kettenrad Beschädigtes Kette | stück Kettenstück ausauschen | |
| Kette falsch verbunden | Verblindungspunkte prüfen und korrigieren | |
| Kettenbolzen nur teilweise eingeführt | Bolzen ganz einfahren | |
| Fehlerhafter Schnittverlauf | Fehlerhaft ausgerichtete Rohrfräsmaschine und Kette | siehe Abschnitt „Vorarbeitien an der Rohrfräsmaschine (siehe Bild A).“ auf Seite 7 und Abschnitt „Spannen der Rohrfräsmaschine auf dem Rohr.“ auf Seite 7 |
| Führungswelle nicht exzentrisch | Laufgenauikeit nachstellen, siehe Abschnitt „Einstellen der Laufgenauikeit.“ auf Seite 8 | |
| Stumpfes Schneidwerkzeug Schneidwerkzeug ausauschen | ||
| Schrä oder senkrecht gelagertes Rohr bzw. unrendes Rohr | Spurführungseinrichtung verwenden, siehe Abschnitt „Spannen der Rohrfräsmaschine auf dem Rohr.“ auf Seite 7 und Abschnitt „Spurführgung“ auf Seite 16 | |
| Überlastetes Schneidwerkzeug | Getriebe anpassen und/oder Eintauchtlefe reduzieren | |
| Reduzierte oder unwirksame Maschinenfunktion | Ungenügende oder keine Druckluft | Druckluftanlage nach Müngeln und Hinderlissen kontrollieren |
| Lamellen verschlüssen | Lamellen ausauschen | |
| Mangelschmierung des Motors | Ölstand in der Wartungseinheit prüfen | |
| Kupplung rutsch | Getriebe anpassen oder Ansprechmoment der Kupplung im FEIN-Werk einstellen halten | |

| Störung mögliche Ursachen Maßnahmen | ||
| Starke Vibrationen Vorschub zu schneit | Getriebe anpassen | |
| Schneidwerkzeug zu tief Schneidwerkzeug anheben | ||
| Muttern (11) nicht angezogen Muttern anziehen | ||
| Kette locker Kettenspannung prüfen | ||
| Stumpfes Schneldwerkzeug Schneidwerkzeug ausstauschen | ||
Wartungseinheit.
firBauartRDG (^**)
Die Lebensdauer einer pneumauden Anlage hängt hauptsächlich von der Aufbereitung der Druckluft ab.
Deshalb werden in jeder pneumatischen Anlage Filter und Nebelöher als Wartungsseinheiten eingesetzt, die jedoch rechtig bedient und gewartet werden müssen.
Einbau der Wartungseinheit
Der Einbau erfolgt in Pfeilrichtung, so nah wie möglich an den Verbraucher, (max. 10 m Enternung).
Filter
Der Druckluftfilter reinigt die Kompressorluft von Feuchtigkeit und festen Bestandteilen. Ein Filtereinsatz mit 40~ m ist eingebaut. Kleinere Porenweiten sind auf Anfrage lieferbar.
Wartung
Das Kondenswasser regelmäBig über die Ablassschraube ablassen. Reinigung
Die Wartungseinheit drucklos machen und den Behälter am Bajonett lösen. Die Prallscheibe lösen und den Filtereinsatz herausnehmen und reinigen oder durch einen neuen Einsatz ersetzen. Den Filter mit dem O-Ring einschrauben. Den Behälter am Bajonett montieren.
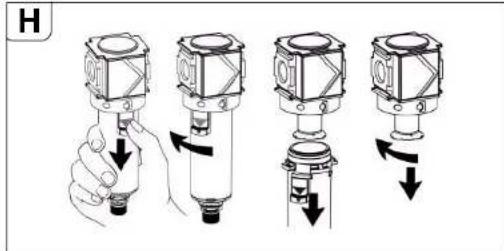
Sachbeschädigung!
Kunststoffbehälter (Polycarbonat) * dürfen nur mit Wasser oder Waschbenzin gereinigt werden.
For Schäden, die durch Nichtbeachtung dieser Anleitung entstehen, kann keine Haftung übernommen werden.
Nebelöler
Druckluft-Nebelöfer huren der Druckluft feinen Ölnebel zu und bewirken so eine ständige und zuverlösige Schmierung pneumatic gesteuerter Druckluftwerkzeuge.
Die eingebaute Luftblende stellt sich selbständig auf den Luftdurchgang ein.
Der Mindestdruck beträgt 0,5 bar.
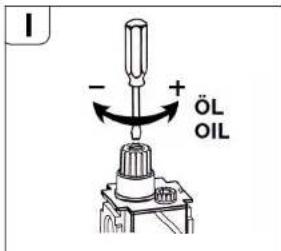
Einstellung
Die Ölmenge, gemessen in Tropfen pro Minute, kann an der Dosierschraube einstellt werden. Dazu die Schraube im Öleraufsatz ca. 1 Umdrehung nach Links drehen. Die Tropfen sind Im Schauglas sightbar.
Bedienung
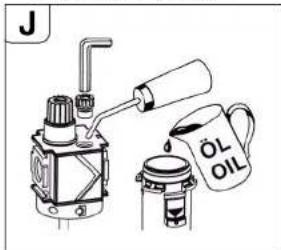
Die Fülhöhe ist am Behälter sightbar. Durch die eingebaute Drossel ist das Nachfüllen während des Betriebes ohne Abstellen der Druckluft möglich.
Die Einfüllschraube herausschrauben.
- Den Behälter mit Öl fällen, keinen Trichter verwenden.
- Alternativ den Behälter am Bajonett demontieren und Öl direkt einfüllen. Behälter wieder montieren
Die Öffnung mit der Einfüllschraube wieder verschlitten. Der Oler ist betriebsbereit.
Max. Betriebsdruck und Temperatur
Fur Filter und Nebelöder mit Kunststoffbehalter beträgt der max. Betriebsdruck 16 bar bis max +30 °C 10 bar bis max +50 °C.


341 00958 08 8. book Seite 14 Dienstag, 23.Febur 2016 2:10 14
14 de
Für die Wartungseinheit sind nachfolgend aufgeführte Ölsorten zu verwenden:
■ für leichte bis normale Belastung verwenden Sie Hydraulik-Öl mit Korrosionsschutz-Eigenschaften HLP/ISO-VG22 (Bestell-Nr. 3 21 32 017 05 0 - 0,25 l) bzw.
fur hohe Belastung verwenden Sie Hydraulik-OI mit Korrosionsschutz-Eigenschaften HLP/ISO-VG46 (Bestell-Nr. 3212300617-05I).
Bel einem längerem Stillstand über mehrere Monate empfehlen wir vor der Stillegung, Korrosionsschutzole mit HD-Eigenschaften (Schadenskraftstufe: min. 8) zu verwenden; z. B. Motorkonservierungsole „Mobilarma 524" (Fa. Mobil) oder „Ensis 10W" (Fa. Shell).
Der Motor kann unter ungängstigen Einsatzbedingungen, tiefen Temperaturen (unter +3^ ) und/oder hohem Wasser gehalt der Drucklut, vereisen. Sie konnen dleses vermeinden, Indem Sie ein handelsübliches synthetisches Enteinsungs- und Schmiermittel, z. B. "Kilfrost" oder in Verbindung mit dem Metallbehalter der Wartungsseinheit, Renolin SDL 1808"-einsetzen! Entleieren Sie vorher die Leitungen und den Oler. Vermeiden Sie eine Vermischung, dadurch wird die Entengsirkwirkung reduziert bzw. aufgehoben. Den verbleibenden Schmierfilm brauchen sie nicht zu entfernen.
Kilfrost Antl-Els (Fa. DEPRAG - Bestell-Nr. 807287)
■ Kilfrost 400 (Fa. Weyer Indutec)
Renolin SDL 1808 (Fa. Fuchs) ist ein biologisch abbaubarer Drucklafschmierstoff, welcher bedingte bei der Verlegung von Trinkwasserrohen einsetzbar Ist! Beachten Sie hierzu grundsatzlich die gultigen Regelwerke, gesetzliche Bestimmungen, Vorschriften und die Hinweise der Schmierstoffhersteller.
FlieBdruck:
Ein hóherer Fließdruck als 6 bar führt zum Verschleib. Zuniedriger Druck verursacht Minderleistungen.
Hinsichtlich der Druckluftqualität gem. ISO 8573-1 empfehlen wir:
Klasse Restöl Reststaub Restwasser
| [mg/m3] Partikel- gröBe [μm] | max. Konzen- tau- tration [mg/m3] | Druck- tau- punkt [°C] | max. Konzen- tration [g/m3] |
Belgeol-4 5 ter Luft
Bel 3155-200,88
ungeol
terLuft
Gewährleistung.
Die Gewährleistung auf das Erzeugnis gilt entsprechend den gesetzlichen Regelungen im Lande des Inverkehrbringens.
Fräswerkzeuge und Zubehör.
Krelssageblatter

1

2

3
Form 1, HSS, fur Gettriebotyp:
a, b - zur Bearbeitung von Stahlrohren
| Ø Breite | Gew. Anzahl der Zähne | max. Schmitttiete | Bestellnummer | ||
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0,5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0,7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0,9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 5 | 1,3 | 70 | 68 | 6 35 02 041 00 1 |
Form 2, HSS, fur Gettriebetyp:
b-zur Bearbeitung von Gussrohren
| Ø Brechte | Gew. Anzahl der Zähne | max. Schmitttliche | Bestellnummer | ||
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0,7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0,9 | 50 | 45 | 6 35 02 099 00 4 |
Form 3, HSS, mit Hartmetallzahlen, für Getriebetyp:
b - zur Bearbeitung von Gussrohren (auch mit Zementfutter) und unlegierten Stahlrohren bis 400N / mm^2
| + 3Ø Breite | Gew. 6Anzahl derZähne | max.Schnittlefe | Bestellnummer | ||
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 080 00 8 |
| 180 | 4 | 0,7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 | 4 | 0,9 | 50 | 45 | 6 35 02 084 00 2 |
Passfeder
B×H×L(mm)
6× 6× 3240221044000
8x7x3240221050005
Transportbehalter
Länge x Brelte x Höhe
mm mm mm
1000×800×39533901114007
Formfraser
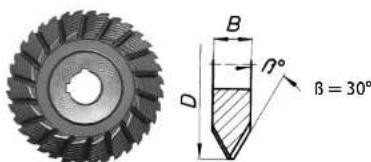



V-Form, HSS, für Gettriebtyp:
a - zur Bearbeitung von Stahlrohren, hochlegiert
b - zur Bearbeitung von unlegierten Stahl- und Gussrohren bis
einer max. Wandstarke von 10 mm und einem max. Durchmesser von 1600 mm
DB Gew. Anzahl
B max.
Schnitt-
Zähne
BestellNummer
[mm] [mm] [kg] St. [^ ] [mm]
160302,853630256350
160302,853637,52563508093000
180424,83637,52563508094000
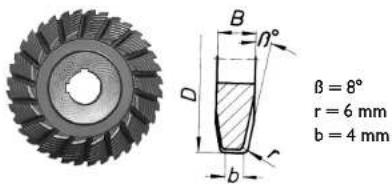
U-Form, HSS, für Getriebetyp:
a - zur Bearbeitung von Stahlrohren, hochlegiert
b - zur Bearbeitung von unlegierten Stahl- und Gussrohren bis
einer max. Wandstarke von 10 mm und einem max. Durchmesser
von 1600 mm
DB Gew. Anzahl der
Zähne
max.
Schnitttiefe
[mm][mm] [kg]
1
[mm]
25
Bestellnummer
63508089007
Satzfraser, HSS, für Getriebetyp:
a - zur Bearbeitung von Stahlrohen, hochlegiert
b - zur Bearbeitung von unlegierten Stahl- und Gussrohren bis
einer max. Wandstarke von 10 mm und einem max. Durchmesser von 1600 mm
D B Gew, Anzahl
B max.
Schnitt-
tiefe
Satzfraser, HSS, für Getrlebetyp:
a-zur Bearbeitung von Stahlrohren, hochlegiert
b - zur Bearbeitung von unlegierten Stahl- und Gussrohren bis
einer max. Wandsräke von 10 mm und einem max. Durchmesser von 1600 mm
D
Gew. Anzahl
der Zähne
max.
BestellNummer
der Zähne Schnitt-
tiefe
[n
[mm] [kg] St.
[°][mm]
1
30,5 2,5
30 25
63508099020
Sonder-Formfraser für weitere Werkstoffe und andere Schneidgemottrie auf Anfrage
Kettenstück
10 Kettenstücke × 63,5mm = 635mm
Bestellnummer3 02 31 013 027
1 Kettensück x 31,75 mm
Bestellnummer3 02 31 029 00 2
Ersatz-Bolzen
Bestellnummer3 02 17 216 00 4
Ersatz-Sicherungsring
Bestellnummer4 26 34 020 00 5
Spaltkeile aus Stahl
Bestellnummer6 33 05 006 008
Spaltkeile funkenfrei
Bestellnummer6 33 05 013 00 2
Mitgeliefertes Zubehör
| Bestellnummer | Anzahl | Benennung |
| 3 39 01 114 00 7 | 1 | Transportbehälter |
| 3 39 01 031 00 1 | 1 | Werkzeugkoffer |
| 3 21 22 007 01 7 | 1 | Handkurbel |
| 6 29 01 016 00 2 | 1 | Einmaulschlüssel, SW 46 |
| 6 29 03 010 00 6 | 1 | Einmaulschlüssel, SW 55 |
| 6 29 11 010 00 0 | 1 | Ringschlüssel, 17/19 |
| 6 29 06 013 00 5 | 1 | Steckschlüssel, SW 46 |
| 3 02 31 029 00 2 | 10 | Rollenkette |
| 3 02 17 216 00 4 | 20 | Bolzen |
| 4 26 34 020 00 5 | 40 | Sicherungsgring |
| 6 33 05 006 00 8 | 10 | Austreibkeil nur für RSG 18 a/b (**) , RDG 18-3 a/b (**) |
| 6 33 05 013 00 2 | 5 | Austreibkeil, funkenfrei nur für RSG Ex 18 a/b (**) |
| 3 07 02 041 01 4 | 1 | Schaltgerätekombination nur für RSG 18 a/b (**) , RSG Ex 18 a/b (**) |
| 3 21 74 009 00 1 | 1 | Rundschlinge |
| 3 21 74 010 00 3 | 1 | Rundschlinge |

de
| Bestellnummer | Anzahl | Benennung |
| 3 07 28 188 00 8 1 | CEE Kupplung für RSG 18 a/b (**)und RSG Ex 18 a/b (**) | |
| 3 21 32 006 01 7 1 | Öl-Dosenur für RDG 18-3 a/b (**) | |
| 3 27 15 129 02 0 1 | zus. ges. | Wartungseinheit nur fürRDG 18-3 a/b (**) |
| 3 14 14 001 02 3 1 | zus. ges. | Schlauch nur fürRDG 18-3 a/b (**) |
Optionales Zubehör
Das Schmiermittel kann bezogen werden von:
Fa. Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
Tel. +49 (0) 721/45 05 55
Bel den Drehstromvarlanten RSG (^) / RSG Ex (^) wird ein Kompressor, FEIN-Bestellnummer 9 26 01 023 03 2, mit einer Ansaugmenge von ca. 130~l/min bestehtigt, um die Druckluftkuhl-
schmelerinrichtung einsetzen zu konnen.
| Bestellnummer | Anzahl | Benennung |
| 3 02 31 013 02 7 1 | Kette mit 10 Kettenstücken | |
| 4 26 34 020 00 5 1 | Sicherungsgring | |
| 3 02 17 216 00 4 1 | Bolzen | |
| 4 30 12 051 12 2 1 | Passschraube | |
| 6 33 05 013 00 2 | Funkenfreier Austreibbckel | |
| 3 07 09 022 01 2 1 | Anschlussleistung (elektrisch) | |
| 9 12 01 002 00 4 | Druckluftfuhlschmieleinrichtung (DKSE) | |
| 3 24 33 027 01 7 1 | Anschlusselle für DKSE (Platte zg.) | |
| 3 27 15 129 02 0 1 | zus. ges. Wartungsnehelt nur für RDG 18-3 a, b (**) | |
| 9 26 01 023 02 3 1 | Kompressor für DKSE | |
| 3 14 14 055 00 2 1 | PA-DL-Schlauch komplet für Kom-pressor | |
| 4 11 36 005 01 9 1 | Kupplungsmuffle | |
Druckluftkuhlschmieleinrichtung 9 12 01 002 00 4
Durch die möglichen hohen Schnitt- und Vorschubgeschwindigkeiten der Bohrfraschmeine ist eine Kühlung und Schmierung der
Werkzeuge beim Bearbeiten von Stahl notwendig. Die Druckluftkühlschlmierinrichtung arbeitert nach dem Prinzip der Vernebelung und Verdunstung des Kühlschmiermittels und bietet durch die an der Rohrfräsmachine angebrachten Spruhdusen eine ständige gute Kuhlung und Schmierung.
Außer dem wird die Verunreinigung des Erdreiches an der Baustelle durch die sonst üblicherweise von Hand zugeführte Bohremulsion vermieden.
Alts Kuhlschmierflüssigkeit empfehlen wir die Verwendung des Metallbearbeitungschmiermittels BOCUT 3000. Es ist ein neuartiger vollsynthescher Hochleistungsschmierstoff, besitz eine hervorragende Haft- und Kuhlwirkung, ist wasserlöslich, biologisch gut abbaubar und sparsam Im Verbrauch (je nach Einstellung bis ca. 0,3 dm³/h pro Duse).
BIOCUT 3000 Ist frem von gesundheitsgeführlichen Stoffen. Es erfüllt die Anforderung des Deutschen Vereins des Gas- und Wasserfachs e.V. (DVGW).
Alle Inhaltsstoffe entsprechen den Richtlinien der FDA (Food and Drug Administration) und des Deutschen Arzneibuches (DAB) in der heute güldigen Fassung.
Spurführung
Auf Grund der genannten Einflüsse (siehe Seite 7) auf die Laufgenauligkeit der Rohrfräsmaschine wurde eine einzweizgeteilt Blechsmanschette entwickelte, die auf das Rohr gespannt wird und dadurch die下半ige Führung der Rohrfräsmaschine übernimmt. Die Manschette besteht aus 2 Blechschalen mit außen befestigten Vlerkantprofilen, an denen die Räder der Rohrfräsmaschine entlang gletten.
Da die Manschetten für jeder Rohrdurchmesser einzeln angefertigt werden müssen, sind sie ab Werk nicht lieferbar. Wir stellen die Zeichnungsunterlagen jedoch kostenlos zur Verfügung (3 27 15 089 00 2 und Off. Bl. 522).
Ersatzteile.
Die aktuelle Ersatzteilliste finden Sie im Internet unter www.fein.com.






34100958068.book Seite 38 Dienstag,23.Febur 2016 2:1014
38 fr
34100958068.book Seite 50 Dienstag,23.Febur 2016 2:1014






- Deutsch
- English
- Originalbetriebsanleitung.
- Technische Daten.
- Elektro-Rohfräsmaschine:
- Druckluft-Rohfräsmachine:
- Bestimmung der Rohrfrasmaschinen.
- EG-Richtlinie 94/9EG ATEX (Atmospheres Explosibles)
- Auf einen Blick.
- Spanneinrichtung
- Zu Ihrer Sicherheit.
- Allgemeine Sicherheitshinweise.
- de
- Arbeitsplatz.
- Elektrische Sicherheit.
- Sicherheit im Umgang mit Druckluft.
- Sicherheit von Personen.
- Amwendung.
- Spezielle Sicherheitshinweise für Rohrfräsmaschinen.
- Verletzungsgefahr
- Elektrisch betriebene Rohrfrausmaschinen (Bauart RSG (*)
- Druckluftbetriebene Rohrfrasmaschinen (Bauart RDG (**)
- Funktionsweise (siehe Bild A).
- Vor der Inbetriebnahme.
- Vorarbeiten am zu bearbeitenden Rohr.
- Vorarbeiten an der Rohrfräsmaschine (siehe Bild A).
- Spannen der Rohrfräsmaschine auf dem Rohr. Anlagen der Gliederketten.
- Spannen der Gliederketten.
- Montieren der Schneidwerkzeuge.
- Inbetriebnahme.
- de
- Rohfräsmaschine in teilweise explosionsgeschützter Bauart:
- Explosionsgefahr
- Druckluft-Rohfräsmaschine:
- Bedienen.
- Rücklauf der Rohrfräsmaschinen (RSG (**) / RSGEx**
- Sachbeschädigung!
- Die Rohrfräsmaschine ist nicht geeignet Schnitte im Rücklauf auszu-führn!
- Bei der drucklaufbetriebenen Rohrfrasmaschine ist kein Rücklauf möglich!
- Hinweise zum Kühlen.
- Aufspannen der Rohrfräsmachine.
- Beispiel:
- Abschlussarbeiten nach jedem Arbeitseinsatz.
- Bei Druckluftschinen:
- Lagern der Rohrfräsmaschine.
- Warten und Reparieren.
- Zum Warten und Reparieren.
- Allgemeine Hinweise
- Gliederketten-Pflege
- Unfallgefahr!
- Werkzeugspindelstock
- Überprüfen des Getriebelstandes
- Hinweis:
- Getriebeilwechsel
- Druckluftmotor
- Ausbau des Druckluftmotors:
- Zustelleinrichtung (siehe Bild A)
- Demontage:
- Montage:
- Spanneinrichtung
- Schmiermittel und Schmierplan
- Schmierstoffe für Druckluftmotor
- Schmieröl für Werkzeugspindelstock
- Schmierstoffe für Gleitflächen
- de
- Wartungseinheit.
- firBauartRDG (**)
- Einbau der Wartungseinheit
- Filter
- Wartung
- Nebelöler
- Einstellung
- Bedienung
- Max. Betriebsdruck und Temperatur
- de
- FlieBdruck:
- Gewährleistung.
- Fräswerkzeuge und Zubehör.
- Krelssageblatter
- Passfeder
- Transportbehalter
- Formfraser
- Kettenstück
- Ersatz-Bolzen
- Ersatz-Sicherungsring
- Spaltkeile aus Stahl
- Spaltkeile funkenfrei
- Mitgeliefertes Zubehör
- Optionales Zubehör
- Druckluftkuhlschmieleinrichtung 9 12 01 002 00 4
- Spurführung
- Ersatzteile.
- fr
Marke : Fein
Modell : RSG 18b
Kategorie : Fräsmaschine