
RSG 18b - Fresadora Fein - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato RSG 18b Fein en formato PDF.

| Tipo de producto | Fresadora para tubos eléctrica |
| Marca | Fein |
| Modelo | RSG 18b |
| Tensión | 400 V (trifásico) |
| Frecuencia | 50 Hz |
| Velocidad en vacío (motor) | 2860 min⁻¹ |
| Velocidad de corte (herramientas) | 35 min⁻¹ (a) / 70 min⁻¹ (b) |
| Avance | 40 mm/min (a) / 80 mm/min (b) |
| Potencia nominal absorbida | 2000 W |
| Potencia útil | 1500 W |
| Peso (neto) | Aproximadamente 95 kg |
| Dimensiones (L x A x H) | 886 x 443 x 337 mm |
| Ancho 1 / 2 / 3 | 372 mm / 254 mm / 25,5 mm |
| Clase de protección | IP X4 |
| Nivel de presión acústica | 92 dB (A) |
| Nivel de intensidad acústica | 105 dB (A) |
| Materiales mecanizables | Acero, fundición, acero inoxidable (según herramienta) |
| Diámetro de tubo (rango) | 250 - 1300 mm (según posición del eje) |
| Herramientas de corte | Hojas de sierra circular HSS o carburo, fresas perfiladoras |
| Alimentación | Red eléctrica trifásica 400 V, cable 10 m |
| Mantenimiento | Cambio de aceite de engranaje cada 80-120 h (primer cambio 20-40 h), limpieza de cadenas |
| Seguridad | Usar protección auditiva, parada de emergencia mediante disyuntor-protector, interruptor principal |
| Accesorios suministrados | Recipiente de transporte, estuche, manivela, llaves, cadenas de apriete, pernos, anillos de retención, extractores de conos, conjunto de aparatos de mando |
| Garantía | Conforme a la normativa legal del país |
Preguntas frecuentes - RSG 18b Fein
Preguntas de los usuarios sobre RSG 18b Fein
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Fresadora en formato PDF gratis! Encuentra tus instrucciones RSG 18b - Fein y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. RSG 18b de la marca Fein.
MANUAL DE USUARIO RSG 18b Fein
| Datos&Técnicos. 52 |
| Utilización reglamentarla deVESADOREtubos.52 |
| De una ojeada.52 |
| Para su seguidad.52 |
| Modo de configuracion (siehe figura A).53 |
| Antes de la puesta en configuracion.54 |
| Puesta en marcha.54 |
| Manejo.55 |
| Mantenimiento y reparación.56 |
| Eliminacion de fallos (tipos RSG(**)y RSG Ex(**)).58 |
| Eliminacion de fallos (ejecución RDG(**)).59 |
| Unidad de tratamente.60 |
| Garantía.61 |
| Fresas y accesorios.61 |
| Piezas de ricambio.63 |

| Ha pycckom ərblke |
| Texnueckne daHbrie. .64 |
| Ha3aueHne Tpy6oΦpe3epHOJ MaunHbI. .64 |
| KpaTkn O63op. .64 |
| Ara Bauei 6eOanachOCTn. .64 |
| PpHUN DEHCTBnA (CM, PNC. A). .66 |
| Do HauAAA pa60Tb. .66 |
| BBeHeHne MaunHbI B KcPnayatauNo. .67 |
| O6paueHne C MaunHOB. .67 |
| Texo6CayXnBaHne n peMOHT. .68 |
| YcTaHneHne HeCNpapBOHCTei (THN RSG (*) ) n |
| RSG Ex (* *) .70 |
| YcTaHneHne HeCNpapBOHCTei (THN RDG (*)). .71 |
| BLoK Bo3aXOnoADOTOBKn. .72 |
| FapAHThn. .73 |
| Φpe3epHbI INHCTpymEt N pInHdAAeXHOCTHn. .73 |
| 3aHactn .75 |

Fresadora de tubos electrica:
N° de pedido 7360...7360...
Tipo* RSG Ex 18 a (^) RSG Ex 18 b (^)
N° de pedido 7360 ... 7360 ...
Tipo RSG 18 a (^) RSG 18 b (^)
Tension 400 V
Frecuencia 50 Hz
Tipode tenslon de red 3\~ (trifasla)
Revoluclones en vacio
Motor 2860/min -1 Utilles de corte 35/min -1 70/min-1
Avance 40 mm/min 80 mm/min
Potencia absorbida nominal 2000 W
Potenciautil 1500W
Long. del cable de red (con enchufe)
RSG Ex 18 a/b ( ) 2× 10m
RSG 18 a/b (^**) 10 m
Grado de proteccion IPX4
Dimensions:
max.delutil 220mm
Longmax 886 mm
Altura max. 337 mm
Ancho max. 443 mm
B1 372 mm
B 254 mm
B3 25,5 mm
*Electromotor y conmutador adiconcial protegidos contra explosiOn
El nivel de acústico de la fresadora de tubos determinado con un filtro A es de: nivel de presión sonora 92 dB (A); nivel de potencia acústica 105 dB (A).

iUtilizar protectores auditivos!
Fresadora de tubos neumática:
N° de pedido 7560 ... 7560 ...
Tipo RDG 18-3 a (^) RDG 18-3 b (^)
Presión del aire 6 bar
Consumo de aire bajo energia 72 l/s
Revoluciones en vacio
Motor 6000/min
Utile de corte 35/min -1 70/min-1
Avance 40 mm/min 80 mm/min
Potenciautil
Interior de manguera 15 mm
Peso (neto), aprox. 89 kg
Dimensiones:
max.delutil 220mm
Longmax 886 mm
Altura max. 282 mm
Ancho max. 443 mm
B 372 mm
B2 254mm
B3 25,5 mm
El nivel de acústico de la presadora de tubos determinado con un filtro A es de: Nivel de presión sonora 87 dB (A);
Nivel de potencia acústica 100 dB (A).
iUtilizar protectores auditivos!
Valores de medicacion determinados segun EN 61 029.
Utilización reglamentaria de freesadoras de tubos.
Lareshadora de tubos ha sido disnada para cortar tubos sueltos o tuberias tendidas de acero o fyciencia, asi como para realizar cortes con bisel en los extremos de las tuberias antes de soldarlas.
Direcriz de la CE 94/SEG ATEX (Atmospheres Explosibles)
Hacemosmentionexpressa de que lasfresadorastubosFein del lostiposRDG ( ) /RSG ( ) /RSGEx ( ) noestán homologadas para suutilizacion enareascon pelligrodeexplosion,moito por el cualnoexistinelngnCertificadodeExameneCEdeTipoconforme a la directriz94/9CEparaestasfresadorastobus.
(En la presadora de tubos RSG Ex (^**) , el electromotor y el conmutador adicional son los unicos componentes montados que cumplen con la normativa ATEX.)
La directriz ATEX es de aplicacion exclusiva en la CE.
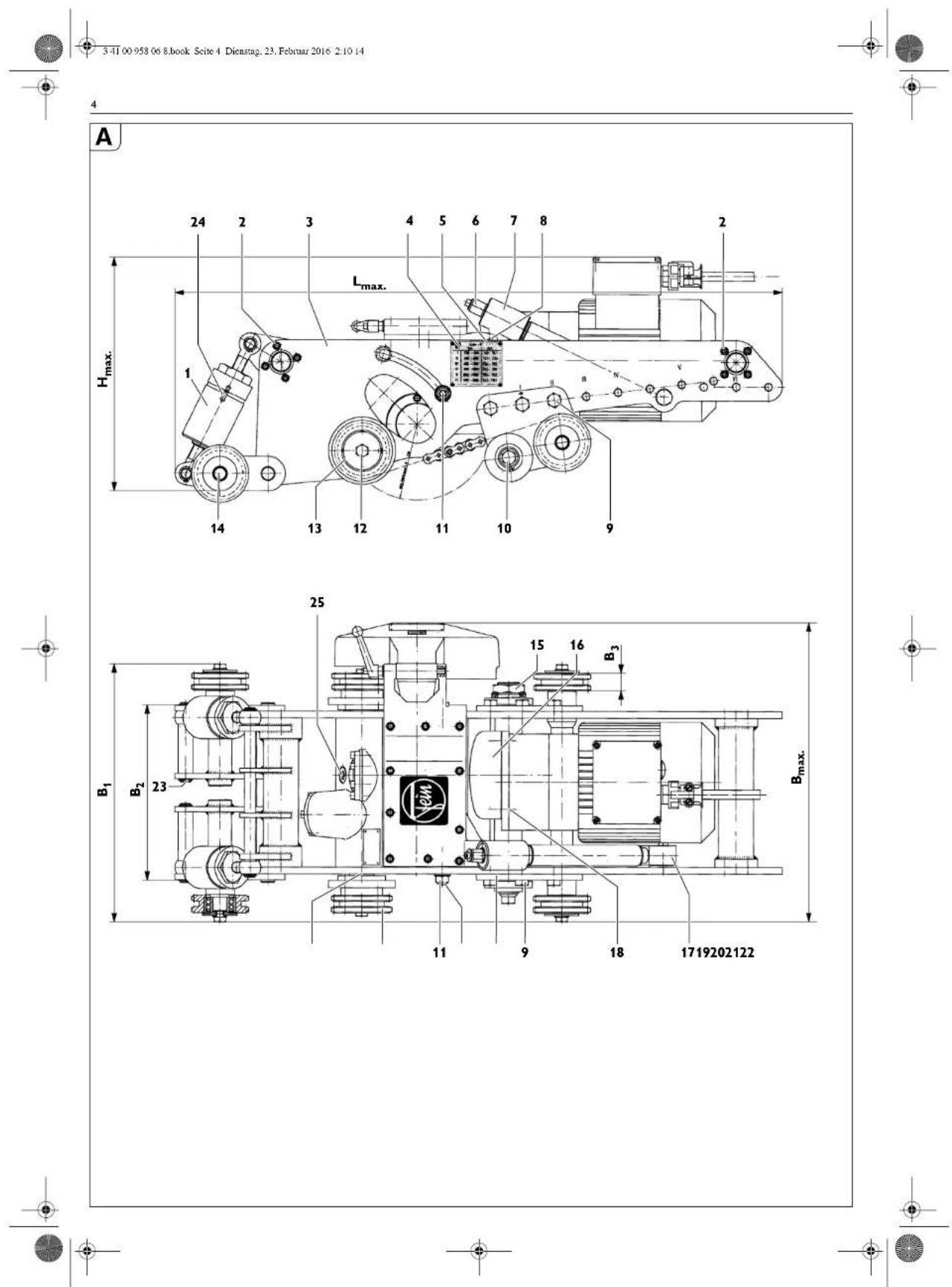
De una ojeada.

1 Dispositivo de sujeción
2 Tornillo de sujeción de placá lateral
3 Placa lateral
4 Etiqueta informativa
5 Perno
6 Eje roscado
7 Dispositivo de avance delutil
8 Tornillo de cabeza cilindrica del dispositivo de avance delutil
9 Tomillo calibrado
O Eje de rodadura
11 Tuerca
12 Tornillo de cabeza hexagonal
13 Arandela
14 Eje tensor
15 Tuerca
16 Caja del eje portaútilles
17 Tuerca del tubo
18 Tornillo de sujeción del motor
19 Placa
20 Anillo de seguidad
21 Rueda de lacedena
22 Eje de traslacion
23 Anillo de seguidadAnillo
24 Espiga
25 Tornillo obturador de la caja del eje portaútilles
Para su seguidad.
Antes de usar la fresadora de tubos lea atentamente la singulare documento:
estasInstruclonesdeuso,
las directrices naciales pertinentes de proteccion en el trabajo. Guardar estas Instruetiones de uso para posterlores consultas, o paraentarraglas a other usario, p. ej., en caso de prestar o vendie la presadora de tubos.
Indicaciones de seguridad generales.
iATENCION! Leer todas las instrucciones que a continuacion se indan. En caso de no atenerse as las instrucciones seguiden, ello suepon acelorunar una descarga eletrica, un incendio y/o lesion grave. El termino "fresadora de tubos" empeado en las iglentes Instruclones se refleire a la fresadora de tubos de connexion a la red o neuatica.





1. Puesto de trabajo.
a) Mantenga limpio y despejado el area de trabajo. El desorden y una iluminacion insufficiente del area de trabajoSEO provocar accidentes.
b) Mantenga alejados a los niños yoras personas al utilizing la presadora de tubos. Una estracion可以使 hacerle perdier el control sobre la presadora de tubos.
2. Seguridad eletrica.
a) La connexion électrique no doit modifierse en modo algo.
b) Mantenga el cable conexión alejado del calor, aceite, esquinas agudas o plezas moviles. Los cables de conexión dañados o enredados comportan un mayor rísgo de electrocución.
3. Seguridad en el trabajo con aire comprimido.
a) Controle perldicamente la alimentacion de aire comprimido. No doble ni estreche la manguera y protejala del calor y de las esquinas agudas. Apriete firmamente las abrazaderas. Haga reparar inmediamente las mangueras y acoplamentos dañados. Un systeme de conducccion de aire deficiente peut hacer que la manguera de aire comprimido comience a dar lawazos y provoque daños. El polvo o virutas levantados por el aire pueda lesionar seriamente los ojos.
4. Seguridad personal.
a) Este atento a lo que hace y emplee la presadora de tubos con prudencia. No utilise la presadora de tubos si estuviese cansado, ni tampoco despues de haber consumido drogas, alcohol o medicaciones. Un momento de distracion durante el uso de la presadora de tubos pueda provocarle graves lesiones.
b) Utilice un equipo de proteccion personal. Lautilizacion de un equipo de proteccion personal ajustado a la aplicacion de la presa-dora de tubos, comounas gafas de proteccion (iutllarlas slem-pre!), una mascarilla antipolvo, zapatos de seguidad antideslizantes, casco, o protectores auditivos reducen el riesgo de accidente.
c) Evite una puesta en marcha fortuita. Asegürese de que el Interruptor principal del modulo de conexión, el commutador adicional, o la llave de paso se encontrarren en la posicion de "DESCONEXION" antes de conectar la presadora de tubos a la red electrónica o neuática. Si la presadora de tubos está conectada al enchufarla a la alimentación electrónica o neuática, lo可以选择 produir un accidente.
d) Retire los utiles de ajuste o llaves fijas, antes de conectar la fresadora de tubos. Un utl de ajuste o llave colocada en una pieza movil de la fresadora de tubos pueda lesionarle al poner esta a funciona.
e) Sea precavado. Trabajo sobre una base firme y技术支持 el equilibrio en todo tiempo. Elle le permitirá controlar mayor lareshadora de tubos al presentarse una situación inesperada.
f) Lleve puesta una indumentaria de trabajo adecuada. No utilise ropa holgada ni joyas. Mantenga su peso, ropa y guantes alejados de las比重as deportables del aparato. La ropa holgada, las joyas y elleo largoziehung engancharse con las比重as en movimiento.
5. Utilizacion.
a) No sobrecargue la fresadora de tubos. Emplee elutilde corte adecco al trabajo que quiera realizar. Unutilde corte apriado le permittirabearrag con mayor eficacia y seguidad.
b) No use freesadoras de tubos con un Interruption o llave de paso defectuosos. Las freesadoras de tubos que no pudan conectarse o desconectarse son peligrosas y deben hacerse reparar.
c) Descinne el aparato de la alimentacion antes de realizar un ajuste en el mismo o al cambar el utl.Esta medla preventiva evita la conexion accidental de la presadora de tubos.
d) No permitted que empleeen la fresadora de tubos aquellas personas que no estén familiarizadas con su uso o que no hayan leido estas Instrucliones. Las fresadoras de tubos能把 ser pellrosas si son Employmentes por personas inexpertas.
e) Dele un mantenimiento periodico a la fresadora de tubos. Examine si la fresadora de tubos esta mal alinea, si está flamente susjetas las piezas moviles, si está danadas otheras piezas, y si existenthersfactores que pudieran afectaralconfinamiento de la fresadora de tubos. Antes de aplicarla, haga repararuna fresadora de tubos que no este en perfectas conditiones. Muchos de los accidentes son originados por fresadoras de tubos con un mantenimiento deficiente.
f) Mantenga los utiles limpios y aflilados. Los utiles cuidados con esmero y bien aflilados son menos propensos a atascarse y se DEAjan guiar mejor.
g) Utilice la presadora de tubos, los accesorios, los utiles de corte, etc., de acuerdo a las indicaciones en las instructaciones de uso, teniendo enckeña las condidiones de trabajo y la activités a realizar. El uso de las presadoras de tubos para problemas differentes de aquellos para los que han sido concebidas pueda resultar peligioso.
Indicaciones de seguridad espécificas para fresadoras de tubos.
Riesgo de lesión
Unicamente transportar la fresadora de tubos emploando un dispositivo de elevacion.
En la puesta en marcha, al trabajo y al mantener la presadora de tubosdeferarrespetarse las prescriplonescontra accidentenaciones.
I'Sempre tener en cuenta las directrices para proteccion contra explosion de la Mutua Laboral!
6. Fresadoras de tubos actionadas electrificamente (como RSG) [**].
La tension de red deben coincidir con la tension indicada en la presadora de tubos.
La toma de corriente de la fresadora de tubos deben ir protegida por un fusible de 16 A.
iVerificar con regularidad el cable de red y, dato el caso, los cables de prolongacion!
Unicamente enchufar la presadora de tubos al modulo de connexion teniendo disconnectado el interruptor principal.
El módulo de connexion deben ser accesible en todo momento para每一个人o.
7. Fresadoras de tubos actionadas neumáticamente (Tipo RDG (^**) ).
La presión aplicada a la fresadora de tubos no deben superar 6 bar. Solamente conectar la fresadora de tubos con la llave de paso cerrada a la red de aire comprimido.
Modo de funciona (siehe figura A).
La presadora de tubos tardy y mecaniza las paredes de tubos con úlles de mecanizado por arranque de viruta. Es fjilada a la parte exterior del tubo con el dispositivo de sujección y avanza
automática a lo largo del perimetro del tubo. Los utiles empleados son silerras circulares de metal y fresas de forma con filos de acero HSS o de metal duro según el maceral del tubo aURTAR. El ajuste de la profyldad de corte se realiza con el eje roscado (6) BASCULANDA Caja del eje portautles (16) que va apoyada en ambas placas laterales (3).
El eje de traslación (22) encargado de impulsar las ruedas de transporte, las cuales realizan el movimiento de avance, es acontecido por el eje portáuiles a工程技术 de un engranaje de tornillo sinfin de 2 etapas.
Un embrague Ilmitador protege al engranaje de avance contra sobrecarga.
La ejaculation de los apoyos del eje portautiles es especialmente rigida. El engranaje principal, lubricado por bano de aceite, que se ocupa del Impulsar el eje portautiles, se compose de un engranaje planetario combinado con un engranaje sinfin.




Al Diseñar en engranaje se ha tenido en cuenta que este sea capaz de soportar el bloqueo occasional de la caidea sin deteriorarse. Todos los ejes de los engranjales van soportados por rodamientos.
El bastidor de laquina con los ejes Tiene la mision de guiar sobre el tubo la fresadora de tubos fjida al mismo, y de transmitir la fuerzas de corte y de avance. La adaptational respectivo diametro exterior del tubo se realiza Cambiando la posicional eje de rodadura (10). Las cadenas de sujection se componen de elabones individues ideendicos.
La cantidad de elasabones necessaria para Obtener la longitud correcta de las cabenas de sujection va en funcion del diametro exterior del tubo.
Antes de la puesta en funciona bajo.
Preparativos en el tubo a procesar.
- Los tubos que yavan a ser cortados en el lugar de almacenajedeferán soportarse convenientelement para que elutil no pueda ser aplrisonado.
- En las tuberías tardidas,ichever punto comprenderido Dentro de un tramo de 1 mdefería Mediterran a separacion minima de 50 cm entre la zanja y la parte exterior del tubo.
La superficie a procesar deben estar exenta de sueididad y de tierra. Retirar prevlamente las cubiertas de proteccion blandas de la superficie a procesar.
Elutilde corte debara selecionarse de acuerdo al material de tubo, al forma de mecanizado requerida, y al lubricante-refrigerante utilizado.
Para más informaciones consulte a suproveedor de liquidos lubricantes y refrigerantes. (ver también dispositivo neuántico de lubricacion y refrigeracion 9 12 01 002 00 4)
Preparativos en la fresadora de tubos (ver figura A).
Aflojar las dos tuercas (11) a ambos lados.
Subir la caja del eje portaútilles (16) girando con la manívela (en el maletín de transporte) el dispositivo de avance delutil (7).
Desmontar los tornillos calibrados (9) yATTER LA POSICION del eje de rodadura (10) de acuerado al nuevo diametro exterior del tubo segun se indica en la etiqueta informativa (9).En medidas intermedias deben seleccionarse el singular diametro exterior del tubo mas grande. Volver a aprearlos tornillos calibrados (9).
Edqueta Informadva:
| P | D [mm] [Inch] | |
| I 250 - 400 9,6 - 15,7 | ||
| II 400 - 600 15,7 - 23,6 | ||
| III 600 - 800 23,6 - 31,5 | ||
| IV 800 - 1000 31,5 - 39,4 | ||
| V 1000 - 1300 39,4 - 51,2 | ||
| VI 1300 - 3000 51,2 - 118,1 | ||
P: Posiclcon del eje de rodadura
Glar the cazoleta del resorte para sacar los dispositivos de sujeccion (1), y disponible as de un recorrodo suficiente para tensar las cadenas al colocar la presadora de tubos.
Montar las cadenas de sujecion de acuerdo al diametro exterior del tubo. Depositar la presadora de tubos sobre el tubo.
Fijación de la presadora al tubo.
Colocacion de las capenas de eslabones.
Colocar las cadenas abiertas sobre el tubo a algunos lados de la freesadora de tubos.
Alzar la fresadora de tubos y positionalar las cadenas de elabones bajo de las ruyadas de la calidad de modo que susclientes encajen en las cadenas al depositar la fresadora de tubos. Colocar los extremos libres de las cadenas sobre las ruyadas de la calidad del eje tensor (14) y del eje de rodadura (10). Seguidamente unirlos extremos con el perno (3 02 17 216 00 4) y asegurarlo con 2 anillos de seguidad (4 26 34 020 00 5).
Tensado de las capenas de elabones.
Primeramente, aplaret llgeramente las cadenas de elabones contra el tubo girando paraarlo ambas cazoletas de los resortes. Para allinear exactamente la presadora de tubos girarla una cuantas vezes con movimiento de vaivén en direccion a la periferia del tubo.
Gire las cazoletas del resorte para ir tsensando las cadenas hasta que la espiga (24, figura A) alojada en el agujero alargado de la cazoleta del resorte colnida con la posición de la ranura en la perferia.
Vigile continuallyamente la posicion de la espiga durante el proceso de corte. Si el tubo estuvieseovalado sera necessario tensar o destensar la cadena, segun el caso.
iPeligro de accidente!
iNo sobrepase este punto al tensar la cazoleta del resorte!
Montaje de los utiles de corte.
Riesgo de lesion
por una conexión accidental.
Antes de realizar el montaje desconectar el enchufe de la red o la manquera de aire comprimido.
Solamente utiliser úules de corte con filos en perfectas conditiones.
Limpie laszonasdeajuste y de asiento y el propio eje portautiles antes de montarlo.
Montar elutilde corte.
Apretar firmamente la tuerca de sujec tion delutil.
Puesta en marcha.
Fresadora de tubos electrica:
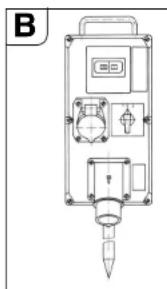
Las fresadoras de tubos de actioncimiento eletrico vienen dotadas con un modulo de connexion que incorpora los siguientes componentes:
-Interruptor principal/inversor de giro
-Guardamotor
-Disparador de minima tension
-Conexiones por enchufe
El Interruption principal se usa para la conexión y para la invisión del giro. El guardamotor y el disparador de minima tensión forman una unidad. En caso de una sobrecarga, el guardamotor desco
necta la fresadora de tubos. Si se presenta
un corte del fluido electrico, el disparador de minima tensionURTa la alimentacion de la fresadora de tubos para evaporar una puesta en marcha accidental de la mia.
La fresadora de tubos se vuelve aponer en marcha al acontecer el guardamotor.
El modulo de connexion deben ubicarse deforma que quede accesible en todo momento para el usuario.


Fresadora de tubos deexecution con proteccion parcial contra explosion:
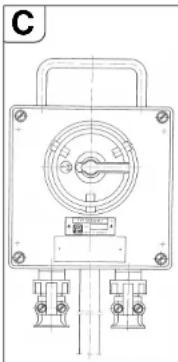
Conectar antes del modulo de conexión una caja de conexión con un interruptor de encendido/apagado adicional para hacerla presadora de tubos en areas con peligro de explosión pertenecentes a la zona 2.
La caja de connexion deben ubicarse de );
manera que sea accesible en todo
momento para el usuario.
Peligro de explosión
El modulo de connexion deben ubicarse fora la zona 2.
En caso de haberse disparado el interructor de proteccion,antes de volver a conectarlo deben apagarse primero el comutatorio adicular.
Fresadora de tubos neumática:
El manejo de la ejectacion RDG 18-3 a/b (^**) se realiza con la llave deayo montada en la manguera de alre comprimido directamente antes del motor neumatico.
Manejo.

Riesgo de lesion
la carca de protecciondeferabaintemnersepletamente cerradaybloqueada durante elfuncionamento!
En las fresadoras de tubos con electromotor deben asegurar que sea correcto el sentido de giro delCTL. El sentido de giro可以把 Cambiarse con el invorsor de giro.
Profyizar lo máximo posibe en el tubo la hoja de sierra en functiarnlento con la manivela. La penetracion profya de la hoja de serra en el material establilza la trayecctorla del corte.
Al fresar, procurar que la profyldad de corte sea minima. El volumen del material arrancado augenta con la profyldad de corte.
Profyizar elutilde corte 3mm mas de lo necessario,y retrocederlo despuesa al profyidar requerida,con lo qual se anula elcontacto entre alutil y la pieza.
- Desconectar la presadora de tubos.
Seguidamente, bloquear el ajuste apretando ambas tuercas (11).
Volver a conectar la fresadora de tubos.
Si la potencia del motor lo permiteURTAR la pared del tubo de una sola pasada.
Al cortar tuberías ya instaladas pueda que estas ceductan al serrarlas y logren aplrisionar elutil. Por todo, esnecessary Ir clavando las cuñas suminlladas detrás del utl en la ranura de corte a intervalos regulares.En areas con peligro de explosión empleur cuñas espéciales (63305 013 002) (en la RSG Ex 18 a/b ( ) se adjuntan con la maquina) y un martillo fabricados de un material que no produzca chiaspas.
Evite sobrecargar la presadora de tubos.
Sintoma de sobrecarga es la reduccion notable de las revoluciones del motor al aplicar elutil en marcha contra la pieza. En igual medida disminuye entonces la progrsion en el trabajo.
En tubos de pared gruesa (s > 10mm) el fresado de la junta para soldardeferrealizarse envariaspasadas.
La exactitud con la que隐身 a coincidir el punto inicial del corte y el final depende de los siguales factores:
- Exactitud en la allineacion Inicial de la presadora de tubos.
- Magnitude de los erros de forma circular y cylindrico que Tiene el tubo.
- Calidad de aflilado del uul de corte.
- Dureza del material.
La presadora de tubos viene ajustada de manière que el punto inicial y final de la linea de corte coincidan aproximadamente en tubos de 300mm y de 600mm .
Debido a la excentricidad del eje de guía, lamarca de ajuste (24, en figura D) solamente es valida para ambos diámetros Mentionados. En tubos de mayor diametro puede que sea necessario efectuar un reajuste.
Retroceso de las fresadoras de tubos (RSG (^**) / RSG Ex (^**) ).
iDanos materiales!
Antes de retroceder la frésadora de tubos deben observarse que elutilde corte haya sido sacado del todo para evaporar que este y el engranaje sean daños.
- Colocar el interruptor principal/inversor de giro en la posicion "0" (desconexión)
Sacar elutilde corte.
Llevar el inversor de giro a la posicion de retroceso.
la fresadora de tubos no es apta para realizar cortes con el sentido de marcha invertido!
En la presadora de tubos neumática no es possible invertir el sentido de marcha!
Indicaciones para la refrigeracion.
iDanos materiales!
Recomendamos elempledispositivoneumáticadelubricaciony refrigeracionFEIN.Si esinsuficientela refrigeraciony lubricacionque las virutas se atasquen.Elo pueede provocar la rotura del utl.
Los tubos de fycion grisdeferan cortarse sempre en seco, o sea,sin aportar refrigerante lubricante.
- Refrigerar con agua de jabón la hora de sierra o la fresa alURT tubos de acero sin alear.
Ajuste del bajo.
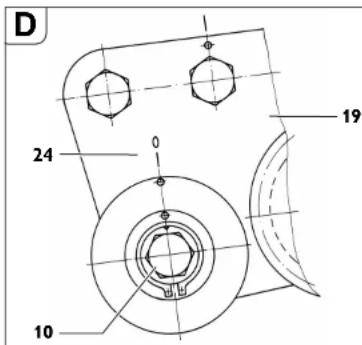
■ Aflojar la tuerca (15, ver figura A) de entrecaras 46.
Girar el eje (10) respeco a la plac (19).
Apretar la tuerca (15).
Girando el eje de rodadura (10) en el sentido de las agujas del reloj (en direccion al util de corte) se desplaza hacía la derecha el util de corte (visto en dirección al sentido de movimiento de la freesadora de tubos).
Si el eje de rodadura es girado en sentido contrario a las agujas del reloj elutilde corte es desplazado hacia la izquierda.







Sujeción de la fresadora de tubos.
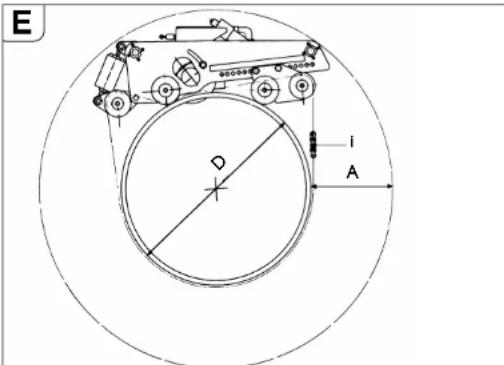
A" Espacio de trabajo requerido a la profyidad de corte maxima. D" Dimetro exterior del tubo "Numero de eslabones para un dimetro del tubo, D".
*N° de peidido 3 02 31 01 02 7 compuesco por 10 elabones con una longitud de 635 mm, bajo cuedal.
Para Obtener una tension previa optima de laceda pueda utilizar los semi-eslabones de 31,75 mm que se incluyen en el maleitin.
Ejemplo: Para un tubo de un diametro D = 400mm se requires 6 elabones (n de pedido 3 02 31 013 02 7).
Trabajos finalestrascada aplicacion.
Sacar elutilde corte.
- Desconectar la freesadora de tubos.
Desmontar elutilde corte.
Desacoplar la fresadora de tubos.
En fresadoras neumáticas:
Desacoplar la maguera de aire comprimido, aplicar un poco de acelte anticorrosivo a la entrada de aire del motor neumatico ydeoalro functorn brevemente.
Cerrar el extremo de la manguera con un capuchon.
Almacenaje de la fresadora de tubos.
Proteger contra corrosion las partes externas metálicas.
Guardar la presadora de tubos en un lugar seco.
Mantenimiento y reparación.
Realizacion del mantenimiento y reparacion.
Recomendamos Aadir a了我的o departamento de service tcnico (reparacion centralizada).La direc tion figura al final de estas instru ciones de uso.
Unicamente emplear recambios originales FEIN.
Riesgo de lesion
por una connexion accidental.
iAntes de qualquer manipulacion en la freesadora de tubos desconectar el enchufe de la red o la manguera de alre comprimido!
Indicaciones generales
Loseworks de mantenimiento solamente deben ser realizados por personal especializzato, adiestrado paraarlo.
Los problemas de cuidado y mantenimiento comprehenden esencilamente lo significante:
- Limpleza externa de la fresadora de tubos y de las capenas de sujeción.
- Control visual de la fresadora de tubos completa.
- Cambio del acelte del engranaje.
- Rellenado de aceite en la unidad de tratamiento de aire comprimo.
- Engrase de las roscas deslizantes y cadenas.
- Engrase de las guías de la caja del eje portaútilles tanto en el dispositivo de sujeción como en el de avance.
Cuidado de las capenas
Unas zey despendria la suidad superficial de la cadena, limpie esmeradamente la mlsa con bencna, petroleo o un producto similar altempo que articula los elabones.
Antes de volver a utiliserla Inspeccionar visualmente con detenimiento slos elementos de laceda estan en perfectas conditiones. Sustituir las piezas defectuados y montar los anillos de seguidad que falten.
Caja del eje portaútilles
- Controlar el nivel de acelte del engranaje.
■ Sl proceeds, camblar el acelte del engranaje.
Consultar también el parrafo "Lubricantes y plan de lubricacion".





Verificacion del nivel de aceite del engranaje
Controlar el nivel de aceite y la estanqueidad de la caja del eje portaútiles antes de cada aplicación:
- Depositar sobre una base horizontal la fresadora de tubos, colocandola sobre la placalateral del lado opuesto a la proteccion del utilise.
Desenroscar el tapón (25, figura A).
Observación:
El nivel de aceite es correcto siapanas sale algo de aceite por el taladro roscado.
Sfuese necessario, rellenar acelte para engranajes (ver parrafo "Lubricantes y plan de lubricacion").
Enroscar firmamente el tapón.
Cambio de aceite del engranaje
El巧合 de acelte del engranaje deben realizarse una vez alcazadas las horas de servicios indicadas en la tabla, o como minimumo, cada 18 heures.
| Intervalos para el cambio de aceite del engranaje [Horas de servicios] | RSG Ex 18 a (**) RSG 18 a (**) RDG 18-3 a (**) | RSG Ex 18 b (**) RSG 18 b (**) RDG 18-3 b (**) |
| Primer cambio de aceite afterwards | 20 - 40 80 - 120 | |
| Camblos de aceite s lgulentes après | 80 - 120 200 - 250 |
Ud. puede recurrir a了我的o Departamento centralzado de reparacion para que le cambie el aceite y se ocupe de beschar el aceite uso.
Dejar salir el aceite del engranaje a la temperatura de régimen inmediamente antes de almacenar la fresadora de tubos.
Motor neumático
El motor neumático alimentado con aire comprimido acietado, limplo, y exento de agua, deben someterse a un control y ilmpheza a fondo antes de 200 horas de service, pero como minimo 1 vez al ano. Aconsejamos encargar elostenimiento y reparacion del motor neumático a nuestro departamento centralizo de reparacion.
iDanos materiales!
En caso de noULLAR a cabo los controles prescritos,eso puebeirar unconsiderable perdida de potencia y dafons en el motor neuática.
Posicionar la fresadora de tubos deforma que el motor neumático se encontrar en el punto mas alto de la caja del eje portaútile.
Desenroscar los 6 tornillos de cabeza cilindrica (18) (ver figura A).
Retirar el motor neumático.
El acoplamente se realiza sugiuendo los mismos pasos enorden inverso. Prestar atencion a que el pion del motor engrane perfectamente en el engranaje planetario.
Dispositivo de avance delutil (ver figura A)
- Mantenher libre de sicutidad y de oxido la periferta de la tuerca del tubo (17) y engrasarla supreme levamente.
■ Al efectuar el cambio de aceite del engranaje limpiar y engrasar las roscas deslizantes.
Desmontaje:
Desenroscar el tornillo de cabeza cilindrica (8).
Sacar el perno (5) de la tapa.
Seguidamente, disenrocar el disposito de avance delutil, de la tuerca del tubo con la manivela.
Limpiar y engrasar las roscas (ver párrafo "Lubricantes y plan de lubricación" en párgina 9).
Susultur los retenes deteriorados.
Montaie:
El montaje se realiza cuando los mismos pasos enorden inverso.
iAl realizar el ensamble no darar los retenes!
Dispositivo de sujeccion
Evitar que se ensucie la rosca de los cañcamos (3, figura G) en la cazola del resorte.
Sl fuese preclso, Ilmplar y engrasar las roscas.
Lubricantes y plan de lubricacion
Lubricantes para el motor neumático
El aceltador de la unidad de tratamente to encarga de lubricar el motor neumático. Solo si ha estado detenido很长的方式来 aplicar una gotas de aceite a la entrada de aire del motor neumático.
Aceite lubricante para caja del eje portaullles
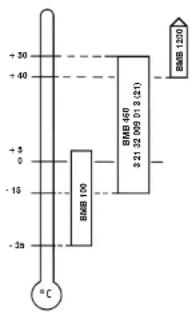
| Lubricante Aceite ARAL Degol | Envase de | N° deledo Mar gen de tem- peratura [°C] | Especification | |
| BMB 460 2 | Liter 3 21 | 32 009 01 3 -15 | to +50 | Aceite para engranajes tipo CLPF según DIN15502 |
| BMB 100 2 | Liter 3 21 | 32 009 02 9 -35 | to +5 | |
Recomendacion de la viscosidad en aceltes para engranajes con már-genes de la temperatura ambiente differentes:
F
Las maquinas con el Indicatvo de pais N34 (las cifras 3 y 4 aparecen en este caso en los digitos 9 y 10 del n de pedido 7 360 XX XX 34 X) se surten con BMB 100.
La caja del eje portuàtilles se suministra de fibraca con el aceite ARAL Degol BMB 460. Desaconsejamos seriamente utilizar un aceite para engranajes不一样e.


Para la lubricación y el cuidado de superficies de deslizamente recomendamos aplicar grasas de marca para cojinetes de fricción exentes de acidos y resistentes al agua.
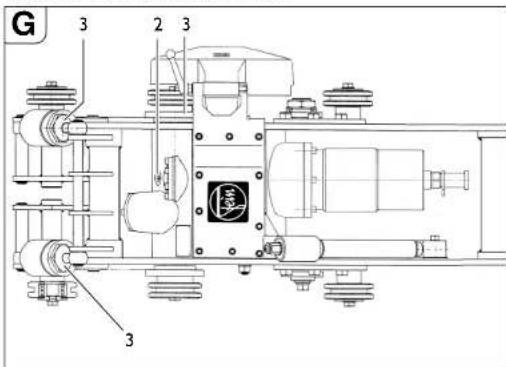
| Punto de lubricación Lubricante | |
| 2 (engranaje) Ver tabla Aceite lubricante para caja del eje portañütes | |
| 3 (superficies y rocas de desliza-mentation) | Grasa para cojinetes de fric- clón |
Eliminación de fallos (tipos RSG ( ) y RSG Ex ( ) ).
| Fallo Causas posibles Medidas | ||
| Funcionamente discontinuo del motor y delsurel | Temperatura ambiente muy baja Utilizar | aceite para engranajes para bajas temperatas |
| Átil mellado Sustituir elsurel | ||
| No hay tensión de red Verificar la conexión a la red y los dispositivos de conexión | ||
| Tensión de red Incorrecta Verificar los parámedros de conexión a la red | ||
| Avance o arranque de material excessivo en una pasada | Adaptar el engranaje y/o reduir la profydad de mecanizado | |
| Fuga de acelte en la caja de engranajes Localizar y eliminar la fuga; rellenar acelte | ||
| Temperatura excessiva del motorMotor Volver a activar el modulo de conexión 3 07 02 041 01 4 | ||
| Rueda de la cadena, defectuosa | Eslabón deteriorado Sustituir el eslabón | |
| Unión incorrecta de la cadena Examinar y corregir los+puntos de unión | ||
| Insertión Incompleta del perno de la cadena | Insertar Completely el perno | |
| Trayectoria incorrecta del corte | Trayectoria incorrecta del corte Fresadora de tubos y cadena mal alineadas ver párrafo "Prepa-rátivos en la fresadora de tubos (ver figura A)." en頁a 54,y el párrafo "Fijación de la fresadora al tubo," en頁a 54 | |
| Eje de guía no excéntrico | Reajuster el bajo, ver párrafo "Ajuste del bajo." en頁a 55 | |
| Átil mellado Sustituir elsurel | ||
| Tubo en posición inclinada o vertical, o tubo ovalado | Emplear el dispositivo de gulado, ver párrafo "Fijación de la fresadora al tubo." en頁a 54 y el párrafo "Gulado lateral"en頁a 63 | |
| Sobrecarga delsurel de corte | Adapartar el engranaje y/o reduir la profydad de mecanizado | |
| Laquina no funciona o el rendimiento es Insatisfactorio | No hay tensión de red Verificar la conexión a la red y los dispositivos de conexión | |
| No se conectó el Interruption | Controlar el Interruption | |
| El embrague resbala | Adapartar el engranaje oRARregir el par de activación del embrague por FEIN | |
| Fallo Causas posibles | Medidas | |
| Vibraciones fuertes Velocidad de avance excessiva Adaptar el engranaje | ||
| Profydad de corte excessiva Subir elutil | ||
| Tuercas (11) sin averter Apretar tuercas | ||
| Cadena destensada Verificar la tensión dela cadena | ||
| Util mellado Sustitulr elutil | ||
Eliminación defallos (ejecución RDG (^**)
| Fallo Causas posibles Medidas | ||
| Funcioncimiento discontinuo del motor y delultimate | Motor neumático congelado Usar un lubricante especial | |
| Átil mellado Sustituir elultimate | ||
| Presión Insufiente Vericlar la presión de aire comprimido (6 bar) | ||
| Motor neumático sucio, oxidado o con palettes desgastadas | Hacer reparar el motor por FEIN | |
| Avance o arranque de material excesivo en una pasada | Adaptar el engranaje y/o reducir la profydad de mecanizado | |
| Fuga de aceite en la caja de engranajes Localizar y eliminar la fuga; rellenar aceite | ||
| Eslabón deteriorado Sustituir el eslabón | ||
| Rueda de la cadena, defectuosa | Unión Incorrecta de la cadena Examinar y corregir los+puntos de unión | |
| Insertión incompleta del perno de la cadena | Insertar Completely el perno | |
| Trayectoria Incorrecta del corte | Fresadora de tubos y cadena mal alineadas ver párrafo "Preparativos en la fresadora de tubos (ver figura A)." en頁a 54, y el párrafo "Fijación de la fresadora al tubo.", en頁a 54 | |
| Trayectoria incorrecta del corte | Trayectoria Incorrecta del corte | Reajurar el bajo, ver párrafo "Ajuste del bajo." en頁a 55 |
| Átil mellado Sustituir elultimate | ||
| Tubo en posiclón Inclltnada o vertical, o tubo ovalado | Emplear el dispositivo de gulado, ver párrafo "Fijación de la fresadora al tubo." en頁a 54 y el párrafo "Gulado lateralen頁a 63 | |
| Sobrecarga delultimate del corte | Adaputar el engranaje y/o reducir la profydad de mecanizado | |
| Caudal de aire comprimido Insufiente o nulo | Inspeccionar la instalación de aire comprimido en cuando a defectos u obstrucciones | |
| La手机版 no funciona o el rendimiento es insatisfactorio | Paetas desgastadas | Cambiar las palettes |
| Lubricación Insufiente del motor | Determine el nivel de aceite en la unidad de tratamiento | |
| El embrague resbala | Adaputar el engranaje o除外 corregir el par de activación del embrague por FEIN | |
| Vibraciones fuertes Velocidad de avance excessiva Adaptar el engrànaje | ||
| Profyldad de corte excessiva | Subir elultimate | |
| Tuercas (11) sin aparecer | Apretar tuercas | |
| Cadena destensada | Verficar la tensión de la cadena | |
| Átil mellado Sustituir elultimate | ||

Unidad de tratamiento.
paraejecuacionRDG (^**)
La vidautildeuna instalacionneumatica depende esencialmente de la calidadde tratamento del airecomprimido.
Por ello, en toda instalación neuática se utilizen filtros y aceitadores por niébla integrados en unidades de tratamiento que requirecen sermanjadas ymantenidascorrectamente.
Instalación de la unidad de tratamiento
La Instalacion debera realizarse en el sentido de la flecha y lo masoca posible del consumidor (distancia max. 10 m).
Filtro
El filtró de aire comprimido elimina la humedad y las Impurezas solidas del aire del compresor. El grado defiltración del filtró montado es de 40 m . A petidión pueda Obtener filtres con un grado defiltración más bajo.
Mantenimiento
Vacia con regularidad los condensados por el tapon de purga. Limpieza
Despresurar la unidad de tratamiento y aflojar la copa de la bayoneta. Retrar el deflector y sacar el cartucho filtrante para limparlo o cambarlo por uno nuevo. Enroscar el先进技术 con la junta tórica. Montar la copa en la bayoneta.
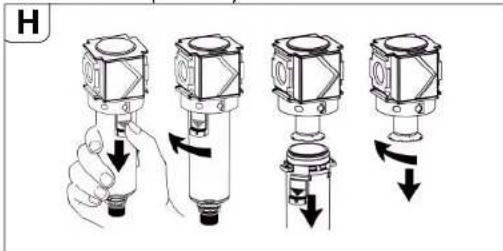
iDanos materiales!
Las copas de plástico (policarbonato) solamente deben limpiarse con agua o bencina.
No nos responsabilizamos de los días derivados del incumplimiento de estas Instruetiones.
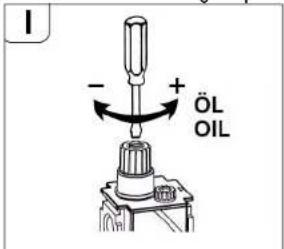
Aceitadores por niebla
Estos lubricadores aportan una sina niebla de aceite al aire comprido sugliendo asi una lubricacion permanente y flabile de las herramentas neuáticas.
El diafragma de aire que incorpora se adapta automatamente al caudal de aire.
La presión minima es de 0,5 bar.
Ajuste
La candida de acelte, en gotas por minuto, pueda ajustarse con el tornillo dosificador. Paraarlo, girar a la izquierda, 1 vuelta aprox., el tornillo del aceitador. Las gotas puede verse por la mirilla.
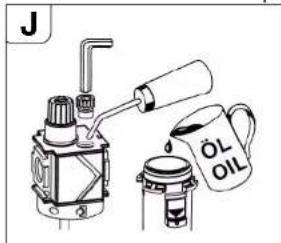
Manejo
En la copa pueda verse el nivel de llenado. El estrangulador que incorpora permiterellar la copra durante elencionamento sin necessitiesde cortar el paso de aire comprimido.
- Desenroscar el tornillo de llenorado.
Llenar la copa de acelte sin emplear un embudo.
- Alternativamente pode desmontarse la copa de la bayoneta y llenarse directamente con acelte. Volver a montar la copa
- Volver a cerrar la abertura con el tornillo de llenado.
El aceitador se encuesta en disposicion de funciona.
Presión de servicios y temperatura max.
Eniltros y lubricadores por Niebla de acete con copas de plastico, la presión de serviceo max. es de 16 bar hasta max. +30 °C y de 10 bar hasta max. +50 °C.
Emplear en la unidad de tratamente los sigulentes aceltes:
para cargas leves hasta normales utilise acelete hidráulco con adlivos anticorrosivos HLP/ISO-VG22 (n°de pedido 3 21 32 017 05 0 -0,25), o
para cargas elevadas,utilice aleite hidráulico con aditivos anticorrosivos HLP/ISO-VG46 (n° de pedido 3 21 32 006 01 7-0,5 I).
S1 pretende no usar laquina durante varlos mezos recomendamos aplicar prevalente aceltes anticorrosivos con propledades HD (etapa de fallo: min. 8); p. ej., aceites para conservacionde motores "Mobilarma 524" (de la Empresa Mobil) o "Enis 10W" (de la Empresa Shell).
Sl las condidiones de aplicacion son desfavorables, las temperatasas bajas (inferiores a +3^ y/o si el contentido de agua en el aire comprimido es alto, el motor可以选择ningeragelange. Esto lo puede Ud. exigirsi utilizationa un descogelante lubricante usual en el commercio como,p.ej.Kilfrost,o bien,Renolin SDL 1808"en combinacion con el recpliente metallo de la unidad de tratamente.No es necessario eliminar la pellicula lubricante que queda.
■ Kilfrost Anti-Eis (de laEmpresa DEPRAG - n° de pedido 807287)
■ Kilfrost 400 (de laEmpresa Weyer Inductec)
iRenolin SDL 1808 (de la Empresa Fuchs) es un lubricante para aire comprimido, biodegradable, que peute utiliserse de forma condidonada al colocar tuberas para agua potable! Por prinicio, observe al respecto la normativa, dispositionsiones legales eindicaciones de los fabricantes del lubricante.
Presión:
Unapresion superior a 6 bar provoca desgaste. Una presion demasiado bajo reduce el rendimiento.
Recomendamos la uso de aire comprimido de lasuma calidad segun ISO 8573-1:
b - para el mecanizado de tubos de fyciencia gris
| Clase | Residuodes de aceite | Residuodes de polvo | Residuodes de agua | |||
| [mg/m3] | Tamanio de partícula [μm] | Concepción max [mg/m3] | Punto de rocio a presión [°C] | máx. Concepción [g/m3] | ||
| Aire | 4 | 5 | 1 | 5 | 8 | |
Ait
4 5
12 =
。
Aire sin
3155-200.88
aceltar
Garantía.
La garantía del producto se realiza de acuerdo a las regulaciones legales vigentes en el pais de配音ación.
Fresas y accesorios.
Hojas de sierra

1

2

3
Forma 1, HSS, para el tipo de engranaje:
a, b - para el mecanizado de tubos de acero
Form 2, HSS, para el tipo de engranaje:
Form 3, HSS, conclientes de metal duro, para el tipo de engranaje: b-para el mecanizado de tubos de yicón gris (tamblen con revestimiento interior de cemento) y tubos de acero sin alear hasta 400N / mm^2
Chayeta
Estuche de transporte
Longitud x ancho x-altura
mm mm
+1000×3800×69533901114007
Fresas de forma

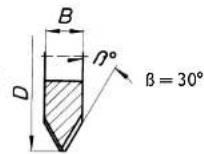
Forma en V, HSS, para el tipo de engranaje:
a - para el mecanizzato de tubos de acero altoamente aleados
b - para el mecanizado de tubos de acero y de fycion gris, sin alear, con un grosor de pared max. de 10 mm y un diametro max. 1600 mm
0
Ancho Peso n° de
dontes
Prof.de N°de pedido
ant
[mm]
160
30 2.85 36
30
25 63508081009
180
42
36
37
25 6.3508093008
180
42
36
37
25
635
94000


B=8°
r=6mm
b = 4mm
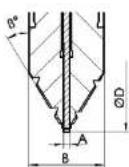
Forma en U, HSS, para el dipo de engranaje:
a - para el mecanizzato de tubos de acero altoamente aleados
b - para el mecanizzato de tubos de acero y de fycion gris, sin alear,
con un grosor de pared max. de 10 mm y un diametro max. de 1600 mm
Forma 1, HSS, para el tipo de engranaje:
Kit de freesas, HSS, para el tipo de engranaje:
a - para el mecanizzato de tubos de acero altoamente aleados
b - para el mecanlazo de tubos de acero y de fundacion gris, sin aler, con un grosor de pared max. de 10 mm y un diametro max. de 1600 mm

a, b - para el mecanizado de tubos de acero
Form 2, HSS, para el tipo de engranaje:
Form 3, HSS, conclientes de metal duro, para el tipo de engranaje: b-para el mecanizado de tubos de yicón gris (tamblen con revestimiento interior de cemento) y tubos de acero sin alear hasta 400N / mm^2

一
一

62 es
Ancho Peso n° de
dientes
B Prof. de
corte max
N° de pedido
[mm] [mm] [kg] Cant [°] [mm]
160382,8540652563508091010
150282,032302563508099010
160382,854037,52563508095010
Kit de freesas, HSS, para el tipo de engranaje:
a - para el mecanizzato de tubos de acero altoamente aleados
b - para el mecanizado de tubos de acero y defundacion gris, sin allear, con un grosor de pared max. de 10 mm y un diametro max. de 1600 mm
Ancho Peso n° de
dientes
Prof.de
N° de pedido
[mm] [mm] [kg] Cant [°] [mm]
154 30,5 2,5 32 30 25 63508099020
Fresas de forma especials para otros temas de material y geometria de corte diferente, a petidion
Eslabón
10 Eslabones × 63.5mm = 635mm
N° de pedido 30231013027
1 Eslabon × 31,75mm
N° de pedido 3 02 31 029 00 2
Perno de recambio
N° de pedidlo 3 02 17 216 00 4
Anillo de seguridad de recambio
N° de pedido 42634020005
Cuias seperadoras de acero
N° de pedido 63305006008
Cuias seperadoras de material "antichispas"
N° de pedldo 6 33 05 013 00 2
Accesorios que se adjuntan
| N° de pedido Canti-dad | Denominación |
| 3 39 01 114 00 7 1 | Estuche de transporte |
| 3 39 01 031 00 1 1 | Maletín de transporte |
| 3 21 22 007 01 7 1 | Manívela |
| 6 29 01 016 00 2 1 | Llave fija de una boca, enterocaras 46 |
| 6 29 03 010 00 6 1 | Llave fija de una boca, enterocaras 55 |
| 6 29 11 010 00 0 1 | Llave anular, 17/19 |
| 6 29 06 013 00 5 1 | Llave de tubo, enterocaras 46 |
| 3 02 31 029 00 2 10 | Cadena de rodillos |
| 3 02 17 216 00 4 20 | Perno |
| 4 26 34 020 00 5 40 | Anillo de seguidad |
| N° de pedido Canti-dad | Denominación |
| 6 33 05 006 00 8 10 | Cuña extractora solamente en RSG 18 a/b (**)RDG 18-3 a/b (**) |
| 6 33 05 013 00 2 5 | Cuña extractora de material "anti-chispas" solamente para RSG Ex 18 a/b (**) |
| 3 07 02 041 01 4 1 | Módulo de conexión, solamente solamente para RSG 18 a/b (**)RSG Ex 18 a/b (**) |
| 3 21 74 009 00 1 1 | Ellainga redonda |
| 3 21 74 010 00 3 1 | Ellainga redonda |
| 3 07 28 188 00 8 1 | Enchufe de empalme CEE, sola-mente para RSG 18 a/b (**)RSG Ex 18 a/b (**) |
| 3 21 32 006 01 7 1 | Bote de aceite, solamente para RDG 18-3 a/b (**) |
| 3 27 15 129 02 0 1 | Unidad de tratamiento ensamblada, solamente para RDG 18-3 a/b (**) |
| 3 14 14 001 02 3 1 | Manguera ensamblada, solamente para RDG 18-3 a/b (**) |
Accesorios OPCIONALES
| N° de pedido Canti-dad | Denominación |
| 3 02 31 013 02 7 1 | Cadena de 10 elabones |
| 4 26 34 020 00 5 1 | Anillo de seguidad |
| 3 02 17 216 00 4 1 | Perno |
| 4 30 12 051 12 2 1 | Tornillo calibrado |
| 6 33 05 013 00 2 | Cuña extractora especial "antichis-pas" |
| 3 07 09 022 01 2 1 | Cable para conexión eletrica |
| 9 12 01 002 00 4 | Dispositivo neumático de lubricación y refrigeración (DKSE) |
| 3 24 33 027 01 7 1 | Piezas de conexión para DKSE (placa ensam.) |
| 3 27 15 129 02 0 1 | Unidad de tratamiento ensamblada,solemente paraRDG 18-3 a, b (**) |
| 9 26 01 023 02 3 1 | Compresor para DKSE |
| 3 14 14 055 00 2 1 | Manguera PA-DL completa paracompresor |
| 4 11 36 005 01 9 1 | Mangulto de acoplamente |
Dispositivo neumático de lubricación y refrigeración 9 12 01 002 00 4
Debido a las elevadas velocidades de corte y de avance que pueda consequencesirce con la presadora de tubos es necessario refrigerar y lubricar los utiles al mecanizar acero. El dispositivo neumático de lubricacion y refrigeracion pulveriza y evaporacion el refrigerante-lubricante por las boquillas montadas en la presadora de tubos obteniendo asi permanentarmente una buena refrigeracion y lubricacion. Además, se evita la contaminacion del sueño obtenida a aportar taladrina a mano.
Como liquido refrigerante-lubricante recommendamosemployar BIO-CUT 3000. Es un nuevo lubricante de alto rendimiento, totalmente sinteclo, que dispone de una adherencia y de un efecto refrigerante excelentes, es hidrosoluble, biodegradable y de bajo consumo (dependiendo del ajuste hasta aprox. 0,3dm^3 por boquilla).
BIOCUT 3000 no contiene sustancias nocivas para la salute. Cumple con las exigencias de la Asociacion alemana DVGW.
Todas las sustancias que contiene, cumplen con las directrices de la FDA (Food and Drug Administration) y de la Farmacopea Alemana (DAB)actually vigentes.
El lubricante puede adquirirse en:
Fa. Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
Tel. +49 (0) 721/45 05 55
Fax +49 0721/451411
e-mail: link-gmbh@t-online.de
Internet: http://www.microjet.de
Para poder aplicar el dispositivo neumático de lubricación y refirge- ración en las ejectaciones para corriente trifásica RSG (^**)/
RSG Ex (^**) se precise un comprisor con el n° de pedido FEIN
9 26 01 023 02 3 que dispone de un caudal de aspiracion aprox. de 130 l/min.
Guiado lateral
Debido a los efectos Mentionados (ver pagina 54) que afectan a la trayectoria de la presadora de tubos, se ha disnéado una abrazadora de chapa, hecha de dos plezas, que se fiía al tubo para gular lateralmmente la presadora.
La abrazadora se compone de 2 semiclassicalas de chapa a las que van fijados exteriormente perfils cuadrados que actuan como tope lateral para las ruedas.
Ya que las abrazaderas deben elaborarse Individualmente para cada dmétro no es posible adquirirlas de fabrica. Sin embargo, pones gratamente a disposicion los dibujos (3 27 15 089 00 2 y Off. hoja 522).
Piezas de recambio (E1).
La lista de piezas de recambio actual la encontrar en internet bajo www.feln.es.
Hnctpykunno 3Kcnayataun.
TexHueckne aAHhble.
| Tpy60φpe3epHaj MaunHh c 3λeKtpoPnHbOdom: | |
| Hoomp ΔAa 3aKa3a 7 360 ... 7 360 ... | |
| TIN* RSG Ex 18 a (**) RSG Ex 18 b (**) | |
| Hoomp ΔAa 3aKa3a 7 360 ... 7 360 ... | |
| TIN RSG 18 a (**) RSG 18 b (**) | |
| Hanpaxchenie 400 B | |
| Yactota 50 Γι | |
| Bua λeKtpoPnHTaHη 3 ~ (Tpexφa3hbl) | |
| UncAo o6opotob XoλoCTORO XoAda | |
| Mottop 2860 06/MNH | |
| PexyUηne INHCTpyMeHtbl 35 06/MNH 70 06/MNH | |
| ΠοΔa4a 40 MM/MNH 80 MM/MNH | |
| HominHaBHa NtPe6λeMaJ MooHocTb | 2000 BT |
| OTaBaEmaJ MoUHocTb | 1500 BT |
| ΔAnHa Ka6eA NpKaλoUeHηra (c BuaKoJ) | |
| RSG Ex 18 a/b (**) | 2 x 10 M |
| RSG 18 a/b (**) | 10 M |
| Bec (HETO), OK. | 95 Kf |
| Kaacc 3aʌuHTbl OT nopaxhenia | #/I |
| λeKtpoTOKOM | |
| CTenehb 3aʌuHTbl | IP X4 |
| Pazmepbl: | |
| ΔnAmetpr INHCTpyMeHtA, | 220 MM |
| Makc. | |
| Lmax. | 886 MM |
| Hmax. | 337 MM |
| Bmax. | 443 MM |
| B1 | 372 MM |
| B2 | 254 MM |
| B3 | 25,5 MM |
| * ΘeKTPoPmOTop INOρAHTeAusbHy BvIKλoUOteAeb BO | |
| BapbyB0a3aUeHCHOM HcnoAHEHη | |





- Utilización reglamentaria de freesadoras de tubos.
- Direcriz de la CE 94/SEG ATEX (Atmospheres Explosibles)
- De una ojeada.
- Para su seguidad.
- Indicaciones de seguridad generales.
- Puesto de trabajo.
- Seguridad eletrica.
- Seguridad en el trabajo con aire comprimido.
- Seguridad personal.
- Utilizacion.
- Indicaciones de seguridad espécificas para fresadoras de tubos.
- Riesgo de lesión
- Fresadoras de tubos actionadas electrificamente (como RSG) [**].
- Fresadoras de tubos actionadas neumáticamente (Tipo RDG (**) ).
- Modo de funciona (siehe figura A).
- Antes de la puesta en funciona bajo.
- Preparativos en el tubo a procesar.
- Preparativos en la fresadora de tubos (ver figura A).
- Fijación de la presadora al tubo.
- Colocacion de las capenas de eslabones.
- Tensado de las capenas de elabones.
- iPeligro de accidente!
- Montaje de los utiles de corte.
- Riesgo de lesion
- Puesta en marcha.
- Fresadora de tubos electrica:
- Fresadora de tubos deexecution con proteccion parcial contra explosion:
- Peligro de explosión
- Fresadora de tubos neumática:
- Manejo.
- Retroceso de las fresadoras de tubos (RSG (**) / RSG Ex (**) ).
- iDanos materiales!
- Indicaciones para la refrigeracion.
- Ajuste del bajo.
- Sujeción de la fresadora de tubos.
- Trabajos finalestrascada aplicacion.
- Almacenaje de la fresadora de tubos.
- Mantenimiento y reparación.
- Realizacion del mantenimiento y reparacion.
- Indicaciones generales
- Cuidado de las capenas
- Caja del eje portaútilles
- Verificacion del nivel de aceite del engranaje
- Cambio de aceite del engranaje
- Motor neumático
- Dispositivo de avance delutil (ver figura A)
- Desmontaje:
- Montaie:
- Dispositivo de sujeccion
- Lubricantes y plan de lubricacion
- Lubricantes para el motor neumático
- Aceite lubricante para caja del eje portaullles
- Unidad de tratamiento.
- paraejecuacionRDG (**)
- Instalación de la unidad de tratamiento
- Filtro
- Mantenimiento
- Aceitadores por niebla
- La presión minima es de 0,5 bar.
- Ajuste
- Manejo
- Presión de servicios y temperatura max.
- Presión:
- Garantía.
- Fresas y accesorios.
- Hojas de sierra
- Chayeta
- Estuche de transporte
- Fresas de forma
- es
- Eslabón
- Perno de recambio
- Anillo de seguridad de recambio
- Cuias seperadoras de acero
- Cuias seperadoras de material "antichispas"
- Accesorios que se adjuntan
- Accesorios OPCIONALES
- Dispositivo neumático de lubricación y refrigeración 9 12 01 002 00 4
- Guiado lateral
- Piezas de recambio (E1).
- Hnctpykunno 3Kcnayataun.
- TexHueckne aAHhble.
Marca : Fein
Modelo : RSG 18b
Categoría : Fresadora