
Exagon 400 CCCV - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Exagon 400 CCCV GYS als PDF.

Benutzerfragen zu Exagon 400 CCCV GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Exagon 400 CCCV - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Exagon 400 CCCV von der Marke GYS.
BEDIENUNGSANLEITUNG Exagon 400 CCCV GYS
SÉLECTION DU MODE ET RÉGLAGE
SÉLECTION DU MODE ET RÉGLAGE
SÉLECTION DU MODE ET RÉGLAGE
SICHERHEITSANWEISUNGEN
ALLGEMEIN

Die Nichteinhaltung dieser Anweisungen und Hinweise kann mitunter zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, wenn diese nicht explizit in der Anleitung gennant werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind. Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw) verwendet werden. Es wurde allein für die sachgemäße Anwendung in Übereinstimmung mit konventionellen Handelspraktiken und Sicherheitsvorschriften konzipiert. Der Hersteller ist nicht für Schäden bei fehlerhaften oder gefährlichen Verwendung nicht verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität leiten können. Achten Sie sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m über NN (3280 Fuß) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährlicher Hitze, Lichtbogenstrahlung, elektromagnetische Störungen (Personen mit Herzschnittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und -rauch.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie elektrisch- und wärmeisolierende Handschuhe.

Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und -strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Schweißbereich bei entsprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor Lichtbogenstrahlung, Schweißspritzen, usw. zu schützen.
In der Nähe des Lichtbogens befindliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutzmitteln ausgerüstet werden.

Bei Gebrauch des Schweißgerätes entsteht sehr großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Halten Sie mit den ungeschützten Händen, Haaren und losen Kleidungstücken ausreichenden Abstand zu sich bewegenden Teilen (Lüfter).
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Lassen Sie den Brenner vor jeder Wachtung / Reinigung bzw. nach jedem Gebrauch unbedingt ausreichend abkühlen (min. 10 min). damit die Kühlflüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS

Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie daher immer für ausreichend Frischluft, technische Belüftung (oder ein zugelassenes Atmungsgerät). Verwenden Sie die Schneidanlagen nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit ausreichend starker Absaugung, die den aktuellen Sicherheitsstandards entspricht.
Beim Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle entstehen giftige Dämpfe. Schweißarbeiten in unmittelbarer Nähe von Fett und Farben ist grundsätzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für brennbare Materialien beträgt mindestens 11 Meter. Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder Explosionen.
Schweißen Sie keine Behälter, die brennbare Materialen enthalten (auch keine Reste davon). Gefahr entflammbarer Gase. ACHTUNG! Behälter bzw. Rohre im Über- bzw. Unterdruck dürfen nicht geschweißt werden (Explosions- bzw. Implosionsgefahr)! Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entflammbaren Materialen.
GASDRUCKAUSRÜSTUNG

Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gute belüftete Arbeits- und Lagerumgebung. Achten Sie darauf, dass die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sich z. B. mithilfe eines entsprechenden GAsflaschenfahrwagens gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang und schützen Sie sich vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperaturen). Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jedweder Hitze-, Funken- und Flammenquelle. Achten Sie auf einen einwandfreien Zustand der Gasbehälter und verwenden Sie nur zugelassene Teile wie Schläuche, Kupplungen, Druckminderer usw. Bei Erstöffnung des Gasventils muss der Plastikverschluss / Garantiesiegel von der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung angeschlossen werden. Verwenden Sie nur die empfohlenen Sicherungen. Das Berühren stromführender Teile kann tödliche elektrische Schläge oder schwere Verbrennungen verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse, wenn das Gerät mit dem Stromnetz verbunden ist.
Trennen Sie IMMER das Gerät vom Stromnetz und warten 2 weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann. Schweißen Sie nicht auf dem Boden oder auf feuchten Oberflächen.
Arbeiten bei Regen sind grundsätzlich verboten! Die elektrischen Kabel dürfen unter keinen Umständen in Kontakt mit Flüssigkeiten jedweder Art kommen. Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Ausschließlich qualifiziertem und geschultem Fachpersonal ist es vorbehalten beschädigte Kabel und Brenner auszutauschen. Achten Sie beim Austausch stets darauf das entsprechende Äquivalent zu verwenden.
Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand, um selbst vom Schweißstromkreis getrennt zu sein. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
CEM-KLASSE DES GERÄTES

ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Energieversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.

ACHTUNG! Dieses Gerät ist nicht mit der Norm IEC 61000-3-12 konform. Es ist dafür bestimmt, an private Niederspannungsnetze angeschloßen zu werden, die an öffentliche Stromnetze mit mittlerer und hoher Spannung angeschlossen. Bei Betrieb am öffentlichen Niederspannungsnetz, muss der Betreiber des Geräts sich beim Versorgungsnetzbetreiber informieren, ob das Gerät für den Betrieb geeignet ist.
Dieses Gerät ist mit der Norm EN 61000-3-11 konform.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN

Beim Betrieb von Lichtbogenschweißanlagen kann es in einigen Fällen zu elektromagnetischen Störungen kommen. Reduzieren Sie alle elektromagnetische Störungen so weit wie möglich, wenn diese Sie in Ihrer Arbeit beeinträchtigen. Es liegt in Ihrer Verantwortung, dass das Gerät ordnungsgemäß eingerichtet und verwendet wird bei:
Beachten Sie zur Minimierung elektromagnetischer Störungen folgende Hinweise:
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Bleiben Sie mit Ihremn Oberkörper und Kopf möglichst weit entfernt vom Schweißbrenner;
- Achten Sie darauf, dass sich die Kabel, der Brenner oder das Massekabel nicht um Ihren Körper wickeln;
-
Stellen Sie sich nichts zwischen Masse- und Brennerkabel. Beide Kabel sollten steht auf einer Seite liegen.
-
Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
- Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle, setzen Sie sich nicht auf die Schweißstromquelle und lehnen Sie nicht an die Schweißstromquelle.
- Schweißen Sie bitte nicht, wenn Sie die Schweißstromquelle oder den Drahtvorschubkoffer tragen.

Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist für den korrekten Gebrauch des Schweißgerätes und des Zubehörs gemäß der Herstellerangaben verantwortlich. Die Beseitigung bzw. Minimierung auftretender elektromagnetischer Störungen liegt in der Verantwortung des Anwenders, ggf. mit Hilfe des Herstellers. Die korrekte Erdung des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms erforderlich sein. Eine Reduzierung der elektromagntische Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Das Umfeld sollte vor der Einrichtung der Lichtbogenschweißeinrichtung auf potenzielle elektromagnetische Probleme geprüfen werden. Zur Bewertung potentieller elektromagnetischer Probleme in der Umgebung muss folgendes berücksichtigt werden:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitseinrichtungen, zum Beispiel, Industriematerialschutz;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss prüfen, ob andere Werkstoffe in der Umgebung benutzt werden können. Weitere Schutzmaßnahmen können dadurch erforderlich sein;
h) die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von der Struktur des Gebäudes und der anderen dort stattfindenden Aktivitäten abhängig. Die Umgebung kann sich auch außerhalb der Grenzen der Schweißanlagen erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der IEC/CISPR 11 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Minderungsmaßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Es wird empfohlen das Lichtbogenschweißgerät gemäß der Hinweise des Herstellers an die öffentliche Versorgung anzuschließen. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzfilter). Eine Abschirmung der Versorgungskabel durch ein Metallrohr kann erforderlich sein. Kabeltrommeln sollten vollständig abgerollt werden. Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Es wird empfohlen das Lichtbogenschweißgerät gemäß der Hinweise des Herstellers an die öffentliche Versorgung anzuschließen. Alle Zugänge, Betriebstüren und Deckel müssen geschlossen und korrekt verriegelt sein, wenn das Gerät in Betrieb ist. Das Schweißgerät und das Zubehör sollten in keiner Weise geändert werden mit Ausnahme der in den Anweisungen des Geräteherstellers erwähnten Änderungen und Einstellungen. Für die Einstellung und Wartung der Lichtbogenzünd- und stabilisierungseinrichtungen müssen die Anweisungen des Geräteherstellers besonders zu beachten.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich und eng zusammen am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes sollten des Schweißplatzes sollten in den Potentialausgleich einbezogen werden. Es besteht trotzdem die Gefahr eines elektrischen Schlages, wenn Elektrode und Metallteile gleichzeitig berührt werden. Der Anwender muss sich von metallischen Bestückungen isolieren.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmte Fällen die Störung reduzieren. Die Erdung von Werkstücken, die Verletzungsrisiken für Anwender oder Beschädigung anderer elektrischen Materialen erhöhen können, sollte vermieden werden. Die Erdung kann direkt oder über einen Kondensator erfolgen. Der Kondensator muss gemäß der nationalen Normen gewählt werden.
f. Schutz und Trennung: Eine Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung kann die Störungen reduzieren. Die Abschirmung der ganen Schweißzone kann für Spezialanwendungen in Betracht gezogen werden.
TRANSPORT

Das Schweißgerät lässt sich dank seiner 2 Griffe auf der Geräteoberseite bequem heben. Unterschätzen Sie jedoch nicht dessen Eigengewicht! Da das Gerät über keine weitere Transporteinrichtung verfügt, liegt es Ihrer eigenen Verantwortung dafür Sorge zu tragen, dass Transport und Bewegung des Gerätes sicher verlaufen (Achten Sie darauf das Gerät nicht zu kippen). Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerät darf ausschließlich in vertikaler Position transportiert werden.
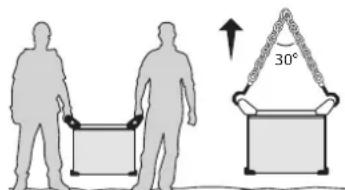
Sind noch Gasflaschen am Schweißgerät angeschlossen, darf es unter keinen Umständen bewegt werden. Halten Sie sich unbedingt an die unterschiedlichen Transportrichtlinien für Schweißgeräte und Gasflaschen. Das Gerät darf nicht darüber Personen oder Objekte durchgeführt werden.
AUFSTELLUNG
Befolgen Sie die folgenden Richtlinien:
- Stellen Sie das Gerät ausschließlich auf festen und ebenen Untergrund mit einer Neigung von nicht mehr als 15°.
- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten. Der Netzstecker muss zu jeder Zeit frei zugänglich sein.
- Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
- Verwenden Sie das Gerät nicht in einer elektromagnetische Umgebung.
• Das Gerät ist konform IP23, d. h.:
- das Gerät ist vor dem Eindringen von Fremdkörpern mit einem Durchmesser ≥ 12,5 mm geschützt.
- das Gerät ist vor Eindringen von Sprühwasser (beliebige Richtungen bis 60° gegen die Senkrechte) geschützt.
Dieses Gerät ist für Außenanwendung gemäß der Schutzart IP23 geeignet.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
WARTUNG / HINWEISE


Das Gerät muss vor Wartungsarbeiten zuverlässig vom Netzt getrennt werden.
Alle Wartungsarbeiten müssen von qualifiziertem und geschultem Fachpersonal durchgeführt werden und es muss ausgeschaltet und vom Netz getrennt sein.
- Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen sie das Innere des Gerätes mit Pressluft. Lassen Sie regelmäßig Prüfungen des GYS Gerätes auf seine elektrische Betriebssicherheit von qualifiziertem Techniker durchführen.
- Prüfen Sie regelmäßig den Zustand der Netzzuleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller, seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
- Lüftungsschlitze nicht bedecken.
- Prüfen Sie den Zustand des Brennerkopf (Schlitze oder ungeschützte Kabeln)
- Diese Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieaufladung und zum Starten von Motoren benutzt werden.
Das Gerät muss von qualifiziertem und geschultem Fachpersonal montiert werden und es muss dabei ausgeschaltet und zuverlässig vom Netz getrennt sein. Es wird empfohlen, die mit dem Gerät mitgelieferten Schweißkabel zu verwenden, um die optimalen Produkteinstellungen zu erhalten.
GERÄTESBESCHREIBUNG (ABB-1)
Das EXAGON 400 CC-CV ist eine dreiphasige Multiprozess-Inverter Schweißstromquelle für:
- E-Hand-Schweißen (MMA)
- synergisches Schweißen (MIG/MAG/Fülldraht)
- WIG-Schweißen
- Lichtbogen-Fugenhobeln mit Carbonelektroden
Zum WIG-Schweißen wird ein Schutzgas (Argon) benötigt.
E-Hand-Schweißen ist mit den folgenden Elektrodentypen möglich: Rutil, Basisch, Zellulose, Edelstahl und Gusseisen.
Das EXAGON 400 CC-CV kann mit einem Hand- oder Fußfernregler ausgestattet werden.
1- Gerätesteuerung 5- Anschlussbuchse Drahtvorschubkoffersteuerung
2- Anschlussbuchse Schweißstrom „+“ 6- Tragegriff mit Kranösen
3- Anschlussbuchse Schweißstrom „-“ 7- Ein-/Ausschalter
4- Anschlussbuchse Fernregler 8- Netzanschlusskabel (5 m)
GERÄTESTEUERUNG (IHM) (ABB-2)
1- Anzeige Schweißspannung 13- Drucktaste Aktivierung Fernregler
2- Signalleuchte Risikokontrollsystem (VRD) 14- Signalleuchte Fernregler
3- Anzeige Schweißstrom 15- Signalleuchte basische Elektrode
4- Signalleuchte - Überhitzung 16- Signalleuchte Rutilelektrode
5- Signalleuchte - Fehler beim normalen Betrieb 17- Signalleuchte Zelluloselektrode
6- Drehregler (für Schweißparameter)
7- Signalleuchte Arc-Force
8- Signalleuchte Drossel
9- Anzeige -9 bis +9
10- Drehregler (für sekundären Einstellung)
11- Signalleuchte Bedienfeldsperre
12- Drucktaste Bedienfeldsperre
18- Signalleuchte E-Hand-Modus
19- Signalleuchte Steignahtmodus
20- Signalleuchte Konstantspannungsmodus
21- Signalleuchte Synergicmodus
22- Signalleuchte WIG-Modus
23- Signalleuchte Fugenhobelmodus
24- Drucktaste Modus
VERSORGUNG - EIN- UND AUSSCHALTEN
Dieses Gerät wird mit einem 32 A Typ EN 60309-1 Stecker geliefert. Es muss an einer 400V (50 - 60 Hz) dreiphasigen, geerdeten Steckdose mit vorschriftsmäßig angeschlossenem Schutzleiter betrieben werden.
Der aufgenomme Strom (I1eff) bei maximaler Leistung ist auf dem Gerät angegeben. Bitte prüfen Sie, ob die Stromversorgung und die Absicherung mit dem Strom, den Sie benötigen, übereinstimmen. In Ländern mit abweichender Netzversorgungswerten kann ein Tausch des Netzsteckers erforderlich sein, um die maximale Leistung abrufen zu können.
- Der integriete Überspannungsschutz schaltet das Gerät bei Unter-/Überschreitung (<360V/>440V) der zulässigen Netzspannung oder beim Fehlen einer Phase in den Stand-by-Modus. Diese Fehler werden auf dem Display auf der Gerätevorderseite angezeigt (s. Fehler/Ursache/Lösung).
• Die Inbetriebnahme des Gerätes erfolgt über den Ein/Aus-Schalter (7): auf I ist das Gerät an, auf O ist auf. Hinweis! Die Versorgung unter keinen Umständen trennen, solange das Gerät eingeschaltet ist.
GENERATORBETRIEB
Diese Maschine kann an Generatoren mit den angegebenen Leistungsdaten betrieben werden. Der Generator muss die folgenden Bedingungen erfüllen: - Die Effektivspannung beträgt 400V AC +15% bei einer Frequenz von 50 oder 60Hz. - Die Spitzenspannung darf 700V nicht überschreiten. Generatoren, die diesen Anforderungen nicht erfüllen, können die Maschine beschädigen und sind nicht erlaubt.
EINSATZ VON VERLÄNGERUNGSKABELN
Bei Einsatz von Verlängerungskabeln müssen der Querschnitt entsprechend der Spannung und unter Berücksichtigung des Spannungsfalls gewählt werden. Verlängerungkabel müssen den örtlichen Richtlinien und Normen entsprechen.
| Versorgungsspannung min. Querschnitt bei Verlängerungskabel (<45m) | |
| 400V 2.5 mm ^2 | |
ELEKTRODEN-SCHWEISSEN (E-HAND-SCHWEISSEN UND STEIGNAHT)
ANSCHLUSS UND HINWEISE
- Schließen Sie die Kabel für Elektrodenhalter und Masseklemme an die entsprechenden Anschlussbuchsen an.
- Beachten Sie die auf der Elektrodenpackung angebene Schweißpolarität und Stärke.
- Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Schweißgerät nicht in Gebrauch ist.
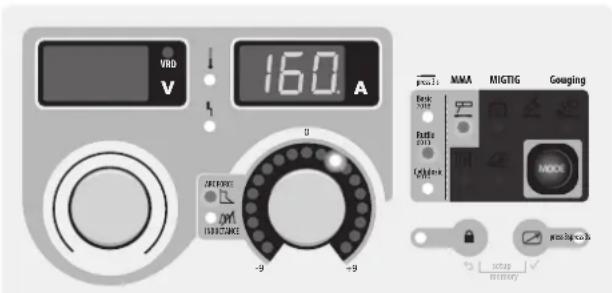
E-HAND-SCHWEISSEN
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
text_image
VRD V 160 A OFFICE ON INFICUKE -9 +9 MMA MIGTING GOUING Reset TUR BFL Anode setup memory pro-tip to BSTEIGNAHT
Die markierten Bedienelemente sind in diesem Modus deaktiviert.
MODUS-AUSWAHL
Drücken Sie mehrfach die Brucktaste bis die LED oder leuchtet. Im Steignaht-Modus erleichtert ein gepulster Strom das Schweißen von Steignähten.
EINSTELLUNGEN
1. Elektrodenauswahl:
Wählen Sie den Typ der Elektrode durch längeres (>3s) Drücken auf die MODE -Drucktaste, bis die Signal-LED für den gewünschten Elektrodentyp leuchtet.
2. Schweißstrom:
Stellen Sie die Schweißstrom mit dem Drehreglers (○) passend zu Elektrodendurchmesser und Werkstück ein.
3. Arcforce-Einstellung:
Stellen Sie die Arcforce mith dem rechten Drehregler ein. Die Anzeige oberhalb des Reglers zeigt einen relativen Wert von -9 bis +9 an. Je niedriger der Wert, desto weicher ist der Lichtbogen weich ist und je höher, desto höher ist auch die Schweißspannung. Die Voreinstellung ist 0.
SCHWEISSEINSTELLUNGEN
EINSTELLUNG DES SCHWEISSSSTROMS
Die folgende Tabelle zeigt die empfohlenen Schweißstromeinstellungen in Abhängigkeit von Elektrodentyp und Durchmesser. Die Angaben sind ohne Berücksichtigung spezieller Einsatzbedingungen und Schweißposition.
| ∅ Elektrode (mm) | E6013-Rutilelektrode (A) | E7018 basische Elektrode (A) | E6010-Zelluloselektrode (A) |
| 1.6 30-60 30-55 - | |||
| 2.0 50-70 50-80 - | |||
| 2.5 60-100 80-110 60-75 | |||
| 3.15 80-150 90-140 85-90 | |||
| 4.0 100-200 125-210 120-160 | |||
| 5 150-290 200-260 110-170 | |||
| 6.3 200-385 220-340 - | |||
EINSTELLUNG DER ARCFORCE
Die Arcforce sollte auf einen mittleren Wert (0) eingestellt werden und nach Schweißaufgabe und Resultaten angepasst werden.
Hinweis: Die Arcforce ist abhängig vom Elektrodentyp.
ERWEITERTE EINSTELLUNGEN
Weitere Informationen zum Zugriff auf die erweiterten Einstellungen finden Sie unter «Menü-Zugang».
Zu den beiden E-Hand-Modi und gibt es die folgenden weiteren Einstellungen:
H.S.
: HotStart, erhöhter Zündstrom in % des Schweißstroms.
H.S.E.
: Hotstart Time, Dauer in Sekunden.
A.S.
: Antisticking, aktiviert (On), der Schweißstrom wird automatisch abgeschaltet, falls ein Kurzschluss mehr als 2 Sekunden auftritt.
Deaktiviert (Off), der Schweißstrom wird nicht automatisch ausgeschaltet.
Im Steignahtmodus gibt es zwei weitere Einstellmöglichkeiten.
FrE.
: Frequenz, Anzahl von Schweißstromwechseln pro Sekunde (Hz).
Prc.
: Prozent, niedrigerer Zweitschweißstrom in Prozent des Hauptschweißstroms.
WIG-SCHWEISSEN (WIG-MODUS

ANSCHLUSS UND HINWEISE
Zum WIG-Schweißen benötigt man einen Brenner mit Drehventil sowie eine Schutzgasflasche mit Druckminderer.
Verbinden Sie das Massekabel mit der positiven Schweißstrombuchse (+) und den Brenner mit der negativen Schweißstrombuchse des Gerätes (-). Schließen Sie Brenner und Gasschlauch an.
Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse, Spannhülse, Brennerkappe und Wolfram-Elektrode).
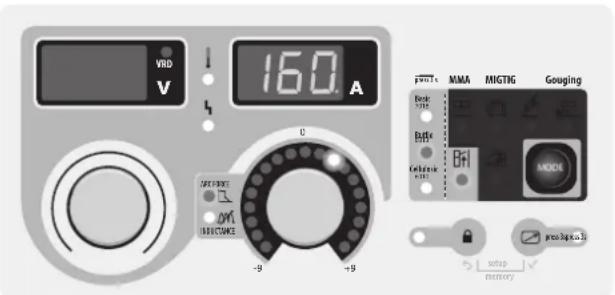
BETRIEBSART-AUSWAHL
Drücken Sie mehrmal auf die Taste MODE bis die LED unter dem Symbol leuchtet..

SCHWEISSPARAMETER
1. Einstellung des Schweißstroms:
Der Schweißstrom wird mit dem Drehregler (○) eingestellt. Der Wert wird in der rechten Digitalanzeige angezeigt.
2. Einstellung des Stromabfalls (downslope):
Stellen Sie die Zeit mit den Drehregler ein. Der LED-Ring zeigt die Einstellposition an. Die rechte Digitalanzeige zeigt die Zeit in Sekunden genau an.
text_image
VRD V 160 A 9 9 19 MMA MIG TIG Gouging MODE preak select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select Select selectDie markierten Bedienelemente sind in diesem Modus deaktiviert.
ZÜNDUNG :
Die Zündung erfolgt über Berühren «LIFT» : Mit der Elektrode das Werkstück berühren, dann den Brenner langsam anheben, der Lichtbogen bildet sich.
UNTERBRECHUNG DES SCHWEIßVORGANGS / AUSLÖSEN DES «Downslopes» :
Zum Beenden des Schweißvorgangs den Brenner langsam hoch ziehen. Die Stromstärke nimmt allmählich ab (Downslope).
EINSTELLHILFE UND VERSCHLEISSTEILE-AUSWAHL
| DC | Strom (A) | Elektrode (mm) | Düsen (mm) | Argon-Durchflussmenge (L/min) | |
| 0.3 - 3 mm | 5 - 75 | 1 | 6.5 | 6 - 7 | |
| 2.4 - 6 mm | 60 - 150 | 1.6 | 8 | 6 - 7 | |
| 4 - 8 mm | 100 - 200 | 2 | 9.5 | 7 - 8 | |
| 6.8 - 8.8 mm | 170 - 220 | 2.4 | 11 | 8 - 9 | |
| 9 - 12 mm | 255 - 300 | 3.2 | 12.5 | 9 - 10 |
SCHLEIFEN DER ELEKTRODE
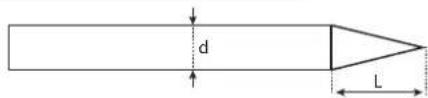
text_image
d LL = 3 x d bei kleinem Schweißstrom
L = d bei hohem Schweißstrom
SYNERGISCHES MIG/MAG-SCHWEISSEN MIT WERKSTATTDRAHTVORSCHUBKOFFER (EXAFEED

ANSCHLUSS UND HINWEISE
- Verbinden Sie das Massekabel entsprechend dem Drahttyp entweder mit der positiven (+) oder der negativen (-) Schweißstrombuchse des Gerätes.
- Schließen Sie das Zwischenschlauchpaket an die freie Schweißstrombuchse an.
- Verbinden Sie den Steuerleitungsstecker des Zwischenschlauchpakets mit der zehnpoligen Steuerkontaktbuchse (ABB-1, 5),
- Der Anschluss des Zwischenschlauchpakets an den Drahtvorschubkoffer ist in der Bedienungsanleitung des Drahtvorschubskoffers beschrieben.
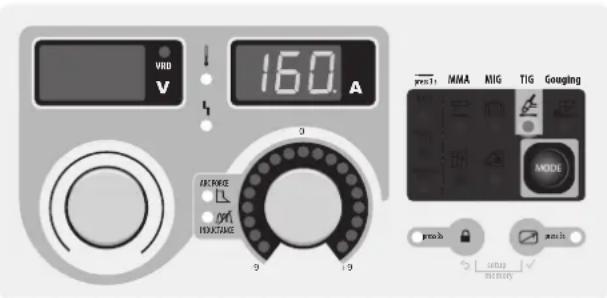
MODUS-AUSWAHL UND EINSTELLUNGEN
Drücken Sie mehrfach die Brucktaste bis die LED leuchtet. Die beiden Anzeige zeigen - - - und die Drehregler sind deaktiviert. Die Einstellungen werden am Bedienfeld des Drahtvorschubkoffers vorgenommen (Lesen Sie bitte die Bedienungsanleitung des Drahtvorschubkoffers für die Einstellungen).
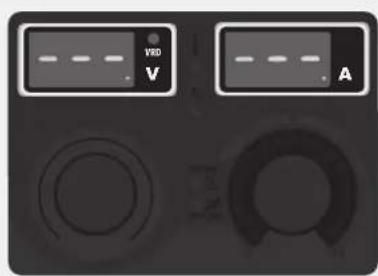
text_image
V A
text_image
press MMA MIG TIG Gouging MODEDie markierten Bedienelemente sind in diesem Modus deaktiviert.
SYNERGISCHES MIG/MAG-SCHWEISSEN MIT DRAHTVORSCHUBKOFFER (MIT SPANNUNGSERKENNUNG [CV])
ANSCHLUSS UND HINWEISE
- Verbinden Sie das Massekabel entsprechend dem Drahttyp entweder mit der positiven (+) oder der negativen (-) Schweißstrombuchse des Gerätes.
- Schließen Sie das Verbindungskabel (NOMAD CABLE) an die freie Schweißstrombuchse an am Gerät an und verbinden es anschließend mit dem Dinse-(Texas-)Stecker am Drahtvorschubkoffer.
- Lesen Sie bitte die Bedienungsanleitung des Drahtvorschubkoffers für die Einstellungen.
MODUS-AUSWAHL UND EINSTELLUNGEN
Drücken Sie mehrfach die MOTIF rucktaste bis die LED leuchtet.
1. Einstellung der Schweißspannung:
Stellen Sie die Schweißspannung mithilfe des Drehreglers (entsprechend der Schweißausgabe ein. Die eingestellte Spannung wird auf der linken Anzeige angezeigt.
2. Einstellung der Drossel:
Die Drosselwirkung regulieren Sie mit dem Drehregler ^1 Eine beleuchtete Anzeige zeigt einen Wert von -9 bis +9 an. Je kleiner die Drosselwirkung, desto härter ist der Lichtbogen und je höher die Drosselwirkung, desto weicher ist der Lichtbogen.
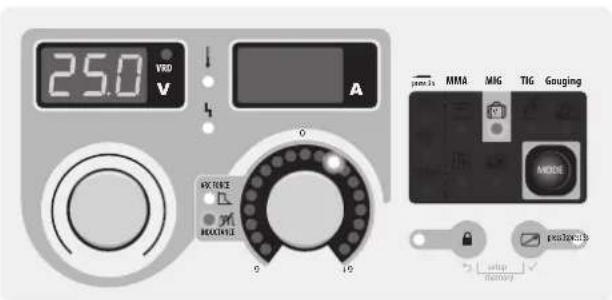
text_image
25.0 V80 V A OFF RACE MOBILE 9 19 JPM 13 MMA MIG TIG Gouging MODE Pots/Retin stop stopDie markierten Bedienelemente sind in diesem Modus deaktiviert.
FUGENHOBELN
ANSCHLUSS UND HINWEISE
- Verbinden Sie das Massekabel mit der negativen Schweißstrombuchse (-),
- Verbinden Sie den Fugenhobeln-Brenner mit der positiven Schweißstrombuchse (+),
- Setezn Sie eine Karbonelektrode in den Brenner ein,
- Schließen Sie die Druckluft am Fugenhobeln-Brenner an,
Zünden Sie den Lichtbogen durch Kontakt von Elektrode und Werkstück
MODUS-AUSWAHL UND EINSTELLUNG
Drücken Sie mehrfach die MOLE rucktaste bis die LED

Stellen Sie die Lichtbogenspannung mithilfe des Drehreglers entsprechend ein. Die eingestellte Spannung wird auf der linken Anzeige angezeigt.
• 36V bis 45V für 6,35mm-Elektroden
• 39V bis 45V für 8mm-Elektroden

text_image
46.0 V A
text_image
PRAKTS MMA MIG TIG GOUING MODE pre-jog-kuDie markierten Bedienelemente sind in diesem Modus deaktiviert.
STROM-/SPANNUNGANZEIGE BEIM SCHWEISSEN
Das Gerät zeigt die aktuellen Schweißstrom- und Schweißspannungwerte beim Schweißen an. Nach Ende des Schweißvorgangs werden die durchschnittlichen Werte 30 Sekunden lang angezeigt. Sobald Veränderungen der Einstellungen vorgenommen werden, werden die eingestellten Werte angezeigt.
SPEICHERN UND ABRUFEN DER SCHWEISSENEINSTELLUNGEN
Die eingestellten Werte bleiben beim Ausschalten erhalten und stehen bei Wiedereinschalten des Gerätes sofort zur Verfügung. Zusätzlich können weitere Einstellungen gespeichert und abgerufen werden.
50 Speicherplätze sind für jeden Modus verfügbar. Gespeichert werden:
- Die Haupteinstellung
- Die sekundäre Einstellung (E-Hand, CV)
- Die weitere Einstellungen (E-Hand)
Speichern der Einstellungen:
- Drücken Sie drei Sekunden die - und -Drucktasten. Sobald SET UP leuchtet, können Sie die Drucktasten loslassen.
- Drehen Sie einen der Drehregler bis aufleuchtet. Drücken Sie auf zur Bestätigung.
- Ein freier Speicherplatz (01 bis 50) wird angezeigt. - Drehen Sie den Drehregler zur Auswahl eines Speicherplatzes. Mit Druck auf bestätigen. - Die Einstellungen wurden gespeichert/Sie verlassen direkt das Menü.
Eine gespeicherte Einstellung abrufen:
- Drücken Sie drei Sekunden auf die - und -Drucktasten. Sobald SET. UP leuchet, die Drucktasten loslassen.
- Drehen Sie einen der Drehregler bis aufleuchtet, drücken Sie auf zur Bestätigung.
- Es wird eine Speichernummer (01 bis 50) angezeigt.
- Mit dem Drehregler wählen Sie den Speicherplatz aus und bestätigen mit der Drucktaste. Die gespeicherten Werte werden geladen/Sie verlassen direkt das Menü.
FERNREGLER

Eine Fernsteuerung (Analog und Fußpedal) ist nicht möglich, wenn das EXATIG (Art.-Nr. 013780) am EXAGON angeschlossen ist. Diese Funktionen werden automatisch deaktiviert, auch wenn sie am EXAGON angeschlossen sind.
Der Schweißstrom des EXAGON kann durch den am EXATIG angeschlossenen Potentiometer-Brenner (Art.-Nr. 047877) eingestellt werden. (Der Brenner steuert den Strom des EXAGON).
ANSCHLUSS UND HINWEISE
Die Fernregelung funktioniert in allen Modi.
Mit dem Fernregler können die Schweißstromstärke im E-Hand und WIG-Modus und die Spannung im MIG/MAG-Modus (CV) oder beim Fugenhobeln verändert werden.
Anschluss:
1- Schließen Sie den Fernregler an der Rückseite des Gerätes an.
2- Das Gerät erkennt den Fernregler automatisch und auf dem Display öffnet sich folgendes Menü:

Fussfernreglerauswahl

Auswahl des Handfernreglers Typ Poti.
Wählen Sie den Fernregler mit einem der Drehregler aus und bestätigen Sie mit

Die LED leuchtet (ABB-2, Nr.14).
Der Fernregler kann am Gerät aktiviert/deaktiviert werden. Drücken Sie drei Sekunden die ☑ -Drucktaste, die LED (ABB-2, Nr.14) zeigt den Fernreglerzustand an (LED an = Fernregler an).
Fernsteuerungsbetrieb:
- Handfernregler (Zubehör Art.-Nr. 045675).
Der Fernregler ermöglicht die Regelung des Schweißstroms von 50% bis 100% der am Gerät eingestellten Stromstärke. Für die maximale Schweißstromstärke muss diese am Gerät als Schweißstrom eingestellt sein.
Der Fernregler ermöglicht die Regelung der Schweißspannung von min. bis max. (Der Drehregler am Gerät ist deaktiviert).
- Fußfernregler (Zubehör Art.-Nr. 045682) :
Der Fernregler ermöglicht im WIG-Modus die Regelung des Schweißstroms von I Start (minimale Einstellung) bis 100% der am Gerät eingestellten Stromstärke. In der Anzeige erscheint der am Gerät eingestellte Wert.
Anschluss
Mit dem optional erhältlichen Anschluss (Art.-Nr. 045699) ist die Verwendung anderer Fernregler möglich. Anschluss siehe Schaltplan (Sie benötigen ein 10kΩ-Potentiometer):

Art.-Nr. 045699 Außenansicht
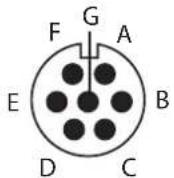
Anschlussplan für Fernregler.
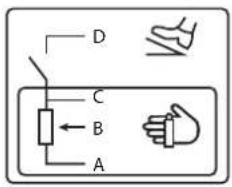
text_image
D C B ALÜFTUNG
Die Anlage besitzt eine geregelte Lüftung. Die Lüfterdrehzahl ist abhängig von Temperatur und Einsatzdauer.
FERNREGLERSPERRE
Das Bedienfeld lässt sich zur Vermeidung von unbeabsichtigten Veränderungen der eingestellten Schweißparameter sperren.
Aktivieren:
Drücken Sie für drei Sekunden die -Drucktaste, in der Anzeige erscheint Loc und dann wird wieder der Strom angezeigt. Die LED (ABB-2, Nr.11) leuchtet.
Alle Drucktasten und der rechte Drehregler sind deaktiviert. Der linke Drehregler ermöglicht eine +/- Änderung des eingestellten Wertes. Die maximal mögliche Veränderung der Einstellung legen Sie in der «Toleranz»-Einstellung fest tol. (siehe den Abschnitt «Menü-Zugang»).
Zum Entsperren des Bedienfelds drücken Sie wieder drei Sekungen auf die -Drucktaste. Im Display erscheint Un Loc und dann wieder der Strom. Die LED (ABB-2, Nr.11) erlischt.
MENÜ-ZUGANG
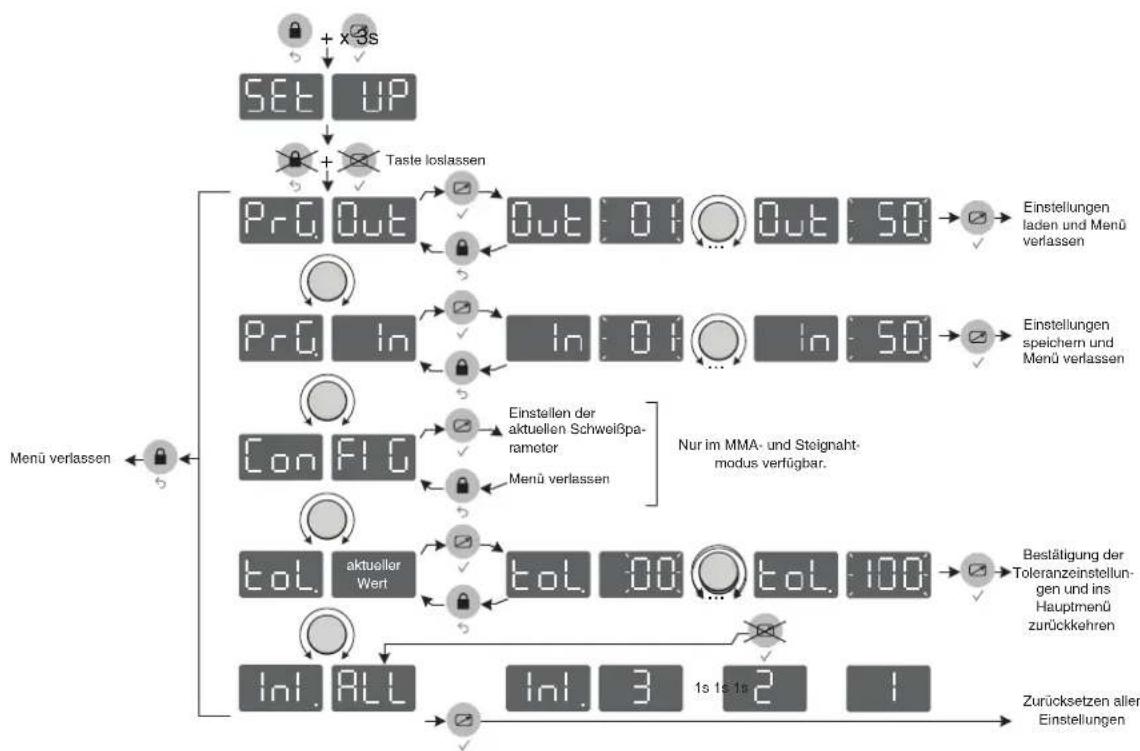
flowchart
graph TD
A["SET UP"] --> B["Taste loslassen"]
B --> C["PrQ Out"]
C --> D["Out 01"]
D --> E["Out 50"]
E --> F["Einstellungen laden und Menü verlassen"]
B --> G["PrQ In"]
G --> H["In 01"]
H --> I["In 50"]
I --> J["Einstellungen speichern und Menü verlassen"]
B --> K["Con FIG"]
K --> L["Einstellen der aktuellen Schweißparameter"]
L --> M["Menü verlassen"]
K --> N["tol. aktueller Wert"]
N --> O["tol. 00"]
O --> P["tol. 100"]
P --> Q["Bestätigung der Toleranzeinstellungen und ins Hauptmenü zurückkehren"]
K --> R["Inl. ALL"]
R --> S["Inl. 3"]
S --> T["1s 1s 1s 2"]
T --> U["Zurücksetzen aller Einstellungen"]
V["Menü verlassen"] --> W["←"]
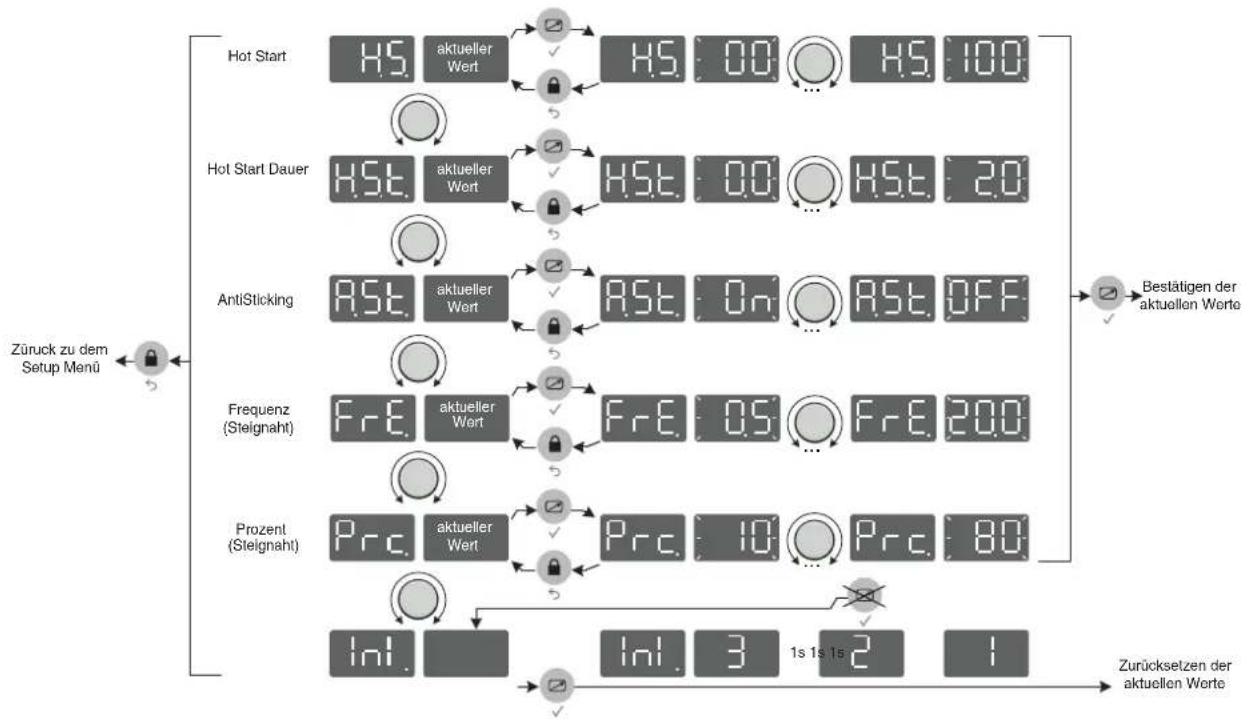
flowchart
graph TD
A["Züruck zu dem Setup Menü"] --> B["Hot Start"]
B --> C["HS aktueller Wert"]
C --> D["HS 00... HS 100"]
B --> E["Hot Start Dauer"]
E --> F["HST aktueller Wert"]
F --> G["HST 00... HST 20"]
B --> H["AntiSticking"]
H --> I["AST aktueller Wert"]
I --> J["AST On... AST OFF"]
B --> K["Frequenz (Steignaht)"]
K --> L["FrE aktueller Wert"]
L --> M["FrE 05... FrE 200"]
B --> N["Prozent (Steignaht)"]
N --> O["Prc aktueller Wert"]
O --> P["Prc 10... Prc 80"]
B --> Q["Inl. Inl. 3 1s 1s 2 1"]
Q --> R["Zurücksetzen der aktuellen Werte"]
R --> S["Bestätigen der aktuellen Worte"]
SPANNUNGSVERMINDERUNGSSYSTEM (VRD - SEITE 93)
Das Spannungsverminderungssystem (VRD) reduziert die zugewiesene Leerlaufspannung auf einen Wert nicht über 35 V in dem Augenblick, wo der Widerstand des äusseren Schweißstromkreises 200 Ω übersteigt. Die Reaktionszeit ist geringer als 300 ms. In der Voreinstellung ist das Spannungsverminderungssystem deaktiviert. Um es zu aktivieren muss der Bediener das Gerät öffnen und vorgehen wie folgt. DIE VRD AKTIVIERUNG BZW. DEAKTIVIERUNG DARF NUR EINE ELEKTROFACHKRAFT DURCHFÜHREN.
- Trennen Sie das Gerät vom Netzstrom und warten Sie aus Sicherheitsgründen 5 Minuten.
- Lösen Sie die 3 Schrauben von jeder Griffbefestigung (1 oben, 2 auf der Seite) = 4x3 Schrauben
- Entfernen Sie die 4 Griffbefestigungen und die 2 Röhren.
- Entfernen Sie die 2 verbliebenen zentralen Schrauben des Gehäuses.
- Ziehen Sie das Gehäuse vorsichtig ab und entfernen Sie das Erdungskabel; dieses ist mit dem Gehäuse verbunden.
- Identifizieren Sie die Steuerplatine und den roten Unterbrecher (siehe Seite 93).
- Legen Sie die beiden Schalter 1 und 2 (in der Voreinstellung auf ON) in die entgegengesetzte Einstellung um.
- Verbinden Sie das Erdungskabel mit dem Gehäuse und setzen Sie das Gehäuse wieder auf, befestigen Sie alle Schrauben und befestigen Sie die Tragegriffe.
- Schalten Sie das Gerät ein. Das Spannungsverminderungssystem ist aktiv und die LED « VRD » des Bedienfeldes leuchtet.
FEHLERMELDUNGEN, FEHLER, URSACHE, LÖSUNG
Diese Anlage besitzt ein Fehlermeldesystem. Im Fehlerfall werden konkrete Fehlermeldungen angezeigt.
| Fehlermeldung Bedeutung Ursache Lösung | |||
 | Thermoschutz | Überschreiten der Einschaltdauer. Umgebungstemperatur höher als 40°C. Lüftergitter verstopft. | Warten Sie bis die Anzeige nicht mehr leuchtet, um weiter zu schweißen. Beachten Sie die Einschaltdauer und sorgen für eine bessere Belüftung. Der Einsatz eines optionalen Staubfilters reduiziert die Einschaltdauer. |
 | Fehler Netzspannung | Netzspannung außerhalb der Toleranz oder Phasenfehler. | Überprüfen Sie ihre Elektroinstallation. Die Versorgungsspannung muss zwischen 340Veff und 460Veff liegen. |
 | Fehler Stromsensor | Der Stromsensor ist nicht angeschlossen oder defekt. | Lassen Sie das Gerät von einer qualifizierten Person überprüfen. |
 | Fehler Leistungsrelais Das Leistungsrelais hat nicht geschaltet. | Lassen Sie das Gerät von einer qualifizierten Person überprüfen. | |
 | keine Temperaturmeldung Kein Signal vom Thermosensor. | Lassen Sie das Gerät von einer qualifizierten Person überprüfen. | |




Lüfterfehler Einer der Lüftern läuft nicht korrekt.
Prüfen Sie, ob keine Fremdkörper den Lüfter abbremsen. Prüfen Sie die Verkabelung bzw. tauschen Sie den Lüfter.
HInweis: Alle Änderungen, die die Abnahme des Gerätgehäuse oder die Kontrolle der Elektroanlage benötigen, müssen von qualifizierten Fachpersonal durchgeführt werden.
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
- Durch Transport verursachten Beschädigungen.
- Normalem Verschleiß der Teile (z.B.: Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
- Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
- Durch Umwelteinflüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOER
HET AFSTELLEN VAN DE LASINTENSITEIT
AANSLUITINGEN EN ADVIEZEN
SALDATURA AD ELETTRODO TUNGSTENO CON GAS INERTE (TIG
COLLEGAMENTO E CONSIGLI
* Einschaltdauer gemäß IEC 60974-1 (10 Minuten - 40°C).
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist. Die Stromquelle beschreibt eine fallende Ausgangscharakteristik.




