
Gyspot PTI Premium PRO 400V - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Gyspot PTI Premium PRO 400V GYS als PDF.

Benutzerfragen zu Gyspot PTI Premium PRO 400V GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Gyspot PTI Premium PRO 400V - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Gyspot PTI Premium PRO 400V von der Marke GYS.
BEDIENUNGSANLEITUNG Gyspot PTI Premium PRO 400V GYS
Einstellung des Federzugbalancers immer unter Last! Zuvor Zange einhängen!
SICHERHEITSANWEISUNGEN
ALLGEMEIN

Lesen Sie vor Inbetriebnahme des Gerätes die Anleitung sorgfältig durch. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, wenn diese nicht explizit in der Anleitung gennant werden. Bewahren sie diese Bedienungsanleitung sorgfältig auf.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind. Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal. Diese Anweisungen beziehen sich auf das Material im Auslieferungszustand. Es liegt in der Verantwortung des Benutzers, bei Nichteinhaltung dieser Anweisungen eine Risikoanalyse durchzuführen.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten und für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen (Material, Materialstärke, usw) verwendet werden. Respektieren Sie die Sicherheitsanweisungen. De Hersteller ist für Schäden bei fehlerhaften oder gefährlichen Verwendung nicht verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität leiten können. Achten Sie sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m (über NN) einsetzbar.
SICHERHEITSHINWEISE
Widerstandpunktschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen. Das Gerät ist für den Gebrauch durch qualifiziertes Personal geeignet, das eine an den Gebrauch der Maschine angepasste Ausbildung erhalten hat (z.B. Karosserie-Ausbildung).
Beim Schweißen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährliche Hitzequelle, elektromagnetische Strahlung (Personen mit medizinischen Implantaten oder Geräten wie z.B. Herzschnittmacher, Hörgeräte, Insulinpumpen, etc., sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen), elektrische Schläge, Schweißlärm und -rauch.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:

Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.

Tragen Sie bitte Elekro- und Wärmeisolierungshandschuhe.

Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart und -strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten durch eine geeignete Schutzbrille (Kontaktlinsen sind nicht ausrechend)! Schirmen Sie den Schweißbereich bei enstprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor Schweißspritzen, usw. zu schützen.
In der Nähe der Schweißzone befindliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutz ausgerüstet sein.

Bei Gebrauch des Schweißgerätes ensteht sehr Lärm, der auf Dauer das Gehör schädigen kann. Tragen Sie daher im Dauereinsatz ausreichend Gehörschutz und schützen Sie in der Nähe arbeitende Personen.
Bewegliche Teile (Lüfter, Elektroden...), ungeschützte Hände, Haare und Kleidungstücke müssen auf Distanz gehalten werden. Entfernen Sie unter keinen Umständen das Gehäuse des Gerätes, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung bzw. Nichteinhaltung der Sicherheitshinweise entstanden sind.

ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Achten Sie vor Instandhaltung / Reinigung einer wassergekühlten Zange oder Pistole darauf, das Kühlaggregat nach Schweißende ca. 10 min weiterlaufen zu lassen. Bei der Anwendung einer wassergekühlten Zange muss die Kühleinheit eingeschaltet werden, damit die Kühlfüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden. Der Arbeitsbereich muss vor dem Verlassen abgesichert werden um Personen und Sachen zu schützen.
SCHWEISSRAUCH/-GAS

Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen Sie daher immer für ausreichend Frischluft, technische Belüftung, oder ein zugelassenes Atemluftfiltergerät. Prüfen Sie, dass die Absaugung ausreichend stark ist und den aktuellen Sicherheitsstandards entspricht.
Achtung! Bei Schweißarbeiten in kleinen Räumen müssen Sicherheitsabstände besonders beachtet werden. Beim Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle entstehen giftige Dämpfe. Erhöhte Vorsicht gilt beim Schweißen von Behältern. Entleeren und reinigen Sie diese zuvor. Um die Bildung von Giftgasen zu vermeiden bzw. zu verhindern, muss der Schweißbereich des Werkstückes von Lösungs- und Entfettungsmitteln gereinigt werden. Die zum Schweißen benötigten Gasflaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasflaschen erhalten Sie von Ihrem Gaselieferanten. Schweißarbeiten in unmittelbarer Nähe von Fett und Farben ist grundsätzlich verboten!
- Bei der Anwendung dieser Punktschweißanlage können Dämpfe und Gase entstehen, die Chemikalien enthalten, die lt. dem Staat Kalifornien zu angeborenen Fehlbildungen führen und/oder krebserregend sein können. (Gesundheits- und Sicherheitsgesetzbuch des Staates Kalifornien, Kapitel 25249.5 und folgendes).
- Diese Anlage enthält Chemikalien wie Blei, die lt. dem Staat Kalifornien zu angeborenen Fehlbildungen führen und/oder krebserregend, bzw. zu anderen Fruchtbarkeitsproblemen führen können. Nach der Anwendung die Hände waschen.
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasflaschen (brennbare Gase) und andere brennbare Materialien beträgt mindestens 11 Meter. Brandschutzausrüstung muss im Schweißbereich vorhanden sein.
Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle für Feuer oder Explosionen.
Behalten Sie einen Sicherheitsabstand zwischen Personen, entflammbaren Materialien und Druckbehältern. Schweißen Sie keine Behälter, die brennbare Materialien enthalten ((auch keine Reste davon) -> Gefahr entflammbarer Gase). Falls Behälter geöffnet sind müssen diese von entflammbaren oder explosiven Materialen vollständig gereinigt werden. Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entflammbaren Materialen.
ELEKTRISCHE SICHERHEIT

Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung angeschlossen werden. Das Berühren stromführender Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse wenn das Gerät mit dem Stromnetz verbunden ist. Trennen Sie IMMER das Gerät vom Stromnetz und warten Sie 2 weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der Kondensatoren entladen kann.
Ausschließlich qualifiziertem und geschultem Fachpersonal ist es vorbehalten beschädigte Kabel und Pistole auszutauschen. Achten Sie beim Austausch stets darauf das entsprechende Äquivalent zu verwenden. Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand, um selbst vom Schweißstromkreis getrennt zu sein. Achten Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.

Achtung! Sehr heiße Oberfläche. Verbrennungsgefahr.
- ACHTUNG! Die Werkstücke und Geräte sind nach Anwendung sehr heiß! Seien Sie daher im Umgang mit den Werkstücken und Geräten vorsichtig, um Verbrennungen zu vermeiden.
- Berühren Sie die heißen Werkstücke nicht mit bloßen Händen.
- Vor der Bedienung müssen die Werkstücke sich abkühlen.
- Im Falle einer Verbrennung, sofort gründlich mit Wasser kühlen und Arzt konsultieren.
CEM-KLASSE DES GERÄTES

ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Stromversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.

ACHTUNG! Dieses Gerät ist nicht mit der Norm IEC 61000-3-12 konform. Es ist dafür bestimmt, an private Niederspannungsnetze angeschloßen zu werden, die an öffentliche Stromnetze mit einer mittleren und hohen Spannung verbunden sind. Wenn das Gerät an einem öffentlichen Niederspannungsnetz betrieben wird, sind der Installateur und der Anwender des Geräts dafür verantwortlich, zu gewährleisten, ob die MAschine verbunden werden kann, indem sie sich beim Betreiber des Netzes informieren wenn nötig.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN

Der durch Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMF). Beim Betrieb von Schweißanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen. Zum Beispiel Zugangseinschränkungen für Passanten oder individuelle Risikobewertung für Schweißer.
Alle Schweißer sollten gemäß dem folgenden Verfahren die Exposition zu elektromagnetischen Feldern aus Schweißgeräten minimieren :
- Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
- Achten Sie darauf, dass ihr Oberkörper und Kopf sich so weit wie möglich von der Schweißarbeit entfernt befinden;
- Achten Sie darauf, dass sich die Kabel, den Brenner oder die Masseklemme nicht um Ihren Körper wickeln;
- Stehen Sie niemals zwischen Masse- und Brennerkabel. Die Kabel sollten stets auf einer Seite liegen;
- Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
- Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle;
- Während des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweißen.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden.
HINWEIS ZUR PRÜFUNG DES SCHWEISSPLATZES UND DER SCHWEISSANLAGE
Allgemein
Der Anwender ist für die korrekte Benutzung des Schweißgerätes und des Materials gemäß der Herstellerangaben verantwortlich. Treten elektromagnetischer Störungen auf, liegt es in der Verantwortung des Anwenders mithilfe des Herstellers, eine Lösung zu finden. Die korrekte Erdung des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des Schweißstroms erforderlich sein. Eine Reduzierung der elektromagntischen Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender muss potenzielle elektromagnetische Probleme der Umgebung prüfen vor dem Installieren der Widerstandspunktschweißeinrichtungen. Zur Bewertung potentieller elektromagnetischer Probleme in der Umgebung sollte der Anwender folgendes berücksichtigen:
a) Netz-, Steuer-, Signal-, und Telekommunikationsleitungen;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) Sicherheitseinrichtungen, zum Beispiel, Industriematerialschutz;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss prüfen, dass andere Materialen in der Umgebung benutzt werden können. Weitere Schutzmaßnahmen können dadurch erforderlich sein;
h) die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe der zu beachtenden Umgebung ist von der Struktur des Gebäudes und der anderen dort stattfindenden Aktivitäten abhängig. Die Umgebung kann sich auch außerhalb der Grenzen der Schweißanlagen erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10 der IEC/CISPR 11:2009 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Minderungsmaßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öffentliche Stromversorgung: Es wird empfohlen das Widerstandspunktschweißgerät gemäß der Hinweise des Herstellers an die öffentliche Versorgung anzuschließen. Falls Interferenzen auftreten, können weitere Maßnahmen erforderlich sein (z.B. Netzfilter). Eine Abschirmung der Versorgungskabel durch ein Metallrohr kann erforderlich sein. Kabeltrommeln sollten vollständig abgerollt werden. Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Es wird empfohlen das Schweißgerät gemäß der Hinweise des Herstellers an die öffentliche Versorgung anzuschließen. Alle Zugänge und Gehäuseteile müssen geschlossen und korrekt verriegelt werden, wenn das Gerät in Betrieb ist. Das Schweißgerät und das Zubehör sollten in keiner Weise geändert werden mit Ausnahme der in den Anweisungen des Geräteherstellers erwähnten Änderungen und Einstellungen.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich und eng zusammen sein und am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes sollten des Schweißplatzes sollten in den Potentialausgleich einbezogen werden. Es besteht trotzdem die Gefahr eines elektrischen Schlages, wenn Elektrode und Metallteile gleichzeitig berührt werden. Der Anwender muss sich von metallischen Bestückungen isolieren.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmte Fälle die Störung reduzieren. Die Erdung von Werkstücken, die Verletzungsrisiken für Anwender oder Beschädigung anderer elektrischen Materialen erhöhen können, sollen vermieden werden. Die Erdung kann direkt oder über einen Kondensator erfolgen. Der Kondensator sollte gemäß der nationalen Normen gewählt werden.
f. Schutz und Trennung: Eine Abschirmung von anderen Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung kann die Störungen reduzieren. Die Abschirmung der ganzen Schweißzone kann für Spezialanwendungen in Betracht gezogen werden.
TRANSPORT DER SCHWEISSSTROMQUELLE

Das Schweißgerät lässt sich mit den Griffen auf der Geräteoberseite bequem bewegen. Unterschätzen Sie jedoch nicht dessen Eigengewicht! Die Handgriffe sind jedoch kein Lastaufnahmemittel.
Ziehen Sie niemals an Kabeln, um das Gerät zu bewegen. Das Gerät darf nicht über Personen oder Objekte hinweg gehoben werden.
AUFSTELLUNG
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht größer als 10^ ist und sichern Sie es gegen weg rollen.
- Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
- Das Gerät ist IP20-Schutzart konform, d. h:
- das Gerät schützt die eingebauten Teile vor Berührungen und mittelgroße Fremdkörpern mit einem Durchmesser >12,5 mm,
- keinen Schutz gegen Spritzwasser
Die Versorgung-, Verlängerung- und Schweißkabel müssen komplett abgerollt werden, um Überhitzung zu verhindern.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
WARTUNG / HINWEISE
• Die Anwender dieser Anlage müssen angemessen ausgebildet sein, um die Anlange problemlos nutzen zu können und ein optimales Arbeitsergebnis zu erzielen (Beispiel: Karosserieausbildung).
- Vor jeder Fahrzeugreparatur ist zu überprüfen, ob der Schweißprozess vom Hersteller genehmigt ist.

Die Wartung und Reparatur des Stromgenerators kann nur von GYS Fachleuten durchgeführt werden. Jedes Eingreifen einer dritten Person führt zum Verlust der Gewährleistung. Die Firma GYS lehnt jegliche Verantwortung für jeden Zwischenfall oder Unfall nach unbefugtem Eingriff ab.

Es ist erforderlich die Stromversorgung auszuschalten und zu warten Sie bis die Lüfter komplett still stehen, bevor das Gerät geöffnet wird. Die Spannungen und Leistungen in dem Gerät sind hoch und gefährlich.
- Vor Arbeiten am Druckluftkreis muss die Druckluftversorgung abgekoppelt sein, und der Druckluftkreis entlüftet werden.
- Der Filter des Entfeuchters an der hinteren Seite des Geräts soll regelmäßig gereinigt werden.
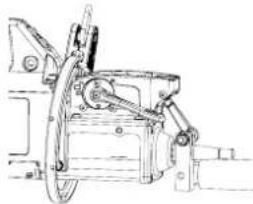
- Das Gerät ist mit einem Federbalancer ausgestattet, die eine einfachere Handhabung der Zange ermöglicht. Die Zange sollte allerdings nicht auf Dauer am Balancer einghangen bleiben, da dies zur vorzeitigen Ermüdung der Federeinhalt führen kann. Bitte die Zange nicht ins Seil fallen lassen, ohne sie zurückzuhalten, da dies ebenfalls zu Beschädigungen führen kann.
- Die Federspannung lässt sich mit dem mitgelieferten Werkzeug einstellen.
- Das Kühlmittelniveau ist für die Funktion der Anlage wichtig und muss sich zwischen Minimum und Maximum befinden (Kennzeichnung an der Anlage). Dieses Niveau regelmäßig prüfen und auffüllen wenn notwendig.
- Das Kühlmittel sollte spätetestens alle 2 Jahre gegen geeignetes Ersatzkühlmittel ausgetauscht werden.
- Schweißwerkzeuge sind einem gewissen Verschleiß ausgesetzt. Um die optimale Leistung der Anlage zu gewährleisten, ist eine regelmäßige Reinigung bzw. Austauschen der Schweißelektroden (Kappen) unbedingt erforderlich.
ABB-3
Nehmen Sie die Referenz gefolgt von ND, wenn der Zangenstrahl mit einem roten Rohr ausgestattet ist.
- Überprüfen Sie regelmäßig den Zustand der Elektrodenkappen (flach, gerundet oder abgeschrägt) und reinigen Sie die Kappen gegebenenfalls mit Schleifpapier (feine Körnung) oder ersetzen Sie diese (Referenz am Gerät).
- Um qualitativ hochwertige Schweißpunkte zu setzen, ist es nötig nach ca. jedem 200sten Punkt die Elektrodenkappe zu wechseln. Benutzen Sie hierzu den entsprechenden Elektrodenkappen- Schlüssel. (Art-Nr. 050846)
- Setzen Sie die Elektrodenkappen mit Kupferpaste ein (Art-Nr: 050440)
• Elektrodenkappe Typ A (Art-Nr: 049987)
• Elektrodenkappe Typ F (Art-Nr: 049970)
• Schräge Elektrodenkappe (Art-Nr: 049994)
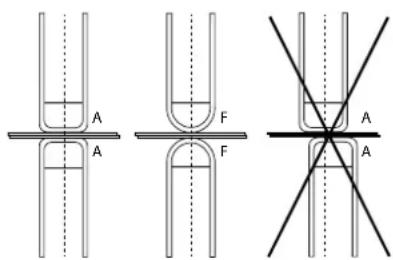
ACHTUNG! Die Elektrodenkappen müssen einander exakt gegenüberstehen. Sollte dies nicht der Fall sein, justieren Sie bitte die Elektrodenarme. (siehe Abschnitt zur Einstellung der Zangenarme)
- Bevor Sie die Monopunktpistole benutzen, überprüfen Sie den Zustand der Werkzeuge (Stern, Monopunktelektrode, Karbonelektrode...) und reinigen oder ersetzen Sie diese ggf.
- Nehmen Sie regelmäßig (mindenstens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit trockener Pressluft. Lassen Sie regelmäßig Prüfungen des GYS-Gerätes auf seine elektrische Betriebssicherheit von qualifiziertem Technikern durchführen.
- Überprüfen Sie regelmäßig den Zustand des Versorgungskabels und des Schweißkreislaufs. Wenn Beschädigungsspuren sichtbar sind, lassen Sie sie durch den Hersteller, dessen Kundendienst oder qualifiziertes Personal ersetzen, um Risiken zu vermeiden.

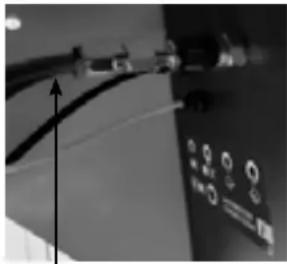
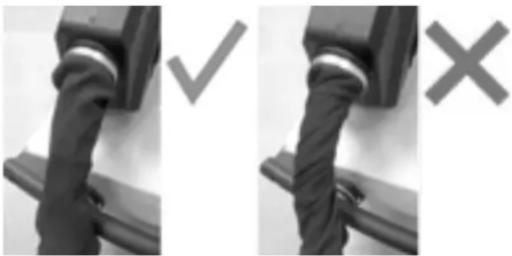
Achten Sie nach jedem Gebrauch darauf, dass der Kabelbaum nicht verdreht ist. Ein ständig verdrehter Kabelbaum führt zu einer vorzeitigen Beschädigung und kann eine elektrische Gefahr für den Benutzer darstellen.
- Lüftungsschlitze nicht bedecken.
AUFBAU UND FUNKTION
Das Gerät darf nur von qualifizierten und befugten Personen montiert und in Betrieb genommen werden. Der Aufbau darf nur im ausgeschalteten, nicht angeschlossenen Zustand vorgenommen werden. Serien- oder Paralellanschlüsse von Generatoren sind untersagt.
BESCHREIBUNG (ABB.1)
Diese Anlage wurde konzipiert, um folgende Funktionen bei Karosseriereparaturen zu erfüllen:
- Punktschweißen mit pneumatischer Zange
- Schweißen mit dem Stoßpunkter (Pistole),
- Anschweißen von Bolzen, Nieten, Unterlegscheiben, Grobgewindebolzen,
- Ausbeulen von kleinen Beschädigungen (Beulen, Dellen, Hagelschäden).
1- SD-Kartenleser 6- Ventilator
2- Bedienfeld 7- Einschaltschalter
3- Kühleinheit 8- Netzleitung
4- Halterung für Verriegelung des Auslegers 9- Behälterverschluss
5- Filter 10- Kühflüssigkeitsfüllstandanzeige
BESCHREIBUNG DER ZANGE (ABB. 2)
1- Ver-/Entriegelungshebel für Bügel
2- Kühlschlauch
3- Orbitalführung
4- Schlauchkörper
5- Elektrode
6- Bügel
7- Seitengriff
8- Taste Fernregelung
9- Taste Monopunkschweißen
VERSORGUNG
- Dieses Gerät darf ausschließlich an einer dreiphasigen 400V (50-60 Hz) Steckdose mit Schutzleiter, abgesichert mit einem Sicherungsautomaten Typ D 25 A (oder Neoz Sicherung aM Typ), betrieben werden.
Der dauerhafte Versorgungsstrom (I1p oder ILp) ist im Abschnitt «Elektrische Daten» angezeigt und entspricht der maximalen Einsatzbedingungen. Beachten Sie, dass die Versorgung und der Schutz (Sicherung und/oder Ausschalter) Ihres Stromnetzes mit dem erforderlichen Strom kompatibel sein muss. In Ländern mit abweichender Netzversorgungswerten kann ein Tausch des Netzsteckers erforderlich sein, um die maximale Leistung abrufen zu können.
• Empfohlen auf der Netzleitung:
Um den Spannungsabfall in der Versorgungsleitung zu begrenzen und das Risiko einer Trennung der Schutzeinrichtung zu vermeiden, ist es unerlässlich, das Gerät an eine «dedizierte» Steckdose anzuschließen. Dieser Stecker muss an die Schalttafel angeschlossen werden und darf nur an dieses Gerät angeschlossen werden.
Bei Verwendung eines Verlängerungskabels muss es eine Länge und einen Querschnitt aufweisen, die der Spannung des Gerätes entsprechen. Verwenden Sie ein Verlängerungskabel, das den nationalen Vorschriften entspricht.
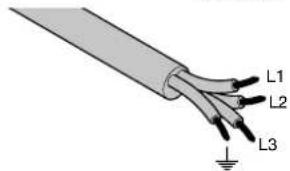
Netzkabel 400 V Steckdose / 3 Phasen + Erdung
text_image
L1 L2 L3L1 : Phase 1
L2 : Phase 2
L3 : Phase 3
⊥ : Erdung (Grün/Gelb oder Grün)
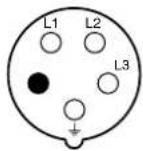
● Neutral (nicht benutzt)
- Die Schweißstromquelle verfügt über einen Über- und Unterspannungsschutz, welcher das Gerät beim Überschreiten der zulässigen Netzspannung (+ / - 15%) in den Stand-By-Modus schaltet. Eine Fehlermeldung erscheint im Bedienfeld.
- Die Druckluftzufuhr sollte zum störungsfreien Betrieb 8 Bar (116 Psi) mit ausreichender Literleistung betragen (trockene Luft). - Anschluß an der Geräterückseite. Druckluftanschlüsse unterhalb 4 Bar (58 Psi) oder oberhalb 10 Bar (145 Psi) sind zum Betrieb dieser Anlage nicht geeignet.
ANSCHLUSS AN STROMAGGREGAT
Das Gerät ist nicht gegen die von Stromaggregaten regelmäßig gelieferten Überspannungen geschützt, also wird es nicht empfohlen, das Gerät an einer solchen Versorgung anzuschließen.
ZUBEHÖR UND OPTIONEN
 Kühlmittel5 l : 06251110 l : 052246 Kühlmittel5 l : 06251110 l : 052246 |  40 Kappen048935 050068 050853 050914 059696 40 Kappen048935 050068 050853 050914 059696 |  x 10 x 18 x 18 x 6 x 10 x 18 x 18 x 6 |  Schutzhaube Schutzhaube |  SD-Karte mit Programmen SD-Karte mit Programmen |  Federbalancer 10>14 kg Federbalancer 10>14 kg |
 Elektrodenkappenschleifer048966 052314 050433 052758 067318 Elektrodenkappenschleifer048966 052314 050433 052758 067318 |  Kraftsensor Kraftsensor |  Schweißtestkoffer Schweißtestkoffer |  Europax Rostschutzpaste Europax Rostschutzpaste |  Pistolen-Bausatz Pistolen-Bausatz | |
 G1 (550 daN) - ref. 022768 INKLUSIVE G1 (550 daN) - ref. 022768 INKLUSIVE | 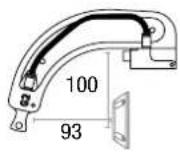 G2 (300 daN) - ref. 022775 G2 (300 daN) - ref. 022775 | 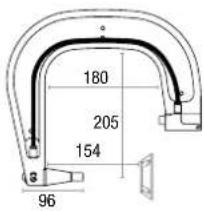 G3 (550 daN) - ref. 022782 G3 (550 daN) - ref. 022782 | |||
 G2 + G3 + G4 - ref. 022898 G2 + G3 + G4 - ref. 022898 | 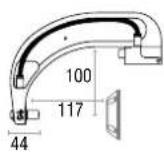 G6 (550 daN) - ref. 022812 G6 (550 daN) - ref. 022812 | 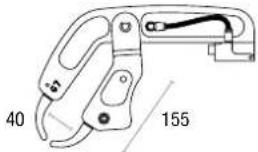 G7 (150 daN) - ref. 022829 G7 (150 daN) - ref. 022829 | |||
text_image
250 500 180 128BEFÜLLUNG DES KÜHLMITTELTANKS

Das von GYS empfohlene Kühlmittel muss verwendet werden :
51: Art.-Nr. 062511 • 101: Art.-Nr. 052246
Die Verwendung anderer Kühlflüssigkeiten, insbesondere von Standardkühlflüssigkeiten, kann wegen der Elektrolyseprozesse zur Bildung von festen Substanzen innerhalb des Kühlkreislaufes führen, die der Effizienz der Kühlung schaden und unter Umständen zum Totalausfall des Systems durch Verstopfen führen können. Jegliche Schäden an der Maschine, die durch die Verwendung eines anderen Kühlmittels verursacht werden, fallen nicht unter die Garantie.
Bei unverdünntem Einsatz bietet es einen Frostschutz bis zu -20°C. Für die Verdünnung darf nur destilliertes Wasser verwendet werden: Die Flüssigkeit darf nicht mit Leitungswasser oder anderen Stoffen verdünnt werden! In jedem Fall müssen mindestens 10 Liter pro Füllung verwendet werden, um einen Mindestschutz des Kühlsystems zu gewährleisten.
30 Liter (8 US Gal) Kühlmittel unverdünnt Frostschutz bis zu -20°C (-4°F)
20 Liter (5 US Gal) Kühlmittel + 10 Liter (3 US Gal) destilliertes Wasser | Frostschutz bis zu -13°C (9°F)
10 Liter (3 US Gal) Kühlmittel + 20 Liter (5 US Gal) destilliertes Wasser | Frostschutz bis zu -5°C (23°F)
Schäden durch Einfrieren der Kühflüssigkeit in der Maschine sind nicht von der Garantie abgedeckt!
Um den Tank zu füllen, gehen Sie wie folgt vor:
- Legen Sie die Schweißzange in ihrer Halterung ab.
- Füllen Sie den Tank mit 30 Litern (8 US Gal) Kühlmittel (Flüssigkeit + destilliertes Wasser), bis die Mitte der Min/Max-Markierung auf der Tankfülls- tandsanzeige erreicht ist.

Sicherheitsanweisungen zur Kühflüssigkeit:
- Im Falle eines Kontaktes mit den Augen, entfernen Sie, falls vorhanden, Ihre Kontaktlinsen und spülen Sie Ihre Augen gründlich mit Wasser aus. Wenn nötig, konsultieren Sie einen Arzt.
- Im Falle eines Kontaktes mit der Haut, waschen Sie diese gründlich mit Seife und Wasser, und ziehen Sie die kontaminierte Kleidung sofort aus. Wenn Hautirritationen (Rötung,...usw.) auftreten, konsultieren Sie einen Arzt.
- Wenn Sie das Kühlmittel verschluckt haben, spülen Sie Ihren Mund gründlich mit Wasser aus. Viel Wasser trinken und sofort einen Arzt aufsuchen.
Wartung: Siehe Kapitel «BEDIENUNGS- UND WARTUNGSHINWEISE»
INBETRIEBNAHME
- Den Schalter/ Rückstromschalter (Rückseite) auf Position ON stellen (Abb. 1 - 7), zum Abschalten auf Position OFF stellen. Achtung! Niemals die Spannungsversorgung abschalten, wenn noch geschweißt wird. Die elektronische Steuerung führt einen Testzyklus und die Initialisierung der Parameter durch. Nach ca. 10 Sekunden ist die Maschine zur Anwendung bereit.
- Nach dem Start der Maschine fließt Kühflüssigkeit durch Zangen und Kabel. Achten Sie darauf, dass keine undichten Stellen vorhanden sind.
BEDIENFELD
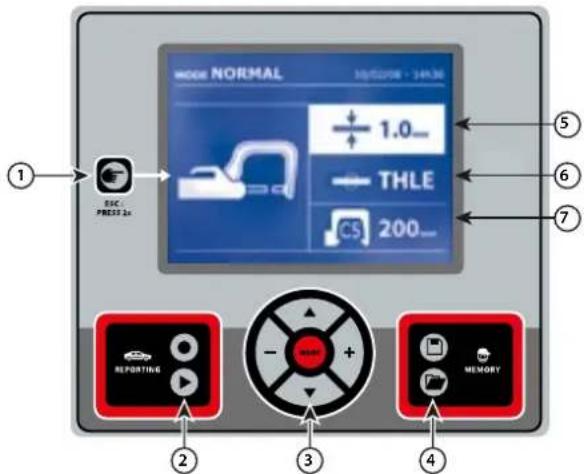
text_image
MSC NORMAL 1.0 THLE 200 ESC PRESS 2x REPORTING - + MEMORY① Taste
- Drücken dieser Taste um den Modus zu wählen: C-Zange, Monopunktpistole Zangen-Einstellungs-Modus.
- Ist ein beliebiger Modus angewählt, bringt 2-sekündiges Drücken der Taste den Anwender zurück in den Standard Modus.
- Ist der Schweißpunktzähler angewählt, setzt 2-sekündiges Drücken der Taste die Schweißpunktzahl zurück auf null.
- 2-sekündiges Drücken der Taste bringt den Anwender zum Einstellungenmenü
- Ist der Bericht- Modus angewählt, löscht zweimaliges kurzes Drücken der Taste den aktuell ausgewählten Bericht.
- Ist der Modus «Speicherung der Parameter» angewählt, löscht einmaliges kurzes Drücken der Taste die aktuell ausgewählten Parameter.
② Speichern von Berichten
Eine ausführliche Beschreibung zu dieser Funktion finden Sie in einem separaten Kapitel dieser Betriebsanleitung.
Die «BERICHT» Taste Client zur Aktivierung / Deaktivierung der Berichtsfunktion.
Die «ANZEIGE» Taste aktiviert die Anzeige der geschweißten Punktfolge.
③ Nutzung der Modi
Die Taste ^MODE lässt die Steuerung zwischen allen verschiedenen Parametereinstellungsmodi wechseln. Längeres Drücken der MODE Taste aktiviert den Konfigurationsmodus. Dieser Modus ermöglicht die Auswahl der Sprache, die Einstellung des Datums und die Aktivierung des Tonalarms («niedriger Schweißstrom» oder «niedriger Luftdruck»). Mit den Pfeilen (▲der ) diesen sich die Werte ändern oder auswählen; die + und – Tasten erhöhen bzw. verringern den ausgewählten Wert.
④ Speicherung von selbst erstellten Parametern
- Mit der Taste legen sie die im Expert-Modus selbst erstellten Parameter im Gerätespeicher ab. (Modus, Blechstärke, Schweißstrom, Schweißzeit, Anpressdruck).
- Die Taste legt die abgespeicherten Parametersätze wieder in den Arbeitsspeicher und stellt alle Parameter automatisch ein. Das Gerät stellt sich automatisch im EXPERTEN Modus mit den eingestellten Schweißparameter (Leistung, Zeit und Spannungskraft) und Werkzeug (Zange oder gespeicherte Pistole).
⑤ Anzeige Blechstärke
Die angewählte Stärke der zu schweißenden Bleche wird angezeigt. Die Auswahl erfolgt über die + und - Pfeiltasten innerhalb der voreingestellten Werte 0.6 - 0.8 - 1.0 - 1.2 - 1.5 - 1.8 - 2.0 - 2.5 - 3.0mm.
⑥ Anzeige Blechtyp
Hier wird die angewählte Art der zu schweißenden Bleche angezeigt, innerhalb der voreingestellten Typen: beschichteter Normalstahl, HSS-Stahl, UHSS-Stahl und BTH-Stahl. Die Auswahl erfolgt über die + und - Pfeiltasten.
⑦ Anzeige Armtyp/Armlänge
EINSTELLUNG G-ZANGE

Den G-Arm mit dem Spannhebel (ABB 2 - 1) verriegeln.
Die Taste ermöglicht, die Funktion « Zangeneinstellung » auszuwählen. Die Funktion « Zangeneinstellung » ermöglicht, die Zange zu schließen und den Anpressdruck aufzubringen, ohne dass Strom fließt. Die Zange bleibt geschlossen, solange der Anwender den Auslöser drückt. Diese Funktion ermöglicht, die Zentrierung der Kappen zu überprüfen.
2-sekündiges Drücken auf die 📄 Taste ermöglicht, im AUTO Modus zurückzukehren.
Es ist erforderlich, immer im AUTO Modus zu sein, um beim Bügelwechsel die Pumpe zu stoppen. Die Elektrode zieht sich zurück in die Zange. Die rote Kontrollleuchte auf die Taste leuchtet, d.h. die Pumpe ist aus.
DIE VERSCHIEDENEN SCHWEISSMODI
Für alle Modi:

Die Pfeiltasten (▲ oder ▼) ermöglichen, die zu modifizierenden Parameter auszuwählen. Die Einstellung erfolgt durch Drücken der + und - Tasten.
Die Taste der Zange ermöglicht die Ferneinstellung der Schweißparameter (Stärke, Blechtyp):
- Langes Drücken: Wechsel von einem Parameter zu einem Anderen
- Kurzes Drücken: Änderung des Werts des Parameters
Mit dieser Taste kann nicht der Wechsel des Bügels im Bedienfeld eingetragen werden. Um die Bügelbezeichnung zu wechseln, (z.B. G1 -> G2), muss der Anwender das Bedienfeld benutzen.
Zu niedriger Anpressdruck:
Ist der Eingangsluftdruck zu niedrig um den korrekten Elektrodenanpressdruck zu erzeugen, gibt die Maschine ein Tonsignal und die Meldung «Anpressdruck zu niedrig» aus, bevor der Schweißpunkt ausgelöst wird. Erneutes Drücken des Auslösers zwingt die Maschine, den Schweißpunkt mit dem vorhandenen Druck auszuführen.
Zu niedriger Schweißstrom:
Liegt der Schweißstrom während der Schweißung mehr als 6% unter dem Sollwert, meldet die Steuerung «Schweißstrom zu niedrig», sobald der aktuelle Schweißpunkt beendet wurde. Der Punkt muss kontrolliert werden.
Nach jedem Schweißpunkt werden im Display des Gerätes die gemessenen Werte für Schweißstrom und Anpressdruck angezeigt bis ein neuer Punkt gesetzt oder eine Taste am Bedienfeld gedrückt wird.

Zur Sicherung der Schweißpunktqualität empfehlen wir vor jeder Schweißaufgabe das Erstellen von Probeschweißpunkten mit anschließender Ausknöpfprobe mit den der Verbindung entsprechenden Materialproben. In Abhängigkeit der Blechdicken ergeben sich unter Beachtung der KFZ-Herstellervorgaben entsprechende Mindestmaße.
AUTO Modus

text_image
HOME AUTO ETALONNAGE A VIDE AUTO C1 108mmStandardmäßig ist dieser Modus beim Start der Maschine angezeigt.
Dieser Modus ermöglicht auf Basis verschiedener Sensoriken das effektive Schweißen unterschiedlichster Blechkombinationen ohne vorherige Einstellung der Parameter an der Maschine. Sie bestimmt selbstständig die geeigneten Schweißparameter.

Setzen Sie zuerst einen „Kalibrierungspunkt“ (ohne Material), wie auf dem Display angezeigt, um diesen Modus benutzen zu können. Drücken Sie auf den Knopf „Schließen Zange / Schweißen“. Die Meldung „Nullpunkt kalibrieren“ erscheint auf dem Display. Drücken Sie erneut auf den Knopf, um die Kalibrierung zu starten. Wenn die Kalibrierung erfolgt ist, zeigt das Display bei allen Parametern „0“ und die Maschine ist bereit zu schweißen. Setzen Sie die Zange auf die zu verschweißende Zone und schweißen Sie ohne jegliche Einstellung der Parameter. Nach 30 Schweißpunkten wird die Maschine eine neue Kalibrierung anfordern.
Dieser Modus kann mit allen Armen bis auf dem C10 verwendet werden.
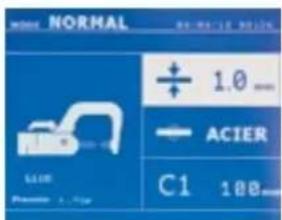
STANDARD Modus
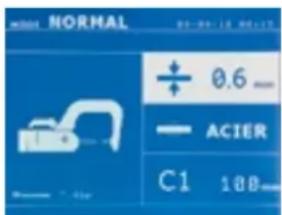
text_image
NORMAL + 0.6 — ACIER C1 18BDieser Modus stellt die Schweißparameter von der Blechstärke und -typ aus ein.
Die einzustellende Schweißparameter sind:
- Blechstärke (0.6 - 0.8 - 1.0 - 1.2 - 1.5 - 1.8 - 2.0 - 2.5 - 3.0mm)
Bei einer 2-Blechkombination gilt der Wert des dünneren Bleches.
Bei einer 3-Blechkombination gilt der Gesamtwert dividiert durch 2.
- Blechtyp (Beschichteter Stahl, HTS Stahl, UHTS Stahl, BTH-Stahl)
Bei der Wahl des Stahltypen, geben Sie bitte den härtesten Stahl der zu verschweißenden Bleche an.
- Armtyp und -länge.
2-sekündiges Drücken der Taste 1918ingt den Anwender zurück in den AUTO Modus.
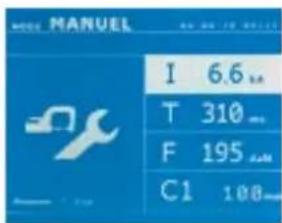
EXPERT Modus
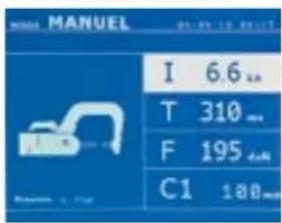
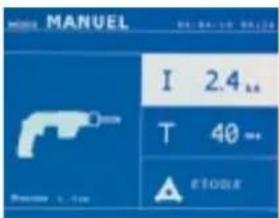
text_image
MANUEL I 6.6 T 310 F 195 C1 180Der EXPERT Modus ermöglicht dem Anwender alle Parameter selbst zu wählen und beispielsweise nach KFZ-Herstellervorgaben einzustellen.
Die einzustellende Schweißparameter sind:
- Schweißstrom in kA.
- Schweißzeit in ms.
- Anpressdruck in daN.
- Armtyp und -länge in mm.
2-sekündiges Drücken der Taste 1918ingt den Anwender zurück in den AUTO Modus.
MEHRFACH Modus

text_image
MULTITOLES 0.8 ACIER 1.0 HLE 1.5 UHLEIn diesem Modus wählen Sie Blechstärke und Blechtyp für jedes Blech einer Zwei- oder Mehrfachkombination separat.
Der erste Parameter (Stärke des Blechs 1) ist ausgewählt. Mittels der HOCH und RUNTER Tasten wählen Sie die Parameter für die einzelnen Bleche aus. Sind die entsprechenden Parameter hell hinterlegt, lassen sich Blechstärke und Blechtyp mithilfe der + und - Tasten einstellen.
Die einzustellende Schweißparameter sind:
- Blechstärke (0.6 - 0.8 - 1.0 - 1.2 - 1.5 - 1.8 - 2.0 - 2.5 - 3.0mm).
- Blechtyp : (Beschichteter Stahl, HSS Stahl, UHSS Stahl, BTH-Stahl)
Bei der Wahl des Stahltypen, geben Sie bitte den härtesten Stahl der zu verschweißenden Bleche an. - Um das 3te Blech zu aktivieren, navigieren Sie durch drücken der (▲ und ▼) Pfeiltasten durch das Menü, bis die entsprechende Einstellung hell hinterlegt ist und nehmen dann die Einstellung vor.
- Armtyp und -länge.
2-sekündiges Drücken der Taste bringt den Anwender zurück in den AUTO Modus.
GYSTEEL Modus

text_image
GYSTEEL + 1.0 mm Re 22 UHLE C1 108 mmDer GYSTEEL Modus ist optional. Er kann im Einstellungsmenü aktiviert werden.
Dieser GYSTEEL Modus ist ähnlich dem STANDARD Modus, wobei hier der Anwender den „Re-Wert“ des Materials direkt eingibt und sich daraus der Materialtyp ergibt. Der „Re-Wert“ kann durch einen Härteprüfer wie den GYSTEEL VISION ermittelt werden.
Re: 1-10 entspricht milden Stählen
Re: 11-18 entspricht HSS Stählen.
Re: 19-35 entspricht UHSS Stählen.
Re: 36-99 entspricht BTR Stählen.
Die einzustellende Schweißparameter sind:
- Blechstärke (0.6 - 0.8 - 1.0 - 1.2 - 1.5 - 1.8 - 2.0 - 2.5 - 3.0mm).
Bei einer 2-Blechkombination gilt der Wert des dünneren Bleches.
Bei einer 3-Blechkombination gilt der Gesamtwert dividiert durch 2. - Armtyp und -länge.
2-sekündiges Drücken der Taste bringt den Anwender zurück in den AUTO Modus.
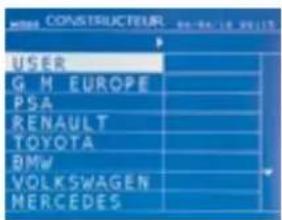
HERSTELLER Modus
text_image
CONSTRUCTEUR USER G. M. EUROPE PSA RENAULT TOYOTA BMW VOLKSWAGEN MERCEDESDer HERSTELLER Modus kann optional im Menü „Einstellungen“ konfiguriert werden.
Dieser Modus ermöglicht es, einzelne nach den Reparatur-Lastenheften der Hersteller vorgespeicherte Punkte abzurufen.
text_image
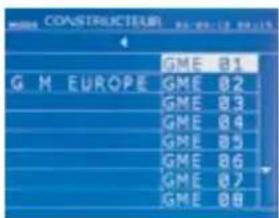
CONSTRUCTURE G M EUROPE GME B1 GME B2 GME B3 GME B4 GME B5 GME B6 GME B7 GME B8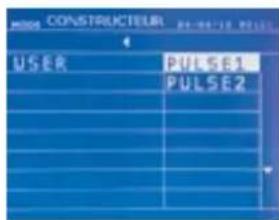
text_image
USER PULSE1 PULSE2Die vom Anwender programmierten Schweißpunkte können durch die Auswahl von USER in der Hersteller-Liste abgerufen werden. Die Schweißpunkte können mithilfe der GYSPOT-Software programmiert werden.
2-sekündiges Drücken der Taste 📄 bringt den Anwender zurück in den AUTO Modus.
ENERGIE Modus
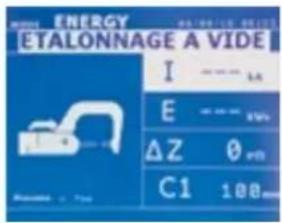
Der ENERGIE Modus kann optional im Menü „Einstellungen“ konfiguriert werden.
Dieser Modus ermöglicht die Ausführung von Schweißpunkten mit zuvor festgelegter Energieeinbringung. Dieser Modus ist nicht für Reparaturen geeignet sondern dient zur Ausführung von Tests durch Automobilhersteller oder Prüfstellen.

Um in diesem Modus arbeiten zu können, setzen Sie zuerst einen „Kalibrierungspunkt“ (ohne Material) Drücken Sie auf den Knopf „Schließen Zange / Schweißen“. Die Meldung „Nullpunkt kalibrieren“ erscheint auf dem Display. Drücken Sie erneut auf den Knopf, um die Kalibrierung zu starten. Wenn die Kalibrierung erfolgt ist, werden die letzten in diesem Modus verwendeten Parameter für Strom und Energie auf dem Display angezeigt. Der Anwender kann anschließend die Parameter für Schweißstrom, Energie und Impedanz einstellen. Die Maschine schweißt so lange bis sie die erforderliche Energie erreicht. Wenn die Schweißdauer zu hoch sein sollte, erscheint die Fehlermeldung: « Maximale Schweißzeit erreicht »
2-sekündiges Drücken der Taste bringt den Anwender zurück in den AUTO Modus.
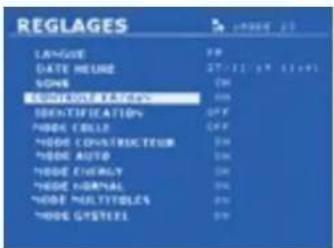
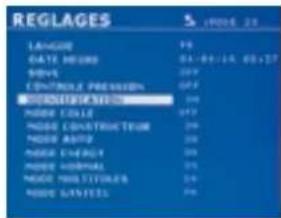
EINSTELLUNG
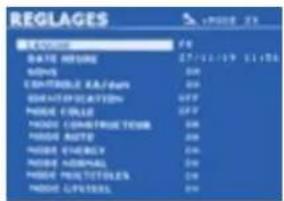
Drücken Sie 2 Sek. auf die Taste um in das Menü Einstellung zu gelangen.
Wählen Sie die gewünschte Menüsprache in der 1. Zeile.
Programmieren Sie Datum und Uhrzeit in der 2. Zeile.
Die Modi GYSTEEL, HERSTELLER, AUTO, ENERGIE, STANDARD und MEHRFACH können in dieses Menü aktiviert / deaktiviert werden.
text_image
REGLAGES LANGUAGE DATE NAME SOMS NUMBER OF CABLES IDENTIFICATION NODE TABLE NODE CONSTRUCTION NODE AUTO NODE CHERLY NODE NORMAL NODE MULTITIBLES NODE GENDERKontrolle daN
Mit dieser Einstellung können Sie die Spannkraft der Klemme während einer Schweißung aktivieren oder kontrollieren.
KLEBER Modus :
Die Einstellung dieser Option dient zur Kompensation von besonderen «Oberflächenrandbedingungen» wie Kleber oder anderen problematischen Beschichtungen auf oder zwischen den zu verschweißenden Blechen. Es wird ein Vorpunkt mit der eingestellten Zeit initiiert der die Beschichtung «freibrennt». Die Dauer kann von 0 bis 400ms in 50ms-Schritten eingestellt werden und richtet sich nach Schichtdicke und Art. Bei aktiviertem Modus, erscheint « GLUE » im Display der Schweiß-Modi NORMAL, MANUEL, MULTI, GYSTEEL und AUTO.
text_image
NORMAL ± 1.0 mm ACIER C1 100mm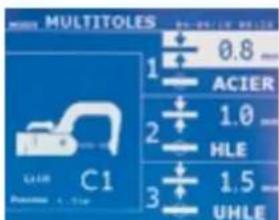
text_image
MULTITOLES 0.8 ACIER 1.0 HLE 1.5 UHLE
text_image
GYSTEEL + 1.0 - Re 22 UHLE C1 100mm LUE Pressure 1.0 mmVERWENDUNG DER MONOPUNKTPISTOLE (OPTION)
- Wählen Sie das Werkzeug MONOPUNKTPISTOLE mithilfe der Taste

Befestigen Sie das Erdungskabel der Pistole an der beweglichen Elektrode. Schieben Sie das Rändelrad und ziehen Sie es fest.
Entfernen Sie den Arm aus der Klemme und befestigen Sie stattdessen das Pistolen-kabel.
Schließen Sie das Steuerkabel an den Klinkenstecker an.
Prüfen Sie, ob die Schraube, die den Schuh mit dem Kabelschuh verbindet, fest angezogen ist.
- Befestigen Sie die Masseklemme am Werkstück, möglichst in der Nähe der zu bearbeitenden Stelle.
Befestigen Sie beim Monopunktschweißen mit der Pistole die Masse immer am Unterblech, damit sichergestellt ist, dass der Schweißstrom durch beide Bleche fließt.
• Die Schweißarbeit mit dem Punkt beginnen, der am weistesten von der Masse ist, und sich dieser nähern. - Automatisch wird der STANDARD Modus mit den Einstellungen für das Schweißen von Ausbeulsternen gestartet.
• Die Monopunktpistole kann sowohl im STANDARD als auch im EXPERTEN Modus verwendet werden.

text_image
NORMAL 0.6 ETOREIm STANDARD Modus ist die maximale Blechstärke auf 1.5mm begrenzt.
Neben dem einseitigen Stoßpunkten können mit der Monopunktpistole eine Reihe von weiteren Werkzeugen für z.B. diverse Ausbeularbeiten genutzt werden (Schnellausbeulhammer (Stern), Anschweißen von Welldraht, Ausziehbits, Anschweißen von Scheiben, Nieten, Bolzen, Muttern, Rollnaht-Schweißen, Schrumpfen, Tempern, Härten (Kohleelektrode)). Mittels der HOCH und RUNTER Pfeiltasten navigieren Sie durch das Menu, um mit den + und – Pfeiltasten die korrekte Einstellung vorzunehmen.
Im EXPERTEN Modus ist die maximale Schweißleistung auf 8.0 kA und 500 ms limitiert. Die Einstellungen im Bedienfeld werden also bei diesen Werten eingeschränkt.
Hell hinterlegte Parameter können mithilfe der + und – Tasten an die jeweiligen Blechdicken und Bedingungen angepasst werden. Im EXPERTEN Modus ist es möglich, die Strom- und Zeitparameter zu ändern.
Zwei sekündiges Drücken der 📄 Taste wechselt zurück in den STANDARD Modus.
FEHLER MANAGEMENT

text_image
SurchauffeVerschiedene Ereignisse können zum Anzeigen einer Fehlermeldung im Display führen, welche in 4 Kategorien unterteilt werden:
1/ Überhitzung des Systems, Anpressdruck zu niedrig, Schweißstrom zu niedrig usw. Diese Meldungen bleiben bestehen bis erneut eine Taste gedrückt wird.
2/ Fehlende Netzversorgung (Phasenfehler), Unterversorgung mit Eingangsluftdruck
3/ die Fehler, die das Gerät blockieren. In diesem Fall, kontaktieren Sie bitte den Kundendienst.
4/ Der thermische Überlastschutz arbeitet über einen Temperatursensor auf der Diodenbrücke des Gerätes, welcher bei Überhitzung des Systems eine entsprechende Meldung auf dem Display anzeigt.
Backupbatterie defekt
text_image
Batterie tableDie Meldung „Backupbatterie defekt“ erscheint, wenn die Anlage eingeschaltet wird, und weist den Anwender darauf hin, dass die Spannung der Batterie auf der Steuerkarte schwach ist. Diese Batterie sichert die Speicherung des Datums und der Uhrzeit wenn die Anlage ausgeschaltet wird.
Werkzeug nicht verfügbar

text_image
Outil non valideDie Meldung „Werkzeug nicht verfügbar“ erscheint wenn die Anlage eingeschaltet wird und weist den Anwender darauf hin, dass ein Knopf oder Taster noch aktiv ist oder ein permanenter Kurzschluss ermittelt wurde. Kontrollieren Sie den Auslöser der Pistole und die Knöpfe auf der oder den Zange(n), um diese Fehlermeldung zu beheben.
Ungültiger Arm

text_image
Bras non valideDer Arm der Zange ist nicht kompatibel mit dem ausgewählten Schweißmodus.
Zu niedriger Strom

Liegt der Schweißstrom während der Schweißung mehr als 6% unter dem Sollwert, meldet die Steuerung «Schweißstrom zu niedrig», sobald der aktuelle Schweißpunkt beendet wurde. Der Punkt muss kontrolliert werden.
2/ Bleche prüfen
Kann das Gerät nicht den benötigten Strom liefern, erscheint die Anzeige «Strom zu niedrig, Bleche prüfen». Der Schweißpunkt wird nicht ausgelöst, solange die Fehlerquelle nicht behoben wird.
Unzureichender Luftdruck

text_image
04-04-18 09:28 Provision reverse insuffisante
text_image
Pression faible C I: 7.2 mm F: 479 mm T: 350 mmIst der Eingangsluftdruck zu niedrig, um den korrekten Elektrode- nanpressdruck zu erzeugen, gibt die Maschine ein Tonsignal und die Meldung «Anpressdruck zu niedrig» aus, bevor der Schweißpunkt ausgelöst wird.
Erneutes Drücken des Pistolenauslösers zwingt die Maschine, den Schweißpunkt mit dem vorhandenen Druck auszuführen. Ist der gemessene Elektrodenanpressdruck zu niedrig, wird folgende Fehlermeldung ausgegeben «Druck unzureichend».
Diese Fehlermeldung wird auch im Bericht festgehalten.
SCHWEISSPUNKTZÄHLER

text_image
OK I: 7.2 F: 233 T: 350Der Schweißpunktzähler überwacht die Anzahl der mit einem Satz Elektrodenkappen ausgeführten Schweißpunkte. Wird der Schweißpunkt ohne Probleme ausgeführt, erscheint nach jedem Schweißvorgang folgende Meldung.
Der Zähler wird in der oberen linken Ecke des Displays angezeigt. 2-sekündiges Drücken der Taste setzt den Schweißpunktzähler zurück auf null, nachdem die Kappen getauscht wurden.

Das Gerät zählt die mit jedem Arm durchgeführten Schweißpunkte unabhängig voneinander. Eine Warnmeldung erscheint auf dem Bildschirm, wenn die Maximalzahl der von den Elektrodenkappen ausgeführten Schweißpunkte erreicht ist. Die Meldung bleibt nach jedem Schweißpunkt angezeigt, solange der Zähler nicht auf null gesetzt wird.

Tauschen Sie bitte die Elektrodenkappen aus, wenn diese Warnmeldung erscheint, und setzen Sie den Schweißpunktzähler zurück auf Null. Andernfalls vermindern die abgenutzen Kappen erheblich die Qualität Ihres Schweißergebnisses.
SPEICHERUNG DER PARAMETER
Der Identifikationsmodus ist optional verfügbar; Sie können ihn im Einstellungsmenü aktivieren bzw. deaktivieren. Drücken Sie hierzu 2 Sek. die Modustaste (Identifikationsmodus AN/AUS). Ist der Identifikationsmodus „OFF“, geben Sie auf dem Display den Namen eines Berichtes ein und aktivieren diesen, um die Speicherung der zu machenden Schweißpunkte zu starten.
Im Bericht-Modus werden alle mit der Zange geschweißten Punkte festgehalten. Er kann in allen Modi durch Drücken der ● und Testen aktiviert bzw. aufgerufen werden.
Der Anwendermodus kann in allen Modi durch Drücken der ☐ und ☑asten aktiviert bzw. aufgerufen werden.
Bericht

Die Aufnahme und Speicherung eines Berichtes auf der SD-Karte bietet die Möglichkeit eine Serie von Schweißpunkten auf Ihren PC zu übertragen und zu archivieren. Die hierfür benötigte Software wird Ihnen zusammen mit einer Kopie der Betriebsanleitung auf der im Lieferumfang enthaltenen SD-Karte mitgeliefert.
Standardmäßig ist diese Funktion beim Start der Maschine deaktiviert. Drücken der Speichern-Taste (on/off) und der MODUS Taste startet die Aufzeichnung unter der gewählten Bezeichnung. Erneutes Drücken der Speichern-Taste stoppt die Aufzeichnung wieder.
Der Bericht beinhaltet: Den vom Anwender gewählten Berichtsnamen, laufende Schweißpunktnummer, Datum, Uhrzeit, Eingabemodus, Arm- bzw. Bügeltyp, Sollwerte für Schweißstrom, Schweißzeit, Anpressdruck und die gemessenen Istwerte für Schweißstrom, Anpressdruck u. Blechdicke. Eventuelle Fehlermeldungen werden ebenfalls angezeigt: Niedriger Strom, Niedriger Luftdruck, Problem Kappen.
Die Eingabe des Berichtsnamens erfolgt alphanumerisch mit den Tasten ▲ oder ▼Bei Anwahl eines bestehenden Berichtes werden die folgenden Schweißungen an die bereits gespeicherten angefügt, ohne diese zu löschen.
Mit der ▶ Taste kann ein bereits gespeicherter Bericht ausgewählt und im Display angezeigt werden.
Bevor die Anzeige eines Berichtes möglich ist, muss jedoch die Aufzeichnung durch Drücken der Taste gestoppt werden. Mittels der Mäste verlassen Sie den Berichtansichts-Modus.
Um einen Bericht zu löschen, wählen Sie ihn aus und drücken die ▶ Taste.

text_image
N M EA F Observation 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100Anschließend drücken Sie die Taste. Es erscheint folgende Meldung.
text_image
CATALOGUE CErscheint diese Meldung mit dem Warndreieck, können Sie den angezeigten Bericht durch er- neutes Drücken der 📄 Taste löschen.
Die Meldung erlischt automatisch nach 3 Sekunden.
Identifikationsmodus
text_image
REGLAGES LANGS DATE MEDIUM SHELV CONTROL PRECISION MODE CONSTRUCTION MODE COULE MODE CONSTRUCTION MODE ASPECT MODE ENERGY MODE HOMES MODE MULTITOLATION MODE SANITICSIst der Identifikationsmodus auf „ON“ eingestellt, müssen Sie, um Schweißen zu können, alle obligatorischen Felder der Reparaturreihenfolge ausfüllen. Andernfalls zeigt die Maschine die Meldung „Identifikationsfehler“ an.
Um den Identifikationsmodus zu aktivieren bzw. zu deaktivieren, müssen Sie anstelle der SD-Karte, welche die Programme beinhaltet, eine SD-Identifikationskarte in den SD-Kartenleser einlegen.
Anschließend zwei Sekunden die MODE Taste drücken, um in Einstellung zu gelangen.
text_image
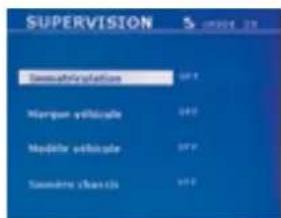
SUPERVISION Dissatisfaction Morgan végulaise Modér végulaise Tumière végulaiseNach Einfügen der SD-Karte „Identifikation“ nun „Identifikation ON“ auswählen, um in das folgende Steuerungs-Display zu gelangen.
Dieses Display ermöglicht es, während der Eingabe der Reparaturreihenfolge (JOB) die „Registrierung, Fahrzeug- Marke, Fahrzeug- Modell und Fahrgestell- Nummer“ -Felder in obligatorische Felder umzuwandeln.
Drücken Sie zwei Sekunden die MODE Taste, um dieses Display zu verlassen. Anschließend können Sie die SD-Karte, die die Programme beinhaltet, wieder in den SD-Kartenleser einlegen.
Liste der Displays, die die Eingabe einer Reparaturreihenfolge (JOB) ermöglichen:
Wenn bereits eine Reparaturreihenfolge (JOB) angelegt wurde, kann sie auf dem Gerät nicht geändert oder gelöscht werden. Benutzen Sie die GYS-POT Software für PC, um die Reparaturreihenfolge (JOB) zu löschen. Es ist möglich, maximal 100 Reparaturreihenfolgen (JOBS) auf der SD-Karte zu speichern.
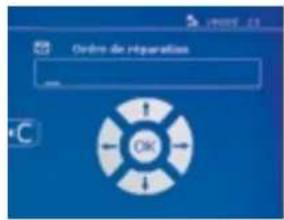
Display „Reparaturreihenfolge“ (JOB) Display „Anwender Identifikation“
"Display „Registrierung" (KFZ- Kennzeichen- OPTIONAL)"
text_image
Order de Iréparation OK
Display „Fahrzeug- Marke“ Display „Fahrzeug- Modell“ Display „Fahrgestellnummer“ (OPTIONAL)
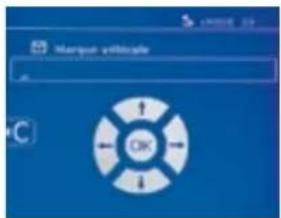
Mittels der (▲ oder ▼) Pfeiltasten können Sie die Buchstaben oder die Ziffern ändern. Mit den - und + Pfeiltasten können Sie den Cursor in das Feld bewegen. Drücken Sie bitte kurz auf die Taste, um das Feld zu löschen. Die Taste ermöglicht es, durch die Felder zu scrollen, um diese zu ändern oder zu lesen.
Katalog
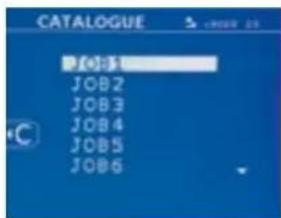
Die Faste ermöglicht das Durchblättern der Reparaturreihenfolgen (JOBS), das KATALOG-Display wird angezeigt. Die Seitenzahl wird angezeigt (max. 13).

text_image
2005 N= R= Loss Price Offeredness 1.0 1.0 1.0 1.0 1.0 2.0 2.0 2.0 2.0 2.0 3.0 3.0 3.0 3.0 3.0 4.0 4.0 4.0 4.0 4.0 5.0 5.0 5.0 5.0 5.0 6.0 6.0 6.0 6.0 6.0Mittels der + und - Pfeiltasten können Sie die Seiten wechseln. Mit den ▲ und ▼ Pfeiltasten können Sie die verschiedenen Jobs auswählen. Die MODE Taste ermöglicht es, die ausgewählte Reparaturreihenfolge anzuzeigen. Mittels der 🚫 Taste verlassen Sie den Berichtansichts-Modus.
• Die Verwaltungsbibliothek der SD-Karte ermöglicht die Verwaltung der SD-Karten, deren Speicherkapazität größer als 2 GB ist.
- Für jede Reparaturreihenfolge (JOB) existiert eine Berichtdatei xxx.dat (mit xxx=ID von 001 bis 100). In jedem Bericht können maximal 500 Schweißpunkte abgespeichert werden. Auf dem Display werden die Namen der Reparaturreihenfolge (JOB) und des Anwenders angezeigt.
• Die Seitenzahl erscheint oben links.
• Die gesamte Reparaturreihenfolge (JOB) ist in der Datei catalog.GYS abgespeichert.
- Diese Datei enthält die Gesamtzahl der Reparaturreihenfolgen (JOBS), sowie deren Namen und die der Anwender. Es gibt maximal 100 Reparaturreihenfolgen (JOBS).
Benutzerdefinierte Parameter speichern
Die Speicherung von benutzerdefinierten Parametern für zwanzig verschiedene Profile ermöglicht die Festlegung von individuellen Parametersätzen in entsprechender Anzahl. In jedem Profil werden Werkzeug, Armtyp, Schweißstrom und -zeit, sowie Anpressdruck gespeichert.
Ein Profil kann direkt mit einer Zange bzw. einer Pistole verlinkt werden.
Die Taste speichert die Einstellungen des EXPERTEN Modus (Schweißstrom, Schweißzeit, Anpressdruck). Es werden alle zwanzig Benutzerprofile mit Kürzel (z.B. „AAA“) bzw. („---“) angezeigt, sofern diese noch nicht belegt sind.
Über die 4 Tasten wird das Kürzel angewählt. Wählen Sie ein bereits vorhandenes Kürzel, werden die alten Daten überschrieben.
Die Taste ermöglicht den Aufruf von bereits gespeicherten Profilen. Die Wahl eines leeren Platzes hat keinerlei Auswirkung.
Um das Programm zu deaktivieren, drücken Sie die 📄 Taste.
Mit der MODE Taste verlasen Sie das Menü wieder. Sie kehren dann wieder in den EXPERTEN Modus mit gespeichertem Parameter und Werkzeug zurück.
Um ein Programm zu deaktivieren, ändern Sie einfach einen eingestellten Parameter in einem der drei Modi (Standard, Expert oder Mehrfach) oder wechseln Sie das Werkzeug (Zange oder Pistole), durch Drücken der Taste.
Drücken der Faste ermöglicht die Anzeige und Überprüfung des gespeicherten Berichtes.
SD-Karte (Art.-Nr. 050914)
Die SD-KARTE Karte ermöglicht dem Anwender Daten von der Maschine zum PC und zurück zu übertragen:
- Speichern und Archivieren von Schweißdaten z.B. zur Sicherung und als Nachweis gegenüber Versicherungsgesellschaften.
- Update von Schweißparametern und Programmen, hinzufügen von neuen Sprachen für die Anwenderführung.
- Die hierfür benötigte Software wird Ihnen zusammen mit einer Kopie der Betriebsanleitung auf der im Lieferumfang enthaltenen SD-Karte mitgeliefert.
Der Speicherplatz der Karte erlaubt das Speichern von mehr als 65 000 Schweißpunkten.
Ohne SD-Karte kann die Maschine nur im EXPERTEN Modus betrieben werden.
Wenn sich keine SD-Karte im Kartenleser befindet, wird folgende Meldung angezeigt: Nachdem Sie die SD-Karte eingesetzt haben, muss das Gerät ausgeschaltet und neu gestartet werden.
Achtung! Schalten Sie die Anlage ab bevor Sie die SD-Karte aus dem Kartenleser entfernen bzw. starten Sie die Anlage neu, nachdem Sie eine SD-Karte in den Kartenleser gesteckt haben. Andernfalls können die von Ihnen gespeicherten Daten unwiderruflich gelöscht werden.
MONTAGE UND WECHSEL DES G-SCHWEISSBÜGELS

Die Garantie erfolgt nicht bei Defekten, die durch eine falsche Montage des G-Schweißbügels hervorgerufen worden sind.
ACHTUNG:
- Bügel-Aufnahme und Bügel der Zange nicht mit Kupferpaste versehen.
- Für einwandfreien Bertrieb und Schweißstromfluss genügt eine regelmäßige Reinigung des Bügels und der Aufnahme.
- Bei längerem Nichtgebrauch, immer die Zange mit einem montierten Schweißbügel lagern, um Staub- u. Schmutzablagerung in der Aufnahme zu vermeiden.
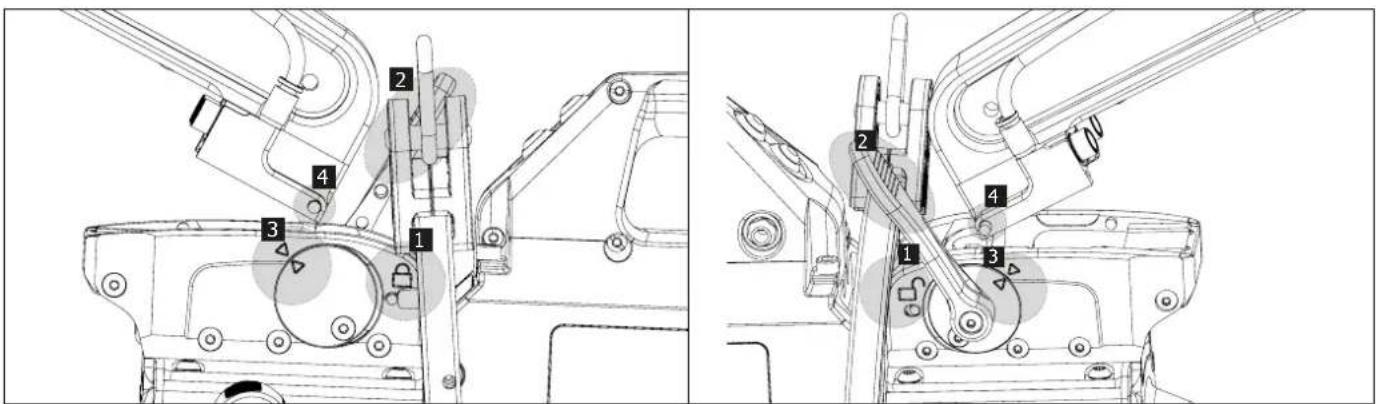
Bügel wechseln:
Die Kühlmittelpumpe vor Austausch des Bügels unbedingt mittels Aktivierung des Montage-Modus ausschalten. Die Pumpe ist erst ausgeschaltet, wenn die rote Anzeigeleuchte des Zangentasters (ABB 2 -8) leuchtet. Das Entfernen des Bügels ist nur bei zurück gezogener Elektrode möglich.
1 Der Verriegelungsknopf ragt an der Seite mit dem geschlossenen Bügelschloss-Symbol über.
2 Der Hebel soll hinten am Anschlag sein ( 120°)
3 Die Pfeile sollen übereinstimmend sein
4 Den Bügel 15° neigen und zurücknehmen (die Stifte sollten in die Führungen rutschen)
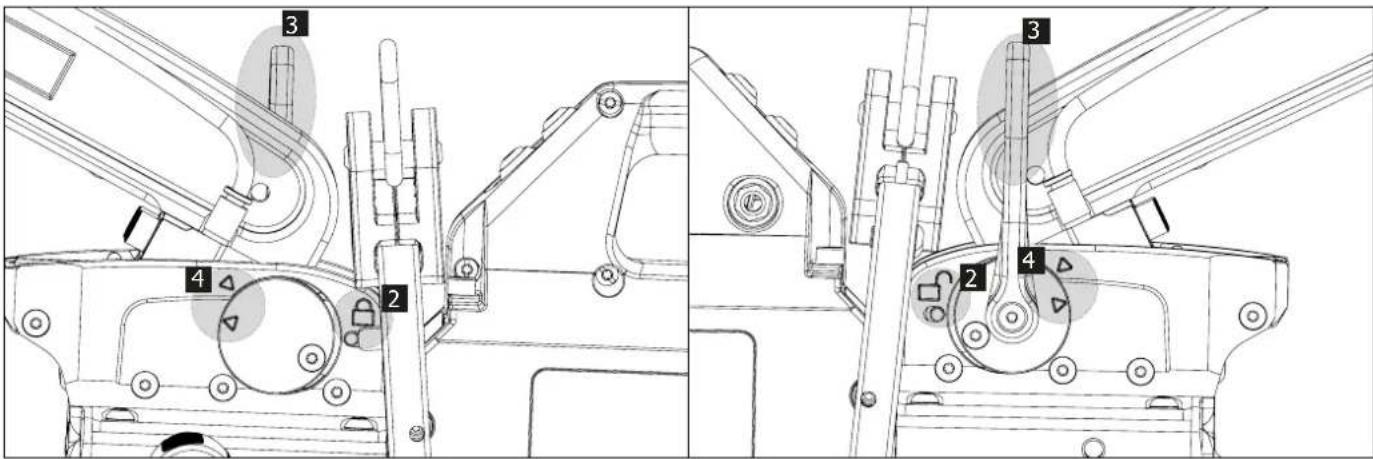
2 Der Verrieglungsknopf ragt an der Seite mit dem geöffneten Bügelschloss-Symbol über.
3 Den Hebel komplett ( 90^ ) bis zum Anschlag auf dem Verriegelungsknopf öffnen.
4 Die Pfeile sind nicht in Deckung.
Den Bügel aufklappen.
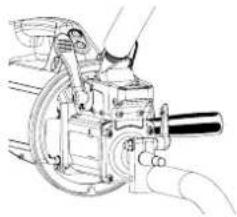
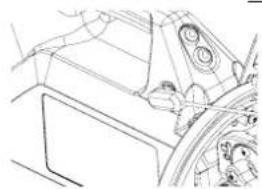
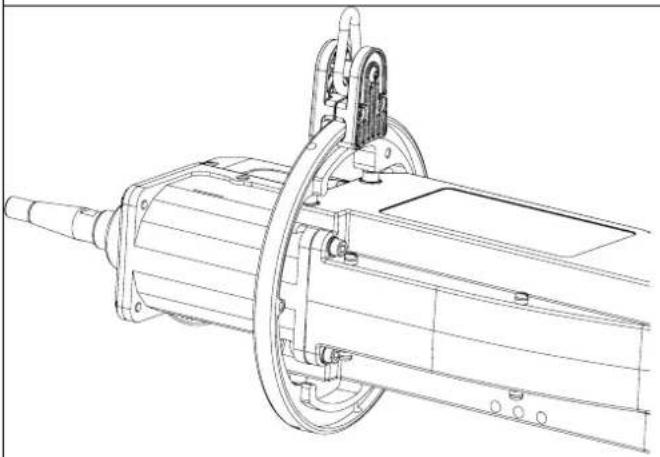
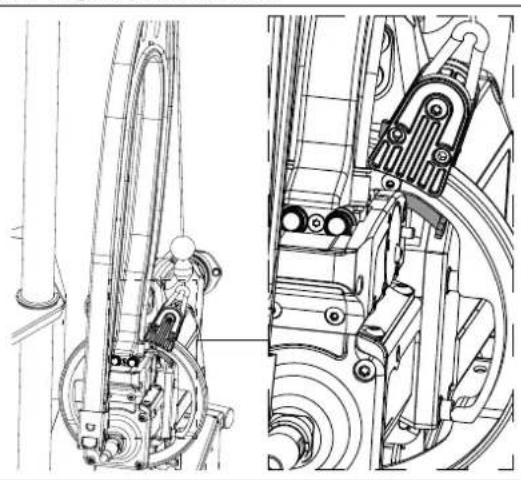
| Entfernen Sie den Plastikgriff, kippen Sie den Gyro wie nebenstehend und schieben Sie ihn bis zum Rumpf. | Befestigen Sie das Gyroskop mit 4 M5x10-Schrauben ohne Kopf. |
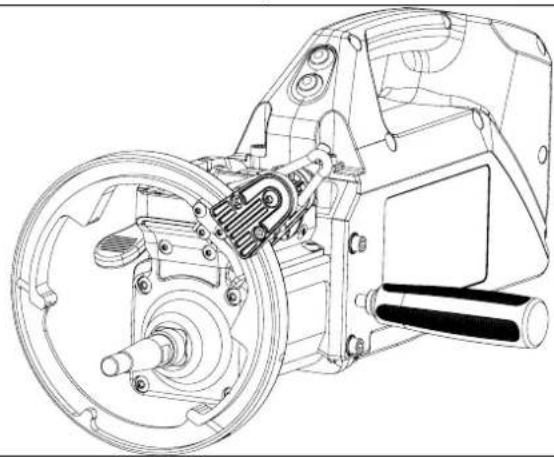 | 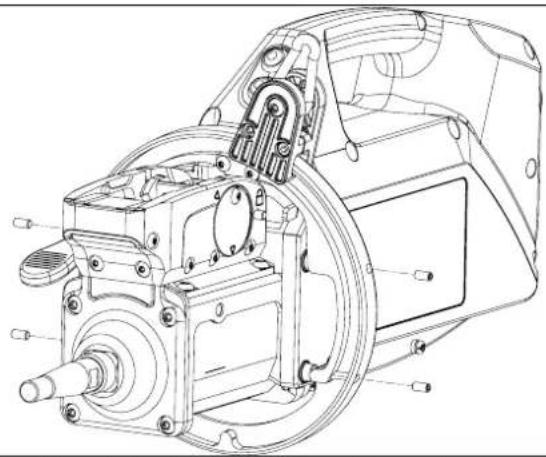 |
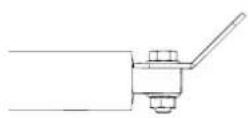
| Er kann sich um 360° um die Klammer drehen. | Der Anschlag auf dem Gyroskop kann angehoben oder abgesenkt werden. Er dient dazu, das Balancierseil zu versetzen, damit ein großer Arm leichter eingeklinkt werden kann. |
 |  |
GYSPOT SOFTWARE
Diese Software ermöglicht dem Nutzer die Bearbeitung und Speicherung mittels SD-Karte aufgezeichneter Schweißpunkte, welche mit einer GYSPOT Punktschweißanlage erstellt wurden. Um das Programm zu nutzen, wird ein mit einem SD-Kartenleser ausgestatteter PC benötigt.
Die GYSPOT Software kann von der SD-Karte installiert werden. Im Verzeichnis /GYSPOT V X.XX, Doppelklick auf INSTALL.EXE und den Anweisungen der Software auf dem Bildschirm folgen. Automatisch wird ein Programm-Icon auf ihren Desktop installiert.
1 - Sprachauswahl
Die Software bietet Bedieneroberflächen in verschiedenen Sprachen. Standardmäßig sind folgende Sprachen verfügbar:
Französisch, Englisch, Deutsch, Spanisch, Niederländisch, Dänisch, Finnisch, Italienisch, Russisch, Schwedisch, Türkisch Um eine Sprache auszuwählen, klicken Sie Optionen und anschließend Sprache an.
AAchtung! Wenn eine neue Sprache ausgewählt wurde, muss das Programm zur Bestätigung beendet und neu gestartet werden.
2 - Benutzerdaten
Um die Berichte eindeutig zuordnen zu können, müssen einige Daten eingegeben werden. Klicken Sie im Menü auf Optionen und anschließend auf Identität, um ein neues Fenster mit folgenden Informationen zu öffnen:
Firmenname
Adresse/ Postleitzahl/ Ort
Telefon/ Fax/ Email/ Website
Logo
Die hier eingetragenen Daten werden automatisch in jedem Bericht angezeigt.
3 - Parameterdatenbank
Bei Start der GYSPOT-Software öffnet diese immer im Fenster «Parameterdatenbank». Im Fenster «Parametersatz-Erstellung» klicken Sie im Menu «Optionen» auf «Parameterdatenbank» um dorthin zurück zu gelangen.
3.1 - Datenimport von SD-Karte:
Um die beim Arbeiten mit der Punktschweißmaschine aufgezeichneten Schweißdaten von der SD- Karte auf den PC zu übertragen, legen Sie bitte die Karte in das am Computer angeschlossene Lesegerät und starten die GYS Software.
Im Menü wählen Sie das Kartenlesegerät an und klicken auf das Importicon 5. Ist der Import abgeschlossen, werden die geschweißten Punkte nach Kennzeichnung der Anwendungen gruppiert. Die Kennzeichnung stimmt mit dem an der Schweißanlage eingegebenen Berichtsnamen überein. Sie wird in der Registerkarte als „Aktuell“ angezeigt.
Wurden mehrere Berichte importiert, ist es möglich eine Suchfunktion zu aktivieren, um die Berichte zu bearbeiten oder zu archivieren. Mit der Auswahl eines Berichtes werden die Parameter eines jeden Schweißpunktes in einer Tabelle angezeigt.
Um eine Suche auszuführen, geben Sie einen Suchbegriff ein und klicken
Um einen Bericht zu bearbeiten, wählen Sie diesen aus und klicken
Um einen Bericht zu archivieren, wählen Sie diesen an und klicken 📋. Achtung! Die importierten Berichte können nicht gelöscht werden, wenn sie vorher nicht archiviert worden sind.
3.2 - Anzeige von Schweißpunktberichten:
Um einen Bericht anzuzeigen, klicken Sie auf Archiv. Die Berichte werden nach Jahr und Monat sortiert angezeigt.
Mit der Auswahl eines Berichtes werden die Parameter eines jeden Schweißpunktes in einer Tabelle angezeigt.
Archivierte Berichte können gesucht, bearbeitet oder gelöscht werden.
Achtung! Ein archivierter Bericht, der gelöscht wurde, wird beim nächsten SD-Kartenimport erneut importiert, falls die Karte nicht formatiert wurde.
Um eine Suche auszuführen, geben Sie einen Suchbegriff ein und klicken
Um einen Bericht zu bearbeiten, wählen Sie diesen aus und klicken
Um einen Bericht zu löschen, wählen Sie diesen an und klicken ✗.
3.3 - Formatierung der SD-Karte :
Eine Formatierung löscht alle zuvor auf der Karte gespeicherten Schweißdatensätze (Berichte) nicht aber die übrigen Daten.
Um die SD-Karte zu formatieren, führen Sie die Karte in das Lesegerät ihres PCs ein und klicken im Menü auf Optionen und SD-Karte formatieren.
Achtung! Während der Formatierung werden alle Berichte, die nicht importiert wurden, automatisch übertragen.
3.4 - Einfügen von zusätzlichen Informationen :
Die folgenden Informationen können automatisch jedem Bericht hinzugefügt werden:
Anwender
Fahrzeugtyp
Reparaturauftrag
Kennzeichen
Erstzulassung
Eingriff
Bemerkungen
Um diese Daten einzufügen, wählen Sie einen Bericht aus und tragen diese dann ein.
3.5 - Ausdruck von Berichten :
Um einen Bericht auszudrucken, wählen Sie diesen aus und klicken 📄. Eine Druckvorschau erscheint. Klicken Sie nun 📄
3.6 - Export von Berichten ins PDF-Format :
Um einen Bericht als PDF zu exportieren, klicken Sie. Eine Druckvorschau erscheint. Klicken Sie nun . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 - Schweiß-Parametersatz-Erstellung
Um in das «Parametersatz Erstellungsmodul» zu gelangen, klicken Sie unter «Optionen» auf «Parametersatz erstellen».
Dieser Modus ermöglicht die Anwahl von KFZ-Hersteller definierten Schweißparametersätzen, sowie die Erstellung eigener Parametersätze für z.B. spezielle Blechkombinationen.
- Stecken Sie die mit der GYSPOT-Punktschweißanlage gelieferte SD-Karte in den Kartenleser Ihres Computers und wählen Sie nach Start der GYSPOT-Software das entsprechende Laufwerk unter «Wechselmedium» aus.
- Die GYSPOT-Punktschweißgeräte können bis zu 16 Hersteller- oder Userordner mit jeweils 48 Schweißparametersätzen verwalten.
- Der Ordner «User» kann nicht gelöscht werden und ermöglicht das Hinzufügen, Bearbeiten oder Löschen von eigen erstellten Parametersätzen.
- Die übrigen Ordner sind für von KFZ-Herstellern definierte Schweißparametersätze.
4.1 - Importieren von KFZ-Hersteller-Parametersätzen :

text_image
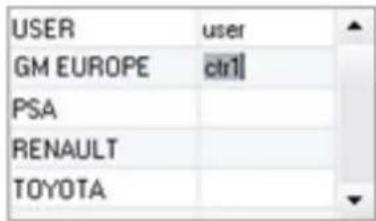
USER user GM EUROPE PSA RENAULT TOYOTADoppelklick in die erste Spalte wählt den entsprechenden Fahrzeughersteller aus.
text_image
USER user GM EUROPE ctrl1 PSA RENAULT TOYOTADoppelklick in die zweite Spalte öffnet den Ordner zur Auswahl der zuvor heruntergeladenen Parametersätze.
text_image
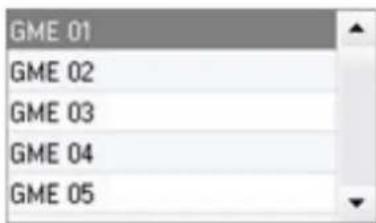
GME 01 GME 02 GME 03 GME 04 GME 05Eine Liste der herstellerdefinierten Parametersätze sehen Sie in der Abbildung unten. Wählen Sie einen der Parametersätze aus wird dessen Profil im Diagramm oberhalb angezeigt.
4.2 - Erstellen eines neuen Parametersatzes im « USER-Ordner » :
text_image
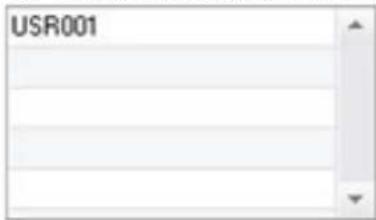
USR001Um einen neuen Parametersatz zu erstellen klicken Sie auf den Ordner «USER» und dann auf das Symbol rechts neben der unteren Tabelle. Geben Sie jetzt die gewünschte Bezeichnung ein und drücken Sie die «TAB»-Taste auf Ihrer Tastatur oder klicken außerhalb der Tabelle mit programmierten Parametersätzen um die Programmierung fortzusetzen.
Folgende Parameter stehen zur Programmierung eines Schweißpunktes zur Verfügung :
Vorhaltezeit
Vorwärmung
Schweißimpulse (max. 4 Pulse)
Nachwärmung
Um die Einstellung der verschiedenen Parameter zu verändern bitte ◆ klicken,
Wodurch sich das Diagramm oberhalb kontinuierlich ändert.
Um den programmierten Parametersatz zu bestätigen auf √ klicken.
Zum Abbrechen der Programmierung ← klicken.
4.3 - Bearbeiten eines bestehenden Parametersatzes im « USER-Ordner » :
Die Bearbeitung eines bereits existierenden Parametersatzes erreichen Sie durch Anwahl der jeweiligen Bezeichnung und anschließender Veränderung der Parameter im entsprechenden Reiter unten rechts.
Zum Bestätigen der Änderungen √ klicken.
Zum Verwerfen der Änderungen ← klicken.
4.4 - Löschen eines Parametersatzes im «USER-Ordner» :
Wählen Sie einen Prametersatz aus der «USER-Liste» und klicken Sie auf ✗ rechts neben der Tabelle.
| YOURlogo | Raisonsociale: | JBDC | Téléphone: | 0243510101 |
| Adresse: | Zl.134BddesLoges | Télécopie: | 0243510102 | |
| Email:contact@companyname.com | ||||
| Codepostal: | 53941 | www.companyname.comSiteWeb: | ||
| Ville: | Saint-Berthevin | |||
| Intervenant: | OPERATEUR | Marque: | PEUGEOT |
| Ordrederéparation: | 977AC92 | Modèle: | 308SW |
| Datedujournal: | 05/04/2018 | N'châssis: | 12365849 |
| Intervention: | AILEARRIERE | Immatriculation: | 1450UT53 |
| Commentaires: | Commentaires | Miseencirculation: | 01/01/2017 |
GYSPOTBP.LG(1712009013)
| Id | DateMode | Outil | Consignes | Mesures | Etat | |||||
| Temps (ms) | Intensité(kA) | Serrage (daN) | Intensité(kA) | Serrage (daN) | Epaisseur (mm) | |||||
| 1 | AutoPinceenCn ^1 | PointOk6309,43259,43253 | 5 | |||||||
| 2 | AutoPinceenCn ^1 | PointOk6309,43259,33253 | 5 | |||||||
| 3 | AutoPinceenCn ^1 | PointOk4908,22408,22402 | 0 | |||||||
| 4 | AutoPinceenCn ^1 | PointOk5106,32508,22452 | 1 | |||||||
| 5 | AutoPinceenCn ^1 | PointOk5108,32508,32452 | 1 | |||||||
| 6 | 05/04/1810:23 | Normal | PinceenCn ^1 Point Ok3507 | 32257,3225 | - | |||||
| 7 | 05/04/1810:23 | Normal | PinceenCn ^1 Point Ok3507 | 32257,2225 | - | |||||
| 8 | 05/04/1810:23 | Normal | PinceenCn ^1 Point Ok4008 | 12658,0265 | - | |||||
| 9 | 05/04/1810:23 | Normal | PinceenCn ^1 Point Ok4008 | 12658,1260 | - | |||||
| 10 | 05/04/1810:23 | Normal | PinceenCn ^1 Point Ok4008 | 12658,1270 | - | |||||
| 11 | 05/04/1810:23 | Manuel | Pince en C n ^1 | 400 | 8,1 | 510 | 8,1 | 440 | - | Preasion faible |
BEDIENUNGS- UND WARTUNGSHINWEISE
Ausbildung des Anwenders
Die Anwender dieser Anlage müssen angemessen ausgebildet sein, um die Anlange problemlos nutzen zu können und ein optimales Arbeitsergebnis zu erzielen (Beispiel: Karosserieausbildung).
Vorbereitung der Werkstücke
Es ist notwendig den Schweißbereich auf dem Werkstück vorab von allen Verunreinigungen (Grundierung/ Farbreste usw.) zu säubern. Ist eine Schutzlackschicht vorhanden, vergewissern Sie sich durch Durchführung einer Schweißprobe, ob diese stromleitend ist.
Monopunktschweißen
Informieren Sie sich vor den Fahrzeugreparaturarbeiten über die Herstellerhinweise bezüglich der Freigabe dieser Schweißmethode.
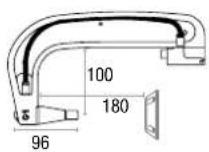
Verwendung der Elektrodenarme bei Innenflansch (Kotflügel)
Der maximale Anpressdruck ist auf 100 DaN einzustellen.
Stand und Wirksamkeit der Kühflüssigkeit
Das Kühlmittelniveau ist für die Funktion der Anlage wichtig und muss sich zwischen Minimum und Maximum befinden (Kennzeichnung an der Anlage). Wenn notwendig kann der Tank mit demineralisiertem Wasser aufgefüllt werden. Die Kühflüssigkeit ist alle zwei Jahre auszuwechseln.
FEHLER, URSACHEN, HILFSMITTEL
| FEHLER | URSACHEN | HILFSMITTEL | |
| Schweißzange | Der Schweißpunkt wurde nicht bzw. nicht korrekt ausgeführt | Elektrodenkappen verschmutzt bzw. verschlissen. | Elektrodenkappen tauschen. |
| Ungenügende Vorbereitung des Werkstückes. | Überprüfen Sie die Oberflächenvorbehandlung. | ||
| Der eingesetzte Elektrodenarm entspricht nicht dem am Gerät eingestellten Arm. | Einstellung des Elektrodenarms am Display korrigieren. | ||
| Der Schweißpunkt brennt durch das Werks-tück | Elektrodenkappen verschmutzt bzw. verschlissen. | Elektrodenkappen tauschen. | |
| Unzureichender Anpressdruck. | Überprüfen Sie den Eingangsluftdruck (min. 8 bar) | ||
| Ungenügende Vorbereitung des Werkstückes. | Überprüfen Sie die Oberflächenvorbe-handlung. | ||
| Mangelnde Schweißleistung der C- und/oder X-Zange | Netzanschlussproblem. | Prüfen Sie Netzanschluss und Stabilität des Stromnetzes. | |
| Elektrodenkappen verschmutzt bzw. verschlissen. | Elektrodenkappen tauschen. | ||
| Inkorrekter Anschluss der Arme. | Lesen Sie bitte den Abschnitt zur Einstellung der Zangenarme | ||
| - Schnelle Überhitzung des Gerätes.- Leistungskabel-Schwellung. | Keiner oder schlechter Kreislauf der Kühlfüssigkeit. | Den Behälter öffnen und überprüfen, dass die Kühlfüssigkeit zurückfließt. | |
| Monopunktpistole | Ungewöhnlich starke Erhitzung der Mono-punktpistole | Futterhülse MP-Pistole oder entsprechendes Zubehör locker. | Überprüfen Sie die Futterhülse und die Aufnahme für Ausbeulsterne sowie deren Ummantelungen. |
| Defektes Pistolengehäuse. | Ersetzen Sie das Gehäuse, damit die Luftkühlung das Innere der Pistole erreicht. | ||
| Falsche Positionierung des Kupferwinkels der Masseleitung. | Überprüfen Sie Sitz und Positionierung der Masse. | ||
| Mangelnde Schweißleistung der Monopunkt-pistole | Schlechter Kontakt der Kupferplatte der Masseleitung. | Überprüfen Sie den Kontakt der Mas-seklemme. | |
| Futterhülse MP-Pistole oder entsprechendes Zubehör locker. | Ziehen Sie Futterhülse bzw. Zubehör nach. | ||
| Beschädigte Verschleißteile. Ersetzen Sie die Verschleißteile. | |||
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Die Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebruach, Sturz oder harte Stöße sowie durch nicht autorisierte Reparaturen oder durch Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z. B. Kabel, Klemmen, Vorsatzscheiben usw.) sowie bei Gebruachsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (unterschrift) des zuvor Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt der Hersteller ausschließlich die Kosten für den Rückversand an den Fachhändler.
ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / ZEICHEN / СИМВОЛЫ / PICTOGRAMMEN
| - Attention ! Lire le manuel d'instruction avant utilisation.- Warning ! Read the instructions manual before use.- Внимание! Прочите инструкцию перед использованием- ¡Cuidado! Lea el manual de instrucciones antes de su uso.- Let op! Lees voor gebruik aandachtig de gebruiksaanwijzing door.- Attenzione! Leggere il manuale d'istruzioni prima dell'uso. | |
| Courant de soudage continu - Direct welding current - Gleichschweißstrom - Corriente de soldadura continua. - Постоянный сварочный ток - Gelijkstroom | |
| A | Ampères - Amperes - Ampere - Amperios - Амперы - Ampère - Amper - Ampère |
| V | Volt - Volt - Volt - Voltio - Вольт - Volt |
| Hz | Hertz |
| 3 ~ | - Alimentation électrique triphasée 50 ou 60Hz.- Three-phase power supply 50 or 60Hz- Dreiphasige Netzversorgung mit 50 oder 60 Hz- Alimentación eléctrica trifásica 50 o 60Hz- Трехфазное электропитание 50 или 60Гц- Driefasen elektrische voeding 50 of 60Hz- Alimentazione elettrica trifase 50 o 60Hz. |
| U 1N | - Tension d'alimentation assignée - Instructed supply voltage - Versorgungsspannung - Tensión de alimentación asignada - Номинальное напряжение питания - Nomine voedingsspanning |
| U LP | - Courant d'alimentation au courant permanent au secondaire - Supply current to secondary continuous current - Versorgungsstrom zu sekundärem Ruhestrom - Corriente de alimentación a la corriente secundaria de estado estacionario - Ток питания до вторичного установившегося тока - Voedingsstroom naar secundaire stationaire stroom - Corrente di alimentazione alla corrente secondaria di stato stazionario |
| S P | - Puissance permanente (au facteur de marche de 100%) - Permanent power (at a 100% duty cycle) - Dauerleistung (Einschaltdauer @100%) - Potencia permanente (al ciclo de trabajo de 100%) - Постоянная мощность (при ПВ 100%) - Permanent vermogen (bij een inschakelduur van 100%) |
| S 50 | - Puissance à 50% de facteur de marche - Power at 50% duty cycle - Leistung bei Einschaltdauer @ 50% - Potencia al 50 % del ciclo de trabajo - Мощность при ПВ 50 % - Vermogen bij 50% van de inschakelduur. |
| U 2d | - Tension continue à vide - Continued no load voltage - Leerlaufspannung - Tensión continua en vacío - Постоянное напряжение холостого хода - DC nullastspanning |
| I 2 CC | - Courant maximal de court-circuit secondaire - Maximal current of a secondary short circuit - Maximaler, sekundärseitiger Kurzschlussstrom - Corriente máxima de cortocircuito secundario - Максимальный ток короткого замыкания на вторичке - Secondaire maximale kortsluitingsstroomsterkte |
| I 2 P | - Courant permanent au secondaire - Permanent current to secondary - Sekundärseitiger Dauerstrom - Corriente permanente en el secundario - Постоянный ток на вторичке - Permanente secondaire stroom |
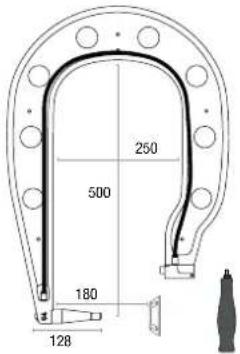
| e | - Plage d'écartement des bras - Arm aperture dimension - Abstandsbereich der Arme - Rango de separación de los brazos - Расстояние разжимания между электродами плеча - Spreidingsbereik armen |
| l | - Plage de longueur des bras - Arm length dimension - Längenbereich der Arme - Zona de longitud de brazos - Пределы длины плеч - Lengtebereik armen |
| F max | - Force maximale de soudage - Maximum welding force - Maximale Schweißkraft - Fuerza máxima de soldadura - Максимальная сила сварки - Maximale laskracht |
| P1 min | - Pression d'alimentation minimale - Minimum input pressure - Minimaler Versorgungsdruck - Presión mínima de alimentación - Минимальное давление подачи - Minimale voedingsdruk |
| P1 max | - Pression d'alimentation maximale - Maximum input pressure - Maximaler Versorgungsdruck - Presión máxima de alimentación - Максимальное давление подачи - Maximale voedingsdruk |
| Q | - Débit assigné du fluide de refroidissement - Cooling liquid debit instructed - Nominaler Kühlflüssigkeitsdurchfluss - Caudal asignado del fluido de refrigeración - Номинальный расход охлаждающей жидкости - Nominale toevoer koelvloestof |
| Δp | - Perte de charge assignée du fluide de refroidissement - Loss of charge of the cooling liquid instructed - Nominaler Druckverlust der Kühlflüssigkeit <s - Pérdida de carga asignada del fluido de refrigeración - Номинальная потеря зарядки охлаждающей жидкости - Nominaal verlies koelvloestof |
| m | - Masse de la machine - Mass of the machine - Gewicht des Geräts - Masa de la máquina - Macca annapara - Gewicht van het apparaat |
| - Groupe froid - Cooling unit - Kühleinheit - Grupo de refrigeración - Система охлаждения - Koelgroep | |
| Sortie d'eau - Water outlet - Kühlmittelausgang - Salida de agua - Выход жидкости - Uitgang water | |
| Entrée d'eau - Water inlet - Kühlmitteleingang - Entrada de agua - Вход жидкости - Ingang water | |
| MAXI | Niveau maximum d'eau - Maximum water level - Maximaler Kühlmittelstand - Nivel máximo de agua - Максимальный уровень жидкости - Maximale waterniveau |
| MINI | Niveau minimum d'eau - Minimum water level - Minimaler Kühlmittelstand - Nivel mínimo de agua - Минимальный уровень жидкости - Minimale waterniveau |
| Les porteurs de pacemaker ne doivent pas rester à proximité de cet appareil. / People wearing pacemakers are advised to not come close to the machine. / Personen mit Herzschrittmacher müssen nicht in der Nähe dieser Produket bleiben. / Personas utilizando estimuladores cardiacos no deben dejar cerca de este aparato. / Dragons van een pacemaker mogen niet in de buurt van het apparaat verbiljven. / Os pcesos de pacemaker naõ podem ficar em proximidade do apparello. / Лица, использующие электрокардиостимуляторы, не должны находиться вблизи данного аппарата. | |
| Attention ! Champ magnétique important. Les personnes porteuses d'implants actifs ou passifs doivent êtres informées. - Warning! Major magnetic field. Persons with active or passive implants must be informed. - Achtung! Starkes Magnetfeld. Personen, die aktive oder passive Implantate tragen, müssen informiert werden. iAtención! Campo magnético importante. Las personas que lleven implantes pasivos o activos deben informarse. - Let op! Sterk magnetisch veld. Dragons van actieve of passieve implantaten moeten worden geïnformeerd.- Внимание! Сильное магнитное поле. Лица, имеющие активные или пассивные имплантаты должны быть информованы. | |
| Ne pas utiliser l'appareil en plein air. Ne pas utiliser l'appareil sous des projections d'eau. - Do not use the machine in the open air. Do not project water onto the machine. - Gerät nicht in Außenbereichen verwenden. Gerät nicht ohne Schutz gegen Nässe verwenden. - No utilice la herramienta al aire libre. No utilice el aparato bajo proyecciones de agua. - Gebrukt het apparaat niet in de open lucht. Het apparaat niet gebruiken onder spattend water. - Не используйте аппарат на улице. He используйте аппарат под брыгами воды. | |
| CE | - Matériel conforme aux directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture).- Device complies with Europeans directives. The EU Declaration of Conformity is available on our website (see cover page).- Die Geräte entsprechen die europäischen Richtlinien. Die Konformitätserklärung finden Sie auf unsere Webseite.- Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).- Устройство соответствует директивам Евросоюза. Декларация UE о соответствии доступна для просмотра на нашем сайте (ссылка на обложке).- Apparaat in overeenstemming met de Europese richtlijnen. De E.U. verklaring van overeenstemming kunt u downloaden op onze website (adres vermeld op de omslag).- Dispositivo conforme alle direttive europee La dichiarazione UE di conformità è disponibile sul nostro sito internet (vedere alla pagina di copertina). |
| IEC 62135-1ISO 669:2016 | La source de courant de soudage est conforme aux normes IEC62135-1 et EN ISO 669. - This welding machine is compliant with standard IEC62135-1 et EN ISO 669.- Das Gerät entspricht der Norm IEC62135-1 und EN ISO 669 für Schweilgeräte. - La fuente de corriente de soldadura es conforme a las normas IEC62135-1 y EN ISO 669. - Источник сварочного тока отвечает нормам IEC62135-1 и EN ISO 669. - De lasstroombron is in overeenstemming met de normen IEC62135-1 en EN ISO 669. |
| L'appareil respecte la directive 2013/35/UE. - The machine is compliant with standard 2013/35/EU. - Das Gerät entspricht der Richtlinie 2013/35/UE. - El aparato se ajusta a la Directiva 2013/35/UE. - Аппарат отвечает директиве 2013/35/UE. - Het apparaat voldoet aan de richtlijn 2013/35/UE. | |
| - Ce matériel fait l'objet d'une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique :- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw away in a household bin!- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden.- Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. iNo tirar este producto a la basura doméstica!- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval :- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non smaltire con i rifiuti domestici. | |
| - Produit recyclable qui relève d'une consigne de tri.- This product should be recycled appropriately- Recyclingprodukt, das gesondert entsorgt werden muss.- Producto reciclable que requiere una separación determinada.- Этот аппарат подлежит утилизации.- Product recyclebaar, niet bij het huishoudelijk afval gooien.- Prodotto riciclabile soggetto a raccolta differenziata. | |
| EAC | - Marque de conformité EAC (Communauté économique Eurasienne).- EAEC Conformity marking (Eurasian Economic Community).- EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft)- Marca de conformidad EAC (Comunidad económica euroasiática).- Знак соответствия EAC (Евразийское экономическое сообщество).- EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming- Marchio di conformità EAC (Comunità economica Eurasiatica). |
| UKCA | - Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture).- Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page).- Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite).- Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada).- Materiial соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу).- Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina).- Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina). |
| - Matériel conforme aux normes Marocaines. La déclaration C_p CMIM) de conformité est disponible sur notre site (voir à la page de couverture).- Equipment in conformity with Moroccan standards. The declaration C_p CMIM) of conformity is available on our website (see cover page).- Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung C_p CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite).- Equipamiento conforme a las normas marroquíes. La declaración de conformidad C_p CMIM) está disponible en nuestra página web (ver página de portada).- Товар соответствует нормам Марокко, Декларация C_p CMIM) доступна для скачивания на нашем сайте (см на титульной странице).- Dit materiaal voldoet aan de Marokkaanse normen. De verklaring C_p CMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag).- Materiale conforme alle normative marocchine. La dichiarazione C_p CMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto) | |
| - Information sur la température (protection thermique).- Temperature information (thermal protection)- Information zur Temperatur (Thermoschutz)- Informadón sobre la temperatura (protección térmica)- Информация по температуре (термозащита).- Informatie over de temperatuur (thermische beveiliging).- Informazioni sulla temperatura (protezione termica). |





