
PROTIG 250 DC TRI - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts PROTIG 250 DC TRI GYS als PDF.

Benutzerfragen zu PROTIG 250 DC TRI GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch PROTIG 250 DC TRI - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. PROTIG 250 DC TRI von der Marke GYS.
BEDIENUNGSANLEITUNG PROTIG 250 DC TRI GYS
WARNUNGEN - SICHERHEITSREGELN
ALLGEMEINER HINWEIS

Diese Anleitung muss vor jeder Inbetriebnahme gelesen und verstanden werden.
Jegliche Änderung oder Wartung, die nicht im Handbuch angegeben ist, darf nicht vorgenommen werden.
Der Hersteller haftet nicht für Personen- oder Sachschäden, die durch eine unsachgemäße Handhabung der Anweisungen im vorliegenden Benutzerhandbuch verursacht werden.
Bei Problemen oder Unklarheiten wenden Sie sich bitte an eine qualifizierte Person, um die Anlage korrekt zu handhaben.
UMGEBUNG
Dieses Gerät darf nur für Schweißarbeiten innerhalb der auf dem Typenschild und/oder in dem Benutzerbuch angegebenen Einschränkungen verwendet werden. Die Sicherheitsrichtlinien müssen eingehalten werden. Bei unsachgemäßer oder gefährlicher Verwendung kann der Hersteller nicht haftbar gemacht werden.
Die Anlage muss in einem Raum verwendet werden, der frei von Staub, Säuren, brennbaren Gasen oder anderen korrosiven Substanzen ist. Gleiches gilt für die Lagerung. Sorgen Sie während des Betriebs für Luftzirkulation.
Temperaturbereich:
Verwendung zwischen -10 und +40°C (+14 und +104°F).
Lagerung zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Weniger als oder gleich 50% bei 40°C (104°F).
Weniger als oder gleich 90% bei 20°C (68°F).
Höhe:
Bis zu 1000 m über dem Meeresspiegel (3280 Fuß)
PERSONENSCHUTZ
Lichtbogenschweißen kann gefährlich sein und zu schweren Verletzungen oder zum Tod führen.
Beim Schweißen sind Personen einer gefährlichen Hitzequelle, der Lichtstrahlung des Lichtbogens, elektromagnetischen Feldern (Vorsicht für Träger von Herzschrittmachern), der Gefahr eines Stromschlags, Lärm und gasförmigen Dämpfen ausgesetzt.
Befolgen Sie die nachfolgenden Sicherheitshinweise, um sich und andere ordnungsgemäß zu schützen:

Um sich vor Verbrennungen und Strahlung zu schützen, tragen Sie isolierende, trockene, feuerfeste Kleidung in einwandfreiem Zustand ohne Bündchen, die den ganzen Körper bedeckt.

Verwenden Sie Handschuhe, die eine elektrische und thermische Isolierung gewährleisten.

Verwenden Sie einen Schweißerschutz und/oder eine Schweißerhaube mit ausreichendem Schutzgrad (variabel je nach Anwendung). Schützen Sie die Augen während der Reinigungsarbeiten. Insbesondere Kontaktlinsen sind verboten.
Manchmal ist es notwendig, die Bereiche mit feuerfesten Vorhängen abzugrenzen, um den Schweißbereich vor den Lichtbogenstrahlen, Schweißspritzern und glühenden Abfällen zu schützen.
Informieren Sie Personen, die sich im Schweißbereich aufhalten, dass sie Lichtbogenstrahlen oder schmelzenden Teile nicht mit den Augen fixieren dürfen und dass sie geeignete Schutzkleidung tragen müssen.

Verwenden Sie einen Lärmschutzkopfhörer, wenn der Schweißprozess einen Lärmpegel erreicht, der über dem zulässigen Grenzwert liegt (auch für alle Personen im Schweißbereich).
Halten Sie Hände, Haare und Kleidung von beweglichen Teilen (Lüfter) fern.
Entfernen Sie niemals die Gehäuseschutzvorrichtungen der Kühleinheit, wenn die Schweißstromquelle unter Spannung steht, da der Hersteller im Falle eines Unfalls nicht haftbar gemacht werden kann.

Die frisch geschweißten Teile sind heiß und können bei ihrer Handhabung Verbrennungen verursachen. Wenn Sie den Brenner oder den Elektrodenhalter warten, stellen Sie sicher, dass er ausreichend kalt ist, indem Sie mindestens 10 Minuten warten, bevor Sie ihn warten. Bei Verwendung eines wassergekühlten Brenners muss das Kühlaggregat eingeschaltet sein, damit die Flüssigkeit keine Verbrennungen verursachen kann.
Es ist wichtig, den Arbeitsbereich vor dem Verlassen zu sichern, um Personen und Sachgüter zu schützen.
SCHWEISSDÄMPFE UND GASE

Die beim Schweißen entstehenden Dämpfe, Gase und Stäube sind gesundheitsgefährdend. Es muss für eine ausreichende Belüftung gesorgt werden, und manchmal ist eine Luftzufuhr erforderlich. Eine Frischluftmaske kann bei unzureichender Belüftung eine Lösung sein.
Überprüfen Sie die Wirksamkeit der Ansaugung, indem Sie diese anhand der Sicherheitsnormen überprüfen.
Achtung: Das Schweißen in kleinen Räumen erfordert eine Überwachung des Sicherheitsabstands. Außerdem kann das Löten bestimmter blei-, cadmium-, zink- oder quecksilberhaltiger Materialien oder auch Beryllium besonders schädlich sein, daher sollten Sie die Teile vor dem Löten entfetten.
Flaschen müssen in offenen oder gut belüfteten Bereichen gelagert werden. Sie müssen sich in senkrechter Position befinden und an einer Halterung oder einem Fahrwagen angebracht sein.
Die Schweißung darf nicht in der Nähe von Fett oder Farbe durchgeführt werden.
BRAND- UND EXPLOSIONSGEFAHR

Der Schweißbereich muss vollständig geschützt sein, brennbare Materialien müssen sich in einer Entfernung von mindestens 11 Metern befinden.
In der Nähe von Schweißarbeiten müssen Feuerlöscheinrichtungen vorhanden sein.
Vorsicht vor heißem Material oder Funken, die umhergeschleudert werden und sogar durch Ritzen dringen. Sie können eine Brand- oder Explosionsquelle darstellen.
Halten Sie Personen, brennbare Gegenstände und unter Druck stehende Behälter in sicherer Entfernung.
Das Schweißen in geschlossenen Behältern oder Rohren ist zu vermeiden, und wenn sie offen sind, müssen sie von jeglichem brennbaren oder explosiven Material (Öl, Kraftstoff, Gasreste ...) entleert werden.
Die Schleifarbeiten dürfen nicht in Richtung der Schweißstromquelle oder der brennbaren Materialien erfolgen.
GASFLASCHEN

Das aus den Flaschen austretende Gas kann bei Konzentration im Schweißbereich eine Erstickungsquelle sein (gut lüften). Der Transport muss auf sichere Art und Weise erfolgen: Die Flaschen müssen verschlossen und die Schweißstromquelle ausgeschaltet sein. Sie müssen senkrecht gelagert und durch eine Halterung fixiert werden, um die Gefahr des Herunterfallens zu begrenzen.
Verschließen Sie die Flasche zwischen zwei Anwendungen. Achten Sie auf Temperaturschwankungen und Sonneneinstrahlung.
Die Flasche darf nicht in Kontakt mit einer Flamme, einem Lichtbogen, einem Brenner, einer Erdungsklemme oder einer anderen Wärme- oder Glühquelle kommen.
Halten Sie sie von Strom- und Schweißkreisen fern und schweißen Sie deshalb niemals mit einer Flasche, die unter Druck steht.
Seien Sie vorsichtig beim Öffnen des Flaschenventils, halten Sie den Kopf vom Ventil fern und stellen Sie sicher, dass das verwendete Gas für den Schweißprozess geeignet ist.
ELEKTRISCHE SICHERHEIT

Das verwendete Stromnetz muss geerdet sein. Verwenden Sie die auf dem Typenschild empfohlene Sicherungsgröße. Ein elektrischer Schlag kann direkt oder indirekt zu schweren Unfällen führen, sogar mit tödlichem Ausgang.
Berühren Sie niemals stromführende Teile innerhalb oder außerhalb der Stromquelle (Brenner, Klemmen, Kabel, Elektroden), da diese mit dem Schweißstromkreis verbunden sind.
Vor dem Öffnen der Schweißstromquelle ist diese vom Netz zu trennen. 2 Minuten warten, damit alle Kondensatoren entladen sind.
Berühren Sie nicht gleichzeitig den Brenner oder Elektrodenhalter und die Erdungsklemme.
Sorgen Sie dafür, dass beschädigte Kabel oder Brenner von qualifiziertem und autorisiertem Personal ausgetauscht werden. Dimensionieren Sie den Kabelquerschnitt entsprechend der Anwendung. Verwenden Sie immer trockene, qualitativ hochwertige Kleidung, um sich vom Schweißstromkreis zu isolieren. Tragen Sie in allen Arbeitsbereichen isoliertes Schuhwerk.
CEM-KLASSIFIZIERUNG DES GERÄTES

Dieses Gerät der Klasse A ist nicht für den Einsatz in Wohnbereichen vorgesehen, in denen die Stromversorgung über das öffentliche Niederspannungsnetz erfolgt. An diesen Standorten kann es aufgrund von leitungsgeführten und gestrahlten Hochfrequenzstörungen zu potenziellen Störungen bei der Gewährleistung der elektromagnetischen Verträglichkeit kommen.

Dieses Gerät ist mit der Norm EN 61000-3-11 konform.
ACHTUNG! Dieses Gerät ist nicht mit der Norm IEC 61000-3-12 konform. Es ist dafür bestimmt, an private Niederspannungsnetze angeschloßen zu werden, die an öffentliche Stromnetze mit mittlerer und hoher Spannung angeschlossen. Bei Betrieb am öffentlichen Niederspannungsnetz, muss der Betreiber des Geräts sich beim Versorgungsnetzbetreiber informieren, ob das Gerät für den Betrieb geeignet ist.
ELEKTROMAGNETISCHE EMISSIONEN

Elektrischer Strom, der durch einen beliebigen Leiter fließt, erzeugt lokalisierte elektrische und magnetische Felder (EMF). Der Schweißstrom erzeugt ein elektromagnetisches Feld um den Schweißkreis und das Schweißgerät.
Alle Schweißer sollten die folgenden Verfahren anwenden, um die Exposition gegenüber elektromagnetischen Feldern des Schweißkreises zu minimieren:
- Positionieren Sie die Schweißkabel zusammen - fixieren Sie sie, wenn möglich, mit einer Klemme;
- Positionieren Sie sich (Oberkörper und Kopf) so weit wie möglich vom Schweißstromkreis entfernt;
- Wickeln Sie die Schweißkabel niemals um den Körper;
- Positionieren Sie den Körper nicht zwischen den Schweißkabeln. Halten Sie beide Schweißkabel an der gleichen Seite des Körpers;
- Schließen Sie das Rückführungskabel so nah wie möglich an der zu schweißenden Stelle am Werkstück an;
- Arbeiten Sie nicht neben der Schweißstromquelle, setzen Sie sich nicht darauf und lehnen Sie sich nicht dagegen;
- Schweißen Sie nicht, während Sie die Schweißstromquelle oder den Drahtvorschubkoffer transportieren.

Träger von Herzschrittmachern sollten vor der Verwendung dieses Geräts einen Arzt konsultieren.
Die Exposition gegenüber elektromagnetischen Feldern beim Schweißen kann weitere gesundheitliche Auswirkungen haben, die noch nicht bekannt sind.
EMPFEHLUNGEN ZUR BEURTEILUNG DES SCHWEISSBEREICHS UND DER ANLAGE
Allgemeines
Der Benutzer ist für die Installation und den Verwendung des Lichtbogenschweißgeräts gemäß den Anweisungen des Herstellers verantwortlich. Falls elektromagnetische Störungen festgestellt werden, liegt es in der Verantwortung des Benutzers des Lichtbogenschweißgeräts, die Situation mit technischer Unterstützung des Herstellers zu beheben. In einigen Fällen kann diese Abhilfemaßnahme so einfach sein wie das Erden des Schweißkreises. In anderen Fällen kann es erforderlich sein, eine elektromagnetische Abschirmung um die Schweißstromquelle und das gesamte Werkstück herum zu errichten und Eingangsfilter einzusetzen. In jedem Fall müssen elektromagnetische Störungen reduziert werden, bis sie nicht mehr stören.
Bewertung des Schweißbereichs
Vor der Installation von Lichtbogenschweißgeräten sollte der Benutzer die potenziellen elektromagnetischen Probleme in der Umgebung bewerten. Folgendes sollte beachtet werden:
(a) das Vorhandensein von anderen Strom-, Steuer-, Signal- und Telefonkabeln über, unter und neben des Lichtbogenschweißgeräts;
b) Radio- und Fernsehempfänger und -sender;
c) Computer und andere Steuergeräte;
d) sicherheitskritische Geräte, z. B. Schutz von Industrieanlagen;
e) die Gesundheit von benachbarten Personen, z. B. die Verwendung von Herzschrittmachern oder Hörgeräten;
f) die für die Kalibrierung oder Messung verwendeten Geräte;
g) die Störfestigkeit anderer Geräte in der Umgebung.
Der Benutzer muss sicherstellen, dass andere in der Umgebung verwendete Geräte kompatibel sind. Dies kann zusätzliche Schutzmaßnahmen erfordern;
h) die Tageszeit, zu der die Schweißarbeiten oder andere Tätigkeiten durchgeführt werden sollen.
Die Größe des zu berücksichtigenden Umgebungsbereichs hängt von der Gebäudestruktur und anderen im Gebäude stattfindenden Aktivitäten ab. Die Umgebung kann sich über die Grenzen der Anlage hinaus erstrecken.
Bewertung der Schweißanlage
Zusätzlich zur Bereichsbewertung kann die Beurteilung der Lichtbogenschweißanlagen verwendet werden, um Störungen zu erkennen und zu beheben. Die Emissionsbewertung sollte gemäß Artikel 10 der CISPR 11 In-situ-Messungen umfassen. In-situ-Messungen können auch verwendet werden, um die Effizienz von Minderungsmaßnahmen zu bestätigen.
EMPFEHLUNGEN ZU METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER EMISSIONEN
a. Öffentliches Versorgungsnetz: Lichtbogenschweißgeräte sollten gemäß den Empfehlungen des Herstellers an das öffentliche Stromnetz angeschlossen werden. Wenn Störungen auftreten, können zusätzliche Präventionsmaßnahmen wie z. B. die Filterung der öffentlichen Stromversorgung erforderlich sein. Es sollte in Erwägung gezogen werden, das Stromkabel in einem Metallrohr oder ähnlichem von fest installierten Lichtbogenschweißgeräten abzuschirmen. Die elektrische Durchgängigkeit der Abschirmung muss über die gesamte Länge gewährleistet sein. Es empfiehlt sich Abschirmung mit der Schweißstromquelle zu verbinden, um einen guten elektrischen Kontakt zwischen der Leitung und dem Gehäuse der Schweißstromquelle zu gewährleisten.
b. Wartung von Lichtbogenschweißgeräten: Lichtbogenschweißgeräte sollten einer routinemäßigen Wartung gemäß den Empfehlungen des Herstellers unterzogen werden. Alle Zugänge, Wartungstüren und Abdeckungen sollten geschlossen und ordnungsgemäß verriegelt sein, wenn das Lichtbogenschweißgerät in Betrieb ist. Das Lichtbogenschweißgerät darf in keiner Weise modifiziert werden, mit Ausnahme der in den Herstelleranweisungen genannten Änderungen und Anpassungen. Insbesondere sollte der Lichtbogenspalter von Lichtbogenzünd- und Stabilisierungsgeräten nach den Empfehlungen des Herstellers eingestellt und gewartet werden.
c. Schweisskabel: Die Kabel sollten so kurz wie möglich gehalten werden und dicht nebeneinander in Bodennähe oder auf dem Boden verlegt werden.
d. Potentialausgleich: Es sollte in Betracht gezogen werden, die Verbindung aller Metallgegenstände in der Umgebung zu überwachen. Mit dem zu schweißenden Werkstück verbundene Metallteile erhöhen jedoch das Risiko eines Stromschlags für den Bediener, wenn er sowohl diese Metallteile als auch die Elektrode berührt. Der Bediener sollte von solchen Metallgegenständen isoliert sein.
e. Erdung des zu schweißenden Werkstücks: Wenn das zu schweißende Werkstück aus Gründen der elektrischen Sicherheit oder aufgrund seiner Abmessungen und seines Standorts nicht geerdet ist, was beispielsweise bei Schiffsrümpfen oder Stahlkonstruktionen von Gebäuden der Fall ist, kann ein Erdungsanschluss die Emissionen in einigen, aber nicht allen Fällen verringern. Es sollte darauf geachtet werden, dass keine Teile geerdet werden, die die Verletzungsgefahr für den Benutzer oder die Beschädigung anderer elektrischer Geräte erhöhen könnten. Falls notwendig, sollte der Anschluss des zu schweißenden Werkstücks an die Erde direkt erfolgen. In einigen Ländern, in denen dieser direkte Anschluss nicht erlaubt ist, sollte der Anschluss mit einem geeigneten Kondensator erfolgen, der gemäß den nationalen Vorschriften ausgewählt wird.
f. Schutz und Abschirmung: Durch gezielten Schutz und Abschirmung anderer Kabel und Geräte in der Umgebung können Störprobleme eingeschränkt werden. Für spezielle Anwendungen kann der Schutz des gesamten Schweißbereichs in Betracht gezogen werden.
TRANSPORT UND TRANSIT DER SCHWEISSSTROMQUELLE

Die Schweißstromquelle ist mit einem oberen Griff zum Tragen in der Hand ausgestattet. Achten Sie darauf, dass Sie ihr Gewicht nicht unterschätzen. Der Griff wird nicht als Anschlagmittel betrachtet.
Verwenden Sie die Kabel oder den Brenner nicht, um die Schweißstromquelle zu bewegen. Sie muss in eine senkrechte Position gebracht werden.
Heben Sie niemals gleichzeitig eine Gasflasche und die Schweißstromquelle an. Ihre Transportnormen sind unterschiedlich. Führen Sie die Schweißstromquelle nicht über Personen oder Gegenstände.
GERÄTEMONTAGE
- Stellen Sie die Schweißstromquelle auf einen Boden mit einer maximalen Neigung von 10^ .
- Sorgen Sie für ausreichend Platz, um die Schweißstromquelle zu belüften und die Bedienelemente zu erreichen.
- Nicht in einer Umgebung mit leitfähigem Metallstaub verwenden.
• Die Schweißstromquelle muss vor Schlagregen geschützt werden und darf nicht der Sonneneinstrahlung ausgesetzt werden.
• Das Gerät ist IP23-Schutzart konform, d. h. - das Gerät schützt die eingebauten Teile vor Berührungen und mittelgroße Fremdkörpern mit einem Durchmesser >12,5 mm.
- Schutzgitter gegen Sprühwasser (beliebige Richtungen bis 60° Abweichung von der Senkrechten).
Dieses Gerät kann also im Freien verwendet werden gemäß der IP23-Schutzart.
Netz-, Verlängerungs- und Schweißkabel müssen vollständig abgewickelt werden, um Überhitzung zu vermeiden.

Der Hersteller haftet nicht für Schäden an Personen und Gegenständen, die durch unsachgemäßen und gefährlichen Gebrauch dieses Gerätes entstehen.
WARTUNG / TIPPS


• Die Wartung sollte nur von einer qualifizierten Person durchgeführt werden. Eine jährliche Wartung wird empfohlen.
- Schalten Sie die Stromversorgung durch Ziehen des Steckers aus und warten Sie zwei Minuten, bevor Sie an dem Gerät arbeiten. Im Inneren sind die Spannungen und Ströme hoch und gefährlich.
- Nehmen Sie die Abdeckung regelmäßig ab und blasen Sie den Staub aus. Nutzen Sie die Gelegenheit, um die elektrischen Anschlüsse mit einem isolierten Werkzeug durch Fachpersonal überprüfen zu lassen.
- Überprüfen Sie regelmäßig den Zustand des Netzkabels. Falls das Netzkabel beschädigt ist, muss es durch den Hersteller, dessen Kundenservice oder eine ähnlich qualifizierte Person ersetzt werden, um eine Gefährdung zu vermeiden.
- Lassen Sie die Lüftungsschlitze der Schweißstromquelle für den Luftein- und -austritt frei.
- Diese Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieaufladung und zum Starten von Motoren benutzt werden.
INSTALLATION - FUNKTIONSWEISE DES PRODUKTS
Die Installation darf nur von erfahrenem und vom Hersteller autorisiertem Personal durchgeführt werden. Stellen Sie bei der Installation sicher, dass der Generator vom Netz getrennt ist. Reihen- oder Parallelschaltungen von Generatoren sind nicht zulässig. Es wird empfohlen, die mit dem Gerät gelieferten Schweißkabel zu verwenden, um die optimalen Einstellungen des Produkts zu erhalten.
BESCHREIBUNG DES GERÄTS (I)
Bei diesem Gerät handelt es sich um eine Inverter-Schweißstromquelle für Gleichstrom (DC) zum Schweißen mit feuerfester Elektrode (WIG) und umhüllter Elektrode (Lichtbogenhandschweißen/E-Hand-Schweißen).
Das WIG-Verfahren erfordert einen Gasschutz (Argon).
Das Lichtbogenhandschweißverfahren ermöglicht das Schweißen mit jeder Art von Elektrode: rutil, basisch, Edelstahl und Gusseisen.
1- Buchse mit positiver Polarität 6- Gasanschluss
2- Anschluss für den Brennertaster 7- Netzkabel (3 m)
3- Buchse mit negativer Polarität 8- Anschluss für die Fernbedienung
4- Gasanschluss des Brenners 9- ON/OFF Schalter
5- Tastatur + inkrementelle Tasten
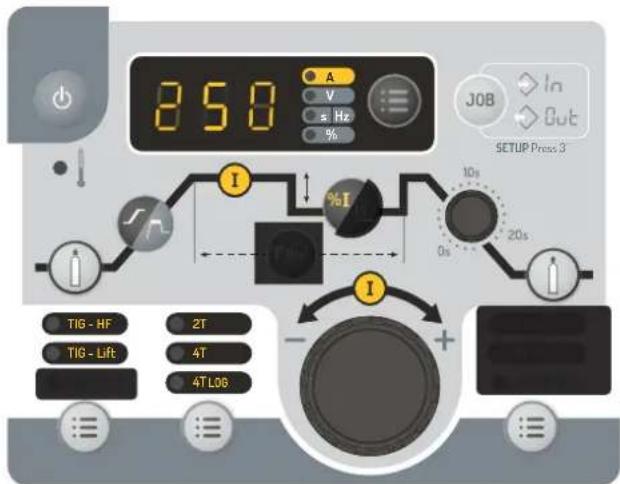
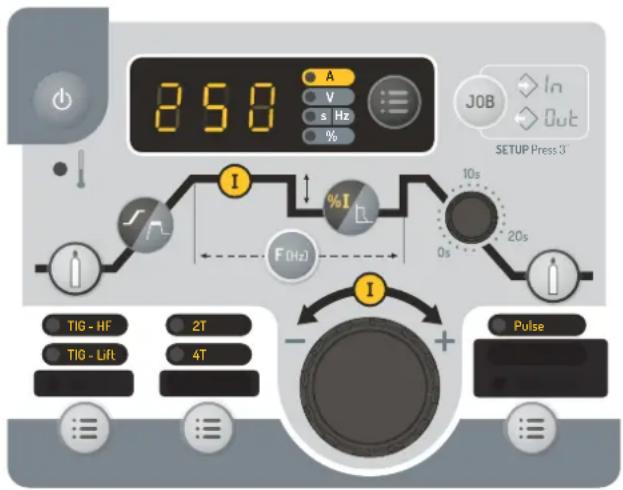
MENSCH-MASCHINE-SCHNITTSTELLE (HMI) (II)
1- Prozessauswahl 5- Indikator für den Wärmeschutz
2- Auswahl des Brennertastermodus 6- Anzeige und Optionen
3- Auswahl der Prozessoptionen 7- Standby-Taste
4- Einstellungen der Schweißparameter
STROMVERSORGUNG - INBETRIEBNAHME
- Dieses Gerät wird mit einem 16 A Typ EN 60309-1 Stecker geliefert. Es muss an einer 400V (50 - 60 Hz) dreiphasigen, geerdeten Steckdose mit vorschriftsmäßig angeschlossenem Schutzleiter betrieben werden. Der effektive absorbierte Strom (I1eff) ist auf dem Gerät für maximale Betriebsbedingungen angegeben. Prüfen Sie, ob die Stromversorgung und ihre Schutzvorrichtungen (Sicherung und/oder Schutzschalter) mit dem für die Verwendung erforderlichen Strom kompatibel sind. In manchen Ländern kann es erforderlich sein, den Stecker zu wechseln, um den Betrieb unter maximalen Bedingungen zu ermöglichen.
-
Das Einschalten des PROTIG erfolgt durch Drehen des Ein-/Ausschalters auf Position I, umgekehrt erfolgt das Ausschalten durch Drehen auf Position O.
-
Dieses Gerät geht in den Schutzzustand über, wenn die Versorgungsspannung kleiner oder größer als 15 % der spezifizierten Spannungen ist (ein Fehlercode erscheint auf dem Display des Tastenfelds).
Der Normalbetrieb wird wieder aufgenommen, sobald die Versorgungsspannung in den Nennbereich zurückkehrt. - Lüfterverhalten: im Lichtbogenhandschweißen-Modus läuft der Lüfter kontinuierlich. Im WIG-Modus arbeitet der Lüfter nur während der Schweiß-
phase und stoppt nach dem Abkühlen.
• Die Lichtbogenzünd- und Stabilisierungseinrichtung ist für den manuellen und mechanisch geführten Betrieb ausgelegt.
ANSCHLUSS AN DEN GENERATOR
Dieses Gerät kann mit Generatoren betrieben werden, vorausgesetzt, die Hilfsstrom erfüllt die folgenden Anforderungen:
- Es muss Wechselspannung vorliegen, eingestellt wie angegeben und die Spitzenspannung unter 700V liegen,
- Die Frequenz muss zwischen 50 und 60 Hz liegen.
Es ist unbedingt erforderlich, diese Bedingungen zu überprüfen, da viele Generatoren Hochspannungsspitzen erzeugen, die das Gerät beschädigen können.
VERWENDUNG VON VERLÄNGERUNGSKABELN
Alle Verlängerungskabel müssen in Länge und Querschnitt für die Spannung des Geräts geeignet sein. Verwenden Sie ein Verlängerungskabel, das den nationalen Vorschriften entspricht.
| Eingangsspannung | Länge - Abschnitt des Verlängerungskabels | |
| <45 m <100 m | ||
| 400 V 2.5 mm2 | ||
GASANSCHLUSS
Dieses Gerät ist mit zwei Anschlüssen ausgestattet. Wenn sich das Gerät im Standby-Modus befindet, halten Sie die Taste zum Aufheben des Standby-Modus (II-7) 3 Sekunden lang gedrückt. Das Produkt zeigt daraufhin «3», «2», «1» an und setzt das Gerät zurück.
RESET DER STATION
Es ist möglich, die Station auf ihre Werkseinstellungen zurückzusetzen. Zugang zu diesem erweiterten Parameter erhalten Sie, indem Sie die Taste „JOB“ länger als 3 Sekunden gedrückt halten und drücken Sie die „JOB“-Taste erneut, um diese Auswahl zu bestätigen. Wählen Sie anschließend „Ini“. Die Station zeigt dann „3“, „2“, „1“, „rSt“ an und setzt das Gerät zurück.
BESCHREIBUNG DER FUNKTIONEN, MENÜS UND PIKTOGRAMME
| FUNKTION PIKTOGRAMME | TIG DC | MMA | Kommentare | |
| HF-Zündung WIG-Verfahren mit HF-Zündung | √ | |||
| LIFT-Zündung WIG-Verfahren mit LIFT-Zündung | √ | |||
| Pré Gaz (Gasvorströmzeit) |  | √ | Reinigungszeit des Brenners und Erstellung des Gasschutzes vor der Zündung. | |
| Anstiegstrom Stromanstiegsrampe |  | √ | ||
| Schweißstrom Zweiter Schweißstrom I | √ | |||
Kaltstrom Zweiter „kalter“ Schweißs  Standard 47LOG oder PULSE Standard 47LOG oder PULSE | ||||
PULSE-Frequenz Pulsfrequenz des  -Modus (Hz) -Modus (Hz) | √ | |||
Stromschwund Abstiegsrampe zu  und Kraterbildung (S) und Kraterbildung (S) | ||||
| Post Gaz (Gas-nachströmzeit) |  | √ | Dauer der Aufrechterhaltung des Gasschutzes nach dem Erlöschen des Lichtbogens. Er schützt das Werkstück und die Elektrode vor Oxidation (S). | |
| HotStart |  | √ | Einstellbarer Überstrom zu Beginn des Schweißens (%) | |
| ArcForce |  | √ | Überstromabgabe beim Schweißen zur Vermeidung von Elektrodenverkleben im Bad | |
| TIG PULSE (WIG gepulst) | Pulse | √ | Gepulster Modus | |
| TIG SPOT (WIG-Punktschweißen) | Spot | √ | Punktschweißmodus | |
| TIG SPOT PULSE | Spot & Pulse | √ | Pulsierender Zeigermodus | |
| MMA PULSE (Lichtbogenhandschweißen, gepulst) | MMA Pulse | √ | MMA-Verfahren im Pulsmodus | |
| 2T 2T-Brennermodus | 2T | √ | ||
| 4T 4T-Brennermodus | 4T | √ | ||
| 4T LOG Brennermodus 4T LOG | 4TLOG | √ | ||
| Ampere (Einheit) Ampere-Einheit für Schweißstromeinstellungen und -anzeige | ||||
| Volt (Einheit) Volt-Einheit zur Anzeige der Schweißspannung | √ | |||
| Sekunde oder Hertz (Einheiten) | s|Hz | √ | √ | Einheit der Sekunden oder Hertz für Zeit- oder Frequenzeinstellungen |
| Prozentsatz (Einheit) Prozentuale Einheit für proportionale Einstellungen | ||||
| Umschalten zwischen A-und V-Anzeige |  | √ | √ | Umschalten zwischen Strom- und Spannungsanzeige während und nach dem Schweißen |
| Zugriff auf den Programm-Modus |  | √ | √ | Zugriff auf das Programmiermenü (SAVE, JOB, ...) |
| Thermoschutz Symbol für thermischen Überlastungsschutz | √ | |||
Standby-Modus Setzen des Produktions  andby andby | √ | √ | ||
FUNKTIONSWEISE DES BEDIENFELDES UND BESCHREIBUNG SEINER TASTEN
| [AXZ] | Standby-/Wiedereinschalt-TasteDiese Taste dient zum Aktivieren oder Verlassen des Standby-Modus. Der Modus kann nicht aktiviert werden, wenn sich das Produkt im Schweißzustand befindet.Hinweis: Beim Einschalten startet das Produkt im Standby-Modus. | |
  | Taste zur Auswahl des SchweißprozessesMit dieser Taste wird der Schweißprozess ausgewählt. Jedes aufeinanderfolgende Drücken/Loslassen aktiviert das Umschalten zwischen den folgenden Schweißprozessen: HF TIG / LIFT TIG / MMA. Die LED zeigt den gewählten Prozess an. | |
  | Taste zur Auswahl des BrennertastermodusMit dieser Taste wird die Betriebsart des Brennertasters eingestellt. Jedes aufeinanderfolgende Drücken/Loslassen aktiviert das Umschalten zwischen den folgenden Modi: 2T / 4T / 4T LOG. Die LED zeigt den gewählten Modus an.Hinweis: Der beim Start standardmäßig ausgewählte Brennertastermodus entspricht dem zuletzt verwendeten Modus vor dem letzten Standby oder Ausschalten. Weitere Informationen finden Sie im Abschnitt „Kompatible Brenner und Brenntasterverhalten“. | |
  | Auswahl der ProzessoptionenMit dieser Taste wird der „Unterprozess“ ausgewählt. Jedes aufeinanderfolgende Drücken/Loslassen aktiviert das Umschalten zwischen den folgenden Unterprozessen: PULSE / SPOT / SPOT PULSE (nur im WIG-Modus) / MMA PULSE (nur im MMA-Modus). Die LED zeigt den gewählten Prozess an.Hinweis: Der SPOT-Modus ist in der 4T & 4T LOG Brennertaster-Konfiguration und im MMA-Schweißmodus nicht verfügbar.Der PULSE-Modus ist in der 4T LOG Brennertaster-Konfiguration und im MMA-Schweißmodus nicht verfügbar.Der beim Start der Station standardmäßig ausgewählte Unterprozess entspricht dem zuletzt verwendeten Unterprozess vor dem letzten Standby oder Ausschalten. | |
 | Haupt-InkrementalgeberDer Inkrementalgeber ermöglicht standardmäßig die Einstellung des Schweißstroms. Er wird auch zur Einstellung der Werte anderer Parameter verwendet, die dann über die zugehörigen Tasten ausgewählt werden. Ist die Parametrierung abgeschlossen, kann die Taste des gerade eingestellten Parameters erneut gedrückt werden, um den Inkrementalgeber mit der aktuellen Einstellung zu verknüpfen. Es ist auch möglich, eine andere Taste zu drücken, die sich auf einen anderen Parameter bezieht, um diesen einzustellen. Wenn 5 Sekunden lang keine Aktion am Bedienfeld erfolgt, wird der Inkrementalgeber wieder mit der Schweißstromeinstellung verknüpft. | |
 | „Pre-Gas“-Taste (Gasvorströmtaste)Die Einstellung der Pre-Gas-Taste erfolgt durch Drücken und Loslassen der Pre-Gas-Taste und anschließendes Betätigen des Haupt-Inkrementalgebers. Der Gasvorströmwert steigt, wenn der Inkrementalgeber im Uhrzeigersinn betätigt wird, und sinkt, wenn er gegen den Uhrzeigersinn betätigt wird. Nach der Einstellung können Sie die Pre-Gas-Taste „F(Hz)“ erneut drücken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknüpfen oder 5 Sekunden warten. Der Einstellschritt beträgt 0,1 s. Der Minimalwert ist 0 s und der Maximalwert 20 s. | |
 | „Post-Gas“-Taste (Gasnachströmtaste)Die Einstellung der Post-Gas-Taste erfolgt durch Drücken und Loslassen der Post-GasTaste und anschließendes Betätigen des Haupt-Inkrementalgebers. Der Gasnachströmwert steigt, wenn der Inkrementalgeber im Uhrzeigersinn betätigt wird, und sinkt, wenn er gegen den Uhrzeigersinn betätigt wird. Nach der Einstellung können Sie die Post-Gas-Taste erneut drücken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknüpfen oder 5 Sekunden warten. Der Einstellschritt beträgt 0,1 s. Der Minimalwert ist 0 s und der Maximalwert 20 s. Standardmäßig beträgt der Wert 3 s. | |
 | Einstelltaste für Anstiegstrom oder „UpSlope“Die Einstellung der Stromanstiegsrampe erfolgt durch Drücken und Loslassen der Stromanstiegsrampentaste und anschließendes Betätigen des Haupt-Inkrementalgebers. Der Wert der Stromanstiegsrampe steigt, wenn der Inkrementalgeber im Uhrzeigersinn betätigt wird, und sinkt, wenn er gegen den Uhrzeigersinn betätigt wird. Nach der Einstellung können Sie die Stromanstiegsrampentaste erneut drücken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknüpfen oder 5 Sekunden warten. Der Einstellschritt beträgt 0,1 s. Der Minimalwert ist 0 s und der Maximalwert 20 s. Standardmäßig beträgt der Wert 0 s. Im MMA-Modus ist der Hotstart zwischen 0 und 100 % des Schweißstroms in 1 %-Schritten einstellbar. Der Standardwert ist 40 %. | |
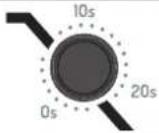 | Potentiometer zur Einstellung des „DownSlope“Der Potentiometer „DownSlope“ ermöglicht die Einstellung des aktuellen Stromschwund-Wertes (Inkrementieren im Uhrzeigersinn und Dekrementieren gegen den Uhrzeigersinn). Der Wert ist in der 7-Segment-Anzeige sichtbar und bleibt bei Betätigung des Potentiometers für 5 Sekunden angezeigt. Der Minimalwert ist 0 s und der Maximalwert 20 s. | |
 | Einstelltaste für KaltstromWenn eines der 2 Verfahren „WIG HF“ oder „WIG LIFT“ ausgewählt ist, kann mit der Taste für die Kaltstromeinstellung der Kaltstromwert nur in der Konfiguration „4T LOG“ oder „PULSE“ eingestellt werden. Der Wert kann zwischen 20 % und 80 % des Schweißstroms eingestellt werden. Der Inkrementierungsschritt beträgt 1 %. Standardmäßig beträgt der Wert 50 %. Im MMA-Modus wird Arc Force von 0 bis 80% indiziert (0 = kein Arc Force / von 1 bis 80% = Einstellung des Arc Force möglich). Standardmäßig ist der indizierte Wert 40%. | |
SCHWEISSEN MIT UMHÜLLTER ELEKTRODE (MMA-MODUS)
ANSCHLUSS UND TIPPS
- Stecken Sie die Kabel, den Elektrodenhalter und die Erdungsklemme in die Anschlussstecker.
- Beachten Sie die auf den Elektrodenboxen angegebenen Polaritäten und Schweißintensitäten.
- Entnehmen Sie die Elektrode aus dem Elektrodenhalter, wenn die Schweißstromquelle nicht verwendet wird.
AUSWAHL AN UMHÜLLTEN ELEKTRODEN
- Rutil-Elektrode: sehr einfach in der Verwendung. Gleichstrom in jeder Position
- Basische Elektrode: Verwendung in allen mit Gleichstrom durchgeführten Positionen. Ist aufgrund ihrer erhöhten mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
MMA STANDARD (LICHTBOGENHANDSCHWEISSEN)
Der Standard-MMA-Schweißmodus ist für die meisten Anwendungen geeignet. Er ermöglicht das Schweißen mit allen umhüllten Elektrodentypen, rutil, basisch und auf allen Materialien: stahl, rostfreier Stahl und Gusseisen.

text_image
220 A V s Hz % %I MMA IN Out SETUP Press 3"MMA Standard
Schattierte Bereiche sind in diesem Modus nicht hilfreich.
| Bezeichnung Einstellung Beschreibung & Tipp | ||
| Prozentsatz des Hot Start (Heißstart) | 0 - 100 % | Der Hot Start ist ein Überstrom bei der Zündung, der ein Anhaften der Elektrode am Werkstück verhindert. Er kann in Intensität und Zeit eingestellt werden. |
| Schweißstrom 10 - 220 A | Der Schweißstrom wird entsprechend dem gewählten Elektrodentyp eingestellt (siehe Elektroden-verpackung). | |
| Arc Force 0 - 80 % | Arc Force ist ein Überstrom, der geliefert wird, wenn die Elektrode oder der Tropfen das Schweiß-bad berührt, um ein Festkleben zu vermeiden. | |
Gepulstes Lichtbogenhandschweißen (MMA)
Der MMA-Pulsschweißmodus ist für das senkrechte Schweißen von unten nach oben (Steigposition, PF) geeignet. Das gepulste Verfahren hält ein Bad kalt und fördert gleichzeitig den Materialtransfer. Ohne Pulsung erfordert das Steignaht-Schweißen eine „Tannenbaum“-Bewegung, d.h. eine schwierige Dreiecksbewegung. Bei gepulstem MMA ist diese Bewegung nicht mehr notwendig, da je nach Dicke des Werkstücks eine gerade Aufwärtsbewegung ausreichen kann. Wenn das Schmelzbad jedoch erweitert werden muss, reicht eine einfache seitliche Bewegung ähnlich wie beim Flachschweißen. Dieses Verfahren bietet eine größere Kontrolle über den vertikalen Schweißvorgang.
Die Einstellung der Pulsfrequenz erfolgt durch Drücken und Loslassen der Taste „F(Hz)“ und anschließendes Betätigen des Haupt-Inkrementalgebers. Der Frequenzwert steigt, wenn der Inkrementalgeber im Uhrzeigersinn betätigt wird, und sinkt, wenn er gegen den Uhrzeigersinn betätigt wird. Nach der Einstellung können Sie die Taste „F(Hz)“ erneut drücken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknüpfen oder 2 Sekunden warten.

text_image
220 A V s Hz % %I F(Hz) MMA MMA Pulse IN Out SETUP Press 3°MMA PULSE (Lichtbogenhandschweißen, gepulst)
Schattierte Bereiche sind in diesem Modus nicht hilfreich.
| Bezeichnung Einstellung Beschreibung & Tipp | |||
| Prozentsatz des Hot Start (Heißstart) | 0 - 100 % | Der Hot Start ist ein Überstrom bei der Zündung, der ein Anhaften der Elektrode am Werkstück verhindert. Er wird in Intensität und Zeit eingestellt. | |
| Schweißstrom 10 - 220 A | Der Schweißstrom wird entsprechend dem gewählten Elektrodentyp eingestellt (siehe Elektroden-verpackung). | ||
| Pulsfrequenz 1 - 20 Hz | Pulsfrequenz des PULSE-Modus.Der Inkrementierungsschritt variiert je nach Frequenzbereich: | ||
| Pulsfrequenz | Keine Inkrementierung | ||
| 1 Hz - 20 Hz 0,1 Hz | |||
| Arc Force 0 - 80 % | Arc Force ist ein Überstrom, der geliefert wird, wenn die Elektrode oder der Tropfen das Schweiß-bad berührt, um ein Festkleben zu vermeiden. | ||
Lichtbogenhandschweißen - Erweitertes Menü
Weitere Einstellungen können im erweiterten Menü vorgenommen werden.
Der Zugriff auf diese erweiterten Einstellungen erfolgt, indem Sie die Taste «JOB» länger als 3 Sekunden gedrückt halten. Durch Drehen des Drehreglers haben Sie Zugriff auf die folgenden erweiterten Einstellungen:
| Parameter | Beschreibung Einstellung | Standard Puls Tipp | ||
| „ASt“ AntiSticking | EIN/AUS | √ | √ | |
| „HSt“ HotStart-Zeit 0 - 2 s | √ | √ | ||
| „dcy“ | Duty Cycle (Puls-Pausenzeit) | 20 % - 80 % | √ | |
| „Ico“ | Kaltstrom | 20 % - 80 % | √ |
Der zu ändernde Parameter wird durch Drücken der Taste «JOB» bestätigt. Das erweiterte Menü wird durch Drücken von „ESC“ verlassen.
WOLFRAM-INERTGAS-SCHWEISSEN (WIG-MODUS)
ANSCHLUSS UND TIPPS
- Das WIG-Schweißen mit Gleichstrom erfordert eine Gasabschirmung (Argon).
- Stecken Sie die Erdungsklemme in den positiven (+) Steckanschluss. Schließen Sie das Leistungskabel des Brenners an den negativen (-) Steckanschluss sowie den/die Brennertaste(n) und Gasanschluss/-schlüsse an.
- Vergewissern Sie sich, dass der Brenner gut ausgestattet ist und dass die Verschleißteile (Schraubstock, Kragenhalter, Diffusor und Düse) nicht abgenutzt sind.
• Die Wahl der Elektrode ist abhängig von der Stromstärke des WIG-Verfahrens mit Gleichstrom.
SCHÄRFEN DER ELEKTRODE
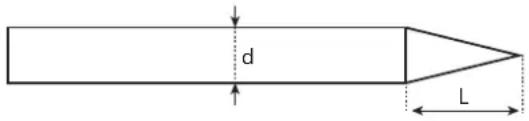
Für einen optimalen Betrieb wird empfohlen, eine wie folgt geschärfte Elektrode zu verwenden:
text_image
d LL = 3 x d für einen schwachen Strom.
L = d für einen starken Strom.
WAHL DES DURCHMESSERS DER ELEKTRODE
| ∅ Elektrode (mm) | TIG DC | |
| Reines Wolfram | Wolfram mit Oxygen | |
| 1 | 10 > 75 10 > 75 | |
| 1,6 | 60 > 150 60 > 150 | |
| 2 | 75 > 180 | 100 > 200 |
| 2,5 | 130 > 230 | 170 > 250 |
| 3,2 | 160 > 310 | 225 > 330 |
| Ca. = 80 A pro mm ∅ | ||
WAHL DES ZÜNDTYPS
HF TIG: berührungslose Hochfrequenzzündung.
LIFT TIG: Kontaktzündung (für Umgebungen, die empfindlich auf HF-Störungen reagieren).
HF TIG:



1- Bringen Sie den Brenner in die Schweißposition über dem Werkstück (Abstand von ca. 2-3 mm zwischen der Elektrodenspitze und dem Werkstück).
2- Drücken Sie die Brennertaste (der Lichtbogen wird berührungslos mit Hochspannungs-HF-Zündimpulsen gezündet).
3- Der anfängliche Schweißstrom fließt und die Schweißung wird entsprechend dem Schweißzyklus fortgesetzt.
LIFT TIG:

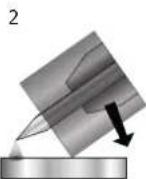

1- Positionieren Sie die Brennerdüse und die Elektrodenspitze auf dem Werkstück und aktivieren Sie die Brennertaste.
2- Neigen Sie den Brenner, bis ein Spalt von ca. 2-3 mm die Elektrodenspitze vom Werkstück trennt. Der Bogen wird gezündet.
3- Bringen Sie den Brenner wieder in die normale Position, um den Schweißzyklus zu starten.
Warnung: Eine Vergrößerung der Länge des Brenners oder der Rückführkabel über die vom Hersteller angegebene Maximallänge hinaus erhöht das Risiko eines Stromschlags.
TIG DC - STANDARD
Das WIG-Standard-Schweißverfahren mit Gleichstrom (TIG DC Standard) ermöglicht qualitativ hochwertiges Schweißen auf den meisten Eisenwerkstoffen wie Stahl, Edelstahl, aber auch Kupfer und seinen Legierungen, Titan... Die zahlreichen Möglichkeiten des Strom- und Gasmanagements erlauben es Ihnen, Ihren Schweißvorgang perfekt zu steuern, vom Start bis zur endgültigen Abkühlung Ihrer Schweißraupe.
TIG DC Standard
Schattierte Bereiche sind in diesem Modus nicht hilfreich.
TIG DC (WIG mit Gleichstrom) - gepulst
Der Pulsstrom-Schweißmodus kombiniert Starkstromimpulse (I, Schweißimpuls) mit Niedrigstromimpulsen (I_Kalt, Werkstückkühlimpuls). Der gepulste Modus ermöglicht die Montage der Teile bei gleichzeitiger Begrenzung des Temperaturanstiegs.
Beispiel:
Der Schweißstrom I ist auf 100A und % (I_Kalt) = 50% eingestellt, d.h. Kaltstrom = 50% x 100 A = 50 A. F(Hz) wird auf 2 Hz eingestellt, die Signalperiode beträgt 1/2Hz = 500 ms. Alle 250 ms folgt ein Impuls mit 100 A und dann ein weiterer mit 50 A.
TIG DC gepulst
Schattierte Bereiche sind in diesem Modus nicht hilfreich.
Tipps:
Wahl der Frequenz:
- Erfolgt die Schweißung manuell mit Metallauftrag, dann wird die F(Hz) mit dem Auftragsvorgang synchronisiert.
- Bei geringer Dicke ohne Auftrag (< 0,8 mm), F(Hz) >> 10Hz
Die Einstellung der Pulsfrequenz erfolgt durch Drücken und Loslassen der Taste „F(Hz)“ und anschließendes Betätigen des Haupt-Inkrementalgebers. Der Frequenzwert steigt, wenn der Inkrementalgeber im Uhrzeigersinn betätigt wird, und sinkt, wenn er gegen den Uhrzeigersinn betätigt wird. Nach der Einstellung können Sie die Taste „F(Hz)“ erneut drücken und loslassen, um den Haupt-Inkrementalgeber mit der aktuellen Einstellung zu verknüpfen oder 2 Sekunden warten.
| Bezeichnung Einstellung Beschreibung & Tipp | ||
| Pré Gaz (Gasvorströmzeit) | 0 - 20 s | Reinigungszeit des Brenners und Erstellung des Gasschutzes vor der Zündung. |
| Stromanstieg 0 - 20 s Stromanstiegsrampe. | ||
| Schweißstrom 5 - 250 A Schweißstrom | ||
| Kaltstrom 20 - 80 % Zweiter «kalter» Schweißstrom | ||
| Pulsfrequenz 0.1 - 900 Hz Pulsfrequenz | ||
| DownSlope 0 - 20 s Stromabstiegsrampe | ||
| Post Gaz (Gasnachströmzeit) 0 - 20 s | Dauer der Aufrechterhaltung des Gasschutzes nach dem Erlöschen des Lichtbogens.Er schützt das Werkstück und die Elektrode vor Oxidation. | |
WIG - Erweitertes Menü
Weitere Einstellungen können im erweiterten Menü vorgenommen werden.
Der Zugriff auf diese erweiterten Einstellungen erfolgt, indem Sie die Taste « 📊 » länger als 3 Sekunden gedrückt halten. Durch Drehen des Drehreglers haben Sie Zugriff auf die folgenden erweiterten Einstellungen:
| Parameter | Beschreibung | Einstellung | Standard | Puls | Tipp |
| „ISa“ | Lagerstrom bei Schweißbeginn | 10 % - 200 % | √ | √ | Bei diesem Phasenstrom handelt es sich um eine Phase vor dem Stromanstieg. |
| „tSa“ | Phasenzeit bei Schweißstart | 0 s - 10 s | √ | √ | |
| „ISo“ | Phasenstrom bei Schweißstopp | 10 % - 100 % | √ | √ | Bei diesem Phasenstrom handelt es sich um eine Phase nach dem Stromabstieg. |
| „tSo“ | Phasenzeit bei Schweißstopp | 0 s - 10 s | √ | √ |
Der zu ändernde Parameter wird durch Drücken der Taste «≡» bestätigt. Das erweiterte Menü wird durch Drücken von „ESC“ verlassen.
Punktschweißen (SPOT)
Dieser Schweißmodus ermöglicht die Vormontage der Teile vor dem Schweißen. Das Punktschweißen kann manuell mittels Brennertaster oder zeitgesteuert mit einer vordefinierten Punktschweißzeit erfolgen. Diese Punktschweißzeit ermöglicht eine bessere Reproduzierbarkeit und die Realisierung eines nicht oxidierten Punktes (zugänglich über die Schaltfläche «F(Hz)»).

TIG SPOT (WIG-Punktschweißen)
Schattierte Bereiche sind in diesem Modus nicht hilfreich.
| Beschreibung Einstellung Tipp | ||
| Pré Gaz (Gasvorströmzeit) | 0 - 20 s Reinigungszeit des Brenners und Erstellung des Gasschutzes vor der Zündung. | |
| Schweißstrom 10 - 250 A S | schweißstrom | |
| Spot Man, 0,1 - 25 s Manuell oder festgelegte Dauer. | ||
| Post Gaz (Gas-nachströmzeit) | 0 - 20 s | Dauer der Aufrechterhaltung des Gasschutzes nach dem Erlöschen des Lichtbogens. Er schützt das Werkstück und die Elektrode vor Oxidation. |
Punktschweißen (SPOT PULSE)
Diese Art des Schweißens auf dünnem Blech ermöglicht das Vormontieren der Teile vor dem Schweißen. Das Punktschweißen kann manuell mittels Brennertaster oder zeitgesteuert mit einer vordefinierten Punktschweißzeit erfolgen. Diese Punktschweißzeit ermöglicht eine bessere Reproduzierbarkeit und die Realisierung eines nicht oxidierten Punktes (zugänglich über die Schaltfläche «F(Hz)»).

TIG SPOT PULSE (WIG-Punktschweißen)
Schattierte Bereiche sind in diesem Modus nicht hilfreich.
| Beschreibung Einstellung Tipp | ||
| Pre Gaz (Gasvorströmzeit) | 0 - 60 s Reinigungszeit des Brenners und Erstellung des Gasschutzes vor der Zündung. | |
| Schweißstrom 10 - 250 A S | schweißstrom | |
| Spot Pulse Man, 0,1 - 25 s | Manuell oder festgelegte Dauer. | |
| Post Gaz (Gas-nachströmzeit) | 0 - 60 s | Dauer der Aufrechterhaltung des Gasschutzes nach dem Erlöschen des Lichtbogens. Er schützt das Werkstück und die Elektrode vor Oxidation. |
SPEICHERN UND ABRUFEN VON SCHWEISSKONFIGURATIONEN
Die verwendeten Einstellungen werden automatisch gespeichert und beim nächsten Einschalten des Geräts wieder aufgerufen. Zusätzlich zu den aktuellen Einstellungen ist es möglich, sogenannte „JOB“-Konfigurationen zu speichern und abzurufen. Mit der Taste „JOB“ können Sie eine Konfiguration speichern, abrufen oder löschen. Pro Schweißprozess können 10 Jobs gespeichert werden.
Job anlegen
- Stellen Sie alle gewünschten Schweißparameter ein.
- Drücken und halten Sie die Taste „JOB“ (länger als 3 Sekunden).
- „IN“ erscheint auf dem Display.
- Wählen Sie mit Hilfe des Inkrementalgebers eine Jobnummer aus. Nur Nummern, die nicht bereits mit einem zuvor gespeicherten Job verbunden sind, können ausgewählt werden und werden auf dem Display angezeigt.
- Sobald die Jobnummer ausgewählt ist, drücken Sie die Taste „JOB“, um sie zu bestätigen und unter der ausgewählten Nummer zu speichern.
- Anschließend wird die Jobnummer angezeigt, die angibt, dass der Speichervorgang durchgeführt wurde. Die Zahl wird so lange angezeigt, bis eine andere Taste oder der Brennertaster betätigt wird.
Hinweis: Wenn alle Nummern bereits registrierten Jobs zugewiesen sind, zeigt das Bedienfeld „Full“ an.
Job-Rückruf
Abgesehen davon, dass es sich nicht um einen Schweißvorgang handelt, erfordert der Rückruf eines Jobs keine besondere Ausgangsbedingung:
- Drücken Sie kurz auf die Taste „JOB“ (nicht länger als 2 Sekunden).
- „OUT“ erscheint auf der Anzeige des Bedienfeldes
- Wählen Sie mit dem Inkrementalgeber eine Jobnummer aus. Auf dem Display werden nur die Nummern angezeigt, die zu den vorhandenen Jobs gehören. Wenn kein Job gespeichert wird, zeigt das Bedienfeld „ - - “ an.
- Sobald die Jobnummer ausgewählt ist, drücken Sie die Taste „JOB“, um die Konfiguration zu bestätigen. Die Jobnummer blinkt auf dem Display und zeigt damit an, dass der Job geladen wurde. Die Nummer blinkt so lange, bis ein anderer Parameter geändert wird oder bis der Brennertaster zum Starten des Schweißzyklus betätigt wird.
Löschen eines Jobs
- Drücken Sie kurz auf die Taste „JOB“ (nicht länger als 2 Sekunden).
- „OUT“ erscheint auf der Anzeige des Bedienfeldes.
- Wählen Sie mit dem Inkrementalgeber eine Jobnummer aus. Es können nur Nummern angezeigt werden, die zu bestehenden Jobs gehören,
- Drücken Sie die Taste „JOB“ 3-mal hintereinander. Der ausgewählte Job wird nun gelöscht und der Generator zeigt wieder den Schweißstrom an.
EMPFOHLENE KOMBINATIONEN
 | Strom (A) Elektrode | (mm) Düse (mm) | Argon-Durchflussmenge (L/min) | |
| 0.3 - 3 mm 3 - 75 1 | 6.5 6 - 7 | |||
| 2.4 - 6 mm 60 - 150 | 1.6 8 6 - 7 | |||
| 4 - 8 mm 100 - 200 | 2 9.5 7 - 8 | |||
| 6.8 - 10 mm 170 - 200 | 2.4 | 11 | 8 - 9 |
KOMPATIBLE BRENNER UND BRENNERTASTERHALTEN
 Lamelle Lamelle |  Doppeltasten Doppeltasten |
| √ | √ |
Beim 1-Tasten-Brenner wird die Taste als „Haupttaste“ bezeichnet.
Beim 2-Tasten-Brenner wird die erste Taste als „Haupttaste“ und die zweite als „Sekundärtaste“ bezeichnet.
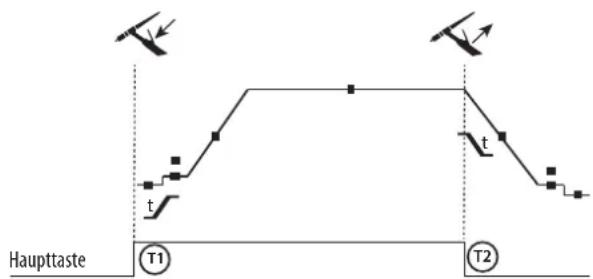
2T-MODUS
text_image
Haupttaste T1 T2T1 - Die Haupttaste wird gedrückt, der Schweißzyklus startet (PreGas, I_Start, UpSlope und Schweißen).
T2 - Die Haupttaste wird losgelassen, der Schweißzyklus wird gestoppt (DownSlope, I_Stop, PostGaz).
Bei der 2-Tasten-Brenner und nur bei 2T wird die Sekundärtaste wie die Haupttaste geführt.
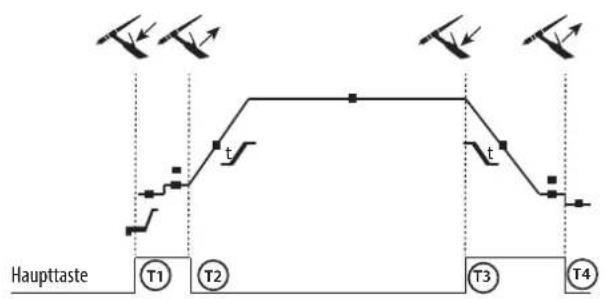
4T-MODUS
text_image
Haupttaste T1 T2 T3 T44T log MODUS
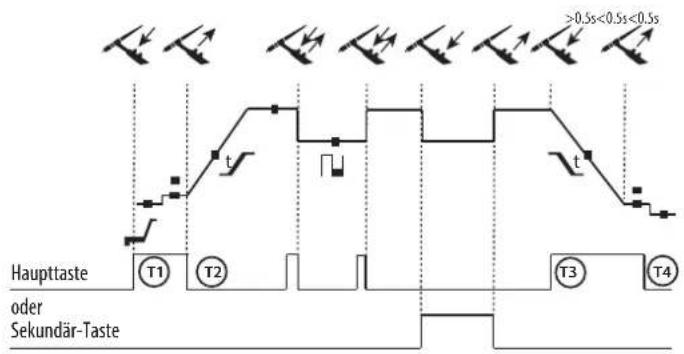
text_image
Haupttaste oder Sekundär-Taste T1 T2 T3 T4 t >0.5s<0.5s<0.5sT1 - Die Haupttaste wird gedrückt, der Zyklus startet ab PréGaz und stoppt in der Phase I_Start.
T2 - Die Haupttaste wird losgelassen, der Zyklus wird in UpSlope und Schweißen fortgesetzt.
T3 - Die Haupttaste wird gedrückt, der Zyklus geht in DownSlope und stoppt in der Phase I_Stop.
T4 - Die Haupttaste wird losgelassen, der Zyklus endet mit PostGaz.
Beim 2-Tasten-Brenner ist die Sekundärtaste inaktiv.
T1 - Die Haupttaste wird gedrückt, der Zyklus startet ab PreGas und stoppt in der Phase I_Start. T2- Die Haupttaste wird losgelassen, der Zyklus wird in UpSlope und Schweißen fortgesetzt.
LOG: diese Betriebsart wird in der Schweißphase verwendet:
- Ein kurzer Druck auf die Haupttaste (<0,5s) schaltet den Strom von I Schweißen auf I Kalt und umgekehrt.
- Wird die Sekundärtaste gedrückt gehalten, wechselt der Strom von I Schweißen auf I Kalt.
- Wird die Sekundärtaste losgelassen, wechselt der Strom von | Kalt auf | Schweißen.
T3 - Wird die Haupttaste lange gedrückt (>0,5 s), schaltet der Zyklus auf DownSlope und stoppt in der Phase I_Stop.
T4 - Die Haupttaste wird losgelassen und der Zyklus endet mit Post-Gaz.
Bei Brennern mit Doppeltasten hat der „stärkere“ Brennertaster die gleiche Funktionalität wie der Brenner mit einfachem Taster oder Lamellentaster. Der „schwächere“ Brennertaster ermöglicht, wenn er gedrückt gehalten wird, das Umschalten auf Kaltstrom. Das Potentiometer des Brenners, sofern vorhanden, ermöglicht die Einstellung des Schweißstroms von 50 % bis 100 % des angezeigten Wertes.
ANSCHLUSS FÜR BRENNERTASTERSTEUERUNG
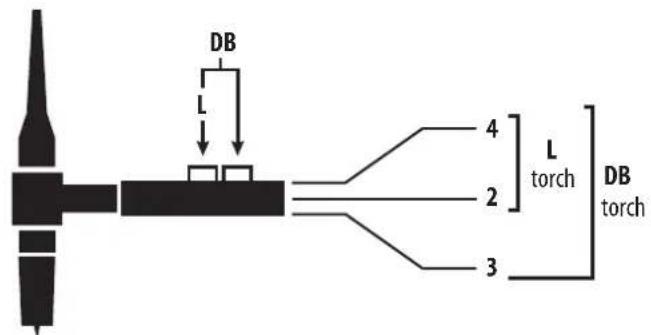
Verdrahtungsplan je nach Brennertyp. Elektrischer Schaltplan je nach Brennertyp.
| Brennertypen | Bezeichnung des Kabels | Pin des zugehörigen Steckers | |
| Brenner mit Doppeltasten Lamellenbrenner | Allgemein/Masse 2 | ||
| Taste 1 4 | |||
| Taste 2 3 | |||
FERNSTEUERUNG
Die analoge Fernsteuerung funktioniert mit dem WIG- und MMA-Verfahren.

text_image
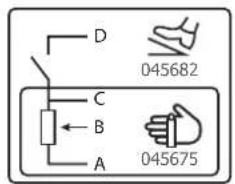
D 045682 C ← B A 045675Art.-Nr. 045699 Ansicht von außen Elektrische Schaltpläne entsprechend den Fernbedienungen.
Anschluss
1- Schließen Sie die Fernbedienung an die Rückplatte der Schweißstromquelle an.
2- Das Bedienfeld erkennt das Vorhandensein einer Fernbedienung und schlägt eine Auswahl vor, die über den Drehregler zugänglich ist.
Anschlüsse
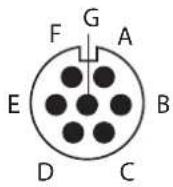
Das Produkt ist mit einer Buchse für die Fernsteuerung ausgestattet.
Der spezifische 7-Punkt-Stecker (Option Ref. 045699) ermöglicht den Anschluss verschiedener Arten von Fernbedienungen. Für die Verdrahtung folgen Sie dem nachstehenden Schaltplan.
| Bezeichnung des Kabels Pin des zugehörigen Steckers | ||
| Pedal Manuelle Fernsteuerung | 10 V A | |
| Schieberegler B | ||
| Allgemein/Masse C | ||
| Switch / Schalter D | ||
Funktionsweise:
• Manuelle Fernsteuerung (Option Art.-Nr. 045675):
Mit der manuellen Fernsteuerung kann der Strom von 50 % bis 100 % der eingestellten Intensität variiert werden. In dieser Konfiguration sind alle Modi und Funktionen der Schweißstromquelle zugänglich und können parametriert werden.
• Pedal (Option Art.-Nr.045682):
Mit dem Fußpedal kann der Strom von 10 % bis 100 % der eingestellten Intensität variiert werden. Bei WIG arbeitet die Schweißstromquelle nur im 2T-Modus. Außerdem werden Stromanstieg und -abfall nicht mehr von der Schweißstromquelle gesteuert (inaktive Funktionen), sondern vom Benutzer über das Fußpedal.
FEHLERMELDUNGEN, BETRIEBSSTÖRUNGEN, URSACHEN, ABHILFEN
Dieses Gerät verfügt über ein Fehlerüberwachungssystem.
Eine Reihe von Meldungen auf der Bedientastatur ermöglicht die Diagnose von Fehlern und Betriebsstörungen.
| Fehler Bedeutung URSACHEN ABHILFE | |||
 | Überhitzungsschutz | Überschreiten der Einschaltdauer Umgebungstemperatur über 40°C Verstopfte Lufteinlässe | Warten Sie, bis das Licht erloschen ist, bevor Sie mit dem Schweißen fortfahren.Halten Sie die Einschaltdauer ein und sorgen Sie für ausreichende Belüftung. |
 | Brennerstörung | Der/die Brennertaster des Brenners sind defekt. | Prüfen Sie, ob beim Einschalten des Produkts nichts auf den/die Brennertaster des Brenners drückt. |
 | Fehler am Pedal Das Pedal ist gedrückt. | Stellen Sie sicher, dass nichts auf das Fußpedal drückt, wenn das Produkt eingeschaltet ist. | |
| [TCGS] | Fehler an Drucktaste(n) | Drucktaste(n) im Stromkreis Prüfen Sie, dass keine der Drucktasten gedrückt ist. | |
| Betriebsstörungen Ursachen Abhilfen | |||
| WIG-MMA | Das Display ist eingeschaltet, aber das Gerät liefert keinen Strom. | Das Erdungsklemmkabel, der Brenner oder der Elektrodenhalter sind nicht an die Station angeschlossen. | Prüfen Sie die Anschlüsse. |
| Wird die Station mit Strom versorgt, spüren Sie ein Kribbeln, wenn Sie Ihre Hand auf das Gehäuse legen. | Die Erdung ist defekt. | Überprüfen Sie den Stecker und die Erdung Ihrer Anlage. | |
| Die Station schweißt schlecht. Polaritätsfehler | Überprüfen Sie die empfohlene Polarität an der Elektrodenbox. | ||
| WIG | Instabiler Bogen | Defekte Wolframelektrode | Verwenden Sie eine entsprechend dimensionierte Wolframelektrode. |
| Verwenden Sie eine ordnungsgemäß vorbereitete Wolframelektrode. | |||
| Verwenden Sie eine Wolframelektrode, die für Gleichstrom geeignet ist. | |||
| Falsche Einstellung der Gasflussrate | Prüfen Sie den Gasfluss am Flaschendruckmanometer. | ||
| Die Wolframelektrode oxidiert und stumpft am Ende des Schweißvorgangs ab. | Gasproblem, oder vorzeitige Gasabschaltung. | Prüfen Sie alle Gasanschlüsse und ziehen Sie sie fest. Warten Sie, bis die Elektrode abgekühlt ist, bevor Sie das Gas abschalten. | |
| Die Elektrode schmilzt. Polaritätsfehler | Prüfen Sie, ob die Erdungsklemme an den (+) Pol und der Brenner an den (-) Pol des Produkts angeschlossen ist. | ||
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
- Durch Transport verursachten Beschädigungen.
- Normalem Verschleiß der Teile (z.B.: Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
- Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
- Durch Umwelteinflüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.
ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOEREN
SALDATURA A ELETTRODO TUNGSTENO CON GAS INERTE (MODO TIG)
COLLEGAMENTO E CONSIGLI
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Themoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung ürscheint auf der Anzeige.
Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.
Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender Kennlinie
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
GYS Italia
Filiale / Filiale
Via Porta Est, 7
30020 Marcon - VE
Italia
www.gys-welding.com
+39 041 53 21 565
italia@gys.fr
GYS China
Filiale / 子公司
6666 Songze Road,
Qingpu District
201706 Shanghai
China
www.gys-china.com.cn
+86 6221 4461
contact@gys-china.com.cn
GYS Iberica
Filiale / Filial
Avenida Pirineos 31, local 9
28703 San Sebastian de los reyes
España
www.gys-welding.com
+34 917.409.790
iberica@gys.fr




