Gyspot PTI Premium PRO 400V - Estación de soldadura GYS - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato Gyspot PTI Premium PRO 400V GYS en formato PDF.

Preguntas de los usuarios sobre Gyspot PTI Premium PRO 400V GYS
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones Gyspot PTI Premium PRO 400V - GYS y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. Gyspot PTI Premium PRO 400V de la marca GYS.
MANUAL DE USUARIO Gyspot PTI Premium PRO 400V GYS
Para ajustar la tensión del cable del equilibrador, el usuario debe imperativamente colocar la pinza en carga sobre el cable.
text_image
besdinger la cuarte ISOADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL

Estas instrucciones se deben leer y comprender antes de toda operación. Toda modificación o mantenimiento no indicado en el manual no se debe llevar a cabo. Conserve este manual de instrucciones para una consulta posterior.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuirsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualificada para manejar correctamente el aparato. Estas instrucciones cubren el material en su estado de origen cuando se entrega. Corresponde al usuario analizar un análisis de los riesgos en caso de que no se respeten las instrucciones.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de soldadura dentro de los límites indicados en el aparato y el manual. Se deben respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inflamable u otras sustancias corrosivas incluso donde se almacene el producto. Hay que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura :
Uso entre -10 y +40°C (+14 y +104°F).
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
Altitud: Hasta 1000m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS OTROS
La soldadura por resistencia puede ser peligrosa y causar lesiones graves e incluso mortales. Está destinada a ser utilizada por personal cualificado que ha recibido una formación adaptada al uso de la máquina (ejemplo: formación de carrocero).
La soldadura expone a los individuos a una fuente peligrosa de calor, de chispas, de campos electromagnéticos (atención a los que lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demás, siga las instrucciones de seguridad siguientes:

Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran todo el cuerpo.

Utilice guantes que aseguren el aislamiento eléctrico y térmico.

Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suficiente (variable según aplicaciones). Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas. Aveceses necesariodelimitar laszonasmediantecortinasignífugaspara proteger la zona delas proyecciones y der residuosincandescentes. Informe a las personas en la zona de soldadura que lleven ropas adecuadas para protegerse.

Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado (así como cualquier otra persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador, electrodos...)
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado responsable en caso de accidente.

Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Durante la intervención de mantenimiento sobre la pinza o la pistola, asegúrese de que esté lo suficientemente fría y espere al menos 10 minutos si esta ha sido utilizada antes de efectuar cualquier acción. El grupo de refrigeración se debe encender cuando se utilice una pinza refrigerada por líquido para que el líquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS

El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación suficiente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación insuficiente. Compruebe que la aspiración es eficaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas. Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro. La soldadura no se debe efectuar cerca de grasa o de pintura.
RIESGO DE FUEGO Y DE EXPLOSIÓN

Proteja completamente la zona de soldadura, los materiales inflamables deben alejarse al menos 11 metros.
Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las fisuras. Pueden generar un incendio o una explosión.
Aleje las personas, objetos inflamables y contenedores a presión a una distancia de seguridad suficiente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inflamable o explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inflamables.
SEGURIDAD ELÉCTRICA

La red eléctrica utilizada de tener imperativamente una conexión a tierra. Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del generador de corriente cuando este está encendido (antorchas, pinzas, cables, electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se descarguen.
Cambie los cables, electrodos o brazos si estos están dañados, acudiendo a una persona cualificada. Dimensione la sección de los cables de forma adecuada a la aplicación. Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugar donde trabaje.

¡Atención! Superficie muy caliente. Riesgo de quemaduras.
- Las piezas y el equipamiento calentados pueden causar quemaduras.
- No toque las piezas calientes con la mano desnuda.
- Espere a que las piezas y el equipo se enfríen antes de manipularlas.
- En caso de quemadura, lave con agua abundante y consulte un médico inmediatamente.
CLASIFICACIÓN CEM DEL MATERIAL

Este aparato de Clase A no está previstos para ser utilizado en un lugar residencial donde la corriente eléctrica está suministrada por la red eléctrica pública de baja tensión. En estos lugares puede encontrar dificultades a nivel de potencia para asegurar una compatibilidad electromagnética, debido a las interferencias propagadas por conducción y por radiación con frecuencia radioeléctrica.

Este material no se ajusta a la norma CEI 61000-3-12 y está destinado a ser usado en redes de baja tensión privadas conectadas a la red pública de alimentación de media y alta tensión. En una red eléctrica pública de baja tensión, es responsabilidad del instalador o del usuario del material asegurarse, si fuera necesario consultando al distribuidor, de que el aparato se puede conectar.
EMISIONES ELECTROMAGNÉTICAS

La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de soldadura produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para los soldadores.
Todos los soldadores deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del circuito de soldadura:
- Coloque los cables de soldadura juntos - fijelos con una brida si es posible;
- Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura;
- No enrolle nunca los cables de soldadura alrededor de su cuerpo;
- No coloque su cuerpo entre los cables de soldadura. Mantenga los dos cables de soldadura sobre el mismo lado de su cuerpo;
- conecte el cable a la pieza lo más cerca posible de zona a soldar;
- no trabaje junto al generador, no se siente sobre este, ni se coloque muy cerca de este.
- no suelde cuando transporte el generador de soldadura o la devanadera.

Las personas con marcapasos deben consultar un médico antes de utilizar este aparato.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen hasta ahora.
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALACIÓN DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas, el usuario del material de soldadura por resistencia debe resolver la situación siguiendo las recomendaciones del manual de usuario o consultando el servicio técnico del fabricante. En algunos casos, esta acción correctiva puede ser tan simple como una conexión a tierra del circuito de soldadura. En otros casos, puede ser necesario construir una pantalla electromagnética alrededor de la fuente de corriente de soldadura y de la pieza entera con filtros de entrada. En cualquier caso, las perturbaciones electromagnéticas deben reducirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar un material de soldadura por resistencia, el usuario debe evaluar los problemas electromagnéticos potenciales en el entorno cercano. Lo que se debe tener en cuenta:
a) la presencia, encima, abajo y en los laterales del material de soldadura por resistencia de otros cables de red eléctrica, control, de señalización y de teléfono;
b) receptores y transmisores de radio y televisión;
c) ordenadores y otros materiales de control;
d) material crítico, por ejemplo, protección de material industrial;
e) la salud de personas cercanas, por ejemplo, que lleven estimuladores cardíacos o aparatos de audición;
f) material utilizado para el calibrado o la medición;
g) la inmunidad de los otros materiales presentes en el entorno.
El usuario deberá asegurarse de que los aparatos del local sean compatibles entre ellos. Ello puede requerir medidas de protección complementarias;
h) la hora del día en el que la soldadura u otras actividades se ejecutan.
La dimensión de la zona conjunta a tomar en cuenta depende de la estructura del edificio y de las otras actividades que se lleven a cabo en el lugar. La zona se puede extender más allá de los límites de las instalaciones.
Evaluación de la instalación de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura por resistencia puede servir para determinar los casos de perturbaciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especificado en el Artículo 10 de la CISPR 11:2009. Las medidas hechas en el lugar pueden permitir al mismo tiempo confirmar la eficacia de las medidas de mitigación.
IMAGEN-3

Tome la referencia seguida de ND si la viga de sujeción está equipada con una manguera roja
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCCIÓN DE EMISIONES ELECTROMAGNÉTICAS.
a. Red eléctrica pública: conviene conectar el equipo de soldadura por resistencia a la red eléctrica pública según las recomendaciones del fabricante. Si se produjeran interferencias, podría ser necesario tomar medidas de prevención suplementarias como el filtrado de la red pública de alimentación eléctrica. Se recomienda apantallar el cable de red eléctrica en un conducto metálico o equivalente para material de soldadura por resistencia instalado de forma fija. Conviene asegurar la continuidad eléctrica del apantallado sobre toda la longitud. Se recomienda conectar el cable apantallado al generador de soldadura para asegurar un buen contacto eléctrico entre el conducto y la fuente de soldadura.
b. Mantenimiento del material de soldadura por resistencia: conviene que el material de soldadura por resistencia esté sometido a un mantenimiento regular según las recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas estén correctamente cerradas cuando se utilice el material de soldadura por resistencia. El material de soldadura por resistencia no se debe modificar de ningún modo, salvo modificaciones y ajustes mencionados en el manual de instrucciones del fabricante.
c. Cables de soldadura: Conviene que los cables sean lo más cortos posible, colocados cerca y a proximidad del suelo sobre este.
d. Conexión equipotencial: Se recomienda comprobar los objetos metálicos de la zona de alrededor que pudieran crear un paso de corriente. En cualquier caso, los objetos metálicos junto a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas eléctricas si toca estos elementos metálicos y el hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Conexión a tierra de la pieza a soldar: Cuando la pieza a soldar no está conectada a tierra para la seguridad eléctrica o debido a su dimensiones y lugar, como es el caso, por ejemplo de carcasas metálicas de barcos o en la carpintería metálica de edificios, una conexión a tierra de la pieza puede reducir en algunos casos las emisiones. Conviene evitar la conexión a tierra de piezas que podrían incrementar el riesgo de heridas para los usuarios o dañar otros materiales eléctricos. Si fuese necesario, conviene que la conexión de la pieza a tierra se haga directamente, pero en algunos países que no autorizan la conexión directa, conviene que la conexión se realice mediante un condensador apropiado y seleccionado en función de la normativa nacional.
f. Protección y blindaje: La protección y el blindaje selectivo de otros cables y materiales de la zona puede limitar los problemas de alteraciones. La protección de toda la zona de soldadura puedes ser necesaria para aplicaciones especiales.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA

El generador de corriente de soldadura está equipado con mangos en la parte superior que permiten el desplazamiento con la mano. No se debe subestimar su peso. Los mangos no se pueden considerar como un medio de suspensión del producto.
No utilice los cables para desplazar el generador de corriente de soldadura. No transporte el generador de corriente por encima de otras personas u objetos.
INSTALACIÓN DEL MATERIAL
- La fuente de corriente de soldadura se debe colocar sobre una superficie cuya inclinación máxima sea 10°.
- La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
- El material posee un grado de protección IP20, que significa :
- una protección contra el acceso de cuerpos sólidos de >12.5mm a las partes peligrosas y,
- ninguna protección contra las proyecciones de agua.
Los cables de alimentación, de prolongación y de soldadura deben estar completamente desenrollados para evitar cualquier sobrecalentamiento.

El fabricante no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso incorrecto y peligroso de este aparato.
MANTENIMIENTO / CONSEJOS
- Los usuarios de esta máquina deben haber recibido una formación adaptada al uso de la máquina para aprovechar al máximo sus rendimientos y realizar trabajos conformes (ejemplo: formación de carrocero).
- Compruebe que el constructor autorice el proceso de soldadura empleado antes de una operación sobre el vehículo.

El mantenimiento y la reparación del generador solo puede efectuarlo el fabricante. Toda intervención en el generador efectuado por una persona no autorizada anulará las condiciones de garantía. El fabricante declina toda responsabilidad respecto a cualquier accidente que provenga posteriormente a este intervención.

Interrumpa el suministro eléctrico, luego desconecte el enchufe y espere 2 minutos antes de trabajar sobre el aparato. En su interior, la tensión y la intensidad son elevadas y peligrosas.
- Antes de cualquier intervención, interrumpa la alimentación de aire comprimido y despresurice el circuito de la máquina.
- Vacíe de forma regular el filtro del deshumidificador situado en la parte trasera del aparato.
- El aparato está equipado de un equilibrador que permite una manipulación más fácil de la pinza. Sin embargo, no se debe dejar la pinza colgando del cable del equilibrador de manera prolongada, ya que podría provocar una fatiga prematura del equilibrador. No deje que la pinza caiga de forma repetida sin sostenerla, ya que podría dañar el equilibrador.
- Es posible ajustar la tensión del muelle del equilibrador mediante una llave macho hexagonal incluida.
- El nivel de líquido de refrigeración es importante para el buen funcionamiento de la máquina. Debe contener siempre líquido entre los niveles «Mínimo» y «Máximo» indicados sobre el aparato. Compruebe regularmente este nivel y complételo si fuese necesario.
- Se recomienda renovar el líquido de refrigeración cada 2 años.
-
Todas las herramientas de soldadura sufren un deterioro durante su uso. Vigile que las herramientas estén limpias para que la máquina ofrezca el máximo de posibilidades.
-
Antes de utilizar la pinza neumática, compruebe el buen estado de los electrodos/caps (ya sean planos, abombados o biselados). Si no es el caso, límpielos mediante un papel de vidrio (grano fino) o reemplácelos (ver referencias sobre la máquina).
- Para garantizar un punto de soldadura eficaz, es indispensable reemplazar los caps cada 200 puntos aproximadamente. Para ello:
- Desmonte los caps mediante la llave desmonta caps (ref. 050846)
- Instale los caps con la grasa de contacto (ref. 050440)
- Caps tioo A (ref : 049987)
- Caps tipo F (ref : 049970)
- Caps biselados (ref : 049994)
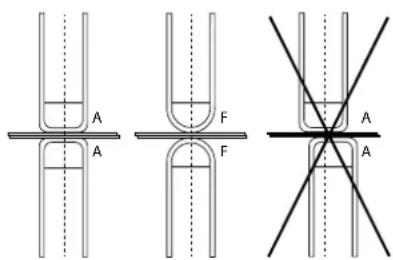
Atención: los caps deben estar perfectamente alineados. Si no es el caso, compruebe la alineación de los electrodos (ver parte «Montaje y cambio de brazos» pág. 86).
- Antes de utilizar la pistola, compruebe el estado de las diferentes herramientas (estrella, electrodo monopunto, electrodo de carbono...), luego limpielos o reemplácelos si parecen estar en mal estado.
- De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para pedir a un personal cualificado que compruebe que las conexiones eléctricas estén bien en sitio con una herramienta aislada.
- Controle regularmente el estado del cable de red eléctrica y el cable del circuito de soldadura. Si hay daños aparentes, deberá ser reemplazado por el fabricante, su servicio post-venta o una de persona de cualificación similar para evitar cualquier peligro.

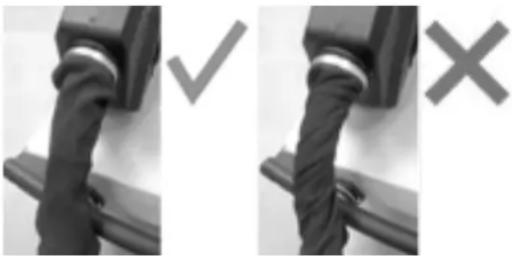
Después de cada uso, asegúrese de que el arnés no quede retorcido. Un arnés constantemente retorcido conduce a su deterioro prematuro y puede representar un peligro eléctrico para el usuario.
- Deje los orificios del equipo libres para la entrada y la salida de aire.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que el generador está desconectado de la red eléctrica. Las conexiones en serie o en paralelo del generador están prohibidas.
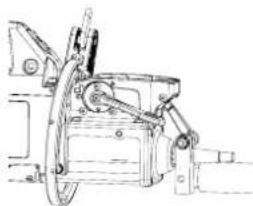
DESCRIPCIÓN DEL MATERIAL (IMAGEN-1)
Esta máquina está diseñada para realizar las siguientes operaciones en carrocería :
- Soldadura por puntos en chapas con una pinza neumática,
- Soldadura de chapas con la pistola,
- Soldadura de clavos, remaches, arandelas, pernos, molduras
- eliminación de abolladuras y de impactos (impactos de granizo con opción de pinza sacabollos)
1- Soporte tarjeta SD 6- Ventilador
2- INTERFAZ HOMBRE-MÁQUINA (IHM) 7- Interruptor
3- Grupo de refrigeración 8- Cable de conexión eléctrica
4- Soporte de bloqueo de la potencia 9- Tapón de envase
5- Filtrar 10- Indicador de líquido de refrigeración
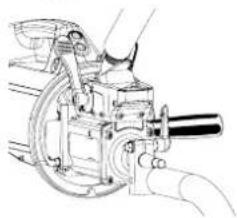
DESCRIPCIÓN DE LA PINZA G (IMAGEN 2)
1- Palanca de bloqueo/desbloqueo del brazo 6- Brazo móvil
2- tubo de refrigeración 7- Mango lateral
3- Giroscopio 8- Botón de configuración de parámetros a distancia
4- Cuerpo de neumático 9- Botón de soldadura por puntos
5- Electrodo
ALIMENTACIÓN ELÉCTRICA
- Este material diseñado para ser utilizado sobre una instalación eléctrica trifásica 400V (50-60 Hz) con cuatro cables y un neutro conectado a la tierra con disyuntor de 20 A retardado curva D (o fusible tipo aM).
La corriente permanente absorbida (I1p o ILp) se indica en la parte «características eléctricas» de este manual y corresponde a las condiciones de uso máximas. Compruebe que la alimentación y sus protecciones (fusible y/o disyuntor) sean compatibles con la corriente necesaria durante su uso. En ciertos países puede ser necesario cambiar la toma de corriente para condiciones de uso máximas.
- Recomendación de la línea de alimentación eléctrica :
Para limitar la caída de tensión en la línea de alimentación y evitar cualquier riesgo de desconexión de la protección, es imprescindible conectar el equipo a una toma «dedicada». Este enchufe debe conectarse al panel eléctrico y alimentar únicamente este equipo.
Cuando se utiliza un cable de extensión, debe tener una longitud y una sección apropiada para el voltaje del equipo. Utilice un cable de extensión que cumpla con las regulaciones nacionales.
text_image
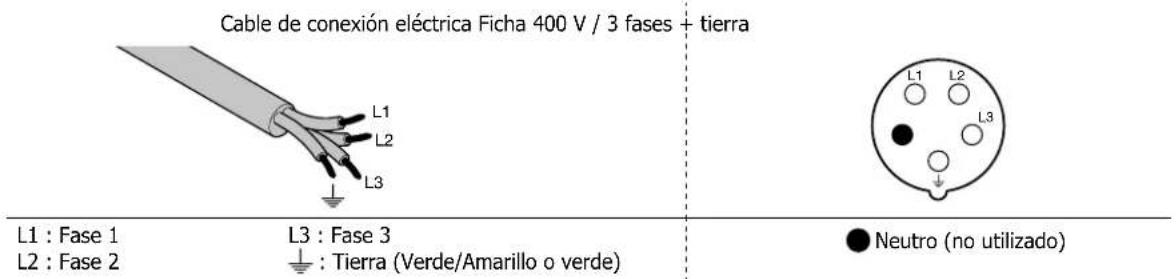
Cable de conexión eléctrica Ficha 400 V / 3 fases + tierra L1 : Fase 1 L2 : Fase 2 L3 : Fase 3 Tierra (Verde/Amarillo o verde) L1 L2 L3 ● Neutro (no utilizado)- El generador de corriente de soldadura se coloca en protección si la tensión de red es inferior o superior a 15% de las tensiones específicas (un código error aparece en la pantalla).
CONEXIÓN SOBRE GRUPO ELECTRÓGENO
Este material no está protegido contra las sobretensiones regulares de los grupos electrógenos y no se recomienda conectarlo a este tipo de suministro eléctrico.
LLENADO DEL TANQUE DE LÍQUIDO DE REFRIGERACIÓN

Es imprescindible utilizar el líquido de refrigeración recomendado por GYS.
5 | : ref. 062511 • 10 | : ref. 052246
El uso de otros líquido de refrigeración, y en particular de líquido estándar para automóviles, puede provocar, mediante un fenómeno de electrolisis, la acumulación de depósitos sólidos en el circuito de refrigeración, que disminuyen la calidad de la refrigeración y pueden llegar a obstruir el circuito. Toda degradación de la máquina vinculada al uso de otro líquido de refrigeración no se considerará en garantía.
El líquido puro recomendado procura una protección anticongelante hasta -20°C. Puede diluirse, pero utilizando imperativamente agua desmineralizada; ijamás utilice agua del grifo para diluir el líquido! Cual sea el caso, 1 bidón de 10 litros como mínimo debe ser utilizado para asegurar una protección mínima del circuito de refrigeración.
30 litros (8 US Gal) de líquido protección anticongelante a -20°C (-4°F)
20 litros (5 US Gal) de líquido + 10 litros (3 US Gal) de agua desmineralizada protección anticongelante a -13°C (9°F)
10 litros (3 US Gal) de líquido + 20 litros (5 US Gal) de agua desmineralizada protección anticongelante a -5°C (23°F)
Cualquier daño relacionado al hielo que se hubiera observado en la máquina anulará la garantía de la máquina.
Para el llenado del tanque de líquido de refrigeración, proceda como sigue:
- Coloque la pinza neumática sobre su soporte.
- Vierta 30 litros de líquido (8 US Gal) para alcanzar el nivel de media altura sobre el indicado de nivel.

Datos de seguridad del líquido:
- en caso de contacto con los ojos, quitar las lentillas si la persona las lleva, y lavar abundantemente los ojos con agua clara durante algunos minutos. Consulte con un médico si hubiera complicaciones.
- en caso de contacto con la piel, lavar enérgicamente con jabón, y quitar inmediatamente cualquier ropa contaminada. En caso de irritación (rojez), consultar con un medico.
- en caso de ingestión, lávese la boca con agua clara abundante. Beba agua en abundancia. Consulte con un médico.
Mantenimiento: ver capítulo «PRECAUCIÓN DE EMPLEO Y MANTENIMIENTO».
PUESTA EN MARCHA DE LA MÁQUINA
- La puesta en marcha se realiza rotando el interruptor sobre la posición ON (Imagen 1 - 7), y al contrario se apaga rotando sobre la posición OFF. ¡Atención! No interrumpa nunca la alimentación eléctrica cuando el generador de corriente esté en proceso de soldadura. La tarjeta electrónica inicia un ciclo de test y de inicio de parámetros, que dura alrededor de 10 segundos. Al final de este ciclo, la máquina está lista para ser usada.
- En cuanto la máquina está bajo tensión eléctrica, el líquido circula por los cables. Compruebe que no haya fugas.
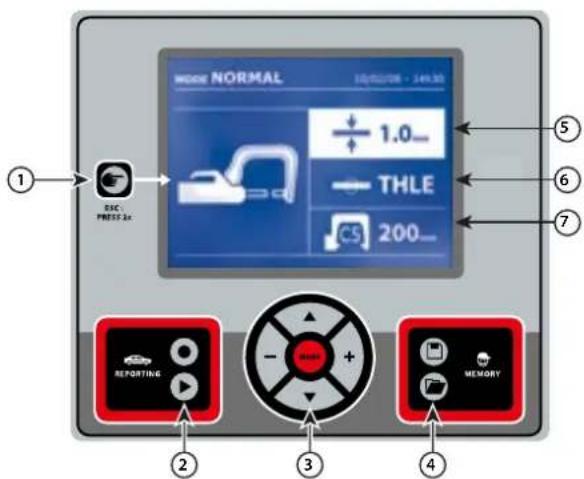
INTERFAZ HOMBRE MÁQUINA
text_image
MODE NORMAL 1.0... THLE 200... ① ② ③ ④ ⑤ ⑥ ⑦ REPORTING MEMORY① Tecla
- Una simple presión sobre la tecla permite seleccionar entre el modo pinza, pistola o ajuste de pinza.
Al presionar 2 segundos sobre la tecla (X) permite volver al modo «normal» a partir de otros modos. - Al presionar durante 2 segundos sobre la tecla (X) se permite colocar a 0 el contador de puntos.
- Al presionar 2 segundos sobre la tecla (X) permite acceder al menú «Ajustes».
- Dos presiones breves sucesivas borran el informe que se indica sobre la pantalla en el modo de visualización de informes.
- Una presión breve sobre la tecla, en el modo memorización de programas, borra el programa seleccionado.
② Registro de un informe
Esta funcionalidad se detalla en el capítulo correspondiente.
La tecla permite activar o no la escritura de un informe.
La tecla permite visualizar la serie de puntos efectuada.
③ Uso de los modos
La tecla MODE permite desplazarse en todos los modos de soldadura. Una presión prolongada sobre la tecla Mode activa el modo configuración que permite seleccionar el idioma, ajustar la fecha y activar la alarma sonora «corriente demasiado débil» o «presión demasiado débil». Las teclas de desplazamiento (▲) permiten seleccionar el valor a modificar, y las teclas + y - permiten aumentar o disminuir la selección.
④ Registro de parámetros
- La tecla permite registrar un ajuste de la máquina (parámetros que se han ajustado en el modo manual: intensidad, tiempo y esfuerzo de presión).
- La tecla permite reestablecer un ajuste registrado con anterioridad con el mismo nombre.. La máquina se coloca automáticamente en modo manual con los parámetros de soldadura (intensidad, tiempo y esfuerzo de presión) y la herramienta (pinza o pistola registrada).
⑤ Ajuste del grosor de chapa
El valor de este ajuste corresponde al grosor de las chapas a soldar. La selección del grosor se hace mediante las teclas + y -, los grosores disponibles son 0.6, 0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 2.5 y 3.0 mm.
⑥ Ajuste del tipo de chapa
Este parámetro permite seleccionar el tipo de chapas a soldar, entre 4 grandes familias: Acero revestido, Acero HLE/UHLE (Alta resistencia y ultra alta resistencia) y acero al boro/Usibor. Este parámetro se puede modificar mediante las teclas + y -.
⑦ Ajuste del brazo a utilizar
AJUSTE DE LA PINZA EN G

Bloquee el brazo en G utilizando la palanca de apriete (Imagen 2 - 1).
La tecla permite seleccionar la función de ajuste de pinza. La función «ajuste de pinza» permite cerrar la pinza y aplicar la fuerza de ajuste programada en los electrodos sin hacer pasar corriente. La pinza sigue cerrada siempre y cuando el operador mantenga presionado el gatillo. Esta función permite comprobar el centrado de las puntas.
Al presionar 2 segundos sobre la tecla 📄 permite volver al modo AUTO.
Para el GYSPOT INVERTER PTI,, se coloca sistemáticamente en este modo para detener la bomba cuando se realiza el cambio de brazos. El electrodo se retracta en la pinza. El testigo rojo sobre el botón se enciende, lo cual significa que la bomba está parada.
LOS DIFERENTES MODO DE SOLDADURA
Para todos los modos:

Las teclas de desplazamiento (▲ o ▼) permiten seleccionar los parámetros a modificar. Cada ajuste se efectúa al presionar las teclas laterales + y -.
El botón de la pinza permite el ajuste a distancia de parámetros de soldadura (grosor, tipo de acero):
- Presión larga: cambio de parámetro (paso de un parámetro a otro).
- Presión corta: modificación del valor del parámetro.
Para cambiar de brazo (G1 -> G2 por ejemplo), el usuario debe pasar obligatoriamente por el teclado de la máquina.
Presión de aire insuficiente:
Si la presión de entrada es insuficiente para asegurar la fuerza de presión requerida, la máquina indica antes el punto con un mensaje de error «Presión de aire insuficiente». Si se presiona de nuevo sobre el gatillo se «fuerza» la ejecución del punto que se efectúa en este caso con la presión disponible.
Corriente débil:
Si la corriente obtenida durante el punto es inferior al valor asignado (<6%), la máquina indica una vez realizado el punto un mensaje de advertencia «Corriente débil», que indica que el punto se debe comprobar.
En todos los casos, un mensaje aparece al final del punto para indicar la intensidad y la presión medidas. Este mensaje permanece indicado en pantalla mientras el usuario no haya presionado una tecla del teclado o realizado un nuevo punto presionando sobre el botón de soldadura (Imagen 2 - 9).

Las condiciones de soldadura se deben controlar al inicio de cada trabajo. Los puntos de soldadura «test» se deben realizar sobre piezas de chapa representativas del trabajo a realizar. Realice 2 puntos de soldadura con espacios de la misma distancia que en el trabajo a realizar. Compruebe el arrancamiento del segundo punto de soldadura. El punto es correcto cuando el arranque provoca la extracción del núcleo desgarrando la chapa, con un diámetro mínimo de núcleo conforme a las especificaciones del fabricante.
Modo AUTO

text_image
WIDE AUTO ETALONNAGE A VIDE AUTO C1 100mmEste modo se indica por defecto al inicio de la máquina.
Este modo permite soldar las chapas sin especificar ningún parámetro en la pantalla de la máquina. Esta calcula los parámetros de soldadura adaptados.

Para poder utilizar este modo, efectúe antes un punto en vacío (sin chapas entre los electrodos), como se requiere en pantalla. Presione el botón. El mensaje «Efectúe un punto en vacío» aparece en pantalla. Presione de nuevo el botón para efectuar la calibración. Una vez que la calibración se ha realizado, la máquina indica todos los parámetros a cero y está lista para soldar. Coloque la pinza sobre la zona a soldar y suelde automáticamente, sin insertar ningún parámetro. Cada 30 puntos de soldadura, se le requerirá una nueva calibración.
Este modo se puede utilizar con todos los brazos salvo el C10.
Modo NORMAL
text_image
NORMAL 0.6 ACIER C1 10BEste modo determina los parámetros de soldadura a partir del grosor de las chapas y del tipo de acero.
Los parámetros a ajustar en este modo son:
- Grosor de chapas del ensamble, que puede variar de 0.60 mm a 3.00 mm.
Cuando se sueldan dos chapas juntas, inserte el espesor de la chapa más fina.
Cuando se sueldan 3 chapas juntas, inserte el grosor total dividido entre 2. - Tipo de acero (Acero revestido, Acero HLE/THLE, Acero UHLE, Acero al boro (Boron)).
Cuando se sueldan diferentes tipos de chapa, seleccione el acero más duro en el apilado de las chapas. - Referencia del brazo utilizado.
Al presionar durante 2 segundos sobre la tecla que vuelve al modo AUTO.
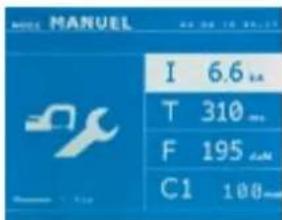
Modo MANUAL
text_image
MANUEL I 6.6 T 310 F 195 C1 180CEste modo permite ajustar manualmente los parámetros del punto de soldadura, siguiendo las instrucciones de reparación del vehículo.
Los parámetros a ajustar en este modo son:
- Intensidad
- Tiempo
- Fuerza de presión
- Referencia del brazo utilizado.
Al presionar durante 2 segundos sobre la tecla se vuelve al modo AUTO.
Modo MULTI

text_image
MULTITOLES 0.8 ACIER 1.0 HLE 1.5 UHLEEste modo permite un ajuste preciso del grosor y del tipo de cada una de las 2 o 3 chapas.
El primer elemento (grosor de la chapa 1) se selecciona. Las teclas de arriba y abajo permiten seleccionar el parámetro a modificar, mientras que las teclas derecha e izquierda reducen o incrementan su valor. La información resaltada permite seleccionar el parámetro a modificar.
Los parámetros a ajustar en este modo son:
- Grosor de cada una de las chapas: de 0.60 mm a 3.00 mm.
- Tipo de acero de cada una de las chapas: Acero revestido, acero HLE/THLE, acero UHLE y acero al boro).
Cuando se suelden chapas de naturaleza diferente, seleccione el acero más duro del conjunto. - Para activar la chapa 3, presione sobre las teclas de desplazamiento (▲) para resaltar la chapa 3.
Utilice luego las teclas + y - para seleccionar el tipo de grosor de las chapas. - Referencia del brazo utilizado.
Al presionar durante 2 segundos sobre la tecla se vuelve al modo AUTO.
Modo GYSTEEL

text_image
GYSSTEEL + 1.0 Re 22 UHLE C1 108El modo GYSTEEL es opcional; se configura en el menú «Ajustes».
Este modo es idéntico al modo normal salvo que el usuario completa el límite elástico de las chapas (Re).
Este valor «Re» se puede conocer utilizando un durómetro como el GYSTEEL Vision.
Re : 1-10 corresponde a los aceros dulces.
Re : 11-18 corresponde a los aceros HLE/THLE (Alta resistencia y muy alta resistencia).
Re : 19-35 corresponde a los aceros UHLE (Ultra alta resistencia).
Re : 36-99 corresponde a los aceros al boro.
Los parámetros a ajustar en este modo son:
- Grosor de chapas del ensamble, que puede variar de 0.60 mm a 3.00 mm.
Cuando se sueldan dos chapas juntas, inserte el espesor de la chapa más fina.
Cuando se sueldan 3 chapas juntas, inserte el grosor total dividido entre 2.
- Referencia del brazo utilizado.
Al presionar durante 2 segundos sobre la tecla se vuelve al modo AUTO.
Modo FABRICANTE
text_image
CONSTRUCTURE USER G M EUROPE PSA RENAULT TOYOTA BMW VOLKSWAGEN MERCEDESEl modo FABRICANTE es opcional, se configura en el menú «Ajustes».
Este modo permite usar un punto de soldadura registrado anteriormente según las anotaciones de reparación del constructor.
text_image
CONSTRUCTUREL G M EUROPE GME B1 GME B2 GME B3 GME B4 GME B5 GME B6 GME B7 GME B8
text_image
CONSTRUCTEUR USER PULSE1 PULSE2Los puntos de soldadura programados por el usuario se pueden volver a utilizar seleccionando USER en la lista de fabricantes. Los puntos de soldadura se pueden programar con ayuda del programa GYSPOT y el módulo de configuración de puntos de soldadura.
Al presionar durante 2 segundos sobre la tecla E, se vuelve al modo AUTO.
MODO ENERGY
El modo ENERGY es opcional; se configura en el menú «Ajustes».
Este modo permite controlar la energía transmitida durante el punto de soldadura. Este modo no está destinado a la reparación, más bien a las pruebas realizada por los fabricantes de vehículos o los organismos de control.
text_image
ENERGY ETALONNAGE A VIDE I ———— 5A E ———— 4Mv ΔZ 0 mΩ C1 100mm
Para poder utilizar este modo, efectúe con anterioridad un punto en vacío. Presione el botón (Imagen 2 - 9). El mensaje «Efectúe un punto en vacío» aparece en pantalla. Presione de nuevo el botón para efectuar la calibración. Una vez que la calibración se ha realizado, la máquina indica en pantalla los últimos valores utilizados en este modo para la corriente y la energía. El usuario puede entonces modificar la corriente de soldadura, la energía y la impedancia. La máquina suelda el tiempo necesario para alcanzar la energía requerida. Si el tiempo de soldadura es demasiado largo, la máquina indicará un mensaje de error «Tiempo máximo alcanzado».
Al presionar durante 2 segundos sobre la tecla €, se vuelve al modo AUTO.
MENÚ AJUSTES
text_image
REGLAGES STATE NAME: FX STATUS: ON CONTROL STATUS: ON IDENTIFICATION: OFF MODE CORLE: OFF MODE CONSTRUCTION: ON MODE AUTO: ON MODE ANALYSIS: ON MODE ANALYSIS: ON MODE MULTICOLATION: ON MODE SYSTEM: ONSe puede acceder a este menú presionando la tecla durante más de 2 segundos.
El idioma de los menús se puede seleccionar en la línea 1. La fecha y hora se pueden programar en la línea 2.
Los modos GYSTEEL, FABRICANTE, AUTO, ENERGY, NORMAL y MULTICHAPA se pueden activar / desactivar en este menú.

text_image
REGLAGES LAVELINE DATE: 2018 CODE: MATERIALS VEGETABLE CABBAGE VEGETABLE CHEESE VEGETABLE BANANA VEGETABLE CANADLINE VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETABLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOMS VEGETIBLE MUSHROOM SUSTAINING VEGETIBLE MUSHROOM SUSTAINING VEGETIBLE MUSHROOM SUSTAINING VEGETIBLE MUSHROOM SUSTAINING VEGETIBLE MUSHROOM SUSTAINING VEGETIBLE MUSHROOM SUSTAINING VEGETIBLE MUSHROOM SUSTAINING VEGETIBLE MUSHROOM SUSTAINING VEGETIBLE MUSHROOM SUSTAINING VEGETIBLE MUSHROOM SUSTAININGControl daN
Este ajuste permite activar o controlar la fuerza de sujeción de la pinza durante una soldadura.
Modo PEGAMENTO:
En la pantalla AJUSTES inferior, el usuario puede precisar la presencia de pegamento entre las chapas. Si el modo pegamento está activado, un prepunto se realiza antes del punto de soldadura. La duración de este prepunto se configura en milisegundos, de 0 a 400 ms, por zonas configurables de 50 ms. Cuando se selecciona el modo Pegamento, la mención «Glue» aparece en los menús de soldadura NORMAL, MANUAL, MULTI o GYSTEEL.
text_image
NORMAL 1.0 mm ACIER C1 188mm
text_image
MULTITOLES ACIER 1.0 HLE 1.5 UHLE C1
text_image
GYSSTEEL 04-04-10 05/26 + 1.0 Re 22 UHLE C1 188mm Laser Pressure: 3 mmUSO DE LA PISTOLA (OPCIÓN)
- Seleccione la herramienta PISTOLA mediante la tecla

Conecte el cable de tierra de la pistola al electrodo móvil. Deslice y apriete la rueda selectora.
Retire el brazo de la abrazadera y coloque el cable de la pistola en su lugar.
Compruebe que el tornillo que conecta la zapata con la orejeta del cable está apretado.
- Fije con firmeza el soporte de masa lo más cerca posible de la pieza a soldar.
En el caso de una soldadura monopunto con pistola, coloque el soporte de masa sobre la chapa que no está en contacto con el electrodo de soldadura (de forma que la corriente pase a través de las dos chapas a soldar). - Suelde comenzando por el punto más alejado de la masa, luego acérquese a este.
- El modo normal con soldadura de estrellas se inicia por defecto.
- La pistola se puede utilizar en modo normal o manual.
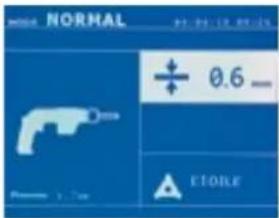
text_image
NORMAL + 0.6 - ETOREEn modo Normal, la pistola está limitada a chapas de 1.5 mm máximo.
Con la pistola, el operador puede elegir entre diferentes herramientas (monopunto, estrella, impacto, calentamiento, pernos, remaches, tuerca, rueda). La selección de herramienta se hace con las teclas + y -.
En modo Manual, la intensidad máxima admitida será de 8 kA durante una duración que no podrá exceder los 500 ms. Los ajustes en pantalla estarán bloqueado a estos valores máximos.
Ajuste el generador indicando el grosor de la chapa a soldar mediante las teclas + y -. Es posible modificar los parámetros de corriente y tiempo en modo manual.
Presionar la tecla durante 2 segundos permite volver al modo NORMAL.
GESTIÓN DE ERRORES
Diversos eventos pueden producir errores. Se pueden clasificar en 4 categorías:
1/ Advertencias que previenen al usuario de un sobrecalentamiento, falta de presión o de intensidad, etc. Estas advertencias se indican en pantalla y permanecen visibles hasta la presión de una tecla.
2/ Los fallos, que corresponden a una mala instalación (presión de aire, red eléctrica).
3/ Fallos graves, que bloquean el uso de la máquina. En este caso, contacte el departamento postventa
4/ La protección térmica se garantiza mediante un termistor sobre el puente de diodos que bloquea la instalación de la máquina con el mensaje «Sobrecalentamiento».
Batería débil

El mensaje «Batería débil» aparece cuando el aparato está bajo tensión y alerta al usuario de que la tensión de la pila de la tarjeta de control es débil. Esta pila asegura el registro de la fecha y la hora cuando se enciende el aparato.
Herramienta no válida

text_image
Outil non valideEl mensaje «Herramienta no válida» aparece al colocar el aparato bajo tensión y alerta al usuario de que un botón o un gatillo permanece accionado o un cortocircuito permanente se ha detectado. Controle el gatillo de la pistola y los botones sobre la o las pinzas para hacer que desaparezca este mensaje.
Brazo no válido

text_image
Bras non valideEl brazo de la pinza no es compatible con el modo de soldadura seleccionado.
Corriente demasiado baja

Si la corriente obtenida durante el punto es inferior al valor asignado (6%), la máquina indica una vez realizado el punto un mensaje de advertencia «Corriente débil, compruebe red», que indica que el punto se debe comprobar.
2/ Compruebe chapas
Si la máquina no puede obtener la corriente requerida, indica el mensaje de error «Corriente débil, compruebe chapas». El punto no se efectúa y se debe corregir el fallo para hacer un punto.
Presión de aire insuficiente

text_image
Precision rinse insufficiente
text_image
Pression faible I: 7.2 in F: 479 cm T: 350 mmSi la presión de entrada es insuficiente para asegurar la fuerza de presión requerida, la máquina emite un pitido e indica, antes del punto, el mensaje de error siguiente: «Presión de aire insuficiente».
Si se presiona de nuevo sobre el gatillo se «fuerza» la ejecución del punto que se efectúa en este caso con la presión disponible. Si la fuerza de presión medida es insuficiente, la máquina indica «Presión débil». «p debil» se indica igualmente en el informe registrado.
CONTADOR DE PUNTOS

Un contador de puntos permite contar los puntos efectuados con las mismas boquillas. Si el punto se efectúa sin problemas, el mensaje siguiente se indica.
El valor del contador se indica en la parte superior izquierda de la pantalla. Al presionar durante 2 segundos sobre la tecla 📋 se permite colocar a 0 el contador de puntos tras haber cambiado las boquillas.
Si se realizan más de 200 puntos con las mismas boquillas, se indica un mensaje de advertencia en pantalla y permanece indicado tras cada punto realizado hasta que el contador no se ponga a cero. La máquina contabiliza el número de puntos realizados con cada brazo de forma independiente.

A partir del momento en el que el mensaje de alerta aparece, si los caps no se cambian antes de colocar a cero el contado, se pueden deteriorar y conllevar una mala calidad del punto de soldadura.
FUNCIONALIDADES DE REGISTRO
El modo Identificación es opcional, se configura en el menú «Ajustes».
Si el modo Identificación está configurado en «OFF», basta con registrar el nombre de un informe y activarlo para memorizar los puntos de soldadura efectuados.
El diario permite memorizar los parámetros de los puntos realizados con la pinza. Está disponibles desde todos los modos, presionando sobre las 2 teclas y
El programa usuario está disponible desde todos los modos, al presionar sobre las teclas y
Informe (diario)

text_image
877AD88 CEl registro de un informe permite recuperar los datos de una serie de puntos realizados con la pinza y registrarlos en la tarjeta de memoria para recuperarlos en un PC. GYS ofrece un programa llamado GYSPOT para leer la tarjeta SD y editar los diarios en el PC. Este programa GYSPOT se almacena en la tarjeta SD y se puede conseguir igualmente siguiendo las instrucciones del manual.
Por defecto, esta función está desactivada al iniciar la máquina. Una presión sobre la tecla registrar (On/Off) y sobre la tecla «Mode» permite iniciar el registro del informe en el orden seleccionado.
Una presión de nuevo sobre la tecla registrar (on/off) detiene el registro en proceso.
El informe creado contiene: un identificador indicado por el usuario y para cada punto realizado, la herramienta, el brazo utilizado, los ajustes de la máquina (intensidad y presión). Contiene igualmente eventuales mensajes de error siguientes que aparecen durante su registro: I DÉBIL, P DEBIL, PB CAPS.
El registro del identificador se realiza mediante las 4 teclas +,- ▲ ou ▼. Cuando se completa un identificador ya utilizado, la máquina registrará los nuevos puntos, sin suprimir los precedentes.
La tecla permite recuperar un informe registrado con anterioridad y volverlo a leer en la pantalla.
Hay que detener el registro en proceso presionando sobre la tecla ● antes de poder visualizarlo sobre la pantalla. La tecla mpermite salir del modo de visualización del informe.
Para suprimir el contenido del informe, es necesario visualizarlo en pantalla utilizando la tecla ▶.
Luego, presione sobre la tecla. El mensaje siguiente se indica en pantalla.

Cuando el triángulo se visualiza, una segunda presión sobre la tecla suprime el contenido del informe visualizado.
El triángulo desaparece de la pantalla automáticamente tras 3 segundos.
Modo identificación
text_image
REGLAGES LANGSIE DATE: 08/04/13 08:57 SOLV CONTROL PRECISION CONSTRUCTION HORNIC CIRCLE HORNIC CONSTRUCTURE HORNIC AUTO HORNIC ENGINEER HORNIC HOSPITAL HORNIC NOOD TITULAR HORNIC SYSTEMSi el modo identificación está configurado en «ON», hay que registrar todos los campos obligatorios del orden de reparación para hacer puntos de soldadura, de lo contrario la máquina emitirá un «fallo de identificación».
Para activar y para desactivar el modo identificación, hay que insertar una tarjeta SD identificación en el lector de la BP en lugar de la tarjeta SD que contiene los programas.
La pantalla ajustes se activa presionando durante 2 segundos la tecla MODE.
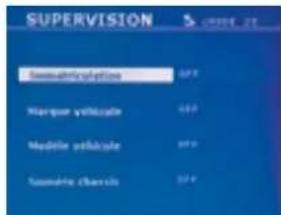
Cuando la tarjeta SD «identificación» se inserta y que se selecciona «Identificación ON», la pantalla de supervisión se visualiza.
Esta pantalla permite hacer que los campos «Matrícula, marca de vehículo, modelo del vehículo, número de chasis» sean obligatorios cuando se completa un orden de reparación.
Para salir de la pantalla, hay que presionar sobre la tecla MODE durante 2 segundos. Luego, hay que volver a colocar la tarjeta SD que contiene los programas en el lector de la máquina.
Lista de pantallas que permiten registrar un orden de reparación:
Cuando un orden de reparación se ha creado, no se puede modificar ni suprimir en la máquina. Para suprimirlo, utilice el programa GYSPOT del PC. El usuario puede crear un máximo de 100 ordenes de reparación.
Orden de reparación Identificación de usuario Matrícula (opcional)

text_image
Order de réparation OK
Marca de vehículo Modelo del vehículo N° de chasis (opcional)
Las teclas de desplazamiento (▲ o ▼) permiten cambiar las letras o cifras. Las teclas - y + permiten desplazar el cursor en el campo. Una presión corta sobre la tecla 📋 permite suprimir el campo. La tecla 📋 permite hacer desfilar los campos para modificar o releer.
Catálogo
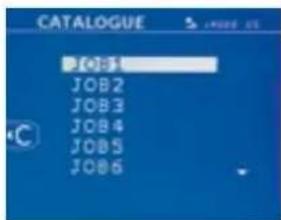
La tecla permite consultar el orden de reparación. El número de página se indica (13 máximo)

Las teclas - y + permiten cambiar de página. Las teclas ▲ permiten seleccionar la memoria de trabajo siguiente o precedente. La tecla MODE permite indicar el orden de reparación seleccionado. La tecla F permite salir del modo de visualización del informe.
- La librería de gestión de la tarjeta SD permite gestionar tarjetas SD > 2 Go.
- Para cambiar el orden de reparación asociado a un archivo de informe xxx.dat.(con xxx=identificador de 001 a 100). En cada informe, se puede registra un máximo de 500 puntos de soldadura. Cuando se consulta, son los nombres del orden de reparación y del usuario lo que se indica.
- El N° de página se indica en la parte superior izquierda.
- El conjunto de órdenes de reparación se memoriza en el archivo catalog.GYS.
- Este archivo contiene el nombre total de órdenes de reparación, el nombre de cada orden de reparación y el nombre de cada usuario. Hay 100 ordenes de reparación como máximo.
Programas de usuario
El registro de parámetros permite definir un programa usuario para volver a encontrar fácilmente sus ajustes para un uso posterior. 20 casillas de memoria están disponibles. Cada una de ella contiene los ajustes siguientes: herramienta, brazo, intensidad de soldadura, tiempo de soldadura y fuerza de presión.
Un programa se puede asociar a la pinza o a la pistola.
La tecla ☐ permite registrar los ajustes en proceso del modo manual (intensidad, tiempo y fuerza de presión). Los 20 emplazamientos en la memoria se indican mediante su identificador (para los que se utilizan) o mediante un símbolo « --- « para los emplazamientos libres.
El registro del identificador se realiza mediante las 4 teclas tros que estaban almacenados con anterioridad.

Cuando se completa un identificador ya utilizado, la máquina borrará los paráme-
La tecla permite acceder a los ajustes registrados con anterioridad. La selección de un emplazamiento vacío no tiene efecto alguno.
Una presión breve sobre la tecla borra el programa seleccionado de la lista de programas registrados.
La tecla MODE permite salir del modo de selección del programa, hace pasar la máquina en el modo manual con los parámetros y la herramienta registrada en el programa.
Para desactivar un programa, basta con cambiar el valor de un parámetro en uno de los tres modos (manual, normal o multichapa) o cambiar la herramienta (pinza o pistola) utilizando la tecla.
La tecla permite visualizar un informe registrado con anterioridad y volverlo a leer en la pantalla.
Tarjeta de memoria SD (ref. 050914)
Esta tarjeta permite al usuario hacer la unión entre su generador y un PC para:
- Recuperar los informes para conservar una traza de su trabajo y eventualmente enviarlo a una compañía de seguros.
- Actualizar los parámetros de soldadura, añadir nuevos idiomas.
- El programa GYSPOT de edición de parámetros sobre el PC está almacenado en la tarjeta SD.
- El manual de usuario está almacenado en la tarjeta de memoria SD.
El espacio de memoria es suficiente para asegurar una autonomía de más de 65.000 puntos.
El equipo puede funcionar sin tarjeta de memoria en modo «Manual» únicamente.
Si la tarjeta de memoria no está insertada en el lector de tarjeta el mensaje siguiente se indica. Hay que detener e reiniciar la máquina tras haber insertado la tarjeta SD.
Importante : hay que interrumpir la red eléctrica de la máquina antes de retirar la tarjeta SD de su lector y reiniciar la máquina únicamente tras haber insertado la tarjeta SD en su lector, de lo contrario los datos registrados en la tarjeta SD se pueden dañar.
MONTAJE Y CAMBIO DE BRAZOS DE LA PINZA G

La garantía no cubre anomalías y deterioros debidos a un mal montaje de los brazos de la pinza en G.
IMPORTANTE:
- no utilice grasa con cobre sobre los brazos.
- mantenga la base y el soporte de los brazos y la pinza limpios para favorecer un buen paso de corriente entre las piezas en contacto.
- En caso de no usar la máquina durante un periodo prolongado, almacene la máquina con un brazo montado sobre la pinza para evitar polvo sobre el soporte del brazo.
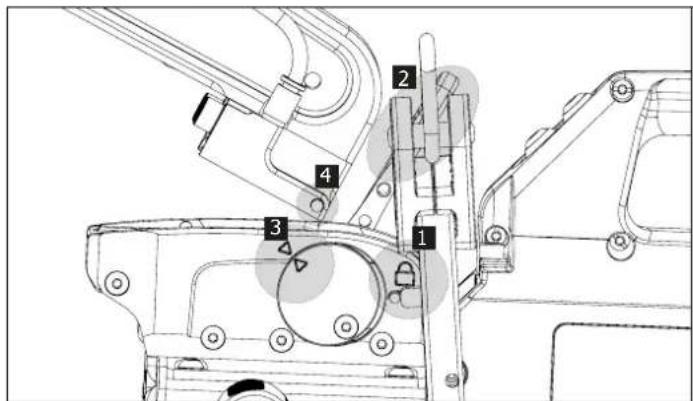
Procedimiento de cambio de brazos:
Durante el reemplazo de brazos sobre la pinza, la bomba del circuito de refrigeración debe estar cerrado. Para ello, colóquese en modo «Ajuste de pinza» sobre la máquina, el testigo rojo se enciende sobre el botón de la pinza (IMAGEN 2 - 8) indicando que la bomba se ha detenido. El electrodo se retracta en la pinza para permitir la retracción del brazo.
1 El pestillo sobresale con el candado cerrado
2 La palanca debe estar en el tope posición trasera ( 120°)
3 Las flechas deben estar alineadas
4 Incline el brazo alrededor de 15º y retírelo de su emplazamiento (los pasadores deben deslizarse en la ranura).
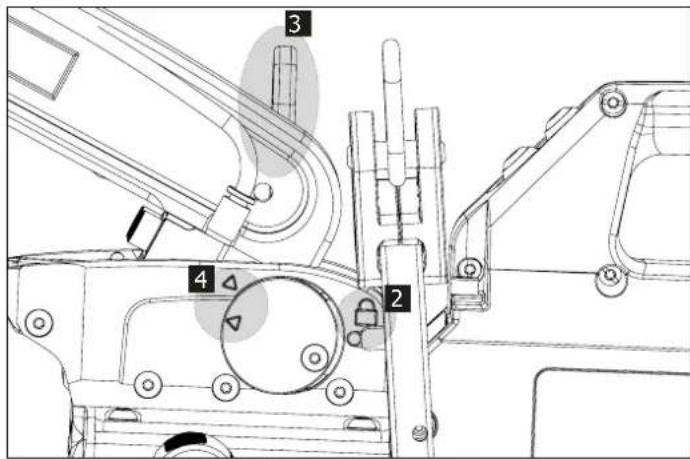
2 El pestillo sobresale del lado del candado abierto
3 La palanca debe estar abierta ( 90^ ) en el tope del pestillo.
4 Las flechas no deben estar alineadas.
Incline el brazo.
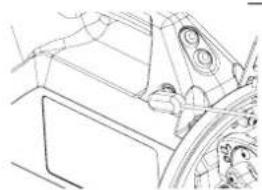
Retire el asa de plástico, incline el giroscopio como se muestra y deslícelo hacia la carcasa.
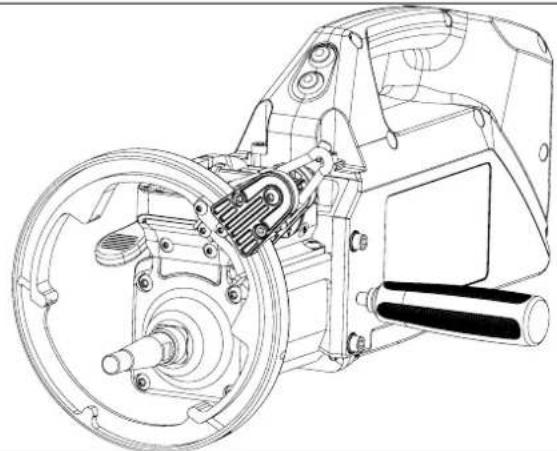
Fije el giroscopio con 4 tornillos sin cabeza M5x10.
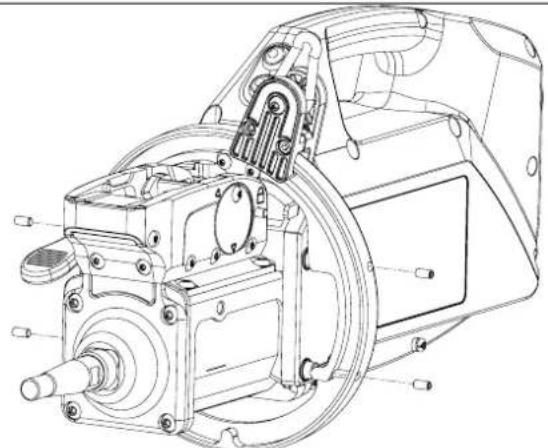
Puede girar alrededor de la pinza 360°.
El tope del giroscopio se puede subir o bajar. Se utiliza para desplazar el cable del equilibrador de modo que un brazo grande pueda engan- charse más fácilmente.
Este programa tiene como objetivo editar y registrar los informes de puntos realizados con un GYSPOT que posea un lector de tarjeta SD. Para utilizar este programa, el PC debe poseer un lector de tarjeta SD.
El programa GYSPOT se puede instalar mediante archivos presentes en la tarjeta SD. En el repertorio \GYSPOT V X.XX, haga doble clic sobre el archivo INSTALL.EXE y siga las instrucciones para instalar el programa en su PC. Un icono GYSPOT se instala automáticamente en el escritorio de su PC.
1 - Selección de idioma
El programa soporta varios idiomas. En estos momentos los idiomas disponibles son:
Francés, Inglés, Alemán, Español, Neerlandés, Danés, Finés, Italiano, Sueco, Ruso y Turco.
Para seleccionar un idioma, en el menú, haga clic sobre Opciones y luego Idiomas.
Atención, una vez que se ha seleccionado el idioma, es necesario cerrar y abrir de nuevo el programa GYSPOT para que el idioma se tenga en cuenta.
2 - Identidad del usuario
Para personalizar las ediciones con sus informaciones personales, se requiere alguna información. Para completarlas, en el menú, haga clic sobre Opciones y luego sobre Identidad. Se abre una nueva ventana con la información siguiente:
Razón social
Dirección / Código postal / Localidad
Teléfono / Fax / Email / Página Web
Logotipo
Estas informaciones se indican sobre las ediciones.
3 - Trazabilidad
Por defecto, el programa GYSPOT se abre en modo «Trazabilidad». En modo «Parametros de puntos» haga clic sobre Tazabilidad en el menú Opciones.
3.1 - Importar los informes de puntos realizados desde una tarjeta SD:
Para importar en su PC los informes de puntos realizados con un GYSPOT, inserte la tarjeta SD en el lector de tarjeta de su PC y luego inicie el programa GYSPOT.
Luego, selecciones el lector en el que se ha insertado su tarjeta SD y haga clic sobre el botón G.
Cuando se haya efectuado la información los puntos realizados se reagrupan por el indicador de orden de trabajo. Este indicador corresponde al nombre del informe especificado en el equipo de soldadura. Este identificador se indica en la pestaña En proceso.
Una vez que se han importado los informes, es posible efectuar una búsqueda, editar o archivar cada informe. Para visualizar los puntos realizados de un informe, seleccione un informe. Los puntos realizados se indican en la tabla.
Para efectuar una búsqueda, complete el campo búsqueda y haga clic sobre el botón
Para editar un informe, seleccione un informe y luego haga clic sobre el botón


Para archivar un informe, seleccione un informe y luego haga clic sobre el botón. Atención, los informes importados no se pueden suprimir antes de haber sido archivados.
3.2 - Consulte los informes de puntos archivados:
Para consultar los informes archivados, haga clic sobre la pestaña Archivos. Los informes se reagrupan par año y por mes.
Para visualizar los puntos efectuados, seleccione un informe. Los puntos realizados se indican en la tabla.
Respecto a los informes archivados, es posible efectuar una búsqueda, editar o archivar cada informe.
Atención: un informe archivado y luego suprimido se importa de nueva cuando se realice una nueva importación en el caso de que la tarjeta SD no se haya vaciado.
Para efectuar una búsqueda, complete el campo búsqueda y haga clic sobre el botón
Para editar un informe, seleccione un informe y luego haga clic sobre el botón. Para suprimir un informe, seleccione un informe y luego haga clic sobre el botón


3.3 - Vaciar una tarjeta SD :
Vaciar suprimirá todos los informes de puntos realizados que se han registrado sobre la tarjeta SD.
Para vaciar una tarjeta SD, inserte la tarjeta SD en el lector de tarjetas del PC. Luego, en el menú, haga clic sobre Opciones y Vaciar la tarjeta SD. Atención, al vaciar la tarjeta, los informes de puntos realizados que no se han importado se importarán automáticamente.
3.4 - Para completar las informaciones del informe :
Cada informe se puede completar con la información siguiente:
Operador,
Tipo de vehículo,
Orden de reparación,
Matrícula,
Fecha de circulación,
Intervención,
Comentarios.
Para completar estos datos, seleccione un informe luego complete la información del encabezado.
3.5 - Imprimir un informe:
Para imprimir un informe, seleccione un informe y luego haga clic sobre el botón. Una visualización de la edición se indica en pantalla. Haga clic sobre el botón.
3.6 - Exportar la edición en formato PDF:
Para exportar una edición en formato PDF, seleccione una carpeta, luego haga clic sobre el botón. Una visualización de la edición se indica en pantalla. Haga clic sobre el botón. En este manual hay un ejemplo de informe impreso utilizando el programa GYSPOT.
4 - Parámetros de los puntos
Para pasar al modo «Parámetros de puntos», haga clic sobre Parámetros de puntos en el menú Opciones.
El modo «Parámetros de punto» permite proponer al usuario puntos configurados por los fabricantes. Este modo también permite al usuario configurar sus propios parámetros de soldadura.
- Inserte la tarjeta SD incluida con la soldadora por puntos GYSPOT en el lector de su PC, luego seleccione el lector correspondiente en el menú desplegable de selección de lector.
- Las soldadoras por punto GYSPOT pueden servirse de hasta 16 archivos que contengan 48 parámetros de punto.
- El primer archivo llamado «USER» no se puede suprimir. Permite al usuario añadir, modificar o suprimir un parámetro de punto.
- Los otros archivos se reservan a las configuraciones de los fabricantes.
4.1 - Importar un fichero de configuración de puntos del fabricante:

text_image
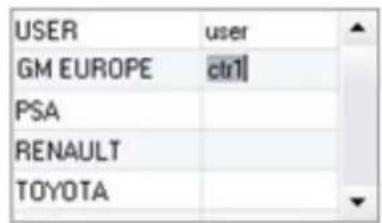
USER user GM EUROPE PSA RENAULT TOYOTAHaga doble clic en la primera columna y complete un nombre de fabricante.
text_image
USER user GM EUROPE ctrl PSA RENAULT TOYOTALuego, haga doble clic en la segunda columna para seleccionar un archivo de fabricante descargado anteriormente desde nuestra página Web.
text_image
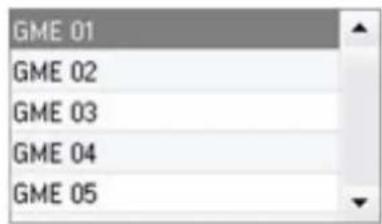
GME 01 GME 02 GME 03 GME 04 GME 05La lista de puntos configurados por el fabricante se indica en la segunda lista. Seleccione un punto configurado para visualizar el cronograma y los parámetros configurados.
4.2 - Añadir un punto configurado en el archivo USER:
text_image
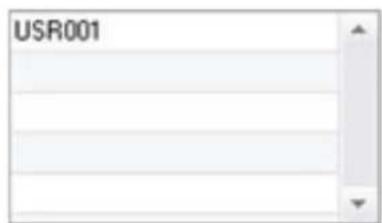
USR001Para añadir un punto en el archivo USER, seleccione el archivo USER en la lista de archivos, luego haga clic sobre el botón + en la derecha de la lista de puntos configurados. Inserte el nombre del punto y presione sobre la tecla TAB o haga clic fuera de la lista de puntos parametrados para configurar los parámetros de soldadura.
Para un punto a configurar, se puede indicar:
La etapa anterior al esfuerzo de presión.
La etapa anterior al calentamiento
Los diferentes pulsos de corriente (4 pulsos máximo)
La etapa de forjado a caliente y a frío.
Para modificar los parámetros, haga clic sobre los botones ◆.
Cuando el usuario modifica un parámetro, el cronograma del punto se actualiza.
Para validar el punto parametrado, haga clic sobre el botón √.
Para anular el punto parametrado, haga clic sobre el botón
4.3 - Modificar un punto configurado en el archivo USER:
Para modificar los parámetros de un punto, seleccione un punto en la lista, luego modifique los parámetros de soldadura.
Para validar las modificaciones, haga clic sobre el botón √.
Para anular las modificaciones, haga clic sobre el botón ↗.
4.4 - Suprimir un punto configurado en el archivo USER:
Seleccione un punto configurado en la lista, luego haga clic sobre el botón X en la derecha de la lista.
| YOURlogo | Ralonsociale: | JBDC | Téléphone: | 0243510101 |
| Adresse: | ZI,134BddesLoges | Télécopie: | 0243510102 | |
| Email:contact@companyname.com | ||||
| Codepostal: | 53941 | www.companyname.comSiteWeb: | ||
| Ville: | Saint-Berthevin | |||
| Intervenant: | OPERATEUR | Marque: | PEUGEOT |
| Ordrederéparation: | 977AC92 | Modèle: | 308SW |
| Datedujournal: | 05/04/2018 | N°châssis: | 12365849 |
| Intervention: | AILEARRIERE | Immatriculation: | 1450UT53 |
| Commentaires: | Commentaires | Miseencirculation: | 01/01/2017 |
GYSPOTBP.LG(1712009013)
| Id | DateMode | Outil | Consignes | Mesures | Etat | |||||
| Temps (ms) | Intensité(kA) | Serrage (daN) | Intensité(kA) | Serrage (daN) | Epaisseur (mm) | |||||
| 1A | AutoPinceenCn*1 | PointOk6309,43259,43253 | 505/04/1810:22 | |||||||
| 2A | AutoPinceenCn*1 | PointOk6309,43259,33253 | 505/04/1810:22 | |||||||
| 3A | AutoPinceenCn*1 | PointOk4908,22408,22402 | 005/04/1810:22 | |||||||
| 4A | AutoPinceenCn*1 | PointOk5108,32508,22452 | 105/04/1810:22 | |||||||
| 5A | AutoPinceenCn*1 | PointOk5108,32508,32452 | 105/04/1810:22 | |||||||
| 6 | 05/04/1810:23 | Normal | PinceenCn*1Point Ok3507 | 32257,3225 | - | |||||
| 7 | 05/04/1810:23 | Normal | PinceenCn*1Point Ok3507 | 32257,2225 | - | |||||
| 8 | 05/04/1810:23 | Normal | PinceenCn*1Point Ok4008 | 12658,0265 | - | |||||
| 9 | 05/04/1810:23 | Normal | PinceenCn*1Point Ok4008 | 12658,1260 | - | |||||
| 10 | 05/04/1810:23 | Normal | PinceenCn*1Point Ok4008 | 12658,1270 | - | |||||
| 11 | 05/04/1810:23 | Manuel | Pince en C n°1 | 400 | 8,1 | 510 | 8,1 | 440 | - | Pression faible |
PRECAUCIÓN DE EMPLEO Y MANTENIMIENTO
Formación del usuario
Los usuarios de esta máquina deben haber recibido una formación adaptada al uso de la máquina para aprovechar al máximo su rendimiento y realizar trabajos conformes (ex: formación de carrocero).
Preparación de las piezas a ensamblar
Es indispensable decapar y asegurar la zona a soldar.
En el caso de una aplicación de protección, asegúrese bien de que esta última sea conductora mediante una prueba en una chapa.
Soldadura con el electrodo monopunto
Durante la reparación de un vehículo, compruebe que el fabricante autoriza este tipo de proceso de soldadura.
Uso del brazo de guardabarros
La presión máxima se sitúa a 100 daN.
Nivel y eficacia del líquido de refrigeración
El nivel de líquido de refrigeración es importante para el buen funcionamiento de la máquina. Debe estar situado entre el mínimo y el máximo indicado sobre el carro. Complete con agua desmineralizada si fuese necesario.
Reemplace el líquido de refrigeración cada 2 años:
ANOMALÍAS, CAUSAS Y SOLUCIONES
| Anomalías Causas Soluciones | |||
| Soldadura con pinza | El punto realizado no aguanta / se mantiene mal | Los caps utilizados están desgastados. Cambie | los caps. |
| Mal decapado de las chapas. Compruebe la preparación de las superficies. | |||
| El brazo registrado no corresponde con el instalado. | Compruebe el brazo registrado en el programa. | ||
| La punteadora perfora la chapa. | Los caps utilizados están desgastados. Cambie | los caps. | |
| Presión de aire insuficiente. | Compruebe la presión de la red de aire (min. 8 bar) | ||
| La superficie no está preparada debida-mente. | Prepare la superficie de trabajo. | ||
| Falta potencia. | Problema de red eléctrica. | Compruebe la estabilidad de la tensión de la red. | |
| Caps ennegrecidos o dañados. Cambie los caps. | |||
| Mal bloqueo del brazo. | Compruebe el capítulo "Montaje y cambio de brazos". | ||
| - Sobrecalentamiento rápidao de la máquina.- El cable de potencia de hincha. | No hay circulación o hay mala circulación del líquido de refrigeración | Abra el tapón del depósito del carro y observe la presencia de retorno de líquido de refrigeración. | |
| Pistola | Calentamiento anormal de la pistola | Mal apriete del mandril. | Compruebe el apriete del mandril, del porta estrellas y el estado de la funda. |
| Funda de la pistola desgastada. | Reemplace la funda para que la refrigeración de aire llegue al interior de la pistola | ||
| Mal posicionamiento del soporte de masa. | Compruebe que el soporte de masa está en contacto con la chapa adecuada | ||
| Falta potencia con la pistola | Mal contacto del soporte de masa. Compruebe | el contacto de la masa | |
| Mal apriete del mandril o de los accesorios. | Compruebe el apriete del mandril y de los accesorios y el estado de la funda. | ||
| Consumibles dañados. Reemplace los consumibles | |||
GARANTÍA
La garantía cubre todos los defectos o vicios de fabricación durante 2 años, a partir de la fecha de compra (piezas y mano de obra)
La garantía no cubre:
- Todas las otras averías resultando del transporte
- El desgaste normal de las piezas (cables, pinzas...)
- Los incidentes resultando de un mal uso (error de alimentación, caída, desmontaje)
- Los fallos relacionados con el entorno (polución, oxidación, polvo...)
En caso de fallo, regresen la maquina a su distribuidor, adjuntando: - Un justificativo de compra con fecha (recibo, factura...)
- Una nota explicativa del fallo.
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO
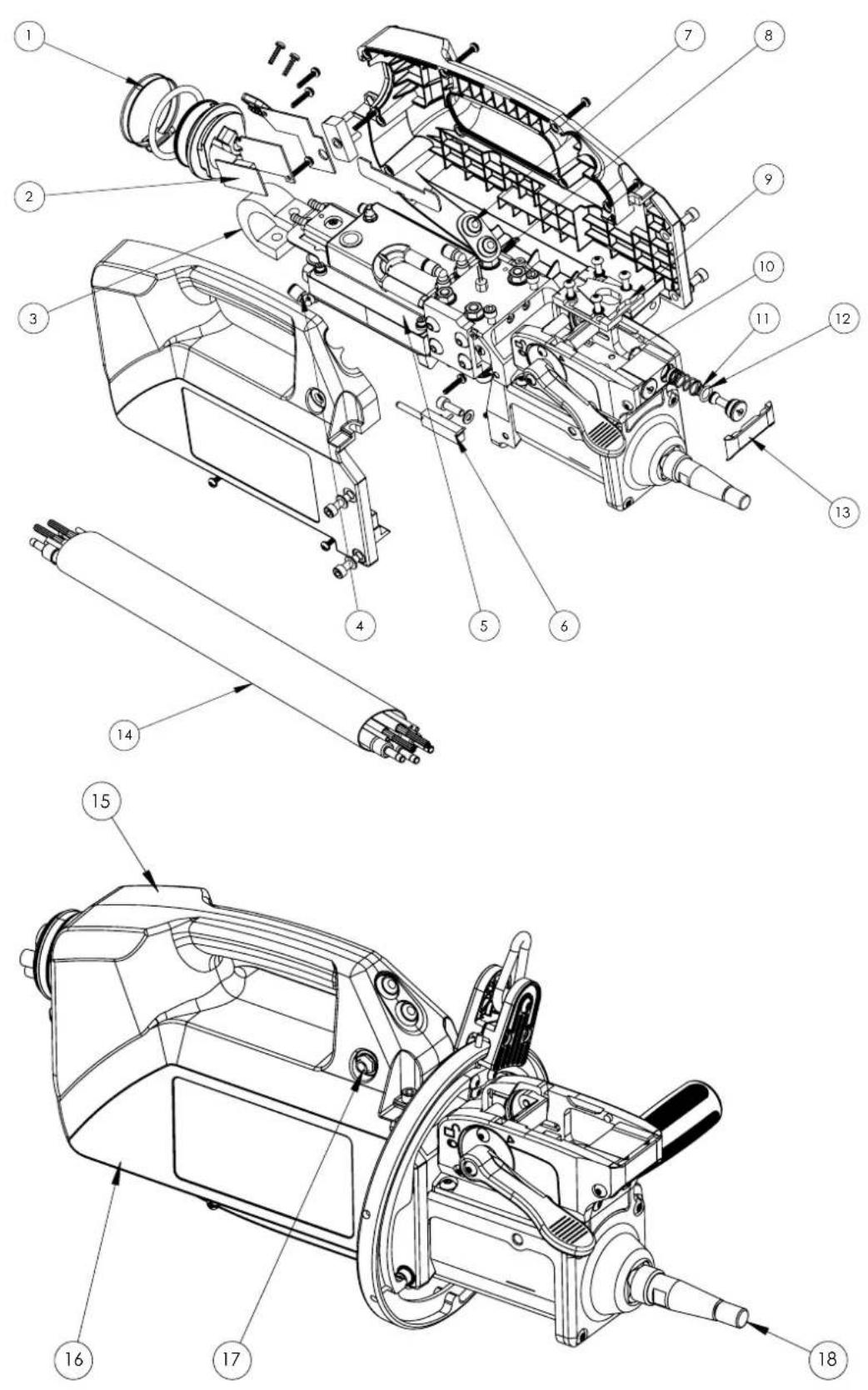
GYSPOT PTI PREMIUM PRO
| Clamp | |||||
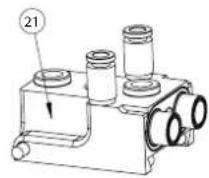
| 1 Collier de serrage / Hose clip / Schelle / Abrazadera / Svorka 71195 | |||||
| 2 | Circuit mesure température primaire transfo / Primary temperature measuring circuit transformer / Primärtemperatur-Messkreis Transformator / Circuito de medición de la temperatura del primario Transformador / Obvod měření teploty primárního transformátoru | 97067C | |||
| 3 | Shunt pince / Shunt clamp / Nebenschlussklemme / Pinza de derivación / Bočníková svorka | 77060 | |||
| 4 | Raccord équerre mâle ∅6 / Angle male fitting ∅6 / Winkelstück männlich ∅6 / Racor macho angular ∅6 / Úhlové šroubení ∅6 | 71482 | |||
| 5 | Ensemble transformateur-pont de diodes2 références sont possible en fonction de la version du faisceau, (Fig.3) | Transformer-diode bridge assembly2 references are possible depending on the beam version, (Fig.3). | Transformator-Diodenbrücken-BaugruppeJe nach Version des Bündels sind 2 Referenzen möglich, (ABB.3). | Conjunto de puente de transformador y diodoSon posibles 2 referencias en función de la versión de la viga, (IMAGEN.3). | A0166 ou A0269 (ND) |
| 6 | Potentiomètre linéaire 3.4Kohm / Linear potentiometer 3.4Kohm / Lineares Potentiometer 3,4Kohm / Potenciómetro lineal 3,4Kohm / Lineární potenciometr 3.4Kohm | 63090 | |||
| 7 | Bouton poussoir rond noir IP67 / Black round pushbutton IP67 / Schwarzer runder Taster IP67 / Pulsador redondo negro IP67 / Kulaté černé tlačitko IP67 | 51381 | |||
| 8 | Bouton poussoir rond lumineux / Illuminated round push button / Beleuchteter runder Taster / Pulsador redondo iluminado / Osvětlené kulaté tlačitko | 51408 | |||
| 9 | Socle interchangeable connexion bras pince G / Interchangeable base with clamp arm connection G / Austauschbare Basis für G-Klemmarmanschluss / Base intercambiable para la conexión del brazo de la pinza G / Vyměnitelné rameno pro připojení zásuvky G | 90976 | |||
| 10 | Joint torique 13x1 FKM VERT- 70SHORE / O-ring seal 13x1 FKM GREEN- 70SHORE / O-Ring 13x1 FKM GRÜN- 70SHORE / Junta tórica 13x1 FKM VERDE- 70SHORE/ O-kroužkové těsnění 13x1 FKM ZELENÁ - 70SHORE | 55227 | |||
| 11 | Joint torique 7x1 NBR 70SH / O-ring 7x1 NBR 70SH / O-Ring 7x1 NBR 70SH / Junta tórica 7x1 NBR 70SH / O-kroužkové těsnění 7x1 NBR 70SH | 71125 | |||
| 12 | Joint torique 10x2 NBR 70SH / O-ring 10x2 NBR 70SH / O-Ring 10x2 NBR 70SH / Junta tórica 10x2 NBR 70SH / O-kroužkové těsnění 10x2 NBR 70SH | 55179 | |||
| 13 | Protection raccord connecteur pince G / Protection for connector-clamp connection G / Schutz für G-Clamp-Verbindungsstück / Protección para el racor de la abrazadera G / Ochranný kryt svorkového konektoru G | 56278 | |||
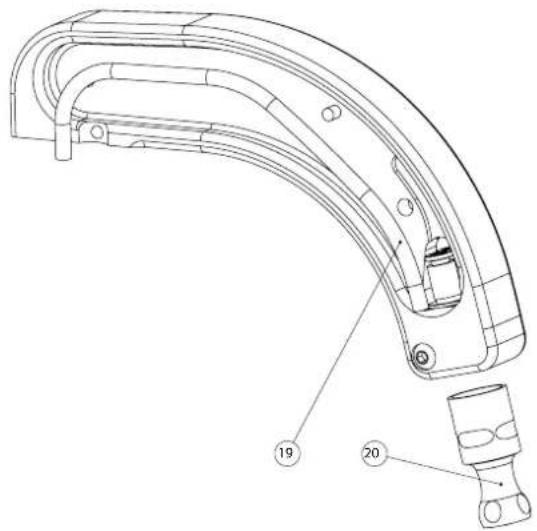
| 14 | Gaine tissée de Protection / Protective woven sheath / Gewebter Schutzmantel / Funda protectora tejida / Tkaný ochranný obal | 11251 | |||
| 15 Coque B / Hull B / Schale B / Casco B / Hull B 56179 | |||||
| 16 Coque A / Hull A / Schale A / Casco A/ Hull A 56178 | |||||
| 17 | Prise jack mono femelle 6.35 mm / 6.35 mm mono female jack / 6,35 mm Mono-Klinkenbuchse / Clavija hembra mono de 6,35 mm / Monofonní zásuvka 6.35 mm | 71251 | |||
| 18 | Caps type A13 / Caps type A13 / Kaps Typ A13 / Tapas tipo A13 / Typické uzávěry A13 | 77027 | |||
| - Câble de puissance / Power diode / Leistungsdiode / Diodo de potencia / Napájecí kabel SF0638 | |||||
| - | Pince PTI-PRO 400V PTI-PRO 400V2 références sont possible en fonction de la version du faisceau, (Fig.3) | 0V clamp Zange PTI-PRO 400V2 references are possible depending on the beam version, (Fig.3). | Pinza PTI-PRO 400VJe nach Version des Bündels sind 2 Referenzen möglich, (ABB.3). | Son posibles 2 referencias en función de la versión de la viga, (IMAGEN.3). | S81138 ou S81145 (ND) |
| - | Faisceau + Pince PTI-PRO 400V / Bundle + Clamp PTI-PRO 400V / Kabelbaum + Zange PTI-PRO 400V / Viga + Pinza PTI-PRO 400V / Paprsek + Kleště PTI-PRO 400V | S81138 | |||
G2