
ED1500KDIG - Metall-Drehmaschine Holzmann - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts ED1500KDIG Holzmann als PDF.

| Produkttyp | Metalldrehmaschine |
| Marke | Holzmann |
| Modell | ED1500KDIG |
| Abmessungen (L x B x H) | Ca. 1840 x 780 x 450 mm |
| Gewicht | Ca. 800 kg |
| Stromversorgung | 400 V Drehstrom, 50 Hz |
| Anzahl der Spindeldrehzahlen | 12 Gänge (45 bis 2000 U/min) |
| Metrisches Gewinde | 0,8 bis 14,0 mm (36 Stufen) |
| Zollgewinde | 2 bis 28 TPI (30 Stufen) |
| Längsvorschub | 0,02 bis 0,85 mm/U |
| Quervorschub | 0,005 bis 0,22 mm/U |
| Max. Drehdurchmesser über Bett | 400 mm |
| Spitzenweite | 1500 mm |
| Mitgeliefertes Spannfutter | 3-Backen-Futter selbstzentrierend |
| Enthaltenes Zubehör | 4-Backen-Futter unabhängig, Werkzeugträgerplatte, feste und bewegliche Lünette, Reitstock, Werkzeughalter, Kühlmittelpumpe |
| Sicherheitseinrichtungen | Not-Aus, Schutzabdeckung für Spannfutter mit Verriegelung, Schutzabdeckung für Spindelstock, Spiralrückholfeder auf Leitspindel, Überlastkupplung |
| Wartung | Ölwechsel am Spindelstock, Vorschubgetriebe und Schlitten alle 1000 h oder jährlich |
| Arbeitsbeleuchtung | Integrierte Betriebskontrollleuchte |
| Lieferumfang | Vollständige Bedienungsanleitung mit 215 Seiten |
Häufig gestellte Fragen - ED1500KDIG Holzmann
Benutzerfragen zu ED1500KDIG Holzmann
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Metall-Drehmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch ED1500KDIG - Holzmann und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. ED1500KDIG von der Marke Holzmann.
BEDIENUNGSANLEITUNG ED1500KDIG Holzmann
DE BETRIEBSANLEITUNG
METALLDREHMASCHINE
Übersetzung / Translation
EN USER MANUAL
METAL TURNING LATHE
FR MODE D'EMPLOI
TOUR À MÉTAL
PT MANUAL DE INSTRUÇÕES
TORNO PARA METAL
CZ NÁVOD K POUŽITÍ
SOUSTRUH NA KOVY

5.1 Bestimmungsgemäße Verwendung....21
5.1.1 Technische Einschränkungen....21
5.1.2 Verbotene Anwendungen / Gefährliche Fehlanwendungen....21
5.2 Anforderungen an Benutzer 21
5.3 Sicherheitseinrichtungen....22
5.4 Allgemeine Sicherheitshinweise....22
5.5 Elektrische Sicherheit 23
5.6 Spezielle Sicherheitshinweise für Drehmaschinen 23
5.7 Gefahrenhinweise....24
6 TRANSPORT 24
7 MONTAGE....26
7.1 Vorbereitende Tätigkeiten....26
7.1.1 Lieferumfang prüfen....26
7.1.2 Reinigen und Abschmieren....26
7.1.3 Anforderungen an den Aufstellort....26
7.1.4 Verankerungsfreie Montage 26
7.1.5 Verankerte Montage 27
7.1.6 Zusammenbau 28
7.2 Maschineneinstellungen....29
721 Drehmaschine ausrichten/nivellieren....29
722 Sitz des Drehfutters überprüfen 29
723 Montage von Werkstückträgern 30
7.2.4 Spindelstock justieren 31
725 Reitstock justieren....31
726 Gleitführungen justieren....32
727 Sichtprüfung 32
72.8 Kühlmittel einfüllen 33
729 Funktionsprüfung....33
7.3 Elektrischer Anschluss....34
8 BETRIEB....34
8.1 Betriebshinweise....34
8.2 Erstinbetriebnahme 35
8.21 Testlauf durchführen 35
8.3 Bedienung....36
8.3.1 Bediensymbole....36
8.3.2 Maschine einschalten 37
8.3.3 Momentlauf-Taster 37
8.3.4 Fußbremse 37
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
8.4 Spindeldrehzahl und Drehrichtung einstellen....37
8.4.1 Hauptspindelgeschwindigkeit einstellen....38
8.4.2 Drehrichtung 38
8.4.3 Laufender Betrieb....38
8.5 Gewinde und Vorschübe 38
8.5.1 Wechselrädergetriebe....38
8.5.2 Manueller Vorschub 39
8.5.3 Automatischer Vorschub....39
8.5.4 Gewindeschneiden 40
8.5.5 Gewindesteigungstabelle / Längsvorschub für metrische Gewinde 40
8.5.6 Gewindesteigungstabelle / Längsvorschub für Zoll-Gewinde 41
8.5.7 Gewindeuhr (zur Wiederaufnahme der Steigung)....41
8.6 Werkzeughalter 42
8.7 Montage von Lünetten 43
8.8 Reitstock 43
8.8.1 Querversetzen des Reitstockes 44
8.9 Bettbrücke....44
8.10 Allgemeine Arbeitshinweise 44
8.10.1 3-Backenfutter 45
8.10.2 4-Backenfutter....45
8.10.3 Planscheibe 46
8.10.4 Langdrehen 46
8.10.5 Plandrehen und Einstiche 46
8.10.6 Fixieren des Längsschlittens 47
8.10.7 Drehen zwischen Spitzen 47
8.10.8 Drehen kurzer Kegel mit dem Oberschlitten....47
8.10.9 Gewindedrehen 48
9 REINIGUNG......48
10 WARTUNG......49
10.1 Instandhaltungs- und Wartungsplan 49
10.1.1 Nachstellen der Keilleisten....50
10.1.2 Sichtkontrolle der Ölstände 50
10.13 Ölwechsel Spindelstock, Vorschubgetriebe und Schlosskasten....50
10.1.4 Sonstige Schmierstellen....51
10.1.5 Kühlmittel-System überprüfen und reinigen 51
10.1.6 Keilriemen wechseln 52
10.1.7 Backen auswechseln 52
10.1.8 Überlastkupplung an der Zugspindel nachjustieren....53
11 LAGERUNG 53
12 ENTSORGUNG....53
13 FEHLERBEHEBUNG....54
14 PREFACE (EN) 55
15 SAFETY 56
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
17.1.1 Checking delivery content....60
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
58 GARANTIEERKLÄRUNG (DE) 211
59 GUARANTEE TERMS (EN)....212
63 PRODUKTBEOBACHTUNG | PRODUCT MONITORING 216
2 SICHERHEITSZEICHEN / SAFETY SIGNS / SYMBOLES DE SÉCURITÉ / SINAIS DE SEGURANÇA / BEZPEČNOSTNÍ ZNAČKY
DE
SICHERHEITSZEICHEN BEDEUTUNG DER SYMBOLE
EN
SAFETY SIGNS DEFINITION OF SYMBOLS
FR
SYMBOLES DE SÉCURITÉ SIGNIFICATION DES SYMBOLES
PT
BETRIEBSANLEITUNG LESEN! Lesen Sie die Betriebs- und Wartungsanleitung Ihrer Maschine aufmerksam durch und
DE machen Sie sich mit den Bedienelementen der Maschine gut vertraut um die Maschine ordnungsgemäß zu bedienen und so Schäden an Mensch und Maschine vorzubeugen.

DE Handschuh-Trageverbot bei Arbeiten an rotierenden Teilen!
DE Maschine vor Reparatur, Wartung oder Pausen ausschalten und Netzstecker ziehen
DE Persönliche Schutzausrüstung tragen!
DE Gefährliche elektrische Spannung
EN Dangerous electrical voltage
DE Warnung vor rotierenden Teilen
DE Warnung vor Handverletzungen
DE Warnung vor spitzem (scharfem) Werkzeug
DE Warnung vor Rutschgefahr
DE Warnschilder und/oder Aufkleber an der Maschine, die unleserlich sind oder die entfernt wurden, sind umgehend zu erneuern!
3 TECHNIK / TECHNIC / TECHNIQUE / TECNOLOGIA / TECHNICKÁ ČÁST
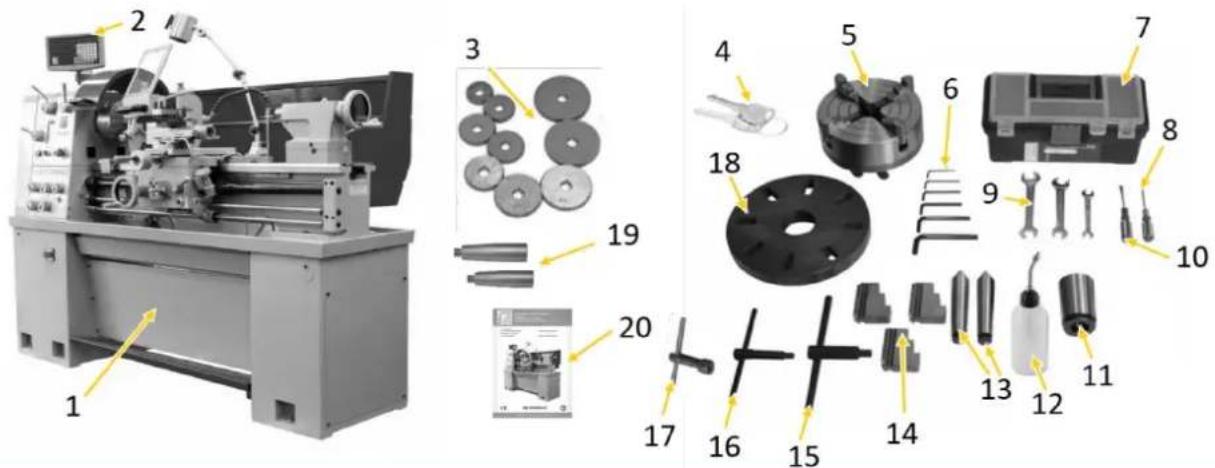
3.1 Lieferumfang / Delivery content / Contenu de la livraison / Volume de fornecimento / Rozsah dodávky
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
| vormontiert | pre-assembled / pré-assemblé | pré-montado / předběžně smontováno | ||||
| 3-Backenfutter ∅ 200 mm/3-jaw lathe chuck, ∅ 200 mm / 3 mandrins de mors ∅ 200 mm / Mandril de 3 mandíbulas ∅ 200 mm / Tříčelistové sklíčidlo ∅ 200 mm |  | Arbeitsleuchte / working lamp / Phare de travail / Luz de trabalho / Pracovní světlo |  | |
| Werkzeughalter & Schutz/tool post & protection / Porte-outils et protection / Porta-ferramentas e proteção / Držák nástroje a ochranný prvek | 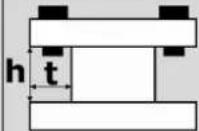 | Feststehende Lünette / steady rest / Lunette fixe / Bisel fixo / Pevná luneta Mitlaufende Lünette / follow rest / Lunette à rotation / Bisel móvel / Pohyblivá luneta |  | |
| Wechselräder / change gerars / Roues de rechange / Rodas dentadas / Výměnná kola | Z (T) 80, 40 | |||
3.2 Komponenten / Components / Composants / Componentes / Komponenty
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
| 3 mors / Fuso com mandril de 3 mandíbulas / Vřeteno s 3čelistovým sklíčidlem | comando do sentido de rotação / Řadicí páka směru otáčení | ||
| 5 | Werkzeughalterschutz / tool post guard / Protection du porte-outils / Proteção do porta-ferramentas / Ochranný prvek držáku nástroje | 20 | Gewindeduhr / thread dial indicator / Cadran de réglage du filetage / Relógio de rosa / Závitový indikátor |
| 6 | Arbeitsleuchte / work lamp / Phare de travail / Luz de trabalho / Pracovní světlo | 21 | Einrückhebel Gewindeschneiden (Schlossmutter)/ shift lever tapping (lock nut) / Levier d'engrènement de taraudage/filetage (écrou embrayable de la vis-mère) / Alavanca de engate Lâmina roscada (porca de segurança) / Aretační páka řezání závitů (matice vodicího šroubu) |
| 7 | Werkzeughalter / tool post / Porte-outil / Porta-ferramentas / Držák nástroje | 22 | Einrückhebel Plan - Längsvorschub / engaging lever cross feed - longitudinal feed / Levier d'engrènement d'avance longitudinale et horizontale / Alavanca de engate do plano - avanço longitudinal / Aretační páka příčného a podélného posuvu |
| 8 | Mitlaufende Lünette / follow rest / Lunette à rotation / Bisel móvel / Pohyblivá luneta | 23 | Handrad Querschlitten / handwheel cross slide / Volant du chariot de coulisseau transversal / Volante do deslizador transversal / Ruční kolo příčných saní |
| 9 | Kühlmittelzufuhr / coolant / Alimentation de liquide de refroidissement / Alimentação do refrigerante / Přívod chladicí kapaliny | 24 | Mechanische Spindelbremse (Fußbremse) / mechanical spindle brake (foot brake) / Frein de broche mécanique (frein à pédale) / Travão mecânico do fuso (travão de pé) / Mechanická brzda vřetena (nožní brzda) |
| 10 | Reitstock / tailstock / Contrepoupée / Cabeçote móvel / Koník | 25 | Montagelöcher / mounting holes / Trou de montage / Furos de montagem / Montážní otvory |
| 11 | Klemmhebel Pinole / clamping lever sleeve / Levier de blocage du fourreau de la contrepoupée / Alavanca de aperto da coluna / Svěrací páka pinoly | 26 | Spänewanne, ausziehbar / chip tray, extendible / Bac à copeaux, amovible / Coletor de aparas, extraível / Zásobník na třísky, výsuvný |
| 12 | Handrad Reitstock / handwheel tailstock / Volant de la contrepoupée / Volante do cabeçote móvel / Ruční kolo koníku | 27 | Motorstufen-Schalter / motor step switch / Commutateur des rapports du moteur / Interruptor de passo motor / Spínač motorových stupňů |
| 13 | Klemmhebel Reitstock / clampng lever tailstock / Levier de blocage de contrepoupée / Alavanca de aperto do cabeçote móvel / Svěrací páka koníku | 28 | Handrad Längsschlitten / handwheel longitudinal slide / Volant de chariot pour course longitudinale / Volante do deslizador longitudinal / Ruční kolo podélných saní |
| 14 | Drehmaschinenbett / lathe bed / Banc de machine / Leito do torno / Lože soustruhu | 29 | Wechselgetriebe / gear box / Engrenage à changement de vitesse / Transmissão / Převodovka |
| 15 | Leitspindel mit Spindelabdeckung / lead screw with cover / Vis-mère avec cache de broche / Fuso guia com cobertura do fuso / Vodicí šroub s krytem | 30 | Feststehende Lünette / steady rest / Lunette fixe / Bisel fixo / Pevná luneta |
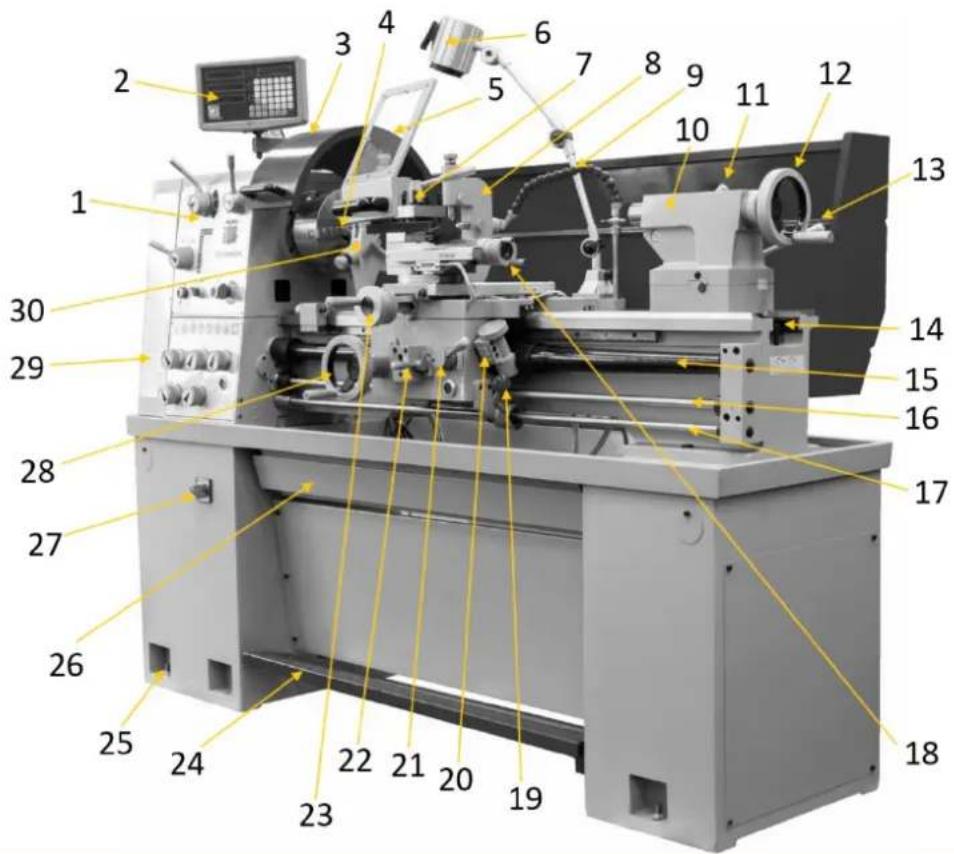
3.2.1 Digitale Positionsanzeige (3-Achsen) / digital read out unit (3-axis) / Affichage numérique de la position (3 axes) / Indicador digital de posição (3 eixos) / Digitální indikace polohy (3 osy)
Die digitale Positionsanzeige ermöglicht maßgenaue Einstellungen und präzise Bearbeitung der Werkstücke / The digital read out unit enables dimensionally accurate settings and precise machining of the workpieces / L'affichage numérique de la position permet des réglages conformes aux mesures et un usinage de précision des pièces à usiner / O indicador digital de posição permite ajustes dimensionalmente exatos e maquinação precisa das peças / Digitální ukazatel polohy umožňuje přesné nastavení rozměrů a přesné opracování obrobků
text_image
1 8 8 8 8 8 8 2 8 8 8 8 8 8 3 8 8 8 8 8 8 5 X₀ 6 Y₀ 7 Z₀ 8 HA 9 M/1 10 CTR 11 CA 12 + - 13 - - 24 = - 25 30 1 0 ± sin/N2 31 cos/N1 32 tan/N3 33 ↓ 45 ENT SDS2-3MS| No | Bezeichnung / description / Désignation / Designação / Označení | No | Bezeichnung / description / Désignation / Designação / Označení |
| 1 | Anzeige Wert X-Achse / display X-axis values / Valeur d'affichage axe X / Indicação do valor do eixo X / Indikátor hodnoty osy X | 24 | Rechenoperation - / mathematical operation - / Opération arithmétique - / Cálculo - / Výpočetní operace - |
| 2 | Anzeige Wert Y-Achse / display Y-axis values / Valeur d'affichage axe Y / Indicação do valor do eixo Y / Údaj hodnoty osa Y | 25 | Rechenergebnis anzeigen / result key / Afficher le résultat de calcul / Mostrar resultado do cálculo / Zobrazení výsledku výpočtu |
| 3 | Anzeige Wert Z-Achse / display Z-axis values / Valeur d'affichage axe Z / Indicação do valor do eixo Z / Údaj hodnoty osa Z | 26 | Sinuswert / sine value / Valeur sinus / Valor sinusoidal / Sinusová hodnota |
| 4 | Anzeige Einstellung / message screen / Affichage du réglage / Indicação Definição / Údaj nastavení | 27 | Auswahl Bohrlöcher längs eines Kreises (PCD) / selection holes equally on a circle (PCD) / Sélection de l'alésage longitudinal d'un cercle (PCD) / Seleção de furos de perfuração ao longo de um círculo (PCD) / Výběr otvorů podél kružnice (PCD) |
| 5 | X-Wert auf 0 setzten / set X-value to 0 / Initialiser la valeur X à 0 / Definir o valor X em 0 / Nastavení hodnoty X na nulu | 28 | Numerische Eingabe 7 / numeric input 7 / Entrée numérique 7 / Entrada numérica 7 / Numerické zadání 7 |
| 6 | -Wert auf 0 setzten / set Y-value to 0 / Initialiser la valeur Y à 0 / Definir o valor Y em 0 / Nastavení hodnoty Y na nulu | 29 | Numerische Eingabe 4 / numeric input 4 / Entrée numérique 4 / Entrada numérica 4 / Numerické zadání 4 Numerické zadání 4 |
| 7 | Wert auf 0 setzten / set Z-value to 0 / Initialiser la valeur Z à 0 / Definir o valor Z em 0 / Nastavení hodnoty Z na nulu | 30 | Numerische Eingabe 1 / numeric input 1 / Entrée numérique 1 / Entrada numérica 1 / Numerické zadání 1 |
| 8 | Wert halbieren / value halved / Réduire de moitié la valeur / Reduzir para metade o valor / Snížení hodnoty na polovinu | 31 | Numerische Eingabe 0 / numeric input 0 / Entrée numérique 0 / Entrada numérica 0 / Numerické zadání 0 |
| 9 | Nullwertspeicherung / storing zero points / Mémorisation de la valeur zéro / Armazenamento de valor zero / Uložení nulové hodnoty | 32 | Cosinuswert / cosine value / Valeur cosinus / Valor cosseno / Kosinusová hodnota |
| 10 | Auswahl X-Achse / selection X-axis / Sélection de l'axe X / Seleção do eixo X / Výběr osy X | 33 | Auswahltaste nach unten / selection key down / Bouton de sélection vers le bas / Botão de seleção para baixo / Tlačítko výběru dolů |
| 11 | Auswahl Y-Achse / selection Y-axis / Sélection de l'axe Y / Seleção do eixo Y / Výběr osy Y | 34 | Numerische Eingabe 8 / numeric input 8 / Entrée numérique 8 / Entrada numérica 8 / Numerické zadání 8 |
| 12 | Auswahl Z-Achse / selection Z-axis / Sélection de l'axe Z / Seleção do eixo Z / Výběr osy Z | 35 | Numerische Eingabe 5 / numeric input 5 / Entrée numérique 5 / Entrada numérica 5 / Numerické zadání 5 |
| 13 | Standbymodus / stand by mode / Veille / Modo de espera / Standby režim | 36 | Numerische Eingabe 2 / numeric input 2 / Entrée numérique 2 / Entrada numérica 2 / Numerické zadání 2 |
| 14 | Umschalten mm-inch / shift mm-inch / Commutation mm/pouces / Mudar mm-inch / Přepnutí mm-inch | 37 | Eingabe Komma / input comma / Touche virgule / Entrada Virgula / Zadání desetinné čárky |
| 15 | Auswahl Bohrlöcher längs einer Linie (BHL) / Selection holes equally on a line (BHL) / Sélection d'un alésage longitudinal d'une ligne (BHL) / Seleção de furos de perfuração ao longo de uma linha (BHL) / Výběr otvorů podél linie (BHL) | 38 | Tangenswert / tangent value / Valeur tangente / Valor tangente / Hodnota tangenty |
| 16 | Auswahl als Rechner / selection as a calculator / Sélection comme calculatrice / Seleção como calculadora / Výběr jako počítač | 39 | Auswahltaste nach oben / selection key up / Bouton de sélection vers le haut / Botão de seleção para cima / Tlačítko výběru nahoru |
| 17 | Rechenoperation x / mathematical operation x / Opération arithmétique x / Cálculo x / Výpočetní operace x | 40 | Numerische Eingabe 9 / numeric input 9 / Entrée numérique 9 / Entrada numérica 9 / Numerické zadání 9 |
| 18 | Rechenoperation ÷ / mathematical operation ÷ / Opération arithmétique ÷ / Cálculo ÷ / Výpočetní operace ÷ | 41 | Numerische Eingabe 6 / numeric input 6 / Entrée numérique 6 / Entrada numérica 6 / Numerické zadání 6 |
| 19 | Rechenoperation √ / mathematical operation √ / Opération arithmétique √ / Cálculo √ / Výpočetní operace √ | 42 | Numerische Eingabe 3 / numeric input 3 / Entrée numérique 3 / Entrada numérica 3 / Numerické zadání 3 |
| 20 | Umschalten absolut-relativ-Wert (ALE-INC) / shift absolut-relativ-value (ALE-INC) / Commutation valeur absolue/valeur relative (ALE-INC) / Mudar valor absoluto-relativo (ALE-INC) / Přepnutí absolutní-relativní-hodnota (ALE-INC) | 43 | Eingabe Vorzeichen / input change sign / Entrée du signe / Entrada Sinal / Zadání znaménka |
| 21 | Bearbeitung eines Bogens mit Radius r (ARC) / machining of an arc with radius r (ARC) / Usinage d'une courbure avec rayon r (ARC) / Maquinação de um arco com raio r (ARC) / Opracování oblouku o poloměru r (ARC) | 44 | Rechenmodus Trigonometrische Funktionen / arithmetic mode trigonometric functions / Mode arithmétique de fonctions trigonométriques / Modo de cálculo Funções trigonométricas / Výpočetní režim trigonometrické funkce |
| 22 | Aktuelle Rechenoperation löschen / deletes the current mathematical operation / Effacer l'opération arithmétique actuelle / Eliminar o cálculo atual / Vymazání aktuální výpočetní operace | 45 | Eingabetaste / Enter key / Touche ENTRÉE / Tecla Enter / Klávesa Enter |
| 23 | Rechenoperation + / mathematical operation + / Opération arithmétique + / Cálculo + / Výpočetní operace + |
3.2.2 Bedienelemente / Control elements / Éléments de commande / Elementos de controlo / Ovládací prvky
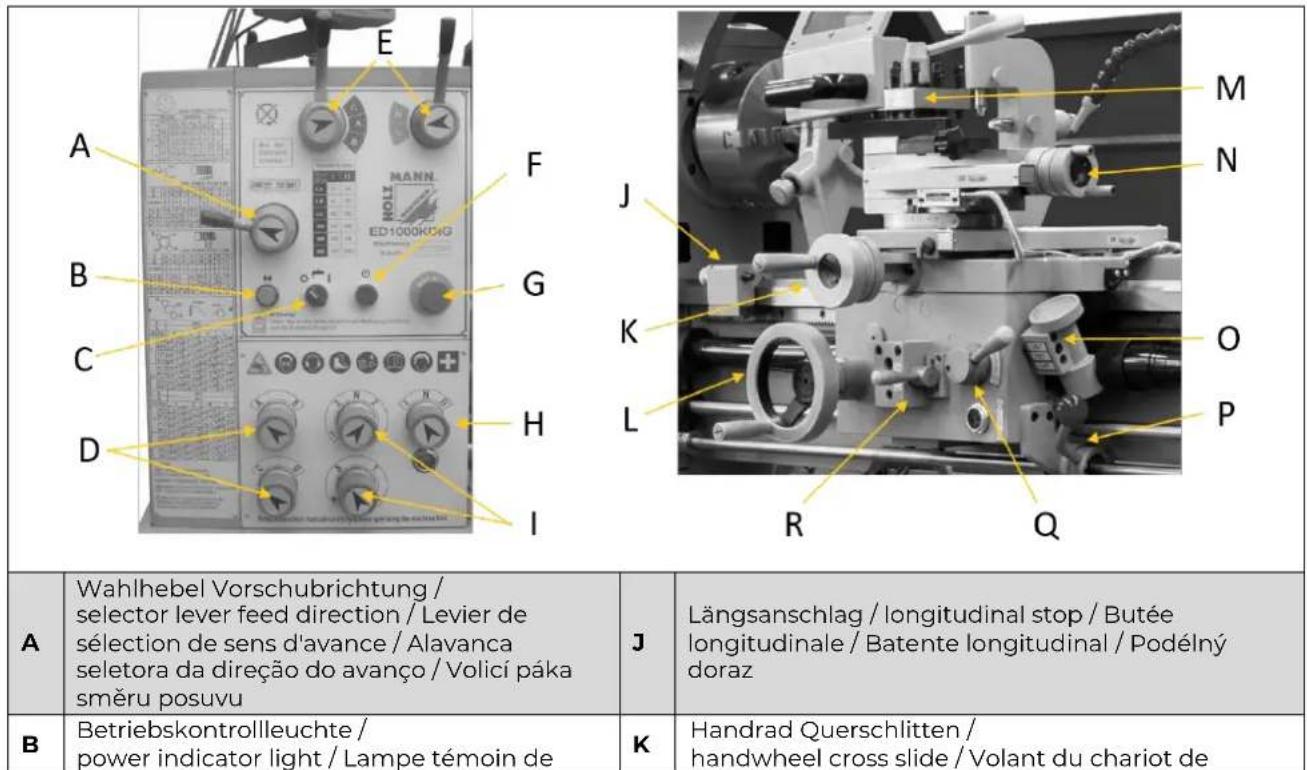
text_image
A B C D E F G H I J K L R Q M N O P A Wahlhebel Vorschubrichtung / selector lever feed direction / Levier de sélection de sens d'avance / Alavanca seletora da direção do avanço / Volicí páka směru posuvu J Längsanschlag / longitudinal stop / Butée longitudinale / Batente longitudinal / Podélný doraz B Betriebskontrollleuchte / power indicator light / Lampe témoin de K Handrad Querschlitten / handwheel cross slide / Volant du chariot de| service / Luz indicadora do funcionamento / Kontrolka provozu | coulisseau transversal / Volante do deslizador transversal / Ruční kolo příčných saní | ||
| C | Kühlmittelpumpe Ein (I) - Aus (0) / coolant pump On (I) - Off (0) / Pompe à liquide de refroidissement marche (I) -arrêt (0) / Bomba de refrigerante Ligar (I) - Desligar (0) / Čerpadlo chladicí kapaliny ZAP (I) - VYP (0) | L | Handrad Längsschlitten / handwheel longitudinal slide / Volant de chariot pour course longitudinale / Volante do deslizador longitudinal / Ruční kolo podélných saní |
| D | Wahlhebel Vorschub / selector levers feed / Levier de sélection d'avance / Alavanca seletora do avanço / Volicí páka posuvu | M | Werkzeughalter / tool post / Porte-outil / Portaferramentas / Držák nástroje |
| E | Wahlhebel Drehzahleinstellung / selector lever speed adjustment / Levier de sélection du réglage de la vitesse de rotation / Alavanca seletora do ajuste da rotação / Volicí páka nastavení otáček | N | Handrad Oberschlitten / handwheel top slide / Volant du chariot à mouvements croisés / Volante do deslizador superior / Ruční kolo horních saní |
| F | Momentlauf Taster / intermittent push button / Bouton de mise en circuit momentannée / Botão de funcionamento momentâneo / Tlačitko okamžitého chodu | O | Gewindeschneiduhr / thread dial indicator / Compteur de filetage/taraudage / Relógio de corte de rosca / Závitový indikátor |
| G | Not-Halt Schalter / Emergency Stop / Interrupteur d'ARRÊT D'URGENCE / Interruptor de paragem de emergência / Spínač nouzového zastavení | P | Schalthebel Drehrichtung / shift lever rotating direction / Levier de commutation du sens de rotation / Alavanca de comando do sentido de rotação / Řadicí páka směru otáčení |
| H | Wahlhebel Vorschubgeschwindigkeit/ selector lever feeding speed / Levier de sélection de la vitesse d'avance / Alavanca seletora da velocidade do avanço / Volicí páka rychlosti posuvu | Q | Einrückhebel Gewindeschneiden (Schlossmutter) / shift lever tapping (lock nut) / Levier d'engrènement de taraudage/filetage (écrou embrayable de la vis-mère) / Alavanca de engate Lâmina roscada (porca de segurança) / Aretační páka řezání závitů (matice vodicího šroubu) |
| I | Wahlhebel Vorschub / selector levers feed / Levier de sélection d'avance / Alavanca seletora do avanço / Volicí páka posuvu | R | Einrückhebel Plan-Längsvorschub / engaging lever cross feed - longitudinal feed / Levier d'engrènement d'avance longitudinal et horizontale / Alavanca de engate do plano - avanço longitudinal / Aretační páka příčného a podélného posuvu |
3.3 Technische Daten / Technical Data / Données techniques / Dados técnicos / Technické údaje
(DE) Hinweis Geräuschangaben: Bei den genannten Zahlenwerten handelt es sich um Emissionspegel und nicht notwendigerweise um sichere Arbeitspegel. Obwohl es einen Zusammenhang zwischen dem Grad der Lärmemission und dem Grad der Lärmbelastung gibt, kann diese nicht zuverlässig zur Feststellung darüber verwendet werden, ob weitere Schutzmaßnahmen erforderlich sind oder nicht. Zu den Faktoren, die den tatsächlichen Grad der Belastung der Beschäftigten beeinflussen, gehören die Eigenschaften des Arbeitsraumes, die anderen Geräuschquellen usw., d.h. die Anzahl der Maschinen sowie andere in der Nähe ablaufende Prozesse und die Dauer, während der ein Bediener dem Lärm ausgesetzt ist. Außerdem kann der zulässige Belastungspegel von Land zu Land unterschiedlich sein. Diese Informationen sollten es aber dem Anwender der Maschine erlauben, eine bessere Bewertung der Gefährdungen und Risiken vorzunehmen.
| Parameter / parameters / Paramètres / Parâmetros / Parametry | ED1000KDIG | ED1500KDIG |
| Spannung (Frequenz) / voltage (frequency) / Tensions (fréquence) / Tensão (frequência) / Napětí (frekvence) | 400 V (50 Hz) ← | |
| Motorleistung S1 (100 %) / motor power S1 (100 %) / Puissance moteur S1 (100 %) / Potência do motor S1 (100%) / Výkon motoru S1 (100 %) | 2,0 kW / 2,4 kW ← | |
| Motorleistung Kühlmittelpumpe / motor power coolant pump / Puissance du moteur de la pompe de liquide de refroidissement / Potência do motor da bomba de refrigerante / Výkon motoru čerpadla chladicí kapaliny | 40 W | ← |
| Spitzenweite / max. distance between centers / Entrepointes / Distancia entre as pontas / Šířka hrotu | 1000 mm 1500 mm | |
| Spitzenhöhe / center height / Hauteur de pointes / Altura de pontas / Výška hrotu | 200 mm ← | |
| max. Drehdurchmesser über Maschinenbett / max. swing over bed / Diamètre max. de rotation au-dessus du banc de machine / Diâmetro giratório máximo sobre o leito da máquina / Max. oběžný průměr nad ložem stroje | 400 mm ← | |
| max. Drehdurchmesser über Querschlitten / max. swing over cross slide / Diamètre max de rotation au-dessus du coulisseau transversal / Diâmetro giratório máximo sobre o deslizador transversal / Max. oběžný průměr nad příčnými saněmi | 264 mm ← | |
| max. Drehdurchmesser ohne Brücke / max. swing over gap / Diamètre max. de rotation sans pont / Diâmetro giratório máximo sem ponte / Max. oběžný průměr bez můstku | 550 mm | ← |
| Länge Bettbrücke / length gap / Longueur du pont de banc / Comprimento da ponte do leito / Délka můstku lože | 235 mm ← | |
| ∅ Spindelbohrung / ∅ spindle bore / ∅ d'alésage de broche / ∅ da perfuração do fuso / ∅ otvoru vřetena | 56 mm ← | |
| Spindeldrehzahlbereich / spindle speed / Plage de vitesse de rotation de la broche / Gama e velocidade do fuso / Rozsah otáček vřetena | 45-2000 min ^1 ← | |
| Anzahl Spindeldrehzahlen / spindle speed numbers / Nombre de vitesses de rotation de broche / Número de rotações do fuso / Počet otáček vřetena | 12 ← | |
| Verfahrweg Längsschlitten (Z-Achse) / total travel longitudinal slide (Z-axis) / Course de déplacement de chariot pour course longitudinale (axe Z) / Trajeto do deslizador longitudinal (eixo Z) / Dráha pojiždění podélných saní (osa Z) | 730 mm ← | |
| Verfahrweg Querschlitten (X-Achse) / total travel cross slide (X-axis) / Course de déplacement de coulisseau transversal (axe X) / Trajeto do deslizador transversal (eixo X) / Dráha pojiždění příčných saní (osa X) | 180 mm ← | |
| Verfahrweg Oberschlitten (Z1-Achse) / total travel top slide (Z1-axis) / Course de déplacement de chariot à mouvements croisés (axe Z1) / Trajeto do deslizador superior (eixo Z1) / Dráha pojiždění horních saní (osa Z) | 115 mm ← | |
| Reitstock-Pinolenhub / tailsock slevve travel / Course du fourreau de contrepoupée / Coluna do cabeçote móvel / Zdvih pinoly koníku | 120 mm ← | |
| Längsvorschub (Stufen) / longitudinal feed (steps) / Avance longitudinale (étages) / Avanço longitudinal (níveis) / Podélný posuv (stupně) | 0.02-0,85 mm/U (64) | ← |
| Quervorschub (Stufen) / cross feed (steps) / Avance transversale (étages) / Avanço transversal (níveis) / Příčný posuv (stupně) | 0.005-0.22 mm/U (64) | ← |
| Gewindesteigung metrisch (Stufen) / range of metric threads (steps) / Pas de filetage métrique (étages) / Passo métrico da rosca (níveis) / Stoupání metrického závitu (stupně) | 0.8-14.0 mm (36) ← | |
| Gewinde - Zoll (Stufen) / range of inch threads (steps) / Filet - pouce (étages) / Rosca - polegada (níveis) / Závit - palce (stupně) | 2-28 TPI (30) ← | |
| Spindelaufnahme / spindle nose mount / Logement de broche / Alojamento do fuso / Upínač vřetena | Camlock D5 (ISO 702-2) | ← |
| Spindel Konus / spindle taper / Cône de broche / Cone do fuso / Kužel vřetena | MK6 / MT6 ← | |
| Reitstock Konus / tailstock taper / Cône de contrepoupée / Cone do cabeçote móvel / Kužel koníku | MK4 / MT4 ← | |
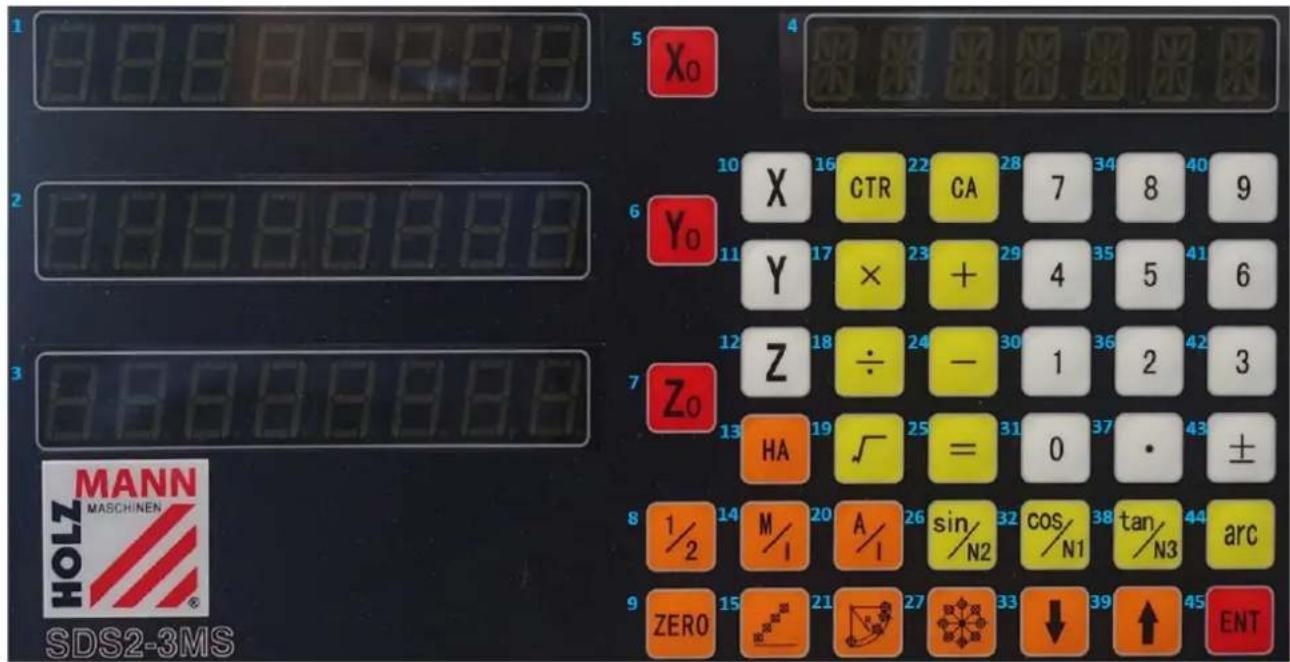
| Max. Werkzeugaufnahme (h x t)/ tool post max. opening (h x t) / Logement d'outil max. (h x p) / Alojamento máximo da ferramenta (a x p) / Max. upnutí nástroje (š x h) | 30 x 20 mm ← | |
| ∅ Leitspindel / ∅ lead screw / ∅ Vis-mère / ∅ do fuso guia / ∅ vodicího šroubu | 30 mm | ← |
| ∅ Zugspindel / ∅ feed rod / ∅ de broche de chariotage / ∅ do fuso de tração / ∅ tažného vřetena | 20 mm ← | |
| Bettbreite / bed width / Largeur du banc / Largura do leito / Šířka lože | 210 mm | 220 mm |
| Betthöhe / bed height / Hauteur du banc / Altura do leito / Výška lože | 270 mm ← | |
| Netto-Gewicht / net weight / Poids net / Peso líquido / Hmotnost netto | 800 kg | 880 kg |
| Brutto-Gewicht / gross weight / Poids brut / Peso bruto / Hmotnost brutto | 900 kg 980 kg | |
| Verpackungsmaße (L x B x H) / packaging dimensions (L x W x H) / Dimensions de l'emballage (L x I x H) / Dimensões da embalagem (C x L x A) / Rozměry balení (d x š x v) | 1950 x 750 x 1600 mm | 2470 x 760 x 1600 mm |
| Maschinenmaße (L x B x H) / machine dimensions (L x W x H) / Dimensions de la machine (L x I x H) / Dimensões da máquina (C x L x A) / Rozměry stroje (d x š x v) | 2070 x 780 x 1800 mm | 2570 x 780 x 1800 mm |
| Spindelstock Ölmenge / headstock oil volume / Quantité d'huile de la poupée fixe / Cabeçote Quantidade de óleo / Množství oleje vřeteníku | 2,6 | ← | |
| Getriebe Schlosskasten Ölmenge / apron oil volume / Quantité d'huile d'engrenage du tablier du chariot / Engrenagem Caixa de bloqueio Quantidade de óleo / Množství oleje převodovky suportové skříně | 0,3 | ← | |
| Vorschubgetriebe Ölmenge / feed gear oil volume / Quantité d'huile du mécanisme d'avance / Quantidade de óleo da engrenagem de avanço / Množství oleje převodovky posuvu | 1,3 | ← | |
| Kühlmitteleinrichtung / coolant device / Dispositif de liquide de refroidissement / Dispositivo de refrigeração / Chladivové zařízení | max. 10 | ← | |
| Niveau de pression acoustique L_PA / sound pressure level L_PA / Niveau de pression acoustique L_PA / sound pressure level L_PA / Hladina akustického tlaku L_PA | 78 dB(A) k = 3dB(A) | ← |
(EN) Notice Noise indications: The figures given are emission levels and not necessarily safe working levels. Although there is a relationship between the level of noise emission and the level of noise exposure, it cannot be used reliably to determine whether further protective measures are necessary or not. Factors influencing the actual level of exposure of workers include the characteristics of the workspace, other sources of noise, etc., i.e. the number of machines and other nearby processes and the length of time an operator is exposed to noise. In addition, the permissible exposure level may vary from country to country. However, this information should allow the user of the machine to better assess the hazards and risks. (FR) Avis Données sur le bruit : Les valeurs indiquées sont des niveaux d'émission et pas nécessairement des niveaux de travail sûrs. Bien qu'il existe une corrélation entre le niveau d'émission sonore et le niveau d'exposition au bruit, celle-ci ne peut être utilisée de manière fiable pour déterminer si des mesures de protection supplémentaires sont nécessaires ou non. Les facteurs qui influencent le niveau réel d'exposition des travailleurs comprennent les caractéristiques de la zone de travail, les autres sources de bruit, etc., c'est-à-dire le nombre de machines et autres processus se déroulant à proximité et la durée pendant laquelle un opérateur est exposé au bruit. En outre, le niveau d'exposition autorisé peut varier d'un pays à l'autre. Toutefois, ces informations devraient permettre à l'utilisateur de la machine de mieux évaluer les dangers et les risques.
(PT) Nota Dados relativos ao ruído: Os valores numéricos dados são níveis de emissão e não necessariamente níveis de trabalho exatos. Embora exista uma correlação entre o nível de emissão sonora e o nível de exposição ao ruído, esta não pode ser utilizada de forma fiável para determinar se são ou não necessárias medidas de proteção adicionais. Os fatores que afetam o nível real de exposição dos trabalhadores incluem as características do espaço de trabalho, as outras fontes de ruído, etc., ou seja, o número de máquinas, bem como outros processos que ocorrem nas proximidades e a duração durante a qual um operador é exposto ao ruído. Além disso, o nível de exposição admissível pode variar de país para país. Contudo, esta informação deve permitir ao utilizador da máquina fazer uma melhor avaliação dos perigos e riscos.
(CZ) Oznámení - údaje o hlučnosti: Uvedené čiselné hodnoty jsou úrovně emisí, nikoli nutně bezpečné pracovní úrovně. Přestože existuje souvislost mezi úrovní emise hluku a úrovní expozice hluku, nelze ji spolehlivě použít k určení, zda jsou či nejsou nutná další ochranná opatření. Mezi faktory, které ovlivňují skutečnou úroveň expozice pracovníka, patří charakteristika pracovního prostoru, další zdroje hluku atd., tj. počet strojů a dalších procesů probihajících v blízkosti a doba, po kterou je pracovník hluku vystaven. Kromě toho se přípustná úroveň expozice může v jednotlivých zemích lišit. Tyto informace by však měly uživateli stroje umožnit lepší posouzení nebezpečí a rizik.
4 VORWORT (DE)
Sehr geehrter Kunde!
Diese Betriebsanleitung enthält Informationen und wichtige Hinweise zur sicheren Inbetriebnahme und Handhabung der Metalldrehmaschine ED1000KDIG, ED1500KDIG, nachfolgend jeweils vereinfachend als Maschine bezeichnet.

Die Anleitung ist Bestandteil der Maschine und darf nicht entfernt werden. Bewahren Sie sie für spätere Zwecke an einem geeigneten, für Nutzer (Betreiber) leicht zugänglichen, vor Staub und Feuchtigkeit geschützten Ort auf, und legen Sie sie der Maschine bei, wenn sie an Dritte weitergegeben wird!
Beachten Sie im Besonderen das Kapitel Sicherheit!
Durch die ständige Weiterentwicklung unserer Produkte können Abbildungen und Inhalte geringfügig abweichen. Sollten Sie Fehler feststellen, informieren Sie uns bitte.
Technische Änderungen vorbehalten!
Kontrollieren Sie die Ware nach Erhalt unverzüglich und vermerken Sie etwaige Beanstandungen bei der Übernahme durch den Zusteller auf dem Frachtbrief!
Transportschäden sind innerhalb von 24 Stunden separat an uns zu melden.
Für nicht vermerkte Transportschäden kann Holzmann Maschinen GmbH keine Gewährleistung übernehmen.
Urheberrecht
© 2023
Diese Dokumentation ist urheberrechtlich geschützt. Alle Rechte bleiben vorbehalten! Insbesondere der Nachdruck, die Übersetzung und die Entnahme von Fotos und Abbildungen werden gerichtlich verfolgt.
Als Gerichtsstand gilt das Landesgericht Linz oder das für 4170 Haslach zuständige Gericht als vereinbart.
Kundendienstadresse
HOLZMANN MASCHINEN GmbH
4170 Haslach, Marktplatz 4 AUSTRIA
Tel +43 7289 71562 - 0 info@holzmann-maschinen.at
5 SICHERHEIT
Dieser Abschnitt enthält Informationen und wichtige Hinweise zur sicheren Inbetriebnahme und Handhabung der Maschine.

Zu Ihrer Sicherheit lesen Sie diese Betriebsanleitung vor Inbetriebnahme aufmerksam durch. Das ermöglicht Ihnen den sicheren Umgang mit der Maschine, und Sie beugen damit Missverständnissen sowie Personen- und Sachschäden vor. Beachten Sie außerdem die an der Maschine verwendeten Symbole und Piktogramme sowie die Sicherheits- und Gefahrenhinweise!
5.1 Bestimmungsgemäße Verwendung
Die Maschine ist ausschließlich für folgende Tätigkeiten bestimmt: das Längs- und Plandrehen von runden oder regelmäßig geformten 3-, 6- oder 12-kantigen Werkstücken aus Kunststoff, Metall oder ähnlichen, nicht gesundheitsgefährdenden, entzündlichen oder explosionsgefährlichen Materialien, jeweils innerhalb der vorgegebenen technischen Grenzen.
Für eine andere oder darüber hinausgehende Benutzung und daraus resultierende Sachschäden oder Verletzungen übernimmt HOLZMANN MASCHINEN GMBH keine Verantwortung oder Garantieleistung.
5.1.1 Technische Einschränkungen
Die Maschine ist für den Einsatz unter folgenden Umgebungsbedingungen bestimmt:
| Rel. Feuchtigkeit: | max. 70 % |
| Temperatur (Betrieb) | +5°C bis +40°C |
| Temperatur (Lagerung, Transport) | -20°C bis +50°C |
5.1.2 Verbotene Anwendungen / Gefährliche Fehlanwendungen
- Betreiben der Maschine ohne adäquate körperliche und geistige Eignung.
- Betreiben der Maschine ohne Kenntnis der Bedienungsanleitung.
- Änderungen der Konstruktion der Maschine.
- Verwendung von Schmirgelleinen von Hand.
- Betreiben der Maschine im Freien.
- Bearbeitung von stauberzeugenden Materialien wie z.B. Holz, Magnesium, Karbon,...(Brand- und Explosionsgefahr!)
- Betreiben der Maschine unter explosionsgefährlichen Bedingungen (Maschine kann beim Betrieb Zündfunken erzeugen).
- Betreiben der Maschine außerhalb der in dieser Anleitung angegebenen technischen Grenzen.
- Entfernen der an der Maschine angebrachten Sicherheitskennzeichnungen.
- Verändern, umgehen oder außer Kraft setzen der Sicherheitseinrichtungen der Maschine.
Die nicht bestimmungsgemäße Verwendung bzw. die Missachtung der in dieser Anleitung dargelegten Ausführungen und Hinweise hat das Erlöschen sämtlicher Gewährleistungs- und Schadenersatzansprüche gegenüber der Holzmann Maschinen GmbH zur Folge.
5.2 Anforderungen an Benutzer
Die Maschine ist für die Bedienung durch eine Person ausgelegt. Voraussetzungen für das Bedienen der Maschine sind die körperliche und geistige Eignung sowie Kenntnis und Verständnis der Betriebsanleitung. Personen, die aufgrund ihrer physischen, sensorischen oder geistigen Fähigkeiten oder ihrer Unerfahrenheit oder Unkenntnis nicht in der Lage sind, die Maschine sicher zu bedienen, dürfen sie nicht ohne Aufsicht oder Anweisung durch eine verantwortliche Person benutzen.
Grundkenntnisse der Metallbearbeitung vor allem Kenntnisse über den Zusammenhang von Material, Werkzeug, Vorschub und Drehzahlen.
Bitte beachten Sie, dass örtlich geltende Gesetze und Bestimmungen das Mindestalter des Bedieners festlegen und die Verwendung dieser Maschine einschränken können!
Legen Sie ihre persönliche Schutzausrüstung vor Arbeiten an der Maschine an.
Arbeiten an elektrischen Bauteilen oder Betriebsmitteln dürfen nur von einer Elektrofachkraft durchgeführt oder unter Anleitung und Aufsicht einer Elektrofachkraft vorgenommen werden.
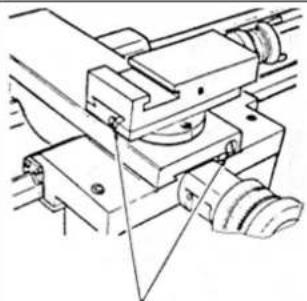
5.3 Sicherheitseinrichtungen
Die Maschine ist mit folgenden Sicherheitseinrichtungen ausgestattet:
 | Einen selbst verriegelnden Not-Halt Schalter am Spindelstock, um gefahrbringende Bewegungen jederzeit stoppen zu können. | |
 | Einen Drehfutterschutz (1) mit Positionsschalter. Die Maschine schaltet nur ein, wenn der Drehfutterschutz geschlossen ist. | |
 | Eine Schutzabdeckung am Spindelstock mit Positionsschalter (2). Die Maschine schaltet nur ein, wenn die Schutzabdeckung angebracht ist. | |
 | Eine Spiralfeder als Schutzabdeckung an der Leitspindel (verhindert das Einziehen von Kleidungsstücken) | |
 | Eine Überlastkupplung an der Zugspindel | |
5.4 Allgemeine Sicherheitshinweise
Zur Vermeidung von Fehlfunktionen, Schäden und gesundheitlichen Beeinträchtigungen sind bei Arbeiten mit der Maschine neben den allgemeinen Regeln für sicheres Arbeiten folgende Punkte zu berücksichtigen:
- Kontrollieren Sie die Maschine vor Inbetriebnahme auf Vollständigkeit und Funktion. Benutzen Sie die Maschine nur dann, wenn die für die Bearbeitung erforderlichen trennenden Schutzeinrichtungen und andere nicht trennende Schutzeinrichtungen angebracht sind, sich in gutem Betriebszustand befinden und richtig gewartet sind.
- Wählen Sie als Aufstellort einen ebenen, erschütterungsfreien, rutschfesten Untergrund.
- Sorgen Sie für ausreichend Platz rund um die Maschine!
- Sorgen Sie für ausreichende Lichtverhältnisse am Arbeitsplatz, um stroboskopische Effekte zu vermeiden.
• Achten Sie auf ein sauberes Arbeitsumfeld - Verwenden Sie nur einwandfreies Werkzeug, das frei von Rissen und anderen Fehlern (z.B. Deformationen) ist.
- Entfernen Sie Werkzeugschlüssel und anderes Einstellwerkzeug, bevor Sie die Maschine einschalten.
- Halten Sie den Bereich rund um die Maschine frei von Hindernissen (z.B. Staub, Späne, abgeschnittene Werkstückteile etc.).
• Überprüfen Sie die Verbindungen der Maschine vor jeder Verwendung auf ihre Festigkeit.
- Lassen Sie die laufende Maschine niemals unbeaufsichtigt. Schalten Sie die Maschine vor dem Verlassen des Arbeitsbereiches aus und sichern Sie sie gegen unbeabsichtigte bzw. unbefugte Wiederinbetriebnahme.
- Die Maschine darf nur von Personen betrieben, gewartet oder repariert werden, die mit ihr vertraut sind und die über die im Zuge dieser Arbeiten auftretenden Gefahren unterrichtet sind.
- Stellen Sie sicher, dass Unbefugte einen entsprechenden Sicherheitsabstand zum Gerät einhalten, und halten Sie insbesondere Kinder von der Maschine fern.
- Tragen Sie bei Arbeiten an der Maschine niemals lockeren Schmuck, weite Kleidung, Krawatten oder langes, offenes Haar.
• Verbergen Sie lange Haare unter einem Haarschutz.
- Tragen Sie eng anliegende Arbeitsschutzkleidung sowie geeignete Schutzausrüstung (Augenschutz, Staubmaske, Gehörschutz; Handschuhe nur beim Umgang mit Werkzeugen).
- Metallstaub kann chemische Stoffe beinhalten, die sich negativ auf die Gesundheit auswirken können. Führen Sie Arbeiten an der Maschine nur in gut durchlüfteten Räumen durch. Verwenden Sie gegebenenfalls eine geeignete Absauganlage.
- Falls Anschlüsse zur Staubabsaugung vorhanden sind, überzeugen Sie sich, dass diese ordnungsgemäß angeschlossen und funktionstüchtig sind.
- Arbeiten Sie immer mit Bedacht und der nötigen Vorsicht und wenden Sie auf keinen Fall übermäßige Gewalt an.
• Überbeanspruchen Sie die Maschine nicht!
- Setzen Sie die Maschine vor Einstell-, Umrüst-, Reinigungs-, Wartungs- oder Instandhaltungsarbeiten etc. still und trennen Sie sie von der Stromversorgung. Warten Sie vor der Aufnahme von Arbeiten an der Maschine den völligen Stillstand aller Werkzeuge bzw. Maschinenteile ab und sichern Sie die Maschine gegen unbeabsichtigtes Wiedereinschalten.
- Unterlassen Sie das Arbeiten an der Maschine bei Müdigkeit, Unkonzentriertheit bzw. unter Einfluss von Medikamenten, Alkohol oder Drogen!
- Verwenden Sie die Maschine nicht in Bereichen, in denen Dämpfe von Farben, Lösungsmitteln oder brennbaren Flüssigkeiten eine potenzielle Gefahr darstellen (Brand-bzw. Explosionsgefahr!).
5.5 Elektrische Sicherheit
- Achten Sie darauf, dass die Maschine geerdet ist.
- Verwenden Sie nur geeignete Verlängerungskabel.
• Vorschriftsmäßige Stecker und passende Steckdosen reduzieren die Stromschlaggefahr.
• Maschine nur über einen Fehlerstrom-Schutzschalter bedienen.
- Vor dem Anschließen der Maschine Hauptschalter in Position "0" drehen.
5.6 Spezielle Sicherheitshinweise für Drehmaschinen
- Spannen Sie das Werkstück fest ein, bevor Sie die Drehmaschine einschalten.
- Spannen Sie den Drehstahl auf die richtige Höhe und so kurz wie möglich ein.
• Das Tragen von Handschuhen ist beim Drehen nicht zulässig!
• Halten Sie ausreichend Abstand von allen drehenden Teilen.
• Schalten Sie die Drehmaschine aus, bevor Sie das Werkstück messen.
• Entfernen Sie den Spannschlüssel nach jedem Werkzeugwechsel aus dem Drehfutter.
- Entfernen Sie anfallende Späne niemals mit der Hand! Verwenden Sie dazu einen Späne-Haken, Gummiwischer, Handbesen oder Pinsel.
- Beachten Sie bei Verwendung von Kühlschmierstoffen die Herstellerangaben und verwenden Sie erforderlichenfalls ein Hautschutzmittel.
5.7 Gefahrenhinweise
Trotz bestimmungsmäßiger Verwendung bleiben bestimmte Restrisiken bestehen.
• Bildung eines Fließspans
- Dieser umschlingt den Unterarm und verursacht schwere Schnittverletzungen.
- Wegschleudern von Werkstücken oder Werkzeugen mit großer Geschwindigkeit.
- Werkstücke immer auf Eignung prüfen, sowie sicher und fest einspannen
- Längere Werkstücke über ein zusätzliches Gegenlager (z.B. Reitstock) einspannen und zentrieren
- Bei sehr langen Werkstücken, Lünetten verwenden
- Gefährdung durch Strom, bei Verwendung nicht ordnungsgemäßer Elektroanschlüssen.
• Stolpergefahr durch bodenseitige Versorgungsleitungen.
- Versorgungsleitungen und Kabel fachgerecht verlegen
- Nicht vermeidbare Stolperstellen gelb-schwarz markieren
Restrisiken können minimiert werden, wenn die „Sicherheitshinweise“ und die „Bestimmungsgemäße Verwendung“, sowie die Bedienungsanweisung insgesamt beachtet werden. Bedingt durch Aufbau und Konstruktion der Maschine können im Umgang mit den Maschinen Gefährdungssituationen auftreten, die in dieser Bedienungsanleitung wie folgt gekennzeichnet sind:
GEFAHR

Ein auf diese Art gestalteter Sicherheitshinweis weist auf eine unmittelbar gefährliche Situation hin, die zum Tod oder zu schweren Verletzungen führt, wenn sie nicht gemieden wird.
WARNUNG

Ein solcherart gestalteter Sicherheitshinweis weist auf eine möglicherweise gefährliche Situation hin, zu schweren Verletzungen oder sogar zum Tod führen kann, wenn sie nicht gemieden wird.
VORSICHT

Ein auf diese Weise gestalteter Sicherheitshinweis weist auf eine möglicherweise gefährliche Situation hin, die zu geringfügigen oder leichten Verletzungen führen kann, wenn sie nicht gemieden wird.
HINWEIS

Ein derartig gestalteter Sicherheitshinweis weist auf eine möglicherweise gefährliche Situation hin, die zu Sachschäden führen kann, wenn sie nicht gemieden wird.
Ungeachtet aller Sicherheitsvorschriften sind und bleiben ihr gesunder Hausverstand und ihre entsprechende technische Eignung/Ausbildung die wichtigsten Sicherheitsfaktoren bei der fehlerfreien Bedienung der Maschine. Sicheres Arbeiten hängt in erster Linie von Ihnen ab!
6 TRANSPORT
WARNUNG

Beschädigte oder nicht ausreichend tragfähige Hebezeuge und Lastanschlagmittel können schwere Verletzungen oder sogar den Tod nach sich ziehen. Prüfen Sie Hebezeuge und Lastanschlagmittel deshalb vor dem Einsatz auf ausreichende Tragfähigkeit und einwandfreien Zustand. Befestigen Sie die Lasten sorgfältig. Halten Sie sich niemals unter schwebenden Lasten auf!
Für einen ordnungsgemäßen Transport beachten Sie auch die Anweisungen und Angaben auf der Transportverpackung bezüglich Schwerpunkt, Anschlagstellen, Gewicht, einzusetzende Transportmittel sowie vorgeschriebene Transportlage etc.
Transportieren Sie die Maschine in der Verpackung zum Aufstellort. Zum Manövrieren der Maschine in der Verpackung kann z.B. ein Paletten-Hubwagen oder ein Gabelstapler mit entsprechender Hubkraft verwendet werden. Beachten Sie, dass sich die gewählten Hebeeinrichtungen (Kran, Stapler, Hubwagen, Lastanschlagmittel etc.) in einwandfreiem Zustand befinden. Das Hochheben und der Transport der Maschine darf nur durch qualifiziertes Personal, mit entsprechender Ausbildung für die verwendete Hebeeinrichtung, durchgeführt werden.
HINWEIS

Vermeiden Sie die Verwendung von Anschlagketten, da die Gefahr besteht die Zugspindel oder die Leitspindel zu beschädigen. Achten Sie darauf, dass Leitspindel, Zugspindel und Schaltwelle der Drehmaschine beim Anheben nicht durch die Hebeschlingen berührt werden. Maschine niemals an der Spindel anheben!
Zum Positionieren der Maschine am Aufstellort gehen Sie folgendermaßen vor:
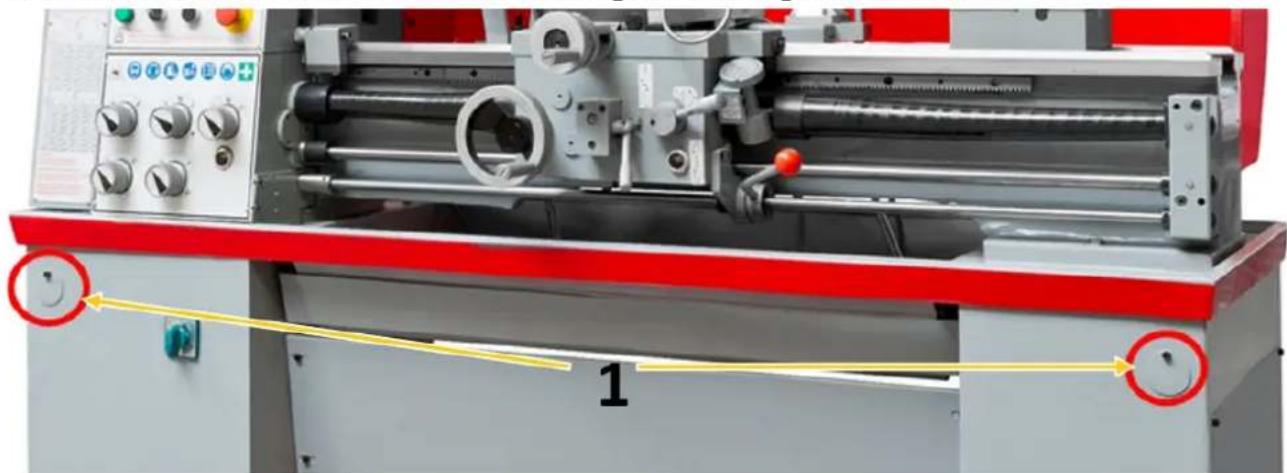
- Bereiten Sie zwei ausreichend starke Rundstahlstangen vor (Länge ca. 800 mm, ∅ ca. 35 mm).
- Führen Sie die Rundstahlstangen durch die vorbereiteten Löcher (1) im Maschinenuntergestell.
- Befestigen Sie an den vier Enden der beiden Rundstahlstangen jeweils eine Hebeschlinge
- Heben Sie die Maschine mit einer geeigneten Fördereinrichtung (z.B. Kran) an.
Zur Beachtung: Prüfen Sie vor dem Anheben, ob der Reitstock festgeklemmt ist. Achten Sie auf einen ausgeglichenen Lastanschlag. Falls erforderlich, verändern Sie die Position des Längsschlittens und/oder des Reitstocks, um einen ausgeglichenen Lastanschlag zu erhalten.
7 MONTAGE
7.1 Vorbereitende Tätigkeiten
7.1.1 Lieferumfang prüfen
Vermerken Sie sichtbare Transportschäden stets auf dem Lieferschein und überprüfen Sie die Maschine nach dem Auspacken umgehend auf Transportschäden bzw. auf fehlende oder beschädigte Teile. Melden Sie Beschädigungen der Maschine oder fehlende Teile umgehend Ihrem Händler bzw. der Spedition.
7.1.2 Reinigen und Abschmieren
Bevor Sie die Maschine am vorgesehenen Aufstellort montieren und in Betriebe nehmen, entfernen Sie sorgfältig den Anti-Korrosionsschutz bzw. Fettrückstände.
Keinesfalls sollten Sie zum Reinigen Nitroverdünnung oder andere Reinigungsmittel verwenden, die den Lack der Maschine angreifen könnten.
Ölen Sie blanke Maschinenteile (z.B. Maschinenbett, Reitstockpinole, Zugspindel) mit einem säurefreien Schmieröl.
7.1.3 Anforderungen an den Aufstellort
Platzieren Sie die Maschine auf einem soliden Untergrund. Ein Betonboden ist das beste Fundament für die Maschine. Falls nötig verwenden Sie ein Untergestell.
Der Raumbedarf der Maschine sowie die erforderliche Tragfähigkeit des Untergrundes resultieren aus den technischen Daten (Abmessungen, Gewicht) ihrer Maschine. Beachten Sie bei der Gestaltung des Arbeitsraumes um die Maschine die örtlichen Sicherheitsvorschriften.
Berücksichtigen Sie bei der Bemessung des erforderlichen Raumbedarfs, dass die Bedienung, Wartung und Instandsetzung der Maschine jederzeit ohne Einschränkungen möglich sein muss. Der gewählte Aufstellort muss einen passenden Anschluss an das elektrische Netz gewährleisten.
7.1.4 Verankerungsfreie Montage
HINWEIS

Der Einsatz von Maschinenfüßen (nicht im Lieferumfang enthalten) erleichtert das Nivellieren der Maschine und reduziert Vibrationen
Nachdem die Maschine auf dem dafür vorgesehenen Aufstellort in die gewünschte Position gebracht wurde, ist sie mittels der Druckschrauben in der Längs- und Querachse zu nivellieren.
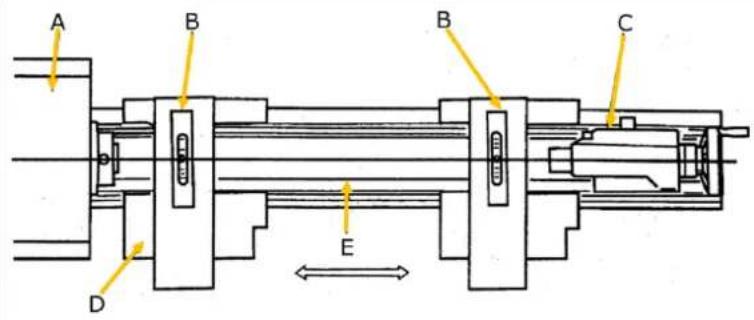
text_image
A B B C D EA ... Spindelstock;
B... Präzisionswaage;
C ... Reitstock;
D ... Sattel und Querschlitten
E ... Bettführung
text_image
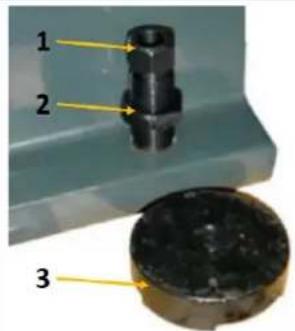
1 2 3- Setzen Sie die Stellscheibe (3) unter den Maschinenunterbau.
- Montieren Sie die Stellschrauben (1).
- Richten Sie die Drehmaschine mit einer Präzisionswasserwaage (Genauigkeit: 0,02 mm auf 1000 mm Länge) aus.
- Sichern Sie die Stellschrauben nach dem Nivellieren mit Kontermuttern (2) gegen verdrehen.
- Überprüfen Sie die Ausrichtung nach einigen Tagen der Maschine im Einsatz und justieren Sie ggfs. nach.
7.1.5 Verankerte Montage
HINWEIS

Eine ungenügende Steifigkeit des Untergrunds führt zur Überlagerung von Schwingungen zwischen der Maschine und dem Untergrund (Eigenfrequenz von Bauteilen). Bei ungenügender Steifigkeit des Gesamtsystems werden schnell kritische Drehzahlen erreicht, was zu schlechten Drehergebnissen führt.
Verwenden Sie die verankerte Montage um eine steife Verbindung mit dem Untergrund zu erreichen. Dadurch wird das Vibrationspotenzial reduziert. Die verankerte Montage ist immer dann sinnvoll, wenn Drehmesser bzw. Drehwerkzeuge mit HM Legierung verwendet und/oder große Teile bis zur Maximalkapazität der Maschine bearbeitet werden sollen.
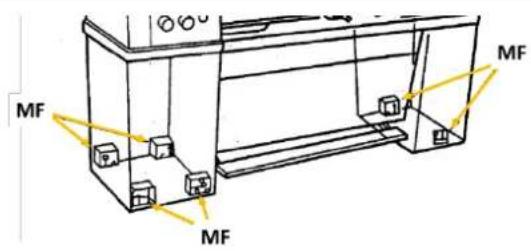
text_image
MF MF MF- Maschine auf die Ankerschrauben (MF) mit Stellscheibe (3) setzen.
- Danach die Maschine ausrichten und Schrauben (1) anziehen.
- Ausrichtung der Maschine nach dem Festziehen der Kontermuttern (2) erneut prüfen.
- Nivelliervorgang erforderlichenfalls wiederholen
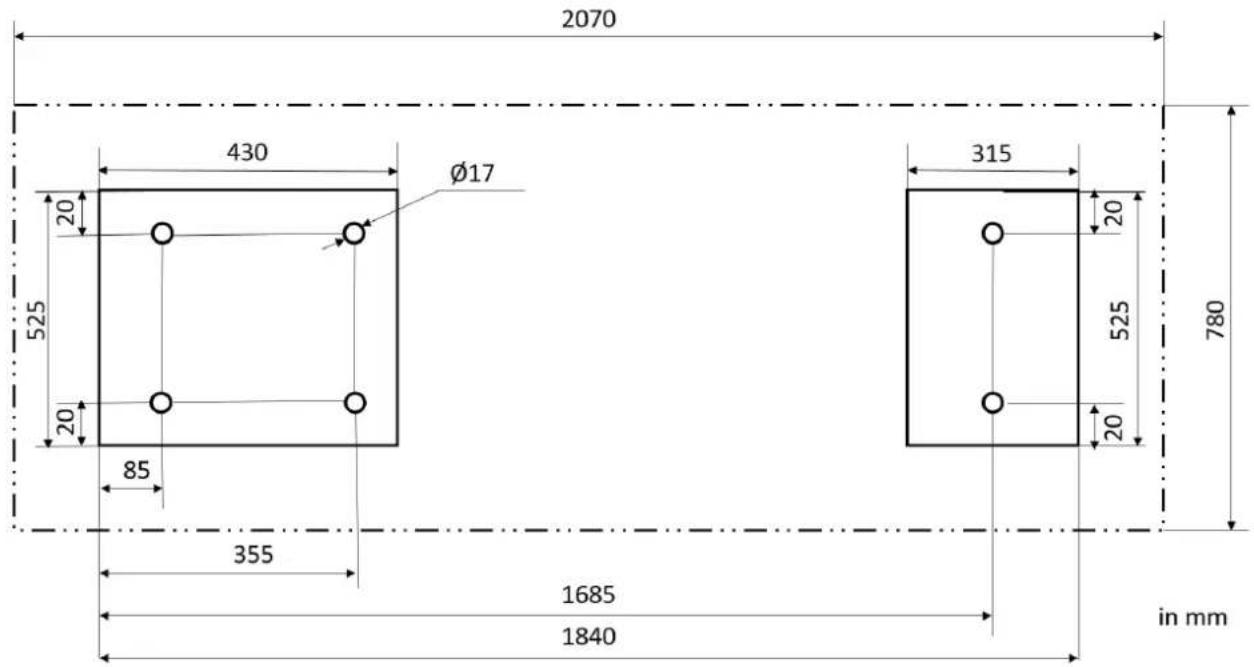
text_image
2070 430 Ø17 525 20 20 85 355 1685 1840 315 20 525 20 780 in mm7.1.6 Zusammenbau
Die Maschine kommt vormontiert, es sind die zum Transport abmontierten Anbauteile laut nachstehender Anleitung zu montieren und die elektrische Verbindung herzustellen.

Die Halterung für die digitale Positionsanzeige (DRO) oberhalb des Hauptschalters mit den 2 vorgesehenen Schrauben montieren.
Halterung an Querstrebe befestigen
Haltewinkel mit 4 Inbusschrauben und 4 Distanzscheiben an der DRO befestigen.
Mit Inbusschraube, Distanzscheiben und Mutter an der Querstrebe befestigen.
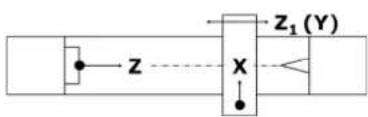
text_image
Z X Z₁(Y)
7.2 Maschineneinstellungen
7.2.1 Drehmaschine ausrichten/nivellieren
Nach Montage und Inbetriebnahme empfiehlt sich vor dem ersten Arbeitseinsatz eine Überprüfung der Maschinenausrichtung und -nivellierung. Um die Arbeitsgenauigkeit zu gewährleisten, sollten Ausrichtung und Nivellierung in der Folge in regelmäßigen Abständen wiederholt werden.
Verwenden Sie zum Nivellieren der Maschine eine Präzisions-Wasserwaage (gemäß DIN 877) mit einer Genauigkeit von 0,02 mm auf 1000 mm. Damit lässt sich die Horizontalität der Maschinenachse sowohl in Längs- als auch in Querrichtung hinreichend genau überprüfen.
Bei verankerter Montage: Ziehen Sie die Muttern der Ankerschrauben erst drei bis vier Tage nach dem Aushärten des Zementes vorsichtig und gleichmäßig an.
Wiederholen Sie die Überprüfung der Horizontalität einige Tage nach der Erstinbetriebnahme und in der Folge halbjährlich.
7.2.2 Sitz des Drehfutters überprüfen
HINWEIS

Verwenden Sie keine Grauguss-Futter. Verwenden Sie nur Drehfutter aus duktilem Gusseisen. Bevor Sie das Drehfutter demontieren, platzieren Sie zum Schutz der präzisionsgeschliffenen Oberflächen unter der Spindel ein stabiles Brett oder eine Drehfutter-Wiege.
HINWEIS

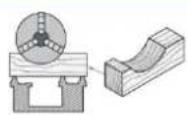
Wenn Sie ein Drehfutter oder eine Planscheibe montieren, stellen Sie zuerst sicher, dass die Haltenocken-Bolzen ordnungsgemäß fixiert sind. Andernfalls kann es sein, dass das Drehfutter/die Planscheibe später nie mehr entfernt werden kann, weil sich die die Haltenocken-Bolzen verdreht haben.

Drehfutter vorsichtig demontieren. Dazu die Haltenocken mit dem im Lieferumfang enthaltenen Spannschlüssel durch Drehen im Uhrzeigersinn (ca. ein Drittel Umdrehung) lösen und Drehfutter vorsichtig abnehmen. Überprüfen Sie die Haltenocken-Bolzen. Achten Sie darauf, dass sie während des Transports nicht beschädigt oder gebrochen sind. Reinigen Sie alle Teile gründlich. Reinigen Sie auch die Spindel und die Haltenocken selbst. Spindel, Haltenocken, Bolzen und Futterkörper mit einem geeigneten Maschinenöl leicht einölen.

Dann Drehfutter bis zur Spindelnase anheben und auf die Spindel drücken. Haltenocken-Bolzen durch Drehen der Haltenocken entgegen dem Uhrzeigersinn anziehen. Nach dem Anziehen sollte die Nockenverriegelungs-Linie an jedem Nocken zwischen den beiden V-Markierungen befinden – siehe Abbildung links. Wenn sich eine Nocke nicht innerhalb dieser Markierung befindet, entfernen Sie Drehfutter oder Planscheibe und passen Sie die Höhe des Haltenocken-Bolzens an – siehe nächste Abbildung.
text_image
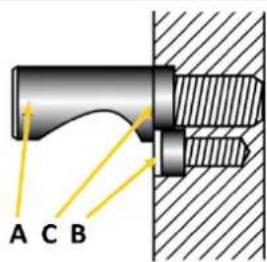
A C BDer Haltenocken-Bolzen ist in der Regel richtig eingestellt, wenn die in den Bolzen eingeritzte Markierung (C) mit der Rückseite des Drehfutters bündig ist.
Wenn die Nockenverriegelungs-Linie außerhalb der V-Markierungen liegt, stellen Sie die Höhe des betreffenden Haltenocken-Bolzens nach. Dazu müssen Sie die Halteschraube (B) zunächst lösen, den Haltenocken-Bolzen durch Ein- bzw. Ausdrehen um jeweils eine volle Umdrehung nachstellen und die Halteschraube anschließend wieder fest anziehen.

Wenn das Drehfutter (Spannmittel) korrekt befestigt ist, sollte auf Spindel und Spannmittel eine Referenzmarkierung angebracht werden, damit das Spannmittel immer in der gleichen Stellung gelöst und wieder befestigt werden kann, um einen optimalen Rundlauf zu gewährleisten. Wechseln Sie keine Drehfutter oder Planscheiben zwischen Drehmaschinen ohne Prüfung auf korrekte Nockenverriegelung.
7.2.3 Montage von Werkstückträgern
WARNUNG

Die max. Spindeldrehzahl der Maschine muss kleiner sein, als die max. zulässige Drehzahl des verwendeten Werkstückträgers.
Zentrierspitze

- Reinigen Sie den Innenkegel der Drehspindelaufnahme.
- Reinigen Sie den Morsekonus und den Kegel der Zentrierspitze.
- Drücken Sie die Zentrierspitze mit Morsekonus in den Innenkegel der Drehspindelaufnahme.
Planscheibe
- Prüfen Sie die Sitzflächen an der Drehspindelaufnahme und am zu montierenden Werkstückträger auf Sauberkeit und nicht beschädigte Aufnahmeflächen.
- Prüfen Sie, ob sich alle Spannbolzen in der Drehspindelaufnahme in geöffneter Stellung befinden.
- Heben Sie die Planscheibe auf die Drehspindelaufnahme.
- Befestigen Sie die Spannbolzen wie im Abschnitt „Sitz des Drehfutters überprüfen“ beschrieben
4-Backenfutter
HINWEIS

Der Absatz zur Zentrierung des 4-Backenfutters am Aufnahmeflansch wurde aus Gründen der Rundlaufgenauigkeit nicht endbearbeitet. Der Aufnahmeflansch muss dem 4-Backenfutter angepasst werden.
- Prüfen Sie die Sitzflächen an der Drehspindelaufnahme und am zu montierenden Flansch für das 4-Backenfutter auf Sauberkeit und nicht beschädigte Aufnahmeflächen.
- Prüfen Sie, ob sich alle Spannbolzen in der Drehspindelaufnahme in geöffneter Stellung befinden.
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
- Heben Sie das Flansch auf die Drehspindelaufnahme
- Befestigen Sie die Spannbolzen wie im Abschnitt „Sitz des Drehfutters überprüfen“ beschrieben.
- Passen Sie den Zentrierabsatz am Aufnahmeflansch im Plan- und Rundlauf dem 4- Backenfutter durch Abdrehen an.
7.2.4 Spindelstock justieren
Der Spindelstock (1) wurde werkseitig ausgerichtet. Sollte wider Erwarten eine Einstellung erforderlich sein, gehen Sie folgendermaßen vor:
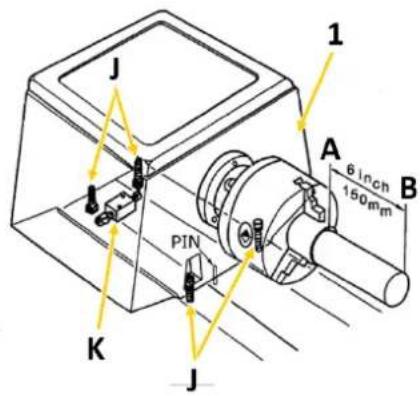
Spannen Sie ein Ende eines Stahlrohres mit einer Länge von 150 mm und einem Durchmesser von 50 mm in das Drefutter des Spindelstocks. Das andere Ende läuft frei. Tragen Sie nun mit einem scharfen Drehmeißel eine dünne Schicht ab. Die mit der Messuhr oder Schublehre gemessenen Werte an Punkt A und B müssen übereinstimmen. Ist dies nicht der Fall, müssen Sie zur Korrektur der Differenz die vier Spindelstock-Befestigungsschrauben (J) lösen (zwei befinden sich unterhalb des Spindelstocks) und mit Hilfe der Stellschraube (K) eine Neujustierung vornehmen. Drehen Sie anschließend die Befestigungsschrauben wieder fest und wiederholen Sie Drehung, Messung und Justierung so lange, bis die Messwerte übereinstimmen und die Maschine rund läuft.
7.2.5 Reitstock justieren
text_image
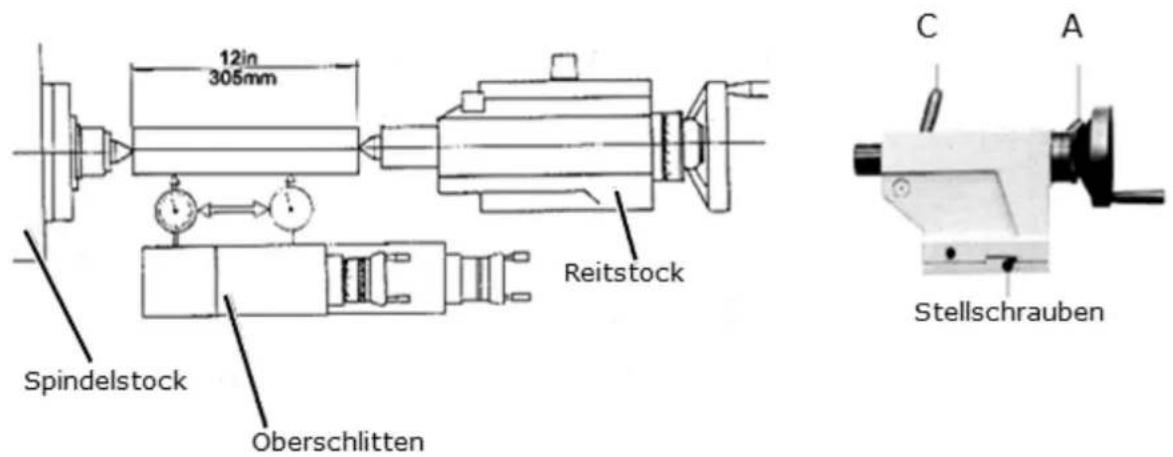
12in 305mm Reitstock Spindelstock Oberschlitten C A StellschraubenA ... Reitstock-Spannhebel; C ... Pinolen-Spannhebel;
Spannen Sie zum Justieren des Reitstocks ein geschliffenes Stahlrohr mit einer Länge von 305 mm zwischen Spindelstock- und Reitstockspitze (siehe Abbildung oben). Spannen Sie nun in den Werkzeughalter einen digitalen Tastmesser ein.
Führen Sie jetzt den Oberschlitten mit manuellem Vorschub (Handrad) entlang des Werkstückes. Zeigt die Messuhr dabei unterschiedliche Werte an, müssen Sie den Reitstock-Spannhebel (A) lösen und mit Hilfe der zwei Stellschrauben eine Neujustierung vornehmen. Wiederholen Sie den Vorgang so lange, bis beide Spitzen genau fluchten.
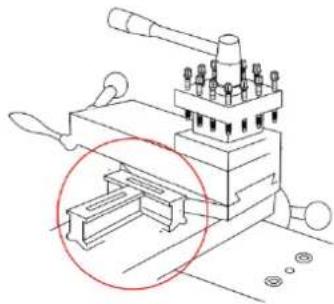
7.2.6 Gleitführungen justieren
Die Gleitführungen von Quer- und Oberschlitten sind mit abgeschrägten Führungsleisten-Stellschrauben ausgestattet (siehe Abbildung links), anhand derer sich jedes Spiel beseitigen lässt, das dort mit der Zeit auftreten kann.
Sorgen Sie dafür, dass die Gleitführungen vor ihrer Justierung gründlich gereinigt werden. Justieren Sie dann die Führungsleisten, indem Sie stets die hintere Führungsleisten-Stellschraube ein wenig lockern und gleichzeitig die vordere ein wenig anziehen. Achten Sie darauf, dass auf der ganzen Gleitführungsstrecke ein reibungsloser Lauf gewährleistet wird. Eine zu stramme Einstellung führt zu höherem Verschleiß und schwergängigem, ruckartigem Lauf.
7.2.7 Sichtprüfung
HINWEIS

Die Maschine wird mit Einlauföl ausgeliefert! Nach der Einlaufzeit (ca.100 Betriebsstunden) muss dieses Öl gewechselt werden. Nichtbeachtung kann zu schweren Schäden an der Maschine führen. Verwenden Sie für den laufenden Betrieb ein dickflüssiges Öl mit der Viskosität ISO 220 (z.B. GOE5L) oder ein vergleichbares SAE140 Öl!
HINWEIS


Schmiermittel sind giftig und dürfen nicht in die Umwelt gelangen! Beachten Sie die Herstellerhinweise, und kontaktieren Sie gegebenenfalls Ihre lokale Behörde für Informationen bezüglich ordnungsgemäßer Entsorgung.
Kontrollieren Sie die Schmierung folgender Teile und füllen Sie gegebenenfalls geeignetes Öl nach, bevor Sie die Maschine in Betrieb nehmen:
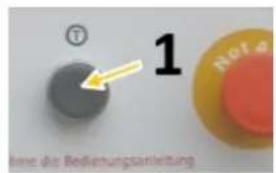
Spindelstock

Das Lager des Spindelstocks befindet sich in einem Ölbad. Stellen Sie sicher, dass der Ölstand die Markierung des Schauglases (1) stets erreicht. Kontrollieren Sie den Ölstand regelmäßig.
Erster Ölwechsel nach 100 Betriebsstunden, danach jährlich oder nach jeweils 1000 Betriebsstunden.
Siehe Wartung
Vorschubgetriebe

text_image
2Stellen Sie sicher, dass der Ölstand die Markierung des Schauglases (2) stets erreicht.
Erster Ölwechsel nach 100 Betriebsstunden, danach jährlich oder nach jeweils 1000 Betriebsstunden.
Siehe Wartung
Schlosskasten

Kontrollieren Sie den Ölstand regelmäßig mit Hilfe des Schauglases (3) an der Frontseite.
Erster Ölwechsel nach 100 Betriebsstunden, danach jährlich oder nach jeweils 1000 Betriebsstunden.
Siehe Wartung
Sonstige Teile
Schmierstellen finden Sie an der Antriebswelle, an Leit- und Zugspindel, am Plan- und Oberschlitten, an den Handrädern sowie am Reitstock. Schmieren Sie diese regelmäßig mit einer Fettpresse. Siehe Wartung
7.2.8 Kühlmittel einfüllen
HINWEIS


Kühlmittel sind giftig und dürfen nicht in die Umwelt gelangen! Beachten Sie die Herstellerhinweise, und kontaktieren Sie gegebenenfalls Ihre lokale Behörde für Informationen bezüglich ordnungsgemäßer Entsorgung. Das Betreiben der Pumpe ohne Kühlmittel im Behälter kann die Pumpe dauerhaft beschädigen
An der Werkzeugschneide entstehen durch die auftretende Reibungswärme hohe Temperaturen. Deshalb sollte das Werkzeug beim Drehen gekühlt werden. Durch die Kühlung mit einem geeigneten Kühlmittel erreichen Sie ein besseres Arbeitsergebnis und eine längere Standzeit des Drehmeißels. Füllen Sie daher Kühlmittel ein. Verwenden Sie als Kühlmittel eine wasserlösliche, umweltverträgliche Emulsion, die im Fachhandel erhältlich ist (z.B. KSM5L).

Der Kühlmittelbehälter befindet im rechten Standfuß der Maschine, unterhalb des Reitstockes. Die 4 Inbusschrauben lösen und Abdeckung entfernen.
Kontrollieren Sie das Kühlmittel in regelmäßigen Abständen. Achten Sie darauf,
• dass genügend Kühlmittel vorhanden ist,
- dass der Späne-Spiegel in der ersten Kammer nicht zu hoch ist und
- dass das Kühlmittel nicht ranzig oder verunreinigt ist.
Kühlmittel zuführen
- Vergewissern Sie sich, dass der Kühlmittelbehälter ordnungsgemäß gewartet und gefüllt ist.
- Positionieren Sie die Kühlmitteldüse wie gewünscht für Ihren Betrieb.
- Verwenden Sie den Schalter am Bedienfeld, um die Kühlmittelpumpe ein- bzw. auszuschalten.
- Regulieren Sie den Durchfluss des Kühlmittels mit Hilfe des Durchflussventils.
7.2.9 Funktionsprüfung
Prüfen Sie alle Spindeln auf Leichtgängigkeit!
7.3 Elektrischer Anschluss
WARNUNG

Gefährliche elektrische Spannung! Anschließen der Maschine sowie elektrische Prüfungen, Wartung und Reparatur dürfen nur durch fachlich geeignetes Personal oder unter Anleitung und Aufsicht einer Elektrofachkraft erfolgen!
- Funktionstüchtigkeit der Nullverbindung und der Schutzerdung prüfen
- Prüfen, ob die Speisespannung und die Stromfrequenz den Angaben der Maschine entsprechen
HINWEIS

Abweichung der Speisespannung und der Stromfrequenz
Eine Abweichung vom Wert der Speisespannung von ± 5% ist zulässig. Im Speisenetz der Maschine muss eine Kurzschlusssicherung vorhanden sein!
- Erforderlichen Querschnitt des Versorgungskabels (empfohlen wird die Verwendung eines Kabels Typ H07RN, wobei Maßnahmen zum Schutz gegen mechanische Beschädigung getroffen werden müssen) einer Strombelastbarkeitstabelle entnehmen.
HINWEIS

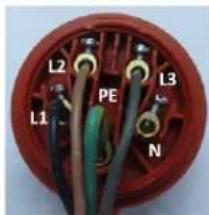
Mit Drehstrom betriebene Maschinen müssen immer mit mindestens 3 Phasen und einem Schutzleiter (PE) und je nach Maschinentyp mit einem N-Leiter angeschlossen sein. Überprüfen Sie unmittelbar nach dem Herstellen des elektrischen Anschlusses die korrekte Laufrichtung der Maschine! Das Drehfutter muss sich entgegen dem Uhrzeigersinn drehen, wenn der Schalthebel am Schlosskasten nach unten gelegt wurde. Gegebenenfalls müssen Sie zwei der drei Phasen (L1/L2 oder L1/L3) tauschen!
- Versorgungskabel an die entsprechenden Klemmen im Eingangskasten (L1, L2, L3, N (wenn vorhanden), PE) anschließen. Wenn ein CEE-Stecker vorhanden ist, erfolgt der Anschluss an das Netz durch eine entsprechend gespeiste CEE-Kupplung.
Steckeranschluss 400V:
5-adrig:
mit
N-Leiter

text_image
L2 PE L3 L1 N4-adrig:
ohne
N-Leiter
text_image
L2 PE L3 L1 N8 BETRIEB
8.1 Betriebshinweise
Schraubverbindungen prüfen
Überprüfen Sie sämtliche Schraubenverbindungen und ziehen Sie sie bei Bedarf nach.
Ölstände kontrollieren
Überprüfen Sie die Ölstände und füllen Sie bei Bedarf Öl nach.
Kühlmittel kontrollieren
Überprüfen Sie den Stand des Kühlmittels und füllen Sie bei Bedarf Kühlmittel nach.
8.2 Erstinbetriebnahme
HINWEIS

Schalten Sie niemals die Gänge der Maschine, während die Maschine in Betrieb ist, und vergewissern Sie sich, dass sowohl der Einrückhebel Gewindeschneiden (Schlossmutter) als auch der Einrückhebel Plan-Längsvorschub ausgerückt sind, bevor Sie die Maschine in Betrieb nehmen! Andernfalls kann der Schlitten in das Drehfutter oder den Reitstock vorgeschoben werden und schwere Schäden verursachen.
WARNUNG

Bevor Sie die Maschine starten, vergewissern Sie sich, dass Sie alle vorhergehenden Montage- und Einstellanweisungen durchgeführt haben, dass Sie die Anleitung gelesen haben und mit den verschiedenen Funktionen und Sicherheitsmerkmalen dieser Maschine vertraut sind. Die Nichtbeachtung dieser Warnung kann zu schweren Verletzungen oder sogar zum Tod führen!
Nach Abschluss der Montage testen Sie die Maschine, um sicherzustellen, dass sie ordnungsgemäß funktioniert und für den regulären Betrieb bereit ist. Dies erfolgt ohne eingespanntem Werkstück. Test wie nachfolgend beschrieben durchführen.
8.2.1 Testlauf durchführen
- Vergewissern Sie sich, dass Sie die Sicherheitshinweise in dieser Anleitung verstanden haben und dass alle anderen Montageschritte abgeschlossen sind.
- Stellen Sie sicher, dass die notwendigen Betriebsmittel (Getriebeöl, Kühlmittel etc.) aufgefüllt sind.
- Achten Sie darauf, dass das Drehfutter korrekt befestigt ist.
- Vergewissern Sie sich, dass alle beim Einrichten verwendeten Werkzeuge und Objekte von der Maschine entfernt sind.
- Lösen Sie den Einrückhebel Gewindeschneiden (Schlossmutter) (Q) und den Einrückhebel Plan-Längsvorschub (R)
- Stellen Sie sicher, dass die Kühlmittelpumpe (C) ausgeschaltet ist; richten Sie die Kühlmitteldüse in die Spänewanne der Maschine.
- Drehen Sie den Not-Halt Schalter (G) im Uhrzeigersinn, bis er herausspringt.
- Bewegen Sie den Vorschubrichtungshebel (A) in die ausgekuppelte Mittelstellung.
- Stellen Sie an der Maschine die niedrigste Drehzahl ein.
- Schließen Sie die Maschine an die Stromquelle an und schalten Sie dann den Hauptschalter in die Position EIN und den Motorstufen-Schalter in Position "I".
- Betätigen Sie den Schalthebel Drehrichtung (P), um die Maschine zu starten. Die Spindel dreht sich mit 45 min ^-1 . Bei richtiger Bedienung läuft die Maschine leichtgängig mit wenig oder gar keinem Vibrations- oder Reibegeräusch.
- Bewegen Sie den Schalthebel Drehrichtung (P) in die Mittelstellung und drücken Sie den Not-Halt Schalter (G).
- Ohne den Not-Halt Schalter zurückzusetzen, bewegen Sie den Schalthebel Drehrichtung nach unten. Die Maschine darf nicht starten.
Ist das der Fall, ist die Sicherheitsfunktion des Not-Halt Schalters gewährleistet. Fahren Sie mit dem nächsten Schritt fort.
Startet die Maschine hingegen bei eingedrücktem Not-Halt Schalter, trennen Sie sofort die Stromversorgung der Maschine. Der Not-Halt Schalter funktioniert nicht ordnungsgemäß. Kontaktieren Sie in diesem Fall den Kundendienst. - Drehen Sie den Not-Halt Schalter im Uhrzeigersinn, bis er herausspringt.
- Vergewissern Sie sich, dass die Betriebskontrollleuchte (B) funktioniert.
- Stellen Sie sicher, dass die Kühlmitteldüse in Richtung Spänewanne zeigt, drehen Sie dann den Schalter der Kühlmittelpumpe und öffnen Sie das Düsenventil. Nachdem Sie überprüft
haben, dass das Kühlmittel aus der Düse fließt, schalten Sie den Schalter für das Kühlmittel aus.
- Starten Sie die Spindel und betätigen Sie dann die Fußbremse. Die Stromversorgung des Motors sollte unterbrochen werden und die Spindel sollte sofort zum Stillstand kommen.
Das Einfahren soll mit der niedrigsten Spindelgeschwindigkeit durchgeführt werden. Lassen Sie die Maschine mit dieser Geschwindigkeit ungefähr für 1 Stunde laufen. Achten Sie dabei auf Auffälligkeiten und/oder Unregelmäßigkeiten, wie zum Beispiel ungewöhnliche Geräusche, Unwuchten etc. Ist alles in Ordnung, erhöhen Sie allmählich die Geschwindigkeit. Die höchsten Drehzahlen, dürfen erst nach 10 Betriebsstunden gefahren werden.
Treten während des Testlaufs ungewöhnliche Geräusche oder Vibrationen auf, stellen Sie die Maschine sofort ab und lesen Sie den Abschnitt Fehlerbehebung. Finden Sie dort keine Abhilfe, wenden Sie sich an Ihren Händler bzw. an den Kundendienst.
8.3 Bedienung
8.3.1 Bediensymbole
 | Motorstufen-Schalter0: AUSI: Stufe 1II: Stufe 2 |  | KühlmittelpumpeGrün: EinRot: Aus |
 | Schlossmutter geöffnet |  | Schlossmutter geschlossen |
 | Metrisches Gewinde |  | Zoll-Gewinde |
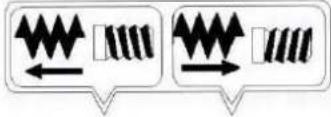 | Rechtsgewinde und Längsvorschub zur Spindelstockseite (linke Abbildung) | ||
| Linksgewinde und Längsvorschub zur Reitstockseite (rechte Abbildung) | |||
 | Längsvorschub eingerastet (oben)Beide Vorschübe ausgekuppelt (mitte)Quervorschub eingerastet (unten) | 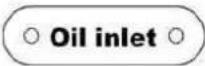 | Öleinlass |
 | Geschwindigkeit bzw. Drehrichtung nicht im laufenden Betrieb ändern! | ||
 | Elektrische Spannung | [6770] | Momentlauf-Taster |
| [A038] | Betriebs-Kontrollleuchte | [Y42H] | Not-Halt -Schalter |
8.3.2 Maschine einschalten
HINWEIS

Beachten Sie, dass sich die Maschine nur starten lässt, wenn der Not Halt Schalter entriegelt, der Drehfutterschutz geschlossen und alle Positionsschalter aktiv sind.



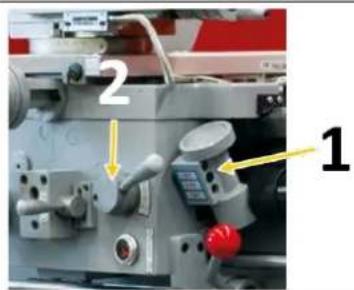
Um die Maschine einzuschalten, drehen Sie den Hauptschalter (1) auf "ON" und den Motorstufen-Schalter (2) in Position "I" oder "II". Der Hauptschalter der Maschine befindet sich auf der Rückseite des Spindelstocks. Nach dem Einschalten leuchtet die Betriebskontrollleuchte permanent.
In Gang gesetzt wird die Maschine durch Betätigen des Schalthebels Drehrichtung (3).
8.3.3 Momentlauf-Taster
text_image
1 Note Eine die BedienungsanleitungFür die komfortable Änderung der Hauptspindeldrehzahl, die Bestätigung der Vorschubgeschwindigkeit sowie die Zentrierung von Objekten ist die Maschine mit einem Momentlauf-Taster (1) ausgestattet. Wird der Taster gedrückt, dreht sich die Hauptspindel nach vorne und stoppt, sobald Sie den Taster wieder los lassen.
8.3.4 Fußbremse

Bei Betätigung der Fußbremse wird der Antrieb deaktiviert und die Spindel abgebremst.
In Gang gesetzt wird die Maschine wieder durch Betätigen des Schalthebels Drehrichtung.
- Mittelstellung 2. Drehrichtung auswählen
8.4 Spindeldrehzahl und Drehrichtung einstellen
HINWEIS


Verändern Sie die Drehrichtung / die Drehzahl niemals, so lange der Motor / die Spindel nicht völlig still steht! Ein Wechsel der Drehrichtung / der Drehzahl während des Betriebs kann zur Zerstörung von Bauteilen führen.
Die richtige Spindeldrehzahl ist wichtig für sichere und zufriedenstellende Ergebnisse sowie für die Maximierung der Werkzeugstandzeit.
Um die Spindeldrehzahl richtig einzustellen, müssen Sie folgendes tun:
• Die optimale Spindeldrehzahl für die jeweilige Bearbeitungsaufgabe festlegen und
- die Maschinensteuerung so einstellen, dass die benötigte Spindeldrehzahl auch tatsächlich erreicht wird.
8.4.1 Hauptspindelgeschwindigkeit einstellen
Die Spindeldrehzahl wird durch die beiden Steuerhebel am Spindelstock und durch den Motorstufenschalter (27) festgelegt.
Wenn der Motorstufenschalter auf Position "I" steht, stehen die niedrigeren Drehzahlen zur Verfügung. Steht der Motorstufenschalter auf Position "II", stehen die höheren Drehzahlen zur Verfügung.
Insgesamt stehen zwölf Geschwindigkeiten zur Auswahl:
| Spindeldrehzahl (min ^-1 ) |  |  | |||
| H L | H L | H L | H L | ||
 | 180 | 1000 | 360 | 2000 | |
 | 65 350 130 700 | ||||
 | 45 | 245 | 90 | 490 | |
Verwenden Sie den Momentlauftaster, um das Einrasten in die einzelnen Schaltstellungen zu erleichtern.
8.4.2 Drehrichtung

Mit dem Schalthebel Drehrichtung (1) wird die Maschine geschalten.
Legen Sie den Schalter nach unten, läuft das Drehfutter entgegen dem Uhrzeigersinn.
Legen Sie den Schalter nach oben, läuft das Drehfutter im Uhrzeigersinn.
8.4.3 Laufender Betrieb
Benutzen Sie nur von Holzmann Maschinen empfohlene Drehfutter.
Die maximale Spindelgeschwindigkeit für die Planscheibe mit Durchmesser ∅ 320 mm darf 1255 min ^-1 nicht überschreiten.
Wenn Gewindeschneiden oder automatischer Vorschub nicht im Gebrauch ist, muss sich der Wahlhebel Vorschubrichtung in neutraler Stellung befinden, um die Abkoppelung der Leitspindel und der Zugspindel zu sichern. Um unnötige Abnutzung zu vermeiden, darf die Gewindeuhr nicht mit der Leitspindel verbunden sein.
8.5 Gewinde und Vorschübe
8.5.1 Wechselrädergetriebe
Das Wechselrädergetriebe ist zur optimalen Anpassung an die jeweiligen Anforderungen beim Gewindeschneiden entsprechend der Datenskala einzustellen. Eine große Zahl von Vorschüben
und die meisten Gewindesteigungen lassen sich mit den werkseitig montierten Wechselrädern einstellen. Für spezielle Vorschübe oder Gewindesteigungen müssen die erforderlichen Wechselräder gewechselt werden.
WARNUNG

Maschine vor Austausch oder Positionsveränderung der Wechselräder ausschalten und gegen unbefugte bzw. unbeabsichtigte Wiederinbetriebnahme sichern.
Die Wechselräder für den Vorschub sind auf einer Wechselradschere bzw. direkt an der Leitspindel und dem Vorschubgetriebe befestigt.
Um das gewünschte Gewinde entsprechend der Tabelle zu erhalten, müssen vorab die entsprechenden Zahnräderkombinationen montiert werden:
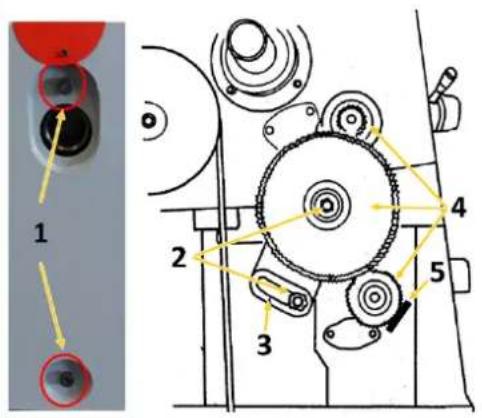
text_image
1 2 3 4 5- Maschine von der Spannungsquelle trennen und gegen unbeabsichtigte Wiederinbetriebnahme sichern.
- Schrauben (1) der Abdeckung links am Spindelstock lösen und Abdeckung abnehmen.
- Sechskantmuttern (2) und Inbusschraube (5) lösen und Drehaufnahme (3) wegstellen.
- Zahnräder (4) entsprechend Vorschub- bzw. Gewindetabelle wechseln.
- Drehaufnahme so positionieren, dass das große Zahnrad mit den kleineren Zahnrädern ineinander greift. Dann Sechskantmuttern wieder anziehen. Achten Sie darauf, dass zwischen den Zahnrädern ein Spiel von 0,005 – 0,007 mm vorhanden ist. Eine zu enge Einstellung der Zahnräder führt zu übermäßigem Lärm und erhöhtem Verschleiß.
- Abdeckung wieder montieren (auf Positionsschalter achten!) und Maschine wieder mit der Spannungsquelle verbinden.
8.5.2 Manueller Vorschub

- Der manuelle Vorschub des Längsschlittens erfolgt mittels Handrad (1).
- Der manuelle Vorschub des Querschlittens erfolgt mittels Handrad (2).
- Der manuelle Vorschub des Oberschlittens erfolgt mittels Handrad (3).
8.5.3 Automatischer Vorschub
HINWEIS


Warten Sie den völligen Stillstand der Maschine ab, ehe Sie Änderungen an den Schaltstellungen der Wahlhebel vornehmen. Falls erforderlich verwenden Sie den Momentlauftaster, um das Einrücken eines Hebels zu unterstützen.
Die Zugspindel wird über den Wahlhebel Vorschubrichtung (A) am Spindelstock eingeschaltet und damit die Vorschubrichtung bestimmt.
Legen Sie den Wahlhebel entsprechend der Symbolik nach links oder rechts.
Über die Vorschub-Wahlschalter (D, H, I) stellen Sie den gewünschten Vorschub oder die Gewindesteigung ein.
Die wählbaren Vorschubgeschwindigkeiten für den Längsvorschub reichen von 0,02 bis 0,85 mm/U.
Die wählbaren
Vorschubgeschwindigkeiten für den Quervorschub reichen von 0,005 bis 0,22 mm/U.
Verwenden Sie die Tabellen seitlich an der Einhausung des Wechselgetriebes zur Unterstützung, um die gewünschte Vorschubgeschwindigkeit einzustellen.
LEVER = Wählschalter
T = Zähnezahl; z.B. 60T
Plan – oder Längsvorschub:
Einrückhebel (R)

8.5.4 Gewindeschneiden
Die Maschine kann zum Schneiden von metrischen oder Zollgewinden verwendet werden. Mit dem Wahlhebel Vorschubrichtung (A) am Spindelstock können Sie die Drehrichtung für das Gewindeschneiden (Links-/Rechtsgewinde) festlegen. Die Steigung können Sie mit den Vorschub-Wahlschaltern festlegen. Einrückhebel Gewindeschneiden (Schlossmutter) (Q) muss während des Gewindeschneidvorganges immer geschlossen sein.
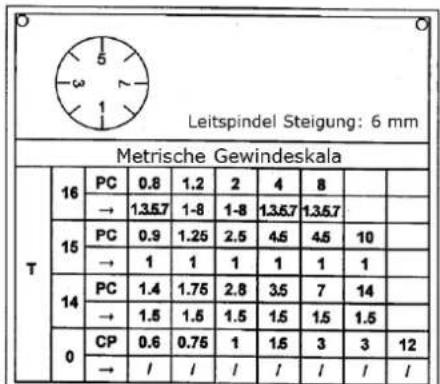
8.5.5 Gewindesteigungstabelle / Längsvorschub für metrische Gewinde
Die metrischen Gewinde reichen von 0,8 bis 14,0 mm, 36 Stufen sind verfügbar.
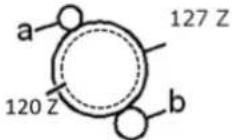
[IMAGE]  Spindelsteigung 6 mm Spindelsteigung 6 mm | ||||||||||
| Wechselrad a-Zähnezahl- | 56 | 60 | 60 | 40 | 60 | 60 | 40 | 60 | 56 | |
| Wechselrad b-Zähnezahl- | 60 | 60 | 60 | 80 | 60 | 60 | 80 | 60 | 63 | |
| Wahlschalter Vorschub | 4 | 1 | 3 | 4 | 1 | 3 | 1 | 3 | 3 | |
| R | R | S | T | V | R | T | V | V | ||
| A | D | 14.0 | 12.0 | 11.2 | 10.0 | 9.6 | 9.0 | 8.0 | 7.2 | 6.4 |
| B | D | 7.0 | 6.0 | 5.6 | 5.0 | 4.8 | 4.5 | 4.0 | 3.6 | 3.2 |
| A | C | 3.5 | 3.0 | 2.8 | 3.5 | 2.4 | 2.25 | 2.0 | 1.8 | 1.6 |
| B | C | 1.75 | 1.5 | 1.4 | 1.75 | 1.2 | 1.12 | 1.0 | 0.9 | 0.8 |
8.5.6 Gewindesteigungstabelle / Längsvorschub für Zoll-Gewinde
Zollgewinde reichen von 2 bis 28 TPI, 30 Stufen sind verfügbar.
  Spindelsteigung 6 mm Spindelsteigung 6 mm | |||||||||
| Wechselrad a-Zähnezahl- | 60 | 60 | 60 | 60 | 60 | 56 | 60 | 60 | |
| Wechselrad b-Zähnezahl- | 60 | 54 | 57 | 60 | 66 | 54 | 78 | 63 | |
| Wahlschalter Vorschub | 4 | 1 | 1 | 1 | 1 | 2 | 1 | 3 | |
| V | V | V | V | V | V | V | V | ||
| A | D | 2 | 214 | 212 | 234 | 3 | 314 | 312 | |
| B | D | 4 | 412 | 5 | 512 | 6 | 612 | 7 | |
| A | C | 8 | 9 | 912 | 10 | 11 | 12 | 13 | 14 |
| B | C | 16 | 18 | 19 | 20 | 22 | 24 | 26 | 28 |
8.5.7 Gewindeuhr (zur Wiederaufnahme der Steigung)
HINWEIS

Rasten Sie die Schlossmutter nicht ein, wenn sich die Leitspindel mit mehr als 200 Umdrehungen pro Minute dreht oder wenn die Schlittenverriegelung arretiert ist, andernfalls kann es zu Schäden an den Lagern oder zum Bruch des Scherstifts der Spindel kommen!
text_image
2 1Für das Schneiden metrischer Gewinde kann auch die Gewindeuhr (1) verwendet werden. Die Gewindeuhr (zur Wiederaufnahme der Steigung) befindet sich rechts am Schlosskasten.
Die Gewindeuhr übernimmt eine wichtige Funktion. Sie zeigt den richtigen Moment an, in dem der » Einrückhebel Gewindeschneiden (Schlossmutter)« (2) eingekuppelt werden muss, so dass das Werkzeug bei jedem Schritt wieder den gleichen Gewindegang aufnimmt.
Auf dem unteren Ende der Gewindeuhrwelle befinden sich mehrere Zähnräder mit unterschiedlicher Zähnezahl, um metrischer Gewinde mit unterschiedlichen Gewindesteigungen drehen zu können. Die vertikale Position der Gewindeuhr wird je nach Bedarf verändert, so dass das für die gewünschte Gewindesteigung gewählte Zahnrad mit der Leitspindel eingreift.
text_image
Leitspindel Steigung: 6 mm Metrische Gewindeskala T 16 PC 0.8 1.2 2 4 8 → 13.57 1-8 1-8 13.57 13.57 15 PC 0.9 1.25 2.5 4.5 4.5 10 → 1 1 1 1 1 1 14 PC 1.4 1.75 2.8 3.5 7 14 → 1.5 1.5 1.5 1.5 1.5 1.5 0 CP 0.6 0.75 1 1.5 3 3 12 → / / / / / / / /Auf der Skalenscheibe der Gewindeuhr sind die nummerierten Striche 1, 3, 5 und 7 aufgezeichnet. Dazwischen befinden sich Striche ohne Nummerierung, so genannte Halbstriche. Wenn die Leitspindel eingekuppelt ist, dreht sich die Skalenscheibe. Auf dem Gehäuse der Gewindeuhr befindet sich nur eine Strichmarkierung (feststehender Strich). Die seitlich an der Einhausung des Wechselgetriebes angebrachte Tabelle (siehe Abbildung links) zeigt neben der Steigung die Auswahl und die Kupplungsfolge der Striche auf der sich drehenden Skalenscheibe mit dem feststehenden Strich an. Die Zahlen in der Zeile „→“ beziehen sich auf die Bezifferung der Teilstriche auf der Gewindeuhr. Kuppeln Sie zum Gewindeschneiden die Schlossmutter auf der Höhe der entsprechenden Nummer ein, die in der Tabelle angegeben ist.
8.6 Werkzeughalter
Die Hauptfunktion des Werkzeughalters besteht in der Befestigung des Werkzeugs. Falls nötig, kann der Werkzeughalter auch mehr als ein Werkzeug aufnehmen (maximal 4).
Achten Sie beim Einsetzen des Werkzeugs darauf, dass der Schneidkopf des Werkzeugs in Richtung der Rotationsachse des Werkstücks zeigt.
Werkzeug einspannen:
VORSICHT

Vor jeglichem Werkzeugwechsel von Hand die Spindeln stillsetzen, den Stillstand aller Werkzeuge abwarten und Maschine vor dem Werkzeugwechsel gegen unbeabsichtigte Wiederinbetriebnahme sichern!
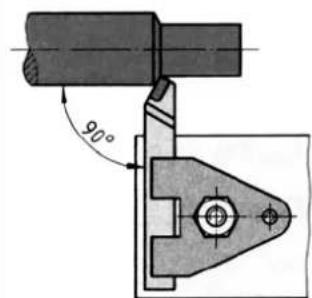
text_image
90°Spannen Sie den Drehmeißel in den Werkzeughalter.
Der Drehmeißel muss möglichst kurz und fest eingespannt sein, um die während der Spanbildung auftretende Schnittkraft gut und zuverlässig aufnehmen zu können.
Achten Sie auch darauf, den Drehmeißel rechtwinkelig zur Drehachse einzuspannen (siehe Bild links). Bei schrägem Einspannen kann der Drehmeißel in das Werkstück hineingezogen werden.
Richten Sie den Drehmeißel in der Höhe aus. Verwenden Sie den Reitstock mit Zentrierspitze, um die erforderliche Höhe zu ermitteln. Falls erforderlich legen Sie Stahlunterlagen unter den Drehmeißel, um die notwendige Höhe zu erhalten.
| Die Drehmeißel-Schneide muss beim Plandrehen genau auf Spitzenhöhe eingestellt sein, damit eine zapfenfreie Stirnfläche entsteht. Durch Plandrehen werden ebene Flächen erzeugt, die rechtwinklig zur Werkstück-Drehachse liegen. Dabei unterscheidet man zwischen Quer-Plandrehen, Quer-Abstechdrehen und Längs-Plandrehen. |
 | Wenn der Werkzeughalter gedreht werden muss, öffnen Sie den Klemmhebel durch Drehen gegen den Uhrzeigersinn. Drehen Sie den Werkzeughalter in die gewünschte Position und stellen Sie ihn anschließend durch Drehen des Klemmhebels im Uhrzeigersinn wieder fest. |
8.7 Montage von Lünetten
 | Verwenden Sie die mitlaufende bzw. die feststehende Lünette zum Abstützen langer Drehteile, wenn die Schnittkraft des Drehmeißels ein Durchbiegen des Drehteiles erwarten lässt. |
8.8 Reitstock
 | Der Reitstock dient als Gegenlager beim Drehen zwischen den Spitzen sowie zur Aufnahme von Bohr-, Senk- und Reibwerkzeugen. Er wird auf den Wangen des Maschinenbettes geführt und kann an jeder beliebigen Stelle durch einen Klemmhebel (2) festgeklemmt werden.Der Reitstock ist mit einer Endlagen-Stoppschraube (1) im Maschinenbett (Gussbett) gesichert, um ein unbeabsichtigtes herausschieben des Reitstockes zu verhindern (siehe Bild links). |
 | Die Reitstockpinole (1) ist durch eine Gewindespindel und ein Handrad (3) verschiebbar und kann mit einem Klemmhebel (2) festgeklemmt werden. Ein Innenkegel in der Pinole nimmt die Zentrierspitze, ein Bohrfutter oder Werkzeuge mit kegeligem Schaft auf.• Spannen Sie in die Reitstockpinole Ihr erforderliches Werkzeug ein.→ Verwenden Sie zum Ein- und/oder Nachstellen die Skala auf der Pinole.• Klemmen Sie die Pinole mit dem Klemmhebel fest.→ Mit dem Handrad fahren Sie die Pinole ein und aus. |
8.8.1 Querversetzen des Reitstockes
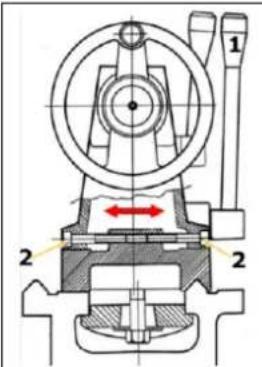
Das Querversetzen des Reitstockes wird beim Drehen langer, kegeliger Körper benötigt.
Lösen Sie dazu den Reitstock-Klemmhebel (1) und die Einstellschrauben (2) links und rechts am Reitstock.
Der gewünschte Querversatz kann mit Hilfe der, auf der Rückseite des Reitstockes angebrachten Skala, eingestellt werden.
Klemmhebel und Einstellschrauben abschließend wieder festziehen.
8.9 Bettbrücke
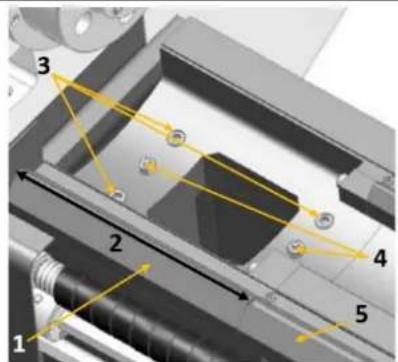
text_image
1 2 3 4 5Der Drehdurchmesser kann durch Herausnahme der Bettbrücke (1) vergrößert werden. Max. Drehdurchmesser ohne Brücke und Länge der Bettbrücke (2) entnehmen Sie aus den Technischen Daten. Die max. Drehlänge ist abhängig von der verwendeten Werkzeugaufnahme.
- Längsanschlag (wenn vorhanden) zuerst auf die rechte Seite des Maschinenbettes (5) platzieren.
- Lösen Sie zuerst die Befestigungsschrauben (3), und ziehen Sie dann die Passstifte heraus (4)
- Gehen Sie in umgekehrter Reihenfolge bei der Wiedermontage vor.
8.10 Allgemeine Arbeitshinweise
WARNUNG

Spannen Sie keine Werkstücke ein, die über dem zulässigen Spannbereich der Werkstückaufnahmen, Drehfutter etc. liegen. Die Spannkraft eines Drehfutters ist bei Überschreiten des Spannbereichs zu gering. Die Spannbacken können sich lösen.
VORSICHT

Prüfen Sie regelmäßig den geschlossen Zustand der Spannbolzen.
Die Werkstücke müssen vor der Bearbeitung sicher und fest auf der Maschine eingespannt werden. Die Spannkraft sollte dabei so bemessen sein, dass die Mitnahme des Werkstücks sicher gewährleistet ist, aber keine Beschädigung oder Verformung des Werkstücks auftritt.
Werkstück einspannen
- Trennen Sie die Maschine vom Netz.
- Platzieren Sie zum Schutz der präzisionsgeschliffenen Oberflächen unter der Spindel ein stabiles Brett oder eine Drehfutter-Wiege.
- Setzen Sie den Futterschlüssel in eine Scrollnut ein und drehen Sie ihn gegen den Uhrzeigersinn, um die Backen zu öffnen, bis das Werkstück flach auf der Spannfläche bzw. gleichmäßig auf den Backenstufen liegt oder in das Futterloch und durch die Spindelbohrung passt.
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
- Schließen Sie die Backen, bis sie leichten Kontakt mit dem Werkstück haben.
- Drehen Sie das Drehfutter von Hand, um sicherzustellen, dass das Werkstück gleichmäßig von allen drei Backen gehalten wird und auf dem Drehfutter zentriert ist.
Wenn das Werkstück nicht zentriert ist, lösen Sie die Backen und richten Sie das Werkstück neu aus. Ziehen Sie die Backen wieder fest und wiederholen Sie Schritt 5. Wenn das Werkstück zentriert ist, ziehen Sie die Backen vollständig an.
8.10.1 3-Backenfutter
Das mit Ihrer Maschine mitgelieferte 3-Backenfutter ist ein Scroll-Futter, d.h. alle drei Backen bewegen sich gleichmäßig, wenn der Futterschlüssel gedreht wird. Diese Backenkonfiguration wird verwendet, um konzentrische Werkstücke zu halten, die mit gleichem Druck von allen drei Backen zentriert werden. Im Lieferumfang ist auch ein Satz Umkehr-Aufsatzbacken enthalten, der zusätzliche Werkstückkonfigurationen ermöglicht.
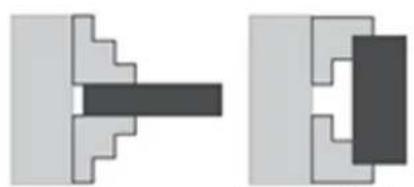
Aufspannen an der Innenfläche

Aufspannen an der Außenfläche
Beide Backensätze können ein Werkstück sowohl auf der Innen- als auch auf der Außenseite aufnehmen – siehe Abbildung links.
Unabhängig davon, wie Sie die Backen konfigurieren, achten Sie darauf, dass das Werkstück fest im Backenfutter eingespannt ist.
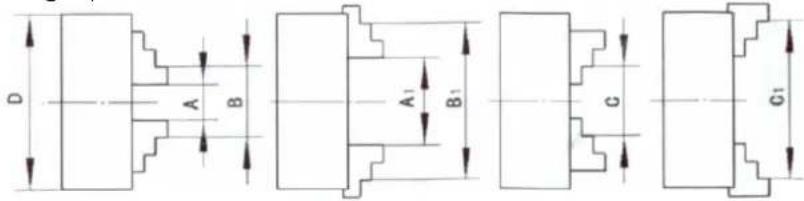
text_image
D A B A₁ B₃ C C₁| ∅ D | A - A1 | B - B1 | C - C1 |
| 200 mm | 4 - 120 mm | 50 - 220 mm | 60 - 230 mm |
8.10.2 4-Backenfutter
WARNUNG

Verwenden Sie das 4-Backenfutter nur für Dreh-Operationen bei geringer Geschwindigkeit. Wird das 4-Backenfutter bei mittlerer oder hoher Geschwindigkeit eingesetzt, entsteht so gut wie immer eine Unwucht, und der Bediener oder Umstehende laufen Gefahr, von einem ausgeworfenen Werkstück getroffen zu werden.
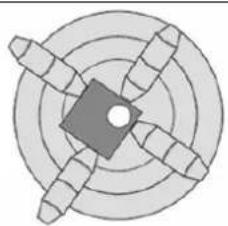
Das 4-Backenfutter verfügt über unabhängig voneinander verstellbare Backen. Dadurch können nicht-zylindrische Teile zum Plandrehen oder Bohren gehalten und in die Spindelmittellinie gebracht werden. Ein weiterer Vorteil ist, dass der Großteil der Werkstücke außerhalb der Spindelrotationsachse positioniert werden kann, z.B. wenn eine Bohrung oder Stufe an einer Außenkante in ein Werkstück geschnitten werden muss. Für einen optimalen Griff bei nicht-zylindrisch geformten Werkstücken kann ein oder können mehrere Backen auch um 180° gedreht werden, um mehr Fläche zum Spannen zu gewinnen.
8.10.3 Planscheibe
WARNUNG

Verwenden Sie bei Einsatz der Planscheibe stets mindestens drei unabhängige Spannvorrichtungen. Unzureichendes Spannen kann dazu führen, dass das Werkstück während des Betriebs weggeschleudert wird!
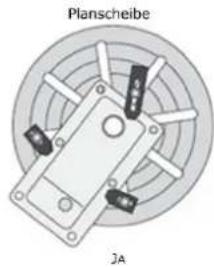
text_image
Planscheibe JA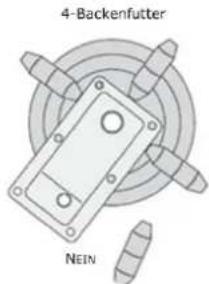
text_image
4-Backenfutter NEINDie Planscheibe hat mehrere Schlitze für T-Nutenschrauben, die Spannmittel aufnehmen können. Montieren Sie die Planscheibe immer dann, wenn Sie der Meinung sind, dass das 3- oder 4-Backenfutter das Werkstück nicht sicher genug halten kann – siehe Abbildung links.
Planscheibe montieren
- Die Maschine vom Netz trennen!
- Setzen Sie eine feststehende Reitstockspitze in den Reitstock ein, schieben Sie den Reitstock bis zur Planscheibe und arretieren Sie den Reitstock in Position.
- Platzieren Sie das Werkstück auf der Planscheibe, drehen Sie die Reitstockpinole so, dass die feststehende Reitstockspitze das Werkstück berührt.
- Arretieren Sie die Pinole, wenn genügend Druck ausgeübt wird, um das Werkstück zu halten. Je nach Werkstück kann unter Umständen eine zusätzliche Unterstützung erforderlich sein.
- Spannen Sie das Werkstück an mindestens drei Stellen, die so weit wie möglich gleichmäßig voneinander entfernt liegen, ein – siehe Abbildung oben.
- Überprüfen Sie nochmals alle Sicherheitsvorkehrungen und das Drehspiel.
- Schieben Sie den Reitstock vom Werkstück weg und montieren Sie die erforderlichen Reitstockwerkzeuge zum Bohren oder Ausbohren oder positionieren Sie den Meißel zum Drehen.
8.10.4 Langdrehen
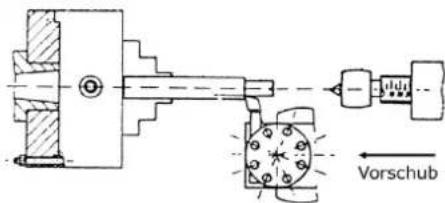
text_image
VorschubBeim Langdrehen wird der Drehmeißel parallel zur Drehachse bewegt. Der Vorschub erfolgt entweder manuell durch Drehen des Handrades am Längsschlitten oder am Oberschlitten bzw. durch Einschalten des selbsttätigen Vorschubs. Die Zustellung für die Spantiefe erfolgt über den Querschlitten.
8.10.5 Plandrehen und Einstiche
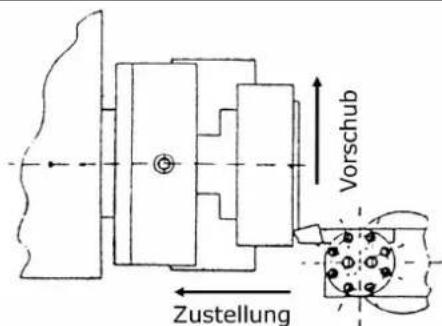
text_image
Vorschub ZustellungBeim Plandrehen wird der Drehmeißel rechtwinkelig zur Drehachse bewegt. Der Vorschub erfolgt manuell mit dem Handrad des Querschlittens. Die Zustellung der Spantiefe erfolgt durch den Oberschlitten oder Längsschlitten.
8.10.6 Fixieren des Längsschlittens

text_image
FeststellschraubeDie beim Plandrehen oder bei Einstech- bzw. Abstecharbeiten auftretende Schnittkraft kann zum Verschieben des Längsschlittens führen. Befestigen Sie deshalb den Längsschlitten mit der Feststellschraube.
8.10.7 Drehen zwischen Spitzen
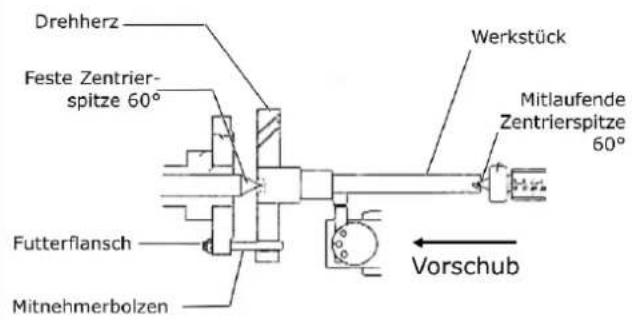
text_image
Drehherz Feste Zentrier- spitze 60° Futterflansch Mitnehmerbolzen Werkstück Mitlaufende Zentrierspitze 60° VorschubWerkstücke, von denen eine hohe Rundlaufgenauigkeit gefordert wird, werden zwischen den Spitzen bearbeitet. Zur Aufnahme wird in beide plangedrehten Stirnseiten des Werkstücks eine Zentrierbohrung gebohrt. Das Drehherz wird auf das Werkstück aufgespannt. Der Mitnehmerbolzen, der in das Futterflansch eingeschraubt ist, überträgt das Drehmoment auf das Dreh-Herz. Die feste Zentrierspitze sitzt in der Zentrierbohrung des Werkstücks auf der Spindelkopfseite. Die mitlaufende Zentrierspitze sitzt in der Zentrierbohrung des Werkstücks auf der Reitstockseite.
8.10.8 Drehen kurzer Kegel mit dem Oberschlitten
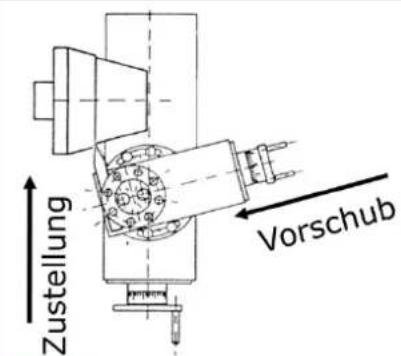
text_image
Zustellung VorschubDas Drehen kurzer Kegel erfolgt von Hand mit dem Oberschlitten. Der Oberschlitten wird dem gewünschten Winkel entsprechend geschwenkt. Die Zustellung erfolgt mit dem Querschlitten:

-
Lösen Sie die beiden Klemmschrauben vorne und hinten am Oberschlitten.
-
Drehen Sie den Oberschlitten in die gewünschte Position.
-
Klemmen Sie den Oberschlitten wieder fest.
8.10.9 Gewindedrehen
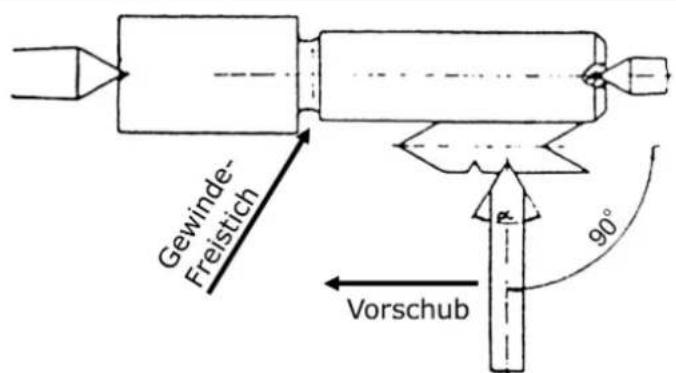
text_image
Gewinde- Freistich Vorschub 90°Das Gewindedrehen oder Gewindeschneiden erfordert vom Bediener gute Drehkenntnisse und ausreichend Erfahrung.
Siehe folgend ein erklärendes Beispiel.
Beispiel Außengewinde:
- Der Werkstückdurchmesser muss auf den Durchmesser des gewünschten Gewindes abgedreht sein.
- Das Werkstück benötigt am Gewindebeginn eine Fase und am Gewindeauslauf einen Freistich.
• Die Drehzahl muss möglichst gering sein. - Der Gewindedrehmeißel muss der Gewindeform genau entsprechen, absolut rechtwinkelig und genau auf Drehmitte eingespannt sein.
- Der Einrückhebel Gewindeschneiden muss während des gesamten Gewindeschneidvorgangs geschlossen bleiben. Ausgenommen sind die Gewindesteigungen die mit der Gewindeschneiduhr durchgeführt werden können.
- Das Gewinde wird in mehreren Schneidvorgängen angefertigt, so dass der Drehmeißel am Ende eines Schneidvorganges vollständig (mit dem Querschlitten) aus dem Gewinde herausgedreht werden muss.
- Der Rückweg wird mit geschlossener Schlossmutter und nicht im Eingriff befindlichem Gewindedrehmeißel durch Betätigen des "Schalthebels Drehrichtung" ausgeführt.
- Schalten Sie die Maschine aus, und stellen Sie den Gewindedrehmeißel in kleinen Spantiefen mit dem Querschlitten erneut zu.
- Stellen Sie den Oberschlitten vor jedem Durchlauf um ca. 0,2 bis 0,3 mm jeweils abwechselnd nach links und rechts, um ein Freischneiden des Gewindes zu erreichen. Der Gewindedrehmeißel schneidet dadurch bei jedem Durchlauf nur auf einer Gewindeflanke. Führen Sie erst kurz vor dem Erreichen der vollen Gewindetiefe kein Freischneiden mehr durch.
9 REINIGUNG
HINWEIS

Falsche Reinigungsmittel können den Lack der Maschine angreifen. Verwenden Sie zum Reinigen keine Lösungsmittel, Nitroverdünnung oder andere Reinigungsmittel, die den Lack der Maschine beschädigen könnten. Beachten Sie die Angaben und Hinweise des Reinigungsmittelherstellers!
Bereiten Sie die Oberflächen auf und schmieren Sie die blanken Maschinenteile mit einem säurefreien Schmieröl ein.
In weiterer Folge ist regelmäßige Reinigung Voraussetzung für den sicheren Betrieb der Maschine sowie eine lange Lebensdauer derselben. Reinigen Sie das Gerät deshalb nach jedem Einsatz von Spänen und Schmutzpartikeln.
10 WARTUNG
WARNUNG

Gefahr durch elektrische Spannung! Das Hantieren an der Maschine bei aufrechter Spannungsversorgung kann zu schweren Verletzungen oder zum Tod führen. Maschine vor Wartungs- bzw. Instandhaltungsarbeiten stets von der Spannungsversorgung trennen und gegen unbeabsichtigtes Wiedereinschalten sichern!
Die Maschine ist wartungsarm und nur wenige Teile müssen gewartet werden. Ungeachtet dessen sind Störungen oder Defekte, die geeignet sind, die Sicherheit des Benutzers zu beeinträchtigen, umgehend zu beseitigen!
- Vergewissern Sie sich vor jeder Inbetriebnahme vom einwandfreien Zustand und ordnungsgemäßen Funktionieren der Sicherheitseinrichtungen.
- Kontrollieren Sie sämtliche Verbindungen zumindest wöchentlich auf festen Sitz.
- Überprüfen Sie regelmäßig den einwandfreien und lesbaren Zustand der Warn- und Sicherheitsaufkleber der Maschine.
• Verwenden Sie nur einwandfreies und geeignetes Werkzeug - Verwenden Sie ausschließlich vom Hersteller empfohlene Originalersatzteile
10.1 Instandhaltungs- und Wartungsplan
Art und Grad des Maschinen-Verschleißes hängen in hohem Maß von den Betriebsbedingungen ab. Die nachfolgend angeführten Intervalle gelten bei Verwendung der Maschine innerhalb der festgelegten Grenzen:
| Intervall | Komponente | Maßnahme |
| Jeweils vor Arbeitsbeginn bzw. nach jeder Wartung oder Instandhaltung | Führungsbahnen einölen | |
| Wechselräder mit einem Fett leicht abschmieren | ||
| Camlock Spannbolzen Drehspindelaufnahme | Befestigung kontrollieren | |
| Vorschubgetriebe Schlosskasten Spindelstock | Sichtkontrolle der Ölstände (via Schauglas) | |
| Wöchentlich | Leitspindel Zugspindel Reitstock | alle Schmiernippel und Öler mit Maschinenöl abschmieren bzw. befüllen |
| Oberschlitten Querschlitten Längsschlitten | alle Schmiernippel und Öler mit Maschinenöl abschmieren bzw. befüllen | |
| Jährlich oder nach jeweils 1000 Betriebsstunden | Vorschubgetriebe Öl wechseln | |
| Schlosskasten Öl wechseln | ||
| Spindelstock Öl wechseln | ||
| bei Bedarf | Kühlmittel nachfüllen | |
| Führungsbahnen Nachstellen der Keilleisten | ||
| Spindelstock | Keilriemen kontrollieren und gegebenenfalls spannen |
10.1.1 Nachstellen der Keilleisten

text_image
Nachstellschraube Bettschlitten Nachstellschraube Planschlitten Nachstellschraube OberschlittenEin zu großes Spiel der Führungsbahnen kann durch Nachstellen der Keilleisten verringert werden. Zum Nachstellen Drehen Sie die Nachstellschraube im Uhrzeigersinn. Die Keilleiste wird dadurch nach hinten geschoben und verringert das Spiel der jeweiligen Führungsbahn.
10.1.2 Sichtkontrolle der Ölstände
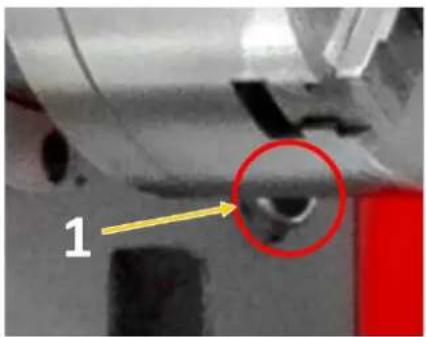
Überprüfen Sie jeweils vor Arbeitsbeginn bzw. nach jeder Wartung und Instandsetzung die Ölstände von Spindelstock (1), Vorschubgetriebe (2) und Schlosskasten (3). Der Ölstand muss mindestens bis zur Mitte bzw. bis zur obersten Markierung reichen.
10.1.3 Ölwechsel Spindelstock, Vorschubgetriebe und Schlosskasten
HINWEIS


Schmiermittel sind giftig und dürfen nicht in die Umwelt gelangen. Verwenden Sie beim Wechsel geeignete Auffangbehälter mit ausreichendem Volumen! Beachten Sie die Hinweise der Hersteller, und kontaktieren Sie gegebenenfalls Ihre lokale Behörde für weitere Informationen bezüglich der ordnungsgemäßen Entsorgung.
Versorgen Sie Getriebe mit Getriebeöl (empfohlen für ISO 12925-1 CKD, DIN51517 Teil 3 CLP, US Steel 224, AGMA 9005-E02) mit einer Viskosität von 220.
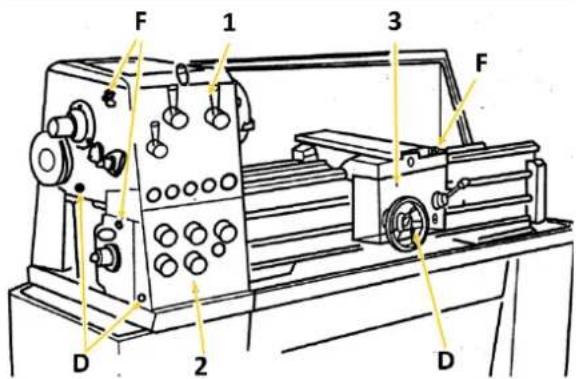
text_image
F 1 3 F D 2 DSpindelstock (1)
Das Lager des Spindelstocks befindet sich in einem Ölbad. Stellen Sie sicher, dass der Ölstand die Markierung des Schauglases stets erreicht. Entfernen Sie die Abdeckung seitlich links. Um das Öl zu wechseln, lassen Sie das Öl durch Entfernen der Ablassschraube (D) auslaufen. Um das Öl wieder nachzufüllen, füllen Sie das Öl in die Einfüllöffnung (F). Montieren Sie die Abdeckung wieder. Kontrollieren Sie den Ölstand regelmäßig.
Erster Ölwechsel (Einlauföl) nach 100 Betriebsstunden, danach jährlich oder nach jeweils 1000 Betriebsstunden.
Vorschubgetriebe (2)
Stellen Sie sicher, dass der Ölstand die Markierung des Schauglases stets erreicht. Entfernen Sie die Abdeckung seitlich links. Um das Öl zu wechseln, lassen Sie das Öl durch Entfernen der Ablassschraube (D) auslaufen. Um das Öl wieder nachzufüllen, füllen Sie das Öl in die Einfüllöffnung (F). Montieren Sie die Abdeckung wieder. Kontrollieren Sie den Ölstand regelmäßig. Erster Ölwechsel (Einlauföl) nach 100 Betriebsstunden, danach jährlich oder nach jeweils 1000 Betriebsstunden.
Schlosskasten (3)
Das Öl muss bis zur Markierung im Ölschauglas reichen. Um das Öl zu wechseln, lassen Sie das Öl durch Entfernen der Ablassschraube (D) auslaufen. Um das Öl wieder nachzufüllen, füllen Sie das Öl in die Einfüllöffnung (F). Kontrollieren Sie den Ölstand regelmäßig. Erster Ölwechsel (Einlauföl) nach 100 Betriebsstunden, danach jährlich oder nach jeweils 1000 Betriebsstunden.
10.1.4 Sonstige Schmierstellen
Zahnräder
Schmieren Sie die Zahnräder mit einem schweren, nicht schleudernden Fett. Achten Sie darauf, dass kein Fett auf Riemenscheiben oder Riemen gelangt!
Schmiernippel und Öler
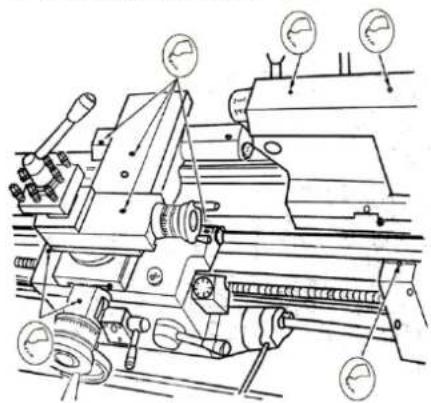
Schmiernippel bzw. Öler an Leit- und Zugspindel, am Reitstock sowie an Plan- und Oberschlitten wöchentlich mit Maschinenöl abschmieren bzw. befüllen.
10.1.5 Kühlmittel-System überprüfen und reinigen
HINWEIS


Kühlmittel sind giftig und dürfen nicht in die Umwelt gelangen! Beachten Sie die Herstellerhinweise, und kontaktieren Sie gegebenenfalls Ihre lokale Behörde für Informationen bezüglich ordnungsgemäßer Entsorgung.
Kühlmittel-System überprüfen
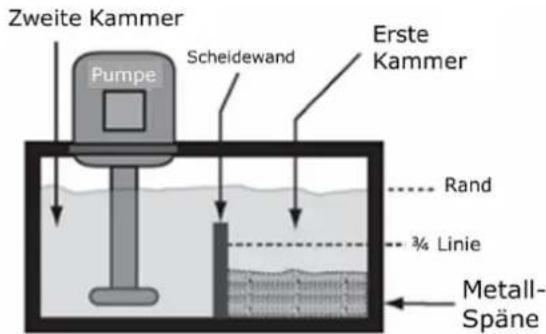
text_image
Zweite Kammer Pumpe Scheidewand Erste Kammer Rand 3/4 Linie Metall- Späne-
Öffnen Sie die Abdeckung zum Pumpenraum/Kühlmittelbehälter.
-
Überprüfen Sie den Füllstand des Kühlmittels im Tank. Die Flüssigkeit sollte etwa einen Zentimeter unter der Oberkante des Tanks liegen.
-
Überprüfen Sie den Füllstand der Metallspäne in der ersten Kammer. Wenn die Späne 3/4 der Höhe der Scheidewand erreicht haben, dann entfernen Sie die Späne.
-
Überprüfen Sie die Qualität des Kühlmittels gemäß den Angaben des Herstellers und ersetzen Sie sie wie empfohlen.
Kühlmittel-System reinigen
- Entleeren Sie allfällige noch in der Kühlmitteldüse enthaltene Kühlmittelreste in den Ablaufbehälter.
- Heben Sie die Tankbaugruppe aus der Verankerung.
- Entfernen Sie alle Metallspäne und verbliebenes Kühlmittel und reinigen Sie den Tank.
- Reinigen Sie das Ansaugsieb an der Pumpe.
- Montieren Sie den Kühlmitteltank wieder an seinem angestammten Platz.
- Füllen Sie den Behälter mit frischem Kühlmittel.
- Montieren Sie die Abdeckung zum Pumpenraum ordnungsgemäß.
10.1.6 Keilriemen wechseln
HINWEIS

Tauschen Sie Keilriemen niemals einzeln sondern nur im kompletten Satz aus!

- Öffnen Sie die Schrauben der Schutzabdeckungen und entfernen Sie diese.
- Lösen Sie die Stellmutter (1) an der Motorhalterung und verringern Sie die Keilriemenspannung.
- Lösen Sie nun die Inbusschraube (2) und entfernen Sie die Riemenscheibe.
- Wechseln Sie die Keilriemen und bringen Sie den Riemen auf Spannung.
→ Die Spannung stimmt, wenn sich ein einzelner Keilriemen mit dem Daumen nur noch max. 5 mm durchdrücken lässt.
■ Ziehen Sie die Stellmuttern wieder fest. - Schutzabdeckung wieder montieren (auf Positionsschalter achten!)
10.1.7 Backen auswechseln
Zum Auswechseln der Backen müssen Sie das Drehfutter mit dem Futterschlüssel öffnen. In vollständig geöffneter Stellung können die Backen dann einzeln nacheinander herausgenommen werden.

Beim Einsetzen der Aufsatzbacken ist folgendes zu beachten:
• Die Gewindesegmente (2) der Backen sind, wie in der Abbildung dargestellt, abgestuft.
- Zusätzlich sind Sie zur Kennzeichnung (1) der tatsächlichen Steigung im Drehfutter von 1 bis 3 durchnummeriert.
Achten Sie deshalb darauf, die Backen in der richtigen Reihenfolge zu montieren:
- Ordnen Sie die Backen wie in der Abbildung oben dargestellt an und setzen Sie sie in dieser Reihenfolge im Uhrzeigersinn in die Schlitze des Drehfutters ein.
- Halten Sie die Backen und spannen Sie sie mit dem Futterschlüssel ein.
- Schließen Sie das Drehfutter vollständig und überprüfen Sie, ob die Backen in der Mitte aufeinandertreffen.
Sollte eine Backe nicht richtig sitzen, öffnen Sie das Drehfutter, drücken Sie fest auf die Backe und drehen Sie den Futterschlüssel, bis sich die Backe in der richtigen Position befindet. Überprüfen Sie erneut, ob die Backen in der Mitte aufeinander treffen.
10.1.8 Überlastkupplung an der Zugspindel nachjustieren
HINWEIS

Ziehen Sie die Stellschraube der Überlastkupplung niemals vollständig über die in diesem Verfahren beschriebene normale Einstellung hinaus an. Schwere Getriebeschäden könnte die Folge sein.
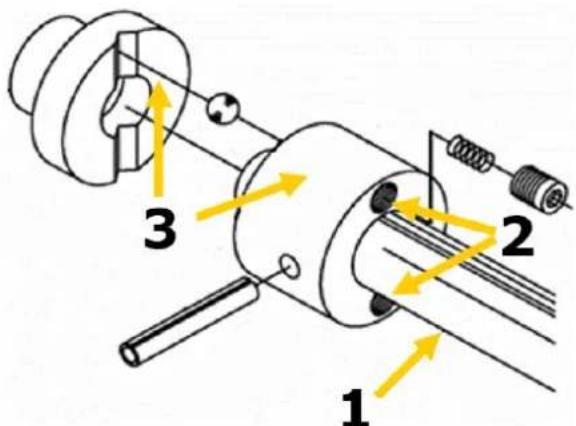
text_image
1 2 3Die Drehmaschine ist mit einer Zugspindel (1) - Überlastkupplung (3) ausgestattet, die die Antriebsnabe mittels eines Satzes federbelasteter Innenkugeln mit der Zugspindel verbindet. Diese Kupplung trägt dazu bei, den Schlosskasten vor Überlastung bzw. die Maschine vor Beschädigung zu schützen. Die Zugspindel-Kupplung ist werkseitig eingestellt, und wenn nur dann nachgestellt werden, wenn ein Problem vorliegt.
Zum Rutschen der Kupplung kommt es zum Beispiel, wenn der Weg von Längs- oder Querschlitten behindert wird, wenn das Werkzeug gegen eine Werkstückschulter kollidiert, wenn die Schlittenverriegelung bei eingerücktem
Vorschubwählhebel linksseitig betätigt wird oder wenn ein zu tiefer Schnitt vorgenommen wird.
Zum Einstellen der Kupplung:
Die Maschine vom Netz trennen! – Rutscht die Kupplung bei normaler Arbeitsbelastung und besteht kein Problem mit dem Zuführsystem, muss der Kupplungsfederdruck erhöht werden. Dazu die beiden Stellschrauben (2) eine Achtel Umdrehung anziehen und Kupplung erneut auf Verrutschen überprüfen.
Wenn die Kupplung aus irgendeinem Grund klemmt oder festsitzt und nicht rutscht, wenn sie sollte, muss der Druck der Kupplungsfeder reduziert werden. Dazu die beiden Stellschrauben (2) um eine Achtel Umdrehung lösen und anschließend erneut auf Schlupf prüfen.
11 LAGERUNG
HINWEIS

Bei unsachgemäßer Lagerung können wichtige Bauteile beschädigt und zerstört werden. Lagern Sie verpackte oder bereits ausgepackten Teile nur unter den vorgesehenen Umgebungsbedingungen!
Lagern Sie die Maschine bei Nichtgebrauch an einem trockenen, frostsichereren und versperrbaren Ort um einerseits der Entstehung von Rost entgegenzuwirken, und um andererseits sicherzustellen, dass Unbefugte und insbesondere Kinder keinen Zugang zur Maschine haben.
12 ENTSORGUNG

Beachten Sie die nationalen Abfallbeseitigungs-Vorschriften. Entsorgen Sie die Maschine, Maschinenkomponenten oder Betriebsmittel niemals im Restmüll. Kontaktieren Sie gegebenenfalls Ihre lokalen Behörden für Informationen bezüglich der verfügbaren Entsorgungsmöglichkeiten.
Wenn Sie bei Ihrem Fachhändler eine neue Maschine oder ein gleichwertiges Gerät kaufen, ist dieser in bestimmten Ländern verpflichtet, Ihre alte Maschine fachgerecht zu entsorgen.
13 FEHLERBEHEBUNG
WARNUNG

Gefahr durch elektrische Spannung! Das Manipulieren an der Maschine bei aufrechter Spannungsversorgung kann zu schweren Verletzungen oder zum Tod führen. Trennen Sie die Maschine vor der Durchführung von Arbeiten zur Fehlerbehebung daher zunächst immer von der Stromversorgung und sichern Sie sie gegen unbeabsichtigte Wiederinbetriebnahme!
Viele mögliche Fehlerquellen können bei ordnungsgemäßem Anschluss der Maschine an das Stromnetz bereits im Vorfeld ausgeschlossen werden.
Sollten sie sich außer Stande sehen, erforderliche Reparaturen ordnungsgemäß durchzuführen und/oder besitzen sie die vorgeschriebene Ausbildung dafür nicht, ziehen sie immer einen Fachmann zum Beheben des Problems hinzu.
| Fehler | mögliche Ursache | Behebung |
| Maschine startet nicht | Maschine ist nicht angeschlossenSicherung oder Schütz kaputtKabel beschädigtSicherheitseinrichtung nicht verriegelt | Alle elektr. Steckverbindungen überprüfenSicherung wechseln, Schütz aktivierenKabel erneuernSpindelschutz / Getriebeabdeckung kontrollieren |
| Maschine kommt nicht auf Geschwindigkeit | Verlängerungskabel zu langMotor nicht für bestehende Spannung geeignetschwaches Stromnetz | Austausch auf passendes Verlängerungskabelsiehe Schaltdosenabdeckung für korrekte VerdrahtungKontaktieren Sie den Elektrofachmann |
| Maschine vibriert stark | Steht auf unebenen BodenMotorbefestigung ist lose | Neu einrichtenBefestigungsschrauben anziehen |
| Drehmeißel hat eine kurze Standzeit | Harte GusshautZu hohe SchnittgeschwindigkeitZu große ZustellungZu wenig Kühlung | Gusshaut vorher brechenSchnittgeschwindigkeit niedriger wählenGeringere Zustellung (Schlichtzugabe nicht über 0,5 mm)Mehr Kühlung |
| Schneide bricht aus | Keilwinkel zu klein (Wärmestaubildung)Schleifrisse durch falsches KühlenZu großes Spiel in der Spindellagerung (Schwingungen treten auf) | Keilwinkel größer wählenGleichmäßig kühlenSpiel in der Spindellagerung nachstellen. Falls erforderlich Kegelrollenlager austauschen. |
| Gedrehtes Gewinde ist Falsch | Gewindedrehmeißel ist falsch eingespannt oder falsch angeschliffenFalsche SteigungFalscher Durchmesser | Drehmeißel auf Mitte einstellenWinkel richtig schleifenRichtige Steigung einstellenWerkstück auf genauen Durchmesser vordrehen |
14 PREFACE (EN)
Dear customer!
HOLZMANN MASCHINEN GmbH
4170 Haslach, Marktplatz 4 AUSTRIA
Tel +43 7289 71562 - 0
info@holzmann-maschinen.at
15 SAFETY
text_image
① 1 NOTE 4 Eine die BedienungsanleitungHOLZMANN MASCHINEN GmbH
4170 Haslach, Marktplatz 4 AUSTRIA
Tél. +43 7289 71562 - 0
info@holzmann-maschinen.at
25 SÉCURITÉ
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
text_image
1 Hene die BedienungsanleitungHOLZMANN MASCHINEN GmbH
4170 Haslach, Marktplatz 4 AUSTRIA
Tel +43 7289 71562 - 0
info@holzmann-maschinen.at
35 SEGURANÇA
text_image
⑰ 1 Nicht Eine die BedienungsanleitungHOLZMANN MASCHINEN GmbH
4170 Haslach, Marktplatz 4
AUSTRIA
Tel +43 7289 71562 - 0
info@holzmann-maschinen.at
45 BEZPEČNOST
text_image
1 Hene die Bedienungsanleitung(DE) Mit HOLZMANN-Ersatzteilen verwenden Sie Ersatzteile, die ideal aufeinander abgestimmt sind. Die optimale Passgenauigkeit der Teile verkürzen die Einbauzeiten und erhöhen die Lebensdauer.
HINWEIS

Der Einbau von anderen als Originalersatzteilen führt zum Verlust der Garantie! Daher gilt: Beim Tausch von Komponenten/Teile nur vom Hersteller empfohlene Ersatzteile verwenden.
Bestellen Sie die Ersatzteile direkt auf unserer Homepage – Kategorie ERSATZTEILE. oder kontaktieren Sie unseren Kundendienst
- über unsere Homepage – Kategorie SERVICE – ERSATZTEILANFORDERUNG,
• per Mail an service@holzmann-maschinen.at.
Geben Sie stets Maschinentype, Ersatzteilnummer sowie Bezeichnung an. Um Missverständnissen vorzubeugen, empfehlen wir, mit der Ersatzteilbestellung eine Kopie der Ersatzteilzeichnung beizulegen, auf der die benötigten Ersatzteile eindeutig markiert sind, falls Sie nicht über den Online-Ersatzteilkatalog anfragen.
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
HOLZMANN MASCHINEN GmbH www.holzmann-maschinen.at
Tail stock assembly
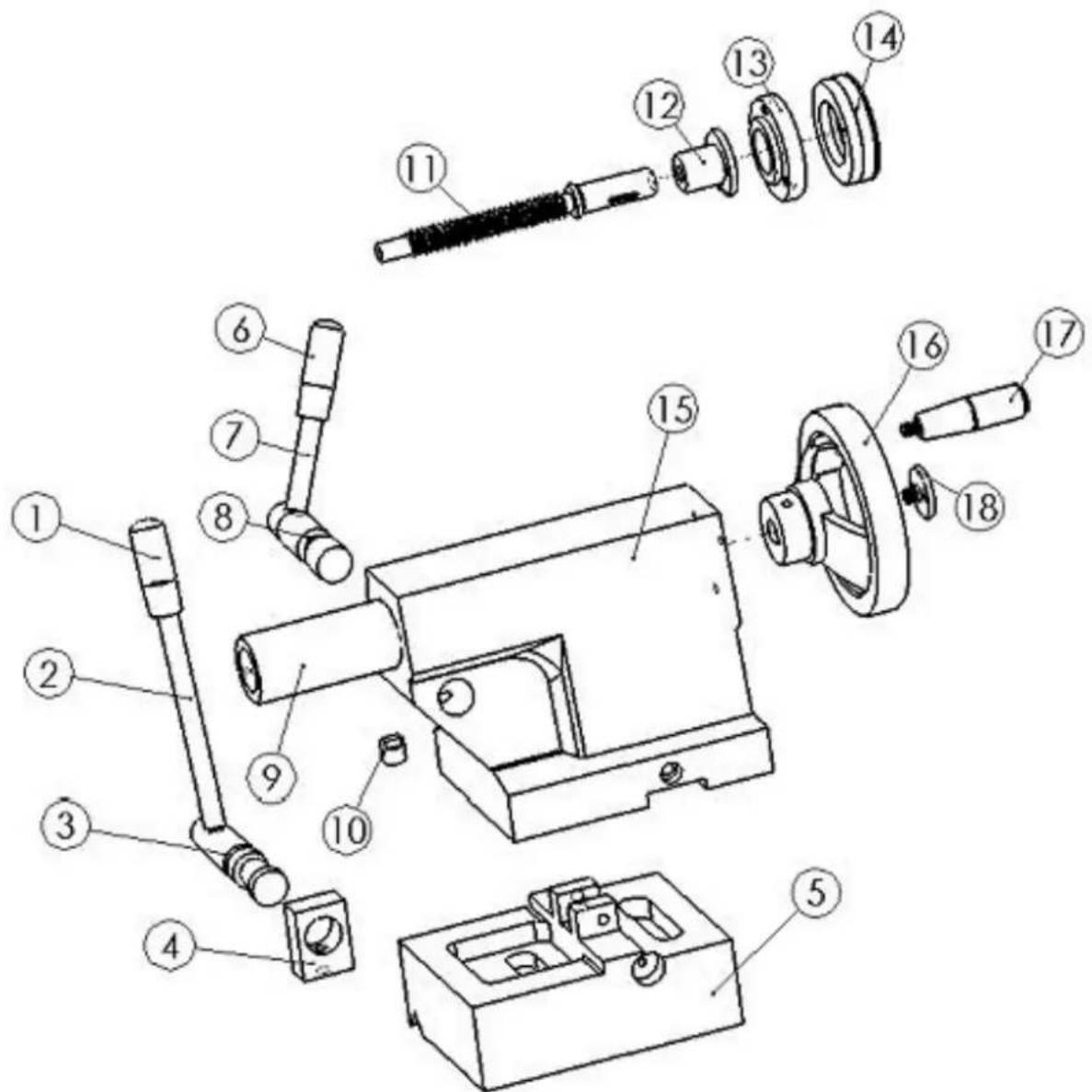
58 GARANTIEERKLÄRUNG (DE)
1.) Gewährleistung
HOLZMANN MASCHINEN GmbH gewährt für elektrische und mechanische Bauteile eine Gewährleistungsfrist von 2 Jahren für den nicht gewerblichen Einsatz;
bei gewerblichem Einsatz besteht eine Gewährleistung von 1 Jahr, beginnend ab dem Erwerb des Endverbrauchers/Käufers. HOLZMANN MASCHINEN GmbH weist ausdrücklich darauf hin, dass nicht alle Artikel des Sortiments für den gewerblichen Einsatz bestimmt sind. Treten innerhalb der oben genannten Fristen/Mängel auf, welche nicht auf im Punkt „Bestimmungen“ angeführten Ausschlussdetails beruhen, so wird HOLZMANN MASCHINEN GmbH nach eigenem Ermessen das Gerät reparieren oder ersetzen.
2.) Meldung
Der Händler meldet schriftlich den aufgetretenen Mangel am Gerät an HOLZMANN MASCHINEN GmbH. Bei berechtigtem Gewährleistungsanspruch wird das Gerät beim Händler von HOLZMANN MASCHINEN GmbH abgeholt oder vom Händler an HOLZMANN MASCHINEN GmbH gesandt. Retoursendungen ohne vorheriger Abstimmung mit HOLZMANN MASCHINEN GmbH werden nicht akzeptiert und können nicht angenommen werden. Jede Retoursendung muss mit einer von HOLZMANN MASCHINEN GmbH übermittelten RMA-Nummer versehen werden, da ansonsten eine Warenannahme und Reklamations- und Retourbearbeitung durch HOLZMANN MASCHINEN GmbH nicht möglich ist.
3.) Bestimmungen
a) Gewährleistungsansprüche werden nur akzeptiert, wenn zusammen mit dem Gerät eine Kopie der Originalrechnung oder des Kassenbeleges vom Holzmann Handelspartner beigelegt ist. Es erlischt der Anspruch auf Gewährleistung, wenn das Gerät nicht komplett mit allen Zubehörteilen zur Abholung gemeldet wird.
b) Die Gewährleistung schließt eine kostenlose Überprüfung, Wartung, Inspektion oder Servicearbeiten am Gerät aus. Defekte aufgrund einer unsachgemäßen Benutzung durch den Endanwender oder dessen Händler werden ebenfalls nicht als Gewährleistungsanspruch akzeptiert.
c) Ausgeschlossen sind Defekte an Verschleißteilen wie z. B. Kohlebürsten, Fangsäcke, Messer, Walzen, Schneideplatten, Schneideeinrichtungen, Führungen, Kupplungen, Dichtungen, Laufräder, Sageblätter, Hydrauliköle, Ölfiltern, Gleitbacken, Schalter, Riemen, usw.
d) Ausgeschlossen sind Schäden an den Geräten, welche durch unsachgemäße Verwendung, durch Fehlgebrauch des Gerätes (nicht seinem normalen Verwendungszweckes entsprechend) oder durch Nichtbeachtung der Betriebs- und Wartungsanleitungen, oder höhere Gewalt, durch unsachgemäße Reparaturen oder technische Änderungen durch nicht autorisierte Werkstätten oder den Geschäftspartnern selbst, durch die Verwendung von nicht originalen HOLZMANN Ersatz- oder Zubehörteilen, verursacht sind.
e) Entstandene Kosten (Frachtkosten) und Aufwendungen (Prüfkosten) bei nichtberechtigten Gewährleistungsansprüchen werden nach Überprüfung unseres Fachpersonals dem Geschäftspartnern oder Händler in Rechnung gestellt.
f) Geräte außerhalb der Gewährleistungsfrist: Reparatur erfolgt nur nach Vorauskasse oder Händlerrechnung gemäß des Kostenvoranschlages (inklusive Frachtkosten) der HOLZMANN MASCHINEN GmbH.
g) Gewährleistungsansprüche werden nur für den Geschäftspartnern eines HOLZMANN Händlers, welcher das Gerät direkt bei der HOLZMANN MASCHINEN GmbH erworben hat, gewährt. Diese Ansprüche sind bei mehrfacher Veräußerung des Gerätes nicht übertragbar
4.) Schadensersatzansprüche und sonstige Haftungen
Die HOLZMANN MASCHINEN GmbH haftet in allen Fällen nur beschränkt auf den Warenwert des Gerätes. Schadensersatzansprüche aufgrund schlechter Leistung, Mängel, sowie Folgeschäden oder Verdienstausfälle wegen eines Defektes während der Gewährleistungsfrist werden nicht anerkannt. HOLZMANN MASCHINEN GmbH besteht auf das gesetzliche Nachbesserungsrecht eines Gerätes.
SERVICE
Nach Ablauf der Garantiezeit können Instandsetzungs- und Reparaturarbeiten von entsprechend geeigneten Fachfirmen durchgeführt werden. Es steht Ihnen auch die HOLZMANN MASCHINEN GmbH weiterhin gerne mit Service und Reparatur zur Seite. Stellen Sie in diesem Fall eine unverbindliche Kostenanfrage
• per Mail an service@holzmann-maschinen.at.
- oder nutzen Sie das Online Reklamations- bzw. Ersatzteilbestellformular, zur Verfügung gestellt auf unserer Homepage – Kategorie SERVICE.
59 GUARANTEE TERMS (EN)
1.) Warranty
63 PRODUKTBEOBACHTUNG | PRODUCT MONITORING
(DE) Wir beobachten unsere Produkte auch nach der Auslieferung.
Um einen ständigen Verbesserungsprozess gewährleisten zu können, sind wir von Ihnen und Ihren Eindrücken beim Umgang mit unseren Produkten abhängig:
- Probleme, die beim Gebrauch des Produktes auftreten
- Fehlfunktionen, die in bestimmten Betriebssituationen auftreten
- Erfahrungen, die für andere Benutzer wichtig sein können
Wir bitten Sie, derartige Beobachtungen zu notieren und an diese per E-Mail oder Post an uns zu senden:
Meine Beobachtungen / My experiences:
| Name / name:Produkt / product:Kaufdatum / purchase date:Erworben von / purchased from:E-Mail / E-mail:Vielen Dank für Ihre Mitarbeit! / Thank you for your kind cooperation! |
| KONTAKTADRESSE / CONTACT:HOLZMANN Maschinen GmbH4170 Haslach, Marktplatz 4 AUSTRIATel : +43 7289 71562 0info@holzmann-maschinen.atwww.holzmann-maschinen.at |
