
ED1500KDIG - Torno para metal Holzmann - Manual de utilização gratuito
Encontre gratuitamente o manual do aparelho ED1500KDIG Holzmann em formato PDF.
| Tipo de produto | Torno metálico |
| Marca | Holzmann |
| Modelo | ED1500KDIG |
| Dimensões (C x L x A) | Aproximadamente 1840 x 780 x 450 mm |
| Peso | Aproximadamente 800 kg |
| Alimentação | 400 V trifásico, 50 Hz |
| Número de velocidades do fuso | 12 velocidades (45 a 2000 rpm) |
| Rosca métrica | 0,8 a 14,0 mm (36 níveis) |
| Rosca em polegadas | 2 a 28 TPI (30 níveis) |
| Avanço longitudinal | 0,02 a 0,85 mm/rot |
| Avanço transversal | 0,005 a 0,22 mm/rot |
| Diâmetro máximo de torneamento no banco | 400 mm |
| Distância entre pontas | 1500 mm |
| Mandril fornecido | Mandril de 3 castanhas autocentrante |
| Acessórios inclusos | Mandril de 4 castanhas independente, placa porta-ferramenta, luneta fixa e móvel, contraponta, porta-ferramenta, bomba de líquido de refrigeração |
| Dispositivos de segurança | Parada de emergência, proteção do mandril com trava, tampa de proteção da cabeçote fixa, mola espiral no fuso-mãe, acoplador de sobrecarga |
| Manutenção | Troca de óleo da cabeçote fixa, engrenagem de avanço e avental do carro a cada 1000 h ou anualmente |
| Iluminação de trabalho | Lâmpada indicadora de serviço integrada |
| Fornecido com | Manual de instruções completo de 215 páginas |
Perguntas frequentes - ED1500KDIG Holzmann
Perguntas dos utilizadores sobre ED1500KDIG Holzmann
0 pergunta sobre este aparelho. Responda às que conhece ou faça a sua.
Faça uma nova pergunta sobre este aparelho
Baixe as instruções para o seu Torno para metal em formato PDF gratuitamente! Encontre o seu manual ED1500KDIG - Holzmann e retome o controlo do seu dispositivo eletrónico. Nesta página estão publicados todos os documentos necessários para a utilização do seu dispositivo. ED1500KDIG da marca Holzmann.
MANUAL DE UTILIZADOR ED1500KDIG Holzmann
35.1 Utilização adequada....123
35.1.1 Limitações técnicas 123
35.1.2 Usos proibidos / Usos indevidos perigosos.... 123
35.2 Requisitos do utilizador....123
35.3 Dispositivos de segurança....124
35.4 Instruções gerais de segurança....124
35.5 Segurança elétrica....125
35.6 Instruções de segurança especiais para tornos....125
35.7 Avisos de perigo....126
36 TRANSPORTE....126
37 MONTAGEM....128
37.1 Atividades preparatórias....128
37.1.1 Verificar o volume de fornecimento 128
37.1.2 Limpar e lubrificar....128
37.1.3 Requisitos do local de instalação 128
37.1.4 Montagem sem ancoragem....128
37.15 Montagem com ancoragem....129
37.1.6 Montagem....130
37.2 Ajustes da máquina....131
37.21 Nivelar / orientar o torno 131
372.2 Verificar a fixação do mandril do torno....131
37.23 Montagem de porta peças 132
3724 Ajustar o cabeçote 133
3725 Ajustar o cabeçote móvel 133
3726 Ajustar os guias deslizantes....134
3727 Inspeção visual....134
3728 Encher refrigerante 135
3729 Teste funcional....135
37.3 Ligação elétrica 136
38 OPERAÇÃO....136
38.1 Notas de funcionamento....136
38.2 Primeira colocação em funcionamento 137
38.21 Efetuar o teste 137
38.3 Operação 138
38.3.1 Símbolos de comando....138
38.3.2 Ligar a máquina 139
38.3.3 Botão de funcionamento momentânea....139
38.3.4 Travão de pé....139
38.4 Ajustar a rotação do fuso e o sentido de rotação....139
38.4.1 Ajustar a velocidade do fuso principal....140
38.4.2 Sentido de rotação....140
38.4.3 Operação em curso 140
38.5 Roscas e avanços....141
38.5.1 Engrenagem das rodas dentadas....141
38.5.2 Avanço manual....141
38.5.3 Avanço automático....141
38.5.4 Lâminas roscadas....142
38.5.5 Tabela de passo de rosca / avanço longitudinal para roscas métricas....142
38.5.6 Tabela de passo de rosca / avanço longitudinal para roscas de polegadas....143
38.5.7 Relógio roscado (para retomar o passo)....143
38.6 Porta-ferramentas....144
38.7 Montagem dos biseis....145
38.8 Cabecote móvel....145
38.8.1 Deslocamento transversal do cabeçote móvel....146
38.9 Ponte do leito 146
38.10 Instruções gerais de trabalho 146
38.10.1 Mandril de 3 mandíbulas....147
38.10.2 Mandril de 4 mandíbulas....147
38.10.3 Mesa horizontal....148
38.10.4 Torneamento longo....148
38.10.5 Torneamento horizontal e furos....148
38.10.6 Fixar o deslizador longitudinal....149
38.10.7 Tornear entre pontas....149
38.10.8 Virar cones curtos com o deslizador superior....149
38.10.9 Torneamento roscado....150
39 LIMPEZA....150
40 MANUTENÇÃO....151
40.1 Plano de manutenção e serviço....151
40.12 Inspeção visual dos níveis de óleo 152
40.13 Mudança de óleo do cabeçote, engrenagem de avanço e caixa de fecho 152
40.1.4 Outros pontos de lubrificação 153
40.15 Verificar e limpar o sistema de refrigeração....153
40.1.6 Mudar a correia trapezoidal 154
40.1.8 Reajustar uma embraiagem de sobrecarga no fuso de tração....155
41 ARMAZENAMENTO 155
42 ELIMINAÇÃO 155
43 RESOLUÇÃO DE PROBLEMAS....156
44 ÚVODNÍ SLOVO (CZ) 157
45 BEZPEČNOST....158
LER O MANUAL DE INSTRUÇÕES! Leia atentamente as instruções de funcionamento e manutenção da sua máquina e familiarize-se com os elementos de funcionamento da máquina, a fim de operar a máquina corretamente e evitar assim danos ao homem e à máquina.
CZ
PT No use luvas ao trabalhar em peças rotativas!
Desligue a máquina e retire a ficha da tomada antes de iniciar os trabalhos de reparação, manutenção ou de paragens
PT Use equipamento de proteção individual!
PT Tensão elétrica perigosa
PT Aviso de peças rotativas
PT Aviso de ferimentos nas mãos
PT Os sinais de aviso e/ou autocolantes na máquina que sejam ilegíveis ou tenham sido removidos devem ser substituídos imediatamente!
Este manual de instruções contém informações e instruções importantes para a colocação em funcionamento e manuseamento seguros do torno para metal ED1000KDIG, ED1500KDIG, doravante referido como a máquina simplificada.

O manual faz parte da máquina e não deve ser removido. Guarde-o para utilização posterior num local adequado, facilmente acessível aos utilizadores (operadores) e protegido do pó e da humidade, e feche-o com a máquina se for transmitido a terceiros!
Preste especial atenção ao capítulo sobre a segurança!
Devido ao constante desenvolvimento posterior dos nossos produtos, as ilustrações e os conteúdos podem variar ligeiramente. Se encontrar algum erro, por favor informe-nos.
Sujeito a modificações técnicas!
Verifique a mercadoria imediatamente após a receção e aponte quaisquer reclamações na guia de remessa quando a pessoa que a entrega toma conta da mercadoria!
Os danos de transporte devem ser-nos comunicados separadamente no prazo de 24 horas.
A Holzmann Maschinen GmbH não pode aceitar qualquer garantia por danos de transporte não assinalados.
Direitos de autor
© 2023
Esta documentação é protegida por direitos de autor. Todos os direitos reservados! Em particular, a reimpressão, tradução e extração de fotografias e ilustrações serão processadas.
O local de jurisdição é considerado como sendo o Tribunal Regional de Linz ou o tribunal responsável por 4170 Haslach.
Endereço de serviço ao cliente
Esta secção contém informações e notas importantes sobre a colocação em funcionamento e manuseamento seguro da máquina.

Para sua segurança, leia atentamente este manual de instruções antes da colocação em funcionamento. Isto permite-lhe manusear a máquina em segurança e assim evitar mal-entendidos, bem como danos pessoais e danos materiais. Observe também os símbolos e pictogramas utilizados na máquina, assim como as informações de segurança e de perigo!
35.1 Utilização adequada
A máquina destina-se exclusivamente às seguintes operações: torneamento longitudinal e frontal de peças de trabalho redondas ou de forma regular de 3, 6 ou 12 arestas de plástico, metal ou materiais similares não perigosos para a saúde, inflamáveis ou explosivos, em cada caso dentro dos limites técnicos especificados.
A HOLZMANN MASCHINEN GMBH não aceita qualquer responsabilidade ou garantia por qualquer outra utilização ou uso posterior e por quaisquer danos materiais ou ferimentos resultantes.
35.1.1 Limitações técnicas
A máquina destina-se a ser utilizada nas seguintes condições ambientais:
| Humidade relativa: | máx. 70% |
| Temperatura (funcionamento) | +5 °C a +40 °C |
| Temperatura (armazenamento, transporte) | -+20 °C a +50 °C |
35.1.2 Usos proibidos / Usos indevidos perigosos
- Funcionamento da máquina sem aptidão física e mental adequada
- Funcionamento da máquina sem conhecimento do manual de instruções
- Alterações na conceção da máquina
- Usar pano de esmeril à mão
- Funcionamento da máquina ao ar livre
- Usinagem de materiais geradores de pó tais como madeira, magnésio, carbono,...(risco de incêndio e explosão!)
- Funcionamento da máquina em condições explosivas (a máquina pode produzir faíscas de ignição durante o funcionamento)
- Funcionamento da máquina em condições fora dos limites técnicos especificados no presente manual
- Remoção dos rótulos de segurança fixados na máquina
- Modificar, contornar ou desativar os dispositivos de segurança da máquina
A utilização não intencional ou o desrespeito das explicações e instruções dadas neste manual resultará na expiração de todos os pedidos de garantia e pedidos de indemnização contra a Holzmann Maschinen GmbH.
35.2 Requisitos do utilizador
A máquina é concebida para ser utilizada por uma pessoa. Os pré-requisitos para o funcionamento da máquina são a aptidão física e mental, bem como o conhecimento e compreensão do manual de instruções. As pessoas que, devido às suas capacidades físicas, sensoriais ou mentais, ou inexperiência ou falta de conhecimento, não possam operar a máquina em segurança não devem utilizá-la sem supervisão ou instrução por uma pessoa responsável.
Conhecimentos básicos de metalurgia, especialmente conhecimento da relação entre material, ferramenta, alimentação e velocidades.
Note que as leis e regulamentos locais podem especificar a idade mínima do operador e restringir a utilização desta máquina!
Coloque o seu equipamento de proteção pessoal antes de trabalhar na máquina.
Os trabalhos em componentes ou equipamentos elétricos só podem ser efetuados por um eletricista qualificado ou sob a orientação e supervisão de um eletricista qualificado.
35.3 Dispositivos de segurança
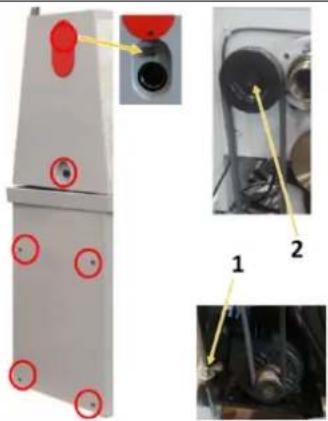
A máquina está equipada com os seguintes dispositivos de segurança:
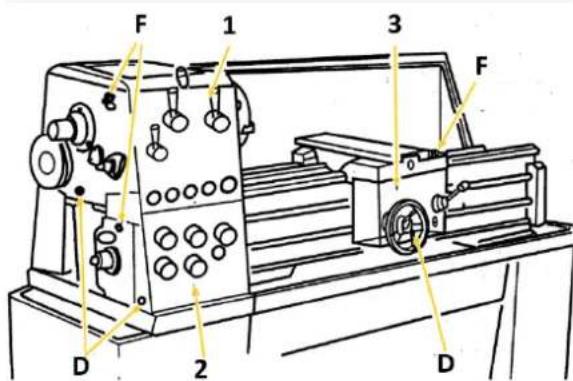
 | Um interruptor de paragem de emergência no cabeçote para parar movimentos perigosos em qualquer altura. | |
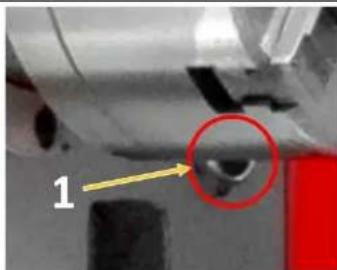
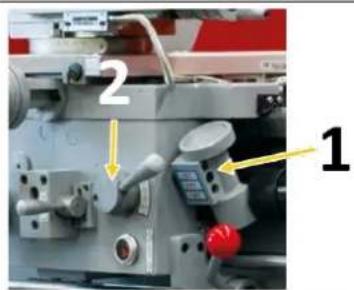
 | Uma proteção do mandril do torno (1) interruptor de posição. A máquina só se liga se a proteção do mandril do torno estiver fechada. | |
 | Uma tampa de proteção no cabeçote com interruptor de posição (2). A máquina só se liga se a tampas de proteção estiver colocada. | |
 | Uma mola em espiral como tampa de proteção no fuso guia (evita que as peças de vestuário sejam puxadas para dentro) | |
 | Uma embraiagem de sobrecarga no fuso de tração | |
35.4 Instruções gerais de segurança
Para evitar avarias, danos e perigos para a saúde, devem ser tidos em conta os seguintes pontos ao trabalhar com a máquina, para além das regras gerais para um trabalho seguro:
- Verifique se a máquina está completa e funcional antes de a colocar em funcionamento. Utilize a máquina apenas se as proteções necessárias para a maquinação e outras proteções não protetoras estiverem instaladas, em bom estado de funcionamento e devidamente mantidas.
- Escolha como local de instalação um solo de nível, sem vibrações e com superfície antiderrapante.
- Certifique-se de que há espaço suficiente à volta da máquina!
- Assegure-se de que há condições de iluminação suficientes no local de trabalho para evitar efeitos estroboscópicos.
- Faça atenção a um ambiente de trabalho limpo
- Utilize apenas ferramentas que estejam em perfeitas condições e sem fendas e outros defeitos (por exemplo, deformações).
• Retire a chave de ferramentas e outras ferramentas de ajuste antes de ligar a máquina.
- Mantenha a zona à volta da máquina livre de obstáculos (por exemplo, pó, lascas, peças de trabalho cortadas, etc.).
- Verifique a resistência das ligações da máquina antes de cada utilização.
- Nunca deixe a máquina em funcionamento sem vigilância. Desligue a máquina antes de sair da zona de trabalho e proteja-a contra reinício não intencional ou não autorizado.
- A máquina só pode ser operada, mantida ou reparada por pessoas que estejam familiarizadas com ela e que tenham sido informadas sobre os perigos que surgem no decurso deste trabalho.
- Assegure-se de que pessoas não autorizadas mantenham uma distância de segurança adequada da máquina e, em particular, mantenha as crianças afastadas da máquina.
- Ao trabalhar na máquina, nunca usar joias soltas, roupa larga, gravatas ou cabelo comprido e solto.
- Esconda o cabelo comprido sob um protetor capilar.
- Use roupa de trabalho de proteção apertada e equipamento de proteção adequado (proteção dos olhos, máscara de pó, proteção dos ouvidos; luvas apenas se manusear ferramentas).
- O pó metálico pode conter substâncias químicas que podem ter um impacto negativo na saúde. Efetue trabalhos na máquina apenas em salas bem ventiladas. Se necessário, utilize um sistema de extração adequado.
- Se houver ligações para extração de pó, certifique-se de que estão devidamente ligadas e em condições de funcionamento.
- Trabalhe sempre com cuidado e com a devida cautela e nunca use força excessiva.
- Não sobrecarregue a máquina!
- Pare sempre a máquina e desligue-a da corrente antes de efetuar qualquer trabalho de ajuste, conversão, limpeza, manutenção ou reparação. Antes de começar a trabalhar na máquina, aguarde até que todas as ferramentas ou peças da máquina pararam completamente e proteja a máquina contra um reinício involuntário.
- Não trabalhe na máquina se estiver cansado, incapaz de se concentrar ou sob a influência de medicamentos, álcool ou drogas!
- Não utilize a máquina em zonas onde os fumos de tintas, solventes ou líquidos inflamáveis constituem um perigo potencial (risco de incêndio ou explosão!).
35.5 Segurança elétrica
- Certifique-se de que a máquina está ligada à terra.
- Utilize apenas cabos de extensão adequados.
- As fichas e tomadas devidamente instaladas reduzem o risco de choque elétrico.
• Opere a máquina apenas através de um disjuntor de corrente residual.
- Antes de ligar a máquina, rode o interruptor principal para a posição «O».
35.6 Instruções de segurança especiais para tornos
• Fixe bem a peca de trabalho, antes de ligar o torno.
- Fixe a ferramenta do torno à altura correta e o mais curto possível.
- O uso de luvas não é permitido durante a rotação!
- Mantena uma distância suficiente de todas as peças rotativas.
- Desligue o torno antes de medir a peça de trabalho.
• Retire a chave de aperto do mandril do torno após cada troca de ferramenta.
- Nunca remova as aparas à mão! Utilize um gancho de apara, um rodo de borracha, uma vassoura de mão ou uma escova para este fim.
- Ao utilizar lubrificantes de refrigeração, siga as instruções do fabricante e utilize um agente de proteção da pele, se necessário.
35.7 Avisos de perigo
Apesar da utilização prevista, subsistem certos riscos residuais.
- Formação de um intervalo de fluxo
- Este envolve o antebraço e provoca cortes graves.
- Ejeção de peças de trabalho ou ferramentas a alta velocidade.
- Verifique sempre a aptidão das peças de trabalho e fixe-as bem
- Fixe e centre as peças de trabalho mais compridas utilizando um contrapeso adicional (por exemplo, cabeçote móvel)
- Em caso de peças de trabalho muito compridas, utilize biseis
- Perigo devido a eletricidade, se forem utilizadas ligações elétricas inadequadas.
- Risco de tropeçar devido a linhas de abastecimento no chão.
- Instale corretamente as linhas de abastecimento e os cabos
- Marque os pontos de tropeço inevitáveis em amarelo e preto
Os riscos residuais podem ser minimizados se forem observadas as «Instruções de segurança» e a «Utilização adequada», bem como todas as instruções de funcionamento. Devido à conceção e construção da máquina, podem ocorrer situações perigosas ao manusear as máquinas, que são identificadas no presente manual de instruções como se segue:
PERIGO

Um aviso de segurança deste tipo indica uma situação iminentemente perigosa que, se não for evitada, resultará em morte ou ferimentos graves.
ATENÇÃO

Um aviso de segurança deste tipo indica uma situação potencialmente perigosa que, se não for evitada, poderá resultar em ferimentos graves ou mesmo na morte.
CUIDADO

Um aviso de segurança deste tipo indica uma situação potencialmente perigosa que, se não for evitada, pode resultar em ferimentos ligeiros ou moderados.
AVISO

Um aviso de segurança deste tipo indica uma situação potencialmente perigosa que, se não for evitada, pode resultar em danos materiais.
Independentemente de todos os regulamentos de segurança, o seu bom senso e aptidão técnica/formação adequada são e continuam a ser o fator de segurança mais importante no funcionamento sem erros da máquina. O trabalho em segurança depende, antes de mais, de si!
36 TRANSPORTE
ATENÇÃO

Os equipamentos de elevação e os aparelhos para pendurar carga danificados ou insuficientemente carregados podem causar ferimentos graves ou mesmo a morte. Por isso, verifique os equipamentos de elevação e os aparelhos para pendurar carga em relação à capacidade de carga e ao estado perfeito antes da sua utilização. Fixe as cargas bem. Nunca permaneça sob cargas suspensas!
Para um transporte adequado, observe também as instruções e as informações na embalagem de transporte em relação ao centro de gravidade, pontos de fixação, peso, meios de transporte a utilizar, bem como a posição de transporte prescrita, etc.
Transporte a máquina na sua embalagem até ao local de instalação. Para manobrar a máquina na embalagem, pode utilizar, por exemplo, um porta-paletes ou um empilhador com potência de elevação adequada. É favor notar que o equipamento de elevação selecionado (grua, empilhador, carro de elevação, aparelho para pendurar carga, etc.) deve estar em perfeitas condições. A elevação e o transporte da máquina só podem ser efetuados por pessoal qualificado com formação apropriada para o equipamento de elevação utilizado.
AVISO

Evite o uso de correntes de paragem. Existe o risco de danificar o fuso de tração ou o fuso guia. Certificar-se de que o fuso guia, o fuso de tração e o eixo de comutação não são tocados pelas fundas de elevação durante a elevação. Nunca levante a máquina no fuso!
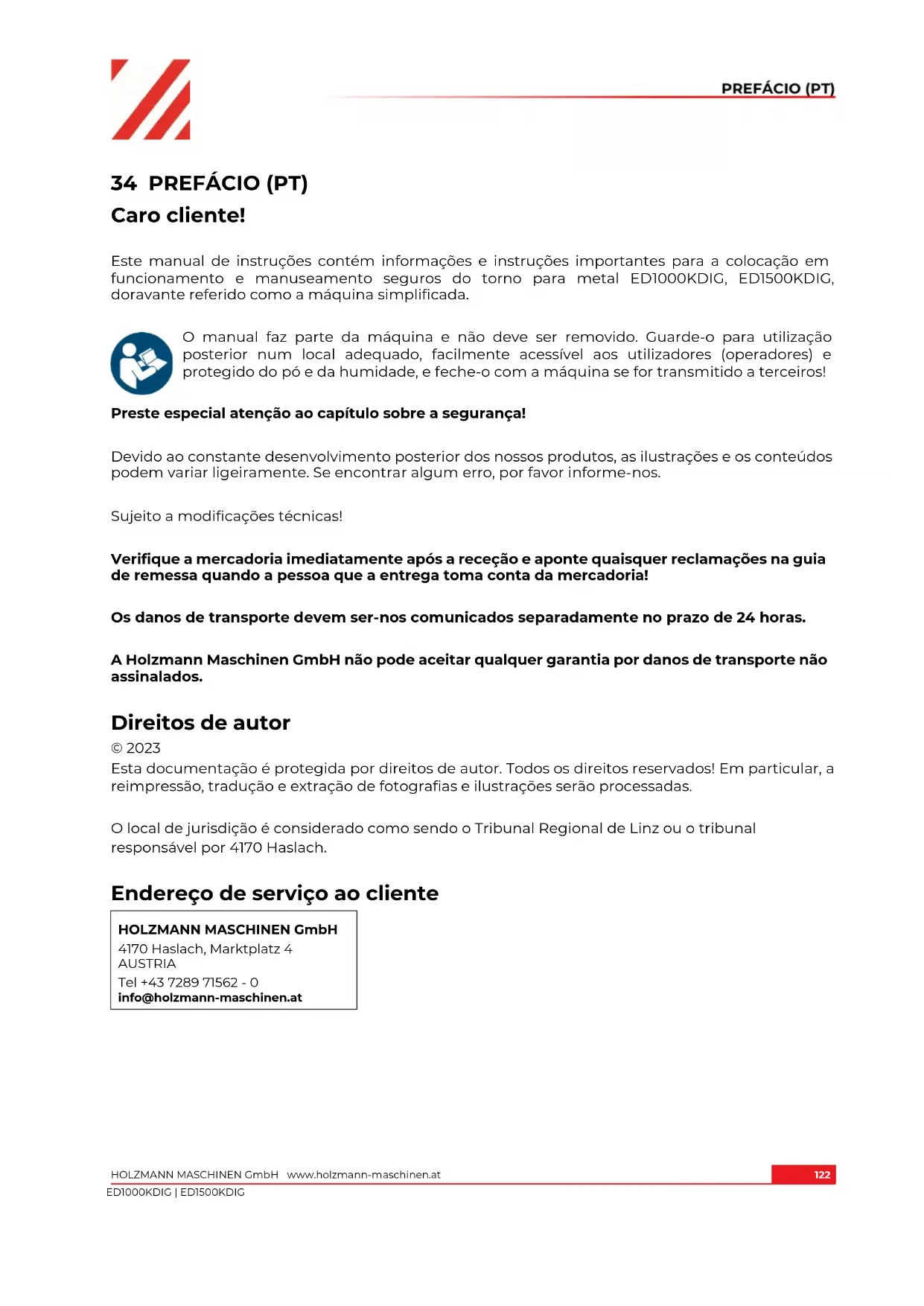
Para posicionar a máquina no local de instalação, proceda da seguinte maneira:
- Prepare duas barras de aço redondas suficientemente fortes (comprimento cerca de 800 mm, ∅ cerca de 35 mm).
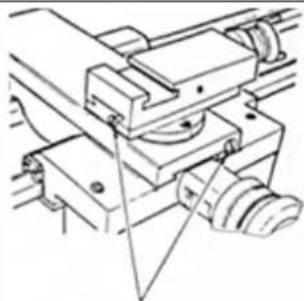
- Passe as barras de aço redondas através dos orifícios preparados (1) na base da máquina.
- Fixe uma funda de elevação em cada uma das quatro extremidades das duas barras de aço redondas
- Levante a máquina com um transportador adequado (por exemplo, grua).
Observe: Antes de levantar, verifique se o cabeçote móvel está fixo. Certifique-se de que o batente de carga está equilibrado. Se necessário, altere a posição do deslizador longitudinal e/ou do cabeçote móvel para obter uma paragem de carga equilibrada.
37 MONTAGEM
37.1 Atividades preparatórias
37.1.1 Verificar o volume de fornecimento
Registe sempre os danos visíveis de transporte na nota de entrega e verifique a máquina imediatamente após desembalar para detetar danos de transporte ou peças em falta ou danificadas. Comunique imediatamente qualquer dano na máquina ou peças em falta ao seu concessionário ou à empresa de expedição.
37.1.2 Limpar e lubrificar
Antes de montar a máquina no local de instalação previsto e coloque-a em funcionamento, remova cuidadosamente a proteção anti corrosão ou resíduos de gordura.
Em circunstância alguma deve utilizar diluente nitro ou outros agentes de limpeza para a limpeza, pois estes podem atacar a pintura da máquina.
Lubrifique as peças de máquinas nuas (por exemplo, leito da máquina, coluna do cabeçote móvel, fuso de tração) com um óleo lubrificante sem ácido.
37.1.3 Requisitos do local de instalação
Coloque a máquina sobre uma superfície sólida. Um chão de betão é a melhor fundação para a máquina. Se necessário, utilize uma base.
A necessidade de espaço da máquina, bem como a capacidade de carga necessária do solo resultam dos dados técnicos (dimensões, peso) da sua máquina. Observe as normas de segurança locais ao projetar o espaço de trabalho à volta da máquina. Ao dimensionar o espaço necessário, tenha em conta que a operação, manutenção e reparação da máquina deve ser possível sem restrições a todo o momento.
O local de instalação escolhido deve assegurar uma ligação adequada à rede elétrica.
37.1.4 Montagem sem ancoragem
AVISO

A utilização de pés de máquina (não incluídos) facilita o nivelamento da máquina e reduz as vibrações
Após a máquina ter sido colocada na posição desejada no local de instalação designado, deve ser nivelada nos eixos longitudinal e transversal com parafusos de pressão.
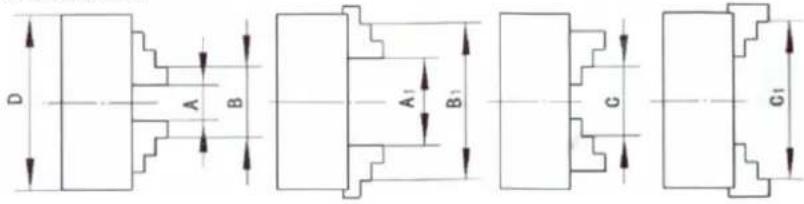
text_image
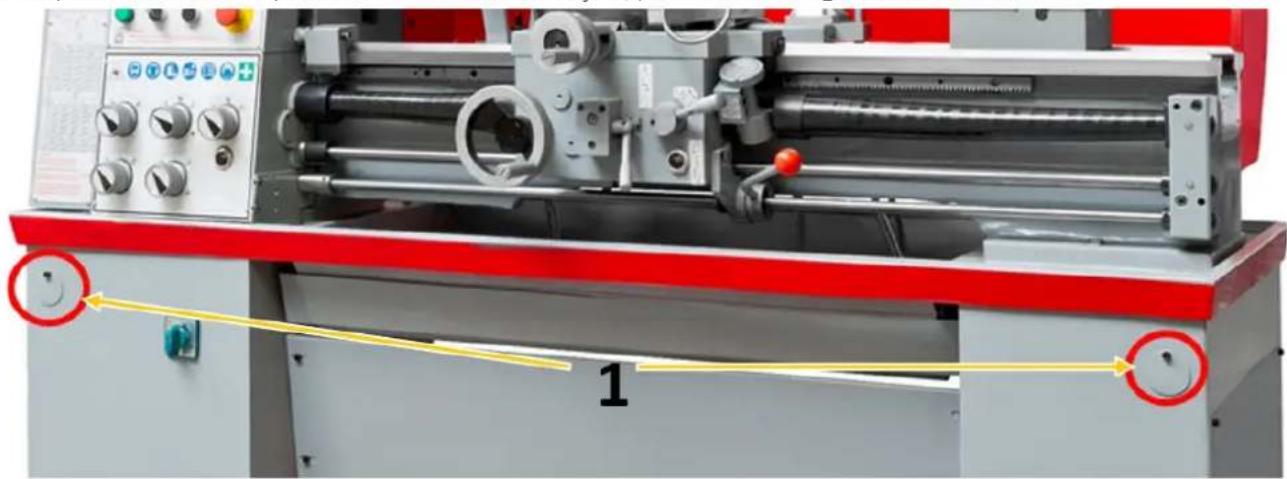
A B B C D EA ... Cabeçote;
B... Balança de precisão;
C ... Cabeçote móvel;
D ... Assento e deslizador transversal
E ... Guia do leito
text_image
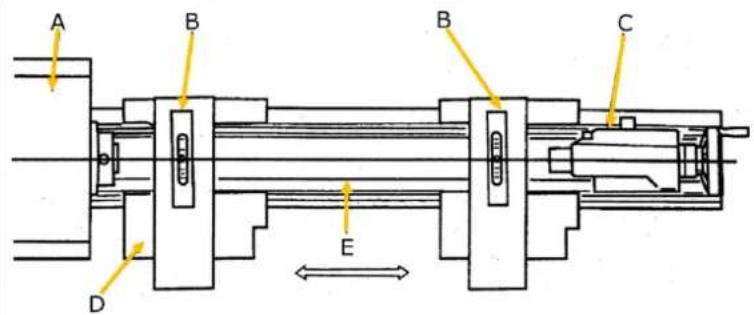
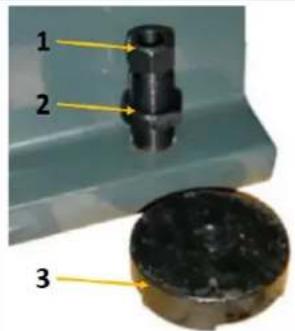
1 2 3- Coloque o disco de ajuste (3) por baixo da base da máquina.
- Monte os parafusos de ajuste (1).
- Alinhe o torno com um nível de bolha de ar de precisão (precisão: 0,02 mm acima de 1000 mm de comprimento).
- Após o nivelamento, fixe os parafusos de ajuste contra o torneamento com porcas de segurança (2).
- Verifique o alinhamento após alguns dias de utilização e reajuste, se necessário.
37.1.5 Montagem com ancoragem
AVISO

Uma rigidez insuficiente do solo leva à sobreposição de vibrações entre a máquina e o solo (frequência natural dos componentes). Se a rigidez do sistema global for insuficiente, as velocidades críticas são rapidamente atingidas, o que leva a maus resultados de torneamento.
Utilize montagem com ancoragem para conseguir uma ligação rígida com o solo. Isto reduz o potencial de vibração. A montagem com ancoragem é sempre útil quando são utilizadas facas ou ferramentas de tornear com liga HM e/ou peças grandes devem ser maquinadas até à capacidade máxima da máquina.
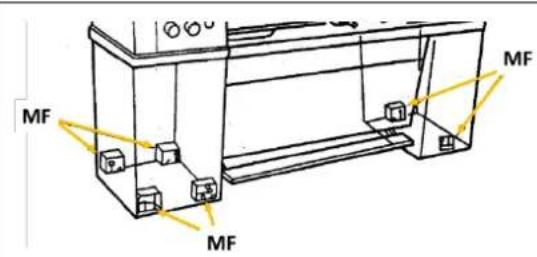
text_image
MF MF MF- Coloque a máquina sobre os parafusos de ancoragem (MF) com disco de ajuste (3).
- Em seguida, alinhe a máquina e aperte os parafusos (1).
- Verifique novamente o alinhamento da máquina depois de apertar as porcas de segurança (2).
- Repita o processo de nivelamento, se necessário
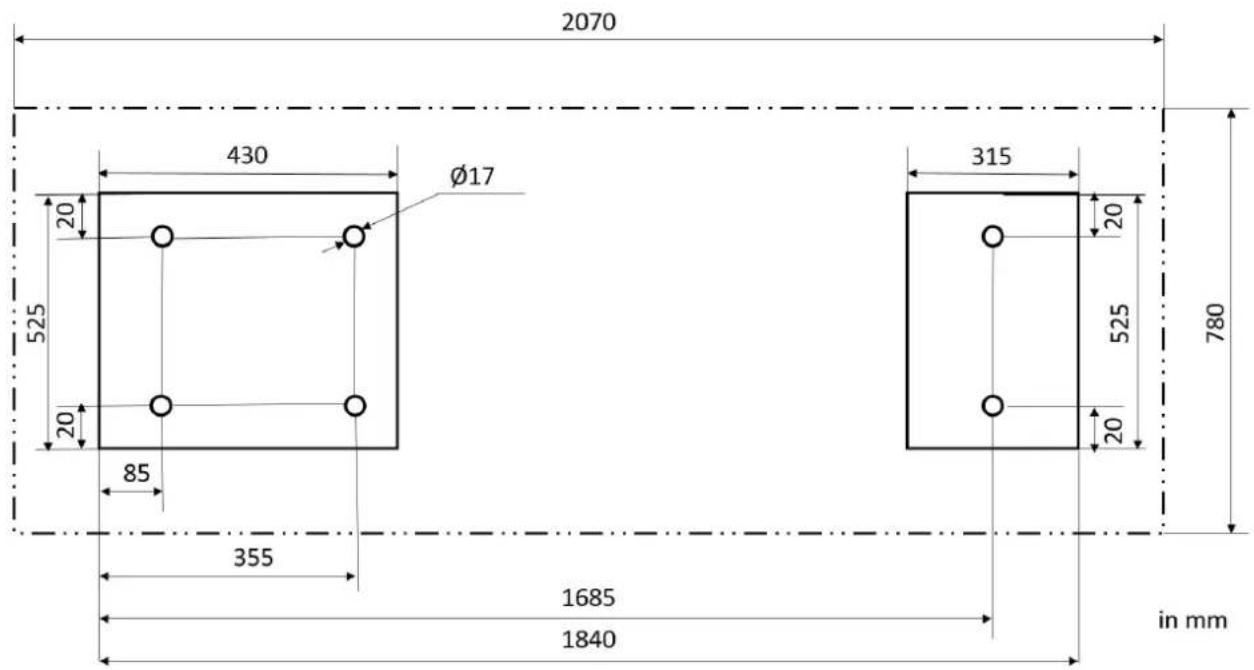
text_image
2070 430 Ø17 525 20 20 85 355 1685 1840 315 20 525 20 780 in mm37.1.6 Montagem
A máquina vem pré-montada, os acessórios desmontados para o transporte devem ser montados de acordo com as instruções abaixo e a ligação elétrica deve ser feita.

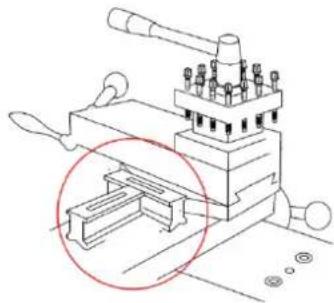
Monte o suporte para o indicador de posição digital (DRO) por cima do interruptor principal com os 2 parafusos fornecidos.
Fixe o suporte à escora transversal
Fixe o suporte ao DRO com 4 parafusos Allen e 4 espaçadores.
Fixe à escora transversal com parafuso Allen, espaçadores e porca.
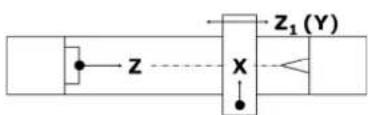
text_image
z x Z₁(Y)
Ligue os cabos de ligação ao DRO. Determine o eixo correto rodando os respetivos volantes e mudar as ligações, se necessário. Quando todos os cabos estiverem na posição correta, fixe as fichas com os parafusos.
Montagem da proteção do porta-ferramentas
Coloque a proteção do porta-ferramentas no suporte e fixe-o com o parafuso Allen.
37.2 Ajustes da máquina
37.2.1 Nivelar / orientar o torno
Após a montagem e colocação em funcionamento, recomenda-se verificar o alinhamento e o nivelamento da máquina antes da primeira utilização. Para assegurar a precisão do trabalho, o alinhamento e nivelamento devem ser subsequentemente repetidos a intervalos regulares.
Utilize um nível de bolha de ar de precisão (de acordo com DIN 877) com uma precisão de 0,02 mm em 1000 mm para nivelar a máquina. Isto permite verificar com precisão suficiente a horizontalidade do eixo da máquina, tanto no sentido longitudinal como transversal.
Em caso de montagem com ancoragem: Aperte as porcas dos parafusos de ancoragem com cuidado e uniformemente até três a quatro dias depois de o cimento ter endurecido.
Repita a verificação da horizontalidade alguns dias após a entrada em funcionamento inicial e, depois, de seis em seis meses.
37.2.2 Verificar a fixação do mandril do torno
AVISO

Não utilize um mandril de ferro fundido cinzento. Utilize apenas mandris do torno feitos de ferro fundido dúctil. Antes de desmontar o mandril do torno, coloque uma tábua robusta ou uma base de mandril do torno por baixo do mandril para proteger as superfícies de precisão retificadas.
AVISO

Ao montar um mandril do torno ou uma mesa horizontal, certifique-se primeiro de que os parafusos de came de retenção estão corretamente fixados. Caso contrário, o mandril do torno/mesa horizontal nunca pode ser removido mais tarde porque os parafusos de retenção da came se torceram.

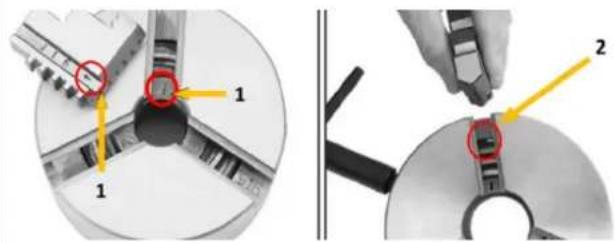
Desmonte com cuidado o mandril do torno. Para tal, solte as cames de retenção com a chave de aperto incluída no volume de fornecimento, rodando no sentido dos ponteiros do relógio (cerca de um terço de uma volta) e retire cuidadosamente o mandril do torno. Verifique as cavilhas das cames de retenção. Assegurar-se de que não são danificadas ou quebradas durante o transporte. Limpe bem todas as peças. Limpe também o fuso e as próprias cames de retenção. Lubrifique ligeiramente o fuso, as cames de retenção, as cavilhas e o corpo do mandril com um óleo de máquina adequado.

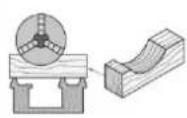
Depois, levante o mandril do torno até ao nariz do fuso e pressione-o sobre o fuso. Aperte as cavilhas do cames de retenção, rodando os cames de retenção no sentido contrário ao dos ponteiros do relógio. Depois de apertadas, a linha de fecho do came em cada came deve estar entre as duas marcas V - veja ilustração à esquerda. Se uma came não estiver dentro desta marca, remova o mandril do torno ou a mesa horizontal e ajuste a altura da cavilha do came de retenção - veja ilustração seguinte.
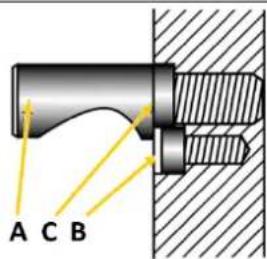
text_image
A C BA cavilha do cames de retenção está corretamente ajustado quando a marca (C) gravada na cavilha está nivelada com a parte de trás do mandril do torno. Se a linha de bloqueio de cames estiver fora das marcas em V, ajuste a altura da cavilha dos cames de retenção em questão. Para fazer isso, deve soltar primeiro o parafuso de retenção (B), a cavilha dos cames de retenção, apertando-o ou desapertando-o em respetivamente uma volta, e, em seguida, apertar de novo bem o parafuso de retenção.

Se o mandril do torno (dispositivo de fixação) estiver corretamente fixado, uma marca de referência deve ser colocada no fuso e no dispositivo de fixação, de modo a que o dispositivo de fixação possa ser sempre solto e recolocado na mesma posição para garantir uma concentricidade ótima. Não mude os mandris do torno ou as mesas horizontais entre os tornos sem verificar o bloqueio correto do came.
37.2.3 Montagem de porta peças
ATENÇÃO

A velocidade máxima do fuso da máquina deve ser inferior à velocidade máxima admissível do porta peças utilizado.
Ponta de centragem

- Limpe o cone interior do alojamento do fuso giratório.
- Limpe o cone Morse e o cone da ponta de centragem.
- Pressione a ponta de centragem com o cone Morse para dentro do cone interior do alojamento do fuso giratório.
Mesa horizontal
- Verifique as superfícies de fixação no alojamento do fuso giratório e no porta peças a ser montado para verificar a limpeza e a não danificação das superfícies de receção.
- Verifique se todos os parafusos de aperto no alojamento do fuso giratório estão na posição aberta.
- Levante a mesa horizontal para cima do alojamento do fuso giratório.
- Fixe os parafusos de aperto como descrito na secção «Verificar a fixação do mandril do torno»
Mandril de 4 mandíbulas
AVISO

O ombro da centragem do mandril de 4 mandíbulas no flange de montagem não foi terminado por razões de concentricidade. O flange de montagem deve ser adaptado ao mandril de 4 mandíbulas.
-
Verifique as superfícies de fixação no alojamento do fuso giratório e no flange para o mandril de 4 mandíbulas a ser montado para verificar a limpeza e a não danificação das superfícies de receção.
-
Verifique se todos os parafusos de aperto no alojamento do fuso giratório estão na posição aberta.
- Levante o flange para cima do alojamento do fuso giratório
- Fixe os parafusos de aperto como descrito na secção «Verificar a fixação do mandril do torno».
- Ajuste o ombro de centragem no flange de montagem em escorrimento axial e radial ao mandril de 4 mandíbulas, desligando-o.
37.2.4 Ajustar o cabeçote
O cabeçote (1) foi alinhado na fábrica. Se, contrariamente às expectativas, for necessário um ajustamento, proceda da seguinte maneira:
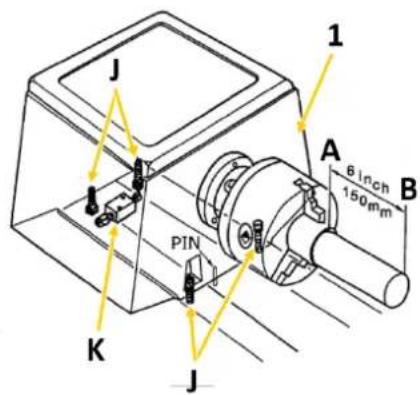
Fixe uma extremidade de um tubo de aço de 150 mm de comprimento e 50 mm de diâmetro no mandril do torno do cabeçote. A outra extremidade está livre. Remova, agora, uma camada fina com um cinzel afiado. Os valores medidos com o calibrador no ponto A e B devem corresponder. Se não for o caso, deve desapertar os quatro parafusos de fixação do cabeçote (J) para corrigir a diferença (dois estão por baixo do cabeçote) e reajustar usando o parafuso de ajuste (K). Reaperte depois os parafusos de fixação e repita a rotação, medição e o ajuste até que os valores medidos estejam de acordo e a máquina funcione corretamente.
37.2.5 Ajustar o cabeçote móvel
text_image
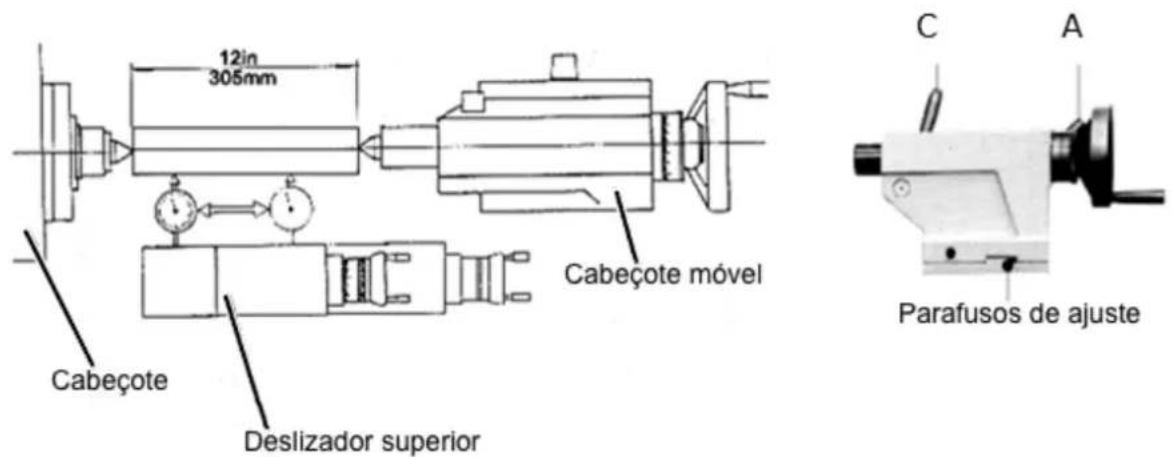
12in 305mm Cabeçote móvel Cabeçote Deslizador superior Parafusos de ajuste C AA ... Alavanca de fixação do cabeçote móvel; C ... Alavanca de fixação da coluna;
Para ajustar o cabeçote móvel, fixe um tubo de aço retificado com um comprimento de 305 mm entre as pontas do cabeçote e do cabeçote móvel (veja ilustração acima). Fixe agora um apalpador digital no porta-ferramentas.
Guie agora o deslizador superior ao longo da peça de trabalho com avanço manual (volante manual). Se o mostrador mostrar valores diferentes, é necessário soltar a alavanca de fixação do cabeçote móvel (A) e reajustá-la usando os dois parafusos de ajuste. Repita o processo até que ambas as pontas estejam exatamente alinhadas.
37.2.6 Ajustar os guias deslizantes
Os guias deslizantes dos deslizadores transversais e superiores estão equipados com parafusos de ajuste para calhas de guia (veja ilustração à esquerda), que podem ser utilizados para eliminar qualquer jogo que aí possa ocorrer ao longo do tempo.
Assegure-se de que os guias deslizantes foram limpos antes de os ajustar. Ajuste depois as calhas de guia desapertando sempre um pouco o parafuso de ajuste da calha traseira e ao mesmo tempo apertar um pouco o da frente. Certifique-se de que o bom funcionamento é assegurado ao longo de todo o trajeto do guia deslizante. Um ajuste demasiado apertado leva a um maior desgaste e a um funcionamento lento e abrupto.
37.2.7 Inspeção visual
AVISO

A máquina é entregue com óleo de rodagem! Após o período de rodagem (cerca de 100 horas de funcionamento), este óleo deve ser mudado. O não cumprimento pode levar a danos graves na máquina. Utilize um óleo viscoso com viscosidade ISO 220 (por exemplo, GOE5L) ou um óleo SAE140 comparável para operação contínua!
AVISO


Os lubrificantes usados são tóxicos e não devem ser libertados para o ambiente! Siga as instruções do fabricante e, se necessário, contacte a sua autoridade local para obter informações sobre a eliminação adequada.
Verifique a lubrificação das seguintes peças e reabasteça com óleo adequado, se necessário, antes de colocar a máquina em funcionamento:
Cabeçote
O rolamento do cabeçote está num banho de óleo. Certifique-se de que o nível de óleo atinge sempre a marcação no visor (1). Verifique regularmente o nível de óleo.
Primeira mudança de óleo após 100 horas de funcionamento, depois anualmente ou após cada 1000 horas de funcionamento. Veja Manutenção
Engrenagem de avanço

text_image
2Certifique-se de que o nível de óleo atinge sempre a marcação no visor (2).
Primeira mudança de óleo após 100 horas de funcionamento, depois anualmente ou após cada 1000 horas de funcionamento. Veja Manutenção
Caixa de fecho
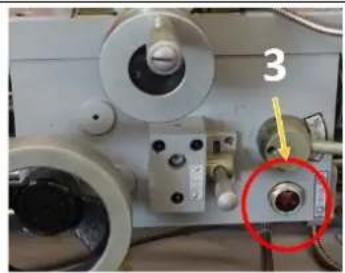
Verifique regularmente o nível de óleo utilizando o visor de nível (3) na frente.
Primeira mudança de óleo após 100 horas de funcionamento, depois anualmente ou após cada 1000 horas de funcionamento. Veja Manutenção
Outras peças
Os pontos de lubrificação encontram-se no eixo de transmissão, nos fusos de guia e de tração, no deslizador transversal e superior, nos volantes e no cabeçote móvel. Lubrifique-os regularmente com uma pistola de lubrificação. Veja Manutenção
37.2.8 Encher refrigerante
AVISO


Os refrigerantes usados são tóxicos e não devem ser libertados para o ambiente! Siga as instruções do fabricante e, se necessário, contacte a sua autoridade local para obter informações sobre a eliminação adequada. O funcionamento da bomba sem refrigerante no tanque pode danificar permanentemente a bomba
Na ponta da ferramenta surgem altas temperaturas devido ao calor por atrito que ocorre. Por isso, deixe arrefecer a ferramenta ao girar. Ao arrefecer com um refrigerante adequado, consegue-se um melhor resultado de trabalho e uma vida útil mais longa da ferramenta de torno. Por isso, encha refrigerante. Utilize uma emulsão solúvel em água e compatível com o ambiente como refrigerante, que está disponível em revendedores especializados (por exemplo, KSM5L).

O tanque de refrigeração encontra-se no suporte direito da máquina, por baixo do cabeçote móvel. Desaperte os 4 parafusos Allen e retire a tampa.
Verifique o refrigerante a intervalos regulares. Certifique-se de que
- há refrigerante suficiente,
- o nível de aparas na primeira câmara não é demasiado alto e
- o refrigerante não é rançoso ou contaminado.
Abastecer refrigerante
- Certifique-se de que o tanque de refrigeração é corretamente mantido e enchido.
- Posicione o bico do refrigerante como desejado para o seu funcionamento.
- Utilize o interruptor no painel de controlo para ligar ou desligar a bomba de refrigerante.
- Regule o fluxo do refrigerante utilizando a válvula de fluxo.
37.2.9 Teste funcional
Verifique todos os fusos em relação à facilidade de movimento!
37.3 Ligação elétrica
ATENÇÃO

Tensão elétrica perigosa! A ligação da máquina, assim como os testes elétricos, a manutenção e a reparação só podem ser efetuados por pessoal profissionalmente qualificado ou sob a orientação e supervisão de um eletricista qualificado!
- Verifique a funcionalidade da ligação neutra e a ligação à terra protetora
- Verifique se a tensão de alimentação e a frequência da corrente correspondem às especificações da máquina
AVISO

Desvio da tensão de alimentação e da frequência da corrente
É permitido um desvio do valor da tensão de alimentação de ± 5%. Deve haver um fusível de curto-circuito no sistema de alimentação da máquina!
- Consulte uma tabela de capacidade de transporte de corrente para a secção transversal necessária do cabo de alimentação (recomenda-se a utilização de cabo tipo H07RN, tomando medidas de proteção contra danos mecânicos).
AVISO

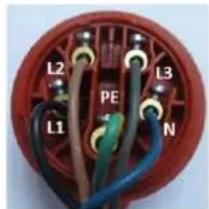
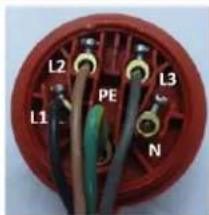
As máquinas operadas com corrente trifásica devem ser sempre ligadas com pelo menos 3 fases e um condutor de proteção (PE) e, dependendo do tipo de máquina, com um condutor N. Imediatamente após efetuar a ligação elétrica, verifique o sentido de marcha correto da máquina! O mandril do torno deve rodar no sentido contrário ao dos ponteiros do relógio quando a alavanca de mudanças na caixa da fechadura tiver sido colocada para baixo. Eventualmente tem de trocar duas das três fases (L1/L2 ou L1/L3)!
- Ligue o cabo de alimentação aos terminais correspondentes na caixa de entrada (L1, L2, L3, N (se presente), PE). Se estiver disponível uma ficha CEE, a ligação à rede é feita através de um acoplamento CEE respetivamente alimentado.
Ligação de ficha 400V:
de 5 fios:
com
condutor N
text_image
L2 L3 PE L1 Nde 4 fios:
sem
condutor N
text_image
L2 L1 PE L3 N38 OPERAÇÃO
38.1 Notas de funcionamento
Verifique todas as uniões roscadas e, se necessário, aperte-as.
Controlar o nível de óleo
Verifique os níveis de óleo e reabasteça óleo, se necessário.
Controlar refrigerante
Verifique o nível do refrigerante e reabasteça refrigerante, se necessário.
38.2 Primeira colocação em funcionamento
AVISO

Nunca desloque as engrenagens da máquina enquanto esta estiver em funcionamento e certifique-se de que tanto a alavanca de engate do corte da linha (contraporca) como a alavanca de engate do avanço longitudinal da face são desengatadas antes de ligar a máquina! Caso contrário, a lâmina pode ser avançada para o mandril do torno ou para o cabeçote móvel e causar danos graves.
ATENÇÃO

Antes de ligar a máquina, certifique-se de que executou todas as instruções de montagem e ajuste anteriores, que leu o manual e que está familiarizado com as várias funções e características de segurança desta máquina. A não observância deste aviso pode resultar em ferimentos graves ou mesmo na morte!
Uma vez concluída a montagem, teste a máquina para assegurar que está a funcionar corretamente e que está pronta para o funcionamento regular. Isto é feito sem a peça de trabalho presa. Efetue o teste como descrito abaixo.
38.2.1 Efetuar o teste
- Certifique-se de que compreendeu as instruções de segurança deste manual e de que todas as outras etapas de montagem foram concluídas.
- Certifique-se de que os fluidos de funcionamento necessários (óleo de engrenagem, refrigerante, etc.) foram abastecidos.
- Certifique-se de que o mandril do torno está corretamente fixo.
- Certifique-se de que todas as ferramentas e objetos utilizados durante a configuração foram removidos da máquina.
- Solte a alavanca de engate da lâmina rocada (porca de segurança) (Q) e a alavanca de engate do avanço longitudinal horizontal (R)
- Certificar-se de que a bomba de refrigeração (C) está desligada; oriente o bico do refrigerante para dentro do coletor de aparas da máquina.
- Rode o interruptor de paragem de emergência (G) no sentido dos ponteiros do relógio até que ele salte para fora.
- Desloque a alavanca de direção do avanço (A) para a posição central desengatada.
- Ajuste a máquina na rotação mais baixa.
- Ligue a máquina à fonte de alimentação, depois rode o interruptor principal para a posição ON e o interruptor do passo do motor para a posição "I".
- Acione a alavanca do comando Sentido de rotação (P) para ligar a máquina. O fuso gira a 45 rpm. Quando funciona corretamente, a máquina funciona suavemente com pouca ou nenhuma vibração ou ruído de fricção.
- Mova a alavanca de comando Sentido de rotação (P) para a posição central e prima o interruptor de paragem de emergência (G).
- Sem reiniciar o interruptor de paragem de emergência, mova a alavanca de comando Sentido de rotação para baixo. A máquina não pode arrancar.
Se for o caso, a função de segurança do interruptor de paragem de emergência é garantida. Siga com o passo seguinte.
Se, por outro lado, a máquina começar com o interruptor de paragem de emergência premido, desligue imediatamente a alimentação elétrica da máquina. O interruptor de paragem de emergência não funciona corretamente. Neste caso, contacte o serviço pós venda. - Rode o interruptor de paragem de emergência no sentido dos ponteiros do relógio até que ele salte para fora.
-
Certifique-se de que a luz indicadora de funcionamento (B) está a funcionar.
-
Certifique-se de que o bico do refrigerante está a apontar para o coletor de aparas, depois rode o interruptor da bomba de refrigeração e abra a válvula do bico. Após verificar se o refrigerante está a sair do bico, desligue o interruptor para o refrigerante.
-
Inicie o fuso e aplique depois o travão de pé. A alimentação elétrica do motor deve ser cortada e o fuso deve parar imediatamente.
A retração deve ser realizada com a velocidade mais baixa do fuso. Deixe a máquina funcionar a esta velocidade durante cerca de 1 hora. Preste atenção a quaisquer anomalias e/ou irregularidades, tais como ruídos involgares, desequilíbrios, etc. Se tudo estiver em ordem, aumente progressivamente a velocidade. As rotações mais altas só podem ser atingidas após 10 horas de funcionamento.
Se ocorrerem ruídos ou vibrações invulgares durante o teste, pare imediatamente a máquina e consulte a secção Resolução de problemas. Se não encontrar aí uma solução para o seu problema, contacte o seu revendedor ou o serviço após venda.
38.3 Operação
38.3.1 Símbolos de comando
 | Interruptor de passo motor0: DESLIGARI: Nível 1II: Nível 2 |  | Bomba de refrigeranteVerde: LigarVermelho: Desligar |
 | Porca de segurança aberta | 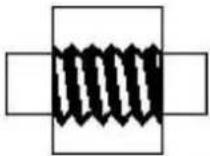 | Porca de segurança fechada |
 | Rosca métrica |  | Rosca de polegada |
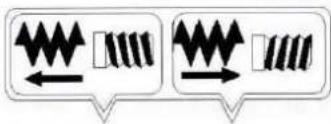 | Rosca direita e avanço longitudinal para o lado do cabeçote (ilustração à esquerda) | ||
| Rosca esquerda e avanço longitudinal para o lado do cabeçote móvel (ilustração à direita) | |||
 | Avanço longitudinal engatado (em cima)Os dois avanços desacoplados (no meio)Avanço transversal engatado (em baixo) | 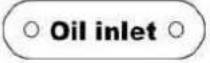 | Entrada de óleo |
 | Não altere a velocidade ou o sentido de rotação durante o funcionamento! | ||
| [TXZT] | Tensão elétrica | [8038] | Botão de funcionamento momentânea |

Luz indicadora do funcionamento

Interruptor de paragem de emergência
38.3.2 Ligar a máquina
AVISO

Tenha em mente que a máquina só pode ser ligada se o interruptor de paragem de emergência estiver desbloqueado, a proteção do mandril do torno fechada e todos os interruptores de posição ativos.



Para ligar a máquina, rode o interruptor principal (1) para «ON» e o interruptor de passo motor (2) para a posição «I» ou «II». O interruptor principal da máquina encontra-se na parte traseira do cabeçote. Depois de ligar, a luz indicadora de funcionamento acende-se permanentemente.
A máquina é iniciada acionando a alavanca de comando Sentido de rotação(3).
38.3.3 Botão de funcionamento momentânea

Para uma mudança conveniente da rotação do eixo principal, a confirmação da velocidade do avanço e a centralização dos objetos, a máquina está equipada com um botão de funcionamento momentâneo (1). Quando o botão é premido, o fuso principal roda para a frente e para assim que se solta o botão.
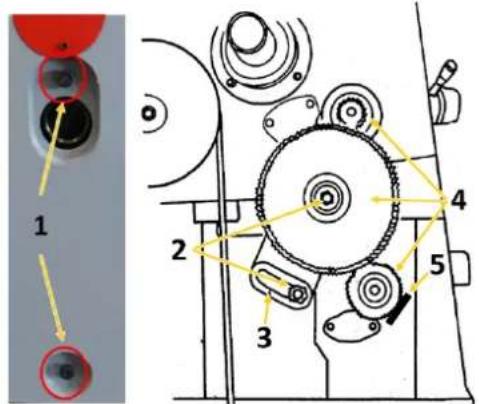
38.3.4 Travão de pé

Quando o travão de pé é acionado, a transmissão é desativada e o fuso é travado.
A máquina é ligada de novo acionando a alavanca de comando Sentido de rotação.
- Posição central 2. Selecionar o sentido de rotação
38.4 Ajustar a rotação do fuso e o sentido de rotação
AVISO


Nunca altere o sentido de rotação / velocidade enquanto o motor / fuso não estiver completamente parado! A alteração do sentido de rotação / velocidade durante o funcionamento pode levar à destruição dos componentes.
A velocidade correta do fuso é importante para resultados seguros e satisfatórios, bem como para maximizar a vida útil da ferramenta.
Para ajustar corretamente a velocidade do fuso, é necessário fazer o seguinte:
- Determine a velocidade ideal do fuso para a respetiva tarefa de maquinação e
- ajuste o comando da máquina de modo a que a velocidade do fuso necessária seja atingida.
38.4.1 Ajustar a velocidade do fuso principal
A rotação do fuso é ajustada através das duas alavancas de comando no cabeçote e através do interruptor de passo do motor (27).
Quando o interruptor do passo do motor se encontrar na posição "I", as rotações mais baixas estão disponíveis. Quando o interruptor do passo do motor se encontrar na posição "I", as rotações mais altas estão disponíveis.
Estão disponíveis um total de doze velocidades:
| Gama de velocidades do fuso (rpm) |  |  | ||
| HL | HL | HL | HL | |
 | 180 | 1000 | 360 | 2000 |
 | 65 350 130 700 | |||
 | 45 | 245 | 90 | 490 |
Utilizar o interruptor de funcionamento momentâneo para facilitar o envolvimento nas posições individuais do interruptor.
38.4.2 Sentido de rotação

A máquina é comutada com a alavanca de comando Sentido de rotação (1).
Se colocar o interruptor para baixo, o mandril do torno corre no sentido contrário ao dos ponteiros do relógio.
Se colocar o interruptor para cima, o mandril do torno funciona no sentido dos ponteiros do relógio.
38.4.3 Operação em curso
Utilize apenas mandris de torno recomendados pela Holzmann Maschinen.
A velocidade máxima do fuso para a mesa horizontal com diâmetro ∅ 320 mm não deve exceder as 1255 rpm.
Quando a lâmina roscada ou o avanço automático não estiver a ser utilizado, a alavanca seletora da direção do avanço deve encontrar-se na posição neutra para assegurar o desacoplamento do fuso guia e do fuso de tração. Para evitar desgaste desnecessário, o relógio roscado não deve ser ligado ao fuso guia.
38.5 Roscas e avanços
38.5.1 Engrenagem das rodas dentadas
A engrenagem das rodas dentadas deve ser ajustada de acordo com a escala de dados para uma adaptação ideal aos respetivos requisitos das lâminas roscadas. Um grande número de avanços e a maioria dos passos da rosca podem ser ajustados com as rodas dentadas montadas de fábrica. No caso de avanços ou passos da rosca especiais, as rodas dentadas necessárias devem ser mudadas.
ATENÇÃO

Desligue a máquina antes de substituir ou mudar a posição das rodas dentadas e proteja-a contra um reinício não autorizado ou não intencional.
As rodas dentadas para a avanço são montadas numa tesoura de roda dentada ou diretamente no fuso guia e na engrenagem de avanço.
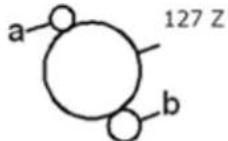
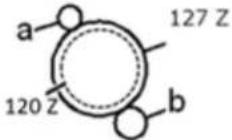
Para obter a rosca desejada de acordo com a tabela, as combinações de engrenagens correspondentes devem ser montadas com antecedência:
text_image
1 2 3 4 5- Desligue a máquina da fonte de tensão e proteja-a contra reinício involuntário.
- Desaperte os parafusos (1) da tampa do lado esquerdo do cabeçote e retire a tampa.
- Desaperte as porcas sextavadas (2) e o parafuso Allen (5) e guarde o suporte giratório (3).
- Mude as rodas dentadas (4) de acordo com a tabela de avanço ou de rosca.
- Posicione o suporte de rotação de modo a que as grandes engrenagens engrenam nas mais pequenas. Depois aperte novamente as porcas sextavadas. Certifique-se de que há um jogo de 0,005 - 0,007 mm entre as engrenagens. Um ajuste demasiado apertado das engrenagens leva ao ruído excessivo e ao aumento do desgaste.
- Volte a montar a tampa (preste atenção ao interruptor de posição!) e volte a ligar a máquina à fonte de alimentação.
38.5.2 Avanço manual

- O avanço manual do deslizador longitudinal é realizado por meio de um volante (1).
- O avanço manual do deslizador transversal é realizado por meio de um volante (2).
- O avanço manual do deslizador superior é realizado por meio de um volante (3).
38.5.3 Avanço automático
AVISO


Aguarde que a máquina fique completamente parada antes de fazer quaisquer alterações nas posições da alavanca seletora. Se necessário, utilize o interruptor de funcionamento momentânea para ajudar no acionamento de uma alavanca.
O fuso de tração é ligado através da alavanca seletora da direção do avanço (A) no cabeçote, determinando assim a direção do avanço.
Coloque a alavanca seletora para a esquerda ou para a direita de acordo com o simbolismo. Utilize os interruptores seletores do avanço (D, H, I) para definir a avanço desejado ou o passo da rosca.
As velocidades do avanço selecionáveis para o avanço longitudinal variam de 0,02 a 0,85 mm/rotação.
As velocidades do avanço selecionáveis para o avanço transversal variam de 0,005 a 0,22 mm/rotação.
Utilize as tabelas na lateral da caixa da mudança de velocidade para assistência na definição da velocidade desejada do avanço.
LEVER = Interruptor seletor T = Número de dentes; p. ex. 60T
Avanço horizontal ou longitudinal:
Alavanca de engate (R)
38.5.4 Lâminas roscadas
A máquina pode ser utilizada para cortar roscas em metros ou em polegada. Com a alavanca seletora da direção do avanço (A) no cabeçote, pode definir a direção da rotação da rosca (rosca esquerda/direita). Pode definir a inclinação com os interruptores seletores do avanço. A alavanca de engate das lâminas roscadas (porca de fecho) (Q) deve ser sempre fechada durante o processo das lâminas roscadas.
38.5.5 Tabela de passo de rosca / avanço longitudinal para roscas métricas
As roscas métricas variam de 0,8 a 14,0 mm, estão disponíveis 36 níveis.
 |  Passo do fuso 6 mm Passo do fuso 6 mm | |||||||||
| Roda de mudança a -Número de dentes- | 56 | 60 | 60 | 40 | 60 | 60 | 40 | 60 | 56 | |
| Roda de mudança b -Número de dentes- | 60 | 60 | 60 | 80 | 60 | 60 | 80 | 60 | 63 | |
| Interruptor seletor do avanço | 4 | 1 | 3 | 4 | 1 | 3 | 1 | 3 | 3 | |
| R | R | S | T | V | R | T | V | V | ||
| A | D | 14.0 | 12.0 | 11.2 | 10.0 | 9.6 | 9.0 | 8.0 | 7.2 | 6.4 |
| B | D | 7.0 | 6.0 | 5.6 | 5.0 | 4.8 | 4.5 | 4.0 | 3.6 | 3.2 |
| A | C | 3.5 | 3.0 | 2.8 | 3.5 | 2.4 | 2.25 | 2.0 | 1.8 | 1.6 |
| B | C | 1.75 | 1.5 | 1.4 | 1.75 | 1.2 | 1.12 | 1.0 | 0.9 | 0.8 |
38.5.6 Tabela de passo de rosca / avanço longitudinal para roscas de polegadas
As roscas de polegadas variam de 2 a 28 TPI, estão disponíveis 30 níveis.
  Passo do fuso 6 mm Passo do fuso 6 mm | |||||||||
| Roda de mudança a -Número de dentes- | 60 | 60 | 60 | 60 | 60 | 56 | 60 | 60 | |
| Roda de mudança b -Número de dentes- | 60 | 54 | 57 | 60 | 66 | 54 | 78 | 63 | |
| Interruptor seletor do avanço | 4 | 1 | 1 | 1 | 1 | 2 | 1 | 3 | |
| V | V | V | V | V | V | V | V | ||
| A | D | 2 | 214 | 212 | 234 | 3 | 314 | 312 | |
| B | D | 4 | 412 | 5 | 512 | 6 | 612 | 7 | |
| A | C | 8 | 9 | 912 | 10 | 11 | 12 | 13 | 14 |
| B | C | 16 | 18 | 19 | 20 | 22 | 24 | 26 | 28 |
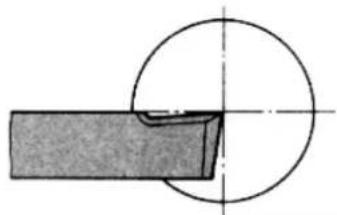
38.5.7 Relógio roscado (para retomar o passo)
AVISO

Não engate a contraporca quando o fuso guia estiver a rodar a mais de 200 rotações por minuto ou quando o fecho do deslizador estiver bloqueado, caso contrário podem ocorrer danos nos rolamentos ou quebra do pino de corte do fuso!
text_image
2 1O relógio roscado (1) também pode ser utilizado para cortar roscas métricas. O relógio roscado (para retomar o passo) encontra-se no lado direito da caixa de fecho.
O relógio roscado desempenha uma função importante. Indica o momento correto para engatar a «alavanca de engate de rosca (contraporca)» (2) para que a ferramenta apanhe novamente a mesma rosca em cada passo.
Na extremidade inferior do eixo do relógio roscado, existem várias rodas dentadas com diferentes números de dentes, de modo a poder rodar roscas métricas com diferentes passos de rosca. A posição vertical do relógio roscado é alterada conforme necessário, de modo a que a engrenagem selecionada para o passo de rosca desejado encaixe com o fuso guia.
text_image
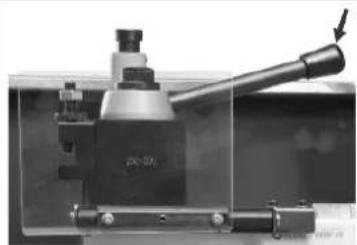
Passo do fuso guia: 6 mm Escala de rosca métrica T 16 PC 0.8 1.2 2 4 8 → 1.357 1-8 1-8 1.357 1.357 15 PC 0.9 1.25 2.5 4.5 4.5 10 → 1 1 1 1 1 1 14 PC 1.4 1.75 2.8 3.5 7 14 → 1.5 1.5 1.5 1.5 1.5 1.5 0 CP 0.6 0.75 1 1.5 3 3 12 → / / / / / / / /As linhas numeradas 1, 3, 5 e 7 são registadas no mostrador do relógio roscado. No meio há traços sem numeração, os chamados meios traços. Quando o fuso guia é engatado, o disco de escala roda. Existe apenas uma marca de linha (linha fixa) na caixa do relógio roscado. A tabela fixada no lado lateral da caixa da mudança de velocidades (veja ilustração à esquerda) mostra a sequência de seleção e acoplamento dos traços no disco da escala rotativa com o traço fixo, para além do passo. Os números na linha «→» referem-se à numeração das marcas de graduação no relógio roscado. Para bater, engate a contraporca ao nível do número correspondente indicado na tabela.
38.6 Porta-ferramentas
A principal função do porta-ferramentas é manter a ferramenta no lugar. Se necessário, o porta-ferramentas também pode conter mais do que uma ferramenta (máximo 4).
Ao inserir a ferramenta, certifique-se de que a cabeça de corte da ferramenta aponta na direção do eixo de rotação da peça de trabalho.
Fixar a ferramenta:
CUIDADO

Antes de qualquer troca manual de ferramentas, pare os fusos, aguarde que todas as ferramentas fiquem paradas e proteja a máquina contra um reinício involuntário antes de mudar de ferramenta!
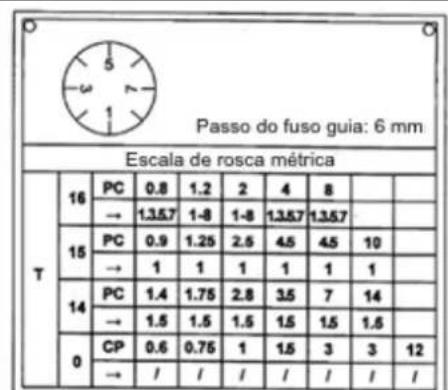
text_image
90°Fixe a ferramenta de torneamento no porta-ferramentas.
A ferramenta de torneamento deve ser tão curta e firmemente fixada quanto possível para poder absorver bem e de forma fiável a força de corte que ocorre durante a formação da apara.
Certifique-se também de que a ferramenta de torneamento é fixada em ângulos retos em relação ao eixo de rotação (veja figura à esquerda). Ao apertar num ângulo, a ferramenta de torneamento pode ser puxada para a peça de trabalho.
Alinhe a ferramenta de torneamento em altura. Utilize o cabeçote móvel com ponta de centragem para determinar a altura necessária. Se necessário, coloque suportes de aço sob a ferramenta de torneamento para obter a altura necessária.
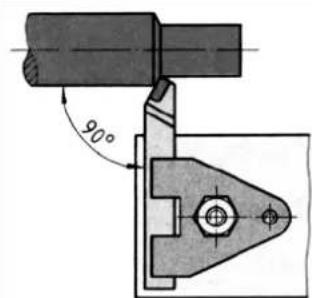
A lâmina da ferramenta de torneamento deve ser colocada exatamente à altura da ponta durante o torneamento horizontal, a fim de produzir uma face livre de pinos. O torneamento horizontal produz superfícies planas que são perpendiculares ao eixo de torneamento da peça. É feita uma distinção entre o torneamento transversal, o corte transversal e o torneamento longitudinal.
Se for necessário rode o porta-ferramentas, abra a alavanca de aperto rodando-a no sentido contrário ao dos ponteiros do relógio. Rode o porta-ferramentas para a posição desejada e depois volte a apertá-lo rodando a alavanca de aperto no sentido dos ponteiros do relógio.
38.7 Montagem dos biseis

Utilize o descanso móvel ou fixo para suportar peças torneadas longas se se espera que a força de corte da ferramenta de torneamento faça com que a peça torneada se dobre.
38.8 Cabeçote móvel

O cabeçote móvel serve de contrapeso ao virar entre centros e para segurar ferramentas de perfuração, rebaixamento e escareamento. É guiada nas bochechas da cama da máquina e pode ser fixada em qualquer ponto através de uma alavanca de aperto (2).
O cabeçote móvel é fixado no leito da máquina (leito fundido) com um parafuso de paragem de posição final (1) para evitar que o cabeçote móvel seja empurrado para fora involuntariamente (veja figura à esquerda).
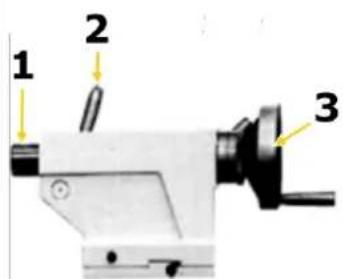
text_image
1 2 3A coluna do cabeçote móvel (1) pode ser movida por um fuso roscado e uma roda manual (3) e pode ser fixada com uma alavanca de aperto (2). Um cone interno na coluna aceita a ponta de centragem, um mandril de furar ou ferramentas com uma haste afunilada.
- Fixe a sua ferramenta necessária na coluna do cabeçote móvel.
→ Utilize a escala na coluna para ajustar e/ou reajustar.
- Fixe a coluna com a alavanca de aperto.
→ Utilize o volante para retrain e estender a coluna.
38.8.1 Deslocamento transversal do cabeçote móvel
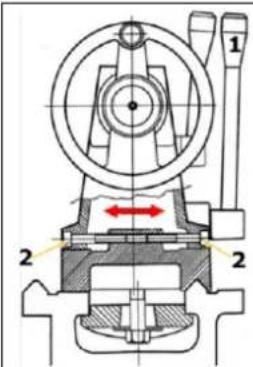
O deslocamento transversal do cabeçote móvel é necessário ao virar corpos longos e afilados.
Para o efeito, solte a alavanca de aperto do cabeçote móvel (1) e os parafusos de ajuste (2) à esquerda e à direita do cabeçote móvel.
O desvio lateral desejado pode ser definido com a ajuda da escala na parte de trás do cabeçote móvel.
Aperte novamente a alavanca de aperto e os parafusos de ajuste.
38.9 Ponte do leito
text_image
1 2 3 4 5O diâmetro de viragem pode ser aumentado através da remoção da ponte do leito (1). O diâmetro máximo de viragem sem ponte e o comprimento da ponte de leito (2) podem ser encontrados nos dados técnicos. O comprimento máximo de torneamento depende do porta-ferramentas utilizado.
- Coloque primeiro a vedação longitudinal (se presente) no lado direito do leito da máquina (5).
- Primeiro desaperte os parafusos de fixação (3), depois puxe os pinos (4)
• Proceda em ordem inversa para a remontagem.
38.10 Instruções gerais de trabalho
ATENÇÃO

Não prenda quaisquer peças que estejam acima da gama de fixação admissível dos alojamentos das peças de trabalho, mandris de torno, etc. A força de aperto de um mandril de torno é demasiado baixa quando o intervalo de aperto é excedido. As mandíbulas de aperto podem soltar-se.
CUIDADO

Verifique regularmente o estado fechado dos parafusos de aperto.
As peças devem ser fixadas de forma segura e firme na máquina antes de serem maquinadas. A força de aperto deve ser dimensionada de modo a que a entrada da peça seja assegurada em segurança, mas não ocorra qualquer dano ou deformação da peça.
Fixe a peça de trabalho
- Desligue a máquina da rede.
- Coloque uma tábua robusta ou uma base de mandril do torno por baixo do mandril para proteger as superfícies de precisão retificadas.
- Insira a chave do mandril numa ranhura de rolamento e rodá-la no sentido contrário ao dos ponteiros do relógio para abrir as mandíbulas até que a peça se encontre plana na
superfície de aperto ou uniformemente nos degraus da mandíbula ou encaixe no furo do mandril e através do furo do mandril.
- Feche as mandíbulas até que façam contacto ligeiro com a peça.
- Rode o mandril do torno à mão para assegurar que a peça é segurada uniformemente pelas três mandíbulas e está centrada no mandril do torno.
Se a peça não estiver centrada, solte as mandíbulas e realinhe a peça de trabalho. Volte a apertar as mandíbulas e repita o passo 5. Quando a peça de trabalho estiver centrada, aperte completamente as mandíbulas.
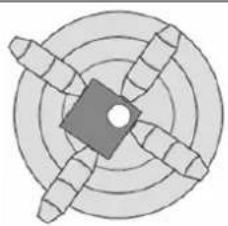
38.10.1 Mandril de 3 mandíbulas
O mandril de 3 mandíbulas fornecido com a sua máquina é um mandril de enrolar, ou seja, as três mandíbulas movem-se uniformemente quando a chave do mandril é rodada. Esta configuração da mandíbula é utilizada para segurar peças concêntricas centradas com a mesma pressão das três mandíbulas. Um conjunto de maxilares superiores reversíveis está também incluído no âmbito da entrega, permitindo configurações adicionais de peças de trabalho.
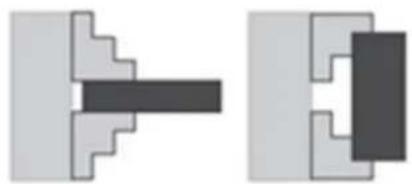
Ambos os conjuntos de mandíbulas podem acomodar uma peça tanto no interior como no exterior - ver ilustração à esquerda.
Independentemente da configuração das mandíbulas, certifique-se de que a peça está firmemente presa na mandíbula.
text_image
D A B A₁ B₁ C C₁| ∅ D | A - A1 | B - B1 | C - C1 |
| 200 mm | 4 - 120 mm | 50 - 220 mm | 60 - 230 mm |
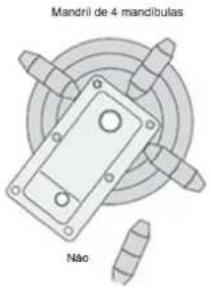
38.10.2 Mandril de 4 mandíbulas
ATENÇÃO

Utilize o mandril de 4 mandíbulas apenas para operações de viragem a baixa velocidade. Se o mandril de 4 mandíbulas for utilizado a média ou alta velocidade, há quase sempre um desequilíbrio e o operador ou espectadores correm o risco de ser atingidos por uma peça de trabalho ejetada.
O mandril de 4 mandíbulas tem mandíbulas ajustáveis independentemente. Isto permite que as peças não cilíndricas sejam mantidas para o revestimento ou perfuração e trazidas para a linha central do fuso. Outra vantagem é que a maioria das peças pode ser posicionada fora do eixo de rotação do fuso, por exemplo, se for necessário cortar um furo ou um degrau numa peça de trabalho numa aresta exterior.
Para uma melhor aderência em peças não cilíndricas, uma ou mais mandíbulas também podem ser rodadas 180° para ganhar mais área de superfície para fixação.
38.10.3 Mesa horizontal
ATENÇÃO

Utilize sempre pelo menos três dispositivos de fixação independentes ao utilizar a mesa horizontal. Um aperto insuficiente pode fazer com que a peça seja atirada para o exterior durante a operação!
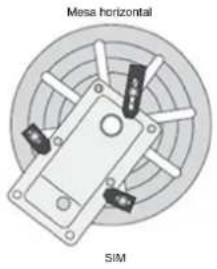 |  | A mesa horizontal tem várias ranhuras para parafusos em T que podem acomodar dispositivos de fixação. Cabe sempre na mesa horizontal se achar que o mandril de 3 ou 4 mandíbulas não consegue segurar a peça com segurança suficiente - veja ilustração à esquerda. |
Montar a mesa horizontal
- Desligue a máquina da rede!
- Insira uma ponta fixa do cabeçote móvel no cabeçote móvel, empurre o cabeçote móvel para cima até à mesa horizontal e bloqueie o cabeçote móvel em posição.
- Coloque a peça de trabalho na mesa horizontal, rode a coluna do cabeçote móvel de modo a que a ponta fixa do cabeçote móvel toque na peça de trabalho.
- Bloqueie a coluna quando for aplicada pressão suficiente para segurar a peça de trabalho. Dependendo da peça, poderá ser necessário apoio adicional.
- Fixe a peça em pelo menos três lugares tão uniformemente espaçados quanto possível -veja ilustração acima.
- Verifique novamente todas as precauções de segurança e a folga de viragem.
- Deslize o cabeçote traseiro para longe da peça e monte as ferramentas do cabeçote traseiro necessárias para furar ou perfurar, ou posicionar a broca para tornear.
38.10.4 Torneamento longo
text_image
AvançoNo torneamento longo, a ferramenta de torneamento é deslocada paralelamente ao eixo de rotação. O avanço é efetuado quer manualmente rodando o volante no deslizador longitudinal ou no deslizador superior, quer ligando o avanço automático. A alimentação para a profundidade de aparas realiza-se através do deslizador transversal.
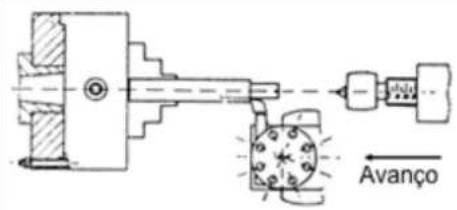
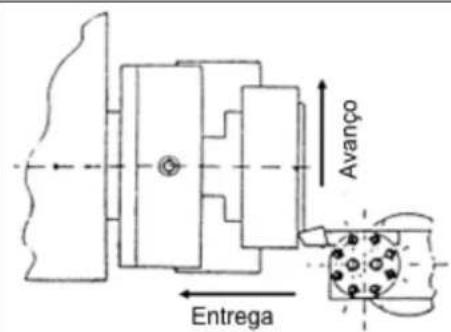
38.10.5 Torneamento horizontal e furos
text_image
Avanço EntregaNo torneamento horizontal, a ferramenta de torneamento é deslocada paralelamente ao eixo de rotação. O avanço é feito manualmente com o volante do deslizador transversal. A alimentação da profundidade de aparas é feita pelo deslizador superior ou pelo deslizador longitudinal.
38.10.6 Fixar o deslizador longitudinal

text_image
Parafusos de bloqueioA força de corte que ocorre durante as operações de perfuração, ranhuramento ou separação pode causar o deslocamento do deslizador longitudinal. Por isso, fixe o deslizador longitudinal com o parafuso de bloqueio.
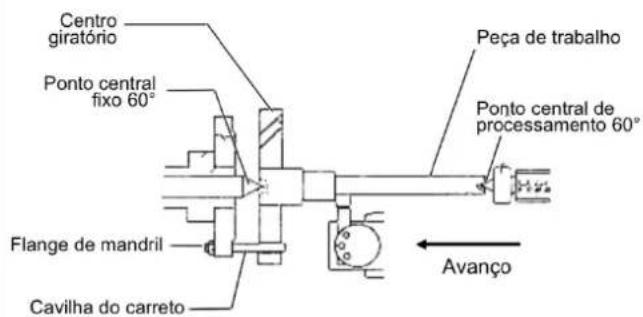
38.10.7 Tornear entre pontas
text_image
Centro giratório Ponto central fixo 60° Flange de mandril Cavilha do carreto Peça de trabalho Ponto central de processamento 60° AvançoAs peças de trabalho que requerem alta concentricidade são maquinadas entre pontas. É feito um furo de centragem em ambas as faces da peça de trabalho com a face virada para a acomodar. O centro do torno está preso à peça de trabalho. A cavilha do carreto, que é aparafusado no flange de mandril, transmite o torque ao centro do torno. A ponta de centragem fixa situa-se no furo de centragem da peça de trabalho do lado da cabeça do fuso. A ponta de centragem móvel situa-se no furo de centragem da peça de trabalho do lado do cabeçote móvel.
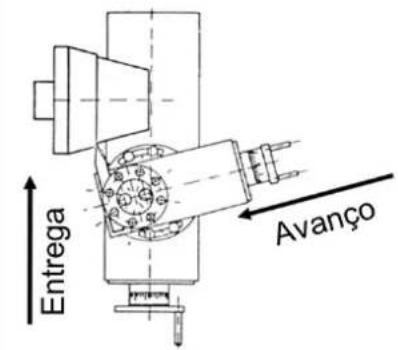
38.10.8 Virar cones curtos com o deslizador superior
text_image
Entrega AvançoA viragem dos cones curtos é feita à mão com o deslizador superior. O deslizador superior é rodado para o ângulo desejado. A alimentação é feita através do deslizador transversal:

- Desaperte os dois parafusos de aperto à frente e atrás do deslizador superior.
- Rode o deslizador superior para a posição desejada.
- Volte a apertar o deslizador superior.
38.10.9 Torneamento roscado
text_image
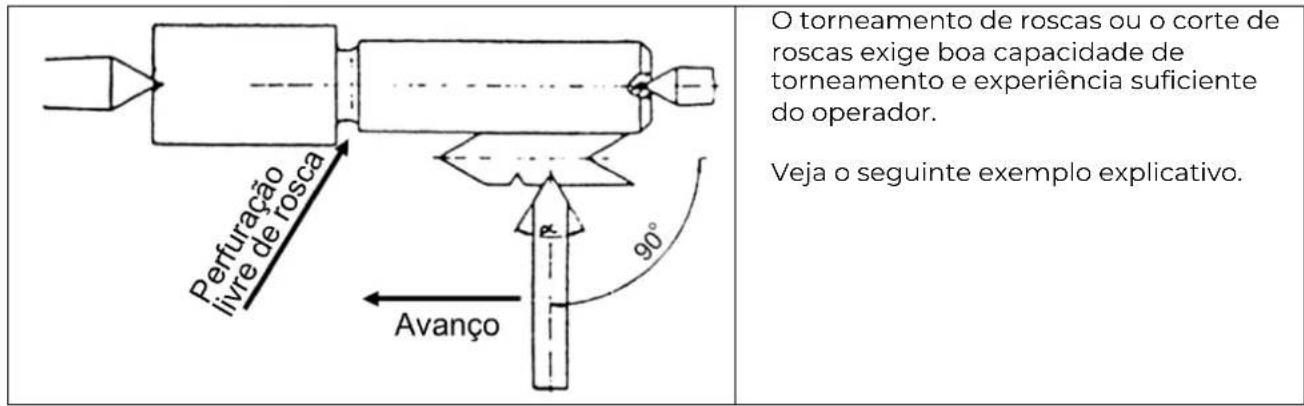
O torneamento de roscas ou o corte de roscas exige boa capacidade de torneamento e experiência suficiente do operador. Veja o seguinte exemplo explicativo.Exemplo de rosca externa:
- O diâmetro da peça deve ser rodado para o diâmetro da rosca desejada.
- A peça de trabalho requer um chanfro no início da rosca e um corte inferior na saída da rosca.
- A rotação deve ser tão baixa quanto possível.
- A ferramenta de tornear rosca deve corresponder exatamente à forma da rosca, ser absolutamente em ângulo reto e fixada exatamente no centro de rotação.
- A alavanca de engate das lâminas roscadas deve permanecer fechada durante todo o processo de corte da rosca. As exceções são os campos de rosca que podem ser efetuados com o relógio de corte de fio.
- A rosca é feita em várias operações de corte para que a ferramenta de torneamento tenha de ser completamente rodada (com a corrediça transversal) para fora da rosca no final de uma operação de corte.
- O curso de retorno é realizado com a contraporca fechada e a ferramenta de torneamento da rosca não engatada, operando o «sentido de rotação da alavanca do interruptor».
- Desligue a máquina e volte a colocar a ferramenta de roscar em pequenas ranhuras de apara com o deslizador transversal.
- Antes de cada passagem, mova o deslizador superior cerca de 0,2 a 0,3 mm alternadamente para a esquerda e para a direita a fim de cortar a rosca. A ferramenta de tornear roscas só corta assim num flanco de rosca com cada passagem. Não realize mais cortes livres até pouco antes de se atingir a profundidade total da rosca.
39 LIMPEZA
| AVISO | |
| Os agentes de limpeza incorretos podem atacar a pintura da máquina. Não utilize solventes, diluentes nitrosos ou outros agentes de limpeza para a limpeza que possam danificar a pintura da máquina. Observe as especificações e instruções do fabricante do detergente! | |
Prepare as superfícies e lubrifique as peças da máquina nuas com um óleo lubrificante sem ácido. Subsequentemente, a limpeza regular é um pré-requisito para o funcionamento seguro da máquina e uma longa vida útil. Por isso, limpe o aparelho após cada utilização para remover aparas e partículas de sujidade.
40 MANUTENÇÃO
ATENÇÃO

Perigo devido tensão elétrica! O manuseamento da máquina com a alimentação elétrica ligada pode causar ferimentos graves ou a morte. Desligue sempre a máquina da alimentação antes de efetuar trabalhos de manutenção ou de reparação e protejada contra uma religação involuntária!
A máquina requer pouca manutenção e contém apenas algumas peças precisam de ser mantidas. Independentemente disto, as falhas ou defeitos que possam afetar a segurança do utilizador devem ser imediatamente retificados!
- Antes de cada arranque, certifique-se de que os dispositivos de segurança estão em perfeitas condições e a funcionar corretamente.
- Verifique, semanalmente, a fixação correta de todas as ligações.
- Verifique regularmente se os avisos e autocolantes de segurança da máquina estão em bom estado e em condições de legibilidade.
- Utilize apenas ferramentas adequadas e em perfeito estado
- Utilize apenas peças sobressalentes originais recomendadas pelo fabricante
40.1 Plano de manutenção e serviço
O tipo e grau de desgaste da máquina dependem, em grande medida, das condições de funcionamento. Os intervalos seguintes aplicam-se quando a máquina é utilizada dentro dos limites especificados:
| Intervalo Componente Medida | ||
| Sempre antes do início dos trabalhos ou após cada manutenção ou serviço | Trilhos de guia lubrificar | |
| Rodas dentadas lubrificar com um lubrificante | ||
| Camlock Parafuso de fixação do alojamento do fuso rotativo | Controlar a fixação | |
| Engrenagem de avanço da caixa de fecho do cabeçote | Inspeção visual dos níveis de óleo (através do visor) | |
| Semanalmente | Fuso guiaFuso de traçãoCabeçote móvel | lubrificar ou encher todos os bicos de lubrificação e lubificadores com óleo de máquina |
| Deslizador superiorDeslizador transversalDeslizador longitudinal | lubrificar ou encher todos os bicos de lubrificação e lubificadores com óleo de máquina | |
| Anualmente ou após cada 1000 horas de funcionamento | Engrenagem de avanço | Mudar óleo |
| Caixa de fecho Mudar óleo | ||
| Cabeçote Mudar óleo | ||
| se necessário | Refrigerante reabastecer | |
| Trilhos de guia | Reajustar as barras trapezoidais | |
| Cabeçote | Verificar a correia trapezoidal e reajustar, se necessário | |
text_image
Parafuso de ajuste do deslizador de leito Parafuso de ajuste do deslizador plano Parafuso de ajuste do deslizador superiorO jogo excessivo das guias pode ser reduzido através do reajuste das barras trapezoidais. Para reajustar, rode o parafuso de ajuste no sentido dos ponteiros do relógio. Isto empurra a barra trapezoidal para trás e reduz o jogo da respetiva barra-guia.
40.1.2 Inspeção visual dos níveis de óleo

text_image
1 2 3Verifique os níveis de óleo do cabeçote (1), engrenagem de alimentação (2) e caixa de fecho (3) antes de iniciar os trabalhos ou após cada manutenção e reparação. O nível de óleo deve atingir pelo menos o meio ou a marca mais alta.
40.1.3 Mudança de óleo do cabeçote, engrenagem de avanço e caixa de fecho
AVISO


Os lubrificantes usados são tóxicos e não devem ser libertados para o ambiente. Ao mudar, utilize recipientes de recolha adequados com volume suficiente! Siga as instruções do fabricante e, se necessário, contacte a sua autoridade local para mais informações sobre a eliminação adequada.
Alimente as engrenagens com óleo de engrenagem (recomendado para ISO 12925-1 CKD, DIN51517 parte 3 CLP, US Steel 224, AGMA 9005-E02) com uma viscosidade de 220.
text_image
F 1 3 F D 2 DCabeçote (1)
O rolamento do cabeçote está num banho de óleo. Certifique-se de que o nível de óleo atinge sempre a marcação no visor. Remova a tampa do lado lateral à esquerda. Para mudar o óleo, drene o óleo removendo o bujão de drenagem (D). Para reabastecer o óleo, verta o óleo para dentro da abertura de enchimento (F). Volte a instalar a tampa. Verifique regularmente o nível de óleo.
Primeira mudança de óleo (óleo de entrada) após 100 horas de funcionamento, depois anualmente ou após cada 1000 horas de funcionamento.
Engrenagem de avanço (2)
Certifique-se de que o nível de óleo atinge sempre a marcação no visor. Remova a tampa do lado lateral à esquerda. Para mudar o óleo, drene o óleo removendo o bujão de drenagem (D). Para reabastecer o óleo, verta o óleo para dentro da abertura de enchimento (F). Volte a instalar a tampa. Verifique regularmente o nível de óleo.
Primeira mudança de óleo (óleo de entrada) após 100 horas de funcionamento, depois anualmente ou após cada 1000 horas de funcionamento.
Caixa de fecho (3)
O óleo deve atingir a marca no visor de óleo. Para mudar o óleo, drene o óleo removendo o bujão de drenagem (D). Para reabastecer o óleo, verta o óleo para dentro da abertura de enchimento (F). Verifique regularmente o nível de óleo. Primeira mudança de óleo (óleo de entrada) após 100 horas de funcionamento, depois anualmente ou após cada 1000 horas de funcionamento.
40.1.4 Outros pontos de lubrificação
Engrenagens
Lubrifique as engrenagens com uma massa lubrificante pesada. Certifique-se de que não há gordura nas roldanas ou nos cintos!
Bico de lubrificação e lubrificador
Lubrifique ou encha semanalmente os bicos de lubrificação ou lubrificador nos fusos guia e de tração, no cabeçote móvel e na mesa transversal e no deslizador superior com óleo de máquina.
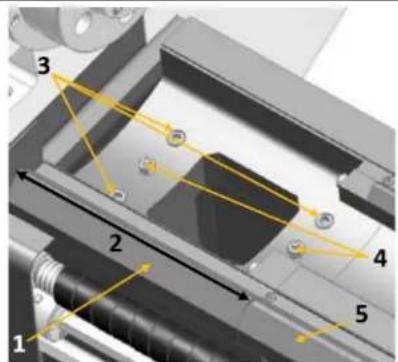
40.1.5 Verificar e limpar o sistema de refrigeração
AVISO


Os refrigerantes usados são tóxicos e não devem ser libertados para o ambiente! Siga as instruções do fabricante e, se necessário, contacte a sua autoridade local para obter informações sobre a eliminação adequada.
Verificar o sistema de refrigeração
text_image
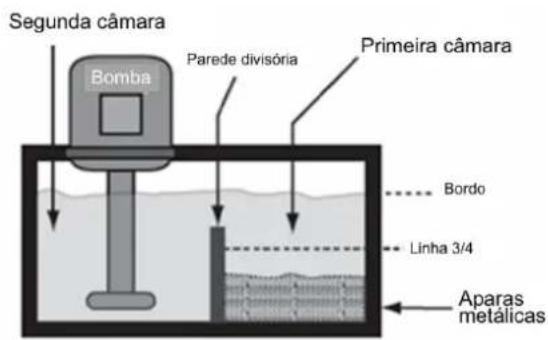
Segunda câmara Bomba Parede divisória Primeira câmara Bordo Linha 3/4 Aparas metálicas-
Abra a cobertura do compartimento da bomba/tanque do refrigerante.
-
Verifique o nível do refrigerante no tanque. O líquido deve estar cerca de um centímetro abaixo da parte superior do tanque.
-
Verifique o nível das aparas de metal na primeira câmara. Quando as aparas tiverem atingido 3/4 da altura da parede divisória, remova as aparas.
-
Verifique a qualidade do refrigerante de acordo com as especificações do fabricante e substitua-o conforme recomendado.
Limpar o sistema de refrigeração
- Evvazie qualquer resto de refrigerante ainda contido no bico do refrigerante para dentro do recipiente coletor.
- Levante o conjunto do tanque para fora da fixação.
- Remova todas as aparas de metal e o restante refrigerante e limpe o tanque.
- Limpe o filtro de sucção na bomba.
- Volte a montar o tanque de refrigeração no seu lugar original.
- Encha o tanque com refrigerante fresco.
- Instale corretamente a cobertura do compartimento da bomba.
40.1.6 Mudar a correia trapezoidal
AVISO

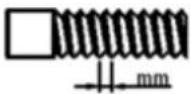
Nunca substitua as correias trapezoidais individualmente, mas apenas como um conjunto completo!
- Abra os parafusos das tampas de proteção e retire-os.
- Solte a porca de ajuste (1) no suporte do motor e reduza a tensão da correia trapezoidal.
- Agora desaperte o parafuso Allen (2) e remova a roldana.
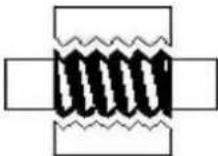
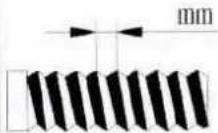
- Mude as correias trapezoidais e estique as correias. → A tensão está correta, quando consegue empurrar uma única correia trapezoidal com o polegar no máximo de 5 mm.
- Volte a apertar as porcas de ajuste.
- Voltar a montar a cobertura de proteção (observar o interruptor de posição!)
Para mudar as mandíbulas, é necessário abrir o mandril do torno com a chave do mandril. Na posição totalmente aberta, as mandíbulas podem então ser removidas uma a uma.
Ao inserir as mandíbulas superiores, observe o seguinte:
- Os segmentos roscados (2) das mandíbulas são escalonados como se mostra na ilustração.
- Além disso, são numerados de 1 a 3 para indicar (1) o passo real no mandril do torno.
Por isso, certifique-se de montar as mandíbulas na ordem correta:
- Disponha as mandíbulas como mostra a ilustração acima e introduza-as no sentido dos ponteiros do relógio nas ranhuras do mandril do torno nesta ordem.
- Segure as mandíbulas e fixe-as com a chave do mandril.
- Feche completamente o mandril do torno e verifique se as mandíbulas se encontram no meio.
Se uma mandíbula não estiver fixada corretamente, abra o mandril do torno, pressione bem na mandíbula e rode a chave do mandril até que a mandíbula esteja na posição correta. Verifique novamente se as mandíbulas se encontram no meio.
40.1.8 Reajustar uma embraiagem de sobrecarga no fuso de tração
AVISO

Nunca aperte completamente o parafuso de fixação da embraiagem de sobrecarga para além da regulação normal descrita neste procedimento. O resultado poderá ser danos graves na caixa de velocidades.
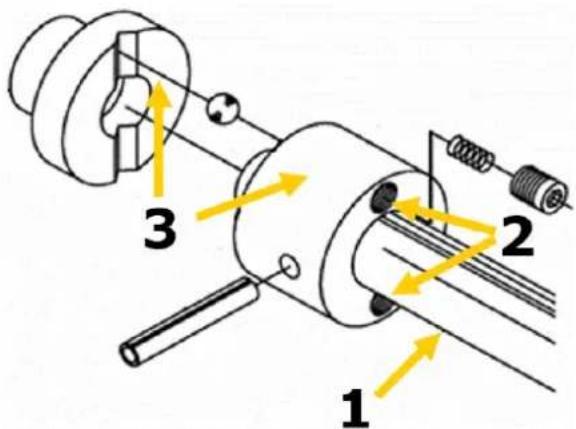
text_image
1 2 3O torno está equipado com um fuso de tração (1) - embraiagem de sobrecarga (3) que liga o cubo de tração ao fuso de tração por meio de um conjunto de esferas interiores carregadas por mola. Este acoplamento ajuda a proteger a caixa da fechadura contra sobrecarga ou a máquina contra danos. O acoplamento da barra de tração é colocado na fábrica e só precisa de ser ajustado se houver um problema.
O deslizamento do acoplamento ocorre, por exemplo, quando a trajetória do deslizamento longitudinal ou transversal é obstruída, quando a ferramenta colide contra um ombro da peça, quando o fecho do deslizamento é acionado para a esquerda com a
alavanca seletora de alimentação engatada, ou quando é feito um corte demasiado profundo.
Para ajustar a embraiagem:
Desligue a máquina da rede! - Se a embraiagem escorregar sob carga normal de trabalho e não houver problemas com o sistema de alimentação, a pressão da mola da embraiagem deve ser aumentada. Para tal, aperte os dois parafusos de ajuste (2) um oitavo de volta e verifique novamente se a embraiagem escorrega.
Se, por alguma razão, a embraiagem estiver presa ou presa e não escorregar quando deveria, a pressão da mola da embraiagem deve ser reduzida. Para tal, solte os dois parafusos de ajuste (2) por um oitavo de volta e depois verifique novamente se há deslizamento.
41 ARMAZENAMENTO
AVISO

O armazenamento inadequado pode danificar e destruir componentes importantes. Armazene peças embaladas ou já desembaladas apenas sob as condições ambientais previstas!
Quando não estiver a ser utilizada, armazene a máquina num local seco, à prova de geadas e com fecho para evitar a formação de ferrugem e para garantir que pessoas não autorizadas, especialmente crianças, não tenham acesso à máquina.
42 ELIMINAÇÃO

Observe os regulamentos nacionais sobre eliminação de resíduos. Nunca elimine a máquina, os componentes da máquina ou os materiais de funcionamento nos resíduos residuais. Se necessário, contacte as suas autoridades locais para obter informações sobre as opções de eliminação disponíveis.
Se comprar uma nova máquina ou equivalente no seu revendedor, em certos países, ele é obrigado a dispor a sua máquina antiga de forma adequada.
43 RESOLUÇÃO DE PROBLEMAS
ATENÇÃO

Perigo devido tensão elétrica! O manuseamento da máquina com a alimentação elétrica ligada pode causar ferimentos graves ou a morte. Antes de realizar qualquer trabalho de resolução de problemas, desligue sempre primeiro a máquina da fonte de alimentação e proteja-a contra um reinício involuntário!
Muitas fontes de erro possíveis podem ser eliminadas antecipadamente se a máquina estiver corretamente ligada à rede elétrica.
Se não for capaz de efetuar corretamente as reparações necessárias e/ou não ter a formação necessária, consulte sempre um profissional para remediar o problema.
| Erro | possível causa | Resolução do problema |
| A máquina não arranca | A máquina não está ligadaFusível ou contactor queimadoCabo danificadoDispositivo de segurança não bloqueado | Verifique todas as ligações elétricasMude o fusível, ative o contactorRenovar o caboVerificar a proteção do fuso / tampa da engrenagem |
| A máquina não se acelera | Cabo de extensão demasiado compridoMotor não adequado à tensão existenterede fraca | Troca para cabo de extensão correspondentever cobertura da caixa de interruptores para uma cablagem corretaContacte um eletricista |
| A máquina vibra muito | Encontra-se em cima de m terreno irregularFixação do motor soltou-se | Configurar novamenteApertar os parafusos de fixação |
| A ferramenta de torneamento tem uma curta vida útil | Pele de gesso duraVelocidade de corte demasiado altaUma entrega demasiado grandePouca refrigeração | Quebrar primeiro a pele de gessoSelecionar uma velocidade de corte mais baixMenor entrega (acabamento no superior a 0,5 mm)Mais refrigeração |
| Lâmina quebra | Ângulo trapezoidal demasiado pequeno (acumulação de calor)Rachaduras de trituração devido a arrefecimento incorretoDemasiado jogo no rolamento do fuso (as vibrações ocorrem) | Seleccionar um ângulo trapezoidal maiorRefrigeração uniformeReajustar o jogo no rolamento do fuso.Substituir os rolamentos de roletes cónicos, se necessário. |
| A rosca torneada está errada | A ferramenta de torneamento de rosca está mal fixada ou mal ligada à terraPasso erradoDiâmetro errado | Colocar a ferramenta de torneamento ao centroRetificar corretamente o ânguloAjustar o passo corretoTornear a peça de trabalho no diâmetro exato |
44 ÚVODNÍ SLOVO (CZ)
Vážený zákazníku!
(PT) Com as peças sobressalentes da HOLZMANN utilizam-se peças que se combinam de forma ideal umas com as outras. A ótima precisão de montagem das peças encurta o tempo de instalação e aumenta a vida útil.
AVISO

A instalação de peças sobressalentes não originais conduz à perda da garantia! Assim, aplica-se o seguinte: Para a substituição de componentes/peças, utilizar apenas peças sobresselentes recomendadas pelo fabricante.
Encomende as peças sobressalentes diretamente na nossa página inicial - categoria PEÇAS SOBRESSALENTES.
ou contacte o nosso serviço de apoio ao cliente
- através da nossa página inicial - categoria SERVIÇO - PEDIDO DE PEÇAS SOBRESSALENTES,
• por correio eletrónico para service@holzmann-maschinen.at.
Indique sempre o tipo de máquina, número de peça sobressalente e designação. Para evitar mal-entendidos, recomendamos que anexe à encomenda de peças sobresselentes uma cópia do desenho das peças sobresselentes, no qual estão claramente assinaladas as peças sobresselentes necessárias, caso não efetue a consulta através do catálogo de peças sobresselentes online.
A HOLZMANN MASCHINEN GmbH concede um período de garantia de 2 anos para componentes elétricos e mecânicos para uso não-comercial;
para uso comercial existe uma garantia de 1 ano, a partir da compra do utilizador/comprador final. A HOLZMANN MASCHINEN GmbH assinala expressamente que nem todos os artigos da gama se destinam a uso comercial. Se ocorrerem os defeitos acima mencionados dentro deste período que não se baseiem nos detalhes de exclusão enumerados no ponto «Disposições», a HOLZMANN MASCHINEN GmbH reparará ou substituirá o dispositivo à sua própria descrição.
2.) Mensagem
O revendedor deve notificar a HOLZMANN MASCHINEN GmbH por escrito do defeito que tenha ocorrido no dispositivo. Se a reclamação da garantia for justificada, o aparelho será recolhido junto do revendedor HOLZMANN MASCHINEN GmbH ou enviado do revendedor à HOLZMANN MASCHINEN GmbH. Envios de devolução sem acordo prévio com a HOLZMANN MASCHINEN GmbH não poem ser aceites. Cada envio de devolução deve ser fornecido com um número RMA transmitido pela HOLZMANN MASCHINEN GmbH, pois caso contrário não é possível a aceitação de mercadorias e o processamento de reclamações e devoluções pela HOLZMANN MASCHINEN GmbH.
3.) Disposições
a) As reclamações de garantia só serão aceites se uma cópia da fatura original ou recibo de venda do parceiro comercial Holzmann for anexada ao aparelho. A garantia expira se o aparelho não for comunicado completo com todos os acessórios para recolha.
b) A garantia não inclui uma verificação gratuita, manutenção, inspeção ou trabalhos de manutenção no aparelho. Defeitos devidos a utilização inadequada pelo utilizador final ou pelo seu revendedor também não serão aceites como reclamação de garantia.
c) Estão excluídos defeitos em peças de desgaste tais como escovas de carbono, sacos de captura, facas, rolos, placas de corte, dispositivos de corte, guias, engates, vedantes, impulsores, láminas, óleos hidráulicos, filtros de óleo, maxilares deslizantes, interruptores, correias, etc.
d) Estão excluídos os danos aos dispositivos causados por utilização indevida, por utilização indevida do dispositivo (não de acordo com a sua finalidade normal) ou pela não observância das instruções de funcionamento e manutenção, ou por força maior, por reparações indevidas ou modificações técnicas por oficinas não autorizadas ou pelo próprio parceiro comercial, pela utilização de peças sobressalentes ou acessórios não originais HOLZMANN.
e) Os custos incorridos (custos de frete) e despesas (custos de inspeção) em caso de reclamações de garantia injustificadas serão faturados ao parceiro comercial ou ao concessionário após inspeção pelo nosso pessoal especializado.
f) Aparelhos fora do período de garantia: As reparações só serão efetuadas após pagamento adiantado ou fatura do concessionário, de acordo com a estimativa de custos (incluindo custos de frete) da HOLZMANN MASCHINEN GmbH.
g) As reclamações de garantia só são concedidas ao parceiro comercial de um revendedor HOLZMANN que tenha adquirido o aparelho diretamente da HOLZMANN MASCHINEN GmbH. Estas reivindicações não são transferíveis no caso de vendas múltiplas do aparelho.
4.) Pedidos de indemnização por danos e outras responsabilidades
Em todos os casos, a responsabilidade da HOLZMANN MASCHINEN GmbH será limitada ao valor dos bens. Não serão aceites reclamações por danos devidos a mau desempenho, defeitos, bem como danos consequentes ou perda de rendimentos devido a um defeito durante o período de garantia. A HOLZMANN MASCHINEN GmbH insiste no direito legal de retificar um aparelho.
SERVIÇO
Após o período de garantia ter expirado, os trabalhos de manutenção e reparação podem ser realizados por empresas especializadas devidamente qualificadas. A HOLZMANN MASCHINEN GmbH terá também o prazer de continuar a apoiá-lo com serviços e reparações. Neste caso, envie uma consulta de custos não vinculativa
• por correio eletrónico para service@holzmann-maschinen.at.
- ou utilize o formulário de reclamação em linha ou de encomenda de peças sobresselentes disponível na nossa página inicial - categoria SERVIÇO.