
ED1500KDIG - Tour à métal Holzmann - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil ED1500KDIG Holzmann au format PDF.

| Type de produit | Tour à métal |
| Marque | Holzmann |
| Modèle | ED1500KDIG |
| Dimensions (L x l x H) | Environ 1840 x 780 x 450 mm |
| Poids | Environ 800 kg |
| Alimentation | 400 V triphasé, 50 Hz |
| Nombre de vitesses de broche | 12 vitesses (45 à 2000 tr/min) |
| Filetage métrique | 0,8 à 14,0 mm (36 niveaux) |
| Filetage en pouces | 2 à 28 TPI (30 niveaux) |
| Avance longitudinale | 0,02 à 0,85 mm/tr |
| Avance transversale | 0,005 à 0,22 mm/tr |
| Diamètre de tournage max. sur le banc | 400 mm |
| Distance entre pointes | 1500 mm |
| Mandrin livré | Mandrin 3 mors autocentrant |
| Accessoires inclus | Mandrin 4 mors indépendant, plateau porte-outil, lunettes fixe et mobile, contrepoupée, porte-outil, pompe à liquide de refroidissement |
| Dispositifs de sécurité | Arrêt d'urgence, protection du mandrin avec verrouillage, cache de protection de la poupée fixe, ressort spiral sur vis-mère, coupleur de surcharge |
| Entretien | Vidange d'huile de la poupée fixe, engrenage d'avance et tablier du chariot tous les 1000 h ou annuellement |
| Éclairage de travail | Lampe témoin de service intégrée |
| Livré avec | Notice d'utilisation complète de 215 pages |
FOIRE AUX QUESTIONS - ED1500KDIG Holzmann
Questions des utilisateurs sur ED1500KDIG Holzmann
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Tour à métal au format PDF gratuitement ! Retrouvez votre notice ED1500KDIG - Holzmann et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil ED1500KDIG de la marque Holzmann.
MODE D'EMPLOI ED1500KDIG Holzmann
25.1 Utilisation conforme....89
25.1.1 Restrictions techniques....89
25.1.2 Applications interdites / Mauvaises applications dangereuses....89
25.2 Exigences des utilisateurs....89
25.3 Dispositifs de sécurité....90
25.4 Consignes générales de sécurité....90
25.5 Sécurité électrique....91
25.6 Consignes spéciales de sécurité pour ces tours....91
25.7 Mise en garde contre les dangers....91
26 TRANSPORT 92
27 MONTAGE....93
27.1 Activités préparatoires....93
27.1.1 Vérifier l'étendue de la livraison 93
27.1.2 Nettoyage et lubrification 94
27.1.3 Exigences relatives à l'emplacement de montage....94
27.1.4 Montage sans ancrage 94
27.1.5 Montage ancré....94
27.1.6 Assemblage....95
27.2 Réglages de la machine....96
27.21 Alignement/nivellement du tour 96
27.22 Contrôle de l'ajustement du mandrin du tour....96
27.23 Montage des porte-pièces....97
27.24 Ajustement de la poupée fixe....98
2725 Ajustement de la contrepoupée....98
27.26 Ajustement des guidages à glissement....99
2727 Contrôle visuel....99
27.28 Remplissage du liquide de refroidissement....100
27.29 Contrôle du fonctionnement....100
27.3 Raccordement électrique....101
28 FONCTIONNEMENT....101
28.1 Instructions d'utilisation....101
28.2 Première mise en service 102
2821 Réalisation d'une série de tests....102
28.3 Utilisation 103
28.3.1 Symboles de commande....103
28.3.2 Mise en marche de la machine ....104
28.3.3 Bouton de mise en circuit momentanée....104
28.3.4 Frein de service....104
28.4 Réglage de la vitesse de rotation de la broche et du sens de rotation....104
28.4.1 Réglage de la vitesse de la broche principale 105
28.4.2 Sens de rotation....105
28.4.3 Mode courant 105
28.5 Filetage et avances....105
28.5.1 Engrenage à roues de rechange....105
28.5.2 Avance manuelle....106
28.5.3 Avance automatique....106
28.5.4 Alésage....107
28.5.5 Tableau de pas de filetage/taraudage et d'avance longitudinale pour les filetages métriques....107
28.5.6 Tableau de pas de filetage / avance longitudinale pour filetages en pouces....108
28.5.7 Cadran de réglage du filetage (pour la reprise du pas)....108
28.6 Porte-outil....109
28.7 Montage des appuis fixes....110
28.8 Contrepoupée....110
28.8.1 Réglage transversal de la contrepoupée 111
28.9 Pont de banc....111
28.10 Instructions générales de travail....111
28.10.1 3-Mandrins de mors....112
28.10.2 4-Mandrins de mors....112
28.10.3 Plateau porte-outil 113
28.10.4 Chariotage longitudinal....113
28.10.5 Surfaçage et encoches.... 113
28.10.6 Fixation de la glissière longitudinale 114
28.10.7 Rectification entre des pointes....114
28.10.8 Rectification de cône court avec le chariot à mouvements croisés....114
28.10.9 Tournage de filets 115
29 NETTOYAGE....115
30 MAINTENANCE....116
30.1 Plan d'entretien et de maintenance ..... 116
30.1.1 Ajustement des lardons coniques.... 117
30.12 Contrôle visuel des niveaux d'huile.... 117
30.1.3 Vidange d'huile de la poupée fixe, de l'engrenage d'avance et du tablier du chariot....117
30.1.4 Autres points de lubrification ....118
30.1.5 Contrôle et nettoyage du système de liquide de refroidissement....118
30.1.6 Changement de la courroie trapézoïdale....119
30.1.7 Remplacement des mors....119
30.1.8 Ajustement du coupleur de surcharge sur la broche de chariotage ....120
31 ENTREPOSAGE....120
32 ÉLIMINATION 120
33 RÉSOLUTION DE PANNE 121
34 PREFÁCIO (PT) 122
35 SEGURANÇA....123
LIRE LE MANUEL! Lire le manuel d'utilisateur et de maintenance avec soin et vous familiariser avec les contrôles en vue d'utiliser la machine correctement et pour éviter les blessures et les défauts de l'appareil.
PT
FR Défense de porter des gants lors des interventions sur les pièces rotatives !
FR Avant toute réparation, maintenance, ou pause, éteindre la machine et débrancher la prise
FR Porter un équipement de protection individuelle!
FR Tension électrique dangereuse!
FR Avertissement de pièces rotatives!
FR Avertissement contre les blessures aux mains


FR Avertissement contre les outils pointus (tranchants)
PT Aviso de ferramentas pontiagudas (afiadas)
FR Avertissement contre les risques de glissade
PT Aviso de perigo de escorregar
FR Les panneaux d'avertissement et/ou autocollants d'avertissement illisibles ou retirés sur la machine doivent être remplacés immédiatement !
Le présent manuel d'exploitation contient des informations et des recommandations importantes sur la mise en service et la manipulation sécurisées du tour à métal ED1000KDIG, ED1500DKIG, ci-après désigné simplement par « machine ».

Le manuel fait partie intégrante de la machine et ne doit pas être retiré. Le conserver pour une utilisation ultérieure dans un endroit approprié, facilement accessible aux utilisateurs (opérateurs), à l'abri de la poussière et de l'humidité, et le joindre à la machine en cas de transmission à des tiers !
Porter une attention particulière au chapitre Sécurité !
Nos produits peuvent légèrement diverger des illustrations et des contenus en raison du développement constant. Si vous décelez des erreurs, veuillez nous en informer.
Sous réserve de modifications techniques !
Contrôler la marchandise immédiatement après réception et noter toute réclamation lors de la prise en charge de la marchandise par le livreur !
Les dommages de transport doivent nous être signalés séparément dans les 24 heures.
Holzmann Maschinen GmbH décline toute garantie pour les dommages liés au transport non-signalés.
Droits d'auteur
© 2023
Cette documentation est protégée par droit d'auteur. Tous droits réservés! En particulier, la réimpression, la traduction et l'extrait de photographies et d'illustrations feront l'objet de poursuites judiciaires.
Le tribunal compétent est le tribunal régional de Linz ou le tribunal compétent pour 4170 Haslach.
Adresse du service client
Cette section contient des informations et des remarques importantes sur la mise en service et l'utilisation de la machine en toute sécurité.

Pour votre sécurité, veuillez lire attentivement ce manuel d'utilisation avant la mise en service. Cela vous permet d'utiliser la machine en toute sécurité et d'éviter les malentendus ainsi que les dommages corporels et matériels. Respecter également les symboles et pictogrammes utilisés sur la machine ainsi que les consignes de sécurité et de danger !
25.1 Utilisation conforme
La machine est exclusivement destinée aux opérations suivantes : tournage longitudinal et surfaçage de pièces rondes ou de forme régulière à 3, 6 ou 12 arêtes en plastique, métal ou matériaux similaires non dangereux pour la santé, inflammables ou explosifs, dans chaque cas dans les limites techniques spécifiées.
La société HOLZMANN-MASCHINEN GMBH décline toute responsabilité ou garantie pour toute utilisation divergente ou sortant de son contexte et pour les dommages matériels ou corporels qui en résultent.
La machine est conçue pour être utilisée dans les conditions ambiantes suivantes :
| Humidité relative : | max. 70 % |
| Température (exploitation) | +5 °C à +40 °C |
| Température (stockage, transport) | -20 °C à +50 °C |
25.1.2 Applications interdites / Mauvaises applications dangereuses
- Exploitation de la machine sans aptitude physique et mentale adéquate
- Utilisation de la machine en l'absence de connaissance du mode d'emploi
- Changements dans la conception de la machine
- Utilisation de la toile d'émeri à la main.
- L'exploitations de la machine à l'extérieur
- L'usinage de matériaux générant de la poussière, tels que le bois, le magnésium, le carbone,... (risque d'incendie et d'explosion!)
- L'exploitation de la machine dans des conditions à risque explosif (la machine peut générer des étincelles pendant l'exploitation).
- Exploitation de la machine en dehors des limites techniques spécifiées dans ce manuel
- Retrait des marquages de sécurité apposés sur la machine
- Modification, contournement ou désactivation des dispositifs de sécurité de la machine
L'utilisation non-conforme ou le non-respect des explications et instructions données dans ce manuel entraîne l'expiration de toutes les demandes de garantie et d'indemnisation à l'encontre de Holzmann Maschinen GmbH.
25.2 Exigences des utilisateurs
La machine est conçue pour être utilisée par une seule personne. L'aptitude physique et mentale ainsi que la connaissance et la compréhension du manuel d'utilisation sont des conditions préalables à l'utilisation de la machine. Les personnes qui, en raison de leurs capacités physiques, sensorielles ou mentales ou de leur inexpérience ou manque de connaissances, ne sont pas compétentes pour exploiter la machine en toute sécurité ne doivent pas l'utiliser sans la supervision ou les instructions d'une personne responsable.
Des connaissances de base dans le domaine de l'usinage des métaux, en particulier des connaissances relatives aux rapports entre matériaux, outils, avances et vitesses de rotation.
Veuillez noter que les lois et réglementations locales en vigueur peuvent déterminer l'âge minimum de l'opérateur et restreindre l'utilisation de cette machine !
Mettre votre équipement de protection individuelle avant de travailler sur la machine.
Les travaux sur les composants ou équipements électriques ne doivent être effectués que par un électricien qualifié ou sous la supervision et la surveillance d'un électricien qualifié.
25.3 Dispositifs de sécurité
La machine est équipée avec les suivant dispositifs de sécurité :
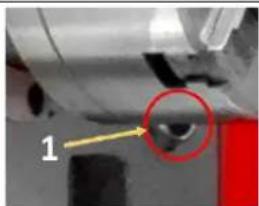
 | Un commutateur d' ARRET D'URGENCE à verrouillage automatique situé au niveau de la poupée fixe afin de pouvoir arrêter les mouvements dangereux à tout moment. | |
 | Une protection du mandrin du tour (1) avec commutateur de position. La machine ne démarre que si la protection du mandrin de tour est fermée. | |
 | Un cache de protection sur la poupée fixe avec commutateur de position (2). La machine ne démarre que si le cache de protection est installé. | |
 | Un ressort en spirale servant de cache de protection sur la vis-mère (empêche le happement des vêtements) | |
 | Un coupleur de surcharge sur la broche de chariotage | |
25.4 Consignes générales de sécurité
Afin d'éviter les dysfonctionnements, les dommages et les risques pour la santé lors du travail avec la machine, les points suivants doivent être respectés, en plus des règles générales pour un travail en toute sécurité :
- Vérifier l'intégralité et le fonctionnement de la machine avant de la mettre en service. N'utilisez la machine que si les protections séparantes et autres dispositifs de protection nécessaires au processus d'usinage sont en place, en bon état de fonctionnement et correctement entretenus.
- Choisir une surface plane, antidérapante et exempte de vibrations pour le lieu de montage.
• Assurer qu'il y a suffisamment d'espace autour de la machine!
• Assurer des conditions d'éclairage adéquates sur le lieu de travail pour éviter les effets stroboscopiques !
• Assurer un environnement de travail propre.
- N'utiliser que des outils en parfait états, sans fissures et d'autres défauts (par exemple, des déformations).
- Retirer la clé à outils et les autres outils de réglage avant de mettre la machine en marche.
- Veiller à ce que la zone autour de la machine soit libre d'obstacles (par exemple, de poussière, de copeaux, pièces coupées, etc.).
- Avant chaque utilisation, contrôler la stabilité des raccords de la machine.
- Ne jamais laisser la machine en marche sans surveillance. Éteindre la machine avant de quitter la zone de travail et la protéger contre tout redémarrage involontaire ou non autorisé.
- La machine ne doit être utilisée, entretenue ou réparée que par des personnes qui la connaissent et qui ont été informées des risques inhérents au cours des travaux.
- Veiller à ce que des personnes non autorisées se tiennent à une distance de sécurité de la machine et éloigner les enfants de celle-ci.
- Ne jamais porter de bijoux, de vêtements amples, de cravates ou de cheveux longs et détachés lorsque vous travaillez sur la machine.
- Cacher les cheveux longs sous une protection.
- Porter des vêtements de travail de protection et un équipement de protection approprié (protection des yeux, masque anti-poussière, protection auditive, gants de travail, uniquement lors de la manipulation des outils).
- La poussière d'abrasion du métal peut contenir des substances chimiques qui ont un effet néfaste sur la santé. N'effectuer les travaux sur la machine que dans des locaux bien ventilés. Le cas échéant, utiliser une installation d'aspiration appropriée.
- S'il existe des raccords pour l'extraction de la poussière, assurez-vous qu'ils sont correctement branchés et en bon état de fonctionnement.
- Travailler toujours avec soin et prudence et ne jamais utiliser de force excessive.
- Ne pas surcharger la machine!
- Arrêter la machine et la déconnecter de l'alimentation électrique avant de procéder à des travaux de réglage, de conversion, de nettoyage, de maintenance ou d'entretien, etc. Avant de commencer à travailler sur la machine, attendre que tous les outils ou pièces de la machine soient complètement immobilisés et protéger la machine contre tout redémarrage involontaire.
- Ne pas travailler sur la machine si vous êtes fatigué, déconcentré ou sous l'influence de médicaments, d'alcool ou de drogues!
- Ne pas utiliser l'appareil dans des zones où les vapeurs de peinture, de solvants ou de liquides inflammables présentent un danger potentiel (risque d'incendie ou d'explosion !).
25.5 Sécurité électrique
• Veiller à ce que la machine soit mis à la terre.
• Utiliser uniquement des rallonges appropriées.
- Des fiches réglementaires et des prises adaptées réduisent le risque de choc électrique.
- Faire fonctionner la machine uniquement via un interrupteur différentiel.
- Avant de raccorder la machine, tourner l'interrupteur principal en position « 0 ».
25.6 Consignes spéciales de sécurité pour ces tours
- Serrer fermement la pièce avant de mettre le tour en marche.
- Serrer le burin de tour à la bonne hauteur et aussi court que possible.
• Il est interdit de porter des gants lors de l'utilisation du tour!
- Maintenir une distance suffisante par rapport à toutes les pièces en rotation.
- Éteindre le tour avant de mesurer la pièce à usiner.
• Retirer la clé de serrage du mandrin de tour après chaque changement d'outils.
- Ne jamais éliminer les copeaux à la main ! Utiliser une griffe à copeaux, une raclette, une balayette ou un pinceau.
- Lors de l'utilisation de lubrifiants réfrigérants, suivre les instructions du fabricant et utiliser un agent de protection de la peau si nécessaire.
25.7 Mise en garde contre les dangers
Malgré leur utilisation prévue, certains risques résiduels subsistent.
- Formation d'un copeau continu
- Celui-ci s'enroule autour de l'avant-bras et provoque des coupures graves.
- Projection de pièces à usiner ou d'outils à une vitesse élevée.
- Toujours contrôler que les pièces à usiner sont appropriées et les serrer de manière sûre et fixe.
- Serrer et centrer les pièces plus longues sur un palier-support supplémentaire (par exemple contrepoupée)
- En cas de pièces très longues, utiliser les lunettes
- Danger électrique en cas d'utilisation de raccords électriques inappropriés.
- Risque de trébuchement sur les câbles et les conduites d'alimentation au sol.
- Poser les câbles et les conduites d'alimentation de manière professionnelle.
- Marquer les zones de trébuchement qui ne peuvent pas être évitées en jaune-noir.
Les risques résiduels peuvent être minimisés en respectant les « consignes de sécurité » et les consignes d'« utilisation conforme », ainsi que les instructions d'utilisation dans leur intégralité. En raison de la conception et de la construction de la machine, des situations dangereuses peuvent survenir lors de l'utilisation des machines, identifiées comme suit dans ce manuel d'utilisation :
DANGER

Une consigne de sécurité de ce type indique une situation dangereuse imminente qui, si elle n'est pas évitée, peut entraîner la mort ou des blessures graves.
AVERTISSEMENT

Ce type de consigne de sécurité indique une situation potentiellement dangereuse qui, si elle n'est pas évitée, peut entraîner des blessures graves ou même la mort.
PRUDENCE

Une consigne de sécurité de ce type indique une situation potentiellement dangereuse qui peut entraîner des blessures légères ou modérées si elle ne sont pas évitées.
AVIS

Une note de sécurité de ce type indique une situation potentiellement dangereuse qui, si elle n'est pas évitée, peut entraîner des dommages matériels.
Indépendamment de toutes les consignes de sécurité, leur bon sens et leur adéquation technique/formation correspondante sont et restent le facteur de sécurité le plus important pour un fonctionnement sans erreur de la machine. La sécurité au travail dépend avant tout de vous !
26 TRANSPORT
AVERTISSEMENT

Les engins de levage et les élingues endommagés ou insuffisamment solides peuvent causer des blessures graves, voire la mort. Pour cette raison, contrôler les engins de levage et les élingues avant utilisation pour vérifier leur capacité de charge et leur parfait état. Attacher les charges avec précaution. Ne jamais se tenir sous des charges suspendues !
Pour un transport approprié, suivre les instructions et les informations figurant sur l'emballage de transport concernant le centre de gravité, les points d'attache, le poids, le moyen de transport à utiliser et la position de transport prescrite, etc.
Transporter la machine dans son emballage jusqu'au site d'installation. Pour manœuvrer la machine dans l'emballage, un transpalette ou un chariot élévateur avec une puissance de levage adéquate peut également être utilisé. Veiller à ce que les dispositifs de levage (grues, chariots élévateurs, empileur, élingues, etc.) sont en parfait état. Le levage et le transport de la machine ne
peuvent être effectués que par du personnel qualifié ayant reçu une formation appropriée pour l'équipement de levage utilisé.
AVIS

Éviter l'utilisation de chaînes d'élingage, car elles entraînent un risque d'endommagement de la broche de chariotage ou de la vis-mère. Veiller à ce que la vis-mère, la broche de chariotage, l'arbre de commande du tour ne soit pas touchés par les élingues de levage lors du levage. Ne jamais soulever la machine par la broche !
Procéder comme suit pour positionner la machine sur le site d'installation :
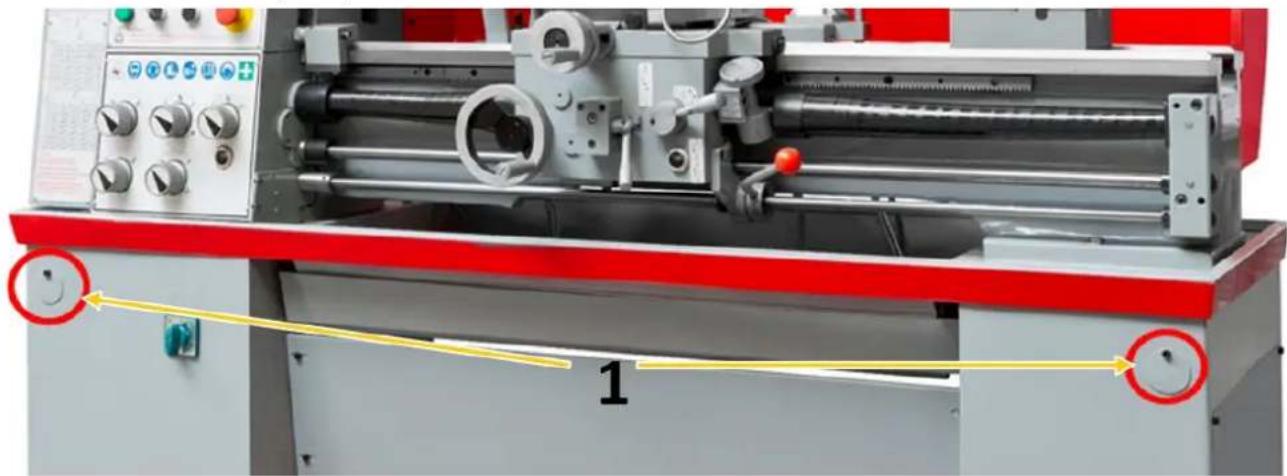
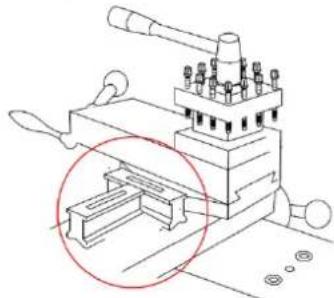
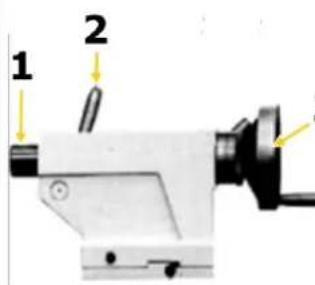
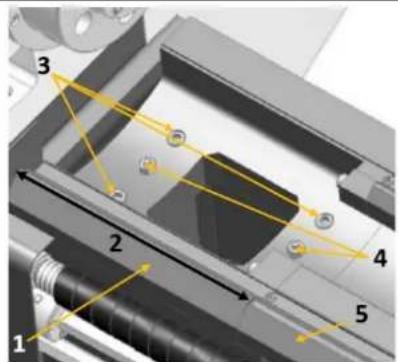
- Préparer de barres d'acier arrondi suffisamment solide (longueur env. 800 mm, ∅ env. 35 mm).
- Introduire les barres d'acier arrondi dans les trous prévus à cet effet (1) dans le bâti inférieur de la machine.
- Au niveau des quatre extrémités des deux barres d'acier arrondi, fixer respectivement une élingue de levage
- Lever la machine avec un engin de manutention approprié (par exemple grue).
Attention : Avant de soulever la machine, vérifier que la contrepoupée est bloquée. Veiller à une attache équilibrée de la charge. Si nécessaire, modifier la position du chariot longitudinal et/ou de la contrepoupée pour obtenir une attache équilibrée de la charge.
27 MONTAGE
27.1 Activités préparatoires
27.1.1 Vérifier l'étendue de la livraison
Noter toujours les dommages de transport visibles sur le bon de livraison et vérifier la machine immédiatement après le déballage pour détecter les dommages de transport ou les pièces manquantes ou endommagées. Signaler immédiatement tout dommage de la machine ou pièce manquante à votre revendeur ou à votre entreprise de transport.
27.1.2 Nettoyage et lubrification
Avant d'installer la machine sur le lieu d'installation prévu et de la mettre en service, retirer avec précaution la protection anticorrosion ou éliminer les résidus de graisse.
N'utiliser en aucun cas de solvants, de diluants nitro ou d'autres agents de nettoyage qui pourraient endommager la peinture de la machine.
Huiler les pièces nues de la machine (par exemple bande machine, fourreau de contrepoupée, broche de chariotage) avec une huile de lubrification sans acide.
27.1.3 Exigences relatives à l'emplacement de montage
Placer la machine sur un sol stable. Un sol en béton est la meilleure fondation pour la machine. Si nécessaire, utiliser un support.
L'encombrement de la machine et la capacité de charge portante requise du sol résultent des données techniques (dimensions, poids) de votre machine. Respecter les règles de sécurité locales lors de la conception de la zone de travail autour de la machine. Lors du dimensionnement de l'espace requis, il faut tenir compte du fait que le fonctionnement, l'entretien et la réparation de la machine doivent être possibles à tout moment sans restrictions.
L'emplacement choisi doit garantir un raccord approprié au réseau électrique.
27.1.4 Montage sans ancrage
AVIS

L'utilisation de pieds de machines (pas inclus dans l'étendue de la livraison) facilite la mise à niveau de la machine et réduit les vibrations.
Après que la machine a été amenée sur le lieu d'installation prévue dans la position souhaitée, elle doit être nivelée au moyen des vis de pression dans l'axe longitudinal et transversal.
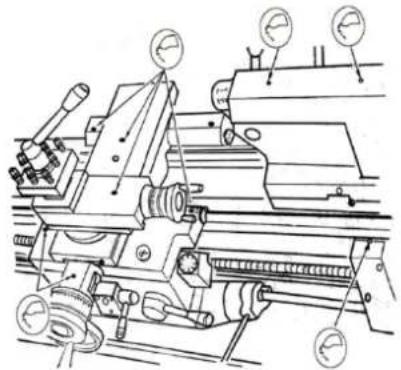
text_image
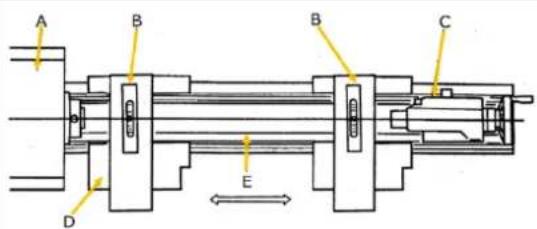
A B B C D EA ... Poupée fixe ;
B... Balance de précision ;
C ... Contrepoupée ;
D ... Chariot porte-outils et coulisseau transversal
E ... Guidage du banc
text_image
1 2 3-
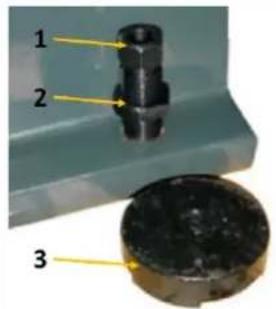
Disposer le disque de réglage (3) sous le châssis inférieur de la machine.
-
Monter les vis de réglage (1).
-
Aligner le tour avec un niveau à bulle de précision (précision : 0,02 mm sur 1000 mm de longueur).
-
Serrer les vis de réglage après le réglage du niveau avec des contre-écrous (2) pour empêcher la torsade.
-
Contrôler l'alignement de la machine au bout de quelques jours d'utilisation, et effectuer un ajustement, le cas échéant.
27.1.5 Montage ancré
AVIS

Une rigidité insuffisante de la base entraîne une superposition de vibrations entre la machine et la base (fréquence propre des composants). Si l'ensemble du système n'est pas suffisamment rigide, les vitesses critiques sont rapidement atteintes, ce qui entraîne de mauvais résultats de rectification.
Utiliser le montage ancré pour obtenir un assemblage rigide avec la base. Cela permet de réduire le potentiel de vibrations. Le montage ancré est toujours judicieux lorsque la lame de coupe ou l'outil de coupe est utilisé avec un alliage HM et/ou de grandes pièces jusqu'à la capacité maximale de la machine doivent être usinées.
text_image
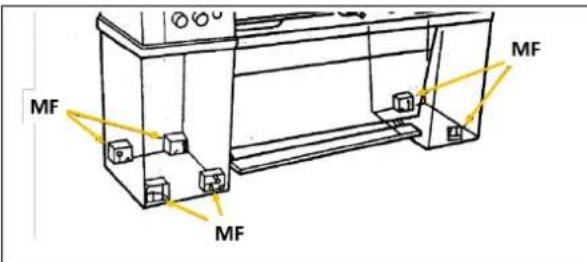
MF MF MF- Installer la machine sur les vis d'ancrage (MF) avec disque de réglage (3).
- Ensuite, aligner la machine et serrer les vis (1).
- Contrôler à nouveau l'alignement de la machine après avoir serré les contre-écrous (2).
- Répéter le processus de nivellement si cela s'avère nécessaire
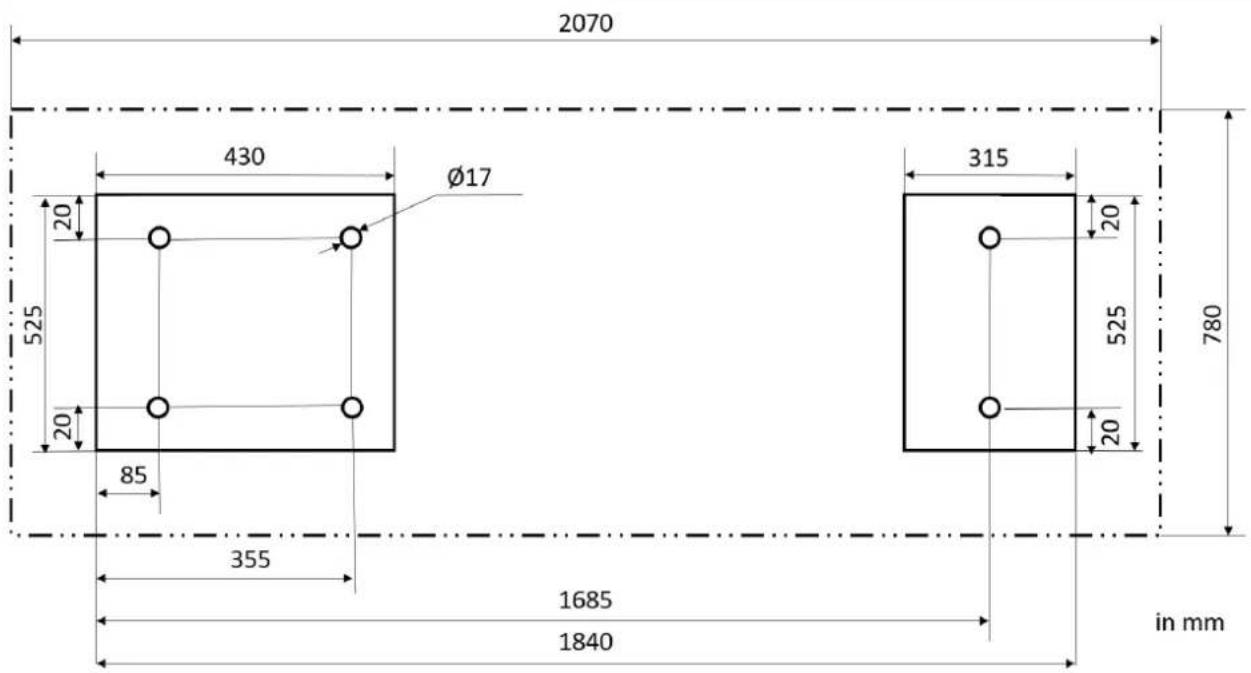
text_image
2070 430 Ø17 525 20 20 85 355 1685 1840 315 20 525 20 780 in mm27.1.6 Assemblage
La machine est livrée pré-assemblée, les accessoires qui ont été retirés pour le transport doivent être assemblés selon les instructions suivantes et le raccordement électrique doit être établi.
 | Montage DROInstaller le support de l'affichage numérique de la position (DRO) au-dessus de l'interrupteur principal avec les 2 vis prévues à cet effet. |
 | Fixer le support sur la traverse. |

Fixer l'équerre de maintien avec 4 vis à six pans creux et 4 rondelles d'écartement sur le DRO.
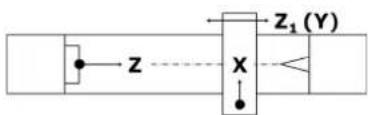
text_image
z X Z₁(Y)Montage de la protection du porte-outils
Mettre en place la protection du porte-outil sur le support et la fixer avec des vis à six pans creux.
27.2 Réglages de la machine
27.2.1 Alignement/nivellement du tour
Après l'installation et la mise en service, il est recommandé de vérifier l'alignement et le nivellement de la machine avant la première utilisation. Pour garantir la précision du travail, l'alignement et le nivellement doivent être répétés à intervalles réguliers subséquents.
Pour niveler machine, utiliser un niveau à bulle de précision (selon la norme DIN 877) avec une précision de 0,02 mm par 1000 mm. Cela permet de vérifier l'horizontalité de l'axe de la machine avec une précision suffisante dans les directions longitudinale et transversale.
En cas de montage ancré : Serrer les écrous des vis d'ancrage uniquement trois à quatre jours après le durcissement du ciment, avec prudence et de manière homogène.
Répéter le contrôle horizontal quelques jours après la mise en service initiale, puis tous les six mois.
27.2.2 Contrôle de l'ajustement du mandrin du tour
AVIS

Ne pas utiliser de mandrin en fonte grise. Utiliser uniquement des mandrins de tour en fonte ductile. Avant de démonter le mandrin de tour, placer une planche robuste ou un berceau de mandrin sous la broche pour protéger les surfaces rectifiées avec précision.
AVIS

En cas de montage d'un mandrin de tour ou d'un plateau porte-outil, s'assurer au préalable que les boulons de la came de retenue sont correctement fixés. Sinon, il se peut que le mandrin/le plateau porte-outil ne puisse plus être retiré ultérieurement parce que les boulons de la came de retenue se sont vrillés.

Démonter le mandrin de tour avec précaution. Pour ce faire, desserrer les cames de retenue avec la clé de serrage fournie en les tournant dans le sens des aiguilles d'une montre (environ un tiers de tour) et retirer le mandrin de tour avec précaution. Contrôler les boulons de la came de retenue. Veiller à ce qu'ils ne soient pas endommagés ou cassés pendant le transport. Nettoyer correctement toutes les pièces. Nettoyer également la broche et les cames de retenue. Huiler légèrement la broche, les cames de retenue, les boulons et le corps du mandrin avec une huile de machine appropriée.

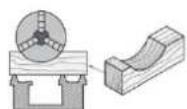
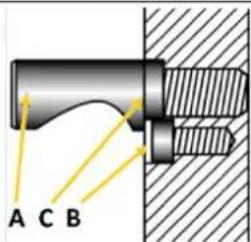
Ensuite, lever le mandrin de tour jusqu'au taquet de la broche et le compressor sur la broche. Serrer le boulon de la came de retenue en tournant les cames de retenue dans le sens inverse des aiguilles d'une montre. Après le serrage, la ligne de verrouillage de chaque came doit se trouver entre les deux marques en V - voir l'illustration à gauche. Si une came ne se trouve pas à l'intérieur de ce repère, retirer le mandrin de tour ou le plateau porte-outils et ajuster la hauteur du boulon de la came de retenue- voir l'illustration suivante.
text_image
A C BLe boulon de la came de retenue est en règle générale correctement réglé lorsque les boulons du repère rainuré (C) sont en contact avec l'envers du mandrin de tour. Si la ligne de verrouillage de la came est en dehors des repères en V, ajuster la hauteur du boulon de came de retenue correspondant. Pour cela, il faut d'abord desserrer la vis de retenue (B), ajuster le réglage du boulon de la came de retenue en serrant ou desserrant d'un tour complet et resserrer fermement la vis de retenue.

Si le mandrin de tour (dispositif de serrage) est correctement fixé, un repère de référence doit être appliqué à la broche et au dispositif de serrage afin que le dispositif de serrage puisse toujours être libéré et refixé dans la même position pour assurer une concentricité optimale. Ne pas changer les mandrins de tour ou les plateaux porte-outils entre les tours sans vérifier le bon verrouillage des cames.
27.2.3 Montage des porte-pièces
AVERTISSEMENT

La vitesse de rotation maximale de la broche de la machine doit être inférieure à la vitesse de rotation maximale autorisée du porte-pièce employé.
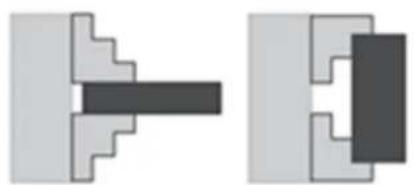
Pointe d'alignement

- Nettoyer le cône intérieur du logement de la broche de tournage.
- Nettoyer le cône d'emmanchement et le cône de la pointe de centrage.
- Compressor la pointe de centrage avec le cône d'emmanchement dans le cône intérieur du logement de la broche de tournage.
Plateau porte-outil
- Contrôler la propreté des surfaces d'appui sur le logement de la broche de tournage et sur le porte-pièce à monter et s'assurer que les surfaces d'appui ne sont pas endommagées.
- Contrôler que tous les boulons de serrage dans le logement de la broche de tournage sont en position ouverte.
- Soulever le plateau porte-outil sur le logement de la broche de tournage.
- Fixer les boulons de serrage comme décrit dans la section « Contrôle de l'ajustement du mandrin du tour »
4-Mandrins de mors
AVIS

L'épaulement pour le centrage du mandrin à 4 mors sur la bride de montage n'a pas été terminé pour des raisons de concentricité. La bride de montage doit être adaptée au mandrin à 4 mors.
- Contrôler la propreté des surfaces d'appui sur le logement de la broche de tournage et sur la bride à monter pour le mandrin à 4 mors, ainsi que l'absence de dommages sur les surfaces d'appui.
- Contrôler que tous les boulons de serrage dans le logement de la broche de tournage sont en position ouverte.
- Soulever la bride sur le logement de la broche de tournage
- Fixer les boulons de serrage comme décrit dans la section « Contrôle de l'ajustement du mandrin du tour »
- Ajuster l'épaulement de centrage sur la bride de montage avec un battement axial et radial par rapport au mandrin à 4 mors en tournant.
27.2.4 Ajustement de la poupée fixe
La poupée fixe (1) a été alignée en usine. Si, contre toutes attentes, un réglage est nécessaire, procéder comme suit :
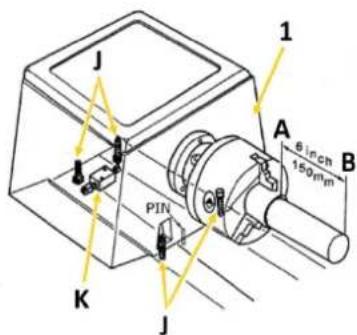
Serrer une extrémité d'un tube d'acier d'une longueur de 150 mm et d'un diamètre de 50 mm dans le mandrin de tour de la poupée fixe. L'autre extrémité est libre. Enlever maintenant une fine couche à l'aide d'un burin de tour. Les valeurs mesurées avec le pied à coulisse ou le comparateur au point A et B doivent correspondre. Si ce n'est pas le cas, il faut desserrer les quatre vis de fixation de la poupée fixe (J) pour corriger la différence (deux sont situées sous la poupée fixe) et réajuster à l'aide de la vis de réglage (K). Ensuite, resserrez les vis de fixation et répétez la rotation, la mesure et le réglage jusqu'à ce que les valeurs mesurées concordent et que la machine fonctionne sans problème.
27.2.5 Ajustement de la contrepoupée
text_image
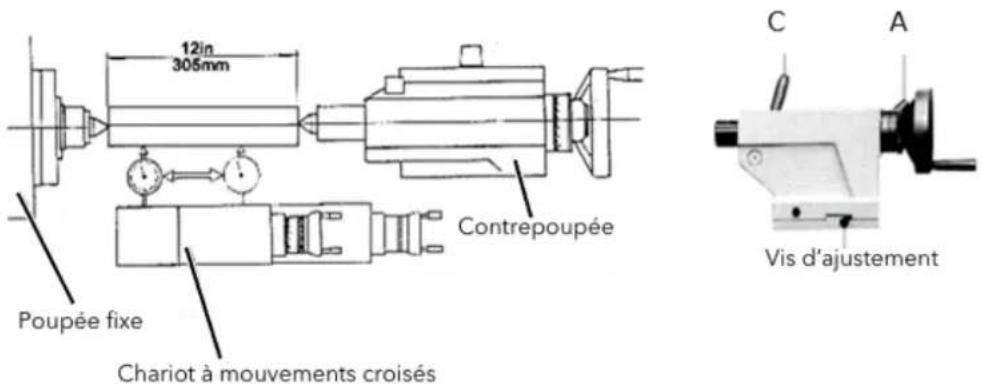
12in 305mm Contrepoupée Poupée fixe Chariot à mouvements croisés C A Vis d'ajustementA ... Levier de blocage de la contrepoupée ; C ... Levier de blocage du fourreau ;
Pour ajuster la contrepoupée, serrer un tube d'acier rectifié d'une longueur de 305 mm entre la tête et les pointes de la contrepoupée (voir l'illustration ci-dessus). Ensuite, fixer un comparateur à cadran dans le porte-outil.
Guider maintenant le chariot supérieur le long de la pièce à l'aide de l'avance manuelle (volant). Si le comparateur indique des valeurs différentes, il faut desserrer le levier de serrage de la contrepoupée (A) et la réajuster à l'aide des deux vis de réglage. Répéter le processus jusqu'à ce que les deux pointes soient exactement alignées.
27.2.6 Ajustement des guidages à glissement
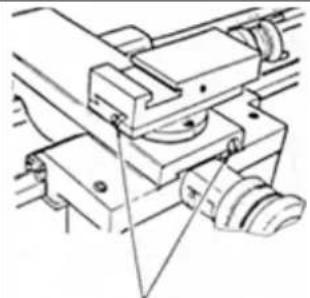
Les guidages à glissement des chariots transversaux et supérieurs sont équipés de vis de réglage de barre de guidage biseautées (voir illustration à gauche), qui peuvent être utilisées pour éliminer tout jeu qui pourrait survenir au fil du temps.
S'assurer que les guidages à glissement sont bien nettoyés avant de les ajuster. Ensuite, ajuster les barres de guidage en desserrant toujours un peu la vis de réglage des barres de guidage arrières et en serrant un peu celle de l'avant en même temps. Veiller à assurer le bon fonctionnement tout au long du chemin du guidage à glissement. Un réglage trop serré entraînera une usure plus importante et une course lente et saccadée.
27.2.7 Contrôle visuel
AVIS

La machine est livrée avec de l'huile de rodage ! Après la période de rodage (environ 100 heures de fonctionnement), cette huile doit être vidangée. Le non-respect peut causer de graves dommages à la machine. Pour l'exploitation courante, utiliser une huile épaisse à viscosité ISO 220 (par exemple GOE5L) ou une huile comparable SAE140 !
AVIS


Les lubrifiants sont toxiques et ne doivent pas pénétrer dans l'environnement ! Suivez les instructions du fabricant et, si nécessaire, contactez vos autorités locales pour obtenir des informations sur l'élimination appropriée.
Avant de mettre la machine en service, contrôler la lubrification des pièces suivantes et faire l'appoint en huile appropriée, le cas échéant :
Poupée fixe
Le roulement de la poupée fixe est situé dans un bain d'huile. S'assurer que le niveau du huile est toujours au niveau du repère sur le verre de regard (1). Contrôler régulièrement le niveau d'huile. Première vidange après 100 heures de service, puis annuellement ou toutes les 1000 heures de service.
Voir Maintenance
Engrenage d'avance

text_image
2S'assurer que le niveau du huile est toujours au niveau du repère sur le verre de regard (2). Première vidange après 100 heures de service, puis annuellement ou toutes les 1000 heures de service.
Voir Maintenance
Tablier du chariot
| 3 |
Contrôler régulièrement le niveau d'huile à l'aide du hublot (3) sur la partie avant.
Première vidange après 100 heures de service, puis annuellement ou toutes les 1000 heures de service.
Voir Maintenance
Autres composants
Les points de lubrification se trouvent sur l'arbre d'entraînement, la vis-mère et la broche de chariotage, sur les chariots plans et supérieurs, les volants et la contrepoupée. Lubrifier régulièrement ces composants avec une burette. Voir Maintenance
27.2.8 Remplissage du liquide de refroidissement
| AVIS | ||
 |  | Les liquides de refroidissement sont toxiques et ne doivent pas pénétrer dans l'environnement ! Suivez les instructions du fabricant et, si nécessaire, contactez vos autorités locales pour obtenir des informations sur l'élimination appropriée. Le fonctionnement de la pompe sans liquide de refroidissement dans le réservoir peut endommager durablement la pompe. |
Des températures élevées sont générées au niveau du tranchant de l'outil en raison de la chaleur de frottement qui se produit. Pour cette raison, l'outil est refroidi pendant le tournage. Le refroidissement à l'aide d'un liquide de refroidissement approprié permet d'obtenir un meilleur résultat d'usinage et augmente la durée de vie du burin de tour. Pour cette raison, il convient de faire l'appoint en liquide de refroidissement. Utiliser une émulsion soluble dans l'eau et respectueuse de l'environnement, disponible en magasin spécialisé (par exemple KSM5L), comme liquide de refroidissement.

Le réservoir de liquide de refroidissement est situé dans le pied de support côté droit de la machine, en-dessous de la contrepoupée. Desserrer les 4 vis à six pans et retirer le couvercle.
Contrôler le liquide de refroidissement à intervalles réguliers. Veiller
- à ce que la disponibilité de liquide de refroidissement soit suffisante,
- à ce que le niveau de copeaux dans la première chambre ne soit pas trop élevé, et
- à ce que le liquide de refroidissement ne soit pas rance ou contaminé.
Alimentation en liquide de refroidissement
- S'assurer que le réservoir de liquide de refroidissement est correctement entretenu et rempli.
- Positionner la buse de liquide de refroidissement selon les besoins de votre exploitation.
- Utiliser le commutateur dans le champ de commande pour allumer ou éteindre la pompe à liquide de refroidissement.
- Réguler le débit du liquide de refroidissement à l'aide de la vanne d'écoulement.
27.2.9 Contrôle du fonctionnement
Vérifiez la mobilité de toutes les broches.
27.3 Raccordement électrique
AVERTISSEMENT

Tension électrique dangereuse ! Le branchement de la machine ainsi que les tests électriques, l'entretien et la réparation ne doivent être effectués que par du personnel qualifié ou sous l'instruction et la supervision d'un électricien qualifié !
- Contrôler le fonctionnement du branchement au zéro et de la mise à la terre ;
- Contrôler que la tension d'alimentation et la fréquence du courant correspondent aux données de la machine.
AVIS

Déviation de la tension d'alimentation et de la fréquence du courant
Une déviation de la valeur de la tension d'alimentation de ± 5 % est autorisée. Un fusible de sécurité contre les courts-circuits doit être présent dans le réseau d'alimentation de la machine !
- Pour la section requise du câble d'alimentation (l'utilisation d'un câble de type H07RN est recommandé, pour lequel des mesures de protection contre les dommages mécaniques doivent être appliquées), consulter le tableau de l'intensité maximale admissible.
AVIS

Pour des machines fonctionnant au courant triphasé, il convient de brancher toujours au moins 3 phases et un conducteur de protection (PE) et, en fonction du type de machine, un conducteur neutre. Immédiatement après le raccordement électrique, vérifiez le sens de rotation correct de la machine ! Le mandrin du tour doit tourner dans le sens antihoraire lorsque le levier de commutation du tablier du chariot a été abaissé. Le cas échéant, vous devez interchanger deux des trois phases (L1/L2 ou L1/L3) !
- Brancher le câble d'alimentation sur les bornes correspondantes dans le coffret d'entrée (L1, L2, L3, N (si disponible), PE). En présence d'une prise CEE, le branchement au réseau est réalisé via un accouplement CEE alimenté en conséquence.
Fiche de raccordement 400 V :
Cinq fils :
avec
conducteur neutre
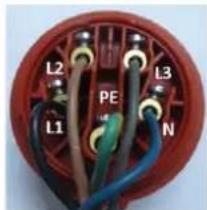
text_image
L2 L3 PE L1 NQuatre fils :
sans
conducteur neutre
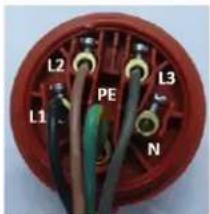
text_image
L2 PE L3 L1 N28 FONCTIONNEMENT
28.1 Instructions d'utilisation
Contrôle des raccords à vis
Contrôler l'ensemble des raccords à vis et les resserrer au besoin.
Contrôle des niveaux d'huile
Contrôler les niveaux d'huile et faire l'appoint si nécessaire.
Contrôle du liquide de refroidissement
Contrôler le niveau du liquide de refroidissement et faire l'appoint si nécessaire.
28.2 Première mise en service
AVIS

Ne jamais passer les rapports de la machine lorsque celle-ci est en marche et s'assurer que le levier d'engrènement du taraudage/filetage (écrou embrayable de la vis-mère) et le levier d'engrènement de l'avance d'alimentation longitudinale/plane sont désengagés avant de démarrer la machine ! Sinon, le chariot peut être avancée dans le mandrin de tour ou la contrepoupée et causer de graves dommages.
AVERTISSEMENT

Avant de démarrer la machine, s'assurer que toutes les instructions de montage et de réglages ont été exécutées, d'avoir lu le manuel et de s'être familiarisé avec toutes les fonctions et les caractéristiques de sécurité de la machine. Le non-respect de cet avertissement peut entraîner des blessures graves, voire la mort !
Une fois le montage achevé, tester la machine pour s'assurer qu'elle fonctionne correctement et que l'exploitation régulière est prête. Cette opération est réalisée sans pièce à usiner. Effectuer l'essai comme décrit ci-après.
28.2.1 Réalisation d'une série de tests
-
Il convient de s'assurer que les consignes de sécurité du présent manuel ont été comprises et que toutes les étapes de montage ont été achevées.
-
S'assurer que les produits d'exploitation requis (huile à engrenage, liquide de refroidissement, etc.) sont remplis.
-
S'assurer que le mandrin du tour est correctement fixé.
-
S'assurer que tous les outils et objets utilisés pour mettre en place la machine ont été retirés.
-
Desserrer le levier d'engrènement du filetage/taraudage (écrou embrayable de la vis-mère) (Q) et le levier d'engrènement de l'alimentation longitudinale/plane (R).
-
S'assurer que la pompe à liquide de refroidissement (C) est arrêtée ; orienter la buse du liquide de refroidissement dans le bac à copeaux de la machine.
-
Tourner le bouton d'arrêt d'urgence (G) dans le sens horaire jusqu'à ce qu'il revienne dans sa position initiale.
-
Déplacer le levier de direction de l'alimentation (A) vers la position centrale désacouplé.
-
Régler la machine sur la vitesse la plus basse.
-
Connecter la machine à la source d'alimentation, puis tourner l'interrupteur principal sur la position MARCHE et le commutateur de pas de moteur sur la position « I ».
-
Actionner levier de commutation du sens de rotation (P), pour démarrer la machine. La broche tourne à 45 tr/min. Lorsqu'elle est utilisée correctement, la machine fonctionne en douceur avec peu ou pas de vibrations ou de bruits de frottement.
-
Déplacer le sens de rotation du levier de vitesse (P) en position centrale et appuyezr sur l'interrupteur d'arrêt d'urgence (G).
-
Sans réinitialiser l'interrupteur d'arrêt d'urgence, déplacer le levier de commutation de sens de rotation vers le bas. La machine ne doit pas démarrer.
Si c'est le cas, la fonction de sécurité de l'interrupteur d'arrêt d'urgence est assurée. Poursuivre à l'étape suivante.
Si, par contre, la machine démarre avec l'interrupteur d'arrêt d'urgence enfoncé, couper immédiatement l'alimentation électrique de la machine. L'interrupteur d'arrêt d'urgence ne fonctionne pas correctement. Dans ce cas, contacter le service clientèle.
-
Tourner le bouton d'arrêt d'urgence dans le sens horaire jusqu'à ce que le ressort le ramène dans sa position initiale.
-
S'assurer que le voyant lumineux (B) fonctionne.
-
S'assurer que la buse du liquide de refroidissement est dirigée vers le bac à copeaux, puis tournez l'interrupteur de la pompe du liquide de refroidissement et ouvrir la vanne de la
buse. Après avoir vérifié que le liquide de refroidissement s'écoule de la buse, éteindre l'interrupteur du liquide de refroidissement.
- Démarrer la broche, puis serrer le frein de service. L'alimentation électrique du moteur doit être coupée et la broche doit s'arrêter immédiatement.
Le rodage doit être effectué à la vitesse de broche la plus basse. Faire tourner la machine à cette vitesse pendant environ 1 heure. Ce faisant, faire attention aux anomalies et/ou irrégularités, comme les bruits inhabituels, les déséquilibres, etc. Si tout est normal, augmenter progressivement la vitesse. Les vitesses les plus élevées ne peuvent être atteintes qu'après 10 heures de service.
Si des bruits ou des vibrations inhabituels se produisent pendant l'essai, arrêter immédiatement la machine et lire la section Résolution de panne. Si vous n'y trouvez pas de solution, contactez votre revendeur ou le service clientèle.
28.3 Utilisation
28.3.1 Symboles de commande
 | Commutateur des rapports du moteur0: ARRÊT1: Niveau 1II: Niveau 2 |  | Pompe à liquide de refroidissementVert : MarcheRouge : Arrêt |
 | Écrou embrayable de la vis-mère ouvert | 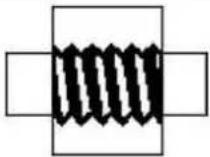 | Écrou embrayable de la vis-mère fermé |
 | Filetage métrique |  | Filetage en pouce |
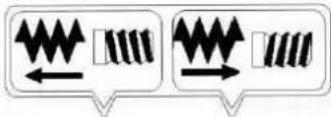 | Filetage à droite et avance longitudinale sur le côté de la poupée fixe (illustration côté gauche) | ||
| Filetage à gauche et avance longitudinale sur le côté de la contrepoupée (illustration côté droit) | |||
 | Avance longitudinale emboîtée (haut)Deux avances découplées (centre)Avance transversale emboîtée (bas) | 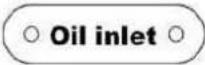 | Entrée d'huile |
 | Ne pas modifier la vitesse et le sens de rotation en exploitation ! | ||
 | Tension électrique |  | Bouton de mise en circuit momentanée |
| [507D] | Lampe témoin de service | [8043] | Interrupteur d'ARRÊTD'URGENCE |
28.3.2 Mise en marche de la machine
AVIS

Noter que la machine ne peut être démarrée que lorsque l'interrupteur D'ARRÊT D'URGENCE est déverrouillé, que la protection du mandrin de tour est fermée et que tous les interrupteurs de position sont actifs.



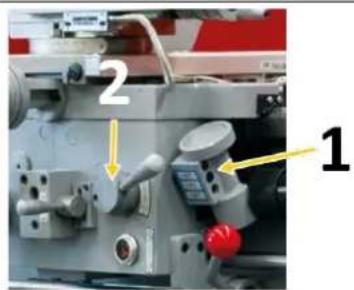
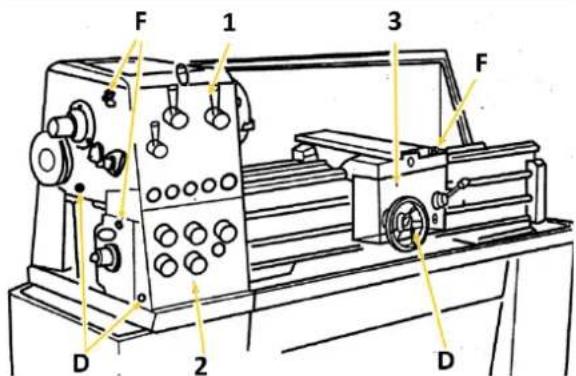
Pour mettre la machine en marche, tourner l'interrupteur principal (1) sur « ON » (marche) et le commutateur des rapports du moteur (2) en position « I » ou « II ». L'interrupteur principal de la machine est situé sur l'envers de la poupée fixe. Après la mise en marche, le voyant de contrôle du fonctionnement s'allume en continu.
La machine est mise en marche en actionnant le levier de commutation du sens de rotation (3).
28.3.3 Bouton de mise en circuit momentanée

Pour le changement aisé de la vitesse de la broche principale, la confirmation de la vitesse d'avance ainsi que le centrage des objets, la machine est équipée d'un bouton de mise en circuit momentanée (1). Lorsque vous appuyez sur le bouton, la broche principale tourne vers l'avant et s'arrête dès que le bouton est relâché.
28.3.4 Frein de service

Lorsque le frein de service est actionné, l'entraînement est désactivé et la broche est freinée.
La machine est remise en marche en actionnant le levier de commutation du sens de rotation.
- Sélectionner la position intermédiaire 2. sens de rotation
28.4 Réglage de la vitesse de rotation de la broche et du sens de rotation
AVIS


Ne jamais modifier le sens de rotation/la vitesse de rotation tant que le moteur/la broche n'est pas à l'arrêt complet ! Un changement du sens de rotation/de la vitesse de rotation pendant le fonctionnement peut entraîner la destruction des composants.
La vitesse de rotation correcte de la broche est importante pour obtenir un résultat sûr et satisfaisant, ainsi que pour maximiser la durée de vie de l'outil.
Pour régler correctement la vitesse de rotation de la broche, veuillez procéder comme suit :
- Régler la vitesse de rotation de la broche optimale pour les tâches usinage respectives et la commande de la machine
• de telle façon que la vitesse de rotation de la broche requise soit réellement atteinte.
28.4.1 Réglage de la vitesse de la broche principale
La vitesse de rotation de la broche est déterminée par les deux leviers de commande sur la poupée fixe et le commutateur de changement de rapport du moteur (27).
Si le commutateur de changement de rapport du moteur est en position « I », les vitesses de rotation les plus faibles sont disponibles. Si le commutateur de changement de rapport du moteur est en position « II », les vitesses de rotation élevées sont disponibles.
Au total, douze vitesses sont disponibles :
| Vitesse de broche (min-1) |  |  | |||
| HL | HL | HL | HL | ||
 | 180 | 1000 | 360 | 2000 | |
 | 65 350 130 700 | ||||
 | 45 | 245 | 90 | 490 | |
Utiliser le bouton de mise en circuit momentannée pour faciliter l'enclenchement des différentes positions de commutation.
28.4.2 Sens de rotation

La machine est mise en marche avec le levier de commutation du sens de rotation (1).
En baissant l'interrupteur, le mandrin de tour tourne dans le sens inverse des aiguilles d'une montre.
En mettant l'interrupteur en position haute, le mandrin de tour tourne dans le sens des aiguilles d'une montre.
28.4.3 Mode courant
N'utiliser que les mandrins de tour recommandés par Holzmann Maschinen.
La vitesse de broche maximale pour le plateau porte-outil d'un diamètre de ∅ 320 mm ne doit pas dépasser 1255 min ^-1 .
Lorsque le taraudage/filetage ou l'alimentation automatique n'est pas utilisé, le levier de sélection du sens d'alimentation doit être en position neutre pour assurer le désaccouplement de la vis-mère et de la broche de chariotage. Pour éviter une usure inutile, le cadran de réglage du filetage ne doit pas être connecté avec la vis-mère.
28.5 Filetage et avances
28.5.1 Engrenage à roues de rechange
L'engrenage à roues de rechange doit être réglé selon l'échelle de données pour une adaptation optimale aux exigences respectives de taraudage/filetage. Un grand nombre d'avances et la
plupart des pas de filetage peuvent être réglés avec les engrenages de roues de rechange montés en usine. Pour les avances ou les pas de vis spéciaux, il faut changer les roues de changement nécessaires.
AVERTISSEMENT

Éteindre la machine avant de remplacer ou de changer la position des vitesses et la protéger contre tout redémarrage non autorisé ou involontaire.
Les roues de changement pour l'avance sont montées sur une têtière des pignons de change ou directement sur la vis-mère et l'engrenage d'avance.
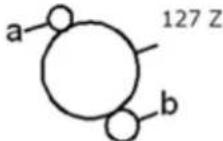
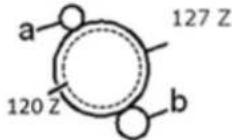
Afin d'obtenir le filetage souhaité selon le tableau, les combinaisons d'engrenages correspondantes doivent être montées à l'avance :
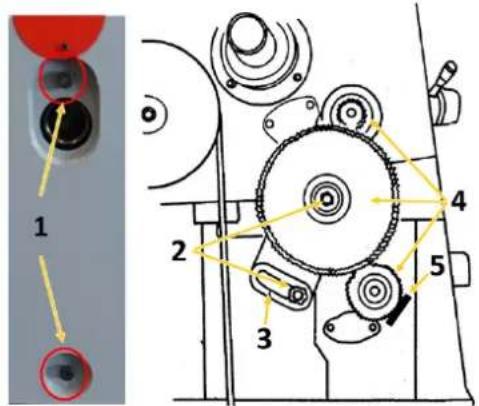
text_image
1 2 3 4 5- Débrancher la machine de la source de tension et la protéger contre tout redémarrage involontaire.
- Desserrer les vis (1) du couvercle sur le côté gauche de la poupée fixe et retirer le couvercle.
- Desserrer les écrous hexagonaux (2) et la vis Allen (5) et éloigner le logement rotatif (3).
- Remplacer les engrenages (4) conformément au tableau d'avance ou de filetage/taraudage.
- Positionner le logement rotatif de manière à ce que le gros engrenage s'engrène avec les plus petits. Puis resserrer les écrous hexagonaux. Veiller à ce qu'il y ait un jeu de 0,005 – 0,007 mm entre les engrenages. Un réglage trop serré des engrenages entraîne un bruit excessif et une usure accrue.
- Remonter le couvercle (faire attention à l'interrupteur de position!) et rebrancher la machine à l'alimentation électrique.
28.5.2 Avance manuelle

- L'avance manuelle du chariot longitudinal s'effectue au moyen d'un volant (1).
- L'avance manuelle du chariot longitudinal s'effectue au moyen d'un volant (2).
- L'avance manuelle du chariot longitudinal s'effectue au moyen d'un volant (3).
28.5.3 Avance automatique
AVIS


Attendre l'arrêt complet de la machine avant de modifier les positions du levier de sélection. Si nécessaire, utiliser le bouton de mise en circuit momentannée pour assister l'agrènement d'un levier.
La broche de chariotage est mise en marche par le levier de sélection du sens d'alimentation (A) sur la poupée fixe, ce qui détermine le sens d'avance.
Déplacer le levier de sélection vers la gauche ou vers la droite selon le symbole.
Utiliser les sélecteurs d'avance (D, H, I) pour régler l'avance ou le pas de filetage souhaité.
Les vitesses d'avance sélectionnables pour l'avance longitudinale vont de 0,02 à 0,85 mm/tour.
Les vitesses d'avance sélectionnables pour l'avance croisée vont de 0,005 à 0,22 mm/tour.
Utiliser les tableaux sur le côté du boîtier de roue de changement pour vous aider à régler la vitesse d'avance souhaitée.
LEVER = Levier de sélection
T = nombre de dents ; par ex. 60T
Avance longitudinale ou plane :
Levier d'engrènement (R)

La machine peut être utilisée pour couper des filetages métriques ou en pouces. Avec le levier de sélection du sens d'avance (A) sur la poupée fixe, vous pouvez définir le sens de rotation pour le filetage (filetage à gauche/droite). Le pas peut être réglé avec les sélecteurs d'avance. Le levier d'engrènement du taraudage/filetage (écrou embrayable de la vis-mère) (Q) doit toujours être fermé pendant le processus de taraudage/filetage.
28.5.5 Tableau de pas de filetage/taraudage et d'avance longitudinale pour les filetages métriques
Les filetages métriques vont de 0,8 à 14,0 mm, 36 niveaux sont disponibles.
 |  Pas de la broche 6 mm Pas de la broche 6 mm | |||||||||
| Roue de rechange a -Nombre de dents- | 56 | 60 | 60 | 40 | 60 | 60 | 40 | 60 | 56 | |
| Roue de rechange b -Nombre de dents- | 60 | 60 | 60 | 80 | 60 | 60 | 80 | 60 | 63 | |
| Commutateur d'avance | 4 | 1 | 3 | 4 | 1 | 3 | 1 | 3 | 3 | |
| R | R | S | T | V | R | T | V | V | ||
| A | D | 14.0 | 12.0 | 11.2 | 10.0 | 9.6 | 9.0 | 8.0 | 7.2 | 6.4 |
| B | D | 7.0 | 6.0 | 5.6 | 5.0 | 4.8 | 4.5 | 4.0 | 3.6 | 3.2 |
| A | C | 3.5 | 3.0 | 2.8 | 3.5 | 2.4 | 2.25 | 2.0 | 1.8 | 1.6 |
| B | C | 1.75 | 1.5 | 1.4 | 1.75 | 1.2 | 1.12 | 1.0 | 0.9 | 0.8 |
28.5.6 Tableau de pas de filetage / avance longitudinale pour filetages en pouces
Les filetages en pouces vont de 2 à 28 TPI, 30 niveaux sont disponibles.
  Pas de la broche 6 mm Pas de la broche 6 mm | |||||||||
| Roue de rechange a -Nombre de dents- | 60 | 60 | 60 | 60 | 60 | 56 | 60 | 60 | |
| Roue de rechange b -Nombre de dents- | 60 | 54 | 57 | 60 | 66 | 54 | 78 | 63 | |
| Commutateur d'avance | 4 | 1 | 1 | 1 | 1 | 2 | 1 | 3 | |
| V | V | V | V | V | V | V | V | ||
| A | D | 2 | 214 | 212 | 234 | 3 | 314 | 312 | |
| B | D | 4 | 412 | 5 | 512 | 6 | 612 | 7 | |
| A | C | 8 | 9 | 912 | 10 | 11 | 12 | 13 | 14 |
| B | C | 16 | 18 | 19 | 20 | 22 | 24 | 26 | 28 |
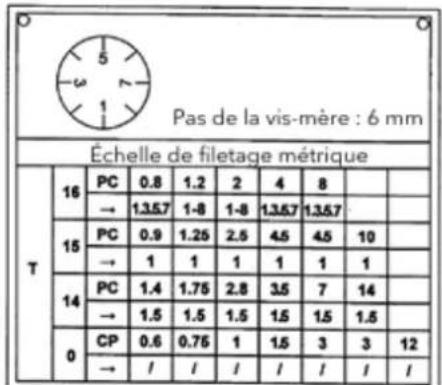
28.5.7 Cadran de réglage du filetage (pour la reprise du pas)
AVIS

Ne pas engrener l'écrou embrayable de la vis-mère lorsque la vis-mère tourne à plus de 200 tr/min ou lorsque le verrou du chariot est verrouillé, au risque d'endommager les roulements ou de casser la goupille de cisaillage de la broche !
text_image
2 1Le cadran de réglage du filetage (1) peut également être utilisé pour couper des filetages métriques. Le cadran de réglage du filetage (pour la reprise du pas) est situé sur le côté droit du tablier du chariot.
Le cadran de réglage du filetage remplit une fonction importante. Il indique le bon moment pour engrener le « levier d'engrènement du filetage/taraudage (écrou embrayable de la vis-mère ouvert) » (2), afin que l'outil reprenne le même filetage à chaque étape.
À l'extrémité inférieure de l'arbre du cadran de réglage du filetage, il y a plusieurs roues dentées avec différents nombres de dents afin de pouvoir tourner des filetage métriques avec différents pas de filetage. La position verticale du cadran de réglage du filetage est modifiée selon les besoins, de sorte que l'engrenage sélectionné pour le pas de vis souhaité s'engrène avec la vis-mère.
text_image
Pas de la vis-mère : 6 mm Échelle de filetage métrique T 16 PC 0.8 1.2 2 4 8 → 1.357 1-8 1-8 1.357 1.357 15 PC 0.9 1.25 2.5 4.5 4.5 10 → 1 1 1 1 1 1 14 PC 1.4 1.75 2.8 3.5 7 14 → 1.5 1.5 1.5 1.5 1.5 1.5 0 CP 0.6 0.75 1 1.5 3 3 12 → / / / / / / / /Les graduations 1, 3, 5 et 7 sont enregistrées sur le cadran de réglage du filetage. Entre les deux, il y a des traits sans numérotation, appelés demi -traits. Lorsque la vis-mère est engrenée, la graduation tourne. Il n'y a qu'un seul repère (trait fixe) sur le boîtier du cadran de réglage du filetage. Le tableau fixé sur le côté du boîtier de changement de vitesse (voir l'illustration de gauche) indique, outre le pas, la séquence de sélection et d'accouplement des traits sur la graduation rotative avec le tiret fixe. Les chiffres de la ligne « → » se réfèrent à la numérotation des demis-traits de graduation sur le cadran de réglage du filetage. Pour le taraudage/filetage, engréner l'écrou embrayable de la vis-mère au niveau du numéro correspondant indiqué dans le tableau.
28.6 Porte-outil
La fonction principale du porte-outil est de fixer l'outil. Si nécessaire, le porte-outil peut contenir plus d'un outil (maximum 4).
Lors de l'insertion de l'outil, assurez-vous que la cage de filière de l'outil est orientée dans la direction de l'axe de rotation de la pièce.
Serrage d'un outil :
PRUDENCE

Avant tout changement d'outil manuel, arrêter les broches, attendre l'arrêt de tous les outils et sécuriser la machine contre tout redémarrage involontaire avant de changer d'outil !
text_image
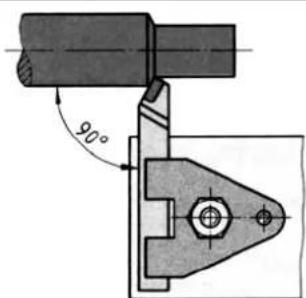
90°Fixez le burin de tour dans le porte-outil.
L'outil de tournage doit être serré aussi court et fermement que possible afin de pouvoir absorber correctement et de manière fiable l'effort de coupe qui se produit lors de la formation des copeaux.
Veillez également à serrer le burin de tour à angle droit par rapport à l'axe de rotation (voir illustration à gauche). En cas de serrage en biais, le burin de tour peut être tiré dans la pièce.
Alignez le burin de tour en hauteur. Utilisez la contrepoupée avec pointe de centrage pour déterminer la hauteur requise. Si nécessaire, placez des supports en acier sous le burin de tour pour obtenir la hauteur nécessaire.
| Lors du surfaçage, l'outil de coupe du burin de tour doit être placé exactement à la hauteur de pointe afin de produire une face frontale sans tourillon. Le surfaçage produit des surfaces planes qui sont perpendiculaires à l'axe de rotation de la pièce. Une distinction est faite entre le surfaçage transversal, le tronçonnage transversal et le surfaçage longitudinal. |
 | Si le porte-outil doit être tourné, ouvrez le levier de blocage en le tournant dans le sens inverse des aiguilles d'une montre. Tournez le porte-outil dans la position souhaitée, puis fixez-le à nouveau en tournant le levier de blocage dans le sens des aiguilles d'une montre. |
28.7 Montage des appuis fixes
 | Utiliser la lunette mobile ou fixe pour soutenir des pièces tournées longues si la force de coupe de l'outil de tournage est censée faire fléchir la pièce tournée. |
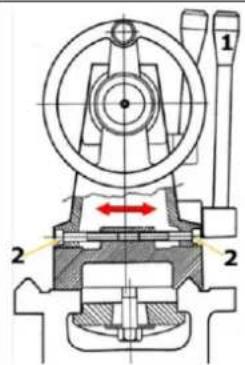
28.8 Contrepoupée
 | La contrepoupée fait office de butée lors de la rectification entre des pointes ainsi que pour la réception des outils d'alésage, de chanfreinage et d'abrasion. Elle est guidée sur les joues du banc de la machine et peut être serrée en tout point au moyen d'un levier de serrage (2).La contrepoupée est fixée dans le banc de la machine (banc en fonte) à l'aide d'une vis de butée de fin de course (1) afin d'éviter que la contrepoupée ne soit poussée involontairement vers l'extérieur (voir photo de gauche). |
 3 3 | Le fourreau de la contrepoupée (1) peut être déplacé par une broche filetée et un volant (3) et peut être serré avec un levier de serrage (2). Un cône interne dans le fourreau permet de loger la pointe de centrage, un mandrin de perçage ou des outils à tige conique.Serrez l'outil dont vous avez besoin dans le fourreau de contrepoupée.Pour le réglage, utilisez l'échelle de graduation sur le fourreau.Bloquez le fourreau avec le levier de blocage.Levolant permet de déplacer le fourreau d'avant en arrière. |
28.8.1 Réglage transversal de la contrepoupée
Le réglage transversal de la contrepoupée est nécessaire pour tourner des pièces plus longues et coniques.
Pour ce faire, il faut desserrer le levier de blocage de la contrepoupée (1) et les vis de réglage (2) à gauche et à droite de la contrepoupée.
Le décalage transversal souhaité peut être réglé à l'aide de l'échelle située à l'arrière de la contrepoupée.
Enfin, resserrez le levier de blocage et les vis de réglage.
28.9 Pont de banc
Le diamètre de tournage peut être augmenté en enlevant le pont de banc (1). Le diamètre max. de tournage sans pont et la longueur du pont de banc (2) sont indiqués dans les données techniques. La longueur de tournage maximale dépend du porte-outil utilisé.
- Placer d'abord la butée longitudinale (si présente) sur le côté droit du banc de la machine (5).
- Desserrer d'abord les vis de fixation (3), puis retirer les goupilles d'assemblage (4)
- Procéder dans l'ordre inverse pour le remontage.
28.10 Instructions générales de travail
AVERTISSEMENT

Ne pas serrer les pièces qui dépassent la plage de serrage admissible des porte-pièces, des mandrins de tour, etc. La force de serrage d'un mandrin de tour est trop faible lorsque la plage de serrage est dépassée. Les mors de serrage peuvent se détacher.
PRUDENCE

Contrôler régulièrement l'état de fermeture des boulons de serrage.
Les pièces doivent être solidement et fermement serrées sur la machine avant l'usinage. La force de serrage doit être dimensionnée de manière à ce que l'entraînement de la pièce soit assuré en toute sécurité, mais qu'aucun dommage ou déformation de la pièce ne se produise.
Serrage de la pièce à usiner
- Débranchez la machine du secteur.
- Placez une planche robuste ou un berceau de mandrin de tour sous la broche pour protéger les surfaces rectifiées avec précision.
-
Insérez la clé du mandrin dans une rainure de défilement et tournez-la dans le sens inverse des aiguilles d'une montre pour ouvrir les mors jusqu'à ce que la pièce repose à plat sur la surface de serrage ou uniformément sur les étages de mors ou s'insère dans le trou du mandrin et dans l'alésage de la broche.
-
Fermez les mors jusqu'à ce qu'ils aient un léger contact avec la pièce.
- Tournez le mandrin du tour à la main pour vous assurer que la pièce est maintenue uniformément par les trois mors et qu'elle est centrée sur le mandrin du tour.
Si la pièce n'est pas centrée, relâchez les mors et réalignez la pièce. Resserrez les mors et répétez l'étape 5. Lorsque la pièce est centrée, serrez les mors à fond.
28.10.1 3-Mandrins de mors
Le mandrin à 3 mors fourni avec votre machine est un mandrin à défilement, ce qui signifie que les trois mors se déplacent uniformément lorsque la clé du mandrin est tournée. Cette configuration de mors est utilisée pour maintenir des pièces concentriques qui sont centrées avec une pression égale des trois mors. Un jeu de mors supérieurs réversibles est également inclus dans la livraison, ce qui permet d'autres configurations de pièces.
Serrage sur la surface intérieure

Serrage sur la surface extérieure
Les deux jeux de mors peuvent tenir une pièce à la fois à l'intérieur et à l'extérieur - voir l'illustration de gauche. Quelle que soit la configuration des mors, assurez-vous que la pièce est bien serrée dans le mandrin.
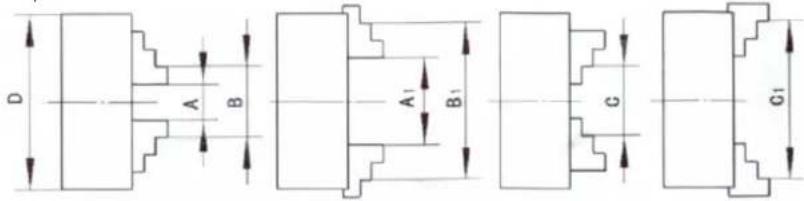
text_image
D A B A₁ B₁ C C₁| ∅ D | A - A1 | B - B1 | C - C1 |
| 200 mm | 4 - 120 mm | 50 - 220 mm | 60 - 230 mm |
28.10.2 4-Mandrins de mors
AVERTISSEMENT

Utilisez le mandrin à 4 mors uniquement pour les opérations de tournage à faible vitesse. Si le mandrin à 4 mors est utilisé à une vitesse moyenne ou élevée, un déséquilibre se produira presque toujours et l'opérateur ou les personnes aux alentours courent le risque d'être touchés par une pièce éjectée.
Les 4 mors a du mandrin sont réglables indépendamment. Cela permet de maintenir des pièces non cylindriques pour le tournage ou le perçage et de les amener dans l'axe de la broche. Un autre avantage est que la majorité des pièces peuvent être positionnées en dehors de l'axe de rotation de la broche, par exemple si un trou ou un niveau doit être coupé dans une pièce au niveau d'un arête extérieure.
Pour une prise optimale sur des pièces de forme non cylindrique, un ou plusieurs mors peuvent également être tournés de 180° afin d'obtenir une plus grande surface de serrage.
28.10.3 Plateau porte-outil
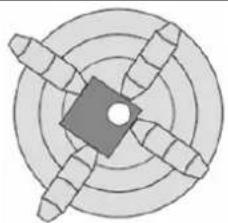
AVERTISSEMENT

Utilisez toujours au moins trois dispositifs de serrage indépendants lorsque vous utilisez le plateau porte-outil. Un serrage insuffisant peut entraîner la projection de la pièce pendant le fonctionnement !
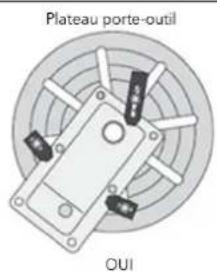
text_image
Plateau porte-outil OUI
text_image
4-Mandrins de mors NONLe plateau porte-outil comporte plusieurs fentes pour les boulons en T qui peuvent recevoir des dispositifs de serrage. Montez le plateau porte-outil chaque fois que vous estimez que le mandrin à 3 ou 4 mors ne peut pas maintenir la pièce suffisamment fermement - voir l'illustration à gauche.
Montage du plateau porte-outil
- Débranchez la machine du secteur!
- Insérez une pointe de contrepoupée fixe dans la contrepoupée, faites glisser la contrepoupée jusqu'à le plateau porte-outil et verrouillez la contrepoupée en position.
- Placez la pièce sur le plateau porte-outil, faites tourner le fourreau de la contrepoupée de manière à ce que la pointe fixe de la contrepoupée touche la pièce.
- Verrouillez le fourreau lorsqu'une pression suffisante est appliquée pour maintenir la pièce. En fonction de la pièce, un soutien supplémentaire peut être nécessaire.
- Fixez la pièce à au moins trois points aussi régulièrement espacés que possible - voir l'illustration ci-dessus.
- Vérifiez à nouveau toutes les précautions de sécurité et le jeu de tournage.
- Faites glisser la contrepoupée pour l'éloigner de la pièce et montez les outils de contrepoupée nécessaires pour le perçage ou l'alésage, ou positionnez le foret pour le tournage.
28.10.4 Chariotage longitudinal
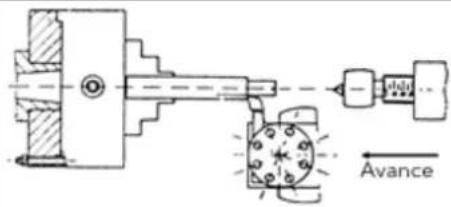
text_image
AvanceLors du chariottage longitudinal, le burin de tour est déplacé parallèlement à l'axe de rotation. L'avance est effectuée soit manuellement en tournant le volant sur le chariot longitudinal ou sur le chariot supérieur, soit en mettant en marche l'avance automatique. L'approche pour la profondeur des copeaux se fait via le chariot transversal.
28.10.5 Surfaçage et encoches
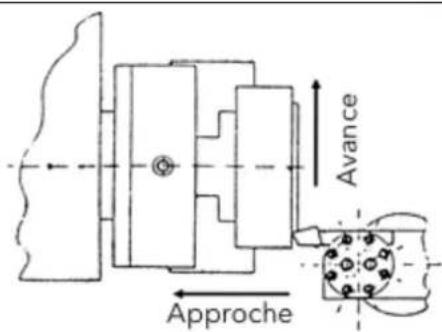
text_image
Avance ApprocheLors du chariottage longitudinal, le burin de tour est déplacé perpendiculairement à l'axe de rotation. L'avance se fait manuellement à l'aide du volant du chariot transversal. L'avance de la profondeur des copeaux est effectuée par le chariot supérieur ou le chariot longitudinal.
28.10.6 Fixation de la glissière longitudinale
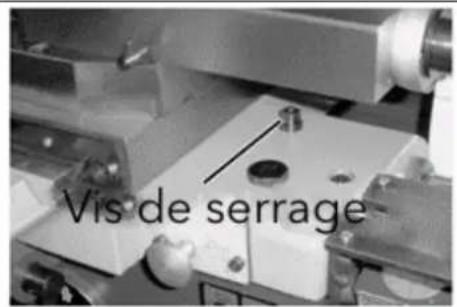
text_image
Vis de serrageLa force de coupe qui se produit lors des opérations de rectification, de rainurage ou de tronçonnage peut provoquer le déplacement du chariot longitudinal. Par conséquent, fixez le chariot longitudinal à l'aide de la vis de blocage.
28.10.7 Rectification entre des pointes
text_image
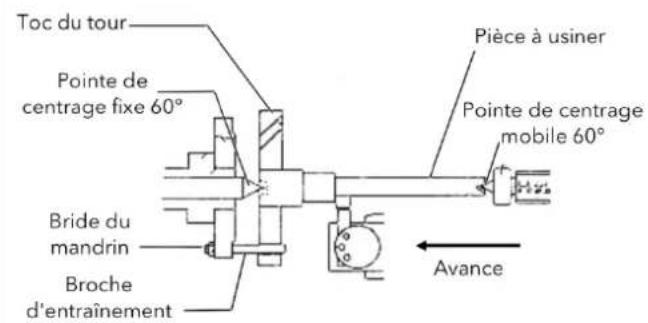
Toc du tour Pointe de centrage fixe 60° Bride du mandrin Broche d'entraînement Pièce à usiner Pointe de centrage mobile 60° AvanceLes pièces qui nécessitent une grande concentricité sont usinées entre les points. Pour la prise de logement, un trou de centrage est percé dans les deux faces frontales tournées de la pièce. Le toc du tour est serré sur la pièce. La broche d'entraînement, qui est vissée dans la bride du mandrin, transmet le couple au toc du tour. La pointe de centrage fixe est située dans le trou de centrage de la pièce du côté du nez de broche. La pointe de centrage mobile est située dans le trou de centrage de la pièce du côté de la contrepoupée.
28.10.8 Rectification de cône court avec le chariot à mouvements croisés
text_image
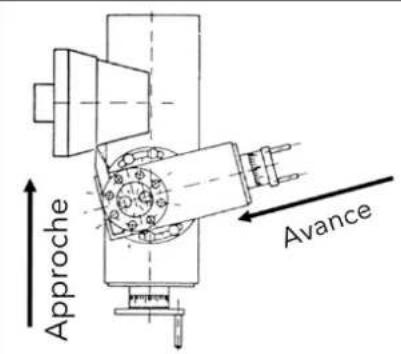
Approche AvanceLa rectification cône court est réalisée à la main avec le chariot à mouvements croisés. Le chariot à mouvements croisés est pivoté selon l'angle souhaité. L'approche est réalisée avec le chariot transversal :

- Desserrez les deux vis de blocage avant et arrière sur le chariot à mouvements croisés.
- Tournez le chariot à mouvements croisés dans la position souhaitée.
- Bloquez à nouveau le chariot à mouvements croisés.
28.10.9 Tournage de filets
text_image
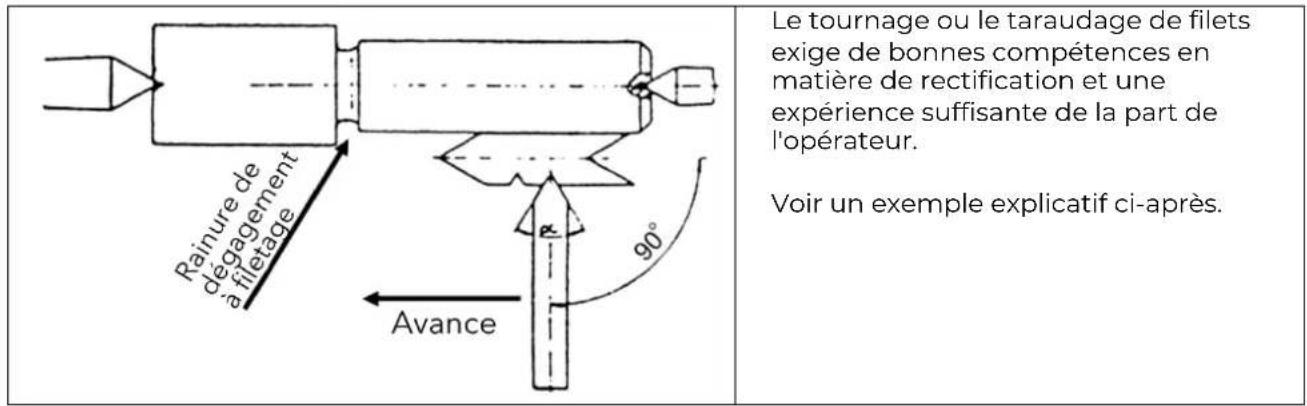
Le tournage ou le taraudage de filets exige de bonnes compétences en matière de rectification et une expérience suffisante de la part de l'opérateur. Voir un exemple explicatif ci-après.Exemple de filetage extérieur :
- Le diamètre de la pièce doit être rectifié au diamètre du filetage souhaité.
- La pièce à usiner nécessite un chanfrein au début du filet et une rainure de dégagement à la fin du filet.
- La vitesse doit être aussi faible que possible.
- Le burin de tour de filetage doit correspondre exactement à la forme du filet, doit être absolument à angle droit et serré exactement au centre du tour.
- Le levier d'enclenchement de l'alésage doit rester fermé pendant tout le processus d'alésage. Les exceptions sont les pas de vis qui peuvent être réalisés avec le compteur d'alésage.
- Le filetage est réalisé en plusieurs opérations de coupe, de sorte que le burin de tour doit être complètement dévissé (avec le chariot transversal) du filetage à la fin d'une opération de coupe.
- La course de retour s'effectue avec l'écrou d'entraînement fermé et le burin de tour de filetage non engagé en actionnant le « sens de rotation du levier de commutation ».
- Éteignez la machine et réajustez le burin de tour de filetage dans les petites profondeurs de coupe avec le chariot transversal.
- Avant chaque passage, déplacez la chariot à mouvements croisés d'environ 0,2 à 0,3 mm alternativement vers la gauche et vers la droite pour obtenir le dégagement du filetage. Le burin de tour de filetage ne coupe donc que sur un seul flanc de filet à chaque passage. N'effectuez plus de coupe libre que peu de temps avant d'atteindre la pleine profondeur du filet.
29 NETTOYAGE

text_image
AVIS Des produits de nettoyage incorrects peuvent attaquer la peinture de la machine. Ne pas utiliser de solvants, de diluants nitro ou d'autres agents de nettoyage qui pourraient endommager la peinture de la machine. Respecter les spécifications et les instructions du fabricant du produit de nettoyage!Préparer les surfaces et lubrifier les parties nues de la machine avec une huile lubrifiante sans acide.
En outre, un nettoyage régulier est une condition préalable à un fonctionnement sûr de la machine et à une longue durée de vie. Il faut donc nettoyer l'appareil après chaque utilisation pour le débarrasser des copeaux et des saletés.
30 MAINTENANCE
AVERTISSEMENT

Danger dû à la tension électrique ! Manipuler la machine avec l'alimentation électrique intacte peut entraîner des blessures graves, voire mortelles. Débrancher toujours l'appareil de l'alimentation électrique avant d'effectuer des travaux d'entretien ou de réparation et protéger-le contre une remise sous tension involontaire !
La machine nécessite peu d'entretien et seules quelques pièces doivent être réparées. Indépendamment de cela, les fautes ou défauts qui pourraient nuire à la sécurité de l'utilisateur doivent être éliminés immédiatement !
- Avant chaque mise en service, assurez-vous que les dispositifs de sécurité sont en parfait état et fonctionnent correctement.
- Contrôler l'ensemble des connexions au moins une fois par semaine.
- Vérifier régulièrement que les étiquettes d'avertissement et de sécurité sur la machine sont en bon état et lisibles.
• Utiliser uniquement des outils appropriés et adéquats
• N'utiliser que les pièces de rechange d'origine recommandées par le fabricant
30.1 Plan d'entretien et de maintenance
Le type et le degré d'usure des machines dépendent dans une large mesure des conditions de fonctionnement. Les intervalles énumérés ci-dessous s'appliquent lorsque la machine est utilisée dans les limites spécifiées :
| Intervalle Composant Mesure | ||
| Toujours avant de commencer le travail ou après chaque entretien ou maintenance | Coulisses Huiler | |
| Roues de rechange lubrifier légèrement à la graisse | ||
| Montage du boulon de serrage Camlock logement de la broche de tour | Contrôler la fixation | |
| Engrenage d'avance du tablier du chariot de la poupée fixe | Contrôle visuel des niveau d'huile (via l'indicateur de niveau) | |
| Hebdomadaire | Vis-mère Broche de chariotage Contrepoupée | Lubrification et remplir tous les têtons de lubrification et les huileurs avec de l'huile pour machines |
| Chariot à mouvements croisés Coulisseau transversal Chariot longitudinal | Lubrification et remplir tous les têtons de lubrification et les huileurs avec de l'huile pour machines | |
| Annuellement ou après 1000 heures d'exploitation | Engrenage d'avance | Vidanger l'huile |
| Tablier du chariot Vidanger l'huile | ||
| Poupée fixe Vidanger l'huile | ||
| au besoin | Liquide de refroidissement | compléter le niveau |
| Coulisses Ajustement des | lardons coniques | |
| Poupée fixe | Contrôle de la courroie trapézoïdale et la resserrage si nécessaire | |
30.1.1 Ajustement des lardons coniques

text_image
Vis de réglage du chariot longitudinal Vis de réglage du chariot horizontal Vis de réglage du chariot supérieurUn jeu excessif sur les voies de guidage peut être réduit en réajustant les lardons coniques. Pour le réglage, tournez la vis de réglage dans le sens horaire. Le lardon conique est ainsi poussé vers l'arrière et réduit le jeu de la coulisse correspondante.
30.1.2 Contrôle visuel des niveaux d'huile

text_image
1 2 3Contrôler les niveaux d'huile de la poupée fixe (1), de l'engrenage d'avance (2) et du tablier du chariot (3) avant de commencer le travail ou après chaque entretien et réparation. Le niveau d'huile doit atteindre au moins le centre ou le repère le plus élevé.
30.1.3 Vidange d'huile de la poupée fixe, de l'engrenage d'avance et du tablier du chariot
AVIS


Les lubrifiants sont toxiques et ne doivent pas pénétrer dans l'environnement ! Lors du changement, utiliser des réservoirs de collecte appropriés et d'un volume suffisant ! Suivre les instructions du fabricant et, si nécessaire, contactez les autorités locales pour obtenir de plus amples informations sur l'élimination appropriée.
Appliquer de l'huile à engrenages d'une viscosité de 220 sur les mécanismes (recommandée pour ISO 12925-1 CKD, DIN51517 partie 3 CLP, US Steel 224, AGMA 9005-E02).
text_image
F 1 3 F D 2 DPoupée fixe (1)
Le roulement de la poupée fixe est situé dans un bain d'huile. S'assurer que le niveau du huile est toujours au niveau du repère sur le verre de regard. Retirer le couvercle sur le côté gauche. Pour vidanger l'huile, faire couler l'huile en retirant le bouchon de vidange (D). Pour faire l'appoint d'huile, remplir l'huile dans l'orifice de remplissage (F). Remonter le couvercle. Contrôler régulièrement le niveau d'huile.
Première vidange après 100 heures de service (huile de rodage), puis annuellement ou toutes les 1000 heures de service.
Engrenage d'avance (2)
S'assurer que le niveau du huile est toujours au niveau du repère sur le verre de regard. Retirer le couvercle sur le côté gauche. Pour vidanger l'huile, faire couler l'huile en retirant le bouchon de vidange (D). Pour faire l'appoint d'huile, remplir l'huile dans l'orifice de remplissage (F). Remonter le couvercle. Contrôler régulièrement le niveau d'huile.
Première vidange après 100 heures de service (huile de rodage), puis annuellement ou toutes les 1000 heures de service.
Tablier du chariot (3)
L'huile doit atteindre le repère du hublot de contrôle d'huile. Pour vidanger l'huile, faire couler l'huile en retirant le bouchon de vidange (D). Pour faire l'appoint d'huile, remplir l'huile dans l'orifice de remplissage (F). Contrôler régulièrement le niveau d'huile. Première vidange après 100 heures de service (huile de rodage), puis annuellement ou toutes les 1000 heures de service.
30.1.4 Autres points de lubrification
Engrenages
Lubrifiez les engrenages avec une graisse lourde et non filante. Veillez à ce que la graisse atteigne les poulies de courroie ou les courroies!
Têton de graissage et huileur
Lubrifier ou remplir le têton de graissage ou l'huileur sur la vis-mère ou la broche de chariotage, sur la contre-poupée et sur les chariots à mouvements croisés et horizontaux chaque semaine avec de l'huile pour machines.
30.1.5 Contrôle et nettoyage du système de liquide de refroidissement
AVIS


Les liquides de refroidissement sont toxiques et ne doivent pas pénétrer dans l'environnement ! Suivez les instructions du fabricant et, si nécessaire, contactez vos autorités locales pour obtenir des informations sur l'élimination appropriée.
Contrôle du système de liquide de refroidissement
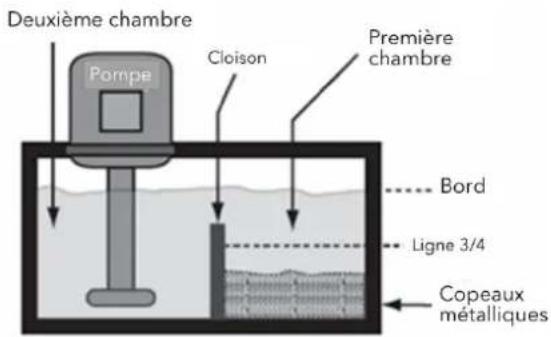
text_image
Deuxième chambre Pompe Cloison Première chambre Bord Ligne 3/4 Copeaux métalliques-
Ouvrir le couvercle de la chambre de pompage / du réservoir de liquide de refroidissement.
-
Vérifier le niveau du liquide de refroidissement dans le réservoir. Le liquide doit se trouver à environ un centimètre sous le bord supérieur du réservoir.
-
Contrôler le niveau des copeaux de métal dans la première chambre. Lorsque les copeaux ont atteint 3/4 de la hauteur de la cloison, les retirer.
-
Contrôler la qualité du liquide de refroidissement selon les spécifications du fabricant et le remplacer selon les recommandations.
Nettoyage du système de liquide de refroidissement
- Vider les résidus de liquide de refroidissement encore contenus dans la buse de refroidissement dans le réservoir de collecte.
- Soulever l'ensemble du réservoir de son ancrage.
- Enlever tous les copeaux métalliques et le liquide de refroidissement restant et nettoyer le réservoir.
- Nettoyer la crépine d'aspiration de la pompe.
- Remonter le réservoir de liquide de refroidissement à sa place d'origine.
- Remplir le réservoir avec du liquide de refroidissement frais.
- Monter correctement le couvercle de la chambre de la pompe.
30.1.6 Changement de la courroie trapézoïdale
AVIS

Ne jamais remplacer les courroies trapézoïdales individuellement, mais seulement dans un ensemble complet !

- Ouvrir les vis des couvercles de protection et les retirer.
- Desserrer l'écrou de réglage (1) sur le support du moteur et réduire la tension de la courroie trapézoïdale.
■ Dévisser maintenant la vis Allen (2) et retirer la poulie. - Changer les courroies trapézoïdales et mettre la courroie en tension.
→ La tension est correcte lorsqu'une seule courroie trapézoïdale ne peut être enfoncée que de 5 mm maximum avec le pouce.
■ Resserrer les écrous de réglage. - Remonter le couvercle de protection (attention à l'interrupteur de position !)
30.1.7 Remplacement des mors
Pour le remplacement des mors, vous devez ouvrir le mandrin de tour avec une clé à mandrin. En position entièrement ouverte, les mors peuvent ensuite être retirés l'un après l'autre.
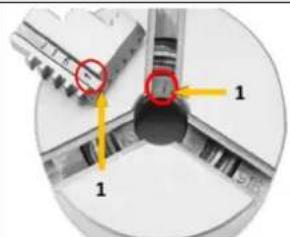
Lors de la mise en place des mors rapportés, il faut veiller à ce que :
- Les segments de filetage (2) des mors sont étagés comme indiqué sur la figure.
- Ils sont également numérotés de 1 à 3 pour indiquer (1) le pas réel dans le mandrin du tour.
Par conséquent, veillez à assembler les mors dans le bon ordre :
- Disposez les mors comme indiqué sur illustration ci-dessus et insérez-les dans cet ordre dans les fentes du mandrin du tour, dans le sens des aiguilles d'une montre.
- Tenez les mors et serrez-les avec la clé du mandrin.
- Fermez complètement le mandrin du tour et vérifiez que les mors se rejoignent au centre.
Si un mors ne s'adapte pas correctement, ouvrez le mandrin du tour, appuyez fermement sur le mors et tournez la clé du mandrin jusqu'à ce que le mors soit dans la bonne position. Contrôlez à nouveau que les mors se rejoignent au centre.
30.1.8 Ajustement du coupleur de surcharge sur la broche de chariotage
AVIS

Ne jamais serrer complètement la vis de réglage du coupleur de surcharge au-delà du réglage normal décrit dans cette procédure. De graves dommages à la boîte de vitesses pourraient en résulter.
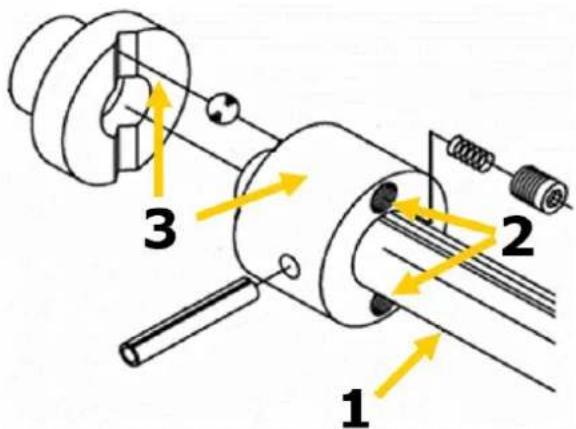
text_image
1 2 3Le tour est équipé d'un coupleur de surcharge (3) de broche de chariotage (1), qui relie le moyeu d'entraînement à la broche de chariotage au moyen d'un jeu de billes intérieures chargées par ressort. Cet coupleur permet de protéger le tablier du chariot contre les surcharges ou la machine contre les dommages. Le coupleur de la broche de chariotage est réglé en usine et ne doit être ajusté qu'en cas de problème.
Le glissement du coupleur se produit, par exemple, lorsque la trajectoire des chariots longitudinaux ou transversaux est obstruée, lorsque l'outil entre en collision avec un épaulement de la pièce, lorsque le verrouillage du chariot est actionné vers la gauche
avec le levier de sélection de l'avance engréné, ou lorsqu'une coupe trop profonde est effectuée.
Pour régler le coupleur :
Débrancher la machine du secteur ! - Si le coupleur patine sous une charge de travail normale et qu'il n'y a pas de problème avec le système d'avance, il faut augmenter la pression du ressort du coupleur. Pour ce faire, serrer les deux vis de réglage (2) d'un huitième de tour et vérifier à nouveau le patinage du coupleur.
Si, pour une raison quelconque, le coupleur est collé ou bloqué et ne patine pas comme il le devrait, la pression du ressort du coupleur doit être réduite. Pour ce faire, desserrer les deux vis de réglage (2) d'un huitième de tour et vérifier à nouveau qu'il ne pantine pas.
31 ENTREPOSAGE
AVIS

Un mauvais entreposage peut endommager et détruire des composants importants. Ne stocker les pièces emballées ou non emballées que dans les conditions ambiantes prévues !
Lorsqu'elle n'est pas utilisée, stocker la machine dans un endroit sec, à l'abri du gel et verrouillable pour éviter la formation de rouille, d'une part, et pour garantir que les personnes non autorisées et surtout les enfants ne puissent pas accéder à la machine, d'autre part.
32 ÉLIMINATION

Respecter les réglementations nationales en matière d'élimination des déchets. Ne jamais jeter la machine, les composants de la machine ou les matériaux d'exploitation dans les déchets résiduels. Si nécessaire, contacter les autorités locales pour connaître les options d'élimination disponibles.
En cas d'achat d'une machine neuve ou d'un appareil équivalent chez votre revendeur spécialisé, il est tenu, dans certains pays, de se débarrasser de votre ancienne machine de manière appropriée.
33 RÉSOLUTION DE PANNE
AVERTISSEMENT

Danger dû à la tension électrique ! Manipuler la machine avec l'alimentation électrique intacte peut entraîner des blessures graves, voire mortelles. Débrancher toujours la machine de l'alimentation électrique avant d'effectuer des travaux de dépannage et la protéger contre une remise en marche involontaire !
De nombreuses sources d'erreur possibles peuvent être éliminées à l'avance si la machine est correctement connectée au système d'alimentation électrique.
Si vous ne pouvez pas effectuer correctement les réparations nécessaires et/ou si vous n'avez pas la formation requise, faites toujours appel à un spécialiste pour résoudre le problème.
| Défaut | cause possible | Résolution |
| La machine ne démarre pas | La machine n'est pas branchéeDisjoncteur ou contacteur endommagéCâble endommagéDispositif de sécurité non verrouillé | Contrôler tous les branchements électriquesRemplacer le fusible, activer le contacteurRemplacer le câbleContrôler la protection de broche/le cache d'entraînement |
| La machine ne monte pas en vitesse | Rallonge trop longueMoteur non adapté à la tension présenteFaible courant de réseau | Remplacement par un câble de rallonge appropriévoir le couvercle du boîtier de l'interrupteur pour un câblage correctContacter l'électricien qualifié |
| La machine vibre fortement | Disposer sur un sol irrégulierFixation du moteur desserrée | Refaire l'alignementSerrer les vis de fixation |
| Le burin de tour à une courte durabilité | Croûte de moulage dureVitesse de coupe trop élevéeApproche trop rapideRefroidissement insuffisant | Briser la croûte de moulage en amont Sélectionner une vitesse de coupe plus faibleApproche moins rapide (excès de finissage pas supérieur à 0,5 mm)Augmenter le refroidissement |
| La coupe s'interrompt | Angle de clavette trop petit (Accumulation de chaleur)Crique de rectification due à un refroidissement insuffisantJe trop important dans le roulement de broche (apparition d'oscillations) | Sélectionner un angle de clavette plus grandAppliquer un refroidissement homogèneAjuster le jeu du roulement de broche. Si nécessaire, remplacer le palier à rouleaux coniques. |
| Filetage rectifié erroné | Le burin de tour de filetage est mal serré ou mal rectifiéPas erronéMauvais diamètre | Régler le burin de tour au centreRectifier l'angle correctementRégler un pas correctEffectuer une pré-rectification de la pièce à usiner au diamètre exact |
34 PREFÁCIO (PT)
Caro cliente!
(FR) Les pièces de rechange HOLZMANN sont conçues pour correspondre idéalement. La précision d'ajustage optimale des pièces réduisent les temps de pose et augmente la durée de vie.
AVIS

Le montage de pièces autres que les pièces de rechange d'origine entraîne la perte de la garantie ! Par conséquent, la règle est la suivante : Utiliser uniquement des pièces de rechange recommandées par le fabricant pour le remplacement des composants/pièces.
Commandez les pièces de rechange directement sur notre page d'accueil – catégorie PIÈCES DE RECHANGE. ou contactez notre service client
• via notre page d'accueil – Catégorie SERVICE – DEMANDE DE PIECES DE RECHANGE,
• par e-mail à l'adresse service@holzmann-maschinen.at.
Toujours indiquer le type de machine, le numéro de pièce de rechange et la désignation. Afin d'éviter tout malentendu, nous vous recommandons de joindre une copie du plan des pièces détachées à la commande de pièces détachées, sur laquelle les pièces détachées requises sont clairement indiquées, si vous ne faites pas la demande via le catalogue de pièces de rechange en ligne.
HOLZMANN MASCHINEN GmbH accorde une période de garantie de 2 ans pour les composants électriques et mécaniques et électriques destinés à un usage non-commercial ;
pour un usage commercial, la période de garantie est d'lan, à compter de l'achat de l'utilisateur/acheteur final. HOLZMANN MASCHINEN GmbH souligne expressément que tous les articles de la gamme ne sont pas destinés à un usage commercial. Si des défauts surviennent dans les délais susmentionnés/défauts qui ne sont pas basés sur les détails d'exclusion énumérés dans les « Dispositions », HOLZMANN MASCHINEN GmbH réparera ou remplacera l'appareil à sa propre discrétion.
2.) Message
Le revendeur signale par écrit à HOLZMANN MASCHINEN GmbH le défaut qui s'est produit sur l'appareil. Si la demande de garantie est justifiée, l'appareil sera retiré chez le revendeur HOLZMANN MASCHINEN GmbH ou envoyé à HOLZMANN MASCHINEN GmbH par le revendeur. Les retours sans accord préalable avec HOLZMANN MASCHINEN GmbH ne seront pas acceptés. Chaque envoi retourné doit être muni d'un numéro RMA fourni par HOLZMANN MASCHINEN GmbH, sinon l'acceptation des marchandises et le traitement des réclamations et des retours par HOLZMANN MASCHINEN GmbH ne seront pas possibles.
3.) Dispositions
a) Les demandes de garantie ne seront acceptées que si l'appareil est accompagné d'une copie de la facture originale ou d'un reçu de caisse du partenaire commercial de la société Holzmann. La garantie est annulée si l'appareil n'est pas rapporté complet avec tous les accessoires pour la collecte.
b) La garantie exclut les travaux gratuits de contrôle, de maintenance, d'inspection ou d'entretien sur l'équipement. Les défauts dus à une mauvaise utilisation par l'utilisateur final ou son revendeur ne seront pas non plus acceptés comme réclamation au titre de la garantie.
c) Sont exclus les défauts des pièces d'usure telles que les balais de charbon, les sacs collecteurs, les couteaux, les rouleaux, les plaques de coupe, le matériel de coupe, les guides, les accouplements, les joints, les roues, les lames de scie, les huiles hydrauliques, les filtres à huile, les mâchoires coulissantes, les interrupteurs, les courroies, etc.
d) Sont exclus les dommages causés aux appareils par une utilisation incorrecte, par une mauvaise utilisation de l'appareil (non conforme à son utilisation normale) ou par le non-respect des instructions de service et de maintenance, ou par la force majeure, par des réparations ou des modifications techniques inappropriées effectuées par des ateliers non autorisés ou par les partenaires commerciaux eux-mêmes, par l'utilisation de pièces de rechange ou d'accessoires HOLZMANN non originaux.
e) Les frais occasionnés (frais de transport) et les dépenses (frais d'inspection) en cas de réclamations injustifiées au titre de la garantie seront facturés au partenaire commercial ou au revendeur après examen par notre personnel spécialisé.
f) Appareils en dehors de la période de garantie : La réparation n'est effectuée qu'après paiement anticipé ou facture du revendeur selon le devis (frais de transport inclus) de la société HOLZMANN MASCHINEN GmbH.
g) Les droits de garantie ne sont accordés que pour les partenaires commerciaux d'un revendeur HOLZMANN qui a acheté l'appareil directement auprès de HOLZMANN MASCHINEN GmbH. Ces droits ne sont pas transférables si l'appareil est vendu plusieurs fois
4.) Demandes de dommages-intérêts et autres responsabilités :
La responsabilité de la société HOLZMANN MASCHINEN GmbH se limite dans tous les cas à la valeur marchande de l'appareil. Les droits à dommages-intérêts pour cause de mauvais fonctionnement, de défauts, ainsi que de dommages indirects ou de manque à gagner dus à un défaut pendant la période de garantie ne sont pas reconnus. La société HOLZMANN MASCHINEN GmbH insiste sur le droit légal de réparer un appareil.
SERVICE
Après l'expiration de la période de garantie, les travaux de réparation peuvent être effectués par des entreprises spécialisées appropriées. La société HOLZMANN MASCHINEN GmbH se tient à votre disposition pour vous aider en matière de service et de réparation. Dans ce cas, faites une demande de devis sans engagement
• par e-mail à l'adresse service@holzmann-maschinen.at.
- ou utilisez le formulaire de réclamation ou de commande de pièces de rechange en ligne mis à disposition sur notre page d'accueil - Catégorie SERVICE
