
W-1.0X610A - Manuellt bockningsverktyg Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis W-1.0X610A Vevor i PDF-format.

| Varumärke | Vevor |
| Modell | W-1.0X610A |
| Kategori | Manuellt plåtvikningsverktyg |
| Produkttyp | Manuell plåtbock (pan & box brake) |
| Maximal bocklängd | 610 mm (24 tum) |
| Maximal bocktjocklek (stål) | 1 mm (20 Ga) |
| Maximal bocktjocklek (rostfritt stål) | 0,912 mm (20 Ga) |
| Bockvinkel | 0 - 135° (justerbar) |
| Drift | Manuell (spännhandtag och bockningsspakar) |
| Huvudfunktioner | Bockning av plåt för tillverkning av brickor, lådor, kanaler, vinklar |
| Justerbart stopp | Ja, för upprepade bockningar |
| Justerbar motvikt | Ja, för att balansera bockplåten |
| Flera spännfinger | Ingår (olika bredder) |
| Kompatibla material | Mjukt stål, rostfritt stål (och andra metaller inom tjockleksgränsen) |
| Säkerhet | Skyddsglasögon, läderhandskar, skyddsskor, åtsittande kläder |
| Underhåll | Veckovis smörjning av oljeportar (olja #30W), regelbunden rengöring |
| Rengöring | Använd avfettningsmedel eller lösningsmedelsrengörare; använd inte aceton eller bromsrengörare |
| Reservedelar | Dellista medföljer i manualen (ref. 1-40) |
| Reparerbarhet | Underhåll av kvalificerad personal; justeringar tillgängliga för användaren |
| Allmän information | Handbockning, kräver betonggolv och förankring |
Vanliga frågor - W-1.0X610A Vevor
Fäst motvikten genom att föra in stången i mottagarröret och dra åt sexkantsbultarna.
Användarfrågor om W-1.0X610A Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Manuellt bockningsverktyg i PDF-format gratis! Hitta din manual W-1.0X610A - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. W-1.0X610A av märket Vevor.
BRUKSANVISNING W-1.0X610A Vevor
Teknisk Support och e-garanticertifikat www.vevor.com/support
HANDBÖJNING BRUKSANVISNING
MODELL: W-1.0X610A
Pan & Box-bromsen levereras från tillverkaren i ett noggrant packat plywoodfodral. Inspektera produkten noggrant när du öppnar förpackningen.
Efter att ha packat upp enheten, inspektera noggrant för eventuella sk som kan ha uppstått under transporten. Kontrollera om det finns lösa, saknade eller skadade delar. Rapportera omedelbart saknade delar till återförsäljaren.
Om skada har uppstått måste anspråk på fraktskador lämnas in till transportören och är användarens ansvar.
Specifikationer
Modell W-4816Z Pan & Box Brake är handmanövrerad och kan böjas till 16 ga. (1,52 mm) mjukt stål och 20 ga. (0,912 mm) rostfritt x 48 (1219 mm) lång vilket gör att den kan tillverka kastruller, kanaler, vinl och andra former. Justerbara motvikter gör att operatören kan balanseböjningsbladet för att motsvara materialtjockleken. En justerbar stoppmätare ingår så att föraren kan utföra upprepade böjningar.
Modell W-1,0 X
610A
Böjningslängd 24"
(610 mm)
Böjningstjocklek
20Ga (1 mm)
Böjningsvinkel
0 - 1 3 5 °
SPARA DESSA INSTRUKTIONER
Tack för att du köpte vår W-4816Z Pan and Box Brake. Läs dessa instruktioner noggrant innan du försöker använda ditt nya verktyg. Du
behöver dessa instruktioner för säkerhetsvarningarna, försiktighetsåtgärder, montering, drift, underhållsprocedurer, reservdelslista och diagram. Spara ditt fakturanummer med dessa instruktioner. Skriv fakturanumret på insidan av främre omslaget. Förvar instruktionerna och fakturan på ett säkert sätt, torr plats för framtida referens.
Allmän säkerhetsinformation

FÖRSIKTIGHET
För din egen säkerhet, läsa alla av de instruktioner och försiktighetså före fungerar verktyg.
SÄKERHETSREGLER
- Bär lämpliga kläder. Bär inte löst sittande kläder, handskar, slipsar, armband eller andra smycken som kan fastna i maskinens rörliga dela
- Bär skyddande hårskydd för att innehålla långt här.
- Använd skyddsskor med halkfria sulor.
- Använd skyddsglasögon . Vardagsglasögon har bara slagtåliga glas. är INTE skyddsglasögon.
- Var uppmärksam och tänk klart. Använd aldrig verktyg när du är berusad eller när du tar mediciner som orsakar dåsighet.
- Håll arbetsområdet rent. Röriga arbetsområden leder till olyckor.
- Arbetsområdet ska vara ordentligt upplyst.
- Håll besökare på säkert avständ från arbetsområdet.
- Håll barn borta från arbetsplatsen. Gör verkstaden barnsäker. Anvär hänglås för att förhindra oavsiktlig användning av verktyg.
- Montera endast enligt dessa instruktioner. Felaktig montering kan skapa faror.
11 .När verktyg inte används, förvara dem på en torr och säker plats räckhåll för barn. Inspektera verktygen före förvaring och före återanvändning. 12. Underhåll produktetiketter och namnskyltar. Dessa innehåller viktig säkerhetsinformation.
VET HUR DU ANVÄNDER VERKTYG
- Använd rätt verktyg för jobbet. FÖRSÖK INTE att tvinga ett litet eller tillbehör att utföra arbetet med ett stort industriverktyg. ANVÄND ett verktyg för ett ändamål som det inte var avsett för.
- Tvinga inte verktyget. Din maskin kommer att göra ett bättre och så jobb om den används som
avsedd. ANVÄND INTE olämpliga tillbehör i ett försök att överskrida maskinens nominella kapacitet.
- Överbelastningsmaskin. Genom att överbelasta maskinen kan du orsaka skador från flygande delar. Överskrid INTE den specificerade maskinens kapacitet.
- Maskinanvändning. ANVÄND INTE bromsen som ett press- eller krossverktyg.
- Förbandsmaterial kanter. Innan du böjer plåt ska du alltid fasa och avgrada alla vassa kanter.
- Förbandsmaterial kanter. Före böjning av plåt, alltid avfasad och gr alla vassa kanter.
- Bladjusteringar och underhåll. Behåll alltid knivarna skarp och rätt justerad för optimal prestanda.7.Kontrollera för skadade delar. Före försiktigt använda vilket verktyg eller maskin som helst kontrollera alla delar som ser ut att vara skadade. Kontrollera för inriktning och bindr rörliga delar som kan påverka korrekt maskindrift

WARNING
De varningar, varningar, och instruktioner diskuteras i detta instruktion manuell kan inte täcka alla möjlig villkor eller situationer att kunde inträ måste vara förstått av de operatör att gemensam känsla och försiktighe faktorer som kan inte vara inbyggd till detta produkt, men måste vara av de operatör.
Viktig:
Din maskin kan levereras med en rostsäker vaxartad oljebeläggning och fett på de exponerade omålade metallytorna. För att ta bort denna skyddande beläggning, använd ett avfettningsmedel eller
lösningsmedelsrengöringsmedel. För en grundlig rengöring måste vissa delar ibland tas bort. ANVÄND INTE aceton eller bromsrengöringsmede eftersom de kan skada målade ytor.
Följ tillverkarens etikettanvisningar när du använder någon typ av rengöringsprodukt. Efter rengöring, torka omålade metallytor med en lät beläggning av kvalitetsolja eller fett för skydd.

WARNING
DO INTE ANVÄNDA bensin eller andra petroleum produkter till rena de maskin. De ha låg flash poäng och burk explodera eller orsaka eld

FÖRSIKTIGHET
När använder rengöring lösningsmedel arbete i a välventilerad område Många rengöring lösningsmedel är toxisk om inandas.
Montering
VIKTIG:
Tänk på följande när du tittar för en lämplig plats att placera maskin:
- Maskinens totalvikt.
- Vikt av material som bearbetas.
- Storlekar på material som ska bearbetas genom maskinen.
-
Utrymme som behövs för extra stativ, arbetsbord eller andra maskin
-
Frigång från väggar och andra hinder.
- Upprätthåll ett lämpligt arbetsområde runt maskinen för säkerhets sk
- Ha arbetsområdet väl upplyst med rätt belysning.
- Håll golvet fritt från olja och se till att det inte är halt.
- Ta bort skrot och avfall regelbundet och se till att det fungerar området är fritt från hindrande föremål.
- Om långa materiallängder ska matas in i maskinen, se till att de inte kommer att sträcka sig in i några gångar.
Innan du påbörjar monteringen, observera följande
försiktighetsåtgärder
och förslag.
- Är maskinen fastskruvad på pallen? Innan du försöker någon av d monteringsprocedurer tar bort alla lösa delar och hårdvara och lossa maskinen från pallen.
- NIVELLERING: Maskinen ska placeras på ett plant betonggolv.
Åtgärder för att säkra den bör vara på plats innan maskinen placeras Noggrannheten hos vilken maskin som helst beror på den exakta placeringen av
den till monteringsytan.
- GOLV: Detta verktyg fördelar en stor mängd vikt över en liten område. Se till att golvet kan bära vikten av
maskinen, arbetsbeståndet och operatören. Golvet ska också vara
en jämn yta. Om enheten vinglar eller gungar när den väl är på pla att göra det
eliminera genom att använda shims.
- ARBETSFLYTTNINGAR: Ta hänsyn till storleken på
material som ska bearbetas. Se till att du tillåter tillräckligt med utrym dig
att använda maskinen fritt.
Förankra maskinen
- Placera maskinen på et fast och plant betonggolv.
- Håll ett säkert avständ maskinen.
- Förankra maskinen i go som visas i diagrammet, n bultar och expansionsplugga eller nedsänkta dragstänger som ansluter genom hål i stativets bas.(Bild 1)

- Ha en hjälp er hålla motvikten.
- Dra tillbaka de två sexkantsbultarna och skjut in motviktsstången i mottagarröret.
- När stängen är i nivå med mottagarens botten, dra åt sexkanten bultar. (I

DO INTE använda de motvikt hantera till höja de böjning blad . Du m de gångjärn eller de böjning blad .
Justering av stoppstängen
Stoppstången används för upprepad bockning när du vill ha bockninge blad för att stanna vid samma position varje gång.
- Lossa stoppmuttern och brickan och gör din böj, stanna vid topper böjen.
- Dra åt muttern och brickan upp till stoppklossen.
- Böjningsvinkeln kan nu upprepas tills den återställs av operatören.
Justering av sänkningen
Bakåt är avståndet från framkanten av fingret till framkanten av klämblocket som visas på bilden. Detta avstånd bestäms av mått (tjoc på styckedelen och inre radie av böjen. Bakslaget är vanligtvis 1- 1/2 gånger materialtjockleken. (Bild 4)
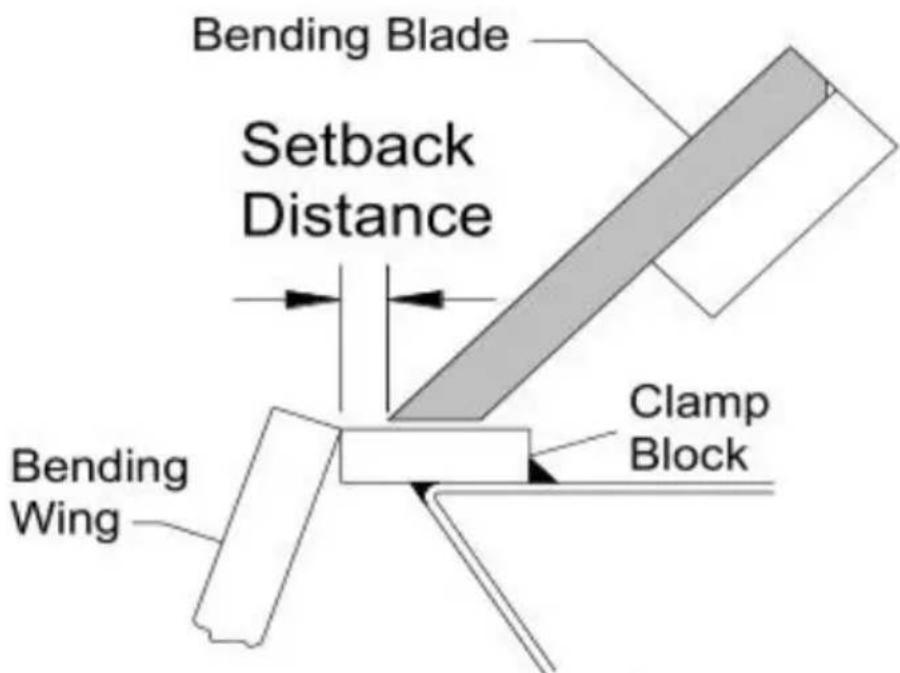
- För att justera, se till att alla fingrar är korrekt inriktade mot vara
att nedhållningsenheten inte är låst i nedre läget.
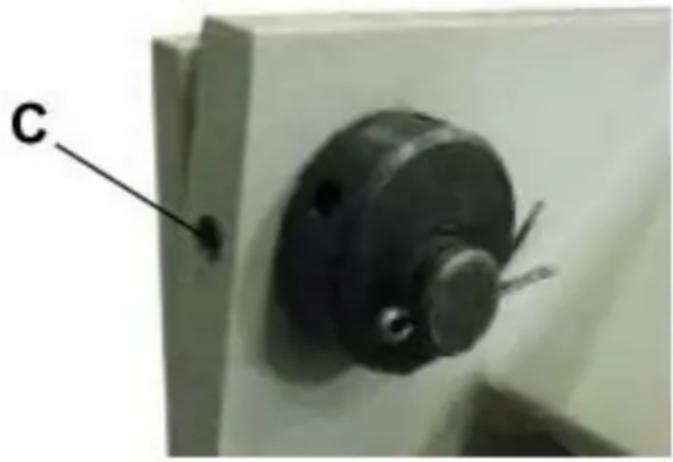
- Lossa ställskruvarna (C) på baksidan av nedhållningsenheten (Bild 5)
-
Sätt i ett verktyg, som en allen skiftnyckel, i ett av ekerhålen på excentriska navet och rotera det, vilket flyttar nedhållningsenheten antingen framåt eller bakåt.
-
När fingrarna är på rätt avständ och parallella med klämblockets kdra åt ställskruvarna (C).
Justering av klämtrycket

FÖRSIKTIGHET
- För högt klämtryck kan "förbelasta" och permanent förvränga bromse
- Böj INTE material tyngre än den nominella kapaciteten, inte ens i längder.
- Använd material med fyrkantiga kanter. (en rullad kant kommer att o böjning).
4.Böjning av ett runt föremål kommer att skeva eller hacka klämkanten - Justera klämtrycket för olika metallmätare.
- Använd inte en rörförlängning på klämstängerna för att få mer hävs
Spänntrycket kan behöva justeras då tjockleken på styckedelen ändras. Ett lämpligt tryck bör ha ett medelhögt motständ när man drar tillbaka hållhandtaget(en). Vid slutet av slaget bör det finnas en bestämd låsn av styckedelen under spännbladet.
För att justera trycket, flytta muttrarna på den gängade länkaxeln antir uppåt eller nedåt.
- För att justera klämtrycket, dra åt båda sidor av klämbladet med er bromsen.
a. Om klämtrycket verkar ljus och styckedelen är lös i klämman, flytta justermuttrarna UPP.
b. Om klämtrycket verkar hårt och du inte kan låsa handtagen, flytta justermuttrarna NER.
c. När trycket känns rätt krävs inga ytterligare justeringar för denna tjockleksdel. (När du byter tjocklek kan det bli nödvändigt att justera i
-
Ta bort styckedelen från under klämbladet, lås bladet med handtag och lossa trycket på den övre muttern.
-
Lås upp spännbladet och vrid den nedre muttern 12 varv i önskad riktning.
-
Lås spännbladet, dra åt toppmuttern igen och upprepa steg 1 ovar önskat tryck uppnås.

Klämjustering (ände till ände)
Gör en 90° testböj ca 50,8 mm från varje ände av maskinen. Stapla böjda remsorna ovanpå varandra och kontrollera att de är böjda i sar grad.
Om en remsa är överböjd, öka sänkningsavståndet på den sidan. Om remsa är underböjd, minska sänkningsavståndet på den sidan. Återigen flytta sänkningsjusteringen förbi den önskade sänkningspunkten och sedan framåt för att ta bort slacket .
Böjning av vingarna
Böjningsnoggrannheten beror på att bockningsbladets ovansida och den bifogade bockningsvingen ligger i jämnhöjd med klämblockets ovansida när bockningsbladet är i nedsänkt läge. Om det visar sig att en juste nödvändig, kontakta det lokala serviceteamet eller tillverkning.
Drift
När uppträdande grundläggande bockningsoperationer det är viktig att fingrarna av de broms är parallell med kant av de fastspänning blockera. Också göra säker du ha de ordentligt bakslag och fastspänning tryck uppsätt för tjocklek material varelse böjd.

FÖRSIKTIGHET
Bär alltid ordentligt ögonskydd med sidoskydd, skyddsskor och läderhands att skydda mot grader och vassa kanter.

FÖRSIKTIGHET
Håll händer och fingrar borta från klämbalken. Stå vid sidan av maskin undvika att bli träffad med böjningsförklädet när det kommer upp för at

FÖRSIKTIGHET
När du hanterar stora tunga ark se till att de får ordentligt stöd.
Böjning av plåt
- Lyft och vrid klämhandtaget (cw) medurs för att höja klämenheten.
- För in stycket mellan klämblocket och bromsfingrarna.
- Rikta in fingrarna på nedhållningsenheten mot den ritade böjlinjen p styckedelen och kläm på plats genom att dra klämhandtaget bakåt.
NOTERA
DO INTE tvinga de fastspänning handtag. De innehav tryck endast vara stram tillräckligt till hålla de ark metall från rörlig när böjning.
-
Dra upp de böjbara bladhandtagen tills styckedelen har nätt önskad böjvinkel.
-
Sänk böjningsbladet, höj nedhållningsenheten och ta bort den böjda delen.
-
Om du böjer lådor och pannor, välj fingrar som stämmer överens mätten på det färdiga stycket.
BÖJNINGSFÖRSLAG
För att böja sig anteckna mig noggrant, du måste ta hänsyn till den längden av varje böj. Detta kallas böjtillägg. Subtrahera böjtillåten från summan av yttermåtten på styckedelen för att erhålla styckets faktiska totala längd eller bredd. På grund av skillnader i plåthårdhet, och om böjningen görs med säden eller mot den, exakta justeringar måste ibla göras genom försök och misstag. Böjtillägg för allmänt bruk kan dock erhållas från metallbearbetningsböcker eller från Internet.
Springback, även känd som elastisk återhämtning, är resultatet av att metallen vill återgå till sin ursprungliga form efter att ha genomgått kompression och stretch. Efter att det böjda bladet har tagits bort från metallen och belastningen släppts slappnar styckedelen av, vilket tvinga den böjda delen av metallen att återgå något till sin ursprungliga form
Nyckeln till att få rätt böjningsvinkel är att överböja metallen lite och den fjädra tillbaka till önskad vinkel. Alla metaller uppvisar en viss återfjädring.
MATERIALVAL

FÖRSIKTIGHET
Det måste fastställas av kunden att material som bearbetas genom mas INTE är potentiellt farliga för operatören eller personal som arbetar i nå
Tänk på dessa instruktioner när du väljer material:
- Materialet måste vara rent och torrt. (utan olja)
- Materialet ska ha en slät yta så att det är lätt att bearbeta.
- Materialets dimensionella egenskaper måste vara konsekventa och in överstiga maskinkapacitetsvärdena.
- Materialets kemiska struktur måste vara konsekvent.
- Köp certifierat stål från samma leverantör när det är möjligt.
SMÖRJNING OCH UNDERHÅLL

WARNING
Underhåll bör utföras regelbundet av kvalificerad personal.
Följ alltid lämpliga säkerhetsåtgärder när du arbetar på eller runt maski
- Kontrollera dagligen för eventuella osäkra villkor och fixa omedelbar
2.Kontrollera att alla muttrar och bultar är ordentligt åtdragna. - Rengör maskinen och området runt den varje vecka.
- Smörj gängade komponenter och glidanordningar.
- Applicera rostskyddande smörjmedel på alla icke målade ytor.
Oljehamnar
Att använda en oljedunk med bra kvalitet #30W olja, applicera 5-6 dr i varje
av portarna på båda ändarna av Upprepa varje vecka eller mer ofta beroende på användning. Torka av eventuell överskottsolja.

Rätt underhåll burk öka de liv förväntning av din maskin.
FELSÖKNING
| FEL | TROLIG ORSAK | AVHJÄLPA |
| OFORAKTA BÖJNINGAR | 1. Fingrarna är inte inrikta2. Sänkningsavståndet är inte lika från ena sidan tiden andra3. Klämenheten håller inte fast delen ordentligt. | Följ korrekt fingerjusteringsprocedur.Mät avståndet noggrant och ställ in därefter.Justera om klämtrycket. |
| BÖJNING AV LÖV SVÅRT A LYFTA OCH böja. | 1. Överskridande av bromsens böjningsgränser.2. Motvikt är inte på blad | Böj inte material tjockar än vad maskinen är avsedd för.Fäst motivikten för att minska kraften som behövs för att lyfta böjningsbladet. |
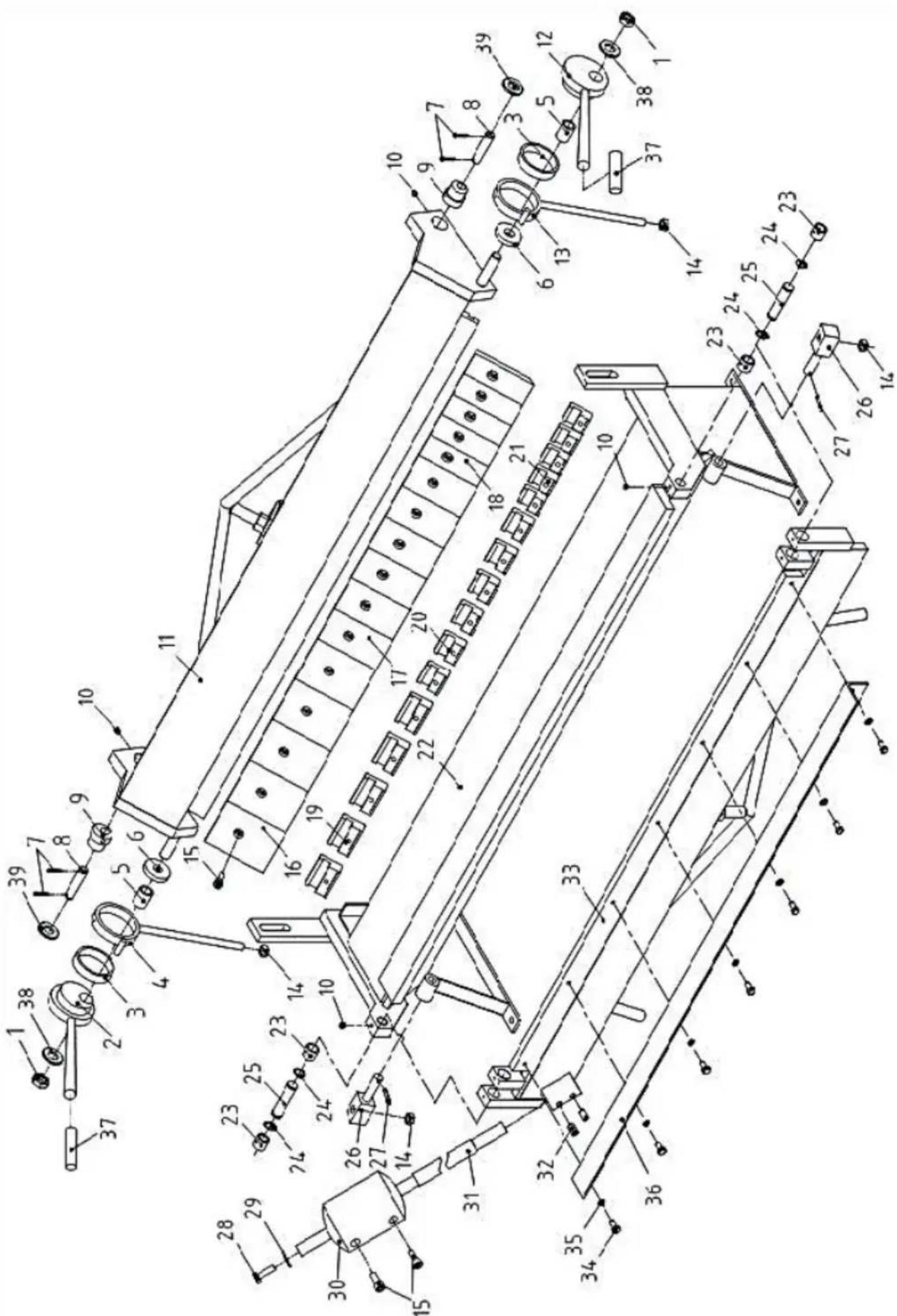
| Ref. | Beskrivning | ANTAL. |
| 1 | Mutter M18 | 2 |
| 2 | Vänster excentrisk handtag | 1 |
| 3 | Stor tvättmaskin | 2 |
| 4 | Vänster vevstake | 1 |
| 5 | Bricka | 2 |
| 6 | Spacer Bush | 2 |
| 7 | Saxstift φ4X25 | 4 |
| 8 | Stift φ16X70 | 2 |
| 9 | Excentriskt skaft | 2 |
| 10 | Ställskruv M8X8 | 4 |
| 11 | Upper Die Framework | 1 |
| 12 | Höger excentrisk handtag | 1 |
| 13 | Höger vevstake | 1 |
| 14 | M12 | 4 |
| 15 | M10X25 | 18 |
| 16 | Bromsskivor 4" | 5 |
| 17 | Bromsskivor 3" | 6 |
| 18 | Bromsskivor 2" | 5 |
| 19 | Klämplatta 63mm | 5 |
| 20 | Klämplatta 45mm | 6 |
| Ref. | Beskrivning | ANTAL. |
| 21 | Klämplatta 34mm | 5 |
| 22 | Ram | 1 |
| 23 | Fall | 4 |
| 24 | Axelring Φ18 | 4 |
| 25 | Axel | 2 |
| 26 | Axel | 2 |
| 27 | Saxstift φ5X25 | 2 |
| 28 | Hex. Bult M10X35 | 1 |
| 29 | Platt packning Φ10 | 1 |
| 30 | Motvikt | 1 |
| 31 | Motviktsstång | 1 |
| 32 | Ställskruv M12X20 | 2 |
| 33 | Böjande löv | 1 |
| 34 | Hex. Bult M8X16 | 7 |
| 35 | Φ8 | 7 |
| 36 | Gränsvinkelplatta | 1 |
| 37 | Handtagsgrepp | 2 |
| 38 | Φ18 | 2 |
| 39 | Φ16 | 2 |
VEVOR®
TOUGH TOOLS, HALF PRICE
Teknisk Support och e-garanticertifikat



