
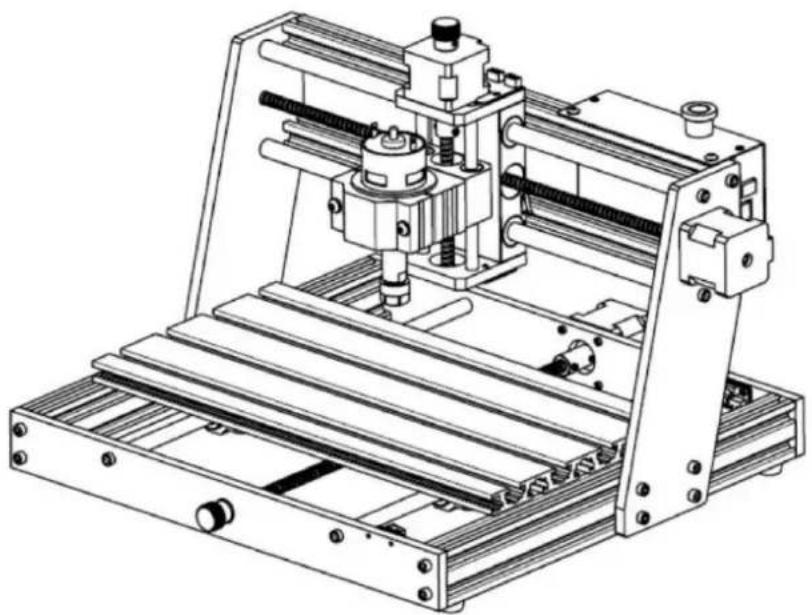
S3020 - Verktygsmaskin Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis S3020 Vevor i PDF-format.

| Produkttyp | CNC graveringsmaskin |
| Märke | Vevor |
| Modell | S3020 |
| Ungefärliga mått (L x B x H) | 500 x 400 x 300 mm |
| Ungefärlig vikt | 15 kg |
| Strömförsörjning | 24 V DC, 5 A |
| Spindelmotor | 775, med ER11-collet (kapacitet 0-5 mm) |
| Ungefärligt arbetsområde (X x Y x Z) | 300 x 200 x 40 mm |
| Kontrollprogramvara | Candle (GRBL), kompatibel med Windows |
| Offline-styrenhet | Inbyggd, pekskärm, Wi-Fi (accesspunkt eller klient 2,4 GHz) |
| Ändlägesgivare | 3 axlar (X, Y, Z) |
| Nödstopp | Nödstoppsknapp på styrenhetens hölje |
| Huvudfunktioner | Gravering, fräsning, borrning på icke-metalliska material (trä, plast, etc.) |
| Säkerhetsupplåsning | Kommando $X för att låsa upp efter larm |
| Nollställning | Nollställning av X/Y- och Z-axlar via programvara eller styrenhet |
| Filformat som stöds | G-kod (NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC) |
| Underhåll | Rengör med mjuk borste, håll torrt |
| Reservdelar tillgängliga | Spindelmotor, collets, skruvar, muttrar, pressplattor, kablar |
| Reparerbarhet | Teknisk support via www.vevor.com/support, manual med felsökningsguide |
| Allmän information | Maskin för inomhusbruk, kräver skyddsglasögon |
Vanliga frågor - S3020 Vevor
Användarfrågor om S3020 Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Verktygsmaskin i PDF-format gratis! Hitta din manual S3020 - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. S3020 av märket Vevor.
BRUKSANVISNING S3020 Vevor
Teknisk support och e-garanticertifikat
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser. "Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om du faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
VEVOR®
TOUGH TOOLS, HALF PRICE
CNC-GRAVERING
MASKIN
MODELL: S3020
Sök efter videor och guider
BEHÖVER HJÄLP? KONTAKTA OSS!
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna: Teknisk support och e-
garanticertifikat www.vevor.com/support
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
 | Varning - För att minska risken för skada måste användaren läsa bruksanvisningen försiktigt. |
 | Varning- Var noga med att bära ögonskydd när du använder denna produkt. |
 | Endast för inomhusbruk |
 | Rör inte vid några roterande delar när maskinen är igång |
 | Bär alltid skyddsglasögon när du använder maskinen |
 | Förbjudet att använda i brandfarliga föremål eller gaser |
 | Rör inte vid uttaget med våta händer för att minska risken för elektriska stötar |
 | Stäng av strömmen omedelbart i nödfall |
 | Denna produkt omfattas av bestämmelserna i det europeiska direktivet 2012/19/EC. Symbolen som visar en soptunna på hjul korsad anger att produkten kräver separat sophämtning i Europeiska unionen. Detta gäller för produkten och alla tillbehör märkta med denna symbol. Produkter märkta som sådan får inte slängas tillsammans med vanligt hushållsavfall utan måste tas till en insamlingsplats för återvinning av elektriska och elektroniska apparater |
Viktiga säkerhetsinstruktioner Varning: För
att minska risken för brännskador, elstötar eller personskador!

Varning
ÿ Bär skyddsglasögon när du använder maskinen. I fall dina ögon skada.
ÿ Innan du byter ut verktyget, koppla bort maskinens strömförsörjning till undvika olyckor.
ÿ Koppla ur uttaget när det inte används, innan du byter ut delar och underhåller maskinen.
ÿ Dra ur kontakten när du monterar och demonterar enheten.
ÿ Noggrann övervakning är nödvändig när någon apparat används nära barn.
ÿ För att undvika stopp, tvinga inte enheten att arbeta med för högt tryck.
ÿ Sänk inte ner kablar eller maskiner i vatten, eftersom det kan orsaka elektriska stötar.
ÿ Denna apparat är inte avsedd att användas av personer (inklusive barn) med nedsatt fysisk, sensorisk eller mental förmåga eller brist på erfarenhet och kunskap om de inte har fått handledning eller instruktioner angående användning av apparaten av en person som är ansvarig för deras säkerhet. ÿ
Barn bör övervakas för att säkerställa att de inte leker med apparat.
ÿ Om nätsladden eller kontakten är skadad måste den bytas ut av tillverkaren serviceombud eller liknande kvalificerade personer för att undvika fara. Eller inte använda denna apparat. Lämna tillbaka den till butiken för service eller reparation av en fackman serviceman.
SPARA DESSA INSTRUKTIONER
1.Delarlista
| S3020 reservdelslista | |||||
| Delnr | Delens namn | Förklaring | Kvantitet | Bild | Anmärkning |
| 01 | Komponent för X-axeln | — | 1 set |  | |
| 02 | Komponent för Y-axel | — | 1 set |  | |
| 03 | Spindelklämma | ÿ52ÿAluminium | 1 set |  | |
| 04 | Spindelmotor | 775 | 1 set |  | |
| C16-ER11-35L 5mm | |||||
| Fästring | F52 |  | |||
| 05 | Inre sexkantsskruv | M5*35 | 2 |  | |
| 06 | Inre sexkantsskruv | M5*14 | 8 |  | |
| 07 | Inre sexkantskruv | M5*12 | 4 |  | |
| 08 | Inre sexkantskruv | M4*6 | 4 |  | |
| 09 | Trapetsformad mutter | M5-20 | 8 |  | Redan monterad |
| 10 | Kontrollbox | — | 1 set | ||
| 11 | Offlinekontroller och datakabel | Pekskärm med SD-kort | 1 set |  | |
 | |||||
| 12 | X/Z Stegmotorkabel | 4P, längd 360 mm | 2 |  | |
| 13 | Y Stegmotorkabel | 4P, längd 480 mm | 1 |  | |
| 14 | Spindelmotortråd | 2P, längd 480 mm | 1 |  | |
| 15 | X-Limit tråd | 3P, längd 470 mm | 1 |  | |
| 16 | Z-Limit tråd | 3P, längd 400 mm | 1 |  | |
| 17 | Y-gränstråd | 3P, längd 300 mm | 1 |  | |
| 18 | USB-kabel | — | 1 |  | |
| 19 | Strömförsörjning | 24V,5A | 1 |  | |
| 20 | Fräs | — | 1 set |  | |
| 21 | Pressplatta | 50*20*3 | 4 | 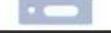 | Pressplatta monteringsritning |
| 22 | Skruva | M6*40 | 4 |  | |
| 23 | Skruva | M6*45 | 4 |  | |
| 24 | Fjärilsnöt | M6 | 4 |  | |
| 25 | Bricka | M6*2mm | 4 |  | |
| 26 | Inre sexkantnyckel | 2/2,5/3/4 mm | 1 set |  | |
| 27 | Mutternyckel | 14/17 mm | 1 set |  | |
| 28 | Sond | — | 1 |  | |
| 29 | Mjuk borste | — | 1 |  | |
| 30 | Slingrande rör | — | 1 |  | |
| 31 | U Disk | — | 1 |  | |
| 32 | Bruksanvisning | — | 1 | — | |
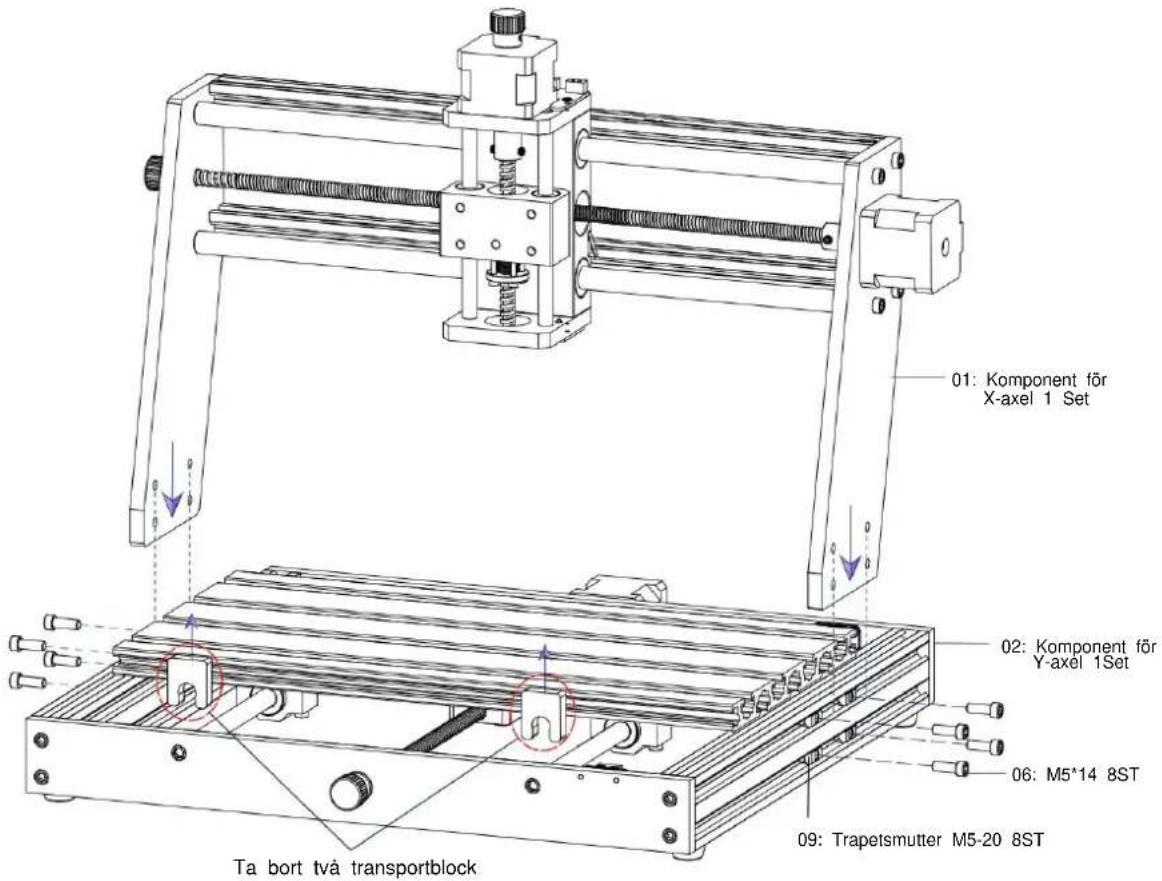
2. Maskinmontering X-axel och Y-axelkomponent
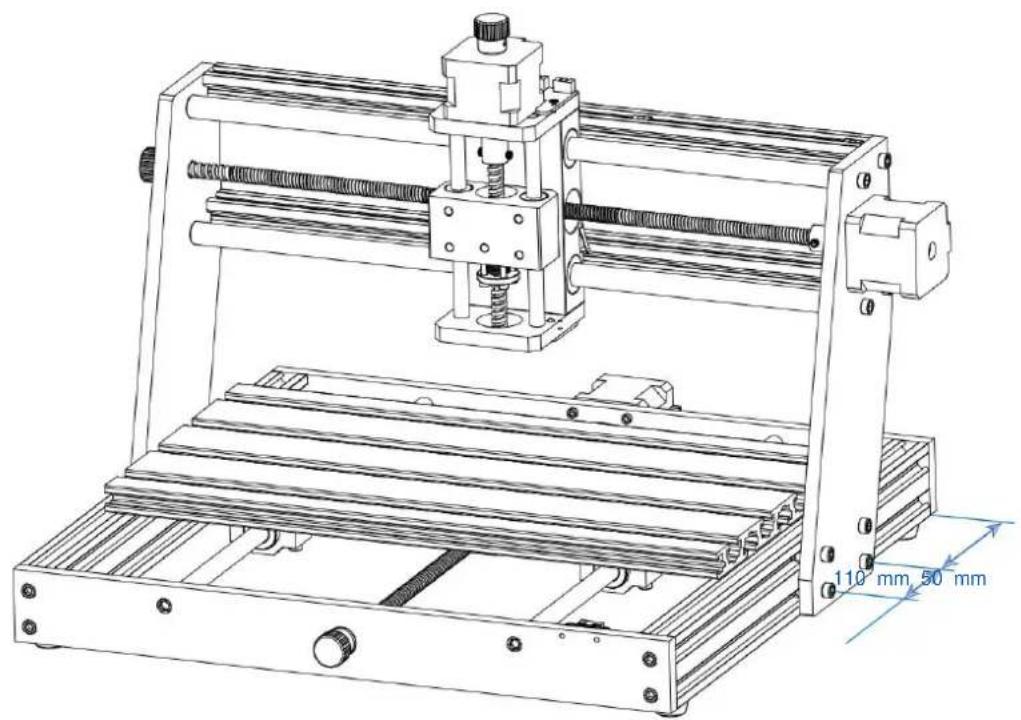
ÿ Spindelfixtur och motorenhet
ÿ Kontrollboxmontering
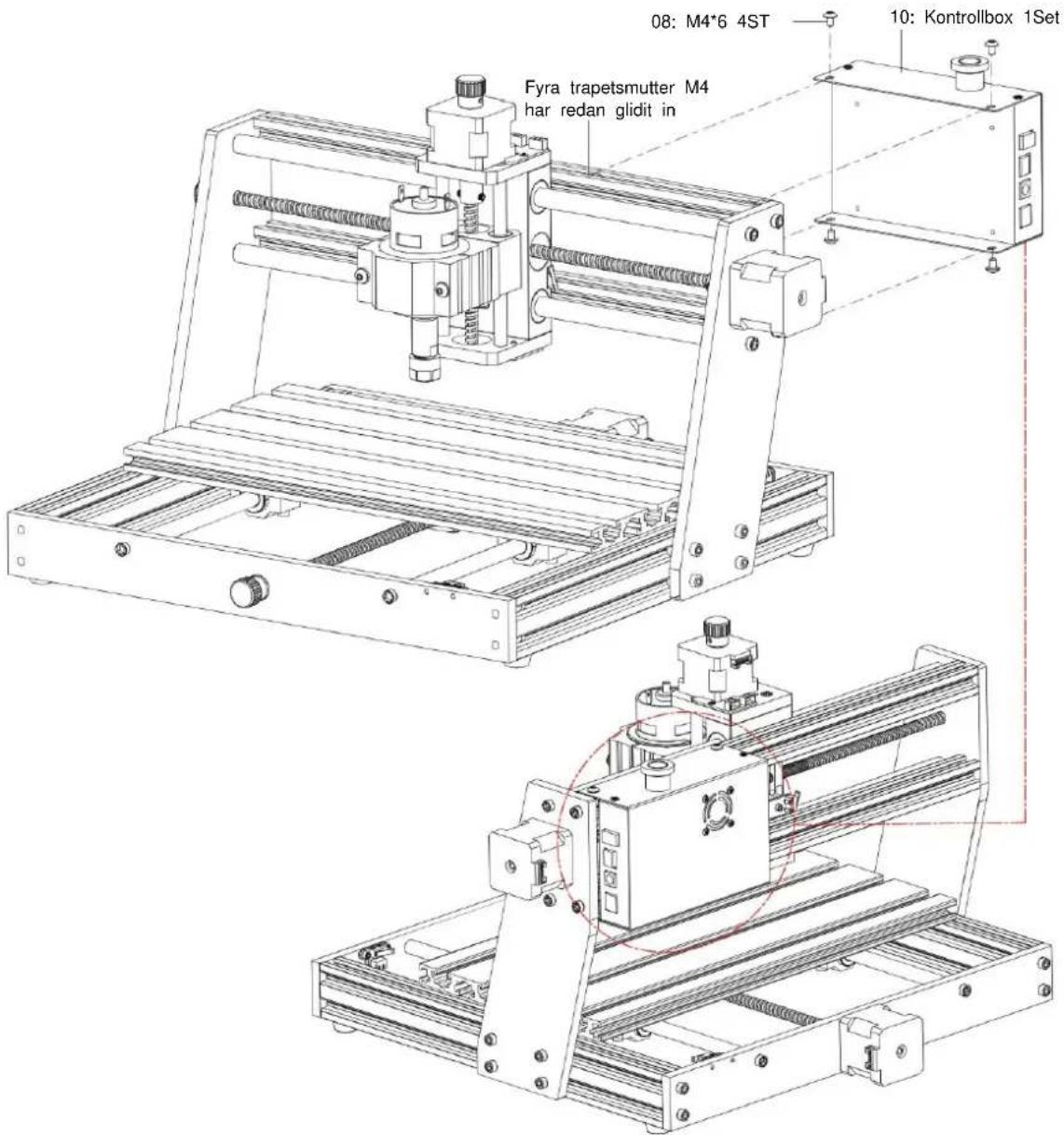
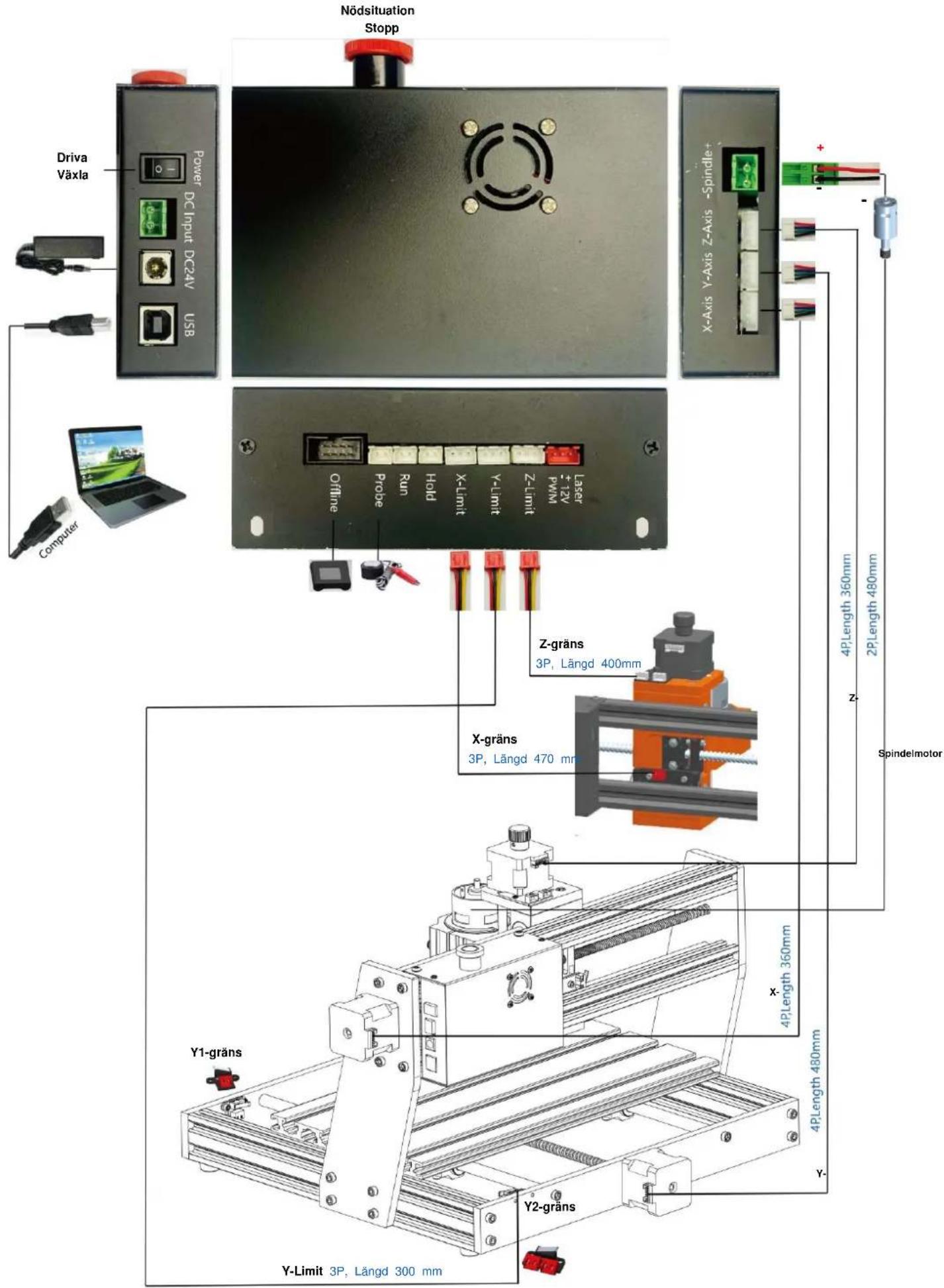
- Instruktioner för portar på kontrollboxen
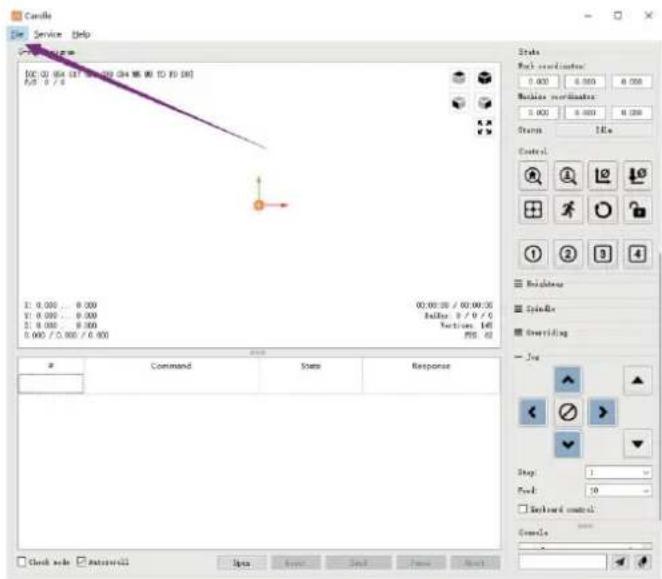
4. Candle Software
Candle är en GUI-applikation för GRBL-baserade CNC-maskiner med G-Code visualizer. Candle är en programvara med öppen källkod som är lämplig för bearbetning av CNC-verktygsmaskiner. Den stöder bearbetning av G-kodfiler och visuell visning.
Funktioner som stöds:
(1) Styrning av GRBL-baserad CNC-maskin via konsolkommandon, knappar på formulär, numeriska knappar.
(2) Övervakning av CNC-maskinens tillständ.
(3) Ladda, redigera, spara och skicka G-kodfiler till CNC-maskin.
(4) Visualisera G-kodfiler.
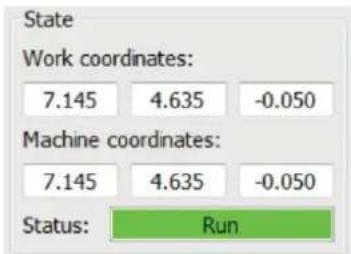
4.1 Staternas
arbetskoordinater:
Representerar nuvarande X, Y & Z lokala koordinater för CNC.
Maskinkoordinater:
Representerar aktuella X, Y & Z absoluta maskinkoordinater.
En av följande CNC-status: ÿ Inaktiv
- väntar på ett G-kodkommando Körs - kör ett G-kodkommando ä Hem - referenscykeln körs ä
Kontrollera - G-kodkommandokontrollläget är aktiverat
ÿ Häll - pausad av ett "!" kommando, måste startas om av ett "\~"-kommando y Larm - CNC vet inte var det är och blockerar alla G-kodkommandon
4.2 Kontroll

Hem-knappen
Startar referenscykelproceduren med kommandot "\$H".

Z-sond
Startar sökningsproceduren för Z-axeln med hjälp av det kommando som anges i inställningarna ("Z-sondkommandon").
Exempelkommando:G91G21; G38.2Z-30F100; G0Z1; G38.2Z-1F10


Noll X/Y
Nollställer "X"- och "Y"-koordinaterna i det lokala koordinatsystemet. Behåller även en lokal systemförskjutning ("G92") för senare användning.

Äterställ X/Y/Z
Äterställer lokala systemkoordinater med kommandot "G92".

Säker Z
Flyttar verktyget med "Z"-axeln till säker position. Positionskoordinater kan anges i Inställningen "Safe Z". Position måste anges i maskinkoordinater.

Äterställa
Äterställer CNC med kommandot "CTRL+X".

Làs upp
Láser upp CNC med kommandot "\$X".
4.3 Programvara med hjälp av steg
(1). Installera drivrutinen
För första gången ansluter du enheten till datorn via USB-kabel och klickar på CH341SER.exe- filen i drivrutinsmappen för att installera drivrutinen. Under normala omständigheter kommer Win10-systemet automatiskt att identifiera och installera drivrutinen. För Win7- och Win8-system, installera det manuellt.

(2) Ställ in port och anslutning
När du har installerat drivrutinen, öppna enhetshanteraren på datorn och klicka på portalternativet för att se innehållet inuti den röda rutan på skärmen som visas i figuren nedan (portinformationen finns inom parentes).
Kom ihåg portinformationen ovan, byt till Candles mjukvargränssnitt och klicka på alternativet "Inställningar" i det övre vänstra hörnet. Om du väljer inställningen visas inställningsfönstret. Under "Anslutning", välj portnamnet du frågade efter, välj baud rate 115200 och klicka sedan på "ok" för att avsluta inställningen.

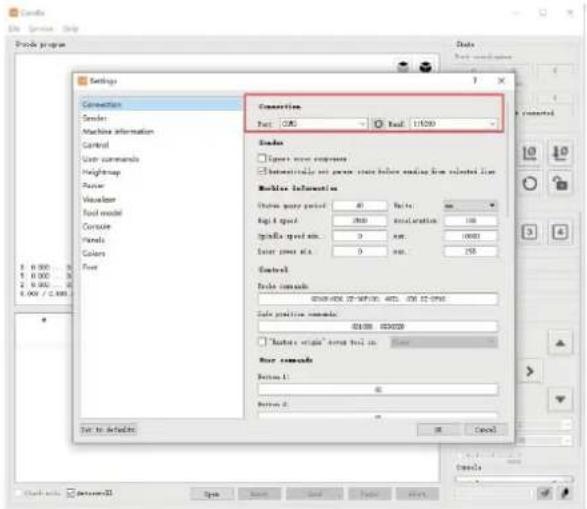
När du har ställt in port och överföringshastighet klickar du på Slutför. Statusfälte den övre högra delen av Candle-gränssnittet kommer att visa Idle, och samtidig tid kommer konsolen längst ner till höger att visa informationen nedan, vilket indikerar att anslutningen har lyckats etablerad.
(4). Bearbetar dokument
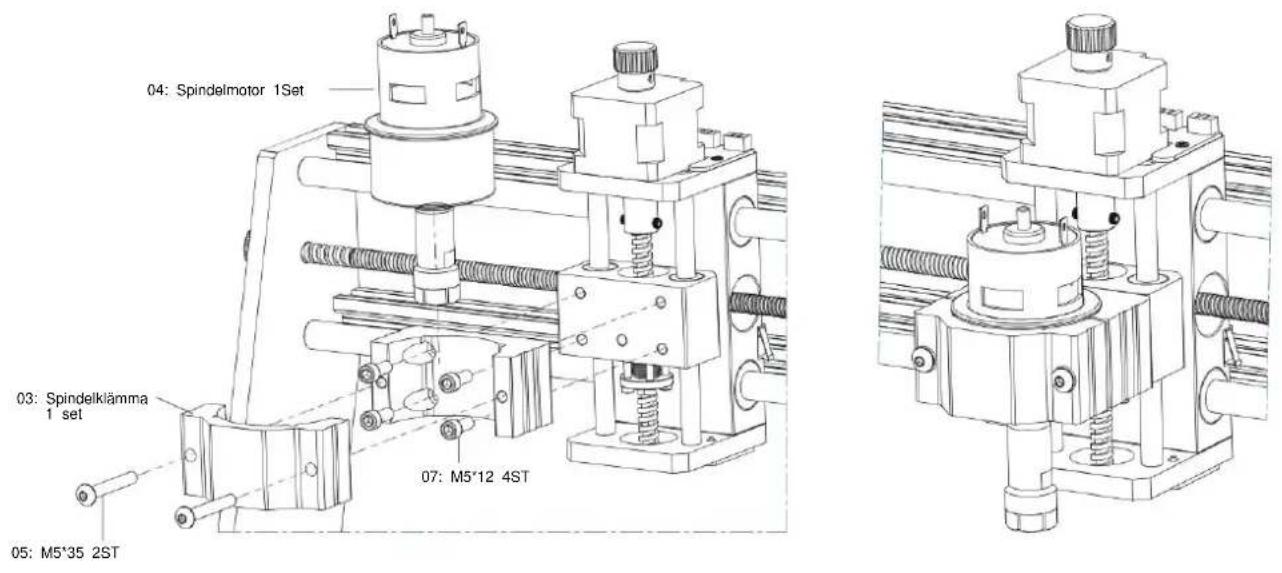
Klicka på alternativet "Arkiv" överst på ljuset och klicka sedan på "Ny" för att skapa G-kod. Klicka på i kommandofältet längst ned i gränssnittet
"Öppna" för att välja en G-kodfil som har gjorts för att importera filen. Efter importen kommer mitten av gränssnittet att visa en visuell graf består av verktygsbanor (positionen för den pennformade grafen i grafen är den aktuella verktygspositionen). I visualiseringsfönstret, håll nere vänster musknapp för att flytta för att rotera grafen och håll ner den högra knappen för att flytta. Grafik, rullning av mitthjulet kan zooma in och ut ur grafiken. Samtidigt är innehållet i
G-koden kommer att visas i den nedre kommandoraden. Under bearbetningen kommer maskinen att köras en efter en enligt G-koden kommandon.
![File Edit View Help Show program [00.00.004 017 023.688.084 教算器 ID: 59.10] [02.5/8] Control: State: Load coefficient: 0.000 0.000 0.000 Load coefficient: 0.000 0.000 0.000 Format: 54x Control: Reliability SpeciA Outer Line Info: Step: Break: Keyboard control Form1: Command State Response Check end Automatic Open Start End Print Exit](/content/2026/04/736311/images/e7274ec6734e22f68e60308593568df73047fffec2f166bf784c415b1f0a2cc7.jpg)
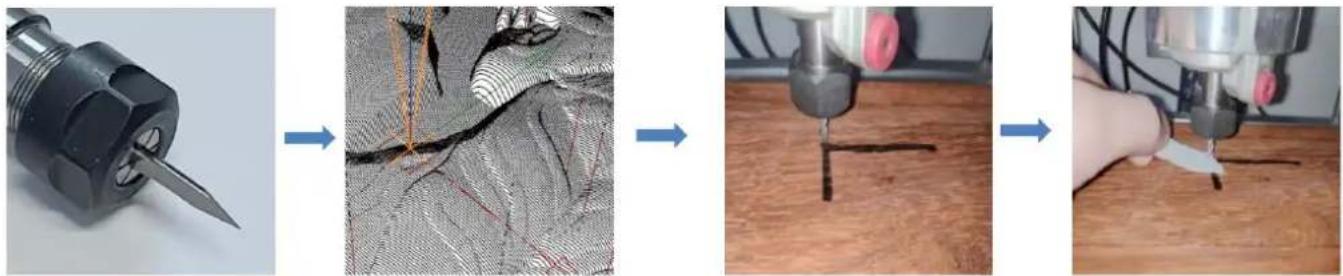
(5). Fixtur, verktygsinstallation och Ställ in arbetskoordinatens ursprung
Fixturen i produktsatsen är inte monterad. Det finns fyra set totalt. Utseendet och användningen av den monterade armaturen är visas i de högra figurerna.
Innan du kör G-kodprogrammet behöver du för att hitta gravyrens position i förhållande till den övergripande gravyrplattan. Det finns ett treaxligt koordinatsystem i den visuella grafiken. Ursprunget för det treaxliga koordinatsystemet är verktygsinställningspunkten för den faktiska bearbetningsgrafiken.
Du kan flytta verktyget för att fastställa gravyrgrafikens position i förhållande till den övergripande gravyrplattan baserat på positionen för detta ursprung. Gravyrfiguren i figuren nedan är tagen som ett exempel.

Efter att den valda verktygspositionen har startat, visas och Z-axlarna nollställs (den är nollställande X/Y- och Z-axelknappar). Innan du återgår till noll, se till att verktyget närmar sig avståndet för ett pappersark för gravering, och återställ sedan X/Y- och Z-axlarna till noll (vänligen använd en vass kniv med platt botten när du graverar och använd en cylindrisk fräsning fräs vid bearbetning av plan, slitsar och hål) Effekten är att den skulpterade figuren kommer att huggas med bladspetsen som ursprung.
ER11-hylsan på spindelmotorn ska klämmas fast i det fasta huvudet först, och den måste klämmas på plats. Vid installation skäraren, förläng inte spännhylsan för mycket, som visas i den första bilden nedan.
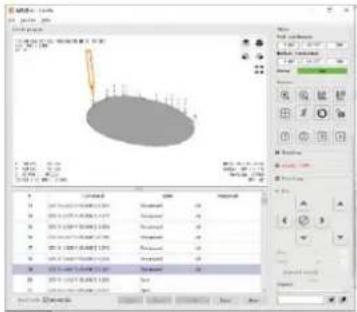
När du har hittat graveringspositionen klickar du på skicka-knappen nedan så börjar enheten automatiskt gravera. Statusfältet kl uppe till höger visar löpning. Visualiseringsfönstret visar att verktyget rör sig längs verktygsbanan. Du kan välja paus- och stoppknapparna nedan när du graverar. (När du har pausat klickar du igen för att fortsätta med föregående snitt. Efter avslutad klickar du på Skicka för att börja bearbeta från början).
(7). Färdig bearbetning
Efter att bearbetningen är klar, uppmanar visualiseringsfönstret att graveringen är klar och den tid som krävs för träsnideri.
Obs: Offline-styrenheten och datorn kan inte anslutas till gravymaskinen samtidigt. När du använder offlinekontroller, se till att USB-kabeln på maskinen och datorn är bortkopplade.
Offline-styrenheten har ett externt 12V standby-strömförsörjningsgränssnitt. När användare använder andra moderkort utan strömförsörjning och svag strömförsörjningskapacitet kan de ansluta en extern strömförsörjning för att förse regulatorn med ström
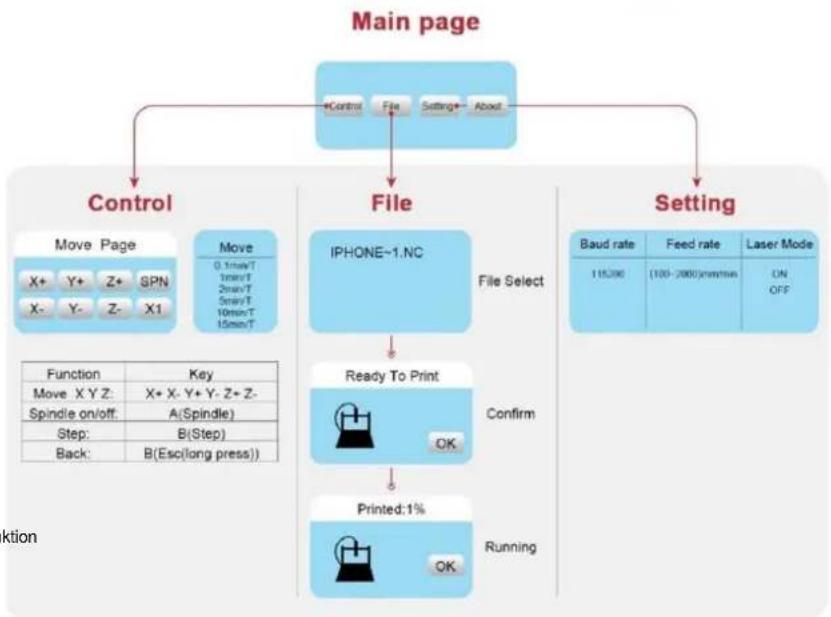
5.1 Huvudsida: Y-:
höger Y+: vänster Z+: Skicka \$X till GRBL-moderkortet för att låsa upp det.
OK/SPN: Bekräfta-knapp.
5.2 Kontrollsida: Flytta
manuellt varje axel till önskad position.
X+: X-axeln rör sig åt höger, X- motsatt. Y+: Y-axeln rör sig framåt,
Y- motsatt. Z+: Z-axeln rör sig uppåt, Z- motsatt.
OK/SPN: Spindeltestbrytare, tryck för att öppna spindeln (motsvarande SPN-grå på skärmen), tryck igen för att stänga spindeln (motsvarande SPN på skärmen återgår till det normala). Tryck länge för att gå in på sidan för ändring av spindelhastighet. På den här sidan är Y+/Y- Hög/Låg spindelhastighet, tryck länge på OK/SPN för att lämna sidan för att ändra spindelhastighet.
Exit/STP: Funktion 1: Tryck på varje axelknapp på XYZ för att ändra rörelseavståndet med 0,1, 1, 5, 10 cykler varje gång. Funktion 2: Håll intryckt i cirka 2 sekunder för att avsluta.
Y+: upp, Y-: ner OK/
SPN : Bekräfta valet och gå in på sidan för bekräftelsegravering.
5.4 Bekräfta gravyrsidan: Bekräfta att
graveringsfilen startas utan fel.
OK/SPN: Bekräftelsen startar, redo att skrivas ut blir procentandelen för förloppsvisning, filvalssidan returneras efter att graveringen är klar.
5.5 Inställningssida:
X+/ X-: Ändra överföringshastighet; Y+/Y-: Ändra matningshastighet med ±100/klick; Z+/Z-: Ändra matningshastighet med ±10/klick; OK/SPN: Ändra laserläge PÅ/AV
5.6 Wi-Fi-nätverk och webben
Offlinekontrollern har trådlöst WiFi-nätverksfunktion. Som standard upprättas WiFi-hotspot för VIGO-STK**** automatiskt.
Du kan ansluta till hotspot via WiFi på din dator eller mobiltelefon med lösenordet 12345678, och sedan öppna 192.168.0.1 eller vigostick.local i webbläsaren för att hantera (ladda upp eller ta bort) filerna på SD-kortet på offlinekontrollern, och du kan också ange SSID (Endast stöd för 2.4G-signal)-kontot och lösenordet för att hjälpa offlinekontrollen att komma åt ditt lokala WiFi-nätverk. Efter att styrenheten är ansluten till den lokala 2.4G WiFi kan den aktuella IP-adressen för styrenheten eller domännamnet vigostick.local fortfarande öppnas för att komma in i webbhanteringsgränssnittet. Du kan öppna sidan Om för kontrollenheten för att kontrollera IP-adressen.
Nätverksstatus: Det finns en prick i det övre vänstra hörnet på huvudsidan. Den RÖDA punkten indikerar att VIGO-STK**** hotspot är aktiv, och den GRÖNA punkten indikerar att kontrollern har anslutit till lokalt WiFi.
Webbhanteringsgränssnittet är som föregående sida. Webbsidorna fungerar enligt följande: Klicka på menyn "Kontroll", gränssnittet MOVE Control visas, du kan klicka på motsvarande knapp för att styra CNC-maskinens rörelse.
Klicka på menyn "Arkiv", visar snittfilerna som för närvarande är lagrade på SD-kortet på den aktuella offlinekontrollern. Du kan ladda upp nya filer till styrenheten. Efter att ha valt motsvarande carvingfil för att starta carvingen, visar gränssnittet filen som skärs och framstegen för carvingen. Du kan klicka på knappen för att pausa eller stoppa snidningsprocessen.
Klicka på menyn "Inställningar", gå in i skärmaskinens inställningsgränssnitt, där du kan ställa in några kontrollparametrar, eller utföra återställning, låsa upp, återställa inställningar, verktygsinställning, slå på/av laserläge och andra kommandon.
6. Återställ fabriksinställningarna Om
maskinens mekaniska rörelse är jämn, men gravyrörelsen verkar ha fastnat, eller om stegmotorn inte flytta, försök att återställa fabriksinställningarna för moderkortet.
Metod : Kör Candle-programvaran och skicka kommandot \$RST=* till maskinen, starta sedan om maskinen.
\$RST=*|

CNC reparationsguide
| Problem | Lösning |
| Dator och offlinekontroll kan inte kontrollera maskinens normala rörelse eller gravera onormalt | Kontrollera om offlinekontrollern och datorns USB båda är anslutna till graveringsmaskinen. Om så är fallet, koppla bort någon av offlinekontrollernaeller datorns USB-kabel. Båda kan inte kopplas till gravyrenmaskinen samtidigt. |
| Maskinen är ansluten till datorn och påslagen, men graveringsmjukvaran visar en anslutning fel | Se till att datorn har rätt drivrutin installerad; behaga kontrollera om USB-gränssnittet är korrektanslutet; snälla se tillCOM-porten är vald korrekt (välj inte COM1); Se till att baudhastigheten är korrekt vald (välj 115200). |
| Programvaran visar ett larmfel, styrenheten är låst och att klicka på återställ och lås upp eliminerar det inte | Kontrollera om gränslägesbrytarna i XYZ treaxlig riktning är intrycktaner eller blockeras av främmande föremål. Rengör dem vid behov.Alternativt koppla ur anslutningen gränslägesbrytarnas kablar. Om det återgår till det normala, motsvarande omkopplaren har kortslutits och misslyckats. Det kan ersättas eller tillfälligt överges. |
| Det graverade innehållet visas som en spegelvänd reflektion av originalbilden, och den manuella rörelseriktningen är felaktig | Ställ bara in Grbl-parametrarna i programvaran för att vända riktningen påX- eller Y-axeln. |
| Det graverade innehållet verkar roterat 90 grader | Kontrollera om anslutningsskarvarna på regulatorns XY-axel har bytts ut. Byt bara ut anslutningarna tillbaka. |
| Problem | Solution |
| The engraved image is distorted and misaligned | Please check if there is any slippage between the lead screw motor axis and the coupling. Tighten the set screws on both ends of the coupling. |
| After modifying the engraving machine firmware parameters, various abnormal machine movements or abnormal engraving sizes occur | Please restore the firmware to factory settings. Run the Candle software, connect to the machine, and in the bottom right command box, enter and send the command $RST=*, then restart the machine. |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
YH CONSULTING LIMITED.
Teknisk support och e-garanticertifikat




