
P3 Auto - сварочный аппарат GYS - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно P3 Auto GYS в формате PDF.

Вопросы пользователей о P3 Auto GYS
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего сварочный аппарат в формате PDF бесплатно! Найдите своё руководство P3 Auto - GYS и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. P3 Auto бренда GYS.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ P3 Auto GYS
Эти указания должны быть прочитаны и поняты до начала любых работ. Изменения и ремонт, не указанные в этой инструкции, не должны быть осуществлены.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции использованием аппарата.
В случае возникновения проблем или сомнений, для правильного выполнения установки обратитесь к квалифицированному специалисту.
ОКРУЖАЮЩАЯ СРЕДА
Это оборудование должно быть использовано исключительно для сварочных работ, ограничиваясь указаниями заводской таблички и/или инструкции. Необходимо соблюдать указания по мерам безопасности. В случае ненадлежащего или опасного использования, производитель не несет ответственности.
Установка должна эксплуатироваться в помещении без пыли, без кислоты, горючих газов или других агрессивных веществ Такие же условия должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурный диапазон
Использование при температуре -10 и +40°Ц (+14 и +104°Ф).
Хранение: от -20 до +55°Ц (от -4 до 131°Ф).
Влажность воздуха:
Меньше или равно 50% при 40°Ц (104°Ф).
90% или ниже при 20°Ц (68°Ф).
Высота над уровнем моря
До 1000м высоты над уровнем моря (3280 футов).
ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖАЮЩИХ
Дуговая сварка может быть опасной и вызвать тяжелые и даже смертельные ранения.
Сварка подвергает людей воздействию опасного источника тепла, светового излучения от дуги, электромагнитного поля (внимание носителям кардиостимуляторов), риску поражения электрическим током, шуму и опасному испарению газов.
Чтобы защитить себя и других, соблюдайте следующие правила техники безопасности:

Для защиты от ожогов и облучения, носите рабочую одежду с изоляционным материалом, сухую огнестойкую и в хорошем состоянии, которая покрывает все тело.

Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию.

Используйте средства защиты для сварки и/или шлем для сварки соответствующего уровня защиты (в зависимости от использования). Защищайте глаза при операциях очистки. Ношение контактных линз воспрещается.
Иногда необходимо разграничить зоны огнеупорными шторами для защиты зоны сварки от лучей дуги, проекции и отходы от ламп накаливания.
Предупредите окружающих не смотреть на дугу и обрабатываемые детали и надевать защитную рабочую одежду.

Носите наушники против шума, если сварочный процесс достигает звукового уровня выше дозволенного (это же относится ко всем лицам, находящимся в зоне сварки).
Держите руки подальше от движущихся частей (вентилятора), волосы, одежда.
Никогда не снимайте крышки с охлаждающего устройства, если источник сварочного тока находится под напряжением, производитель не несет ответственности в случае несчастного случая.

Только что сваренные детали горячие и могут вызвать ожоги при контакте с ними. При проведении технического обслуживания горелки или электрододержателя, убедитесь, что он достаточно остыл, подождав не менее 10 минут перед любым вмешательством. При использовании горелки с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься жидкостью.
Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и вещи.
СВАРОЧНЫЕ ДЫМ И ГАЗ

Дым, газы и пыль, выделяемые при сварке, опасны для здоровья. Необходимо обеспечить достаточную вентиляцию, иногда необходима подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщика-респиратором.
Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.
Будьте внимательны: при сварке в небольших помещениях требуется находится на безопасном расстоянии. Кроме того, сварка некоторых материалов, содержащих свинец, кадмий, цинк, ртуть или даже бериллий могут быть особенно вредны, также обезжиривайте детали перед сваркой.
Газовые баллоны должны храниться в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном положении и закреплены на стойке или тележке.
Ни в коем случае не производить сварку вблизи жира или краски.
РИСК ПОЖАРА И ВЗРЫВА

Полностью защитите зону сварки, легковоспламеняющиеся материалы должны находиться на расстоянии не менее 11 метров.
Противопожарное оборудование должно находиться вблизи проведения сварочных работ.
Опасайтесь попадания горячих материалов или искр даже через трещины, они могут стать источником пожара или взрыва.
Не подпускайте людей близко, к легковоспламеняющимся предметам и емкостям под давлением и будьте на достаточно безопасном расстоянии.
Следует избегать сварки в закрытых контейнерах или трубах, а если они открыты, их следует освободить от любых легковоспламеняющихся или взрывоопасных материалов (масла, топлива, остатки газа и т.д.).
Во время операции шлифования не направляйте инструмент в сторону источника сварочного тока или возгораемых материалов.
ГАЗОВЫЕ БАЛЛОНЫ

Газ, выходящий из баллонов, может стать источником удушья в случае его концентрации в зоне сварки (хорошо проветривайте).
Транспортировка должна быть выполнена безопасно: цилиндры закрыты, а источник сварочного тока выключен. Баллоны должны быть в вертикальном положении и закреплены на подставке, чтобы ограничить риск падения.
Закрывайте баллон в перерыве между двумя использованиями. Будьте внимательны к изменению температуры и пребыванию на солнце. Баллон не должен находиться в контакте с пламенем, электрической дугой, горелкой, с заземляющим зажимом или любым другим источником тепла или накаливания.
Держите его подальше от электрических и сварочных цепей и никогда не сваривайте баллон под давлением.
Будьте осторожны при открытии клапана баллона, отодвиньте головку от фитингов и убедитесь, что используемый газ подходит для процесса сварки.
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ

Используемая электрическая сеть должна обязательно быть заземленной. Используйте рекомендуемый размер предохранителя, указанный на табличке с номинальными характеристиками.
Поражение электрическим током может стать источником прямой или косвенной серьезной травмы, или даже смертельным.
Никогда не прикасайтесь к токоведущим частям внутри или снаружи источника тока под напряжением (горелки), щипцы, кабели, электроды), поскольку они подключены к сварочной цепи.
Перед открытием источника сварочного тока, отключите его от сети и подождите 2 минуты, чтобы все конденсаторы разрядились.
Никогда не дотрагивайтесь одновременно до горелки или электрододержателя и до зажима массы.
Замена кабелей горелки, если они повреждены, квалифицированными и уполномоченными лицами. Размеры сечения кабелей должны соответствовать применению. Всегда носите сухую одежду в хорошем состоянии для изоляции от сварочной цепи. Носите изолирующую обувь, независимо от условий работы.
КЛАССИФИКАЦИЯ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ

Это оборудование класса А не подходит для использования в жилых кварталах, где электрический ток подается общественной системой питания низкого напряжения. Могут возникнуть потенциальные трудности с обеспечением электромагнитной совместимости на этих объектах, в связи с проводимыми нарушениями, а также излучается на радиочастоте.

При условии, что сопротивление общественной низковольтной питающей сети в точке общего соединения меньше Zmax = 0.450 Ом, данное оборудование соответствует стандарту IEC 61000-3-11 и может быть подключено к общественным низковольтным сетям. Ответственность за обеспечение этого лежит на установщике или пользователе оборудования, при необходимости проконсультируйтесь с оператором распределительной сети, что сопротивление сети соответствует ограничениям по сопротивлению.
Это оборудование соответствует норме CEI 61000-3-12.
МАГНИТНЫЕ ПОЛЯ

Электрический ток, проходящий через любой проводник вызывает локализованные электромагнитные поля (EMF). Сварочный ток вызывает электромагнитное поле вокруг сварочной цепи и сварочного оборудования.
Электромагнитные поля могут создавать помехи для некоторых медицинских имплантатов, например, кардиостимуляторов. Меры безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например, ограничения доступа для посторонних лиц или индивидуальная оценка риска для сварщиков.
Все сварщики должны использовать следующие процедуры для минимизации воздействия электромагнитных полей:
- расположите сварочные кабели вместе - закрепите их с помощью зажима, если это возможно;
• держитесь как можно дальше от сварочной цепи - ни в коем случае не оборачивайте вокруг себя сварочные кабели.
- не стойте между сварочными кабелями. Держите оба сварочных кабеля на одной стороне
- Подсоедините обратный кабель к заготовке как можно ближе к свариваемому участку;
- не работайте рядом с источником сварочного тока, не садитесь на него и не прислоняйтесь к нему;
- не сваривайте при транспортировке источника сварочного тока или устройства подачи проволоки.

Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным оборудованием.
Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия для здоровья.
РЕКОМЕНДАЦИИ ДЛЯ ОЦЕНКИ ЗОНЫ СВАРКИ И СВАРОЧНОЙ УСТАНОВКИ
Общие сведения
Пользователь отвечает за установку и использование установки ручной дуговой сварки, следуя указаниям производителя. При обнаружении электромагнитных помех, ответственность за разрешение ситуации с помощью технической помощи производителя должен нести пользователь оборудования для дуговой сварки. В некоторых случаях, это корректирующее действие может быть таким простым, как заземление сварочного контура. В других случаях, может потребоваться создание электромагнитного экрана вокруг источника сварочного тока и всего изделия с установкой входных фильтров. Во всех случаях, электромагнитные помехи следует уменьшать до тех пор, пока они не перестанут доставлять неудобства.
Оценка сварочной зоны
Перед установкой оборудования для дуговой сварки, пользователь должен оценить потенциальные электромагнитные проблемы в окружающем пространстве. Что должно быть учтено:
а) присутствие выше, ниже и рядом с оборудованием для дуговой сварки других силовых кабелей, панели управления, сигнальные и телефонные системы;
б) Приемники и передатчики радио и телевидения.
в) компьютеры и другое контрольное оборудование;
d) оборудование, важное для безопасности, например, защита промышленного оборудования;
e) здоровье соседних лиц например, использование кардиостимуляторов или слуховых аппаратов;
e) оборудование, используемое для калибровки или измерения;
g) невосприимчивость другого оборудования к окружающей среде.
Пользователь должен убедиться в том, что все аппараты в помещении совместимы друг с другом. Это может потребовать дополнительных защитных мер;
h) время суток, когда должны проводиться сварочные или другие работы.
Размеры рассматриваемой зоны сварки зависят от структуры здания и других работ, которые в нем проводятся. Рассматриваемая зона может простираться за пределы размещения установки.
Оценка сварочной установки
В дополнение к оценке территории, оценка объектов дуговой сварки может быть использована для выявления и устранения случаев нарушений. Оценка излучений должна учитывать измерения в условиях эксплуатации, как это указано в Статье 10 CISPR 11:2009. Измерения на месте в условиях эксплуатации могут также позволить подтвердить эффективность мер по смячению воздействия.
РЕКОМЕНДАЦИИ ПО МЕТОДИКЕ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
а. Общественная сеть снабжения: Оборудование для дуговой сварки должно быть подключено к общественному электроснабжению в соответствии с рекомендациями производителя. Если возникают помехи, могут потребоваться дополнительные профилактические меры, например, фильтрация сети коммунального снабжения. Возможно защитить шнур питания аппарата с помощью экранизирующей оплётки, либо похожим приспособлением (в случае если аппарат ручной дуговой сварки постоянно находится на определенном рабочем месте). Необходимо обеспечить электрическую непрерывность экранизирующей оплётки по всей длине. Необходимо подсоединить экранизирующую оплётку к источнику сварочного тока для обеспечения хорошего электрического контакта между шнуром и корпусом источника сварочного тока.
6. Техническое обслуживание оборудования для дуговой сварки: Оборудование для дуговой сварки должно проходить регулярное техническое обслуживание в соответствии с рекомендациями производителя. Должен быть обеспечен любой доступ, служебные двери и крышки закрыты и надлежащим образом заперты, когда используется оборудование для дуговой сварки. Оборудование для дуговой сварки не должно подвергаться каким-либо изменениям, за исключением модификаций и регулировок, указанных в инструкциях производителя. Это уместно, в частности, дугоразделитель дугогасительных и стабилизирующих устройств отрегулирован и обслуживается в соответствии с рекомендациями производителя.
в. Сварочные кабели: Кабели должны быть как можно короче, расположенные рядом друг с другом у пола или на полу.
г. Эквипотенциальное соединение: Эквипотенциальные соединения: необходимо обеспечить соединение всех металлических предметов окружающей зоны. Однако, металлические предметы, соединенные с заготовкой, повышают риск поражения оператора электрическим током, если он коснется как этих металлических частей, так и электрода. Оператор должен быть изолирован от таких металлических предметов.
д. Заземление заготовки: Когда свариваемое изделие не заземлено в целях электробезопасности или из-за его размеров и расположения,
что касается, например, корпуса кораблей или стальные конструкции зданий, соединение заготовки с землей может, в отдельных случаях и не систематически, сократить излучения. Необходимо избегать заземление деталей, которые могли бы увеличить риск травмирования пользователей или же повреждения других электроустановок. При необходимости, соединение заготовки с землей должно осуществляться напрямую, но в некоторых странах такое прямое подключение не разрешено, подключение должно быть выполнено с помощью подходящего конденсатора, выбранного в соответствии с национальными нормами.
e. Защита и экранирование: Защита и экранизирующая оплётка: выборочная защита и экранизирующая оплётка других кабелей и оборудования, находящихся в близлежащем рабочем участке, поможет ограничить проблемы, связанные с помехами. Защита всей сварочной зоны может рассматриваться в некоторых особых случаях.
ТРАНСПОРТИРОВКА И ТРАНЗИТ ИСТОЧНИКА СВАРОЧНОГО ТОКА

Не пользуйтесь кабелями или горелкой для переноса источника сварочного тока. Его можно переносить только в вертикальном положении.
Не переносить источник над людьми или предметами.
Никогда не поднимайте газовый баллон и источник сварочного тока одновременно. Их транспортные нормы различаются. Желательно снять бобину проволоки перед тем, как поднимать или переносить источник сварочного тока.
УСТАНОВКА АППАРАТА
- Ставьте источник сварочного тока на пол, максимальный наклон которого 10^ .
- Предусмотрите достаточно большое пространство для хорошего проветривания источника сварочного тока и доступа к управлению.
- Не используйте в среде содержащей металлическую пыль-проводник.
- Источник сварочного тока должен быть укрыт от проливного дождя и не стоять на солнце.
- Оборудование имеет степень защиты IP23S, значение
- защита от небольших твердых инородных тел диаметром ≥12.5мм и,
- защита от дождя, направленного под углом 60° к вертикали, когда его движущиеся части (вентилятор) неподвижны.
Это оборудование может быть использовано вне помещения соответственно классу защиты IP23S.

Блуждающие сварочные токи могут разрушить заземляющие проводники, повреждают оборудование и электрические устройства и вызывают перегрев компонентов, что может привести к пожару.
- Все сварочные соединения должны быть прочно соединены, проверяйте их регулярно!
- Убедитесь в том, что крепление детали прочное и без электрических проблем!
- Закрепите или подвесьте все электропроводящие части сварочного источника, например, раму, тележки и подъемные системы должны быть изолированы!
- Не устанавливайте другое оборудование, например, дрели, заточные устройства, и т.д. на сварочном источнике, тележка, или подъемные системы без изоляции!
- Всегда кладите сварочные горелки или электрододержатели на изолированную поверхность, когда вы их не используете!
Силовые кабели, удлинительные и сварочные кабели должны быть полностью размотаны во избежание перегрева.

Производитель не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за неправильного и опасного использования этого оборудования.
ОБСЛУЖИВАНИЕ / РЕКОМЕНДАЦИИ

- Техническое обслуживание должно производиться только квалифицированным специалистом. Рекомендуется проводить ежегодное техобслуживание.
-
Выключите источник питания, выдернув вилку из розетки, и подождите две минуты, прежде чем приступить к работе с материалом. Внутри, напряжения и токи высоки и опасны.
-
Регулярно снимайте крышку и сдувайте пыль. Необходимо также проверять все электрические соединения с помощью изолированного инструмента. Проверка должна осуществляться квалифицированным специалистом.
- Регулярно проверяйте состояние шнура питания. Если кабель питания поврежден, он должен быть заменен производителем, в отделе обслуживания клиентов или к специалисту с аналогичной квалификацией, чтобы избежать любой опасности.
- Оставляйте отверстия источника сварочного тока свободными для прохождения воздуха.
- Не используйте этот источник сварочного тока для оттаивания труб, подзарядки батарей/аккумуляторов или запусков двигателей.
УСТАНОВКА - ФУНКЦИОНИРОВАНИЕ ПРОДУКТА
Только опытный и уполномоченный производителем специалист может осуществлять установку. Во время установки, убедитесь, что генератор отключен от электросети. Последовательные или параллельные соединения источника запрещены. Для получения оптимальных настроек изделия рекомендуется использовать сварочные кабели, поставляемые вместе с устройством.
ОПИСАНИЕ
Данное оборудование представляет собой однофазный источник питания для полуавтоматической «синергетической» сварки (MIG или MAG). P1 принимает катушки с проволокой ∅ 200 и 300 мм. P3 принимает катушки с проволокой ∅ 200 мм.
ОПИСАНИЕ ОБОРУДОВАНИЯ (II)
P1
1- что сопротивление сети общего пользования ∅ 200/300 mm
2- Люк ящика для принадлежностей 10- Подключение к сети
3- Держатель для кабеля 11- Подставка для баллона 4м
4- Подставка для горелки 12- Подающий механизм
5- HMI (человеко-машинный интерфейс) 13- USB-соединение
6- Переключатель ПУСК/СТОП
7- Кабель заземления (-) 3.5 m
8- Евроразъем (горелка X1)
9- Коннектор для газа
3
P3
1- что сопротивление сети общего пользования ∅ 200 mm
2- Люк ящика для принадлежностей 10- Подключение к сети
3- Держатель для кабеля 11- Подставка для баллона 2x4м
4- Подставка для горелки 12- Подающий механизм
5- HMI (человеко-машинный интерфейс) 13- USB-соединение
6- Переключатель ПУСК/СТОП
7- Кабель заземления (-) 3.5 m
8- Евроразъем (горелка X3)
9- Коннектор для газа
3
ИНТЕРФЕЙС ЧЕЛОВЕК-МАШИНА (ІНМ)

Интерфейс
Пожалуйста, ознакомьтесь с инструкцией по эксплуатации интерфейса (ІНМ), которая является частью полной документации на оборудование.
ПИТАНИЕ - ВКЛЮЧЕНИЕ
- Модель 230 В поставляется с розеткой СЕЕ7/7 на 16 А и может использоваться только в однофазной электросети 230 В (50-60 Гц) Гц) с тремя проводами и заземленным нейтральным проводником.
- Модель 208/240 В поставляется без вилки и может использоваться только в однофазной трехпроводной электросети 208-240 В (50-60 Гц) с нейтралью, соединенной с землей.
Эффективный поглощенный ток (I1eff) указан на приборе, для максимальных условий эксплуатации. Проверьте чтобы питание и защита (плавкий предохранитель и/или выключатель) совместимы с током, необходимым для работы аппарата. В некоторых странах, может потребоваться замена штекера для использования в максимальных условиях. - Источник питания предназначен для работы при электрическом напряжении 230В +/-20%. В источнике срабатывает защита, если напряжение питания ниже 185Veff или выше 265Veff. (код ошибки появится на экране).
- Запускается нажатием переключателя START/STOP, и наоборот, вы можете выключить, нажав на тот же переключатель (Выкл.). Внимание! Никогда не отключайте питание, когда аппарат под нагрузкой.
ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОГЕНЕРАТОРУ
Данное оборудование может эксплуатироваться с электрогенераторами при условии, что вспомогательная энергия отвечает следующим требованиям:
- Напряжение должно быть переменным, его среднеквадратичное значение должно составлять 230 В -20% +15%, и пиковое напряжение менее 400 В,
- Частота должна быть между 50 и 60 Гц.
Необходимо проверить эти условия, так как многие генераторы производят скачки высокого напряжения, которые могут повредить оборудование.
ИСПОЛЬЗОВАНИЕ УДЛИНИТЕЛЯ
Удлинители должны иметь длину и сечение в соответствии с напряжением оборудования. Используйте удлинитель, отвечающий нормам вашей страны.
| Напряжение на входе | Длина - отрезок удлинительного кабеля (Длина < 45 м) |
| 230 V | 2.5 мм^2 |
| 208/240 V | 4 мм^2 (AWG 12) |
УСТАНОВКА БОБИНЫ
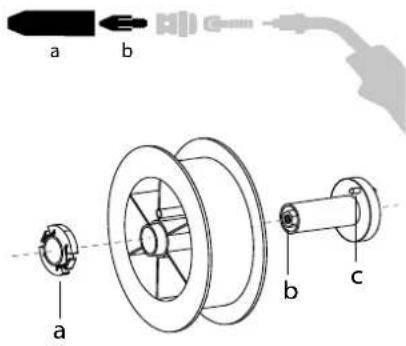
- Снимите сопло (a) и контактную трубку (b) с горелки MIG/MAG.
- Откройте крышку генератора.
- Установите бобину на держатель.
- Обратите внимание на приводной штифт (с) стойки мотовила. Для установки катушки 200 мм, затяните пластиковый фиксатор катушки (а) до упора.
- Отрегулируйте тормоз бобины (b) так, чтобы при остановке сварки бобина по инерции не
запутала проволоку. В целом, не затягивайте слишком сильно, это может привести к перегреву двигателя.
УСТАНОВКА ПРИСАДОЧНОЙ ПРОВОЛОКИ
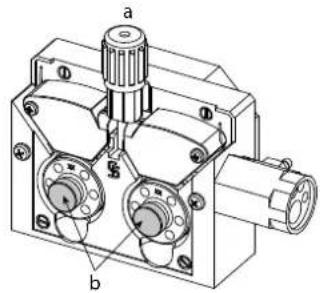
Чтобы заменить ролики, действуйте следующим образом:
- Ослабьте ручки (а) до максимума и опустите их.
- Разблокируйте ролики, открутив крепежные винты (b).
- Установите ролики двигателя в соответствии с вашим применением и затяните крепежные винты.
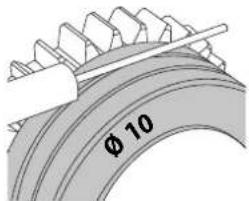
- Проверьте надпись на ролике, чтобы убедиться, что ролики подходят для диаметра проволоки и материала проволоки (для проволоки ∅ 1,0, использовать паз ∅ 1,0).
- Используйте ролики с V-образной канавкой для стальной проволоки и другой жесткой проволоки.
- Для проволоки из алюминия и других сплавов используйте ролики с U-образным пазом, гибкий.
: надпись видна на ролике (пример: 10 = ∅ 1.0)
→: желоб для использования
Чтобы установить металлическую проволоку наполнителя, действуйте следующим образом:
- Ослабьте ручки до максимума и опустите их.
- Вставьте провод, затем закройте барабан с электроприводом и затяните ручку, как указано.
- Нажмите на кнопку включения горелки, чтобы активировать двигатель, на экране появится процедура.
Примечания

- Слишком узкий шланг может вызвать проблемы с подачей и перегревом двигателя.
- Коннектор горелки должен также быть хорошо затянут во избежание перегрева.
- Убедитесь, что ни один из пров, катушка не касается механической части прибора, в противном случае существует опасность короткого замыкания.
РИСК ОЖОГОВ, СВЯЗАННЫЙ С ПОДВИЖНЫМИ ЭЛЕМЕНТАМИ

Катушки имеют движущиеся части, которые могут зацепить ваши руки, волосы, одежду или инструменты, что может привести к травмам!
-
Не приближайте руки к подвижным или поворачивающимся элементам, а также к деталям привода!
• Проследите за тем, чтобы все крышки корпуса или защитные крышки были закрыты во время работы! -
Не носите перчатки, когда продеваете проволоку или заменяете катушку.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТАЛИ / НЕРЖАВЕЮЩЕЙ СТАЛИ (РЕЖИМ МАГ)
Оборудование позволяет сваривать стальную и нержавеющую проволоку диаметром от 0,6 до 1,0 мм (I-A).
Использование аппарата для сварки стали требует специфический газ (Ar + CO2). Пропорция CO2 может меняться в зависимости от типа используемого газа. Для нержавеющей стали, используйте смесь с 2% CO2. При сварке с использованием чистого CO2, к газовому баллону должен быть подключен газовый подогреватель. Для особых требований к газу, пожалуйста, свяжитесь с вашим дистрибытором газа. Расход газа при сварке стали от 8 до 15 л/мин в зависимости от окружающей среды. Для проверки расхода газа на манометре без разматывания заправочной проволоки, нажмите и удерживайте кнопку № 1 и следуйте процедуре, отображаемой на экране. Эта проверка должна выполняться периодически для обеспечения оптимальных характеристик сварки. Обратитесь к руководству по эксплуатации программируемого терминала (НМИ).
- Используйте специальные ролики для сварки стали/нержавеющей стали.
- Используйте капиллярную трубку (предназначенную для направления проволоки между роликами катушки двигателя и разъемом EURO)
только для сварки стали/нержавеющей стали (I-B). - Используйте специальную горелку для стали/нержавеющей стали.
- Контактная трубка используйте контактную трубку из СПАЦИАЛЬНОЙ стали/нержавеющей стали, соответствующую диаметру провода.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА АЛЮМИНИЯ (РЕЖИМ MIG)
Оборудование может сваривать алюминиевую проволоку диаметром от 0,8 до 1,2 мм (I-B).
Использование аппарата для сварки алюминия требует специфический газ - чистый аргон (Ar). Контактная трубка, канава ролика, ножны рез предназначены для этого применения. Для выбора газа, обратитесь за советом к дистрибьютору газа. Расход газа при сварке алюминия от 15 до 20 л/мин в зависимости от окружающей среды и опыта сварщика.

При использовании красной или синей оболочки (сварка алюминия), рекомендуется использовать аксессуар 90950 (I-C). Этот аксессуар из нержавеющей стали направляет трубку, улучшая ее центрирование и облегчая подачу проволоки.

Видео
- Используйте специальные ролики для сварки алюминия.
- Прикладывайте минимальное давление к прижимным роликам на мотальной машине, чтобы не раздавать нить.
- Используйте специальный алюминиевый резак. Этот резак имеет тефлоновую оболочку для уменьшения трения. НЕ разрезайте оболочку у края арматуры! Эта оболочка используется для направления проволоки от роликов.
- Контактная трубка: используйте алюминиевую контактную трубку SPECIAL, соответствующую диаметру провода.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА CUSI И CUAL (РЕЖИМ СВАРКИ-ПАЙКИ)
Оборудование может сваривать проволоку CuSi и CuAl ∅ 0,8 и 1,0 мм.
Так же, как и сталь, позиционирование капиллярной трубки должно осуществляться с помощью горелки со стальной оболочкой. В случае процесса строки, необходимо использовать чистый аргон (Ar).
ПОДКЛЮЧЕНИЕ ГАЗА
- Привинтите подходящий сварочный редуктор к газовому баллону. Соедините его со сварочным аппаратом с помощью шланга (поставляется в комплекте). Установите зажимы для предотвращения утечек.
- Убедитесь, что газовый баллон надежно удерживается, соблюдая крепление цепи к генератору.
- Отрегулируйте расход газа с помощью колесика на редукторе.
Пометки: для облегчения регулировки потока газа, активируйте ролики моторизованного намотчика, нажав на кнопку включения горелки (ослабьте ручку тормоза моторизованного намотчика, чтобы избежать перетягивания проволоки). Максимальной напор газа. 0.5 МПа (5 бар).
Этот алгоритм не работает для сварки в режиме « No Gas ».
РЕКОМЕНДУЕМЫЕ КОМБИНАЦИИ
| ↑ (MM) | Ток (А) ∅ проволоки (мм) ∅ Сопло (мм) Скорость потока (л/мин) | ||||
| MIG | 0.8 > 2 20 > 100 | 0.8 12 10-12 | |||
| 2 > 4 100 > 200 | 1.0 12-15 12-15 | ||||
| 4 > 8 200 > 300 | 1.0/1.2 | 15-16 | 15-18 | ||
| 8 > 15 | 300 > 500 | 1.2/1.6 | 16 | 18-25 | |
| MAG | 0.6 > 1.5 | 15 > 80 | 0.6 12 | 8-10 | |
| 1.5 > 3 80 > 150 | 0.8 12-15 10-12 | ||||
| 3 > 8 150 > 300 | 1.0/1.2 | 15-16 | 12-15 | ||
| 8 > 20 | 300 > 500 | 1.2/1.6 | 16 15-18 | ||
РЕЖИМ СВАРКИ МІГ / MAG (GMAW / FCAW)
| Методы сварки | ||||
| Расширенные Настройки | Инструкция | Синергетический режим | ||
| Парное соединением материал/газ | - Fe Ar 15% CO2- ... | - | √ | Выбор свариваемого материала Синергетические параметры сварки |
| Диаметр проволоки | ∅ 0,6> ∅ 1,2 мм - | √ | Выбор диаметра проволоки | |
| Поведение триггера | 2T, 4T | √бор режима прихватки | √ | Выбор режима управления сваркой с помощью кнопки |
| Режим точечного воздействия | Spot, Spot-Delay Вь | |||
| 1st Настройка | Толщина Ток Скорость | - | √ | Выберите основную настройку для отображения (Толщина свариваемой детали, средний сварочный ток или скорость проволоки). |
Доступ к некоторым параметрам сварки зависит от выбранного режима отображения: Настройки/режим отображения : Easy или Expert. Обратитесь к руководству по эксплуатации программируемого терминала (НМИ).
МЕТОДЫ СВАРКИ
Более подробная информация о синергетике и сварочных процессах GYS, сканировать QR-код :

EASY
2 РЕЖИМА СВАРКИ
- Сварка (непрерывная)
- Цепь
Этот метод сварки позволяет соединять очень тонкий листовой металл, ограничивая при этом риск сверления и деформации листового металла. Сварка цепным стежком выполняется вручную с помощью курка.
EXPERT
РЕЖИМ ПОДСЧЕТА
- SPOT-сварка
Данный сварочный режим позволяет соединение деталей перед сваркой. Прихватка может быть совершена вручную с помощью триггера или с временной задержкой с заранее определенной продолжительностью прихватки. Такое время наведения позволяет улучшить воспроизводимость и получить неокисленные точки.
• Точечная задержка
Это метод режим управления, аналогичный методу Spot, но с последовательностью точек и установленным временем остановки, пока удерживается нажатой кнопка включения. Эта функция может использоваться для сварки очень тонких стальных или алюминиевых листов, ограничение риска сверления и деформации листа (особенно при сварке алюминия).
РЕЖИМ СВАРКИ
• 2T 4T
ОПРЕДЕЛЕНИЕ НАСТРОЕК
| ЕДИНИЦА ИЗМЕРЕНИЯ | ||
| Burnback - | Функция, предотвращающая риск залипания провода в конце шва. Это время соответствует подъему проволоки из ванны расплава. | |
| Заполнение кратера шва | %/s | Этот ток ступени при остановке - это фаза после кривой снижения тока. Его можно отрегулировать по мощности (% сварочного тока) и по продолжительности (в секундах). |
| Задержка s | Продолжительность между окончанием точки (исключая Post Gas) и возобновлением новой точки (включая Pre-Gas). | |
| Толщина мм | Синергия позволяет полностью автоматическую настройку. Регулировка толщины автоматически устанавливает соответствующее натяжение и скорость проволоки. | |
| Затухание с Кривая снижения тока. | ||
| Hot Start %/s | Hot Start - это сверхток при поджиге, благодаря которому электрод не прилипает к свариваемой детали. Его можно отрегулировать по мощности (% сварочного тока) и по продолжительности (в секундах). | |
| Сила тока А | Сварочный ток устанавливается в зависимости от типа используемой проволоки и подлежащего сварке материала. | |
| I Start - Регулировка тока заливки. | ||
| Длина дуги - | Позволяет регулировать расстояние между концом проволоки и сварочной ванной (регулировка натяжения). | |
| Предгаз с Время удаления воздуха из горелки и установки газовой защиты перед поджигом. | ||
| Точка с Заданная продолжительность. | ||
| Пост-газ с | Поддержание газовой защиты после затухания дуги. Это позволяет защитить свариваемую деталь и электрод от окисления. | |
| Дроссель - Сглаживает сварочный ток. Настраивается в соответствии с положением сварки. | ||
| Режим Spot с Заданная продолжительность. | ||
| Напряжение | В | Влияние на ширину шва. |
| Подъем по склону | s Постепенный рост текущей кривой | |
| Скорость приближения | - | Прогрессивная скорость проволоки. Перед поджигом дуги, проволока поступает плавно, чтобы создать первый контакт без рывков. |
| Скорость подачи проволоки | м/мин | Количество присадочного металла и косвенный сварочный ток. |
Доступ к определенным параметрам сварки и прихватки зависит от процесса сварки (Ручной, Синергетический) и выбранный режим отображения (Easy или Expert). Обратитесь к руководству по эксплуатации программируемого терминала (НМИ).
УПРАВЛЕНИЕ ПОТОКОМ ГАЗА
Для проверки расхода газа на манометре без разматывания заправочной проволоки, нажмите и удерживайте кнопку № 1 и следуйте процедуре, отображаемой на экране. Эта проверка должна выполняться периодически для обеспечения оптимальных характеристик сварки. Обратитесь к руководству по эксплуатации программируемого терминала (НМИ).
АНОМАЛИИ, ПРИЧИНЫ, УСТРАНЕНИЕ
| НЕПОЛАДКИ | ВОЗМОЖНЫЕ ПРИЧИНЫ | УСТРАНЕНИЕ |
| Подача сварочной проволоки неравномерна. | Наплавы металла забивают отверстие. | Очистите контактную трубку или поменяйте ее и смажьте составом против прилипания. |
| Проволока прокручивается в роликах. Смажьте составом против прилипания. | ||
| Один из роликов прокручивается. | Проверьте, что винт ролика затянут. | |
| Кабель горелки закручен. | Положение кабеля горелки должно быть как можно более прямое. | |
| Двигатель подачи не работает. | Тормозное устройство бобины или ролик слишком туго затянуты. | Ослабьте тормоз и ролики. |
| Плохая подача проволоки. | Нитенаправляющая трубка загрязнена или повреждена. | Очистите или замените ее. |
| Шпонка оси роликов отсутствует | Поместите шпонку в ее отделение. | |
| Тормозное устройство бобины слишком туго затянуто. | Разожмите тормоз. | |
| Сварочный ток либо отсутствует, либо он неправильный. | Аппарат неправильно подключен к сети. | Посмотрите штекерное соединение и посмотрите, правильно ли поставляется штекер. |
| Неправильное подключение массы. | Проверьте состояние кабеля массы (подсоединение и зажим). | |
| Нет мощности. | Проверьте кнопку горелки. | |
| Проволока застревает после прохода через ролики. | Нитенаправляющая трубка расплющена. | Проверьте нитенаправляющую трубку и корпус горелки. |
| Проволока застревает в горелке. | Очистите или замените ее. | |
| Нет капиллярной трубки | Проверьте наличие капиллярной трубки. | |
| Скорость подачи проволоки слишком высокая. | Снизить скорость проволоки. | |
| Пористый сварочный шов. | Недостаточный расход газа. | Диапазон регулировки от 15 до 20 л/мин. Зачистите основной металл. |
| В баллоне закончился газ. Замените ее. | ||
| Неудовлетворительное качество газа. Смените его. | ||
| Циркуляция воздуха или воздействие ветра. | Предотвращайте сквозняки, защищайте зону сварки. | |
| Газовое сопло слишком загрязнено. Очистите | сопло или замените его. | |
| Проволока плохого качества. | Используйте подходящую для сварки MIG/MAG проволоку. | |
| Плохое качество свариваемой поверхности (ржавчина...), и т.д.) | Зачистить свариваемую деталь перед сваркой. | |
| Газ не подведен. | Проверьте, что к входу источника подведен газ. | |
| Многочисленные частички искрения. | Напряжение дуги слишком низкое или слишком высокое. | См. сварочные параметры. |
| Неправильное закрепление массы. | Проверьте и поместите зажим массы как можно ближе к зоне сварки | |
| Защитного газа недостаточно. Отрегулируйте | расход газа. | |
| Нет газа на выходе из горелки. Плохое подключение газа. | Проверьте подсоединение подачи газа. | |
| Проверьте, работает-ли электроклапан. | ||
| Ошибка во время загрузки | Данные на флэш-накопителе USB неверны или повреждены. | Проверьте данные. |
| Проблема при сохранении данных | Вы превысили максимальное количество сохраненных файлов. | Вам нужно удалить лишние программы.Количество резервных копий ограничено 200. |
| Автоматическое удаление файлов JOB. | Некоторые из ваших JOB были удалены, поскольку они утратили свою актуальность в связи с новыми синергетическими эффектами. | - |
| Проблема USB накопителя | Не обнаружен ни один JOB на флеш-карте USB | - |
| В карте больше нет свободных ячеек памяти | Освободите место на USB-накопителе. | |
| Проблема с файлами | Файл «...» не соответствует загруженным синергиям | Файл был создан с синергиями, не имеющимися в аппарате. |
| Проблема обновления | Похоже, что USB-носитель не распознается. Дисплей для шага 5 процедуры обновления не появляется на экране. | 1- Вставьте USB-носитель в его гнездо.2- Включите генератор.3- Нажмите и удерживайте колесо HMI для принудительного обновления. |
УСЛОВИЯ ГАРАНТИИ
Гарантия распространяется на все дефекты или производственный брак в течение 2 лет, с даты покупки (запчасти и работа).
Гарантия не распространяется на:
- Любые повреждения при транспортировке.
- Нормальный износ деталей (Например : кабели, щипцы, и т.д.).
- Инциденты, вызванные неправильным использованием (ошибка источника питания, падения, разборка аппарата).
Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, ржавчина, пыль).
В случае поломки, верните прибор вашему дистрибьютору, ограждение - датированным документом, подтверждающим покупку (кассовый чек), счет-фактуру...)
- описание поломки.




