
P3 Auto - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo P3 Auto GYS in formato PDF.

Domande degli utenti su P3 Auto GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale P3 Auto - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. P3 Auto del marchio GYS.
MANUALE UTENTE P3 Auto GYS
Queste istruzioni devono essere lette e ben comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata.
Ogni danno corporale o materiale dovuto ad un utilizzo non conforme alle istruzioni presenti su questo manuale non potrà essere considerato a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'attrezzatura.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicativa e/o sul manuale. Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
L'impianto deve essere utilizzato in un locale privo di polvere, o acido, gas infiammabili o altre sostanze corrosive. Lo stesso vale per il suo stoccaggio. Assicurarsi della circolazione d'aria durante l'uso.
Intervallo di temperatura:
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità dell'aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine:
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura ad arco può essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calore, di radiazione luminosa dell'arco, di campi elettromagnetici (attenzione ai portatori di pacemaker), di rischio di scosse elettriche, di rumore e fumi.
Proteggere voi e gli altri, seguire le seguenti istruzioni di sicurezza:

Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolto, isolanti, asciutti, ignifughi e in buono stato, che coprano tutto il corpo.

Usare guanti che garantiscano l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco e neanche i pezzi in fusione e di portare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le persone in zona saldatura).
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il produttore non può essere ritenuto responsabile in caso di incidente.

I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando si esegue la manutenzione della torcia o del portaelettrodo, bisogna assicurarsi che quest'ultima sia sufficientemente fredda e aspettare almeno 10 minuti prima di qualsiasi intervento. L'unità di raffreddamento deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non causi ustioni.
È importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

I fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufficiente, e a volte è necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente.
Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre la saldatura di materiali conteneti piombo, cadmio, zinco o mercurio e berillio può essere particolarmente nociva. sgrassare anche le parti prima della saldatura.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello. La saldatura è proibita se effettuata in prossimità di grasso o vernici.
RISCHIO DI INCENDIO E DI ESPLOSIONE

Proteggere completamente l'area di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un'attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calde e alle scintille anche attraverso le fessure, Possono essere causa di incendio e di esplosione. Allontanare le persone, gli oggetti infiammabili e i contenitori sotto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale infiammabile o esplosivo (olio, . carburante, residui di gas...)
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili.
BOMBOLE DI GAS

Il gas uscendo dalle bombole potrebbe essere fonte di asfissia in caso di concentrazione nello spazio di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Queste devono essere messe verticalmente su un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un altro. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere a contatto con una fiamma, un arco elettrico, una torcia, morsetti di terra o ogni altra fonte di calore o d'incandescenza. Tenerla lontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l'apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente avere una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all'interno o all'esterno della fonte di corrente quando quest'ultima è alimentata (Torce, pinze, cavi, elettrodi) perché sono collegati al circuito di saldatura.
Prima di aprire la sorgente di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. affinché l'insieme dei condensatori sia scarico. Non toccare nello stesso momento la torcia e il morsetto di massa.
Assicuratevi di cambiare i cavi, torce se sono danneggiate, da persone qualificate e autorizzate. Dimensionare la sezione dei cavi in funzione dell'applicazione. Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Indossare scarpe isolanti, indipendentemente dall'ambiente di lavoro.
CLASSIFICAZIONE CEM DEL DISPOSITIVO

Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dal sistema pubblico di alimentazione a basa tensione. Possono esserci delle difficoltà potenziali nell'assicurare la compatibilità elettromagnetica in questi siti, a causa delle perturbazioni condotte, o anche irradiate a radiofrequenza.

A condizione che l'impedenza di rete di alimentazione del senso comune a bassa tensione nel punto di aggancio comune sia inferiore a Zmax = 0.450 Ohms, questa apparecchiatura è conforme a CEI 61000-3-11 e può essere collegata a reti pubbliche a bassa tensione. È responsabilità dell'installatore o dell'utente dell'apparecchiatura assicurarsi che ciò avvenga, in consultazione con l'operatore della rete di distribuzione, se necessario, che l'impedenza di rete sia conforme alle restrizioni.
Questo materiale è conforme alla CEI 61000-3-12.
EMISSIONI ELETTRO-MAGNETICHE

La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, . per esempio i pacemaker Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovrebbero seguire le istruzioni sottostanti per ridurre al minimo l'esposizione ai campi elettromagnetici del circuito di saldatura:
- posizionare i cavi di saldatura insieme - fissarli con un morsetto, se possibile;
- posizionarsi (busto e testa) il più lontano possibile del circuito di saldatura;
• non arrotolare mai i cavi di saldatura attorno al corpo;
• non posizionare dei corsi tra i cavi di saldatura; Tenere i due cavi di saldatura sullo stesso lato del corpo:
- collegare il cavo di ritorno all'applicazione più vicina alla zona da saldare;
• non lavorare accanto alla fonte di corrente di saldatura. non sedetevi o appoggiatevi ad esso;
• non saldare durante il trasporto della fonte di corrente di saldatura o del trainafilo.

I portatori di pacemaker devono consultare un medico prima di usare questo dispositivo di saldatura.
L'esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora conosciuti.
RACCOMMANDAZIONI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
L'utente è responsabile dell'installazione e dell'uso del dispositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se viene rilevata un'interferenza elettromagnetica, è responsabilità dell'utente del dispositivo di saldatura ad arco risolvere la situazione con l'assistenza tecnica del fabbricante. In certi casi questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra del circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo completo con montaggio di filtri d'entrata. In ogni caso le perturbazioni elettromagnetiche devono essere ridotte fino a non essere più fastidiose.
Valutazione della zona di saldatura
Prima di installare l'apparecchiatura di saldatura ad arco, l'utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Occorre tenere in considerazione quanto segue:
a) presenza sopra, sotto e accanto all'apparecchiatura di saldatura ad arco di altri cavi di alimentazione, di comandi, di segnalazione e di telefoni; b) di ricettori e trasmettitori radio e televisione;
c) di computer e altre apparecchiature di controllo;
d) di materiale critico per la sicurezza come ad esempio protezione di materiale industriale;
e) lo stato di salute di persone vicine, come ad esempio uso di pacemaker o apparecchi acustici;
f) del materiale utilizzato per la calibratura o la misurazione;
g) l'immunità degli altri materiali presenti nell'ambiente.
L'utilizzatore deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edifici e dalle altre attività svolte sul posto. La zona circostante può estendersi oltre ai limiti delle installazioni
Valutazione dell'installazione di saldatura
Oltre alla valutazione dell'area, la valutazione delle installazioni di saldatura ad arco può servire a determinare e risolvere i casi di perturbazioni. Conviene che la valutazione delle emissioni includa delle misurazioni sul posto come specificato all'Articolo 10 della CISPR 11. Le misurazioni sul posto possono anche permettere di confermare l'efficacia delle misure di attenuazione.
CONSIGLI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete di alimentazione pubblica: Conviene collegare il materiale di saldatura ad arco a una rete pubblica di alimentazione secondo le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiale di saldatura ad arco fissati stabilmente. Converrebbe anche assicurarsi della continuità della schermatura elettrica su tutta la sua lunghezza. E' conveniente collegare la schermatura alla fonte di corrente di saldatura per garantire un buon contatto elettrico tra il condotto e l'involucro del generatore di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura ad arco: E' opportuno che le manutenzioni del dispositivo di saldatura ad arco siano eseguite seguendo le raccomandazioni del fabbricante. È opportuno che ogni accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il dispositivo di saldatura ad arco è in funzione. È opportuno che il dispositivo di saldatura ad arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menzionati nelle istruzioni del fabbricante. E' opportuno, in particolare, che il separatore dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e manutenzionati secondo le raccomandazioni del fabbricante.
c. Cavi di saldatura: E' opportuno che i cavi siano i più corti possibili, posizionati l'uno vicino all'altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: Converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, gli oggetti metallici collegati al pezzo in lavorazione aumentano il rischio di scosse elettriche per l'operatore se tocca sia queste parti metalliche che l'elettrodo. Converrebbe isolare l'utente di questi oggetti metallici.
e. Messa a terra del pezzo da saldare: Quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, come ad esempio gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra può, in alcuni casi e non sistematicamente, ridurre le emissioni. È opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, è opportuno che il collegamento fra il pezzo da saldare e la terra sia fatto direttamente, ma certi paesi non autorizzano questo collegamento diretto, quindi conviene che la connessione sia fatta con un condensatore appropriato scelto a seconda delle regolamentazioni.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante può limitare i problemi di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO

Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Deve essere spostata in posizione verticale. Non far passare la fonte di corrente al di sopra di persone o oggetti.
Mai sollevare una bombola di gas e la fonte di corrente di saldatura nello stesso momento. Le loro norme di trasporto sono distinte. È preferibile togliere la bobina prima di ogni sollevamento o trasporto del dispositivo di corrente di saldatura.
INSTALLAZIONE DEL DISPOSITIVO
- Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10^ .
- Prevedere una zona sufficiente per aerare il dispositivo di corrente di saldatura e accedere ai comandi.
- Non utilizzare in un ambiente con polveri metalliche conduttrici.
- La fonte di corrente di saldatura deve essere al riparo dalla pioggia e non deve essere esposta ai raggi del sole.
- Il dispositivo è di grado di protezione IP23S, che significa
- una protezione contro l'accesso delle parti pericolose di corpi solidi di diametro >12.5mm e,
- una protezione contro la pioggia diretta al 60% in relazione alla verticale quando le sue parti mobili (ventilatore) sono stazionarie.
Questo materiale può pertanto essere conservato all'esterno in accordo con l'indice di protezione IP23S.

Le correnti di saldatura vaganti possono distruggere i conduttori di terra, danneggiare le apparecchiature e i dispositivi elettrici e causare il surriscaldamento dei componenti che possono causare un incendio.
- Tutte le connessioni di saldatura devono essere collegate fermamente, verificarlo regolarmente!
- Assicurarsi che il fissaggio del pezzo sia solido e senza problemi elettrici!
- Attaccare o sospendere tutti gli elementi conduttori di elettricità della fonte di saldatura, come il telaio, il carrello e i sistemi di sollevamento in modo tale che essi siano isolati!
- Non installare altre apparecchiature, come ad esempio trapani, dispositivi di affilatura, ecc. sulla sorgente di saldatura, il carrello, o sistemi di
sollevamento senza isolamento! - Collocare sempre le torce di saldatura o porta elettrodi su superficie isolata quando non sono in uso!
Cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.

Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo dispositivo.
MANUTENZIONE / CONSIGLI

- Le manutenzioni devono essere effettuate solo da personale qualificato. È consigliata una manutenzione annuale.
-
Tagliare l'alimentazione scollegando dalla presa, e attendere due minuti prima di lavorare sul dispositivo. All'interno, le tensioni e l'intensità sono elevate e pericolose.
-
Regolarmente, rimuovere il coperchio e soffiare via la polvere. Cogliere l'occasione per far verificare le connessioni elettriche con un utensile isolato da persone qualificate.
- Verificare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal produttore, il suo servizio di assistenza clienti o una persona altrettanto qualificata, per evitare qualsiasi pericolo.
- Lasciare le uscite d'aria della fonte di corrente del dispositivo libere per l'entrata e l'uscita d'aria...
• Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori né per avviare motori.
INSTALLAZIONE - FUNZIONAMENTO PRODOTTO
Solo le persone esperte e abilitate dal produttore possono effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sia scollegato dalla rete elettrica. Le connessioni in serie o parallele di generatori sono vietate. E' consigliato l'utilizzo dei cavi forniti con l'apparecchio al fine di ottenere le regolazioni ottimali del prodotto.
DESCRIZIONE
Questa apparecchiatura è una sorgente monofase per la saldatura «sinergica» semiautomatica (MIG o MAG) II P1 accetta bobine di filo di ∅ 200 e 300 mm. Il modello P3 accetta bobine di filo di ∅ 200 mm.
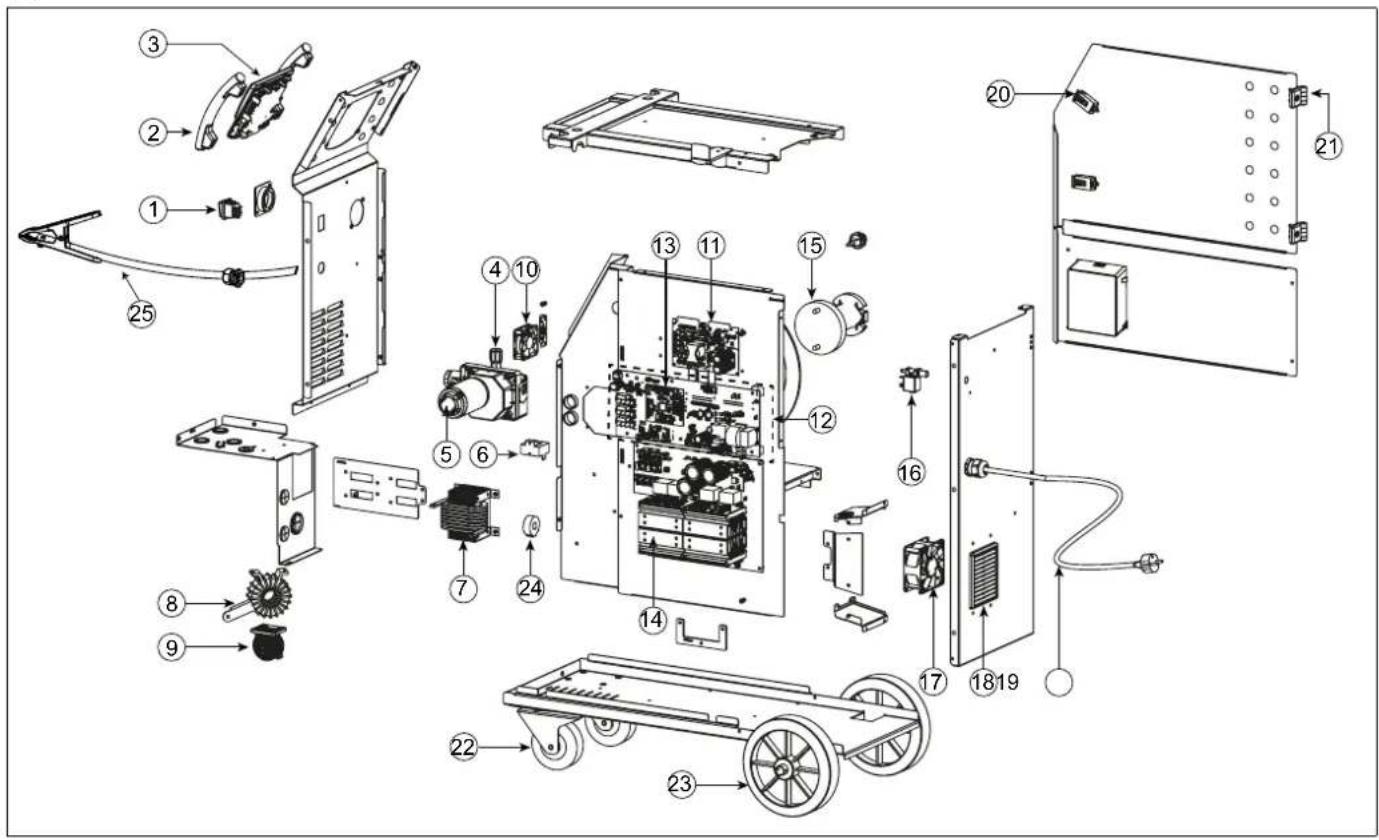
DESCIZIONE DELL'APPARECCHIO (II)
P1
1- Supporto bobina ∅ 200/300 mm 9- Connettore gas
2- Sportello scatola accessori 10- Collegamento alla rete elettrica
3- Supporto cavo 11- Supporto bombola 4 m
4- Supporto torcia 12- Trainafilo
5- IHM (Interfaccia Uomo Macchina) 13- Connessione USB
6- Interruttore START/STOP
7- Cavo di terra (-) 3.5m
8- Connettore Euro (torcia x1)
3
P3
1- Supporto bobina ∅ 200 mm 9- Connettore gas
2- Sportello scatola accessori 10- Collegamento alla rete elettrica
3- Supporto cavo 11- Supporto bombola 2x4 m
4- Supporto torcia 12- Trainafilo
5- IHM (Interfaccia Uomo Macchina) 13- Connessione USB
6- Interruttore START/STOP
7- Cavo di terra (-) 3.5m
8- Connettore Euro (torcia x3)
INTERFACCIA UOMO-MACCHINA (IHM)

IHM
Leggere il manuale dell'interfaccia (IHM) che fa parte della documentazione completa del dispositivo.
ALIMENTAZIONE - ACCENSIONE
- Il modello 230 V è dotato di una presa CEE7/7 da 16 A e deve essere utilizzato solo su un'installazione elettrica monofase a 230 V (50-60 Hz) con tre fili e un conduttore neutro collegato a terra.
- Il modello 208/240 V è fornito senza presa dev'essere utilizzato solo su una installazione elettrica monofase 208-240V (50-60 Hz) a tre fili con un neutro collegato a terra.
La corrente assorbita effettiva (I1eff) è indicata sul dispositivo, per le condizioni di funzionamento massime. Verificare che l'alimentazione e le protezioni (fusibile e/o disgiuntore) siano compatibili con la corrente necessaria in uso. In certi paesi, potrebbe essere necessario cambiare la presa per consentire l'uso nelle condizioni massime.
- La sorgente di tensione è progettata per funzionare con una tensione di 230 V -20% + 15%. Va in protezione se la tensione di alimentazione è inferiore a 185 Veff o maggiore di 265 Veff. (un codice errore apparirà sulla visualizzazione dello schermo).
• L'avvio avviene premendo l'interruttore START/STOP (Acceso), mentre l'arresto avviene premendo lo stesso interruttore (Spento). Attenzione! Non scollegare mai dalla presa quando il dispositivo è sotto carica.
COLLEGAMENTO AD UN GRUPPO ELETTROGENO
Questo materiale funziona con dei gruppi elettrogeni a condizione che la potenza ausiliare risponda alle seguenti esigenze:
- La tensione deve essere alternata, il suo valore efficace deve essere 230 V -20% +15%, e una tensione di picco inferiore a 400 V,
- La frequenza è compresa fra 50 et 60 Hz.
È indispensabile verificare queste condizioni, perché molti generatori producono dei picchi di alta tensione che possono danneggiare il dispositivo.
USO DELLA PROLUNGA ELETTRICA
Tutte le prolunghe devono avere lunghezza e sezione appropriate alla tensione del dispositivo. Usare una prolunga in conformità con le regolamentazioni nazionali.
| Tensione d'entrata Lunghezza - Sezione della prolunga (Lunghezza < 45m) | |
| 230 V | 2.5 mm^2 |
| 208/240 V | 4 mm^2 (AWG 12) |
INSTALLAZIONE DELLA BOBINA
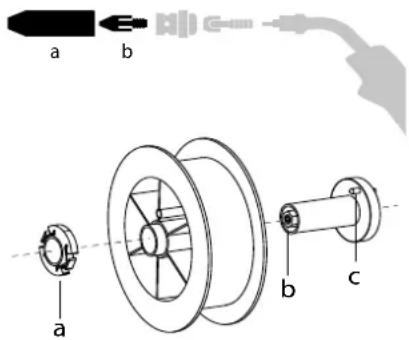
- Rimuovere il porta ugello (a) e l'ugello porta corrente (b) dalla vostra torcia MIG/MAG.
- Aprire il coperchio del dispositivo.
- Posizionare la bobina sul suo supporto.
- Tenere in considerazione l'aletta di azionamento (c) del supporto della bobina. Per il montaggio di una bobina da 200 mm, stringere il fermo di plastica della bobina (a) al massimo.
- Regolare la manopola del freno (b) per evitare durante l'arresto della saldatura che l'inerzia della bobina aggrovigli il filo. In generale, non serrare eccessivamente, che causerebbe il surriscaldamento del motore.
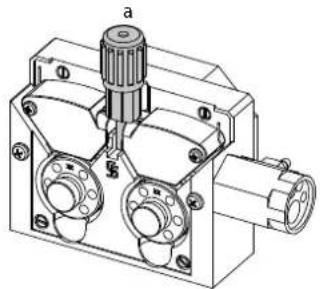
Per sostituire i rulli, procedere come segue:
- Allentare la manopola (a) al massimo e abbassarla.
- Sbloccare i rulli svitando le viti di fissaggio (b).
- Montare i rulli del motore appropriati per la vostra applicazione e stringere le viti di fissaggio.
- Controllare l'annotazione sul rullo per verificare che i rulli siano adatti al diamentro del filo e al materiale del filo (per un filo di ∅ 1.0, utilizzare la scanalatura di ∅ 1.0).
- Utilizzare i rulli con scanalatura a V per i fili d'acciaio e per gli altri fili duri.
- Utilizzare i rulli con scanalatura a U per i fili di alluminio e gli altri fili in lega, morbidi.
:: annotazione visibile sul rullo (esempio: 10 = ∅ 1.0)
→ : scanalatura da utilizzare

Per installare il filo di metallo d'apporto procedere come segue:
- Allentare la manopola al massimo e abbassarla.
- Inserire il filo, poi chiudere la bobina del motore e stringere la manopola come indicato.
- Premere il pulsante della torcia per attivare il motore; sullo schermo viene visualizzata una procedura.

Osservazioni:
- Una guaina troppo stretta può comportare dei problemi di scorrimento e dunque un surriscaldamento del motore.
- Il connettore della torcia deve essere anch'esso stretto con attenzione al fine di evitare il suo riscaldamento.
- Verificare che ne il filo, ne la bobina tocchino le parti meccaniche del dispositivo, altrimenti ci sono pericoli di corto circuito.
RISCHIO DI LESIONI LEGATO AI COMPONENTI MOBILI

I trainafilo sono provvisti di componenti mobili che possono agganciare mani, capelli, vestiti o utensili e di conseguenza causare ferite!
- Non portare la mano verso le parti ruotanti o mobili o verso i pezzi da trascinamento!
• Assicurarsi che i coperchi carter o i coperchi di protezione restino ben chiusi durante il funzionamento! - Non indossare guanti durante l'avvolgimento del filo e per il cambio della bobine del filo di apporto.
SALDATURA SEMI-AUTOMATICA IN ACCIAIO / INOX (MODO MAG)
Il dispositivo può saldare l'acciaio e l'acciaio inossidabile da ∅ 0.6 a 1,2 mm (I-A).
L'uso in acciaio necessita un gas specifico alla saldatura (Ar+CO2). La proporzione di CO2 può variare a seconda del tipo di gas usato. Per l'acciaio inossidabile, utilizzare una miscela con il 2% di CO2. Quando si salda con CO2 pura, alla bombola del gas deve essere collegato un preriscaldatore del gas. Per requisiti specifici sul gas, contattare il distributore di gas. Il flusso del gas per l'acciaio è compreso tra 8 e 15 litri / minuto a seconda dell'ambiente. Per controllare il flusso di gas sul manometro senza srotolare il filo di riempimento, tenere premuto il pulsante n. 1 e seguire la procedura visualizzata sullo schermo. Questo controllo deve essere effettuato periodicamente per garantire una saldatura ottimale. Fare riferimento al manuale dell'IHM.
- Utilizzare rulli specifici per la saldatura di acciaio/acciaio inossidabile.
- Utilizzare la cannetta (guidafilo tra i rulli del trainafilo e il connettore EURO) unicamente per la saldatura acciaio/inox (I-B).
- Utilizzare una torcia speciale per acciaio/acciaio inossidabile. - Ugello porta-contatto: utilizzare un tubo di contatto in acciaio speciale/acciaio inossidabile corrispondente al diametro del filo.
SALDATURA SEMI-AUTOMATICA ALLUMINIO (MODO MIG)
Il materiale può saldare filo alluminio da ∅ 0.8 a 1.2 mm (I-B).
L'uso su alluminio necessita di un gas specifico Argo puro (Ar). Il tubo di contatto, la scanalatura del rullo, la guaina della torcia sono previste per questa applicazione. Per la scelta del gas, chiedere consiglio a un distributore di gas. Il flusso del gas per alluminio si pone tra 15 e 20 l/min a seconda dell'ambiente e dell'esperienza del saldatore.

Quando si utilizza la guaina rossa o blu (saldatura alluminio), si raccomanda di utilizzare l'accessorio 90950(I-C). Questa guida per guaina inox migliora il centraggio della guaina e facilita il flusso del filo.

Video
- Utilizzare rulli specifici per la saldatura dell'alluminio.
- Applicare una pressione minima sui rulli di pressione dell'avvolgitore motorizzato per evitare di schiacciare il filo.
- Utilizzare una torcia speciale in alluminio. Questo cannello è dotato di una guaina in teflon per ridurre l'attrito. NON tagliare la guaina sul bordo del raccordo! Questa guaina serve a guidare il filo dai rulli.
- Tubo di contatto: utilizzare un tubo di contatto in alluminio SPÉCIAL corrispondente al diametro del filo.
SALDATURA SEMI-AUTOMATICA IN CUSI E CUAL (MODALITÀ BRASATURA)
Il materiale può saldare il filo CuSi e CuAl di da ∅ 0.8 e 1.0 mm.
Allo stesso modo dell'acciaio, il tubo capillare deve essere posizionato utilizzando una torcia con guaina in acciaio. Nel caso della brasatura, è necessario utilizzare argon puro (Ar).
CONNESSIONE GAS
- Montare un regolatore di pressione adatto alla bombola di gas. Collegarlo al dispositivo di saldatura con il tubo fornito. Mettere le fascette di serraggio per evitare perdite.
- Assicurare la buona conservazione della bombola di gas fissandola con la catena sul generatore.
- Regolare il flusso del gas con la manopola di regolazione situata sul riduttore di pressione.
NB : per facilitare la regolazione del flusso di gas, attivare i rulli dell'avvolgitore motorizzato premendo il grilletto della torcia (allentare la manopola del freno dell'avvolgitore motorizzato per evitare di trascinare il filo). Pressione massima del gas: 0.5 MPa (5 bar).
Questo procedimento non si applica alla saldatura in modo «No Gas».
COMBINAZIONI CONSIGLIATE
| (mm) | Corrente (A) ∅ Filo (mm) ∅ Ugello (mm) Flusso (L/min) | ||||
| MIG | 0.8 > 2 20 > 100 | 0.8 12 10-12 | |||
| 2 > 4 100 > 200 | 1.0 12-15 12-15 | ||||
| 4 > 8 200 > 300 | 1.0/1.2 15-16 15-18 | ||||
| 8 > 15 | 300 > 500 | 1.2/1.6 | 16 | 18-25 | |
| MAG | 0.6 > 1.5 | 15 > 80 | 0.6 12 | 8-10 | |
| 1.5 > 3 80 > 150 | 0.8 12-15 10-12 | ||||
| 3 > 8 150 > 300 | 1.0/1.2 15-16 12-15 | ||||
| 8 > 20 | 300 > 500 1.2/1.6 | 16 15-18 | |||
MODALITA' DI SALDATURA MIG / MAG (GMAW/FCAW)
| Processi di saldatura | ||||
| Parametri | Regolazioni | Manuale | Sinergico | |
| Coppia materiale/gas | - Fe Ar 15% CO2- ... | - | √ | Scelta del materiale da saldare.Parametri di saldatura sinergica |
| Diametro del fino | ∅ 0.6 > ∅ 1.2 mm | - | √ | Scelta del diametro del filo |
| Comportamento pulsante | 2T, 4T | √ | √ | Scelta della modalità di gestione della saldatura a pulsante. |
| Modalità di punte-ggio | Spot, Spot-Délai | Scelta della modalità di puntatura | ||
| 1° Regolazione | Spessore Corrente Velocità | - | √ | Scelta di regolazione principale da visualizzare (Spessore del pezzo da saldare, corrente media di saldatura o velocità del filo). |
L'accesso a certi parametri di saldatura dipende dalla modalità di visualizzazione selezionata : Parametri/ Modalità di visualizzazione : Easy o Expert. Fare riferimento al manuale dell'IHM.
PROCESSI DI SALDATURA
Per avere maggiori informazioni sulle sinergie GYS e i processi di saldatura, scannerizzare il QR code:

EASY 2 MODALITÀ DI SALDATURA
• Saldatura (in continuo)
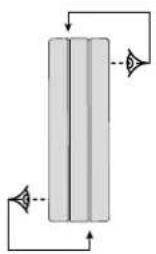
- Catenella
Questo metodo di saldatura consente di assemblare lamiere molto sottili, limitando il rischio di perforazione e deformazione della lamiera. La saldatura a punto catenella viene eseguita manualmente dal pulsante torcia.
EXPERT MODALITÀ DI PUNTATURA
- Spot
Questa modalità di saldatura permette di pre-assemblare i pezzaprima della saldatura. La puntatura può essere manuale attraverso il pulsante o cronometrato con un tempo di puntamento predefinito. Questo tempo di puntatura permette una migliore riproducibilità e la realizzazione di punti non ossidati.
- Spot-Délai
E' una modalità di puntatura simile allo Spot, ma con una sequenza di punti e tempi di arresto impostati finché si tiene premuto il pulsante. Questa funzione può essere utilizzata per saldare lamiere di acciaio o alluminio molto sottili, limitando il rischio di perforazione e di deformazione della lamiera (soprattutto per la saldatura in alluminio).
MODALITÀ DI SALDATURA
• 2T 4T
DEFINIZIONE DELLE REGOLAZIONI
| Unità | ||
| Burnback - | Funzione che previene il rischio di incollaggio del filo alla fine del cordone. Questi tempi corrispondono alla risalita del filo durante il bagno di fusione. | |
| Crater Filler %/s | Questa corrente portante all'arresto è una fase dopo la rampa di discesa in correnteÈ impostato in intensità (% della corrente di saldatura) e tempo (secondi). | |
| Ritardo | s | Durata tra la fine di un punto (in PostGas) e la ripresa di un nuovo punto (PreGas compreso). |
| Spessore mm | La sinergia permette un parametraggio competamente automatico. L'azione sullo spessore fissato automaticamente adatta la tensione e la velocità del filo. | |
| Evanescenza s Rampa di discesa in corrente. | ||
| Hot Start %/s | L'Hot Start è una sovracorrente di innesco che impedisce al filo di incollarsi al pezzo. È impostato in intensità (% della corrente di saldatura) e tempo (secondi). | |
| Intensità | A | La corrente di saldatura è regolata in funzione del tipo di filo utilizzato e del materiale da saldare. |
| I Start - Regolazione della corrente d'innesco. | ||
| Lunghezza arco | - | Consente di regolare la distanza tra l'estremità del filo e il bagno di fusione (regolazione della tensione). |
| Pre-gas | s | Tempi di pulizia della torcia e di creazione della protezione gas prima dell'innesco. |
| Punto s Durata definita. | ||
| Post gas | s | Durata di mantenimento della protezione gas dopo l'estinzione dell'arco. Permette di proteggere il pezzo e anche l'elettrodo contro le ossidazioni. |
| Induttanza | - | Ammortizza più o meno la corrente di saldatura. Da regolare in funzione della posizione di saldatura. |
| Spot | s Durata definita. | |
| Tensione | V | Influenza sulla larghezza del cordone. |
| Upslope | s Rampa di aumento progressivo della corrente. | |
| Velocità d'avvicina-mento | - | Velocità del filo progressiva Prima dell'innesco, il filo arriva lentamente per crare il primo contatto senza genere sbalzi. |
| Velocità del filo | m/min | Quantità del metallo d'apporto presentato e indirettamente intensità di saldatura e la penetrazione. |
L'accesso a determinati parametri di saldatura e puntatura dipende dal processo di saldatura (Manuale, Sinergico) e la modalità di visualizzazione selezionata (Facile o Esperto). Fare riferimento al manuale dell'IHM.
Per controllare il flusso di gas sul manometro senza srotolare il filo di riempimento, tenere premuto il pulsante n. 1 e seguire la procedura visualizzata sullo schermo. Questo controllo deve essere effettuato periodicamente per garantire una saldatura ottimale. Fare riferimento al manuale dell'IHM.
ANOMALIE, CAUSE, RIMEDI
| SINTOMI POSSIBILI CAUSE RIMEDI | ||
| Il flusso del filo di saldatura non è costante. | Dei residui ostruiscono il foro. | Pulire il tubo contatto oppure cambiarlo e rimettere del prodotto anti-adesione. |
| Il filo scivola nei rulli. Rimettere del prodotto anti-adesione. | ||
| Uno dei rulli scivola Controllare il serraggio della vite del rullo. | ||
| Il cavo della torcia è attorcigliato. | Il cavo della torcia dev'essere il più dritto possibile. | |
| Il motore di traino non funziona. Freno della bobina o rullo troppo stretto. Allentare il freno e i rulli | ||
| Traino del filo scadente. | Guaina guida filo sporca o danneggiata. Pulire o sostituire. | |
| Chiavetta del perno dei rulli mancante Rimettere la chiavetta nella sua posizione | ||
| Freno della bobina troppo stretto. Allentare il freno. | ||
| Nessuna corrente o errata corrente di salda-tura. | Collegamento presa elettrica sbagliato. | Vedere il collegamento della spina e vedere se la spina è correttamente alimentata. |
| Collegamento messa a terra sbagliato. | Controllare il morsetto di terra (collegamento e condizioni del morsetto). | |
| Nessuna potenza. Controllare il pulsante della torcia. | ||
| Il filo si arrotola dopo i rulli. | Guaina filo schiacciata. Verificare la guaina e il corpo della torcia. | |
| Bloccaggio del filo nella torcia. Sostituire o pulire. | ||
| Nessun tubo capillare. Verificare la presenza del tubo capillare. | ||
| Velocità del filo troppo elevata. Ridurre la velocità di filo. | ||
| Il cordone di saldatura è poroso. | Il flusso di gas è insufficiente. | Intervallo di regolazione da 15 a 20 L / min. Pulire il metallo di base. |
| Bombola gas vuota. | Sostituirla. | |
| Qualità gas non sufficiente. | Sostituirlo. | |
| Circolazione d'aria o influenza del vento. | Prevenire le correnti d'aria, proteggere la zona di saldatura. | |
| Condotto gas schiacciato. | Pulire il condotto gas oppure sostituirlo. | |
| Qualità filo scadente. | Usare un filo adattato alla saldatura MIG-MAG. | |
| Stato della superficie da saldare di qualità scadente (ruggine, ecc.) | Pulire il pezzo prima di saldare. | |
| Il gas non è connesso | Verificare che il gas sia connesso all'entrata del generatore. | |
| Particelle di scintille importanti | Tensione d'arco troppo bassa o troppo alta. | Vedere i parametri di saldatura. |
| Presa di terra sbagliata. | Controllare e posizionare il morsetto di terra il più vicino possibile alla zona da saldare | |
| Gas di protezione insufficiente. | Regolare il flusso gas. | |
| Nessun gas all'uscita della torcia | Collegamento gas sbagliato | Verificare il collegamento delle entrate del gas |
| Verificare che l'elettrovalvola funzioni | ||
| Errore durante il download | I dati sulla chiavetta USB sono sbagliate o danneggiate. | Verificare i vostri dati |
| Problemi di salvataggio | Avete superato il numero massimo di salvatag-gi. | Dovete cancellare dei programmi. Il numero dei salvataggi è limitato a 200. |
| Soppressione automatica dei JOB. | Alcuni vostri Jobs sono stati eliminati perché non più validi con le nuove sinergie. | - |
| Problema chiavetta USB | Nessun JOB rilevato nella chiavetta USB | - |
| Memoria del prodotto piena | Liberare spazio nella chiavetta USB | |
| Problema di file | Il file «...» non corrisponde alle sinergia scari-cate nel prodotto | Il file è stato creato con sinergie che non sono presenti sulla macchina. |
| Problema di aggiornamento | La chiavetta USB non sembra essere riconos-ciuta. Il display del passo 5 della procedura di aggiornamento non appare sullo schermo. | 1- Inserire la chiave USB nell'apposito slot. 2- Mettere il generatore sotto tensione. 3- Tenere premuta la rotella HMI per forzare l'aggiornamento. |
CONDIZIONI DI GARANZIA
La garanzia copre eventuali difetti o anomalie di fabbricazione per 2 anni, dalla data di acquisto (parti e manodopera).
La garanzia non copre:
- Ogni danno dovuto al trasporto.
- La normale usura dei pezzi (Es. : cavi, pinze, ecc.).
- Gli incidenti causati da uso improprio (errore di alimentazione, . caduta, smontaggio).
- I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, restituire l'apparecchio al distributore, allegando :
- prova d'acquisto datata (scontrino fiscale, fattura...)
- una nota spiegando il guasto.
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO
P1
Vega – Parco Scientifico Tecnologico di
Venezia
Via delle Industrie, 25/4
30175 Marghera - VE
Italia
www.gys-welding.com
+39 041 53 21 565
italia@gys.fr
GYS China
Filiale / 子公司
6666 Songze Road,
Qingpu District
201706 Shanghai
China
www.gys-china.com.cn
+86 6221 4461
contact@gys-china.com.cn
GYS Iberica
Filiale / Filial
Avenida Pirineos 31, local 9
28703 San Sebastian de los reyes
España
www.gys-welding.com
+34 917.409.790
iberica@gys.fr

Questo manuale dell'interfaccia (IHM) fa parte della documentazione completa. Un manuale generale è fornito con il prodotto. Leggere e rispettare le istruzioni del manuale generale, in particolare le istruzioni di sicurezza!
Utilizzo e sfruttamente solamente con i seguenti prodotti
| P1 GYS AUTO | √ |
| P2 GYS AUTO | √ |
| P3 GYS AUTO | √ |
Versione del software
Questo manuale descrive le versioni dei seguenti software:
1.0
La versione software dell'interfaccia viene visualizzata nel menù generale: Sistema / Informazioni
Comando del generatore
Il display principale contiene tutte le informazioni necessarie per il procedimento di saldatura prima, durante e dopo la saldatura.
L'interfaccia è configurabile con 2 modalità di visualizzazione: Easy o Expert.
Facile Expert
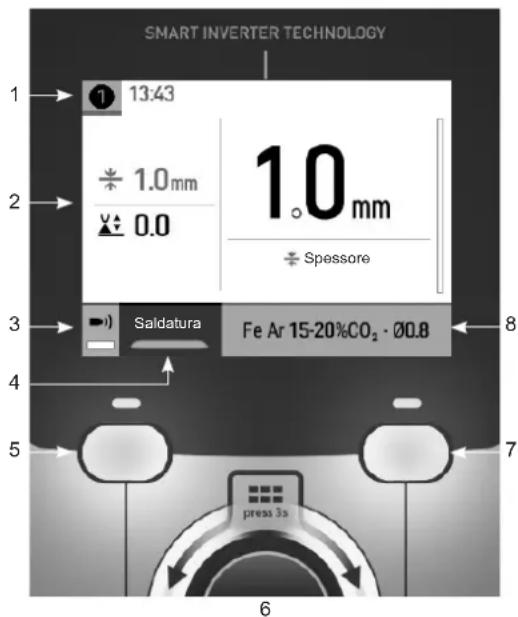

1 Torcia utilizzata (P2 / P3)
Orario
2 Regolazioni in corso
3 Premere a lungo BP1
Controllo del flusso di gas
4 Scelta della modalità di saldatura : Saldatura/Catenella
5 Pulsante 1 (BP1)
Manopola di navigazione
6 Premere brevemente per confermare Pressione prolungata = Menu generale
7 Pulsante 2 (BP2)
8 Parametri del processo in corso
1 Torcia utilizzata (P2 / P3)
Orario
2 Regolazioni in corso
3 Premere a lungo BP1
Controllo del flusso di gas
4 Parametri del processo in corso
5 Pulsante 1 (BP1)
Manopola di navigazione
6 Premere brevemente per confermare Pressione prolungata = Menu generale
7 Pulsante 2 (BP2)
8 Impostazioni avanzate
9 Premere a lungo BP2 Accesso al JOB
Modalità Facile :
Questa modalità di visualizzazione semplificata è ideale per ottenere una qualità di saldatura ottimale.
- 2 modalità di saldatura: Saldatura e Puntatura
- 4 regolazioni: Scelta del materiale di saldatura (sinergie), del diametro del filo d'apporto, dello spessore e della lunghezza d'arco
Modalità Expert :
Questa modalità di visualizzazione più complessa è disponibile per i saldatori esperti.
- Modalità di saldatura : Standard e pulsato
- Comportamento pulsante torcia: 2T e 4T
- Modalità di puntatura: Spot e Spot-Delay
- Selezione dell'impostazione principale da visualizzare sullo schermo
- Regolazione completa del ciclo di saldatura : Lunghezza dell'arco, Self, Pre-gas, Hot Start, Burn Back, Post-gas, ecc
Menù generale
La navigazione tra i diversi blocchi avviene con la rotella.
Dalla schermata principale, premendo a lungo la rotellina si accede al menu principale.
Premendo brevemente il pulsante n. 1 («si torna al menu precedente o si accede alla schermata principale.
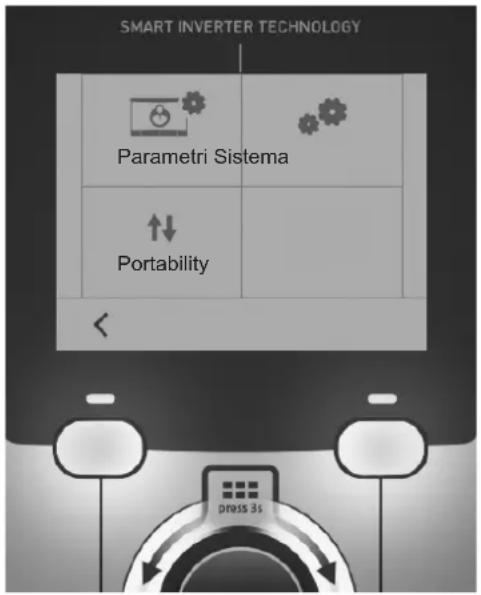
Parametri
Modalità di visualizzazione
- Facile : visualizzazione semplificata adatta alla grande maggioranza degli utenti.
- Expert : display completo adatto al saldatore esperto. Consente di regolare i tempi delle diverse fasi del ciclo di saldatura.
Lingua
Scelta della lingua dell'interfaccia (Francese, Inglese, Tedesco, ecc...)
Unità di misura
Scelta della visualizzazione del sistema delle unità: Internazionale (SI) o Imperiale (USA).
Denominazione materiali
Norma Europea (EN) o norma Americana(AWS).
Luminosità
Regola la luminosità dello schermo dell'interfaccia (regolazione da 1 (aspetto scuro) a 10 (luminosità molto forte)).
Sistema
Nome dell'apparecchio
Informazioni sul nome del dispositivo e sulla possibilità di personalizzarlo.
Orologio
Regolazione dell'ora, data e formato (AM / PM).
Informazione
Dati della configurazione dei componenti sistema del prodotto:
- Modello
- Numero di serie
- Nome dell'apparecchio
- Versione del software

Premere il pulsante 2:
Esportazione della configurazione macchina alla chiavetta USB (non fornita)
Reset
Reinizializzare i parametri del prodotto :
- Parziale: valore predefinito del processo di saldatura in corso.
- Totale : tutti i dati di configurazione dell'apparecchio saranno ripristinati sulle rgolazioni della fabbrica.
Portability
Import Config.
Caricamento della configurazione macchina dalla chiavetta USB (repertorio : Disco mobile\Portability\Config) alla macchina. Una pressione prolungata sul pulsante n. 1 (☑) cancella le configurazioni della chiavetta USB.
Export Config.
Esportazione della configurazione macchina alla chiavetta USB (repertorio : Disco mobile\Portability\Config).
Import Job
Importazione dei Job a seconda dei procedimenti sotto il repertorio Disco mobile\Portability dalla chiavetta USB alla macchina.
Export Job
Esportazione dei Job macchina alla chiavetta USB (repertorio : Disco mobile\Portability\Job)
Attenzione, i Job vecchi della chiavetta USB rischiano di essere eliminati.
Per evitare la perdita di dati durante l'importazione o l'esportazione di dati, non rimuovere la chiavetta USB e non spegnere la macchina. Il nome della cartella è associato al nome della macchina e al suo numero di serie. La chiavetta USB non è fornita.
Controllo del flusso di gas

Nella schermata principale, una pressione prolungata sul pulsante n°1 consente di regolare il flusso di gas sul manometro senza srotolare il filo d'apporto. Una volta avviata la procedura, viene spiegata con un'animazione sullo schermo. Il flusso di gas deve essere controllato periodicamente per garantire una saldatura ottimale.
Caricamento del filo

Per svolgere il filo in una torcia MIG/MAG senza consumare gas, seguire la procedura seguente:
1- premere a lungo il pulsante torcia senza rilasciare, in posizione di non saldatura.
2- Sullo schermo viene visualizzata automaticamente una procedura.
3- Il filo inizia a svolgersi. Per impostazione predefinita, 3m funziona a una velocità di 5m/min. È possibile modificare questi valori con la manopola.
Memorizzazione e richiamo dei job
Accessibilità grazie all'icona «JOB» dello schermo principale.
I parametri in uso sono automaticamente memorizzati e richiamati all'accensione successiva.
Oltre ai parametri in corso, è possibile salvare e richiamare le configurazioni chiamate «JOB»
I JOB sono 50. La memorizzazione si basa sui parametri di processo attuali e sulle impostazioni correnti.
Job
Questa modalità JOB permette la creazione, il salvataggio, il richiamo e la cancellazione dei JOB.
1- Salva con nome - Creare un job
Personalizzare il nome del Job premendo sulla manopola. Convalidare premendo il pulsante n°2.
Visualizzazione del Job in corso
In basso a destra dello schermo viene visualizzato il numero del Job.
Arresto del Job in corso
Per chiudere il Job in corso, l'utente deve tornare al menu Job e selezionare «Chiudi».
2- Aprire - Gestione dei Job
La schermata elenca i Job creati in precedenza.
Una pressione prolungata sul pulsante n. 1 cancella il lavoro attivo o tutti i lavori.
Premere brevemente il pulsante n. 1 per tornare al menu precedente
Premendo brevemente il pulsante n°2 è possibile visualizzare i dettagli di ciascuno dei lavori precedentemente creati.
Codici errore
La seguente tabella presenta una lista non esaustiva dei messaggi e codici di errore che possono apparire. Effettuare queste verifiche e controlli prima di ricorrere all'aiuto di un tecnico specializzato GYS autorizzato.

Se l'utilizzatore deve aprire il suo prodotto, è obbligatorio staccare l'alimentazione scollegando la presa di corrente elettrica e aspettare 2 minuti per sicurezza.
| Codici errore | Messaggi Soluzioni | |
| 001 | DIFETTO SOVRATENSIONE Verificare l'installazione elettrica | Fai controllare il tuo impianto elettrico da una persona autorizzata. |
| 002 | DIFETTO SOTTO-TENSIONE Verificare l'installazione elettrica | |
| 005 Difetto corrente di terra | Presenza di una corrente vagabonda. Verificare il cablaggio della parte accessoria di saldatura (torcia, pinza di massa, ecc) | |
| 010 | GENERATORE Protezione termica | Aspettare qualche minuto per il raffreddamento del generatore. Fare attenzione a non superare il ciclo di lavoro raccomandato per la corrente di saldatura utilizzata. Assicurarsi che le entrate e le uscite d'aria non siano ostruite. |
| 011 | Ventilatore Difetto ventilatore | Togliere l'alimentazione staccando la presa elettrica e verificare che la ventola non sia bloccata. |
| 012 | PULSANTE DI AVANZAMENTO Un pulsante torcia è premuto | Verificare che il pulsante della torcia MIG/MAG non sia bloccato. |
| 015 | MOTORE Impossibile raggiungere la velocità richiesta | Verificare la regolazione delle pressioni dei rulli del trainafilo. Verificare che il filo d'apporto non sia bloccato nella guaina della torcia. |
| 019 | Sovraccarica, Verificare le vostre regolazioni Premere e rilasciare il pulsante torcia per cancellare | Verificare le regolazioni del generatore e l'installazione (filo d'apporto, rulli, gas, torcia, ecc) Se il problema persiste, fare l'aggiornamneto (attraverso Planet GYS). |
| 020 | Problema di avviamento saldatura Verificare i vostri parametri di saldatura Premere e rilasciare il pulsante torcia per cancellare | Verificare le regolazioni del generatore e l'installazione (filo d'apporto, rulli, gas, torcia, ecc) Se il problema persiste, fare l'aggiornamneto (attraverso Planet GYS). |
| 024 | Sovraccarica USB Scollegare la vostra USB | Cambiare la chiavetta USB. |
| - | Un'errore di sistema interno è stato prodotto. Riavviare il prodotto | Attendere e poi riaccendere il prodotto. Se il problema persiste, fare l'aggiornamneto (attraverso Planet GYS) |
| - Memoria della macchina piena Eliminare dei Job per liberare lo spazio di stoccaggio interno. | ||
| - | Scheda %s non supportata Err %d Continuare lo stesso? | I dati della chiavetta USB sono danneggiati. Verificare i vostri dati |
| - Impossibile scrivere sulla chiavetta USB | Liberare spazio nella chiavetta USB Se il problema persiste, cambiare chiavetta USB. | |
Se un codice errore non epertoriato appare o nnel caso in cui il problema persista, contattare il vostro distributore.





