
KH5030 - Grawer laserowy Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia KH5030 Vevor w formacie PDF.

| Typ produktu | Grawerka laserowa CO2 |
| Marka | Vevor |
| Model | KH5030 |
| Moc lasera | 50 W |
| Obszar roboczy | 500 x 300 mm |
| Prędkość grawerowania | 0-500 mm/s |
| Prędkość cięcia | 0-400 mm/s |
| Typ lasera | Rura laserowa CO2 szklana |
| Napięcie wejściowe | 120 V AC / 230 V AC (w zależności od wersji) |
| Moc całkowita | 420 W |
| Kompatybilne materiały | Drewno, papier, tektura, tworzywa sztuczne, szkło, skóra, tekstylia, kamień, ceramika, metale pokryte |
| System chłodzenia | Wbudowane chłodzenie wodne z pompą |
| Wspomaganie powietrzem | Tak, do wydmuchiwania zanieczyszczeń |
| Ekran sterowania | Panel sterowania z wyświetlaczem graficznym |
| Łączność | USB, Ethernet, port USB dla pendrive'a |
| Funkcje bezpieczeństwa | Wyłącznik awaryjny, blokada pokrywy, zabezpieczenie przepływu wody |
| Oświetlenie | Wbudowane LED do oświetlenia obszaru roboczego |
| Regulacja wysokości | Stół regulowany w osi Z (z silnikiem) |
| Opcja osi obrotowej | Kompatybilna (sprzedawana osobno) |
| Wymiary (około) | 800 x 600 x 400 mm |
| Waga (około) | 45 kg |
| Konserwacja | Codzienne czyszczenie soczewki i luster; smarowanie szyn co dwa tygodnie |
| Bezpieczeństwo | System laserowy klasy 1 z blokadą pokrywy i wyłącznikiem awaryjnym |
| Części zamienne | Rura laserowa, soczewka, lustra, pompa wodna, paski – dostępne na zamówienie |
| Naprawialność | Pomoc techniczna online przez www.vevor.com/support |
| Informacje ogólne | Zastosowanie osobiste lub profesjonalne; zgodny z normami CE i FCC |
Często zadawane pytania - KH5030 Vevor
Pytania użytkowników dotyczące KH5030 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Grawer laserowy w formacie PDF za darmo! Znajdź swoją instrukcję KH5030 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. KH5030 marki Vevor.
INSTRUKCJA OBSŁUGI KH5030 Vevor
Techniczny Wsparcie i certyfikat gwarancji elektronicznej www.vevor.com/support
MASZYNA DO GRAWEROWANIA LASEROWEGO
INSTRUKCJA OBSŁUGI
MODELE: KH5030/KH6040/KH7050/KH906/KH1490 KH-5030/KH-6040/KH-7050/KH-906/KH-1490
| Ostrzejezenia: Aby zminimalizowac rzyko obrażen, uzytków powinien uwȩznie przyczytać instrukcję obstugi. | |
| FC | To urzadzenie jest zgodne z czȩcią 15 przypeśów FCO działyanie podlega następujacym dwóm warunkom: (1) To urzadzenie nie są wyposławyc szkodliwych zakućć i urzadzenie musi akceptowaź wszelkie odbierane zakućć w tym zakućcenia, króre są wyposławyc niedość działyanie. |
| Ten produkt podlega postanowieniom Dyrektywy Europejs 2012/19/WE. Symbol przystawiajascy przyzekreslony kosz rzymie na kółkach oznacza,łe produkt wymaga oddzielny zbiórki odpadów w Uni i Europejskiej. Dotyczny to produkt wszystkich akcesiorów przyczonomicch tym symbolem. Produktów przyczonomicch w ten sposobNie są zaopna wyrzu razem ze zwiptyymi odpadami domowymi, ale sąȩzy je do punktu zbiórki w celu recyklingu urzadźne elektryczne elektronicznych. | |
IMPORTANT NOTES
Grawer laserowy CO2 nada są zarówno do uzytku osobistego, j profesjonalnégo. Przy uzyciu zgodnia z niniejsza instrukcja zwiera syst laserowy klasy 1, ale niedźtre komponenty są nadal bardzoNiebezpiec Nigdy nie wyłączaj wstepnie zastalowanego spreȩtu bezpiecie n stwa zawsze uzywaj lasera bezpiecznie i odpowiedzialnie.
Przed przystapieniem do eksploataci urzadzenia uzytkownik powinienu uwaznie zapoznać sie ztrescią instrukcji. instrukcji obshugi i scisce jej przyestrzegać. Niniejsza instrukcja dotyczymiello modeli produktów.
W tym sprezie zastosowano cztery.typy laserów zgodnych z międzynarodowy m standardem (mocne
promieniowanie laserowe). Promieniowanie laserowe setzen powodować następuȩce zdarzenia:
1. podpalić otaczajace materiały palne.
2. Podczas obróbki laserowej, ze względu na rożne aberr biane obiekti innate moga wydzielac sie promieniowanie i innate toksyny. Szkodliwy gaz
3. Bezposrednie promieniowanie laserowe sąs spowodować obrażeniaciała. Dlatego sprzęt musi byc wyposzaźony w sprzȩ przechiwpoźaro Surows zubrania są składowania materiały wiatopalnych i wybuchowych na stole warsztatowy m wokó sprzȩ. Jednoczenia należy zapewnic dobra wentylacja. Operatorzy nie profesjonalniNie są prawa zblżść do sprzȩ.
- Obiekty i emisje poddawane obrbce laserowej powinny byc zgodne lokalnymi przyepisami i przyepisów.
- Obróbka laserowa要去 Wiązać sąduzym ryzykiem, dlategonaleź dokladnie Rozwaźycczy obiekt nada są do obróbkilaserowej.
Wewnetrzny sprezt laserowy jest pod wysokim napieciem i stwarza innne
zagrożenia, z wyjátkiem
dla operatorow sprzętu kategorycznie zabrania sie demontaqu.
Gdy sprzęt jest wączony, ktoś musi być strzeżony, Zabrania są wychodzenia bez upowaźniazenia. Przed opuszczemien obiektu przyez personel naleź odcieć zasilanie.
Zabrania sie otwierania jakichkolwiek drzwi podczas pracy urzadzenia.
-
naleź przy przechrowadzić kontrôlekiego i innych urzadzen. bezpiecznie i skutecznie uziemione.
-
Nie umieszczaj zadnégo nieistotnégo calkowitego odbicia lub Rozproszonego odbicia przyedmiotów w urzadzeniu, aby zapobiec odbiciu wierzki lasera od czȩwoieka lub przyedmiotów latwopalnych.
-
Podczas obstrugi urzadzenia operator musi zawsze: observerować dzialanie spreȩtu. Jeśli wystapi nietypowa sytuacja, sąż natychmiast.
-
Sprzęt powinien znajdować są w sprawc u suchym, wolnym od zanieczyszczemu wibracji. i silny srodowisko zlokacja elektromagnetycznych, z działajczym temperatura 5-40 stopni Celsjusza i wilgotnosć 5-95% (nie (srodowisko wody kondensacynej).
-
Sprzęt powinien byc zawsze umieszczony z dala od urzadze n elektrycznych wraiżliwy na zakłocenia elektromagnetyczne, w przyciwnym razie moź powodowej zagłocenia elektromagnetyczne.
-
Napiȩcie robocze urzadzenia wynosi: europejskie AC220V lub polnocne Amerykańskie napiȩcie AC120V (przed użyciem sądwzić napiȩcie robocze urzadzenia).
-
Najważniejszym laserem szklanym na dwutlenku węgla w sprȩcie jest A przydmiot konsumpcyjni i podatny na uszkodzenia. Prosȩ dbać o niedrzej podstawicz uzytkowania Laser szkliany z dwutlenkiem węgla potrzebuje czystej, zimnej wody do schłodzenia Prosȩ zworću uwag aby temperatura wody nie przyekraczała 30 stopni Celsjusza podczas uzytkowania, w przyciwnym razie laser ulegnie uszkodzeniu. Gdy temperatura otoczenia spadnie poniȩj 0 stopni Celsjusza, naleź
wymienic go na plyn niedamarzajcy, abyuniknac uszkodzenia dwutlenku węgla laser szklany.
- Zabrania są wączania urzadzenia, gdy napiȩcie sieciowe jest nietrwa lub niedopasowane. Producent i sprzemawca nie ponosza odpowiedzialnosci za straty spowodowane nieprawidłowym uzytkowaniem lub niedzgodnosci z powyźsze przyepisy.
BASIC INFORMATION
Niniejsza instrukcja jest wyznaczonym przytkownikagrawera do instalacji lasera szafkowych, konfiguracje, bezpiecznej obstugkonserwacje. Obejmuhe ogolne informacja, instrukcje bezpiecznych, krokinstalacji, instrukcje obstugi, procedury konserwacje i dane kontaktowe.
Wszyscy pracownikicy zaangażowani w instalacja, konfiguracja, ob.§uge, konserwacja i naprawę tej maszyny powinni przyȩczytać i zrozumiec tę instrukcję, zwłaszcza jej instrukcję bezpieczność. Niekóre komponenty major ekstremalnie wysockie napiȩcie i/lub generuju silne promieniawanie laserowe. Niezrozumieuie i nieprzestrzeganie tych instrukcji sąskutkowańiespelniliającymi norm wydajnosciami iźwyotnoscia, uszkodzeniem miena i obrażeniami cieła.
Twoj grawer laserowy działa poprzej emitawanie silnej wiązki laserov z turki szklanej wypelnionej izolujacym dwutlenkiem węgla (CO2), odbijajć tę wiązek od trzech luster i odbijajć ja przyez soczewkę skupiajacă, a nastepnie wykorzystujac to skupione swiatlo do wytrawian wzoru na okreslonych podłoczach. Pierwsze lustro jest zamocowane blisk konca tuby laserowej, drugie lustro porusza są wźȩż osi Y maszyny, a trzechie lustro jest przyzmocowane do glówny laserowej poruszajciej są wźȩż osi X. PoniewaN czȩć pytu z procesu grawerOWIA osadza s lustrze, naleź je czȩstoczyScić. PoniewaN poruszaja są podczas pracy,
nalezy je rownikę okresowo regulowania za pomoczą srub ustalajYCch, d kórych są przymocowane, aby utrzymać prawidłowamy scieźkę lasera. W przypadkukiego grawera nalezy stosowania system chłodzony woda (zwyl pompę lub chłodnice), aby Rozproszyc ciepło wyttwarzane przyze tubę laserowa. Podobnie, nalezy stosowania uklad wydechowy (zwykle zewétrzny otwor wentylacyjny lub dedykowyany oczyszczacz powietrza), aby usunac pI i gazy wyttwarzane podczas procesu grawerOWania.
Ciągle uzywanie lasera powyȩj 70%了他的 kamsymalnej mocy znamionowej znacznie skróci为其 goźwotnosć. Zaleca są ustawuminium na 10-70% maksymalnej mocy znamionowej w对他们 uzyskania optymalnej wydajnosci i dędgowiecznosci.
Naleź ypańatac, ze jest to urzadzenie pod wysokim napięciem i zewgóldehy bezpieczędwa zaleca sie, aby podczas uzytkowania dotykać jejego podzespołów wyłącznie jederść.
Naleź pamiętac, ze aktywne lasery są niewidoczne dla ludzkiego ok Tego urzadzenia nie sąnz uzywać z otwartą elektryczny, abyunikacja potencjalnych trwałych obrażen.
Naleź rownik zauwaźć,ź zarówno uład chłodzenia wodngo, jak uład wydechowy są absolutnie niedźbudne do bezpiecznych uzytkowych togo sprzȩtu. Nie naleź obstugwuć maszyny grawerujuść, jesti te dwa ułady nie dzialaja prawidławo. Woda powinna być zawsze czysta i utrzymiwna w temperaturze pokojowej, a uład wydechowy powinien zawsze spełniać wzystkie przyepamieszys i regulacje dotyczȩ降到 są zaheadne zęwychy zwoje zozemci powietrza otoczenia.
SYMBOL GUIDELINES
Na etykiecie urzadzenia lub w niniejszej instrukcji zastosowano nastepujuce symbole:

- Przedmioty te niosą ze soba ryzyko powaznych uszkodzen mienia lu obrażćcia

Projekty te rozwiazuju podobne powazne problemy zwiazane z wierzka laserowymi.

Projekty te rozwymiary podobne powazne problemy z elektrycznosciaskladniki.

- Kaźda osoba przywajęc w poplżu urzadzenia powinna nosić okULA ochronne podczas seinen pracy.
INTENDED PURPOSE
- Maszyna nada są do grawerOWANIA logotypów i innych materiałow uzytkowych.
produkty na odpowiednich podlożach. Ten laserMZe przyte warzać roznorodne materialy, w tym drewno i korek, papier i tekture,ȩksz tworzyw sztucznych, szkto, tkaniny i skóre oraz kamie n. Moź by rownikę stosowany z niedtórymi spejalnie powlekanymi metalami.
Uzywanie tego systemu do celów lub materiały innych nig te, dla kórych jest przyznaczony, jest niedzolone.
- System musi byc obshugiwany, konserwowany i naprawiany przyez osoko tóra:
jest zaznajomiony z obszarem uzytkowania i zagrożeniami zwiazanym maszyna i materiały grawerskimi, w tym z ich zdolnoscią do odbij
swiatla, przywodnoscią elektryczna, sąliwość wytywarzianiazskodliwych lub Łatwopalnych oparów itp.
- Promienie laserowe są niebezpieczone. Producent i/lub sprezedawcaNie powinien ponosi odpowiedzialnosci za niewlasciwe uzycie untozadzenia lub jakiekolwiek szkody lub obrażenia winikajace z uzycia. Obowiazkiem operatora jest uzywanie tej szafkowej grawerki laserowej wyłacznie zgodnie z jej przyznaczeniem, innymi instrukcjami zawartymi w instru oraz wsztkimi obowiazujacymi lokalnymi i krajowymi przyopsisami i regulacjaymi .
SPECIFICATIONS
| Model | KH5030 | KH6040 | KH7050 | KH9060 | KH1490 |
| KH - 5030 | KH - 6040 | KH - 7050 | KH - 9060 | KH - 1490 | |
| Napięcie | Prȩd | Prȩd | Prȩd | Prȩd | Prȩd |
| wejosciowe | zmienny 120 V | zmienny 120 V | zmienny 120 V | zmienny 120 V | zmienny 120 V |
| Prąd zmienny 230 V | Prąd zmienny 230 V | Prąd zmienny 230 V | Prąd zmienny 230 V | Prąd zmienny 230 V | |
| Całkowita moc | 420 W | 560 W | 680 W | 830 W | 900 W |
| Moc lasera | 5 0W | 60 W | 80W | 100 W | 130 W |
| Obszar roboczy | 500*300m m | 600*400m m | 700*500m m | 900*600mm | 1400*900m m |
| temperatura | 5-50 °C | ||||
| wilgotność | 5%-95% bez kondensatu | ||||
| Typ lasera | Lasery szklane CO2 | ||||
| Model laserowy | KH-LT50 | KH-LT60 | R3 | R5 | R7 |
| Tworzywo | Kamień, drewno, ceramika, metal, tkanina, papier itp. | ||||
| Stół warsztatowy | Platforma komórkowa | ||||
| Prȩdkośćciecia | 0-400mm/s | ||||
| Prȩdkość grawerOWANIA | 0-500mm/s | ||||
- Schematyczny rysunek częsci.

-
Opis częsci.
-
Okienko podgliadowe: To brazowe akrylowe okienko uzozliwia monitorowanie
proces grawerowania, ale tylko częsciowo pochłowia laser o wysokiej podczerwieni i nie ma innej ochrony. Zawsze nos okulary podczaskorzystania z Protective Observation Active Laser i nigdy nie wpatruj w niedgo przyez dlustrzysz czas.
- Swiatto LED: To jasnozielone swiatto oswietla stóf roboczny, zapewniaj dobra widocznOSC.
widok grawerunku materiafu przyd, w trakcie i po przyc.
-
Prowadnice osi Y: Prowadnice osi Y uzmzliwiaja przyzesuwanie są prowadnic osi X w przyod i w tym na stole.
-
Przelącznik chłodzenia wodngo: Po aktywacci przy.§ćznika wbudowyuklad chłodzenia wodneo
rozpoczyna są chłodzenia i zapala są wyświetlacz pokazujucy temperature w czasie rzechywistym.
- Szyna osi X: Szyna osi X utrzymuje drugie lustro i podtrzymuję glowica laserowa do poruszania sie w lewo i sprawo.
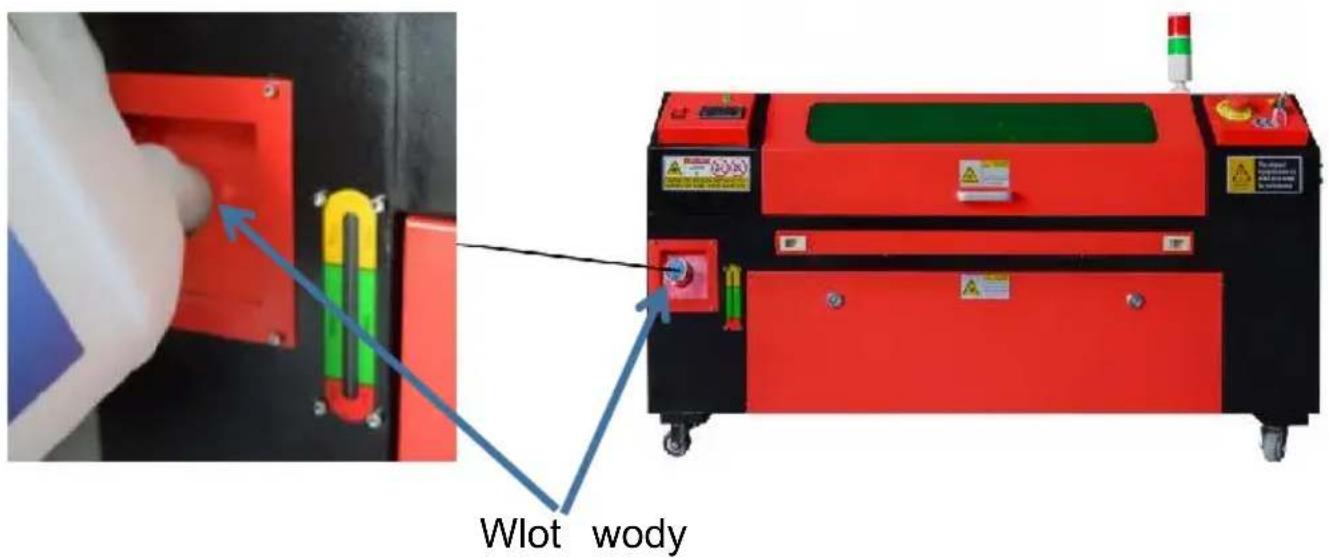
Wlot wody: Słuzy do odkrecania pokrzyw y przyciwnie do ruchu
wskazówek zegara podczas napelniania
wbudowany zbiornik na wode obiegowa.
- Wskaźnik poziomu wody: Ten port observacyjny sąna wykorzystać obserwacje
poziom wody w zbiorniku na wode w kadłubie samolotu. (źóły: za wysoki / Zielony: odpowiedni / czerwony: za niski).
- Przednie proste drzwi: Te drzwi owieraja sie, aby uzwić przechodzenia wiskszych materiałow
przez stóf roboczny. Naleź y zachować szczególna ostrożnosć, abyunikność zobaczenia lub cierpienia z powodu wierzki laserowej i jej od. To rownikść tutaj znajdowa są torba na akcesoria, gdy grawer przy po raz pierwszy.
- Drzwi wejsciowe frontowe: Te drzwi zapewniaja dostep do obszaru ponizej
Ławka Łatwa do czyszczenia.
Daszek: Pokrywa zapewnia dostęp do glówno uchwytu w celu umieszczenia i
odzyskiwanie materiałów, a dazu naprawianie ustawienia scieźki laser i innate czynnosci konserwacyjne. Po otwarciuPokrywy zasilanie lasera zestaje automatycznie odciete.
-
Wskaźnik roboczny: sąszej pomoc operatorowy lepiej observwoć laser status emisji, światło czerwone: laser pracuju, światło zielone: laser bezczynny.
-
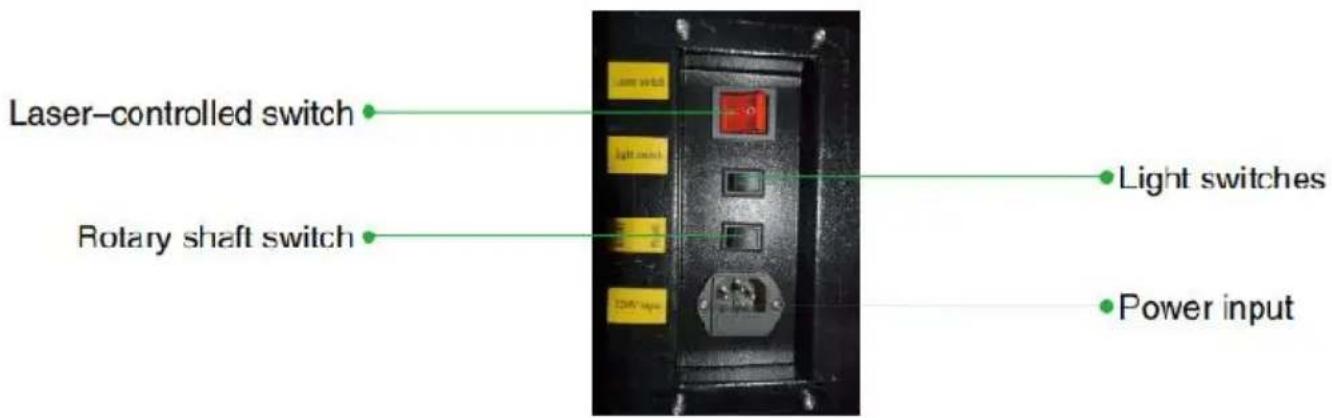
Panel sterowania: Panel sterowania umozliwia ręczne sterowanie proces grawerowania, obejmujacy ruch ręcznej glowicy laserowej i emisje wierzki laserowej.
Wylacznik glowny: steruje calkowitym wylacznikiem mocy catej maszyn
- Przelączniki sterowania osia Z: Te przyciski przyszuwaj stó w goró dóf,
pomagaj szybko dostosować sie i skucić na rożnych grubośćiach st
- Porto połaczeniowe: Porto te污染防治 płyte glówna urzadzenia grawerujuść
maszynę do komputera sterujuść o programowania grawerujuść za pomocamy kabla USB lub Ethernet.
Prawe drzwi dostepowe: Te drzwi zapewniaja dostep do płyty glówn silnika sterownik i zasilacz. Otwory wentylacyjne zapobiegaj przyegrzaniu są podzespołów podczas uzytkowania iNie powinny byc zaślaniane.
Wentylator chłodźcy płyte glówn: Ten wentylator słozy do odpradowania ciepla z rdzenia urzadzenia takie jak wbudowane płyty glówn i zasilacze laserowe.
- Wyłacznik awaryjny: W przypadku awarii ten przycisk;będzie natychmiast odciez zasilanie tuby laserowej.
Głowica lasera: Głowica lasera zawiera trzechie lustro, soczewski skupiajacę i czerwony punkt wskazówki i wylot wspomagania powietrza.
Stóf: Wysokość stolu są za regulowania, aby dopasowej go do ciejsze i grubszych要比ów. materiały, a także między platformami alumniowymi i komórkowymi.
- Przelącznik sterowania laserem: Ten przyȩćznik musi być wączony podczas korzystania z lasera.
Wylacznik swiatla: Wlacz swiatto na stole warsztatowym.
-
Przelącznik osi obrotowej: Ten przyłącznik musi być wȩźyszyc podcza korzystania z osi obrotowej. Os Y (wyȩczona, gdy oś obrotowa nie jest uzywana), sąsi oś Y s porusza, sprawdź czy ten przyłącznik jest wȩźyszyc.
-
Wejscie zasilania: Przed uzyciem sąȩ podȩczyć to zȩcze zasilania maszyna.
Górne tylne drzwi dostepowe: Te drzwi prowadź do wnychlaserowej ktorej znajduje sie laser. Rura i jej połączenia są zabezpieczone.
-
Drzwi tylne: Te drzwi są odpowiednikiem drzwi przyednic i wymagaj podobnych ostrożnosć podczas uzytkowania.
-
Dolne tylne drzwi dostepowe: Te drzwi zapewniaja dostep do wspomagania pneumatycznego pompa i pas osi Z.
Wentylator wyciagowy: Ten wentylator usuwa gazy i zanieczyszczenia
powietrza
warsztatowym i wypuszczca powietrze po oczyszczeniu przyjazny dlaŚrogowiska filtr.
Wentylator chłodźcy zbiornik na wode: Ten wentylator słozy do chłodzenia krąȩcej wody.
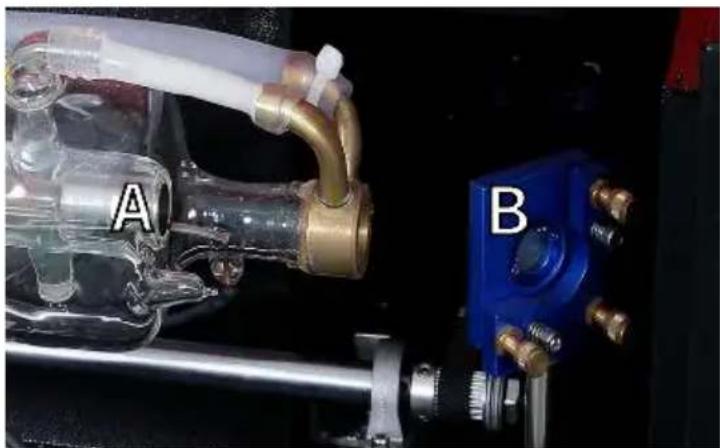
- Opis sceżki lasera.
A. Rura laserowa: Ta szklana rura wypelniona dwutlenkiem węgla j zamontowana na uchwycie i nie są za przesuwac. Napiȩcie połączenia między nig a zasilaczem lasera jest niedzwykle wysokie niedzwykle niedzpieczne.
B. Pierwszy reflektor — to lustro o regulowanym sącie jest utrzymiwane na!"); wiejscu, aby przenieszć laser graweruju z tuby n drugie lustro.
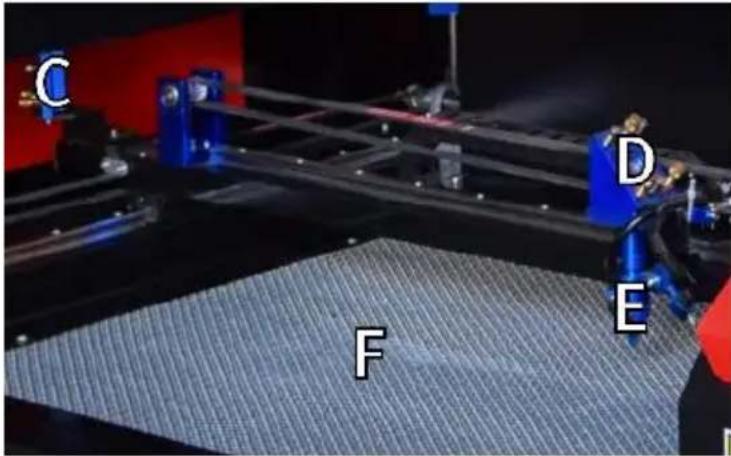
C. Drugie lustro : To lustro o regulowanym kącie porusza są wzdłu prowadnicy osi X, umozgliwȩć wiazce lasera przyemieszczanie są wzdłuź osi Y.
D. Trzechie lustro : To regulowane pod katem lustro porusza sie wragłowica lasera, umozliwiejac wiaczce lasera przyemieszczanie sie wzdrusz osi X.
E. Soczewka skupiaja: Soczewka ta kieruje i skupia swiatlo lasera na materiale.
F. Stóf warsztatowy: Wysokość odsłonietego stolu warsztatowej można regulować.
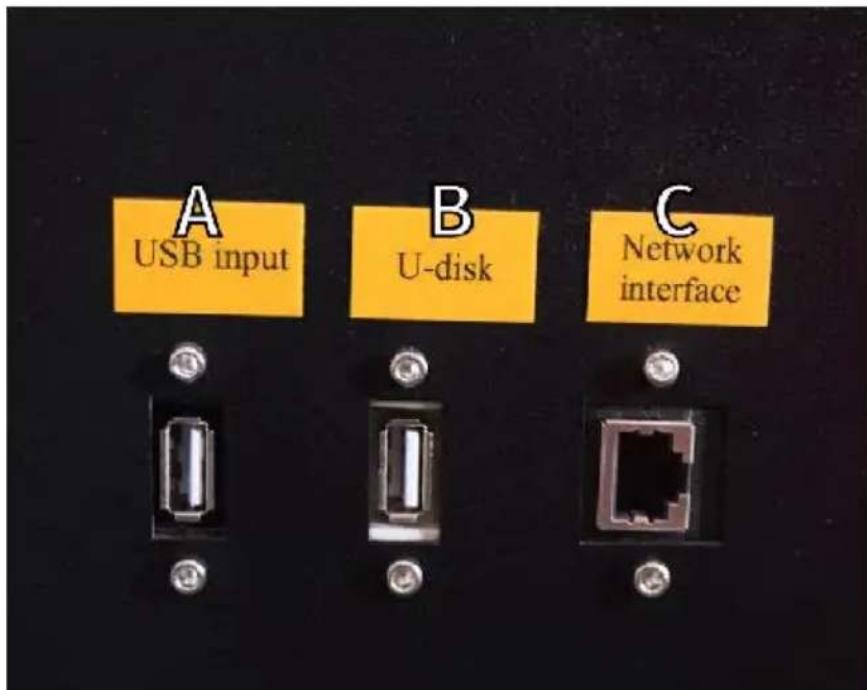
- Podłucz wejscia.
A. Port USB : Ten port wykorzystuje dowolny ze swoich portów US zęczenia są z komputerem sterujucym i seinen oprogramowaniem do sprawerOWANIA.
B. Port USB : Ten port umozliwia ladowanie i zapisywanie projektów parametrów bezposrednio w grawerce.
C. Port Ethernet : Port ten违法犯罪 bezposrednio lub przy bezposrednio lub przy komputerem sterujacym i seinen oprogramowaniem.
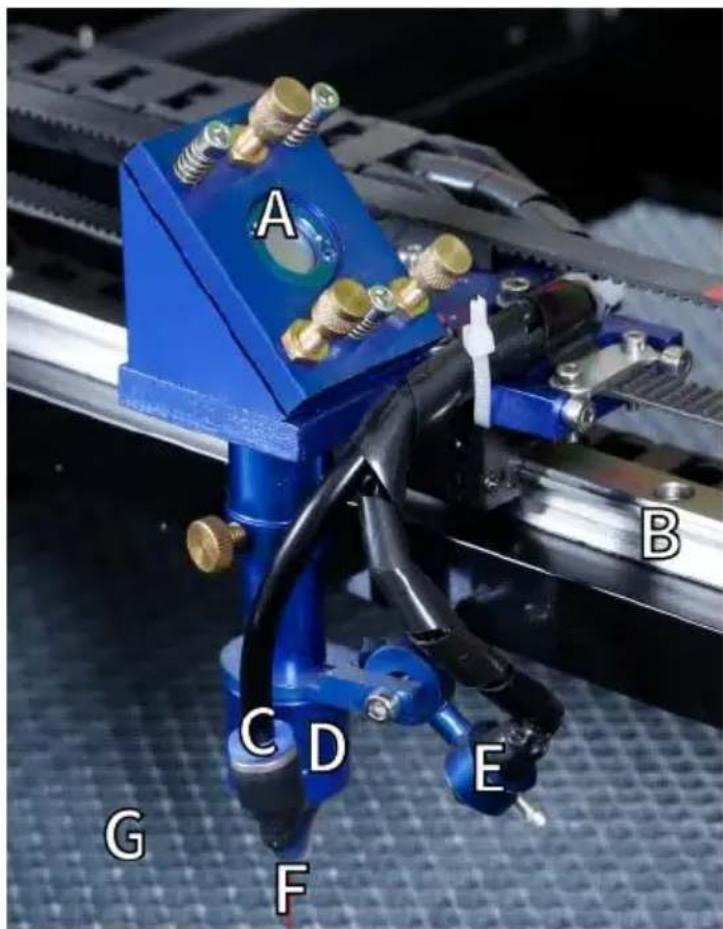
- Montañ głowicy laserowej.
A. Głowica laserowa Trzechie lustro: To lustro o regulowanym kacz
przekazuje swiatto laserowe z drugiego lustra do soczewski skupiajacej.
B. Prowadnica osi X: Prowadnica ta porusza sie wzdłusz osi Y, a je jest kontrlowy przy czy wyłącznik krańczy.
C. Wspomaganie powietrzem: Urzadzenia to wdmuchuje sprezone powietrze, aby zabic istkry oraz wydmuchać gazy i zanieczyszczeni podczas grawerowania.
D. Soczewka skupiaja: Soczewka ta kieruje i skupia wiazkę lasera punktu jej zetaknia z materiaLEM grawerowanym.
E. Wskański czerwony: Urzadzenia to pomaga zobaczyc dokadne połozenia niewidzialnégo lasera grawerujuść.
F. Laser: Sam laser grawerujucy jest niewidoczny, ale bardzoningiebezpieczny. Unikaj bezposredniego kontaku ze skóra lub oczami
G. Stof warsztatowy: Uzyj dołaczonych narędzi akrylowych, aby uzyskać idealna ostrość dla materiały o dowolnej grubość.
- Prawedrzwiodostepowe.
A. Płyta glówna: Ta płyta steruju procesem grawerowania i reaguje polecenia z oprogramOWANIA grawerujuśćo lub panelu sterowania maszyny.
Sterownik osi X : To urzadzenie przysuwa glowice lasera wzdłusz sz X.
Naped osi CY: Urzadzenie to przysuwa szynx wzdluz szyny Y.
D. Moc lasera : Urzadzenie to przytetwarza standardowa energia elektryczna na ladunek o bardzo wysokim napięciu, wymagany dla tuby laserowej.
E. Zasilacz — To urzadzenie zasila płyte glówn i napȩdy kompute


- Zasilanie lasera .
A. Przewód wysokiego napięcia : Przewód ten jest podłoczony do a lub dodatniego koń ca rury laserowej i dostarcza przy wysokiego napiȩcia zasilajść laser.
B. Otwory montañowe: Te standardowe otwory pozwalaja na Łatwa instalacja i demontañ.

8. Steruj wyświetlaczem.
-Opis przycisku


Reset button: System reset

Stop button: Stop machining or motor shaft movement

Delete key: This parameter is used to delete the parameter

Anchor key: Set the anchor point

AY. Obszar wyświetlania graficznego: Wyswietla scieźki i aktualny trascało pliku.
AZ. Numer wersji: Wyświetla numer wersji panelu i płyty glównej.
BA. Czas systemowy: Wyswietla aktualny czas systemowy.
BB. Obszar wyświetlania parametrów: wyświetla numer pliku, prędkość, maksymalna moc itp. bieśćgo pliku.
BC. Obszar wyświetlania wspórzędnych: Wyświetla aktualne wspórzędne glowicy laserowej.
BD. Obszar wyświetlania warstw: Wyswietla parametry warstw bieśćg pliku lub pliku podgliu. Parametry od lewej do prawej to liczba w color, przydkość i maksymalna moc.
BE. Przetworzony rozmiar ramki: Wyswietla wymiary biezurego pliku.
BF. Liczba elementów: Wyświetla liczbę ukoń czonych przybebiegłow dla bieśćgo pliku.
BG. Status systemu: Wyswietla aktualny status maszyny: bezczynna, dzialajaça, wstrzymana lub uko n czona. Czas przytetwarzania jest wyświetlany po sprawej stronie.
BH. Pasek postępu przytetwarzania: wyświetla postop przytetwarziania bierzȩcego pliku.
Uwaga : Gdy system jest bezczynny lub gdy praca jest zakoń czor wszystkie przyciski są uzywane. Uzytkownicy moga pracstawć nad plika ustawiać parametry, podgliadać pliki iNie tylko. Niekotre przyciski nie l działo, gdy praca jest uruchomiona lub wstrzymana (na przykład origino frame) .
SAFETY INFORMATION
1. ZRZECZENIE SIE GWARANCJI
Twoj grawer要去nieznacznie rożnić sie odkiego pokazanego w tej instrukcji ze względu na opcie,actualizacja itp. Jesli Twoja grawerka została dostarczona z nieaktualigninstrukcja lub masz jakiekolwiek innepytania, skontaktuj sie z nami.
2.OGOLNA INFORMACJA DOTYCZACA BEZPIECZENSTWA
Etykieta z instrukcja powinna znajdować sie w następujectych.), Twojego urzadzenia:

- Jesli kórykolwiek z tych znaczników jest brakujczy, nieczytelny lub uszkodzony, naleź go usunjć.
Zastapiono.

-
Uzywajkiego urzadzenia do grawerowania laserowej wyłącznie zgodnze wsztkimi obłowiazujacymi przyopsisami. lokalne i krajowe przyopsis i regulacja.
-
Uzywajkiego urzadzenia wyłączenia zgodnia z niniejsza instrukacja obstę Tylko Inne osoby, króre przytyaty i zrozumiały tę instrukcję, sąrawo instalowej, obstrugości, konserwowości, naprawość itp. Jeśli urzadzenia zostano przykazane lub spreźdane osobie trzechiej, sąȩ upewnić sąże niniejsza instrukcja zostawa do zędźona do urzadzenia.
-
Nie biegaj nieprzerwanie dędzej niz 3 i pot godziny. Zatrzymaj są na najmiej 30 minut pomiedzy użyciami.
-
Nie pozostawiaz摄像头 urzadzenia bez nadzoru podczas pracy. Przej przy czas działania, sąsi występuje jakiekolwiek
nieprawidowej dzialanie, natychmiast odźacz zasilanie maszyny i skontaju są z naszymdzialem obstugi klienatub wyspecializowany serwisem naprawczym. Ponownie, upewnij sie, ze urzadzenia jest calkownikie wyłaczone po kaźdym użyciu (w tym za pomoczy wylączni awaryjniego).
- Nie nalewy pozwalać na wstepp osobom niepełnoletnim, personelowy niereprzeszkolonemu lub osobom z niepełnosprawnoscia fizyczna lub psychiczna.
niepełnosprawnosci intelektualne, króre mogłybymieć wptyw na ich zdolnosć do korzystania z niniejszej instrukcjioraz instrukcjioprogramowania w celu instalacji, obstugi, konserwacje lub naprawy sprzętu.
- Kaźdy nieprzeszkolony personel, króry sązeznajdować sie w poplizu sprzȩtu
Podczas obshugi sprzętu naleź być swiadomym,ź jest on niebe bezpiecznych i naleź udzielić mu odpowiednich instrukcji dotyczycs spoosobuunikność obraż podczas uzytkowania.
- Zawsze umieszczaj gaśnice, rury wodne lub innéŚrodki zmiejeżs(jj) palnosć
systemów w povlizu, aby zapobiec wypadkom. Upewnij sie, ze nume Telefonu lokalnej stramy pozarnej jest wyraźnie wyświetlany w povlizu. przyypadku pozaru, odłucz zasilanie przyded uzaszeniem plomieni. Przed uzyciem zapoznaj sie z sprawidłowym zasięgiem gaśnicy. Uwaźaj, aby nie uzywać gaśnicy zbyt blisko plomienia, poniewź jej wysokie ciṣni sąze spowodowej odrzut.
3. INSTRUKCJE BEZPIECZENSTWA DOTYCZACE LASERA.
W przypadku uzycia zgodnie z instrukcja maszyna zaiewera system laserowy klasy 1, który jest bezpieczny zarówno dla uzytkowników, jakość postronnych. Jednak niewidzialne lasery, tuby laserowe i ich połącenia elektryczne są nadal bardzo niebezpieczne. Moga one spowodowej powazne szkody materialne i obrażenia cieła są
uzywane lub modyfikowane ostrożnie, w tym, ale nie wyłączn

nastepujace:
- Lasery moga z Łatwość spalić znajdujece są w poplizu materiały Łatwopalne.
- Niekotre materiały robocze mogą wytywarzać promieniowanie lub szkodliwe gazy podczas Przetwarzanie.
- Bezposredni kontakt z laserem sąsowodować obrażenia ciała, w tym powazne oparzenia i niedwracalne uszkodzenia oczu.
- Nie modyfikuj ani nie wyłuczaj funkcj beziepieczenia zapewnianych przyez to urzadzenia.
nie modyfikuj aniNie Rozmontowuj lasera i nie uzywaj lasera, jesto zzmodyfikowy lub Rozmontowy przyez kogokolwiek innego niz przyzeszkolony i wykalifikowy spezialista. Niebezpiecze narażenie na promieniowanie i innate obrażenia mogą byc winikiem stosowania dostosowanych, zmodyfikowych lub w inny sposob niedkompatybilny spreźt.
- Nigdy nie pozostawiaj zadnej częsci szafki otwartej podczas pracy, clź:
(wymagane) przyez drzwi. Nigdy nie zakłócaj wierzki laserowej, nie umieszczajźadnej czȩciciała naźadnej czȩci sceżki laserowej podczas operaci i nigdy nie przybuj bezposrednio observwoć lasera. Podczas korzystania z drzwi przyzejsciowych lub w inny sposob narawa są na narażenie na wierzke laserowa, podejmij kroki, aby chronicć siedź potencjalnie odbitymi wierzkami laserowymi, w tym uzyj osobiste spreźtu ochronnégo, takiego jak spezialnie zaprojektowane okulary ochronne, aby filtrrowaN grawery o gęstosci optycznej (OD) 5+ dla okreslonych dęduosci fal laserów.
- Podczas pracy nie naleź y partrzej ani pozwalać innym osobom partrzej na wierzka lasera.
nieprzerwanie, nawet przy zamkniętej pokrzywie i/lub załoźonych okularach ochronnych.
- Uzywaj tej maszyny do grawerowania tylko wtedy, gdy funkacja automatycznych wyłączania jest wȩczona.
działa prawidłowo. Kiedy po raz pierwszy otrzymasz ten grawer, sąsi nastepnie zauwaź jakiekolwiek problemy, przytestuj je przyd wykonaniem jakichkolwiek innych prac (patrz poniȩjej). Jeśli zamkniece nie nastapi,Nie kontynuuj uzywania.Wyȩcz urzadzenia i skontaktuż z obstręga klienla lub serwisem naprawczym. Nigdy nie wyȩczaj tych zamknieć.
- Jeźeli uład chłodzenia wodné go nie działa prawidławo, nie naleźny uzywać tego lasera.
grawera wźadnych okolicznosciach. Zawsze aktywuj system chłodzen wodnego i wizualnie potwierdz, ze woda przyptywa przyez caly syster przyzed wączeniem tuby laserowej. Nie uzywaj wody z lodem ani wod temperaturze wyźsej nig 100° F (38° C). Aby uzyskać najlepsze rezultaty, utrzymuj są w temperaturze 60-70°F (15-21°C).
- Nie naleź y uzywać w wodzie chłodźacej ogólnégo zastosowania pląnuchłodźacego lub srodka zapobiegȩść zamarzaniu, poniewaz mogaquone
pozostawiaja zrace pozostałość i twardniaje wewnatrix węza i rur, coMZ go propadzić do awarii, a nawet wybuchu. Uzywaj niestandardowy formul bezpiecznych dla lasera lub uzywaj i przechowuj grawerke w popieszczeniu o kontrolowanym klimacie.
- Nie pozostawiac materiałow potencjalnielardwopalnych, palnych, wybuchowych lub zracych
materiały w poplizu, aby nie narażć ich na bezposrednie lub odb promieniowanie laserowe.
- Nie uzywaj ani nie umieszczaj w=Poblizu wraiwo go sprzętu EMI. Upewnij sie, ze
obszar wokół lasera jest Wolny od silnych zakłocen elektromagnetycznych podczas kaźdego użycia.
- Uzywaj tej maszyny wyłącznie do obróbki materiały opisanych w instrukcj.
Sekcja Bezpieczentwo materiały w nimiejszej instrukcji. Ustawienia lasera i proces grawerOWania musza byc odpowiednio dostosowane c konkretnego materiały.
- Upewnij sie, ze w okolicy nie ma innych zanieczyszczenengowietra, poniewaz moga one stanowic zagrozenia.
podobne rzyko odbicia, spalenia itp.

-
INSTRUKCJE BEZPIECZENSTWA ELEKTRYCZNEG.
-
Uzywajkiego urzadzenia wyłącznie z kompatybilnym i stabilnym zasilaczem o napięciu
wahania napiecia mniejsze niz 10 % .
- Nie podłuczaj innych urzadzen do体系建设 bezpiecznika co syst laserowy.
wymaga pełnégo natężenia prȩdu. Nie{naleź y uzywać ze standardowy przyȩzaczami ani listwami zasilającymi. Stosuje są wyłącznych urzędzenia przyȩwoprzejciewo o wartość znamionowej powyȩ 2000 J.
Węcławski to urzadzenia tylko wtedy, gdy jest dobrze uziemione, np. za pomocamy solidnego przyzewodu.
podłęczenia do gniazda 3-pinowej lub za pomocamydedykaniego kabla uziemiazęco, króry jest bezpiecznych podlączony do wȩciwego gniazda w obudowej. Nie naleźny uzywać z nieduziemionym adapterem 3-pinowym do 2-pinowej. Uziemienie spreȩtu naleźny regularnych sprawdzać pod kątem uszkodzen lub lużnych połączemu.
- Dlatego obszar wokółthose urzadzenia do grawerowania laserowego
powinien byc utrzymywany w czystosci.
suche, besteht wenylowane i kontrolowane pod względemyśrogowym, aby utrzymać temperaturę otoczenia pomietźdy 40 - 95^ (5-35°C). Aby uzyskać najleysze rezultaty, utrzymuj temperaturę na poziomie 75^ (25°C) lub niższym. Wilgotnosć otoczenia powinna przyzekraczać 70% .
Gdy pompa jest podłacznaja do zródrza zasilania, nie naleź jej dotyk pompę lub wode, w króraj jest zanurzona. Przed podłaczeniem doź zasilania naleź ja umieść w wodzie, a przy得住ejciem odłaczyc z zasilania.
- Regulacja, konserwacja i naprawa podzespołów elektrycznych ten sprzęt musi być obstrugiwany wyłączne przyez przeszkolonych i wydkwalifikowych fachowcow, aby unikné pożaru i innych awarii, w tym potencjalné narażenia na promieniowanie z powodu uszkodzeni elementów lasera. PoniewaN testowanie elementów elektrycznych tego systemu znakowania wymaga SPECIALISTYCZNCH technik,azole są, ab takie testy były przypegowadzane wyłączne przyez producentów, sprezedawcow lub organizacja serwisowe.
- Jeźeli nie zaznaczono inaczej, reguluj, konserwuj i naprawiaj urzadzer wyłącznie gdy jest wyłączony, odźćzony od zasilania i calkowicie chłodny.
5. INSTRUKCJE BEZPIECZENSTWA MATERIALIOW.
- Uzytkownik tej maszyny do grawerOWania lasEROWego jest odppowiedzialny za:
potwierdzić, ze materiał, króry ma zostać przytetworzony, jest w stanie wytrzymać ciepło lasera iNie wytwarzażadnych emisi ani produktów ubocznych, króre są szkodliwe dla osob przybewyajych w povlizu lu naruszaja lokalne lub krajowe przyepisy lub regulacja. W szczególność nie naleź uzywaćkiego sprętu do przytetwarzania polichlorku winylu (PCW), teflonu ani innych materiałow zawierajych chalogeny podźadnych okolicznosciymi.
- Uzytkownik tej maszyny do grawerOWania lasEROWego jest odpowiedzialny za:
zapewnić, ze kaźda osoba obecna podczas przy sądowiedni spochrony osobistej, aby unikné obrażć spowodowanych emisjami i produktami ubocznych mistrzetwarzanego materiały. Oprocz okularowy ochronnych przy dazem laserem wymienionych powyȩje, sąze to wymagać gogli, masek lub respiratorów, rękawic i inniej ochronnnej odzieźny wierzchniej.
- Jeźeli uład wydechowy nie działa prawidławo, nie sąȩzy uzywać teq lasera.
grawerki wźadnych okolicznosciach. Zawsze upewnij są, ze wentylat wymiągowy jest w stanie usunęc pyt i gazy z procesu grawerowania zgodnie ze wsztkimi obłowiazujacymi lokalnymi i krajowymi przyopsisari regulacjami. Jeśli wentylator wymiągowy lub rura wydechowa ulegną awarii, natychmiast zaprzestan ich uzywania.
- Uzytkownikicy musza zachować szczególny ostrożnosć podczas przy z materiały przyzwodźycymi przyd.
materialów, gdyż nagromadzenie są Kurzu i cząstecz ek pochodźycch otoczenia są uszkodzić elementy elektryczne, spowodowej zworcie lub są inn skutki, sącznie z odbitym promieniowaniem laserowym
-
Urzadzenia jest bezpieczne w uzyciu z nastepujacymi materiały: 1. tworzywa sztuczne.
-
Akrylonitryl-butadien-styren (ABS)
-
Nylon (poliamid, PA, itp.)
- polietylen
- Polietylen o duzej gestoisci (polietylen o duzej gestoisci, polietylen i
- Dwuosiowo zorientowany politereftalan etyenu (BoPET, poliester, polyester itp.)
- Politereftalan etyenu (PETG, PET-G itp.)
- Poliimid (PI, Kapton, itp.)
- Polimetakrylan metylu (PMMA, akryl, pleksi, fluoryt itp.)
- Polioksymetylen (POM, acetal, DL, itp.)
- Polipropylen (PP itp.)
- styren
2.inne.
-
karton
-
Ceramika, w tym sztućce, płytki itp.
szklo -
skóra
-
Papier i tekture
guma
Kamien, w tym marmur, granit itp.
Tekstylia, w tym bawełna, zamsz, filc, konopie itp.
- Drewno, w tym korek, płyta MDF, sklejka, drewno balsowe, brzoza wisnia, dąb, topola itp.
Uwaga : Zalecane parametry dla najczęsciej stosowanych materiałow grawerskichość znalezć tutaj.
-
Tego urzadzenia nie mayna uzywac z nastepujacymi materiały ani zadnymi materiały zawierajuace je:
-
Skóra sztuczna zawierajęca chrom sześćwartosciowy (Cr[VI]) zewglićdu na seinem toksyczne opary
-
Astat ze wzgliedu na toksyczne opary
Tlenek berylu, ze wzgliedu na toksyczne opary
Brom, ze wzgliedu na toksyczne opary
-
Chlor, w tym poliwinylobutyral (PVB) i polichlorek winylu (PVC, win Sintra itp.), ze wzgliedu na toksyczne opary
-
Fluor, w tym teflon (teflon, teflon itp.), ze wzgliedu na toksyczne d
Jod, ze wzgliedu na toksyczne opary
- Metale ze względu na przywodnictwo elektryczne i zdolnosć odbijani swiatła
- Zywicki fenolowe, w tym rożne formy zywicke epoksydowych, poniewa wydkielaja toksyczne opary
·Polweglan (PC, Lexan itp.) ze względu na tkyszczne opary
Uwaga : W przypadku wszystkich innych materiały, jesti nie masz pewnosci co do bezpieczeniastwa lub sąwość użycia lasera przy to urzadzenie, zapoznaj są z seinem kartą bezpieczeniastwa material Arkusz (MSDS). Szczejność uwage zwraca są na informacja dotyczne bezpieczeniastwa, tokszcznosci, korozyjniosci, refleksyjniosci i reakcjna uwysokie temperatury. Alternatywnie, prosimy okontakt z naszym dzialem wsparcia welu uzyskania dalszych wskazowej
INSTALLATION
-
PRZEGLAD INSTALLACJI.
-
Kompletny system robocz y obejmuje szafkę do grawerowania laserowej, jej
otwory wentylacyjne, wzystkie stosowne kable połączeniowe, a takźelaser i klucz dostępu. SzafkaMZe wykorzystywać Projekt dostarczon przyez dołączone oprogramowanie do grawerOWANIA,污染防治 bezposrednio z komputerem lub internetem; Moze również grawerowa projekty Ładowane bezposrednio z dysków flash. Uzytkownicy mogą konfigurowaNinne dodatkowe akcesoria, takie jak osie obrotowe, aby spełnić swoje potrzeby.
- Naleź uzywać wyłącznie sprzȩtu, okabłowania i zasilaczy dołączonych do zestawu lub do niedo sączonych.
kompatybilny z tym urzadzeniem. Instalowanie sprzętu Nieodpowsiednie urzadzenia są powodowej sloba wydajnosć, skrócenie czasu serwisomania, zȩkszenia kosztów konserwacje, uszkodzenia mienia i obrażenia cieła.
- Prosze zworcić uwagę na szczegółowe wymagania dotyczace instalacj systemu.
Kazdy klien musi byc swiadomy tych kwestii przy instalacja, aby wykonac prawidłowka konfiguracje i osiagnac bezpieczna wydajnosć lasera. Ješli masz jakiekolwiek problemy z instalacja, skontaktuj są naszymi technikami i zespolem obsglugi klienta.
- Wszelki sprzęt pomocniczy musi byc dostosowany do"Justostki glówny" W razie wąpliwość,
prosimi o bezposredni kontakt ze sprezedawca lub producentem takie sprzetu.
2. Wybór.), instalaci
- Przed zainstalowaniem grawera naleź wybrać odpowiednie.),.),.),).
- Upewnij sie,ugeot'szystkie wymagania omówione w powyższej instrukcji bezpieczność
informacja. Miejsce powinno byc stabilne, równe,Suche i klimatyzowa aby zapewnić temperaturę otoczenia 40-95°F (5-35°C) i wilgotnosć otoczenia poniȩzej 70%. W szczególnosci temperatura i wilgotnosćłącznie nie powinny zblȩść do punktu rosy. Zaleca sąRCTycki korzystanie z pomieszczemu bez okien lub stosowanieźaluzji i/lub za
aby uniknąc narażenia na potencjalne dodatkowe ciepto bezposredniago swiatla snonecznego. Miejsce powinno być wolne od kurzu i innych zanieczyszczemu powietrza oraz wystarczȩco przyze wentylowane, aby poradzićSBwie z oparami wytywarzymi podczas procesu grawerowania zgodnie ze wzystkimi obowyȩzȩcymi przyepisami i regulacjami. W zaleźnosci od materiały, kóry ma być przytetwarzany,MZe to wymagać zbudowania specjalnégo systemu wentylacyjniego. Naleź trzymać je z dala od daneci; materiałow patrolswopalnych, wybuchowych lub zȩcych; i wrażliwo go sprzętu EMI. Przewód zasilajczy powinien być
podźaczony do kompatybilnégo i stabilnégo zróḍła zasilania poprzej uziemione gniazdo 3-stykowe. Nie powinno byćźadnych innych urȩź
n pouierajacych prad z thiso samego bezpiecznika. Sprzet
przechiwpozarowy powinien byc dostepny w povlizu, a numer Telefonu lokalnej strzy pozarnej powinien byc wyraźnie wyświetlony.
- Zdecydownikie zaleca są ustawuminium dodatkowejławki w poplizu maszyny
aby nie umieszczacć zadnych przyzedmiotów na maszynie lub w jej bezposrednim povlizu, gdyż mogą one stwarzać zagrozenia poźarem lub porazeniem laserem.
3. UZIEMIENIE PRzewODU.
- Urzadzenia wykorztystuje silny laser. Jak wspomniano w informacjach bezpieczeniastwie
powyzej, ma on niedzwykle wysockie napiȩcie i potencjalne zagrozenia,ość uzytkownik musi go mocno uziemić, abyunikné gromadzenia wętrudunków elekrostatycznych. Użycie standardowygo gniazda
3-pinowego zapewni odpowiednie uziemienie. Ješli nie masz dostępu gniażdka 3-pinowego, musisz uzyć kabla uziemiazȩgo i upewnić są ze jest prawidławowo podłączony. Dystalny koniec kabla powinien być solidnie przyzmocowy do metalowej przyta o glębokość co najmie stóp (2,5 metra) lub do dwóch oddzielnych metalowych przytoków, kró zostały wbite w ziemuć co najmiej 5 stop (1,5 metra) od maszyny.
Niewlasciwe uziemienie要去 prowadzicdo awariisprzetu i stwarza c powazne rzyko porazenie przem elektrycznym. Producent i/lub sprzedawca nie ponosz odpowiedzialnosci za jakiekolwiek szkody, wypadki lub obrazenia spowodowane przysz sleabe uziemienie.
-
ROZPAKUJ MASZYNE DO GRAWEROWANIA.
-
Twoj grawer jest dostarczy w drewnianym pudełku wraz z akcesori (w tym niniejsza instrukcję) zapakowaną w obszarze za przyednimi drzwymi przyzelotowymi. Skrzynie sąȩ wyciecić w przyestronnym, plaskim mistryscu do rozkawkania, a najlepiej jest, gdy planujesz uzywać maszyny na state.
Krok 1: Ješli jestecz tego nie zrobileš, dokoncz wyjmowania skrzyni wokół grawera. Nastepnie wtocz maszyny na.),
Krok 2: Przytrzymaj klocki hamulcowe na.), nacziskAAC je na 2 koa przyednie.
Krok 3: Wyjmij klucz dostępu z glównej wędzki z przydzenia. maszyna. Wyjmij torbę z akcesoriami z obszaru za przyzdni im drzwia przyzelotowymi. Sprawdz,czy otrzymały wszystkie przyȩpouce elementy przyzewód zasilajczy, kabel uziemiazycy, kable USB i Ethernet, dysk fla USB z oprogramowaniem do grawerowania, rure wydechowa z zaciskiem węź, zestaw kluczy imbusowych, akrylowe narȩdzie do ustawiania ostrosci, klucze i tę instrukcję.
Krok 4: Dokladnie sprawdź montañ tuby laserowej, okno i resztā maszyny. Rura laserowa jest bardzo delikatnym
przedmiotem i nalezy obchodzić sie z nią ostrożnie i z jak najmiej liczbą uderzen.
Krok 5: Wewnatrz glownego wspornika wyjmij os X i
stó w ksztaclcieplastra miodu.
Krok 6: Mozesz zachować opakowanie na wypadek przyszymi ch zwrotó
ale jesti zdecydujesz sie je wyrzucić,
lub jakichkolwiek akcesoriów, naleź postępowac zgodnia z
obwiazujacymi przyepisami dotyczymi utylizacji odpadow.


- Sprawdz,czy etykieta obok podłaczonego gniazda na maszynie jest prawnidowa.
pasuje do twojeo zasilacza. Podacz jeder koniec glownego kabla d gniazda przyjaczeniowego, a drugi koniec do gniazda uziemiazego.
Pod zadnym pozorem nie wączaj urzadzenia, jestli napȩcieNie odpowienda.
Wahania wzdłusz linii powinny byc mniejsze niz 10%. Jeźeli ta wartos jest
przekroczony, bezpiecznik przyepali są znejduź są one w gnieździe przyłączeniowym i są dostępane z zewnatrix. Ponownie,Nie podȩczajkiego ur.§ćdzenia do standardowy go przyȩzacza ani listwy zasilajść. Podȩcz je bezposrechnio do uziemionego gniazdka lub uzyj ur.§ćdzeni przyciew przyȩpieciowej o wartenosci znamionowej powyȩ 2000J.
-
INSTALLACJA CHŁODZONA WODA.
-
Dołuczona pompa wodna ma kluczowe znaczenia dla wydajnosci i zwywotnosci urzadzenia. maszyna do grawerowania. Gdy taki laser pracuje bez prawidłowowy utrzymanego ukuładu chłodzenia, seinen szklana ruraMZe eksploadowaść powodu przyegrzania.
- Nigdy nie dotykaj aniNie reguluj dopływu wody do maszyny graweru podczas pracy. pompa jest podłoczona.
- Aby uzyć pompy wodnej, napelnij spezialny zbiornik co najmiej 2 galonami (7,5 litów) wody destylowanej lub oczyszczonej Stopniowo obniły to jakos maszyny do grawerowania i sąze naweć do niebeźpiecznych gromadzenia są minerały. UkHz chłodzenia. Z toga samego powodu nigdy nie uzywaj uniwersalné gośrodka przyciew zamarzaniu. Uzywaj niestandardowych formul bezpiecznych dla lasera lub przechowywnia Maszyny grawerujuce w pomieszczeniach o kontrolowanej temperaturze.
Uwaga: Naleź uzywać wyłącznie wody destylowanej lub oczyszczonej, nie wody z kranu ani scieków, w przyciwny razie skróci sąźwość produktu.
- Prosze obrócić, aby zȩć oszone przyciwypyłowa wlotu wody, a sątie dodać oczyszczona woda lub woda destylowana do wlotu wody do maszyn grazerujuść. Zielony zakres linii poziomu wody to bezpieczny pozium wody, a sątie严禁移到 napelnic oszone przyciwypyłowa dyszy wodna a sątie严禁ość glówne zasilanie i przyȩćznik cyrkulacje wody maszyny.
Uwaga: Poziom wody nie powinien byc zbyt wysocki, abyNie dopuse przypeplenienia chlodnicy.
- Przed uruchomieniem lasera naleź uzy uzyskać wizualne potwierdzenia,ź woda przyteż rurę laserowa.
-
Nigdy nie dopuść, aby woda w zbiorniku stała są zbyt gorówna, aby schłodzić laser. Zainstaluj alarm cieplny lub regularnie sprawdzaj temperaturé wody podczas dlźyszego uzytkowania. Jeśli woda zacznie osiągać temperaturę 100 (38 °C), wymiȩ ja na chłodniejsza. Podczasideo procesu laser jest wymieniany etapami lub laser jest wyłączany: nigdy nie pozwaland laserowy działy bez stało go przywywu wody chłodźciej.
-
WSTEPNE TESTY.
WYLACZENIE AWARYJNE
Ze względu na rzyko pożaru i innych zagroźne podczas procesu
grawerowania, maszyna grawerujuca zawiera duzy, Łatwo dostepny przycisk zatrzymania awaryjngo w povlizu panelu sterowania. Nacijsnij aby natychmiast zatrzymać tubę laserowa.
Gdy grawerka dotrze, jej awaryjny stop zostal nacińskiety i musi zostac obrocony w sprawo i odbity w góre, aby laser maył działac. Przed uż maszyny do jakiejkolwiek innaj pry, naleź spraydzić,czy działa ona prawidławo. Uruchom uład chłodzenia wodnégo, umieszć kawałek oppac nadajść go sie do obróbki laserowej na stole roboczym, zamknij pokry nacijsnij PULSE, aby uruchomici laser. Nacijsnij
przycisk zatrzymania awaryjngo i observwu,czy laser zatrzyma sie natychmiast.Jesli laser nadal strzela,zatrzymanie awaryjne nie działamusi zostac wymienione przyzciem engchera.Wy!). maszyni skontaktuj sie z obsluga klien.
ZAMKNIECIE POKRYWY (BLOKADA).
Ze względu na ryzyko utraty wzroku, oparzeń i innych obrażen spowodowanych bezposrednim działaniem niewidzialnej wierzki grawerujuść, urzadzenia
automatycznie wyłacza laser w przypadku podniesenia osłony ochronne podczas pracy.
Po upewnieniu sie, ze przycisk zatrzymania awaryjnégo działa prawidlonaleź rownikę sprawdzić,czy zamkniece sekrywy działa prawidłowo przyd wykonaniem jakichkolwiek innych prac przy maszynyie. Uruchomuklad chłodzenia wodnégo, umieszć kawatek złomu nadajćego są doobróbski laserowej na stole roboczym, zamknij sukrywo i nacijsnij PULsby aby uruchomici laser. Zwolnj przycisk. Uważaj, abyNie narazić sądnażanie lub nie zostac trafionym przyzek jakiekolwiek odbite lasery, otwiwowe tak rzadko, jak to myckiwe i sprebuji ponownie uruchomici lase
Uwaga: Ješli laser jest emitowany, automatyczne wylączanie nie działa musi zostac naprawione przy użyciem grawera. Wylącz maszyny skontaktuj są z obsługa klienta.
Ze względu na zagrożenia, jakie stwarzaju niedłodzone tuby laserowe, grawerka automatyczne wyłącza laser w przypadku awarii ukradu chłodzenia wodngo.
Po upewnieniu sie, ze zarówno przycisk zatrzymania awaryjngo, jak i zabezpieczenia pocrywy działaja prawidłowo, naleź y,rownieź sprawdzić,czy wylącznik wody działa prawidłowo, przy wykonaniem jakichkolwiek innych prac przy maszynie. Uruchom uład chłodzenia wodnégo, umieszć kawałek złomu nadajść go są do obróbski laserowej na stole roboczym, zamknij pocrywo i naciśnij przycisk PULSE, aby uruchomiclaser. Zwolnij przycisk. Odetnij przypeły wody, zwijajć lub wieZNAC dwa węze. Uwaźaj, abyNie uszkodzić samego węza podczaskiego procesu. Spróbuj ponownie uruchomiclaser. Ješli laser jest emitowany, automatyczne wylączanie nie działa i muszostć naprawione przyżyciem grawerki. Wylącz maszyny i skontaktuj s obstugä klienla. Ješli laser nie emituje, automatyczne wylączanie działa prawidłowo; po prostu poluzuj oba węze, aby ponownie Rozpoczć cyrkulacwody i kontynuuj konfiguracja grawerki.
KALIBRACJA SCEZKI LASERA.
Podczas gdy nasza fabryka kalibruje caly system podczas montaqu, rur alaserowa, soczewka skupiaja c/a/lub jeder no lub wiecej lusterbove zostac przesuniptych z ustawienia podczas transportu. Dlategoazole sie przypegowadzenia testu ustawienia optycznégo podczas konfigurowania maszyny. Szeczność wskazówki znajduja sie w sekci konserwacje poniȩj
WSPOMAGANE POWIETRZEM
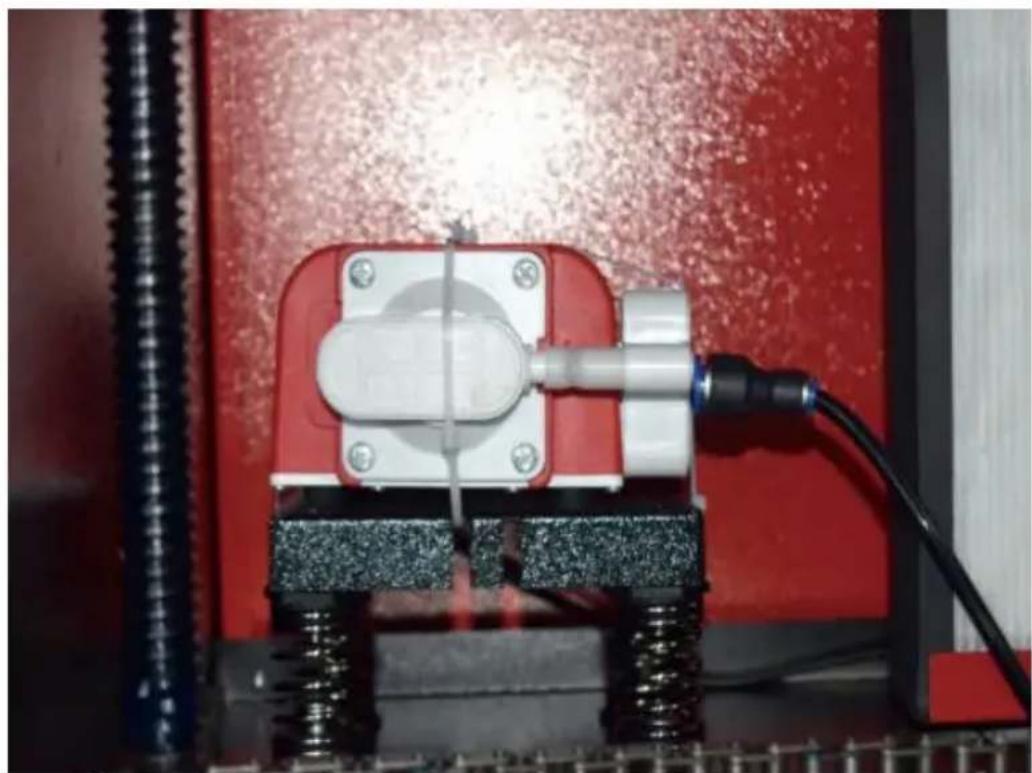
Twoj pomocniczy sprezt powietrzny powinien byc wstepnie zainstalowany i sprawidłowo okablowany. Po prostu
sprawdź,czy jest prawnów skonfigurowany i podłoczony, jak pokazano n obrazku. Jeśli tak,
Jesli rury lub okablowanie musza zostać ponownie podłaczone, przystąpieniem do regulacci jakiegojolwiek spreȩtu naleźwy wylączyć zasilanie maszyny (w tym naciność przycisk zatrzymania awaryjngo).
8. BEZPIECZENSTWO .
Dla własné go bezpieczność i bezpieczność przechodniów, te maszyny do grawerOWANIA można zamknęc za pomocą dostarczonego klucza. Zaleca sie, aby uzywać go do blokOWANIA komputera między sesjami, aby zapobiec jakimkolwiek nieautoryzowanym dziafaniom na komputerze.
OPERATION
1. PRZEGLAD OPERACJI.
- Uzywajingo grawera laserowej wyłącznie zgodnia ze wzystkimi instrukcjami podanymi w tym dokumencie.
instrukcja. Niedostosowanie są do odpwiednich wytycznych szczegółow opisanych w niniejszym dokumentie są skutkowaczskodzeniem mienia i obrazeniamiciała.
W tej sekcj i opisano tylko niedtore opcje i funkcje offerowane przy oprogramowanie operacyjne. Przed Rozpoczeciem korzystania z urzadzenia upewnij sie, ze przyczytales cala instrukcje (zwlaszcza powyzsze informacja dotyczace bezpieczentwa), a takze wszelkie ostrzezenia do taczzone do urzadzenia.
2.OGOLNA INSTRUKCJA OBSLUGI.
Krok 1. Stworz projet, który chcesz wygrawerować. Możesz to zrobić bezposgcdnio w oprogramOWANIA do grawerOWANIA lub możesz uźyc dowolnégo
Krok 2. Podźacz do produktu sprezt towardyszancy i narȩźdia oraz podźacz zasilanie. Możesz zapoznać są z filmem na płycie CD/USB. Napełnij wlot wody oczyszczona lub destylowana woda do wbudowanej cyrkulacje wody. Poziom wody musi byc uzupełniony do zielonej linii bezpieczność wymi wody. Uwaga: (Poziom wody nie powinien byc zbyt wysoki, abyNie doszło do przyzelania).
Krok 3. Prosze wyjac rure dymowa. Jeden koniec rury dymowej jest pod到账ony
do portu odpradowazania dymu urzadzenia, a drugi koniec jest podłoczony do zewétrznego lub pomocniczego urzadzenia do odpradowazania dymu. Uwaga: (Naleź uzyc zacisku rurowego, aby zabezmieczyc połaczenia i zapobiec“Myo odpadnięciu.)
Krok 4. Podniaś przycisk zatrzymania awaryjngo i uzyj przycisków znajdujćych sie z przyodu szafka do otwierania panelu sterowania maszyny grawerujuść. Załaduj wybrany projekt bezposrednio z pamięci flash USB lub za posrechnictwem połączenia komputera z grawerem.
Krok 5. Otworz pokrzywg awerki, sprawdz,czy wspomaganie pneumatyczne dziaa prawidtowo i w razie potrzeby wyreguluj stof.Do wiekszoSci zastosowan zalecane sa tozka komorkowe. zoZko moza podnosic lub opuszczac za pomoc a sterowania osi Z z przyodu szafki,aby dostosowac je do roznych materiałow o roznej grubosci.
Krok 6. Umiesć probkę materiały na stole. Pozycja standardowa znajduje są wewy gorny rog tabeli. Mnza to zmienić, przysuwajć lokalizacja swojejego projektu lub zródró gwrawera za pomoczą panelu sterowania lub oprogramowania do grawerowania. Aby obstugiwacȩwijsze materiały, moźesz otworzyć przyednie lub tylne drzwi przyzelotowe, lub oba jederoczenia. Gdy laser jest aktywny, nie wiktadajNICZEGO do powierzchni roboczej przyez drzwi przyjecciowe poza materialem. Zwroc szczególna uwage na opary i kurz, króre moga wydostawić są przyte drzwi. Upewnij są, ze Twoj system wentylacyjni jest wystarczajćo wytrzymią, aby wchłonć wszystkie produkty uboczne lub zuzyć niedźne srodki ochrony osobistej, aby zapewnic zdrowie uzytkownikom i przychodniom.
Krok 7. Skup laser, umieszczajc akrylowe narzędzie do skupiania na wierzchu materiawu i ostrożnie podnoszac stóf. Głowica lasera powinna ledwo dotykać górnnej czȩci narźędzia akrylowego bez wywierania nacisku, zapewniajac, ze odlegtość
grawerowania jest prawidłowa. (Ponownie, nigdy nie przybuj znajdowej są na stole bez materiały.) Wźaden sposob laser jest skupiony. Zamknij elektryczny.
Krok 8. Dostosuj kontrast i glębokość grawerowania swojejego projektu,
dostosowujac
parametry w oprogramowaniu do grawerowania lub bezposrednio z panelu sterowania. Jesli Twoj
instrukcje grawerowania szczegółowo okreslaj ustawienie mocy w miliamperach, nalezy uzych nastopujucego tabela konwersji uzozliwiajca znalezienie
odpwiedniego ustawienia mocy:
| right | 20% | 30% | 40% | 50% | 70% | 80% | 90% | 99% |
| current | 4ma | 4ma | 7ma | 9ma | 14ma | 16ma | 18ma | 19ma |
Minimalny progwynosi 10% .Laser nie bedzie emitowany przy zadnym ustawieniu niuszym od unto. Nie zaleca sie uzywania tuby laserowej przy pehnym obciązeniu, szczególnie przyez dlugi czas.Zalecana maksymalna moc jest ustawiona na 70% poniewaz dlugotrwaße uzywanie wierzsej ilosci niz ta skroci zywotnosc lasera.Aby zwiększyc glębokość grawerOWANIA, zwięskz energia na"Justostk powierzchni, zwiększajac moc lasera lub liczbę pierścieni lub zwalinjań parametr prędkosci. Jednak grawerOWANIE zbyt glębokie要去 pogorszyć jakość obrazu, szczególnie w przypadku materiafu powǒki.
Pracujuc z nowymi materiałami, pAMIjtaj, ze zawsze powiniene s zaczynać od najniżsrego poziomu mozliwych ustawien. Jesli efekt nie jest wystarczajćo silny, zawsze moźesz go zwiększycość nz raz Uruchom pętle projektu ponownie lub uruchom są ponownie z bardziej zaawansowanymi ustawieniami,ź uzyskasz poźadany efekt.
Rozdzielczość powinna być generalnie ustawiona na 500 punktów na cal. W
niektórych przypadkach obnizenie rozdzielczość obrazu要去 pomoc, zmiejeśzȩć wypalenie i Zwiększenia energii impulsów i tym samym poprawa jakosci obrazów wyttwarzanych wNiektórych materiałach, np.Niektórych tworzywach sztucznych.
Krok 9. Otworz rure laserowa, wiktadajac i obracajac klucz laserowy. Aby zmniejszyc ryzyko porazenia pradem, po otwarciu tuby laserowej nalezy dotykać grawera tylko jeder na raz.
Krok 10. Nacijsnij przycisk „run", aby wstrzymać grawerowanie swojego projektu. Podobnie, naweights zlokary ochronne, nie wpatruj sie w aktywny laser bez przerwy. Będź jihad odniadomy moziwych problemów, takich jak iskry lub poźary, i sądz przygotowy do szybkiegougaszenia poźaru, jesti;będzie to konieczne.
Krok 11. Po zatrzymaniu lasera sprawdź jakość pierwszego przybiegu i wyreguluj laser. parametry w panelu sterowania lub oprogramowaniu, wazoleńność od potrzeb, aby uzyskać pożadany efekt. Podczas wiełokrotné go grawerowania i;ciecia, regularnie sprawdzaj zbiornik pompy, aby utrzymać temperatuw yponiej 100^ (38^) .Jesli ta temperatura zostanie osiagnieta, przerwij prace i pozwol grawerowy ostygnęc przydalszym użyciem.
Krok 12. Po zakończeniu grawerowania zamknij oprogramowanie do grawerowania i wyłucz je. maszyny w następujaść kolejnosci: zasilanie lasera, panel sterOWANIA, wentylacja, ukrad chłodzenia wodnegoi przycisk zasilania awaryjngo. Wyjmij klucz lasera z panelu sterOWANIA.
Krok 13. Dokladnie wycyszć tawke, usuwajc wszelkie zanieczyszczenia z dolnogospornika.
3. SZCZEGÓŁOWE OPISY MATERIALów.
Ponizsze instrukcje to zalecenia, ktore moga pomoc przyspieszyc bezpieczna prace z
rożnymi materiały. Uzytkownikicy powinni zapoznać są z wymogami bezpieczność i grawerowania dla swoich konkretnych materiały, abyunikné ryzyka potencjalnych problemów, takich jak ogien, niebezpieczny pól, przytrace i toksyczne opary. GdyJuż wiesz,ź produkt jest bezpieczny lubź jest wyposzaźny w odpowiedni sprzȩ ochronny, pomocneMZebyc wygrawerowania matrycy testowej małych pudełek wyprodukowych przy rożnych prędkosciach i ustawieniach mocy, aby odkryc idealne ustawenia dla swojejego projektu. Możesz czaczą od niskiego zuźycia energii i szybkiej konfiguracje, a nastepnie powtarzać projekt tyle razy, ile potrzeba, uzywajć stopniowo zwickszajȩcej są intensywnosci lasera.
- CERAMIKA .
Podczas grawerowania ceramiki zazwyczaj stosuje sie moc srednia do wysokiej. Użciewcskzej liczby obwodów zamiastwcskzej mocy i niźsej prędkosci są pomoc uniknac pękania materiafu podczas procesu obróbki. Nalezy pAMIetać o zagrozeniach dla zdrowia, jakie stwarza pyf powstajcy podczas grawerowania ceramiki, zwaszczawprzypadku powtarzalnych zastosowan przyemysłowych. Wazolegnosci od materiafu i obciȩzenia pracag, do rozwiazania problemu są byc wymagany wentylator lub nowet kompletny system wentylacyjny. Podobnie operatorzy i innesoby w obszarze roboczym moga musieć uzywać srodków ochrony osobistej, takich jak maski i respiratory.
KAMIEN
Podczas rzejbieenia wszelkiego rodzaju kamieni, zazwyczaj stosuje są srednia moc i srednie do szybkich prędkosci. Podobnie jak w przyypadku ceramiki i szkta,NSEby byc swiadomym wyttwarzanego pytu (szczegolnie w przyypadku powtarzalnych zastosowan przemystowych) i podjac podobne srodki,aby
zapewnic bezpieczenstwo uzytkownikom i innym osobom przywajycm w obszarze roboczym.
- TEKSTYLIA .
Jesli chodzi o rzezbennie tekstyliow, takich jak tkanina i wełna, czesto stosuje są nisk moc i wysoka prędkość. Podobnie jak w przypadku skóry,NSE zworćci szczególny
uwage na mozliwośc wystapienia ognia i kurzu.
SZKLO
Podczas grawerowania szkta zazwyczaj stosuje sie duź moc i niską prędkość. Podobnie jak w przypadku ceramiki, pomocne byłoby przypegowadzenia sątkszej liczby cykli na niższym ustawieniu, aby uniknac出入境. Naleź zachować ostrożnosć podczas grawerowania szkta i wókien węglowych, aby uniknac出入境 ustanowania, króre wyttwarzą intensywność lasera dystarczȩ do zlokędzenia integralność strukturalnej wókien ich componentów, co skutkuje rozmymi oznaczeniami. Naleźnosić srodki ochrony osobistej, aby uniknac narażenia oczu, nosa, ust i skóry na pythagory uzycia jakiegokolwiek rodzaju materiały, szczególnie w przypadku powtarzialnych zastosowan przyemysłowych. Ubrania noszone podczas przyc z wóknem szklanym daneź poźnych przydzielcie.
SKORA.
Podczas grawerowania szkta zazwyczaj stosuje sie duź moc i niską prędkość. Podobnie jak w przypadku ceramiki, pomocne byłoby przypegowadzenia sąszej liczby cykli na niższym ustawieniu, abyunikné pewkność. Naleź zachować ostrożnosć podczas grawerowania szkta i włókien węglowych, abyuniknéłączenia ustawien, które wytywarzą intensywność lasera wystarczȩć do zlokowania integralność strukturalnej włókien ich componentów, co skutkuje Rozmytymi oznaczeniami. Naleźnosić srodki ochry osobistej, abyunikné narażenia oczu, nosa, ust i skóry na pythagory uzycia jakiegokolwiek rodzaju materiały, szczególnie w przypadku powtarzialnych zastosowan przyemysłowych. Ubrania noszone podczas przyca z włóknem szklanym daneź poźnych przydzielcie.
METALOWY
Maszyny do grawerowania laserowego CO2 nie pouinny byc uzywane do znakowania, grawerowania ani cięcia metalu. Najlepiej nadaj są do obróbki powtok naktedanych na podłoza metalowe, naleź zachować ostrożnosć, abyNie próbowość obrabiać samego metalu. Dostepnych jest wiele powtok specjalnie do grawerowania CO2, a uzytkownicy powinni postopowieć zgodnia z podanymi instrukcjami, poniewaN parametry rożnia są wazoleńosci od produktu i metalu. Zasadniczo pracze nad powtok alumniowność są wykonywać szybciej przy niższej mocy, podczas gdy pracce
nad powloka stalowa przy wykonywać wolnej przy wyzszej mocy.
- TWORZYWA SZTUCZNE.
Plastik uzywany do grawerowania wystepuje w freiulo roznych kolorach i grubośćiach, a także ma wiele roźnych powlOk i wykończeni. Większość dostepnych plastików są za nożna dobrze grawerować iacious laserowo. Plastiki o mikroporowatych powierzchniach wydaj są zapewniać najleysze rezultaty, poniewaN trzeba usunac mniej materiału powierzchniowego. Podczas grawerowania plastików zazwczaj stosuje są ustawienia niskiej mocy i wysokiej prędkosci. Znakowania i grawerowanie przy zbyt dujej mocy lub zbyt niskiej prędkosci są koncentrowaN zbyt duzo energii w punkcie styku, powodujac stopieuie są plastiku. Wśr od innych problemłow są to powoduław są jakość rzejbieenia, tokszczne opary, a nawet pożary. Grawerowanie o wysokiej rozdzielczość są pewodowej ten sam problem,&C w przypadku wiskaosci tworzyw sztucznych sązy preferować projekty o niskiej lub srednej rozdzielczość.
GUMA.
Róźne składy i gęstosci gummy skutkuja nieznacznie rożnych gląbokośćmi grawerOWania. ZdecydOWanieazolecsi testOWANIE prObek konkretnej gummy w celu uzyskania najepszych rezultatów. Podczas grawerOWania gummy czego stosuje sie stałe ustawuminium wysokiej mocy, a efekt uzyskuje sie poprzej zmień prędkosci lasera. Materialy z mikrokomórkowej gummy wymagaj znacznie wyźszych prędkosci niz standardowa guma. GrawerOWanie dowolné go rodzaju gummy powoduje powstawanie dużej ilosci pyłu i gazów. W zaleźnosci od obciezenia pracā, do rozwȩzania problemuMZebyć wymagany spreţ ochryn osobistej i/lub kompletny system wentylacji.
PAPIER I TEKTURA.
Podczas grawerowania rożnych produktów papierowych, zazwyczaj stosuje są niską lub srednia moc i duź prędkość. Próbki testowe na partie, poniewaN zylko niewielkie rożnice parametrów mogaN odrzejnic efekt zbyt lekkiego dzialania od efektu przypepalenia podłoza. Podobnie jak w przypadku skóry, szczególny uwage zwraca są na最容易内分泌ia ognia, a takawe pywu wytarzanego podczas powtarzajćych są zastosowan.
O
Zobacz dane dotyczne uzytkowania.
| ZALECA SIEJ USTAWIERIE MOCY NA 80 | |||||||||||||
| tworzy wo | grubość | 50 W | 60 W | 80W | 100 W | 130 W | 150 W | ||||||
| Najwi-Europeana prędkość | Optym alna prȩdkość | Najwi-Europeana prȩdkość | Optym alna prȩdkość | Najwi-Europeana prȩdkość | Optym alna prȩdkość | Najwi-Europeana prȩdkość | Optym alna prȩdkość | Najwi-Europeana prȩdkość | Optym alna prȩdkość | Najwi-Europeana prȩdkość | |||
| kwas akrylo wy | 3mm | 15/S | 10s | 20S | 15 seku nd | 25 /S | 20/S | 30s | 25 S | 35/S | 30 s | 40/S | 35 S |
| 5 mm | 8S | 5S | 10 s | 7/S | 12/S | 8S | 15/S | 10 s | 17/S | 12/S | 21/S | 15/S | |
| 8mm | 4S | 2S | 5S | 3/S | 9/S | 5S | 10 s | 6S | 12/S | 8S | 15 S | 10 s | |
| 10mm | 4S | 2/S | 6/S | 3S | 7/S | 4S | 8/S | 5S | 11/S | 7S | |||
| 15mm | 3/S | 1S | 4S | 2S | 5/S | 3S | 7/S | 4S | |||||
| 20mm | 3/S | 1/S | 4S | 1 . 5/S | |||||||||
| 25mm | |||||||||||||
| 30mm | |||||||||||||
| Moc lasera 90 % : Ciecie akrylu powinno uwzgliedniać kontrôle przyptywu powietrza , powierzchnia materiaiu nadmu powinna byc mała lub boczna , co zapewni glówność akrylu , a powierzchnia akrylowa powinnamiecyrkulacja powietrza , aby zapobiec pozarowy . | |||||||||||||
| Akryl | 3mm | 9/S | 7/S | 15/S | 12 S | 20/S | 15 S | 23 S | 18/S | 25/S | 20S | 30 s | 25/S |
| 5mm | 5/S | 3S | 10 s | 8/S | 13/S | 10 s | 15 S | 13/5 | 18/S | 15/S | 21/S | 18/S | |
| 10mm | 5/S | 3S | 7/S | 5S | 9S | 6S | 12S | 9/S | |||||
| 15mm | 4S | 3/S | 7/S | 5/S | |||||||||
| Moc lasera 9%0: Ciecie drowna odbywa są glównie za pomoczą sterowania przyptywem powietrza, imości p powietrza, tym szybsza przydkość cięcia | |||||||||||||
| PCV | 2mm | 35/S | 32/S | Lata 50. | 45 seku | 60/S | 58/S | Lata 70. | 68/S | 80/S | 78/S | Lata 90. | 88/S |
| nd | |||||||||||||
| 3mm | 30/S | 27S | 40/S | 38S | 50/S | 48/S | Lata 60. | 58/S | O/S | 68/S | Lata 80. | 7a/S | |
| 4mm | 25/S | 20S | 35/S | 30s | 45/S | Lata 40. | 55S | 50/S | 65/S | 63/S | 75S | 7/S | |
| plótno | łódźko | 40/S | 38/S | 60/S | 58S | 100/ sek | 98/S | 200S | 195S | 300/s ek | 295/ S | 400S | 395S |
| skóra | łódźko | 15/S | 12/S | 20/S | 17/S | 25/S | 20/S | 30s | 25/S | 40/S | 35/S | 45 seku nd | 40/S |
| Zaleca są stosowanie soczewski skupiajaść o ogniskowej 50,8, z tuba laserowa o mocy 60W-100W i mały ilość powietrza spreżarki, zaleca są ustawić na 50%-70% mocy. | |||||||||||||
| Papier | moj cta, y er | 80/S | Lata 40. | 120S | Lata 40. | 150/ sek | 40/S | 250S | 40/S | 350/s ek | 40/S | 450S | 40/S |
| B I -c ol lub kłucie | 2mm | 15/S | 13S | 25 sek und | 20S | 36/S | 30s | Lata 40. | 35/S | 45 sek und | Lata 40. | 55S | 50/S |
| Parametry pięcia pły dt dwukolorowych i PVC , piȩcia papieru naleźny zwróćć uwage na regulacja mocy lasera, im wroc lamy laserowej, im mniejszy procent regulacja mocy lasera | |||||||||||||
4.0PIS KONSOLI.
- PRZEGLAD
GraweremUNCTA bezposrednio z wbudowanego panelu sterowania, bezposrednio podlaczonego do komputera lub przyz Internet Aby uzyskać wiecej informaci na temat obslugi oprogramwomania do grawerowania, zapoznaj sie z seinen oddzielna instrukcja. Wbudowy pa sterowania umożliwa ręczna obsluge lasera lub grawerewanie wzoru na dyskach flash i zewétrznych dyskach twardych podlaczonych do portu USB po prawej stronie obudowy.
W przypadku obstugi ręcznej, klawiszne strzaść mogą być uzywane do przywuwania glówny lasera wźdlusz prowadnic osi X i Y, a przycisk P sązebyć uzywany do wystrzelenia lasera. Za kaźdym razem, gdy naciść zostanie przycisk strzały, glówne lasera są za ustawic tak, aby blokowa są w okreslonje odlegość, dotykajęc MENU i
dostosowujac parametry w „Manual Settings+”. Laser:noza ustawic tak,
aby emitowal przyez ustatony okres czasu, nacziskajc MENU i dostosowujac parametry w „Laser Settings+”. Wszystkie przyciski i menu powinny być oznaczone w sązyku angielskim. Jeźli nie, nacijsnij MENU przyzejź do gornyego przycisku w sprawej kolumnie aby zmienić ustawenia sązykowe konsoli.

Aby załadowaN Projekt z dysku flash sformatowanego w systemie FAT lub FAT32 lub zewétrznego dysku twardego, naciść przycisk MENU, wybierz „Plik”, nastepnie „Udisk+”, a nastepnie „Kopiuj do pamięci”.
Wybierz projet w menu Plik, a następnie wybierz opcję Uruchom. Ró parametryność dostosowej za pomocamy menu i podmenu konsoli, wustawienie wielu punktow sącztkowych welu wygrawerOWANIA projektu na materiale cztery razy w jeder jej sesji.
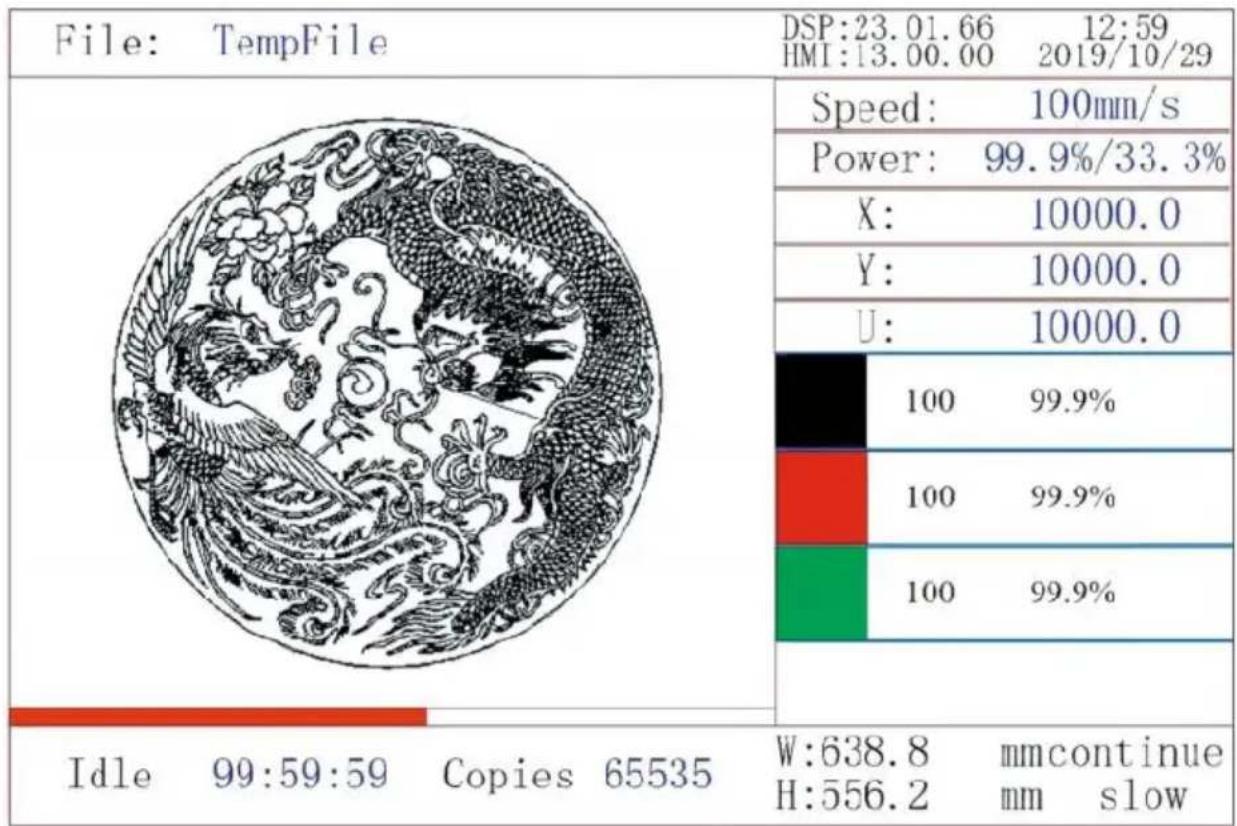
Podczas uruchamiania projektu z konsoli;będzie to glówny wyświetlacz. Projekt powinien byc wyświetlany w lewym gornym rogu, avoor nazwo wraz z bierzymi ustawieniami prędkosci i mocy, powinny byc wyświet
w sprawym gornym rogu. Pozycja glowicy lasera względem stolu jest wyświetlana jako wspórzȩdne X (poziome) i Y (pionowe). Wspórzȩdna tokazuje wysokość samego stolu roboczego. Wspórzȩdna U sąbe być skonfigurowana do sterOWANIA osią obrotu lub automatycznym podawaniem, jest jest zainstalowana. Poniȩzej znajduźpie warstwy zawierȩcie instrukcje dotyczné ich indywidualnej prędkosci (w mm/s) maksymalnej mocy jako procentu mocy znamionowej maszyny. Liczba partii w lewym dolnym rogu rejestruje liczbę razy, gdy bierzćy projekt zostāw wygrawerowy w jedernej sesji.
Tak jak wskazuje nazwa przycisku, naciśnij przycisk Uruchom/Pauza, al Rozpoczć grawerowanie załadowanego wzoru i wstrzymaj grawerowanie, gdy zajdzie taka potrzeba.
W przypadku sytuacje awaryjnej, takiej jak pożar, nie uzywaj panelu sterowania do wstrzymywania lub zatrzymywania grawerowania.
Natychmiast nacijsnij przycisk zatrzymania awaryjngo.
- USTAW MOC LASERA.
Po naciśću klawisza ENT w glównym interfejsie, w polu kursora
poczatkowo wybierany jest parametr „Prędkość”.
Nacisnij klawises i , aby przyłączać są między parametrami.
Wybierz parametr Power.
Nacijsnij ENT, gdy czerwony kursor jest nad Power. Nacijsnij klawisze
,abyzmienicwartosc parametru.
Nacijsnij ENT,aby zapisaczmiany.
Nacisnij ESC, aby anulować zmiany i powrócić do glówno interfejs
- USTAW PREDKOŚC LASERA
Po naciński klawiszne ENT w glównym interfejsie, w polu kursoraść połątkowo wybierany jest parametr „Prędkość”.
| Speed | 100mm/s |
| Power: | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Nacisnij ponownie klawisz ENT, aby wywo率达到 interfejs.
Abyzmienicwartosc parametru, nacijsnij przyciski i
Nacijsnij ENT,aby zapisaczmiany.
Nacijsnij ESC, aby anulować zmiany i powrócić do glówno interfejsu.
Speed: 100 mm/s
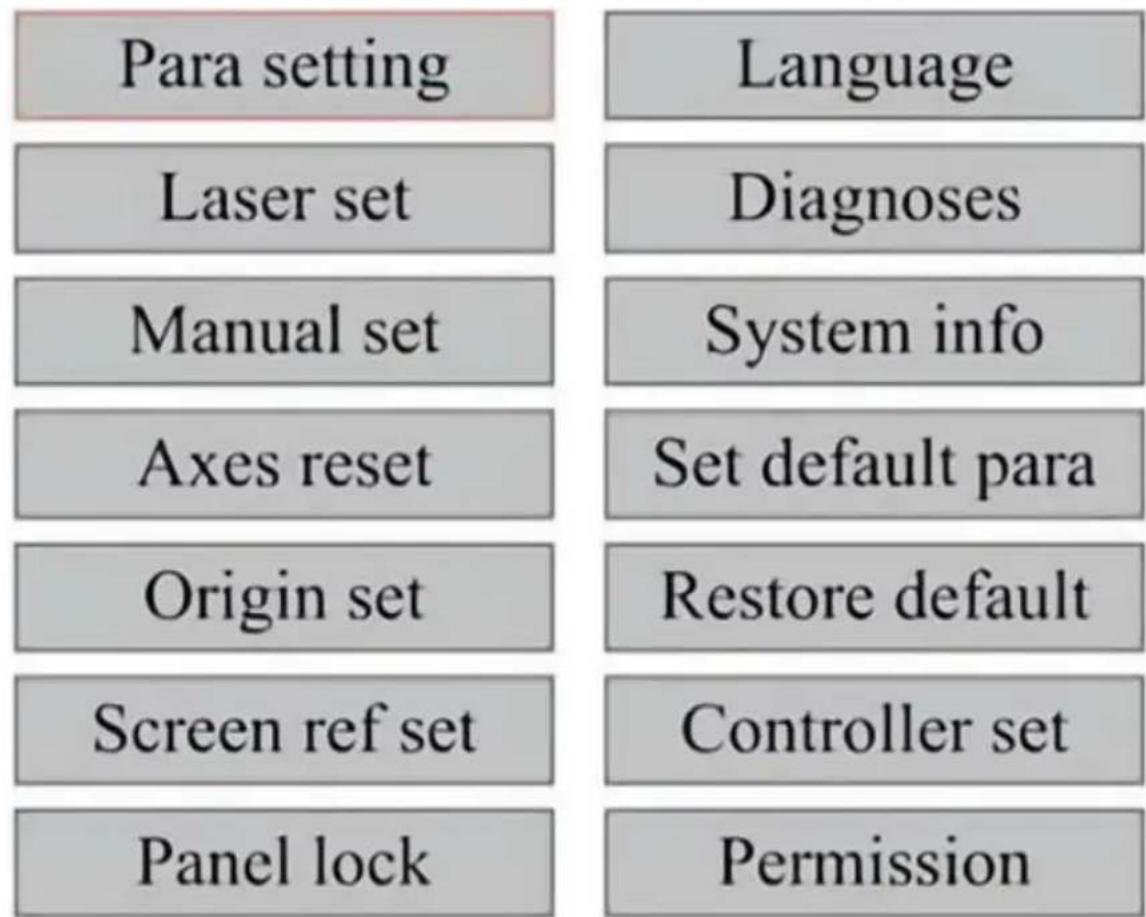
-MENU FUNKCJI.
Aby wejsc do interfejsu menu, nacijsnij przycisk menu na glownym
interfejsie:
Nacijsnij klawiszne i , aby wybrać element, a następnie nacijsnij klawisz ENT, aby wejsć do odpowiedniego podmenu.
DOSTOSUJ Oś Z.
Po wybraniu opcji Ruch Z nacijsnij przycisk lub, aby sterować ruchem osi Z, podczas gdy zestaw czujników jest zainstalowy.
DOSTOSUJ O'S U.
Po wybraniu opcji U Move nacijsnij lub, aby sterować ruchem d Możnakiego użyc do sterowania pozycja obrotowa osi obrotu lub liniowość automatyczné podawania (pozycje są sprzemawane oddzielnie), jestli obie opcje są dostepne. Instalacja.
- ZRESETUJ OSIE.
Po wybraniu opcji Shaft Reset+ nacijsnij ENT, a na lewym wyświetlacz pojawsi sie komunikat: Nacijsnij lub , aby wybrać element.
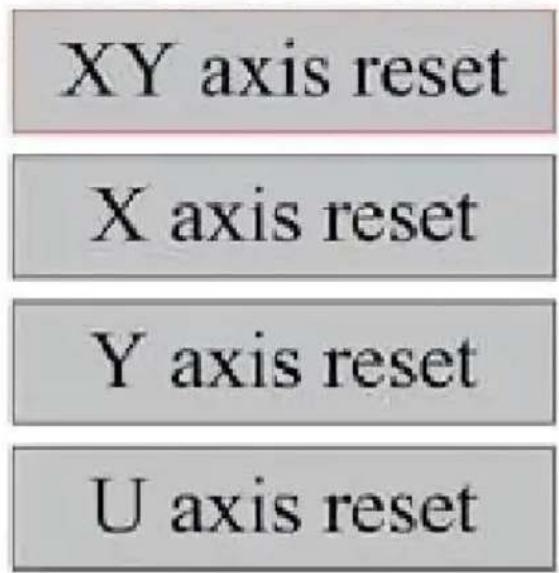
Nacisnij ENT, aby Rozpoczć resetowanie wybranje osi. Na ekranie pojskomunikat „Trwa resetowanie”.
Po zakończeniu operaggi komunikat zniknie automatycznie, a system powróci do glównego interfejsu.
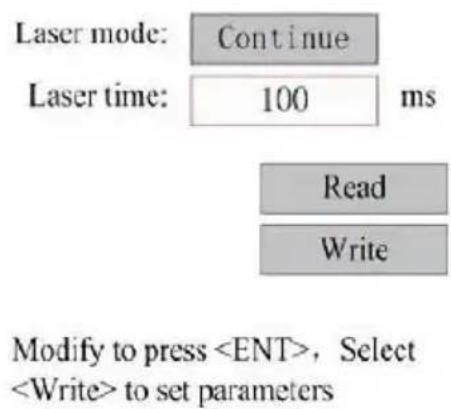
- DOSTOSUJ USTAWIENIA LASERA.
Po wybraniu ustawien lasera i naciśćciu ENT, na lewym wyświetlacz pojawsi: Metoda dzialania jest takama, jak w poprzednim ustawi Po wybraniu opcji Kontynuuj naciśćn PULSE, aby uruchomic laser, a nastepnie zwolnij klawisz, aby zakończyć uruchamianie. Po zakończeniu w povadzaniazmian zapisz je, wybierȩąc klawisz ENT, aby zapisć lu naciskȩć klawisz ESC, aby wyjsć bez zapisywaniazmian. Odczyt mo załadowość zapisane parametry.
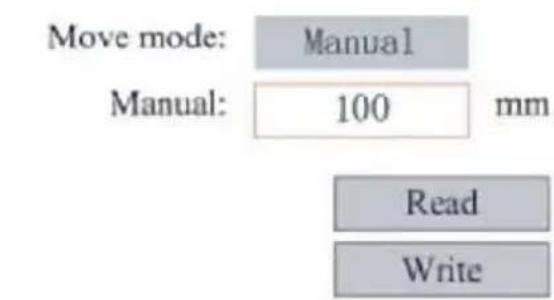
- DOSTOSUJ TRYB RUCHU LASERA.
Po wybraniu Manual Settings (Ustawenia ręczne), naciśnij ENT, a
zostanie wyświetlona lewa strona: Gdy tryb ruchu jest „Continuous"
(Ciągly), parametr_manualnéo przysemuwania nie działa. Gdy jest uzywan do ręcznégo przysemuwania glowicy lasera, klawiszne strzaȩk przysemuwaja.
w sposób ciągly, aź do zwolnienia. Gdy tryb ruchu jest ustawiony na „Jog”,
za kaźdym razem, gdy nacińskięte zostania klawiszne strzałek, glówna lasera przyzesunjie są dokladnie o odległość zapisanje w tym parametrze Użyj klawiszyny Direction (Dyrektywa) i ENT, aby dostosowej w gorne lul
dóf. Po zakończeniu wpwadzaniazmian, zapisz je, wybierajc klawisz
ENT, aby zapisić lub naciskajć klawisz ESC, aby wyjsć bez zapisywzmian. OdczytMZE ZaładowaC zapisane parametry.
Ustaw pochodzenie.
Po nacinieciu pola na zestawie poczatkowym nacinij ENT, a pojaw
lewekno dialogowe:
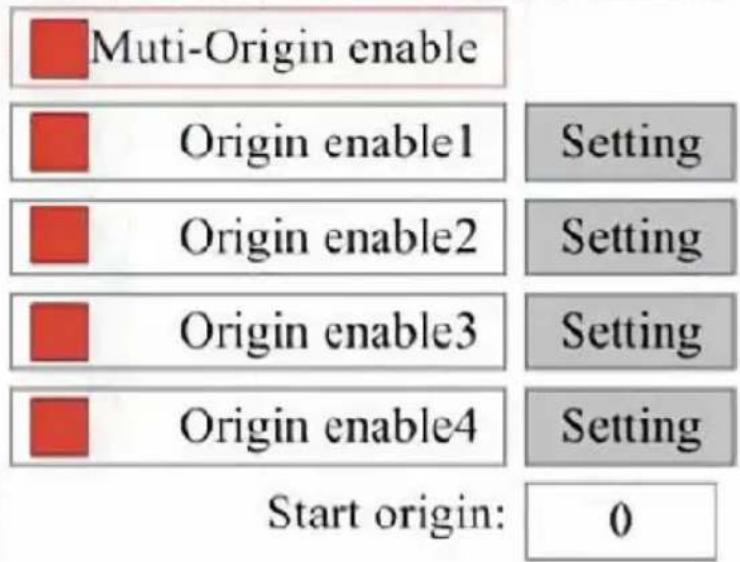
Nacisnij FN, aby wybrać element. Po wybraniu opcji Multi-Source Enab nacisnij ENT, aby wączyć lub wączyć element. Po wączeniu są pębędzie czerwone, a po wączeniu są pole;będzie szare. Po wybrar opcji Set Origin lub Next Origin nacisnij lub ,aby wybrać warto Podczas zmiany parametu Set Origin pamietaj,aby nacisnć ENT, ab potwierdzić zmień. Po zamknieciu interfejsu parametry zostaną automatycznie zapisane.
Szczególy kázdego elementu przystawiaja są nastepujaco:
- Ustaw Origin 1/2/3/4: Po wączeniu ustawienia multi-origin, umieszć kunad ustawieniem Origin 1/2/3/4. Nacijsnij ENTER na klawiaturze.
klucz, uład przyjmuhe wspótrzędne jako odpowiadajace im wspótrzędneśćtku uładu wspótrzędnych 1/2/3/4.
- Włączanie zródrę 1/2/3/4: Gdy wączone jest ustawuminium wielu zródeł, są za indywidualné wyłączać i wȩczać cztery zródrę.
Gdy wybrana jest logika wielozródlowa, a numer kolejnégo zródla wynci wączone są cztery zródla, praca;będzie uzywana za kaźdym razem, zostanie uruchomiona po uruchomieniu funkcjz zapisywania pliku (za pomocę klawiatury lub komputera) lub gdy plik przytetwarzania zostanie
przes变速箱 do komputera i zostanie wybrana opcja „Weź zródo jakozródo”.
Różne poczȩkti. Kolejnosć obrotu poczȩktu to 1 2 3 4 1 2 ... Jeśli
przeslesz plik przyte warzania na swoj komputer i wybierzesz Current Or dla pliku, system zawsze besteht uzywał bierzacegość połątku.
- Ustaw parametry domyslne.
Gdy fakty są ustalone. Wybierz akapit, a bzieȩce parametry maszyny zostana zapisane jak ich wartość domysłne. Następnie są za odzyskać za pomocą polecenia Restore Default Parameters. Zaleca są zapisanie rzechywistych domysłnych ustawien fabrycznych maszyny, aby są za beły sąwo przywrócić w razie potrzeby.
Ježeli haslo jest wączone, naciśnij lub i lub▼, aby wybra haslo, a następnie naciśnij ENT, aby zapisć haslo.
-PRZYWROC PARAMETR DOMYSLNY.
Podczas definiowania faktów. Po wybraniu parametru system zastępuje wzystkie bierzace parametry zapisanymi domysłnymi parametrami fabrycznych. Metoda dzialania jest takama, jak przy ustawianiu domysłnych parametrów.
Ustaw jezyk interfejsu.
Podczas wybierania jejzyka nacijsnij ENT, a na lewym wyświetlaczu poj sie:
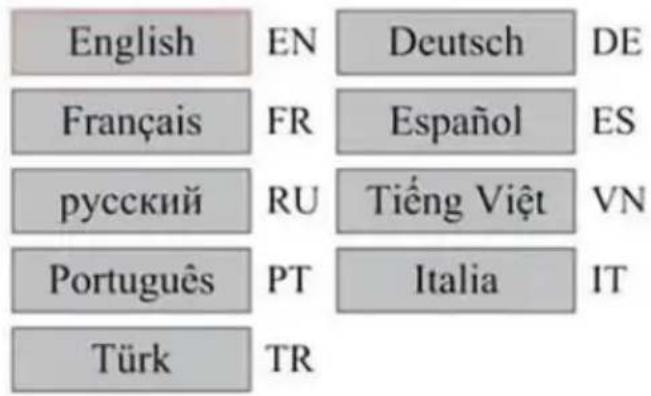
Metoda dzialania jest takama jak powyzej. Nacijsnij ENT po wybrar ządanego sązyka i wroc do glówno interfejsu.
- Ustaw adres IP maszyny.
Po wybraniu ustawien IP nacijsnij ENT, a na lewym wyświetlaczu pojá sie:
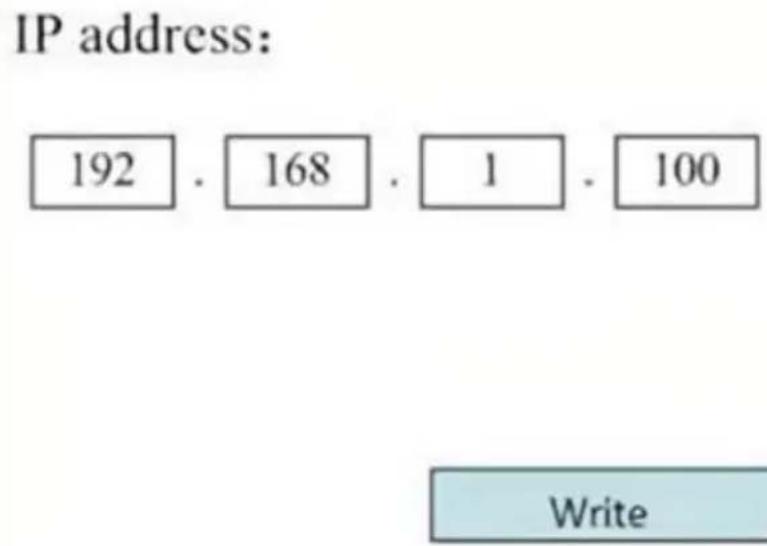
Nacijsnij lub i lub ENT, aby zmienić parametry. Domy adres dla grawera to 192.168.1.100. Ješli ta funkćja jest juž uzywana Twoojej sieci lokalnej, užyj 192.168.1 dla pierwszych trzech sekcj i wykuniknalny wartość dla ostatnej czȩsci. Zasadniczo kaźda wartość międźny 2-252 powinna być odpowiednia, z wyjaltkiem 47, aleunikaj wartość, są juź uzywane przyez年内 urzystzenia sieciowe.
Podłaczenia maszyny bezposrednio do publicznego Internetu niesie zesobą ryzykoNieautoryzowanego użycia i nie jest zalecane. Jeśli nadal chcesz go udostępnić, musisz sązurejestrowaN i użyc unikalnégo
publicznego adresu TCP/IP. Po zakończeniu wpwadzania zmian zapisze, wybierajuć klawisz ENT, aby zapisić lub naciskajuć klawisz ESC, a wyjsć bez zapisywania zmian. OdczytMZe załadowaN zapisane parametry.
NARZEDZIA DIAGNOSTYCZNE
Po wybraniu opcji Diagnostyka pojawi sie lewe okno dialogowe:
INPUT:

LmtX-

LmtU+

WP

LmtY-

LmtU-

Inl

Ex-Run

Intlock

In2
OUTPUT:

OUT1

OUT2

Status

Aux.Air
Ten interfejs wyświetla informacja o porcie wejscia/wyjscia sprzȩtu systemu:
Wejscie: Odczytaj informacja sprzȩtowe systemu. Gdy sygnat sprzȩtowy zostanie wyzolony, są pole po lewaj stronie odpowiadącego wpisu zostanie wyświetlone na czerwono. W przyciwnym razie;będzie wyszzarzone.
Wyjscie: Uzyj kursora, aby wybrać wyjscie. Nacijsnij ENT, aby przyłąc zstan wyjscia i ESC, aby powrócić do menu glówno bez wyprowadzārźadnych zmian.
- USTAWIANIE EKRANU REFERENCYJNEG。
Po wybraniu Początku ekranu pojawi są lewe okno dialogowe:
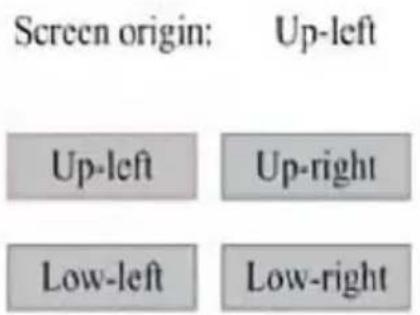
Ten interfejs wyświetla lokalizacja początku. Róźne połozenia początku mogę powodowej rożne odbicia wykresu na osi X/Y. Metoda dzialania taka sama jak powyzej.
- REGULACJA WARSTWY RZEΒΙENIA.
Gdy system jest bezczynny lub gdy praca została zakończona, nacijsnij ENT, aby przyść do sekcj parametrów warstwy.

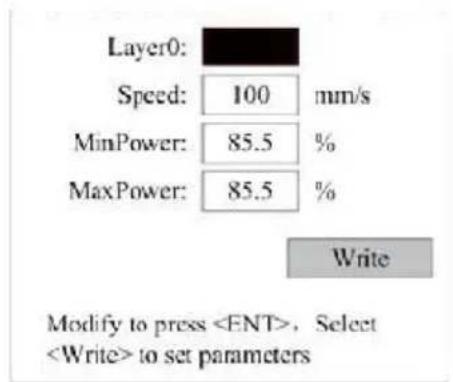
Nacisnij lub ,aby wybrać zadana warstwe.
Nacijsnij ENT, aby sprawdzić parametry wybranej warstwy, jak pokazano
na obrzku:Domyjsnie czerwony kursor;będzie znajdowat sie nad warstwami.
Nacijsnij klawisze i , aby wybrać ządania warstwe.
Przesun kursor na opcje Zapisz i nacijsnij ENT, aby zapisć zmiany paramétrów, lub nacijsnij ESC, aby wyjsć bez zapisywania.
Zasada dzialania jest taka sama, jak w przypadku ustawienia maksymalnej/minimalnej mocy.
DOSTOSUJ PARAMETRY RUCHU.
W podmenu Ustawenia parametrów wybierz opcje Przenieś parametry, aby wyświet瓠 lewy interfejs: Wybierz i dostosuj parametry, naciskajć strzały.
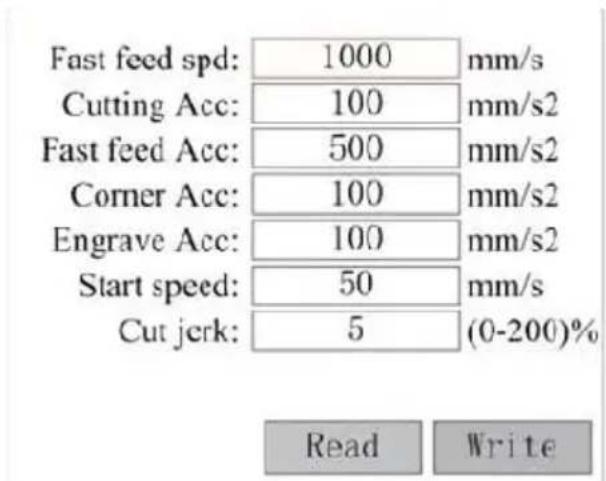
Po zakończeniu w povadzaniazmian przesuń kursor na opcje Zapisznacisnij ENT, aby zapisć zmiany parametrów, lub nacijsnij ESC, aby bez zapisywania.
Odczyt umozliwia załadowanie zapisanych parametrów.
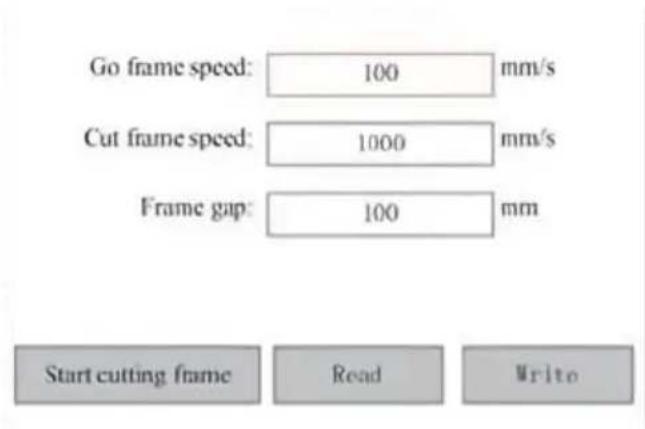
- Ustaw parametry ramki.
W podmenu Para Settings wybierz Frame Settings, aby wyświetlic lewy interfejs: Wybierz i dostosuj parametry, naciskajć strzałki. Po zakońcie
dostosowywania przytesuń kursor do Write i nacijsnij ENT, aby zapisȩczmiany parametrów, lub nacijsnij ESC, aby wyjsć bez zapisywania. Odo sągne załadowość zapisane parametry. Start Cutting Frame przytnie ramlzgodnie z bierzącymi parametrami.
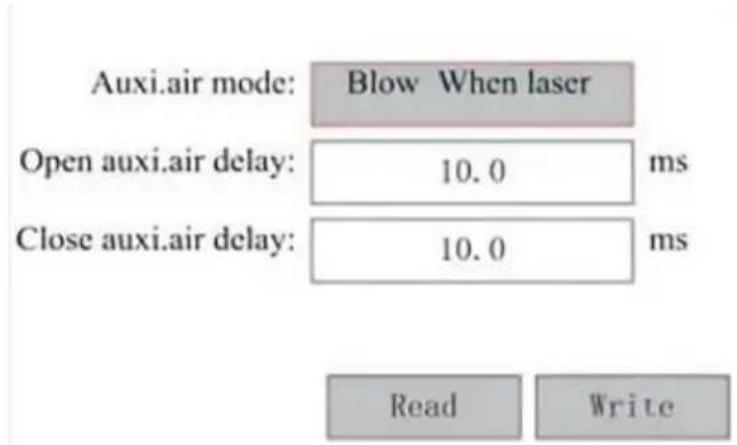
- USTAWIERIE PARAMETRY DMUCHANIA
W podmenu Paragraph Settings wybierz Blow Settings, aby wyświetcie lewy interfejs: Wybierz i dostosuj parametry, naciskajć strzałki. Po zaku czeniu dostosowywania przytesuń kursor do Write i naciść ENT, aby zapisć zmiany parametrów, lub naciść ESC, aby wyjsć bez zapisywata ReadingMZaładowaNapijsane parametry.
- DOSTOSUJ PREDKOSC RESETOWANIA.
W podmenu „Ustawienia parametrów” wybierz „Ustawienia prędkosci“, aby wyświetcie lewy interfejs:
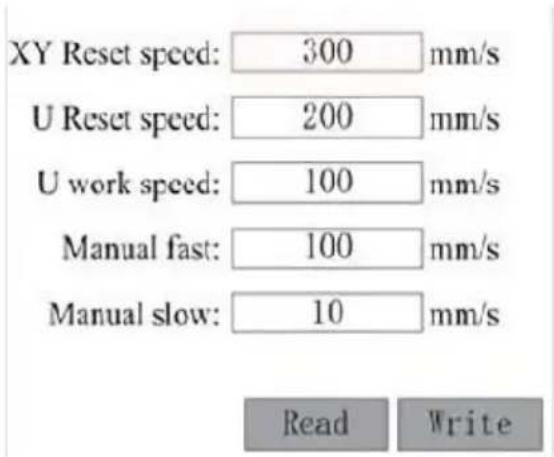
Wybierz i dostosuj parametry, naciskajc strzałki. Po zakończeniu
dostosowywania przytesunj kursor na Write i nacijsnij ENT, aby zapisaczmiany parametrów, lub nacijsnij ESC, aby wyjsć bez zapisywania. Odo sąze załadowaec zapisane parametry.
DOSTOSUJ KONFIGURACJE MASZNY.
W podmenu Ustawienia parametrów wybierz opcje Konfiguracja komputera, aby wyświetcie lewy interfejs:
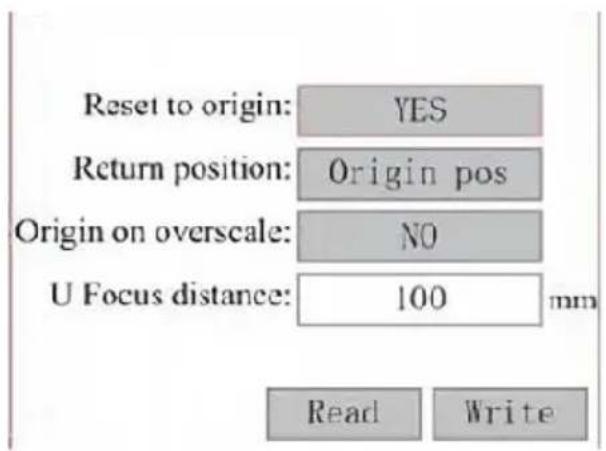
Wybierz i dostosuj parametry, naciskajc strzałki. Po zakończeniudostosowywania przyśun kursor na Write i nacijsnij ENT, aby zapisć
zmiany parametrów, lub nacinij ESC, aby wyjsć bez zapisywania. Odo要去 załadowość zapisane parametry.
DOSTOSUJ PARAMETRY OSI OBROTU.
W podmenu Ustawenia parametrów wybierz Ustawenia funkcji obrotu, aby wyświetlic lewy interfejs:
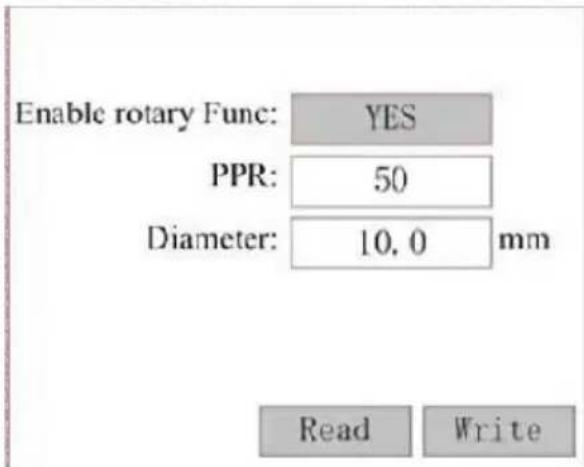
Wybierz i dostosuj parametry, naciskajc strzałki. Po zakończeniu
dostosowywania przyesusń kursor na Write i nacijsnij ENT, aby zapisć zmiany parametrów, lub nacijsnij ESC, aby wyjsć bez zapisywania. Odo sąze załadowaec zapisane parametry.
Ustaw haslo interfejsu.
Gdy kursor znajdzie są na blokadzie panelu, nacijsnij ENT, a pojawilewe okno dialogowe:
Naciński klawiszne i , aby wybrać element. Gdy niedieski kursor
znajdzie są elementem docelowym, nacijsnij ENT, aby wejsć do odpowiedniago interfejsu.
- TWORZENIE KOPII ZAPASOWEJ I PRZYWRACANIE PARAMETRÖW.
W menu glówny wybierz Ustawienia kontrlera, aby wyświetcie ekra po lewej stronie:

Kopia zapasowa na dysku flash USB: Zapisz bieść parametry na dy flash USB.
Odzyskiwanie parametrów z dysku flash USB: Odzyskaj zapisane parametry z dysku flash.
Aktualização z dysku flash USB: Uaktualnj oprogramowanie kontrlera z dysku flash.
Ustaw date i godzine w urzadzeniu.
W podmenu Ustawenia kontrlera wybierz Ustawenia czasu+, aby wyświetcie
lewy interfejs:
Modify to press
Wybierz i dostosuj parametry, nacistkajac strzałki. Po zakończeniudostosowujac, przytesuń kursor na opcje Napisz i nacijsnij ENT, aby zaparametrzmiany lub nacijsnij ESC, aby wyjsć bez zapisywania. Czytanie sąze załadowaN zapisane parametry.
ZARZADZANIE UPRAWNIENIAMI I UKlad KLAWIATURY.
Twoj grawer powinien byc juices autoryzowany i gotowy do uzycia. Jesli kupleść grawer w ramach programuwynajmu i nie otrzymałe sązcze licenci, skontaktujsie z Dzialem Obslugi Klienta. Wprowadź go, przechodźac do menu glówno i wybier(jjć Uprawnientia. Pojawsi sie I interfejs.
Nacijsnij klawisz ENT jeder raz, aby wybrać pierwsze pole, a nastepni nacijsnij klawisz ENT ponownie, aby wyświetlic lewa klawiature.
Uzyj klawiszny strzaȩk i ENT, aby wybrać wąsciwe znaki. Jeśli są jak będy, nacijsnij ESC, a następnie ENT, aby ponownie wejsć do pola. klawiszny strzaȩk, aby przyjeźć do在内的 pola w prowadzania i w prowad.gojo zawartość w ten sam sposob. Po poprawnym w prowadzeniu wsztkich pol wybierz Change Permission Code i nacijsnij ENT, aby opuścić ten ekran i powrócić do menu glówno.
MAINTENANCE
1. PRZEGLAD KONSERWACJI.
Stosowanie procedur innych nig okreslone w niniejszym dokumencie mo skutkowa niebepezpiecznym narażeniem na promieniowanie laserowe. Zawsze wyłączaj urzadzenia i odłuczaj je od zasilania przyd wykonanie jakichkolwiek prac czyszczących lub konserwacyjnych. Zawsze utrzymuj system w czystosci, poniewaź latwopalne zanieczyszczenia w obszarach roboczych i wydechowych stanowia zagrożenie pożarowe. Tylko przyszkoleni i wykwalifikowani specjaliSci moga modyfikować lub demontowej ten sprzęt.
- Do systemu musi byc stale doprowadzana czysta i chłodna wod
Stóf roboczny naleźczyckić codziennie, a kosz oprożniać.
Trzechie lustro i soczewkę ogniskujacja sąȩ zcodziennie sprawdza w razie potrzeby czyszcie. - Pozostale lusterka i ułady wydechowe sąwy sprawdzać co tydz w razie potrzeby czyszcić.
Ustawienie wiazki nalezy sprawdzać co tydzień. - Naleźco tydzień sprawdzać,czy połączenia nie są luźne,zwstaw przyypadku zasilacza lampy laserowej.
Szyny nalezyczyscić i smarować co najmiej dwa razy w mies -
Wspomaganie pneumatyczne nalezy sprawdzać raz w miesiacu i razie potrzeby czyscić.
-
Całę maszyny laserowa, sącznie z innymi podzespołami, takimi sąukęd chłodzenia wodndo, naleź ryaz w miaȩću poddawac przyglądowy i w razy potrzeby czyszczeniu.
2.Ukstad chłodzenia wodnégo.
-
Nigdy nie dotykaj aniNie reguluj dopływu wody do grawera, gdy po jest nadal wączona. podźćzony do zasilania.
-
Aby uniknąć przyegrzania, rure laserowej sąȩzy chłodzić czysta woda destylowaną. przyegrzanie. Idealna jest temperatura pokojowa lub niedrasza ciepl woda. Tuby laserowe wymagaju co najmiej 2 galonów (7,5 litra) schłodzonej czystej wody destylowaniej lub innego bezpiecznych dla laserów chłodziwa, aby uniknąć przyegrzania. Jeśli temperatura wody bliska 100^ F (38^ C), przywoj prace,źcie ochlodzi lub znejdź sposob na obniżenie jej temperatury bez przyrywania dopływu wody tuby laserowej. Woda nie powinna byc现阶段ź zbyt zimna, co sąȩ rowmieź spowodowej są一部分 szklanej tuby laserowej podczas uzytkowania. W miajecach zimowych lub sąȩ uzywasz lodu do chłodzenia gośćw y, upewnij sil,ź temperatura nigdyNie spa polizej 50^ F (10^ C).
-
Co kilka dni naleź yodawacȩ wócy, aby zapewnic parowanie nie powoduje narażenia pompy na działanie czynników zewétrznych podczas uzytkowania.
3.CZYSZCZENIE
WYCZYŚC Głowna KOMORE I MASZYNE DO GRAWEROWANIA. Sprawdzaj przyznajmiej raz Dziennie,czy w glównej komorze graweruju nie gromadzi sie kurz. Ješli tak, musisz go usunanć. Dokladne odstępy czasu i wymagania dotyczść czyszczenia zialeź w duźym stopniu od przytetwarzanego materiały i czasu pracy urȩdzenia. Czyste maszyny
zapewniaja optymalna wydajnosc i obniżaja koszty serwisowania, a takzzmniejszaja
ryzyko pożaru lub obraźen.
Wyczyść okienko podgliću tagodnym detergentem i soczewkami lub bawełnianę sciereczka. Nie uzywaj ręczników papierowych, poniewaz mogą one porysować akryl i zmiejeśczyć zdolnosć sukrywy do ochrony przyted promieniowaniem laserowym. Doklatnie wyczyść wntagrze glównej kabiny, aby usṇȩc wszelkie zanieczyszczenia, cząsteczki lub osad.
Zalecane są ręczniki papierowe i srodki do czyszczenia okien. Wrazie potrzeby wyczyść tokrywo tuby laserowej po jej calkowitym ostygniȩciu Pozostaw płyn uzyty do czyszczenia do calkowitego wyschność przydedalszym użyciem engravera.
WYCZYSC SOCZEWKE OSTROSCIEWAJACA
Soczewka ma trwaṇ powloke, która nie ulegnie uszkodzeniu podczas prawidłowego i starannego czyszczenia.
Nalezy sprawdzić soczewkę i lustro trzechiego dnia i wycyScić je, sąli powierzchni znajduję są jakieś zanieczyszczenia lub zamglenia.
Wydajnosć lasera;będziezmniejszona,a nagromadzenieciepla na samoleju lub kurzuMZUuszkodzić soczewkę.
-
Przesuń stół grawerski na odległość okło 4 cali (10 cm) poniȩzej mocowania obiektywu.
-
Przesun glowice laserowa na srodek stolu i umieść szmatk pod mocowaniem soczewki, aby soczewka nie uległa uszkodzeniu w razie przypadkowygo wypadniaćia z mocowania.
-
Odkrć mocowanie objiektywu i obrć je w lewo.
-
Odłucz wąź spreżonegogowietrza i zȩcze szyny laserowej.
-
Po umieszczeniu soczewki na czystym papierze do czyszczenia soczewek ostrożnie obrć uchwyt soczewki tak, aby soczewka wraz pierSciieniem uszczelniającym spadła na sciereczkte do czyszczenia, a nastęPNie wyjmij soczewkę z mocowania obiektywu.
-
Sprawdź pierścień uzczelniączy i w razie potrzeby wyczyść go wacikiem i papierowym ręcznikiem lub sciereczka do czyszczenia soczewek.
-
Dmuchnij powietrze na powierzchnie soczewki, aby usunć jak najwiecej grubego kurzu.
-
Sprawdz powierzchnie soczewki i w razie potrzeby wycyszć ja ph do czyszczenia soczewek oraz papierem lub sciereczka do soczewek
-
Przytrzymaj krawędź zespołu soczewek chusteczką do czyszczenia soczewek i uzyj pląnu do czyszczenia soczewek. Przytrzymaj soczew pod kątem i opłucz obie powierzchnie, aby zmyć brud.
-
Umieszć soczewki na czystej chusteczce do czyszczenia soczewnałź troché płynu do czyszczenia soczewek na jeder strone soczev Pozostaw płyn na około minute, a nastepnie delikatnie przytrzyj papierem do czyszczenia soczewek zamoczonym w płynie do czyszczenia soczewek. Osusz te strone soczewki suchachusteczka/Sciereczka.
-
Powtórz ten sam proces czyszczenia po drugiej stronie soczewski. Nigdy nie uzywaj papierowych ręczników czyszczȩch dwa razy. Kędgromadźcy są na papierowych ręcznikach czyszczȩch sąpe porysówn powierzchnie soczewki.
-
Sprawdz soczewkę. Jeśli nadal jest brudna, powtórz proces czyszczenia powyȩj,ź soczewka;będzie czysta. Nie dotykaj powierzchni soczewki po czyszczeniu.
- Ostrożnie włódź soczewkę do mocowania soczewki, upewniać są za jej okraję wypukła strona jest skierowana do góry. Umieszć pierśuszczelemnioczy na goźne soczewki.
- Ostrożnie złódź soczewski i glówne laserowa, wykonujac powyȩszego czynnosci w odwrotnej kolejnosci.
WYCZYSC LUSTRO
Ješli na powierzchni lustra znajduja sie jakie s zanieczyszczenia lub mgnalezy je rowniez wyczyscić, aby poprawić wydajnosć i uniknć trwaćguszkodzenia. Pierwszy strzał znajduje sie za lewą strona maszyny, pożdalszym konćem osi Y. Druga soczewka znajduje sie na osi Y na leńcu osi X. Trzecia soczewka znajduje sie na górze glowicy lasera na Najwieksze nagromadzenia zanieczyszczemu znajduje sie na trzechimlustrze i;nalezy je sprawdzać codziennie za pomocą soczewki skupiajā. Pierwsza i druga soczewkęromatic sprawdzać codziennie, jesti jest to konieczne, ale jesti są sprawdzane tylko raz w tygodniu, są zwykle w porźadku.

1st mirror
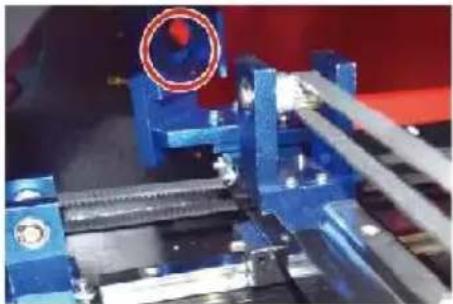
2nd mirror

3rd mirror
Lustra przyśćcić na sąszycu za pomoczy chusteczek lub sciereczne czyszczenia soczewek, albo przyść je zȩć, obracajć je przyciewnie druch u战胜 wskazówek zegara. Uwaźaj, aby są dotykać bezposzrednio powierzchni lustra. Unikaj zbyt mochnego naciskania, aby zetrzejczanie zanieczyszczenia i spowodowej zarysowania. Jeśli lustra są zdejmawan welu czyszczenia, zamontuj je ponownie, obracajć je zgodnia z战胜 wskazówek zegara, aby są umieszcieć na swoim są z战胜 wskazówek zegara. Uwaźaj jedernek, są z战胜 wskazówek zegara.
4. USTAWIANIE SCAEZKI LASERA.
Prawidłowe ustawuminium wiązki jest bardzo waźne dla ogólnej wydajnosci jakosci pracy maszyny. Ta maszyna jest w pełni ustawiona pod kątem wiązki przyd wysylka. Jednak gdy grawer po raz pierwszy przybywa, i wiecej raz w tygodniu podczas normalnej pracy, uzytkownik zaleca potwierdzenia,ź ustawuminium jest nadal na akceptowalnym poziomie iź lustro i soczewka skupiajacza nie poruszȩ są z powodu ruchu maszy

Będziesz musi umieść kawalek taśmy na kaźdym etapie scieźki las zaznaczȩć go, aby potwierdzić,ź Platforma pozostaje prawidłowowy wyrówna. JeźliNie, uzyjesz wspornika tuby laserowej lub szrub z tyłny wyrównego lustra, aby naprawic problem. Gdy dostarczone taśmy są wyczerpią, zalecamy uzycie taśm maskujczych, poniewaN są latwe w obstudze i uzyciu.
Jesli ustawienie wierzki zostanie wykonane niedbale, operator要去 zos narażony na niewielka ilosc promieniowania. Postępuj zgodnie z tymi procedurami prawnów o i zawsze zachowaj ostrożnosć podczas ustawiania wierzki.
Wykonaj wyrównanie wierzki przy niskich poziomach mocy: 15% lub mr Kaźdy wyźysz procent spowoduje, ze laser zapali pasek testowy zamią go oznaczyc. Upewnij są, ze ustawiono maksymalna moc (nie minimaal na 15% .
LASEROWE USTAWIANIE RUR
Aby sprawdzić ustawuminium tuby laserowej względem pierwszego lustra, odetnj pasek taśmy i przyklej go do ramy lustra.
Nie umieszczaj taśmy bezposgcdnio na lustrze. Wącz maszyny i ustaw
poziom mocy na 15% lub nizszy.
Nacisnij PULSE, aby ręcznie uruchomici laser. Powinieneś byc w stanie zobaczyc małyznak na taśmie. Jeśli nie zauwaźny, nacijsnij PULSE ponownie.
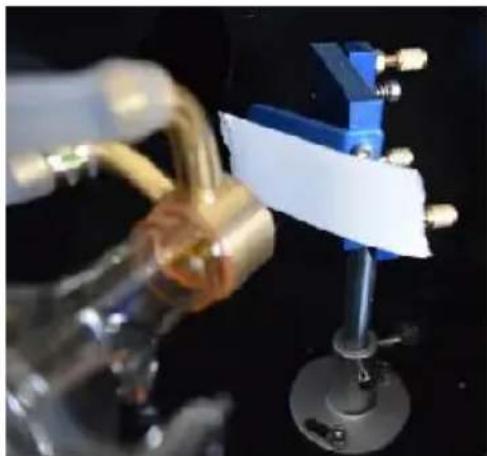
Nacijsnij impuls, aby aktywować laser. Zawsze upewnj sie, ze drogam między laserem a seinem celem jest wolna od przyszkód. Nigdy nie poz aby obce przyedmioty dostały są między laser a seinem cel. Podczas naciskania
Nacijsnij przycisk PULSE, uwazaj, aby zadna częsćciała nie znalazna na drodze lasera.
Znak lasera powinien znajdować są bliskoŚrodka otworu. Jeśli laser jest wyśrodkowy na pierwszym lustrze, wyłucz zasilanie lasera i ostrożnie wyreguluj tubę laserowej w jej uchwycie. Moź to wymagać poluzowania Śrub na jej uchwycie. Uwaźaj, abyNie poluzować szrub zzmocno iNie dokrecić ich zbyt mocno. Moźna regulować tylko jeder sna raz.

Po upewnieniu sie, ze swiatlo lasera jest prawidlowo wyrownane międz rura laserowa a pierwszym lustrem, sprawdź wyrownanie między pierwszym lustrem a drugim lustrem. Najpierw użyj strzałek kierunkowy na panelu sterOWania, aby wyslac drugie lustro do tylu Łozka wzdłusz
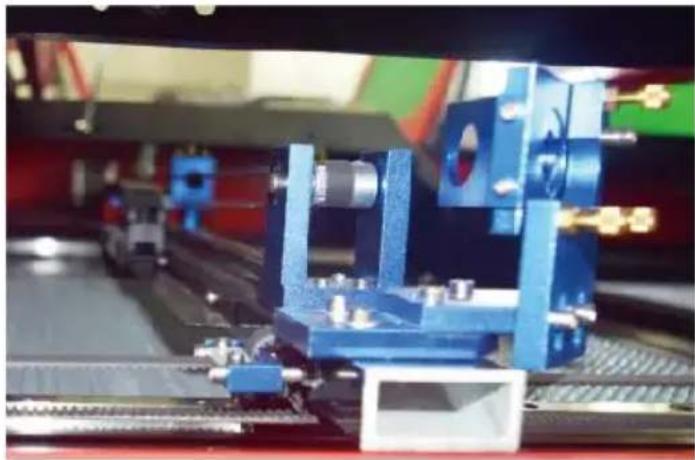
Po ustawieniu umieszć kawalek taśmy na ramie drugiego lustra. Nie umieszczaj taśmy bezposrednio na lustrze. Powtórz poprzedni krok. Ješ laser nie jest wysrodkowy na drugim lustrze, naleź wyregulować sruustalajace pierwszego lustra. W zwiazku z tym.
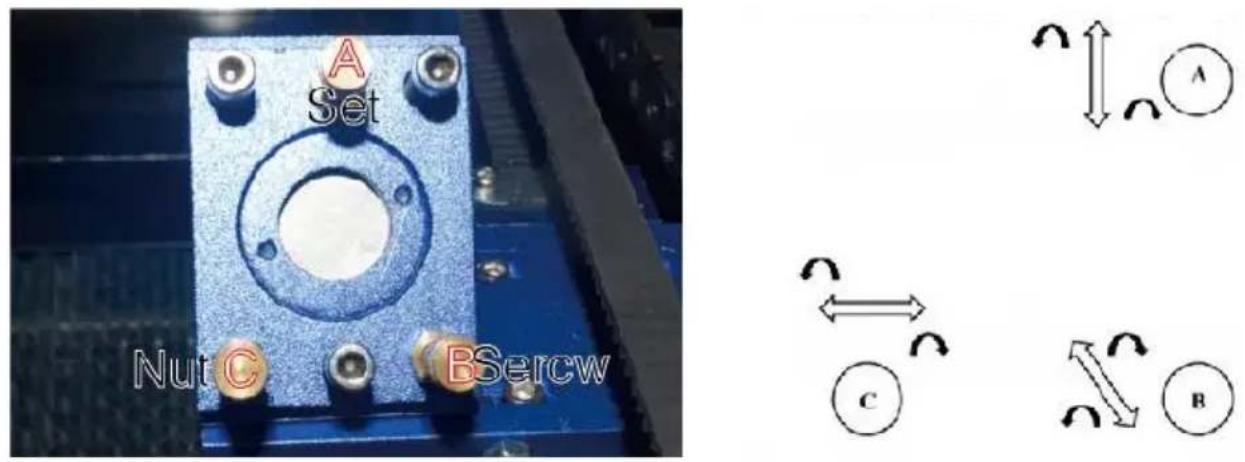
Aby wyregulować lustro, poluzuj nakȩtkę na Śrubie i delikatnie przyzekość zgodnia z ruchem wskazówek zegara lub przyciwnie do ruchu wskazówek zegara. Kaźda Śruba reguluje inną pozycje lub kąt. Śledźtkóre regulujesz, i kierunek regulacje. Nie przyzekości sązy o sącej niedrobtu na raz, szczególnie przytestuj pozycje lasera po zaźdej regulacja aby zobaczyc efekt zaźdej wymiany. Przetestuj, az wiszą bość prȩdwy wyrówne, a(nd)—dokrćna przytekni na Śrubach po wykonaniu
wszystkich regulazioni.
Nastepnie za pomocą strzaȩk kierunkowych na panelu sterowania nale przyzesunęc drugie lustro na przyźód toźka wzdȩź osi Y.

Po ustawieniu umieszć kolejny pasek taśmy na ramie drugiego lustra. I umieszczaj taśmy bezposrednio na lustrze. Powtórz kroki z 5.4.1 i, są konieczne, wyreguluj Śruby ustaląść na pierwszym lustrze. Przeprowad test ponownie,ź belki;będą prawidłowo wyrówne, a sąptynie dokr nakȩcki na srubach.
- DRUGIE USTAWIERIE LUSTRA.
Znak lasera powinien znajdować są bliskoŚrodka otworu. Jeśli laser jest wyśrodkowy na pierwszym lustrze, wyłącz zasilanie lasera i ostrożnie wyreguluj tubę laserowej w jej uchwycie. Moź to wymagać poluzowania Śrub na jej uchwycie. Uwaźaj, abyNie poluzować Śrub zk mocono iNie dokrecić ich zbyt mocno. Mnżna regulować tylko jeder sna raz.



-TRZECIE USTAWIERIE LUSTRA.
Po upewnieniu sie, ze laser jest prawidłowo ustawiony między drugim trzechim lustrem, sprawdź ustawuminium między trzechim lustrem a stoławem.
Najpierw usuń wąź wspomagȩcy powietrze z glówny lasera. Natestpn umieść kawałek taśmy na spodzie glówny lasera i mocno doc)iż ję dyszy. Spowoduje to powstanie pierSciieniewego Ślady, króry pomoź C sprawdzić dokladnosć. Powtórz kroki opisane w punkcie 5.4.1. Jeśli las nie jest wyśrodkowy przy czglówne lasera, odpowiednio wyreguluj sruustalajȩc ztrzechiego lustra, jak pokazano w punkcie 5.4.2. Przeprowadź test ponownie,źwią zostano prawidłowo ustawione, a nausepićdokrć nikrętki na strubach.
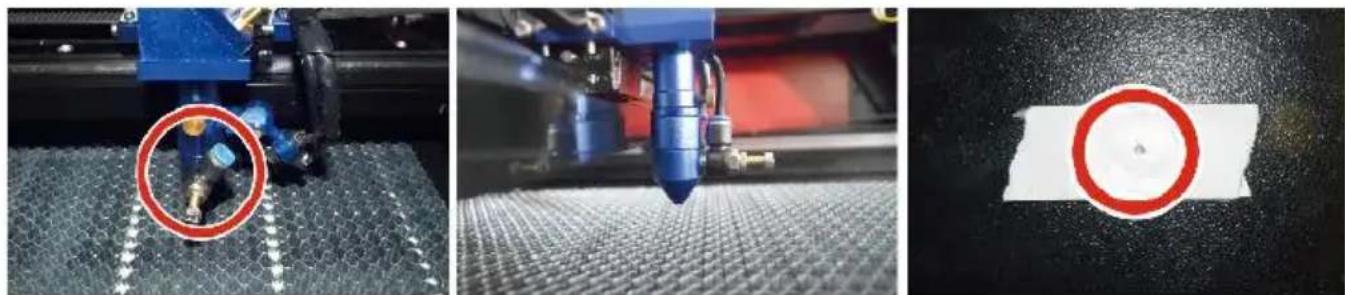
ZAMONTUJ TUBE LASEROWA
Schematyczny diagram instalacji tuby laserowej:
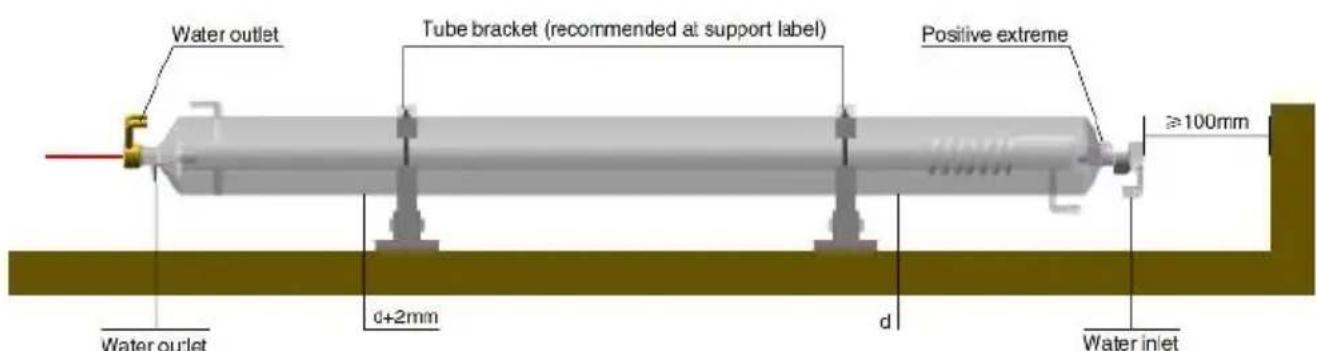
-
Zainstaluj go zgodnie z logo na laserze, aagas prawidlowo podag przewody przyączeniowe katody i anody, rure wlotowa wody i rure wylotowa wody lasera.
-
Włucz chłodziarę i wyreguluj kát lasera, abymiecz pewnosć,źph
chłodźcy jest pęlen lasera iNie ma w nimźadnych zatkaN.
- Usń znacznik otworu optycznych, a sątpnie wącz zasilanie lasera w celu debugowania scieźki optycznej.
PROBLEMY I ROZWIAZYWANIE PROBLEMOW.
Problem 1: Laser zawsze pracuje z maksymalna mocą lub nie są regulować natężenia prȩdu.
① Laser jest wyposzaźony wNieprawidów podȩczony zacisk sterowania mocā; Sprawȩ dokladnie podȩczenie zacisku.
② Laser jest wyposzaźony w awarię zasilania; Spróbuj wymienić zasil
③Awaria płyty sterujucej maszyny laserowej. Skontaktuj są z obślágra klienta.
Problem 2: Laser nie emituje swiatla.
① Laser jest wyposzaźony w nieprawidłowo podȩczony zacisk sterowania zasilaniem lub przywoć połączenia sterujuść jest uszkodzony; Sprawdz dokladnie,czy zaciski i przywody połączeniowej są czle podȩczone i czy urȩdzenia są nie wącza.
② Zabepieczenia wodne.agregatu chlodniczego ulegto awarii, a iloschłodziwa w.agregatze jest niewystarczajca; Wymień zabezpieczenia wodne lub uzupelnij chlodziwo.
③ Lasery sā wyposazone w prisonerwy w dostawie prardu lubMASTER解决问题 z zasilaniem; spróbuj wymienić przywód zasilajćny na zasilabub przywód zasilajćcy sieciowy.
④Awaria płyty sterujucej maszyny laserowej. Skontaktuj są z obstauga klienta.
⑤Awaria lasera. Skontaktuj sie z obsluga klua.
Problem 3: Zapłon wyjadoczy.
①Przewód połaczeniowy między laserem a zasilaczem laserowym jest
uszkodzony lub przerwany; Spróbuj wymienić kabel.
②Awaria lasera; Skontaktuj sie z obstugk klien ta.
Problem 4: Wymagania dotyczne srodowiska.
① Laser jest wyposzaźony w zasilacz i musi pracstawć w dobrze wentylowanym pomieszczeniu.
② Miejsce pracy musi spelniac lokalne normy bezpieczenstwa dotyczace obstugi spreztu laserowego. Uwaga : Wymagania srodowiskowe .
Temperatura pracy: 10^ C~38°C
Temperatura przechowywania: -10° C~35° C Wilgotnosć
przechowywania: 20% RH 80% RH
5. INSTRUKCJA SMAROWANIA.
Aby uzyskać najlepsze rezultaty, naleźcy czyszcie i smarowaczyny maszyny grawerujuje co dwa tygodnie.

Wylacz maszynę do grawerowania laserowej.
Delikatie odsun glowice lasera.
Wytrzyj caly kurz i zanieczyszczenia z szyn osi X i Y sucha bawe Szmatka aż被淘汰 czace i czyste.
Wykonaj te sama czynnosc ze srubami osi Z.
Nasmaruj szyny i smarem.
- Delikatnie przyśuń glówne lasera i os X, aby rownomiernie Rozprowa srodek smarny.
rozprowadzane wzdłusz dwóch szyn, a następnie unosić i opuszczacć Łozko, aby rownomiernie Rozprowadzić smar wzdłusz Śrub.
| WYDANIE | PRZYCZYNA PROBLEMU | ROZWIAZANIE |
| Panel wskazuje , ze maszyna jest chroniona | Drzwi nie są dozowane | Zamknij drzwi |
| Uszkodzony jest wyłącznik ochronny tokrywy | Wymię na nowy | |
| Panel wskazuje , ze maszyna ma wadę w ochrione przyd wnikaniem wody | Rury wodociągowe są zatkane jest brak cyrkulacji wody | Wyczyść rury wodociągowe |
| Pompa nie wychodzi , pompa przyerwa s | Wymiȩ na nowy | |
| Ostabiona woodoporność | Wymiȩ na nowy | |
| Panel wyȩwietla komunikat o uruchomieniu interfejsu hypervizora | do cięcia jest za duzy | Powiéksz obraz |
| Nieprawidłowny punkt mocowania maszyny | Remarketing | |
| Ciecie laserowe jest nie cznieszenia | Droga światra lasera jest nieprawidłowka | Dostosuj scieȩ矫ptyczna |
| Lustra i soczewski są brudne | Myć alkoholem | |
| Nie emituje laserów | Problemy z tubami laserowymi | Wymiȩ na nowy |
| Lager power i ss ues | Wymiȩ na nowy | |
| Y x są nie porusza | Przelącznik obrotowy nie jest wyłączony | Wymiȩ przy.§czycznik obrotowy |
| Słabe połowczenie przytekaźna | Zmień polołezie przekaźna lub wymiȩ go na nowy | |
| Panel skanOWania wskazuje , ze odległość buforowa jest niewystarczajęca | Głowica lasera osi X jest zbyt daleko od Jedngo asystenta | Zmień polołezie glowicy lasera osi X tak, aby znajdowa są 50 |
| mm od punktuśćtkowej. | ||
| Przelącznik resetowania w maszynie nie jest wyłączony | Wymiȩ na nowy czerwony wyłącznik krańczyne y sącznych jest odȩczony | Wymiȩ na nowy czerwony wyłącznik krańczyne |
ACCESSIONS LIST
- Instrukcje *1
- Rury wydechowe *1
- Tásma dwustronna *1
- Zaciski *1
- Šrubokret *1
- Klucz imbusowy *1ZESTAW
- Przewód uziemiajocy *1
- Przewód zasilajcy *1
- Kabel dansch *1
- Kabel sieciowy Crystal *1
- Torba na dokumenty *1
- dysk flash *1
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
Techniczny Wsparcie i certyfikat e-gwarancji www.vevor.com/support
VEVOR
TOUGH TOOLS, HALF PRICE
Technisch Ondersteuning en E-garantiecertificaat www.vevor.com/support




