
KH7050 - Grawer laserowy Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia KH7050 Vevor w formacie PDF.

| Typ produktu | Grawer laserowy CO2 |
| Marka | Vevor |
| Model | KH7050 |
| Typ lasera | Rura lasera CO2 szklana |
| Moc lasera | 80 W |
| Moc całkowita | 680 W |
| Napięcie wejściowe | 120 V AC / 230 V AC (w zależności od wersji) |
| Obszar roboczy | 700 x 500 mm |
| Maksymalna prędkość grawerowania | 500 mm/s |
| Maksymalna prędkość cięcia | 400 mm/s |
| Stół roboczy | Regulowana platforma komórkowa z regulacją wysokości |
| Kompatybilne materiały | Drewno, papier, karton, plastik, szkło, skóra, tkanina, ceramika, kamień, metale powlekane |
| System chłodzenia | Wbudowane chłodzenie wodne z pompą i zbiornikiem |
| System wyciągu | Wentylator wyciągowy z wężem i zaciskiem |
| Panel sterowania | Ekran LCD z przyciskami nawigacyjnymi i funkcją PULSE |
| Łączność | USB, Ethernet, pendrive |
| Funkcje bezpieczeństwa | Zatrzymanie awaryjne, blokada pokrywy, ochrona przed przegrzaniem i brakiem wody |
| Konserwacja i czyszczenie | Regularne czyszczenie luster i soczewek, smarowanie prowadnic, opróżnianie pojemnika na pozostałości |
Często zadawane pytania - KH7050 Vevor
Pytania użytkowników dotyczące KH7050 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Grawer laserowy w formacie PDF za darmo! Znajdź swoją instrukcję KH7050 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. KH7050 marki Vevor.
INSTRUKCJA OBSŁUGI KH7050 Vevor
Techniczny Wsparcie i certyfikat gwarancji elektronicznej www.vevor.com/support
MASZYNA DO GRAWEROWANIA LASEROWEGO INSTRUKCJA OBSŁUGI
MODELE: KH5030/KH6040/KH7050/KH906/KH1490 KH-5030/KH-6040/KH-7050/KH-906/KH-1490
 | Ostrzeżenie: Aby zminimalizować ryzyko obrażeń, użytkow powinien uważnie przeczytać instrukcję obsługi. |
 | To urządzenie jest zgodne z częścią 15 przepisów FC do działanie podlega następującym dwóm warunkom: (1) To urządzenie nie może powodować szkodliwych zakłóceń i urządzenie musi akceptować wszelkie odbierane zakłócer w tym zakłócenia, które mogą powodować niepożądane działanie. |
 | Ten produkt podlega postanowieniom Dyrektywy Europejs 2012/19/WE. Symbol przedstawiający przekreślony kosz r śmieci na kółkach oznacza, że produkt wymaga oddziel zbiórki odpadów w Unii Europejskiej. Dotyczy to produkt wszystkich akcesoriów oznaczonych tym symbolem. Produktów oznaczonych w ten sposób nie można wyrzu razem ze zwykłymi odpadami domowymi, ale należy je do punktu zbiórki w celu recyklingu urządzeń elektryczne elektronicznych. |
IMPORTANT NOTES
Grawer laserowy CO2 nadaje się zarówno do użytku osobistego, j profesjonalnego. Przy użyciu zgodnie z niniejszą instrukcją zawiera syst laserowy klasy 1, ale niektóre komponenty są nadal bardzo niebezpieczeńst Nigdy nie wyłączaj wstępnie zainstalowanego sprzętu bezpieczeństwa zawsze używaj lasera bezpiecznie i odpowiedzialnie.
Przed przystąpieniem do eksploatacji urządzenia użytkownik powinier uważnie zapoznać się z treścią instrukcji.
instrukcji obsługi i ściśle jej przestrzegać. Niniejsza instrukcja dotyczy wielu modeli produktów.
●W tym sprzęcie zastosowano cztery typy laserów zgodnych z międzynarodowym standardem (mocne
promieniowanie laserowe). Promieniowanie laserowe może powodować następujące zdarzenia:
- podpalić otaczające materiały palne .
-
Podczas obróbki laserowej, ze względu na różne obrabiane obiekt inne
mogą wydzielać się promieniowanie i inne toksyny. Szkodliwy gaz -
Bezpośrednie promieniowanie laserowe może spowodować obrażenia ciała. Dlatego sprzęt musi być wyposażony w sprzęt przeciwpożaro Surowo zabrania się składowania materiałów łatwopalnych i wybuchowych na stole warsztatowym i wokół sprzętu. Jednocześnie należy zapewnić dobrą wentylację. Operatorzy nieprofesjonalni nie mają prawa zbliżać się do sprzętu.
-
Obiekty i emisje poddawane obróbce laserowej powinny być zgodne lokalnymi przepisami
i przepisów.
- Obróbka laserowa może wiązać się z dużym ryzykiem, dlatego należ dokładnie rozważyć
czy obiekt nadaje się do obróbki laserowej.
- Wewnętrzny sprzęt laserowy jest pod wysokim napięciem i stwarza inne
zagrożenia, z wyjątkiem
dla operatorów sprzętu kategorycznie zabrania się demontażu.
●Gdy sprzęt jest włączony, ktoś musi być strzeżony, Zabrania się wychodzenia bez upoważnienia. Przed opuszczeniem obiektu przez personel należy odciąć zasilanie.
- Zabrania się otwierania jakichkolwiek drzwi podczas pracy urządzenia.
- należy przeprowadzić kontrolę tego i innych urządzeń. bezpiecznie i skutecznie uziemione.
- Nie umieszczaj żadnego nieistotnego całkowitego odbicia lub rozproszonego odbicia przedmiotów w urządzeniu, aby zapobiec odbiciu wiązki lasera od cią człowieka lub przedmiotów łatwopalnych.
- Podczas obsługi urządzenia operator musi zawsze: obserwować działanie sprzętu. Jeśli wystąpi nietypowa sytuacja, należy natychmiast.
- Sprzęt powinien znajdować się w miejscu suchym, wolnym od zanieczyszczeń i wibracji. i silny środowisko zakłóceń elektromagnetycznych, z działającym temperatura 5-40 stopni Celsjusza i wilgotność 5-95% (nie (środowisko wody kondensacyjnej).
- Sprzęt powinien być zawsze umieszczony z dala od urządze ś elektrycznych wrażliwy na zakłócenia elektromagnetyczne, w przeciwnym razie może powodować zakłócenia elektromagnetyczne.
●Napięcie robocze urządzenia wynosi: europejskie AC220V lub północne Amerykańskie napięcie AC120V (przed użyciem należy sprawdzić napięcie robocze urządzenia).
- Najważniejszym laserem szklanym na dwutlenku węgla w sprzęcie jest A przedmiot konsumpcyjny i podatny na uszkodzenia. Proszę dbać o niego podczas użytkowania Laser szklany z dwutlenkiem węgla potrzebuje czystej, zimnej wody do schłodzenia Proszę zwrócić uwag aby temperatura wody nie przekraczała 30 stopni Celsjusza podczas użytkowania, w przeciwnym razie laser ulegnie uszkodzeniu. Gdy temperatura otoczenia spadnie poniżej 0 stopni Celsjusza, należy
wymienić go na płyn niezamarzający, aby uniknąć uszkodzenia dwutlenku węgla laser szklany.
- Zabrania się włączania urządzenia, gdy napięcie sieciowe jest nietrwa lub niedopasowane. Producent i sprzedawca nie ponoszą odpowiedzialności za straty spowodowane nieprawidłowym użytkowaniem lub niezgodnością z powyższe przepisy.
BASIC INFORMATION
Niniejsza instrukcja jest wyznaczonym przewodnikiem użytkownika grawera do instalacji lasera szafkowego, konfiguracji, bezpiecznej obsług konserwacji. Obejmuje ogólne informacje, instrukcje bezpieczeństwa, krok instalacji, instrukcje obsługi, procedury konserwacji i dane kontaktowe.
Wszyscy pracownicy zaangażowani w instalację, konfigurację, obsługę, konserwację i naprawę tej maszyny powinni przeczytać i zrozumieć tę instrukcję, zwłaszcza jej instrukcje bezpieczeństwa. Niektóre komponenty mają ekstremalnie wysokie napięcie i/lub generują silne promieniowanie laserowe. Niezrozumienie i nieprzestrzeganie tych instrukcji może skutkować niespełniającymi norm wydajnościami i żywotnością, uszkodzeniem mienia i obrażeniami ciała.
Twój grawer laserowy działa poprzez emitowanie silnej wiązki laserow z rurki szklanej wypełnionej izolującym dwutlenkiem węgla (CO2), odbijając tę wiązkę od trzech luster i odbijając ją przez soczewkę skupiającą, a następnie wykorzystując to skupione światło do wytrawian wzoru na określonych podłożach. Pierwsze lustro jest zamocowane blis końca tuby laserowej, drugie lustro porusza się wzdłuż osi Y maszyny, a trzecie lustro jest przymocowane do głowicy laserowej poruszającej się wzdłuż osi X. Ponieważ część pyłu z procesu grawerowania osadza s lustrze, należy je często czyścić. Ponieważ poruszają się podczas pracy,
należy je również okresowo regulować za pomocą śrub ustalających, d których są przymocowane, aby utrzymać prawidłową ścieżkę lasera. W przypadku tego grawera należy stosować system chłodzony wodą (zwyl pompę lub chłodnicę), aby rozproszyć ciepło wytwarzane przez tubę laserową. Podobnie, należy stosować układ wydechowy (zwykle zewnętrzny otwór wentylacyjny lub dedykowany oczyszczacz powietrza), aby usunąć pył i gazy wytwarzane podczas procesu grawerowania.
Ciągłe używanie lasera powyżej 70% jego maksymalnej mocy znamionowej znacznie skróci jego żywotność. Zaleca się ustawienie na 10-70% maksymalnej mocy znamionowej w celu uzyskania optymalnej wydajności i długowieczności.
Należy pamiętać, że jest to urządzenie pod wysokim napięciem i ze względów bezpieczeństwa zaleca się, aby podczas użytkowania dotykać jego podzespołów wyłącznie jedną ręką.
Należy pamiętać, że aktywne lasery są niewidoczne dla ludzkiego ok Tego urządzenia nie należy używać z otwartą pokrywą, aby uniknąć potencjalnych trwałych obrażeń.
Należy również zauważyć, że zarówno układ chłodzenia wodnego, jak układ wydechowy są absolutnie niezbędne do bezpiecznego użytkowania tego sprzętu. Nie należy obsługiwać maszyny grawerującej, jeśli te dwa układy nie działają prawidłowo. Woda powinna być zawsze czysta i utrzymywana w temperaturze pokojowej, a układ wydechowy powinien zawsze spełniać wszystkie przepisy i regulacje dotyczące miejsca pracy jakości powietrza otoczenia.
SYMBOL GUIDELINES
Na etykiecie urządzenia lub w niniejszej instrukcji zastosowano następujące symbole:

●Przedmioty te niosą ze sobą ryzyko poważnych uszkodzeń mienia lu obrażeń ciała

- Projekty te rozwiązują podobne poważne problemy związane z wiązka laserowymi.

- Projekty te rozwiązywały podobne poważne problemy z elektrycznością składniki.

- Każda osoba przebywająca w pobliżu urządzenia powinna nosić okuła ochronne podczas jego pracy.
INTENDED PURPOSE
●Maszyna nadaje się do grawerowania logotypów i innych materiałów użytkowych.
produkty na odpowiednich podłożach. Ten laser może przetwarzać różnorodne materiały, w tym drewno i korek, papier i tekturę, większtworzyw sztucznych, szkło, tkaniny i skóre oraz kamień. Może by również stosowany z niektórychi specjalnie powlekanymi metalami.
Używanie tego systemu do celów lub materiałów innych niż te, dla których jest przeznaczony, jest niedozwolone.
- System musi być obsługiwany, konserwowany i naprawiany przez oso która:
jest zaznajomiony z obszarem użytkowania i zagrożeniami związanym maszyną i materiałami grawerskimi, w tym z ich zdolnością do odbij
światła, przewodnością elektryczną, możliwością wytwarzania szkodliwych lub łatwopalnych oparów itp.
- Promienie laserowe są niebezpieczne. Producent i/lub sprzedawca nie powinien ponosi odpowiedzialności za niewłaściwe użycie tego urządzenia lub jakiekolwiek szkody lub obrażenia wynikające z użycia. Obowiązkiem operatora jest używanie tej szafkowej grawerki laserowej wyłącznie zgodnie z jej przeznaczeniem, innymi instrukcjami zawartymi w instru oraz wszystkimi obowiązującymi lokalnymi i krajowymi przepisami i regulacjami .
SPECIFICATIONS
| Model | KH5030 | KH6040 | KH7050 | KH9060 | KH1490 |
| KH - 5030 | KH - 6040 | KH - 7050 | KH - 9060 | KH - 1490 | |
| Napięcie | Prąd | Prąd | Prąd | Prąd | Prąd |
| wejściowe | zmienny120 V | zmienny120 V | zmienny120 V | zmienny120 V | zmienny120 V |
| Prądzmienny230 V | Prądzmienny230 V | Prądzmienny230 V | Prądzmienny230 V | Prądzmienny230 V | |
| Całkowitamoc | 420 W | 560 W | 680 W | 830 W | 900 W |
| Moc lasera | 5 0W | 60 W | 80W | 100 W | 130 W |
| Obszarroboczy | 500*300mm | 600*400mm | 700*500mm | 900*600mm | 1400*900mm |
| temperatura | 5-50 °C | ||||
| wilgotność | 5%-95% bez kondensatu | ||||
| Typ lasera | Lasery szklane CO2 | ||||
| Modellaserowy | KH-LT50 | KH-LT60 | R3 | R5 | R7 |
| Tworzywo | Kamień, drewno, ceramika, metal, tkanina, papier itp. | ||||
| Stółwarsztatowy | Platforma komórkowa | ||||
| Prędkość cięcia | 0-400mm/s | ||||
| Prędkośćgrawerowania | 0-500mm/s | ||||
- Schematyczny rysunek części.
- Okienko podglądowe: To brązowe akrylowe okienko umożliwia monitorowanie
proces grawerowania, ale tylko częściowo pochłania laser o wysokiej podczerwieni i nie ma innej ochrony. Zawsze noś okulary podczas korzystania z Protective Observation Active Laser i nigdy nie wpatruj w niego przez dłuższy czas.
- Światło LED: To jasnozielone światło oświetla stół roboczy, zapewniają dobrą widoczność.
widok grawerunku materiału przed, w trakcie i po pracy.
●Prowadnice osi Y: Prowadnice osi Y umożliwiają przesuwanie się prowadnic osi X w przód i w tył na stole.
●Przełącznik chłodzenia wodnego: Po aktywacji przełącznika wbudowany układ chłodzenia wodnego
rozpoczyna się chłodzenie i zapala się wyświetlacz pokazujący temperaturę w czasie rzeczywistym.
- Szyna osi X: Szyna osi X utrzymuje drugie lustro i podtrzymuje głowica laserowa do poruszania się w lewo i prawo.
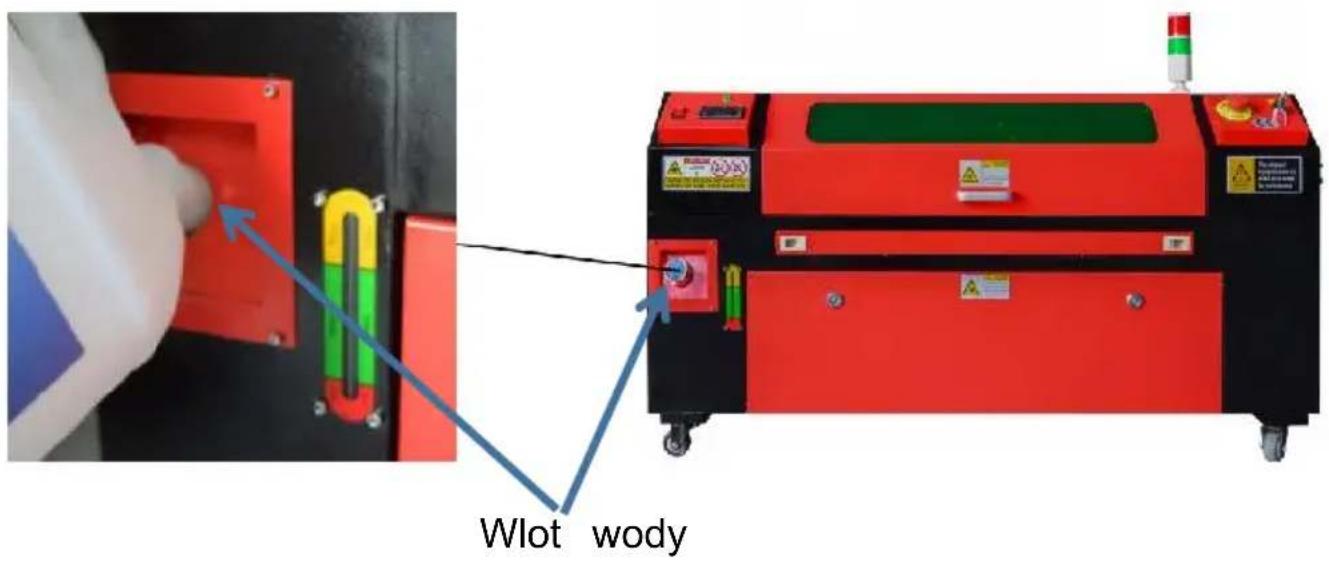
●Wlot wody: Służy do odkręcania pokrywy przeciwnie do ruchu
wskazówek zegara podczas napełniania wbudowany zbiornik na wodę obiegową.
- Wskaźnik poziomu wody: Ten port obserwacyjny można wykorzystać obserwacji poziom wody w zbiorniku na wodę w kadłubie samolotu. (żółty: za wysoki / zielony: odpowiedni / czerwony: za niski) .
- Przednie proste drzwi: Te drzwi otwierają się, aby umożliwiać przechodzenie większych materiałów przez stół roboczy. Należy zachować szczególną ostrożność, aby uniknąć zobaczenia lub cierpienia z powodu wiązki laserowej i jej od To również tutaj znajdowała się torba na akcesoria, gdy grawer przy po raz pierwszy.
- Drzwi wejściowe frontowe: Te drzwi zapewniają dostęp do obszaru poniżej Ławka łatwa do czyszczenia.
●Daszek: Pokrywa zapewnia dostęp do głównego uchwytu w celu umieszczenia i odzyskiwanie materiałów, a także naprawianie ustawienia ścieżki laser i inne czynności konserwacyjne. Po otwarciu pokrywy zasilanie lasera zostaje automatycznie odcięte.
- Wskaźnik roboczy: może pomóc operatorowi lepiej obserwować laser status emisji, światło czerwone: laser pracuje, światło zielone: laser bezczynny.
- Panel sterowania: Panel sterowania umożliwia ręczne sterowanie proces grawerowania, obejmujący ruch ręcznej głowicy laserowej i emisję wiązki laserowej.
- Wyłącznik główny: steruje całkowitym wyłącznikiem mocy całej maszyn
- Przełączniki sterowania osią Z: Te przyciski przesuwają stół w górę dół, pomagają szybko dostosować się i skupić na różnych grubościach st
- Porty połączeniowe: Porty te łączą płytę główną urządzenia grawerującego maszynę do komputera sterującego i oprogramowania grawerującego za pomocą kabla USB lub Ethernet.
●Prawe drzwi dostępowe: Te drzwi zapewniają dostęp do płyty główne silnika sterowniki i zasilacz. Otwory wentylacyjne zapobiegają przegrzaniu się podzespołów podczas użytkowania i nie powinny być zasłanianie.
● Wentylator chłodzący płytę główna: Ten wentylator służy do odprowadzania ciepła z rdzenia urządzenia takie jak wbudowane płyty główne i zasilacze laserowe.
- Wyłącznik awaryjny: W przypadku awarii ten przycisk będzie natychmiast odciąć zasilanie tuby laserowej.
●Głowica lasera: Głowica lasera zawiera trzecie lustro, soczewkę skupiającą i czerwony punkt wskazówki i wylot wspomagania powietrza.
- Stół: Wysokość stołu można regulować, aby dopasować go do cieńsz i grubszych blatów. materiałów, a także między platformami aluminiowymi i komórkowymi.
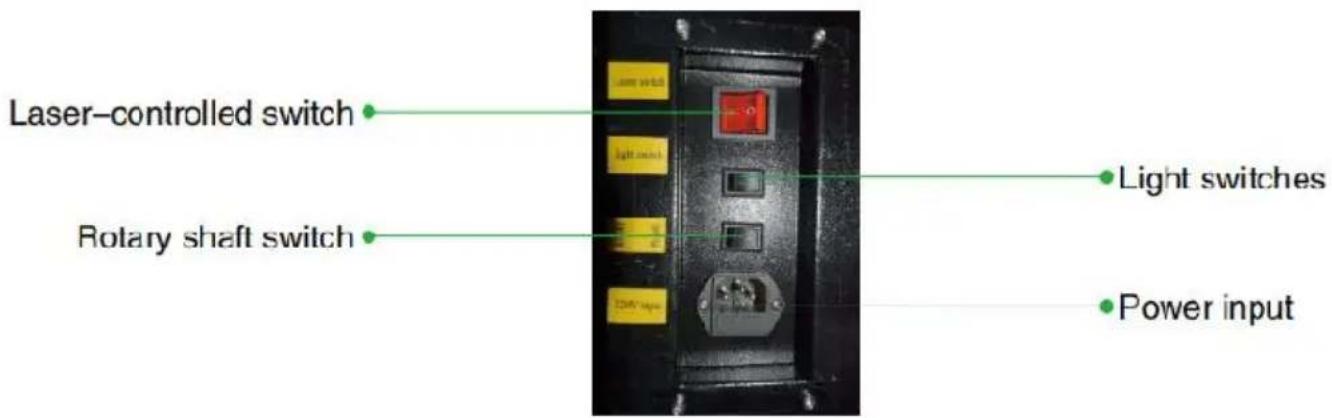
- Przełącznik sterowania laserem: Ten przełącznik musi być włączony podczas korzystania z lasera.
- Wyłącznik światła: Włącz światło na stole warsztatowym.
- Przełącznik osi obrotowej: Ten przełącznik musi być włączony podcza korzystania z osi obrotowej. Oś Y (wyłączona, gdy oś obrotowa nie jest używana), jeśli oś Y si porusza, sprawdź czy ten przełącznik jest wyłączony.
- Wejście zasilania: Przed użyciem należy podłączyć to złącze zasilania maszyna.
●Górne tylne drzwi dostępowe: Te drzwi prowadzą do wnęki laserowej której znajduje się laser. Rura i jej połączenia są zabezpieczone.
- Drzwi tylne: Te drzwi są odpowiednikiem drzwi przednich i wymagają podobnych ostrożność podczas użytkowania.
●Dolne tylne drzwi dostępowe: Te drzwi zapewniają dostęp do wspomagania pneumatycznego pompa i pas osi Z.
●Wentylator wyciągowy: Ten wentylator usuwa gazy i zanieczyszczenia
powietrza
warsztatowym i wypuszcza powietrze po oczyszczeniu przez przyjazny dla środowiska filtr.
● Wentylator chłodzący zbiornik na wodę: Ten wentylator służy do chłodzenia krążącej wody.
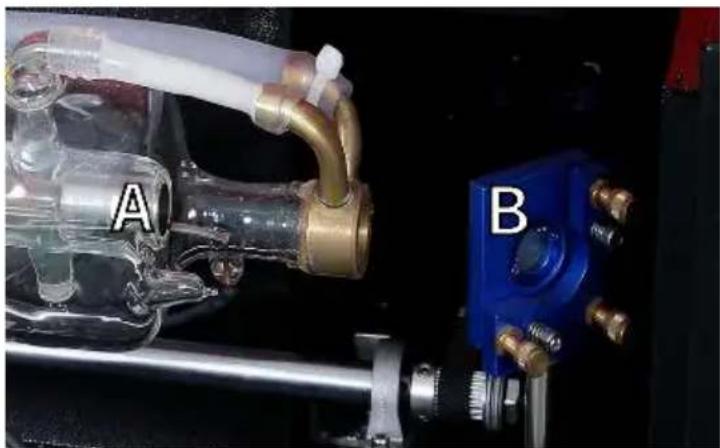
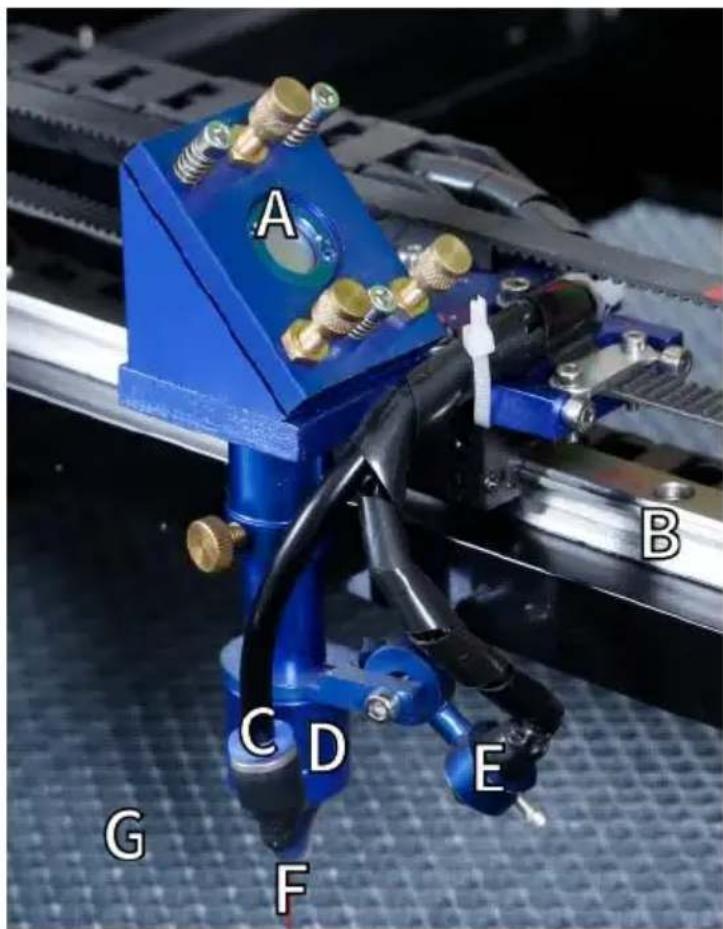
- Opis ścieżki lasera .
A. Rura laserowa : Ta szklana rura wypełniona dwutlenkiem węgla jamontowana na uchwycie i nie można jej przesuwać. Napięcie połączenia między nią a zasilaczem lasera jest niezwykle wysokie niezwykle niebezpieczne.
B. Pierwszy reflektor — to lustro o regulowanym kącie jest utrzymywane na miejscu, aby przenieść laser grawerujący z tuby r drugie lustro.
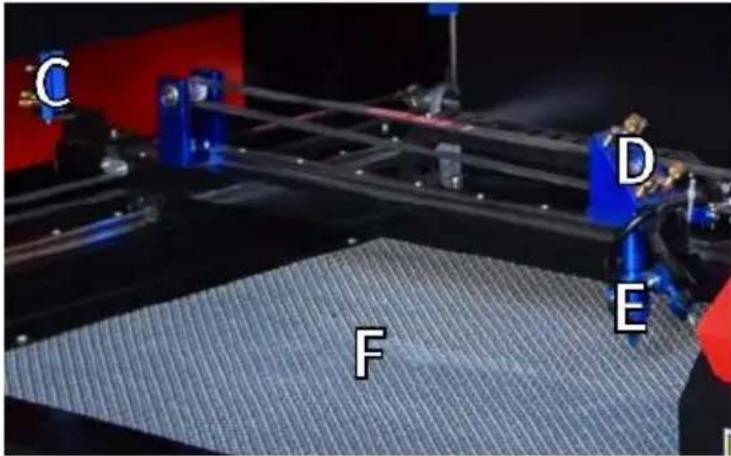
C. Drugie lustro : To lustro o regulowanym kącie porusza się wzdłuż prowadnicy osi X, umożliwiając wiązce lasera przemieszczanie się wzdłuż osi Y.
D. Trzecie lustro : To regulowane pod kątem lustro porusza się wra głowicą lasera, umożliwiając wiązce lasera przemieszczanie się wzdłuż osi X.
E. Soczewka skupiająca : Soczewka ta kieruje i skupia światło lasera na materiale.
F. Stół warsztatowy : Wysokość odsłoniętego stołu warsztatowego można regulować .
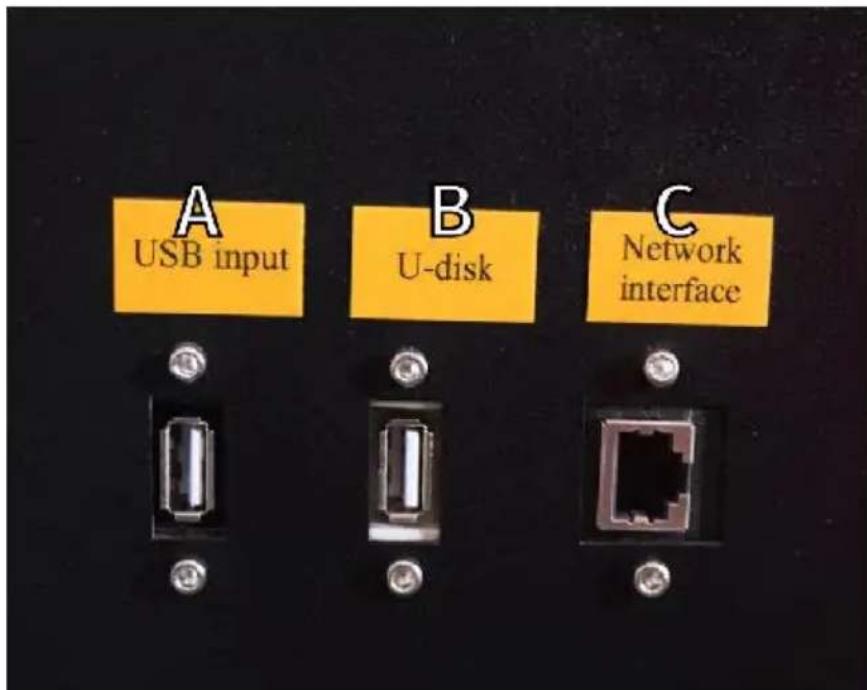
- Podłącz wejścia.
A. Port USB : Ten port wykorzystuje dowolny ze swoich portów US łączenia się z komputerem sterującym i jego oprogramowaniem do grawerowania.
B. Port USB : Ten port umożliwia ładowanie i zapisywanie projektów parametrów bezpośrednio w grawerce.
C. Port Ethernet : Port ten łączy się bezpośrednio lub przez Internet komputerem sterującym i jego oprogramowaniem.
- Montaż głowicy laserowej.
A. Głowica laserowa Trzecie lustro: To lustro o regulowanym kącie
przekazuje światło laserowe z drugiego lustra do soczewki skupiającej.
B. Prowadnica osi X: Prowadnica ta porusza się wzdłuż osi Y, a je jest kontrolowany przez wyłącznik krańcowy.
C. Wspomaganie powietrzem: Urządzenie to wdmuchuje sprężone powietrze, aby zabić iskry oraz wydmuchać gazy i zanieczyszczenia podczas grawerowania.
D. Soczewka skupiająca: Soczewka ta kieruje i skupia wiązkę lasera punktu jej zetknięcia z materiałem grawerowanym.
E. Wskaźnik czerwony: Urządzenie to pomaga zobaczyć dokładnie położenie niewidzialnego lasera grawerującego.
F. Laser: Sam laser grawerujący jest niewidoczny, ale bardzo niebezpieczny. Unikaj bezpośredniego kontaktu ze skórą lub oczami
G. Stół warsztatowy: Użyj dołączonych narzędzi akrylowych, aby uzyskać idealną ostrość dla materiałów o dowolnej grubości.
- Prawe drzwi dostępowe.
A. Płyta główna : Ta płyta steruje procesem grawerowania i reaguje polecenia z oprogramowania grawerującego lub panelu sterowania maszyny.
Sterownik osi X : To urządzenie przesuwa głowicę lasera wzdłuż sz X.
Napęd osi CY : Urządzenie to przesuwa szynę X wzdłuż szyny Y.
D. Moc lasera : Urządzenie to przetwarza standardową energię elektryczną na ładunek o bardzo wysokim napięciu, wymagany dla tuby laserowej.
E. Zasilacz — To urządzenie zasila płytę główną i napędy kompute

A. Przewód wysokiego napięcia : Przewód ten jest podłączony do a lub dodatniego koń ca rury laserowej i dostarcza prąd wysokiego napięcia zasilający laser.
B. Otwory montażowe : Te standardowe otwory pozwalają na łatwą instalację i demontaż.

8. Steruj wyświetlaczem.
- Opis przycisku
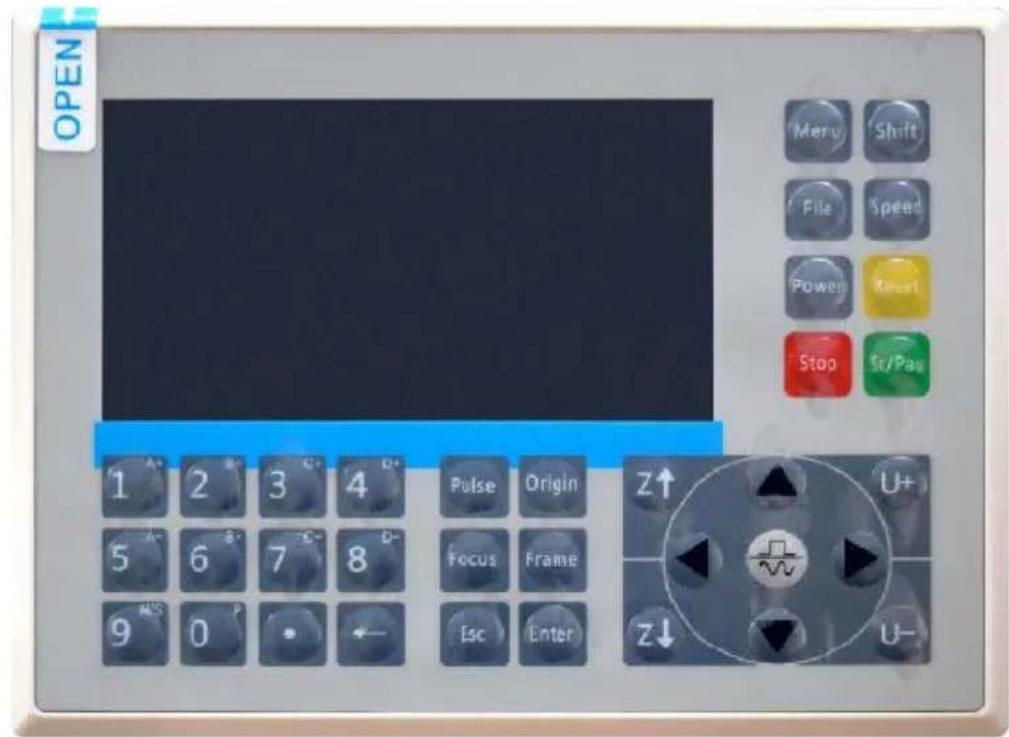

Reset button: System reset

Stop button: Stop machining or motor shaft movement

Delete key: This parameter is used to delete the parameter

Anchor key: Set the anchor point

AY. Obszar wyświetlania graficznego: Wyświetla ścieżkę i aktualną tras całego pliku.
AZ. Numer wersji: Wyświetla numer wersji panelu i płyty głównej.
BA. Czas systemowy: Wyświetla aktualny czas systemowy.
BB. Obszar wyświetlania parametrów: wyświetla numer pliku, prędkość, maksymalną moc itp. bieżącego pliku.
BC. Obszar wyświetlania współrzędnych: Wyświetla aktualne współrzędne głowicy laserowej.
BD. Obszar wyświetlania warstw: Wyświetla parametry warstw bieżącego pliku lub pliku podglądu. Parametry od lewej do prawej to liczba wa kolor, prędkość i maksymalna moc.
BE. Przetworzony rozmiar ramki: Wyświetla wymiary bieżącego pliku.
BF. Liczba elementów: Wyświetla liczbę ukoń czonych przebiegów dla bieżącego pliku.
BG. Status systemu: Wyświetla aktualny status maszyny: bezczynna, działająca, wstrzymana lub ukoń czona. Czas przetwarzania jest wyświetlany po prawej stronie.
BH. Pasek postępu przetwarzania: wyświetla postęp przetwarzania bieżącego pliku.
Uwaga : Gdy system jest bezczynny lub gdy praca jest zakoń czor wszystkie przyciski są używane. Użytkownicy mogą pracować nad plika ustawiać parametry, podglądać pliki i nie tylko. Niektóre przyciski nie I działać, gdy praca jest uruchomiona lub wstrzymana (na przykład origin frame) .
SAFETY INFORMATION
1. ZRZECZENIE SIĘ GWARANCJI
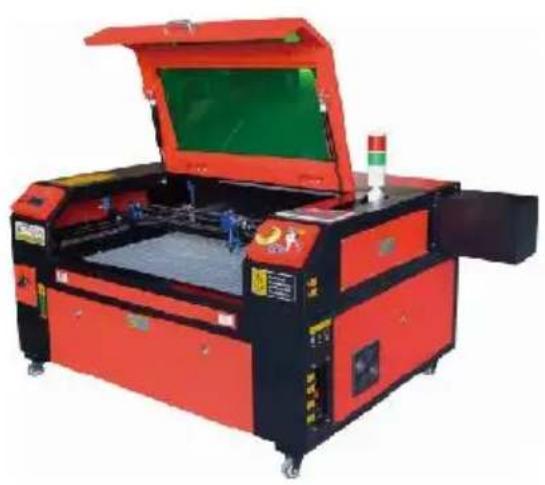
Twój grawer może nieznacznie różnić się od tego pokazanego w tej instrukcji ze względu na opcje, aktualizacje itp. Jeśli Twoja grawerka została dostarczona z nieaktualną instrukcją lub masz jakiekolwiek inne pytania, skontaktuj się z nami.
2.OGÓLNA INFORMACJA DOTYCZĄCA BEZPIECZEŃSTWA
Etykieta z instrukcją powinna znajdować się w następujących miejsca Twojego urządzenia:

- Jeśli którykolwiek z tych znaczników jest brakujący, nieczytelny lub uszkodzony, należy go usunąć.
Zastąpiono.

- Używaj tego urządzenia do grawerowania laserowego wyłącznie zgodn ze wszystkimi obowiązującymi przepisami.
lokalne i krajowe przepisy i regulacje.
- Używaj tego urządzenia wyłącznie zgodnie z niniejszą instrukcją obsłu Tylko
Inne osoby, które przeczytały i zrozumiały tę instrukcję, mają prawo instalować, obsługiwać, konserwować, naprawiać itp. Jeśli urządzenie zostało przekazane lub sprzedane osobie trzeciej, należy upewnić się że niniejsza instrukcja została dołączona do urządzenia.
●Nie biegaj nieprzerwanie dłużej niż 3 i pół godziny. Zatrzymaj się na najmniej
30 minut pomiędzy użyciami.
●Nie pozostawiaj tego urządzenia bez nadzoru podczas pracy. Przestrzegaj
sprzęt przez cały czas działania, jeśli występuje jakiekolwiek
nieprawidłowe działanie, natychmiast odłącz zasilanie maszyny i skontaktuj się z naszym działem obsługi klienta lub wyspecjalizowany serwisem naprawczym. Ponownie, upewnij się, że urządzenie jest całkowicie wyłączone po każdym użyciu (w tym za pomocą wyłączni awaryjnego).
- Nie należy pozwalać na wstęp osobom niepełnoletnim, personelowi nieprzeszkolonemu lub osobom z niepełnosprawnością fizyczną lub psychiczną. niepełnosprawności intelektualne, które mogłyby mieć wpływ na ich zdolność do korzystania z niniejszej instrukcji oraz instrukcji oprogramowania w celu instalacji, obsługi, konserwacji lub naprawy te sprzętu.
- Każdy nieprzeszkolony personel, który może znajdować się w pobliżu sprzętu Podczas obsługi sprzętu należy być świadомym, że jest on niebezpieczny i należy udzielić mu odpowiednich instrukcji dotyczących sposobu uniknięcia obrażeń podczas użytkowania.
- Zawsze umieszczaj gaśnice, rury wodne lub inne środki zmniejszające palność systemów w pobliżu, aby zapobiec wypadkom. Upewnij się, że numę telefonu lokalnej straży pożarnej jest wyraźnie wyświetlany w pobliżu. przypadku pożaru, odłącz zasilanie przed ugaszeniem płomieni. Przed użyciem zapoznaj się z prawidłowym zasięgiem gaśnicy. Uważaj, aby nie używać gaśnicy zbyt blisko płomienia, ponieważ jej wysokie ciśni może spowodować odrzut.
3. INSTRUKCJE BEZPIECZEŃSTWA DOTYCZĄCE LASERA.
W przypadku użycia zgodnie z instrukcją maszyna zawiera system laserowy klasy 1, który jest bezpieczny zarówno dla użytkowników, jak osób postronnych. Jednak niewidzialne lasery, tuby laserowe i ich połączenia elektryczne są nadal bardzo niebezpieczne. Mogą one spowodować poważne szkody materialne i obrażenia ciała jeśli nie są
używane lub modyfikowane ostrożnie, w tym, ale nie wyłączn

następujące:
●Lasery mogą z łatwością spalić znajdujące się w pobliżu materiały łatwopalne.
●Niektóre materiały robocze mogą wytwarzać promieniowanie lub szkodliwe gazy podczas Przetwarzanie.
- Bezpośredni kontakt z laserem może spowodować obrażenia ciała, w tym poważne
oparzenia i nieodwracalne uszkodzenia oczu.
- Nie modyfikuj ani nie wyłączaj funkcji bezpieczeństwa zapewnianych przez to urządzenie.
nie modyfikuj ani nie rozmontowuj lasera i nie używaj lasera, jeśli z zmodyfikowany lub rozmontowany przez kogokolwiek innego niż przeszkolony i wykwalifikowany specjalista. Niebezpieczne narażenie na promieniowanie i inne obrażenia mogą być wynikiem stosowania dostosowanych, zmodyfikowanych lub w inny sposób niekompatybilny sprzęt.
●Nigdy nie pozostawiaj żadnej części szafki otwartej podczas pracy, cl że:
(wymagane) przez drzwi. Nigdy nie zakłócaj wiązki laserowej, nie umieszczaj żadnej części ciała na żadnej części ścieżki laserowej podczas operacji i nigdy nie próbuj bezpośrednio obserwować lasera. Podczas korzystania z drzwi przejściowych lub w inny sposób naraża się na narażenie na wiązkę laserową, podejmij kroki, aby chronić się przed potencjalnie odbitymi wiązkami laserowymi, w tym użyj osobiste sprzętu ochronnego, takiego jak specjalnie zaprojektowane okulary ochronne, aby filtrować grawery o gęstości optycznej (OD) 5+ dla określonych długości fal laserów.
- Podczas pracy nie należy patrzeć ani pozwalać innym osobom patrze na wiązkę lasera.
nieprzerwanie, nawet przy zamkniętej pokrywie i/lub założonych okularach ochronnych.
- Używaj tej maszyny do grawerowania tylko wtedy, gdy funkcja automatycznego wyłączania jest włączona.
działa prawidłowo. Kiedy po raz pierwszy otrzymasz ten grawer, jeśli następnie zauważ jakiekolwiek problemy, przetestuj je przed wykonaniem jakichkolwiek innych prac (patrz poniżej). Jeśli zamknięcie nie nastąpi, nie kontynuuj używania. Wyłącz urządzenie i skontaktuj z obsługą klienta lub serwisem naprawczym. Nigdy nie wyłączaj tych zamknięć.
- Jeżeli układ chłodzenia wodnego nie działa prawidłowo, nie należy używać tego lasera.
grawera w żadnych okolicznościach. Zawsze aktywuj system chłodzen wodnego i wizualnie potwierdź, że woda przepływa przez cały syster przed włączeniem tuby laserowej. Nie używaj wody z lodem ani wod temperaturze wyższej niż 100° F (38° C). Aby uzyskać najlepsze rezultaty, utrzymuj ją w temperaturze 60–70°F (15–21°C).
- Nie należy używać w wodzie chłodzącej ogólnego zastosowania płynu chłodziącego lub środka zapobiegającego zamarzaniu, ponieważ mogą one
pozostawiają żrące pozostałości i twardnieją wewnątrz węża i rur, co może prowadzić do awarii, a nawet wybuchu. Używaj niestandardowy formuł bezpiecznych dla lasera lub używaj i przechowuj grawerkę w pomieszczeniu o kontrolowanym klimacie.
- Nie pozostawiać materiałów potencjalnie łatwopalnych, palnych, wybuchowych lub żrácych
materiałów w pobliżu, aby nie narażać ich na bezpośrednie lub odb promieniowanie laserowe.
- Nie używaj ani nie umieszczaj w pobliżu wrażliwego sprzętu EMI. Upewnij się, że
obszar wokół lasera jest wolny od silnych zakłóceń elektromagnetycznych podczas każdego użycia.
- Używaj tej maszyny wyłącznie do obróbki materiałów opisanych w instrukcji.
Sekcja Bezpieczeństwo materiałów w niniejszej instrukcji. Ustawienia lasera i proces grawerowania muszą być odpowiednio dostosowane o konkretnego materiału.
- Upewnij się, że w okolicy nie ma innych zanieczyszczeń powietrza, ponieważ mogą one stanowić zagrożenie.
podobne ryzyko odbicia, spalenia itp.

- Używaj tego urządzenia wyłącznie z kompatybilnym i stabilnym zasilaczem o napięciu
wahania napięcia mniejsze niż 10 %.
- Nie podłączaj innych urządzeń do tego samego bezpiecznika co syst laserowy.
wymaga pełnego natężenia prądu. Nie należy używać ze standardow przedłużaczami ani listwami zasilającymi. Stosuje się wyłącznie urządzenia przeciwprzepięciowe o wartości znamionowej powyżej 2000 J.
- Włączaj to urządzenie tylko wtedy, gdy jest dobrze uziemione, np. za pomocą solidnego przewodu.
podłączenie do gniazda 3-pinowego lub za pomocą dedykowanego kabla uziemiającego, który jest bezpiecznie podłączony do właściwego gniazda w obudowie. Nie należy używać z nieuziemionym adapterem 3-pinowym do 2-pinowego. Uziemienie sprzętu należy regularnie sprawdzać pod kątem uszkodzeń lub luźnych połączeń.
●Dlatego obszar wokół tego urządzenia do grawerowania laserowego
powinien być utrzymywany w czystości.
suche, dobrze wentylowane i kontrolowane pod względem środowiskowym, aby utrzymać temperaturę otoczenia pomiędzy 40–95°F (5–35°C). Aby uzyskać najlepsze rezultaty, utrzymuj temperaturę na poziomie 75°F (25°C) lub niższym. Wilgotność otoczenie powinna przekraczać 70%.
●Gdy pompa jest podłączona do źródła zasilania, nie należy jej dotyk pompę lub wodę, w której jest zanurzona. Przed podłączeniem do ż zasilania należy ją umieścić w wodzie, a przed wyjęciem odłączyć c zasilania.
●Regulacja, konserwacja i naprawa podzespołów elektrycznych ten sprzęt musi być obsługiwany wyłącznie przez przeszkolonych i wykwalifikowanych fachowców, aby uniknąć pożaru i innych awarii, w tym potencjalnego narażenia na promieniowanie z powodu uszkodzeni elementów lasera. Ponieważ testowanie elementów elektrycznych tego systemu znakowania wymaga specjalistycznych technik, zaleca się, ak takie testy były przeprowadzane wyłącznie przez producentów, sprzedawców lub organizacje serwisowe.
- Jeżeli nie zaznaczono inaczej, reguluj, konserwuj i naprawiaj urządzer wyłącznie gdy jest wyłączony, odłączony od zasilania i całkowicie chłodny.
5. INSTRUKCJE BEZPIECZEŃSTWA MATERIAŁÓW.
- Użytkownik tej maszyny do grawerowania laserowego jest odpowiedzialny za:
potwierdzić, że materiał, który ma zostać przetworzony, jest w stanie wytrzymać ciepło lasera i nie wytwarza żadnych emisji ani produktów ubocznych, które są szkodliwe dla osób przebywających w pobliżu lu naruszają lokalne lub krajowe przepisy lub regulacje. W szczególności nie należy używać tego sprzętu do przetwarzania polichlorku winylu (PCW), teflonu ani innych materiałów zawierających halogeny pod żadnymi okolicznościami.
- Użytkownik tej maszyny do grawerowania laserowego jest odpowiedzialny za:
zapewnić, że każda osoba obecna podczas pracy ma odpowiedni sp ochrony osobistej, aby uniknąć obrażeń spowodowanych emisjami i produktami ubocznymi przetwarzanego materiału. Oprócz okularów ochronnych przed laserem wymienionych powyżej, może to wymagać gogli, masek lub respiratorów, rękawic i innej ochronnej odzieży wierzchniej.
- Jeżeli układ wydechowy nie działa prawidłowo, nie należy używać tę lasera.
grawerki w żadnych okolicznościach. Zawsze upewnij się, że wentylat wyciągowy jest w stanie usunąć pył i gazy z procesu grawerowania zgodnie ze wszystkimi obowiązującymi lokalnymi i krajowymi przepisari i regulacjami. Jeśli wentylator wyciągowy lub rura wydechowa ulegną awarii, natychmiast zaprzestań ich używania.
- Użytkownicy muszą zachować szczególną ostrożność podczas pracy z materiałami przewodzącymi prąd.
materiałów, gdyż nagromadzenie się kurzu i cząsteczek pochodzących otoczenia może uszkodzić elementy elektryczne, spowodować zwarcia lub mieć inne skutki, łącznie z odbitym promieniowaniem laserowym
- Urządzenie jest bezpieczne w użyciu z następującymi materiałami: 1. tworzywa sztuczne .
- Akrylonitryl-butadien-styren (ABS)
- Nylon (poliamid, PA, itp.)
- polietylen
- Polietylen o dużej gęstości (polietylen o dużej gęstości, polietylen i
- Dwuosiowo zorientowany politereftalan etylenu (BoPET, poliester, poliester itp.)
- Politereftalan etylenu (PETG, PET-G itp.)
• Poliimid (PI, Kapton, itp.) - Polimetakrylan metylu (PMMA, akryl, pleksi, fluoryt itp.)
• Polioksymetylen (POM, acetal, DL, itp.) - Polipropylen (PP itp.)
- styren
2.inne.
- karton
- Ceramika, w tym sztućce, płytki itp.
- szkło
- skóra
- Papier i tektura
- guma
- Kamień, w tym marmur, granit itp.
- Tekstylia, w tym bawełna, zamsz, filc, konopie itp.
- Drewno, w tym korek, płyta MDF, sklejka, drewno balsowe, brzoża wiśnia, dąb, topola itp.
Uwaga : Zalecane parametry dla najczęściej stosowanych materiałów grawerskich można znaleźć tutaj.
- Tego urządzenia nie można używać z następującymi materiałami ani żadnymi materiałami zawierające je:
- Skóra sztuczna zawierająca chrom sześciowartościowy (Cr[VI]) ze względu na jego toksyczne opary
- Astat ze względu na toksyczne opary
- Tlenek berylu, ze względu na toksyczne opary
- Brom, ze względu na toksyczne opary
- Chlor, w tym poliwinyllobutyral (PVB) i polichlorek winylu (PVC, wir Sintra itp.), ze względu na toksyczne opary
- Fluor, w tym teflon (teflon, teflon itp.), ze względu na toksyczne
- Jod, ze względu na toksyczne opary
- Metale ze względu na przewodnictwo elektryczne i zdolność odbijar światła
- Żywice fenolowe, w tym różne formy żywic epoksydowych, ponieważ wydzielają toksyczne opary
- Poliwęglan (PC, Lexan itp.) ze względu na toksyczne opary
Uwaga : W przypadku wszystkich innych materiałów, jeśli nie masz pewności co do bezpieczeństwa lub możliwości użycia lasera prz to urządzenie, zapoznaj się z jego kartą bezpieczeństwa materiał Arkusz (MSDS). Szczególną uwagę zwraca się na informacje dotyczące bezpieczeństwa, toksyczności, korozyjności, refleksyjności i reakcji na wysokie temperatury. Alternatywnie, prosimy o kontakt z naszym działem wsparcia w celu uzyskania dalszych wskazówek
INSTALLATION
1. PRZEGLĄD INSTALACJI.
- Kompletny system roboczy obejmuje szafkę do grawerowania laserowego, jej
otwory wentylacyjne, wszystkie stosowne kable połączeniowe, a także laser i klucz dostępu. Szafka może wykorzystywać projekt dostarczon przez dołączone oprogramowanie do grawerowania, łącząc się bezpośrednio z komputerem lub internetem; Może również grawerowa projekty ładowane bezpośrednio z dysków flash. Użytkownicy mogą konfigurować inne dodatkowe akcesoria, takie jak osie obrotowe, aby spełnić swoje potrzeby.
- Należy używać wyłącznie sprzętu, okablowania i zasilaczy dołączonych do zestawu lub do niego dołączonych.
kompatybilny z tym urządzeniem. Instalowanie sprzętu Nieodpowiednie urządzenie może powodować słabą wydajność, skrócenie czasu serwisowania, zwiększenie kosztów konserwacji, uszkodzenie mienia i obrażenia ciała.
●Proszę zwrócić uwagę na szczegółowe wymagania dotyczące instalacji systemu.
Każdy klient musi być świadomy tych kwestii przed instalacją, aby wykonać prawidłową konfigurację i osiągnąć bezpieczną wydajność lasera. Jeśli masz jakiekolwiek problemy z instalacją, skontaktuj się naszymi technikami i zespołem obsługi klienta.
- Wszelki sprzęt pomocniczy musi być dostosowany do jednostki główn W razie wątpliwości,
prosimy o bezpośredni kontakt ze sprzedawcą lub producentem takie sprzętu.
- Wybór miejsca instalacji
- Przed zainstalowaniem grawera należy wybrać odpowiednie miejsce jego użytkowania.
- Upewnij się, że spełnia wszystkie wymagania omówione w powyższej instrukcji bezpieczeństwa
informacje. Miejsce powinno być stabilne, równe, suche i klimatyzowa aby zapewnić temperaturę otoczenia 40–95°F (5–35°C) i wilgotność otoczenia poniżej 70%. W szczególności temperatura i wilgotność łącznie nie powinny zbliżać się do punktu rosy. Zaleca się również korzystanie z pomieszczeń bez okien lub stosowanie żaluzji i/lub zas
aby uniknąć narażenia na potencjalne dodatkowe ciepło bezpośredniego światła słonecznego. Miejsce powinno być wolne od kurzu i innych zanieczyszczeń powietrza oraz wystarczająco dobrze wentylowane, aby poradzić sobie z oparami wytwarzanymi podczas procesu grawerowania zgodnie ze wszystkimi obowiązującymi przepisami i regulacjami. W zależności od materiału, który ma być przetwarzany, może to wymagać zbudowania specjalnego systemu wentylacyjnego. Należy trzymać je z dala od dzieci; materiałów łatwopalnych, wybuchowych lub żrácych; i wrażliwego sprzętu EMI. Przewód zasilający powinien być
podłączony do kompatybilnego i stabilnego źródła zasilania poprzez uziemione gniazdo 3-stykowe. Nie powinno być żadnych innych urząd
ń pobierających prąd z tego samego bezpiecznika. Sprzęt
przeciwpożarowy powinien być dostępny w pobliżu, a numer telefonu lokalnej straży pożarnej powinien być wyraźnie wyświetlony.
●Zdecydowanie zaleca się ustawienie dodatkowej ławki w pobliżu maszyny
aby nie umieszczać żadnych przedmiotów na maszynie lub w jej bezpośrednim pobliżu, gdyż mogą one stwarzać zagrożenie pożarem lub porażeniem laserem.
3. UZIEMIENIE PRZEWODU.
- Urządzenie wykorzystuje silny laser. Jak wspomniano w informacjach bezpieczeństwie
powyżej, ma on niezwykle wysokie napięcie i potencjalne zagrożenia, więc użytkownik musi go mocno uziemić, aby uniknąć gromadzenia: ładunków elektrostatycznych. Użycie standardowego gniazda
3-pinowego zapewni odpowiednie uziemienie. Jeśli nie masz dostępu gniazdka 3-pinowego, musisz użyć kabla uziemiającego i upewnić się że jest prawidłowo podłączony. Dystalny koniec kabla powinien być solidnie przymocowany do metalowego pręta o głębokości co najmnie stóp (2,5 metra) lub do dwóch oddzielnych metalowych prętów, które zostały wbite w ziemię co najmniej 5 stóp (1,5 metra) od maszyny.
- Niewłaściwe uziemienie może prowadzić do awarii sprzętu i stwarzać poważne ryzyko porażenie prądem elektrycznym. Producent i/lub sprzedawca nie ponoszą odpowiedzialności za jakiekolwiek szkody, wypadki lub obrażenia spowodowane przez słabe uziemienie.
- ROZPAKUJ MASZYNE DO GRAWEROWANIA.
- Twój grawer jest dostarczany w drewnianym pudełku wraz z akcesori (w tym niniejszą instrukcję) zapakowaną w obszarze za przednimi drzwiami przelotowymi. Skrzynię należy umieścić w przestronnym, płaskim miejscu do rozpakowania, a najlepiej jest, gdy planujesz używać maszyny na stałe.
- Krok 1: Jeśli jeszcze tego nie zrobiłeś, dokończ wyjmowanie skrzyni wokół grawera. Następnie wtocz maszynę na miejsce.
●Krok 2: Przytrzymaj klocki hamulcowe na miejscu, naciskając je na 2 koła przednie.
- Krok 3: Wyjmij klucz dostępu z głównej wnęki z przodu urządzenia. maszyna. Wyjmij torbę z akcesoriami z obszaru za przednimi drzwia przelotowymi. Sprawdź, czy otrzymałeś wszystkie następujące elementy przewód zasilający, kabel uziemiający, kable USB i Ethernet, dysk fla USB z oprogramowaniem do grawerowania, rurę wydechową z zaciskiem węża, zestaw kluczy imbusowych, akrylowe narzędzie do ustawiania ostrości, klucze i tę instrukcję .
●Krok 4: Dokładnie sprawdź montaż tuby laserowej, okno i reszta maszyny. Rura laserowa jest bardzo delikatnym
przedmiotem i należy obchodzić się z nią ostrożnie i z jak najmniej liczbą uderzeń.
●Krok 5: Wewnątrz głównego wspornika wyjmij oś X i stół w kształcie plastra miodu.
●Krok 6: Możesz zachować opakowanie na wypadek przyszłych zwrotó ale jeśli zdecydujesz się je wyrzucić, lub jakichkolwiek akcesoriów, należy postępować zgodnie z obowiązującymi przepisami dotyczącymi utylizacji odpadów.
●Sprawdź, czy etykieta obok podłączonego gniazda na maszynie jest prawidłowa.
pasuje do twojego zasilacza. Podłącz jeden koniec głównego kabla o gniazda przyłączeniowego, a drugi koniec do gniazda uziemiającego. Pod żadnym pozorem nie włączaj urządzenia, jeśli napięcie nie odpowiada.
●Wahania wzdłuż linii powinny być mniejsze niż 10%. Jeżeli ta wartości jest
przekroczony, bezpiecznik przepali się. Znajdują się one w gnieździe przyłączeniowym i są dostępne z zewnątrz. Ponownie, nie podłączaj tego urządzenia do standardowego przedłużacza ani listwy zasilającej. Podłącz je bezpośrednio do uziemionego gniazdka lub użyj urządzeni przeciwprzepięciowego o wartości znamionowej powyżej 2000J.
- INSTALACJA CHŁODZONA WODĄ.
- Dołączona pompa wodna ma kluczowe znaczenie dla wydajności i żywotności urządzenia. maszyna do grawerowania. Gdy taki laser pracuje bez prawidłowo utrzymanego układu chłodzenia, jego szklana rura może eksplodować powodu przegrzania.
- Nigdy nie dotykaj ani nie reguluj dopływu wody do maszyny graweru podczas pracy. pompa jest podłączona.
- Aby użyć pompy wodnej, napełnij specjalny zbiornik co najmniej 2 galonami (7,5 litrów) wody destylowanej lub oczyszczonej Stopniowo obniży to jakos maszyny do grawerowania i może nawet doprowadzić do niebezpiecznego gromadzenia się minerałów. Układ chłodzenia. Z tego samego powodu nigdy nie używaj uniwersalnego środka przeciw zamarzaniu. Używaj niestandardowych formuł bezpiecznych dla lasera lub przechowywania Maszyny grawerujące w pomieszczeniach o kontrolowanej temperaturze.
Uwaga: Należy używać wyłącznie wody destylowanej lub oczyszczonej, nie wody z kranu ani ścieków, w przeciwnyn razie skróci się żywotność produktu.
- Proszę obrócić, aby zdjąć osłonę przeciwpyłową wlotu wody, a następnie dodać oczyszczona woda lub woda destylowana do wlotu wody do maszyn grawerującej. Zielony zakres linii poziomu wody to bezpieczny poziom wody, a następnie można napełnić osłonę przeciwpyłową dyszy wodna a następnie włączyć główne zasilanie i przełącznik cyrkulacji wody maszyny.
Uwaga: Poziom wody nie powinien być zbyt wysoki, aby nie dopuśte przepełnienia chłodnicy.
- Przed uruchomieniem lasera należy uzyskać wizualne potwierdzenie, ż woda przepływa przez rurę laserową.
●Nigdy nie dopuść, aby woda w zbiorniku stała się zbyt gorąca, aby schłodzić laser. Zainstaluj alarm cieplny lub regularnie sprawdzaj temperaturę wody podczas dłuższego użytkowania. Jeśli woda zacznie osiągać temperaturę 100 (38 °C), wymień ją na chłodniejszą. Podczas tego procesu laser jes wymieniany etapami lub laser jest wyłączany: nigdy nie pozwalaj laserowi działać bez stałego przepływu wody chłodzącej.
7. WSTĘPNE TESTY.
●WYŁĄCZENIE AWARYJNE .
Ze względu na ryzyko pożaru i innych zagrożeń podczas procesu
grawerowania, maszyna grawerująca zawiera duży, łatwo dostępny przycisk zatrzymania awaryjnego w pobliżu panelu sterowania. Naciśnij aby natychmiast zatrzymać tubę laserową.
Gdy grawerka dotrze, jej awaryjny stop został naciśnięty i musi zostać obrócony w prawo i odbity w góre, aby laser mógł działać. Przed uż maszyny do jakiejkolwiek innej pracy, należy sprawdzić, czy działa ona prawidłowo. Uruchom układ chłodzenia wodnego, umieść kawałek odpac nadającego się do obróbki laserowej na stole roboczym, zamknij pokry naciśnij PULSE, aby uruchomić laser. Naciśnij
przycisk zatrzymania awaryjnego i obserwuj, czy laser zatrzyma się natychmiast. Jeśli laser nadal strzela, zatrzymanie awaryjne nie działa musi zostać wymienione przed użyciem engchera. Wyłącz maszynę i skontaktuj się z obsługą klienta.
●ZAMKNIĘCIE POKRYWY (BLOKADA) .
Ze względu na ryzyko utraty wzroku, oparzeń i innych obrażeń spowodowanych bezpośrednim działaniem niewidzialnej wiązki grawerującej, urządzenie
automatycznie wyłącza laser w przypadku podniesienia osłony ochronne podczas pracy.
Po upewnieniu się, że przycisk zatrzymania awaryjnego działa prawidłow należy również sprawdzić, czy zamknięcie pokrywy działa prawidłowo przed wykonaniem jakichkolwiek innych prac przy maszynie. Uruchom układ chłodzenia wodnego, umieść kawałek złomu nadającego się do obróbki laserowej na stole roboczym, zamknij pokrywę i naciśnij PULSI aby uruchomić laser. Zwolnij przycisk. Uważaj, aby nie narazić się na działanie lub nie zostać trafionym przez jakiekolwiek odbite lasery, otwi pokrywę tak rzadko, jak to możliwe i spróbuj ponownie uruchomić lasę
Uwaga: Jeśli laser jest emitowany, automatyczne wyłączanie nie działa musi zostać naprawione przed użyciem grawera. Wyłącz maszynę skontaktuj się z obsługą klienta.
Ze względu na zagrożenia, jakie stwarzają niechłodzone tuby laserowe, grawerka automatycznie wyłącza laser w przypadku awarii układu chłodzenia wodnego.
Po upewnieniu się, że zarówno przycisk zatrzymania awaryjnego, jak i zabezpieczenie pokrywy działają prawidłowo, należy również sprawdzić, czy wyłącznik wody działa prawidłowo, przed wykonaniem jakichkolwiek innych prac przy maszynie. Uruchom układ chłodzenia wodnego, umieść kawałek złomu nadającego się do obróbki laserowej na stole roboczym, zamknij pokrywę i naciśnij przycisk PULSE, aby uruchomić laser. Zwolnij przycisk. Odetnij przepływ wody, zwijając lub wiążąc dwa węże. Uważaj, aby nie uszkodzić samego węża podczas tego procesu. Spróbuj ponownie uruchomi Laser. Jeśli laser jest emitowany, automatyczne wyłączanie nie działa i must zostać naprawione przed użyciem grawerki. Wyłącz maszynę i skontaktuj s obsługą klienta. Jeśli laser nie emituje, automatyczne wyłączanie działa prawidłowo; po prostu poluzuj oba węże, aby ponownie rozpocząć cyrkulację wody i kontynuuj konfigurację grawerki.
●KALIBRACJA ŚCIEŻKI LASERA.
Podczas gdy nasza fabryka kalibruje cały system podczas montażu, rura laserowa, soczewka skupiająca i/lub jedno lub więcej luster może zostać przesuniętych z ustawienia podczas transportu. Dlatego zaleca się przeprowadzenie testu ustawienia optycznego podczas konfigurowania maszyny. Szczegółowe wskazówki znajdują się w sekcji konserwacji poniżej
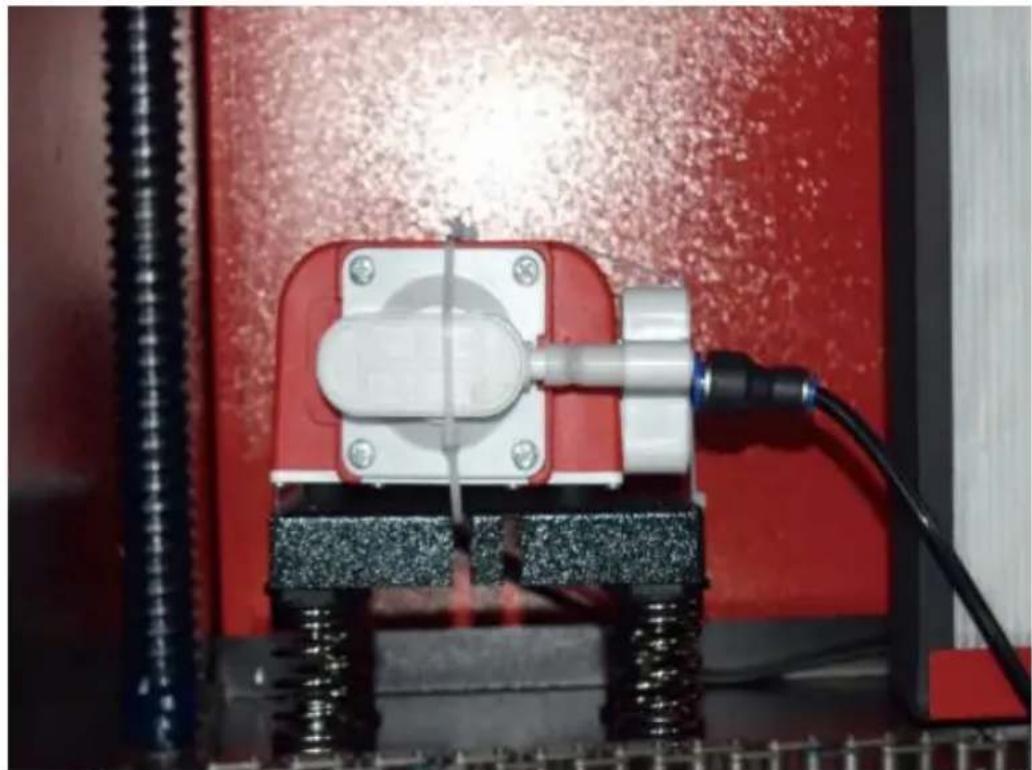
●WSPOMAGANE POWIETRZEM.
Twój pomocniczy sprzęt powietrzny powinien być wstępnie zainstalowany i prawidłowo okablowany. Po prostu
sprawdź, czy jest prawidłowo skonfigurowany i podłączony, jak pokazano n obrazku. Jeśli tak,
Jeśli rury lub okablowanie muszą zostać ponownie podłączone, przed przystąpieniem do regulacji jakiegokolwiek sprzętu należy wyłączyć zasilanie maszyny (w tym nacisnąć przycisk zatrzymania awaryjnego).
Dla własnego bezpieczeństwa i bezpieczeństwa przechodniów, tę maszynę do grawerowania można zamknąć za pomocą dostarczonego klucza. Zaleca się, aby używać go do blokowania komputera między sesjami, aby zapobiec jakimkolwiek nieautoryzowanym działaniom na komputerze.
OPERATION
1. PRZEGLĄD OPERACJI.
- Używaj tego grawera laserowego wyłącznie zgodnie ze wszystkimi instrukcjami podanymi w tym dokumencie.
instrukcja. Niedostosowanie się do odpowiednich wytycznych szczegółowo opisanych w niniejszym dokumencie może skutkować uszkodzeniem mienia i obrażeniami ciała.
- W tej sekcji opisano tylko niektóre opcje i funkcje oferowane przez oprogramowanie operacyjne. Przed rozpoczęciem korzystania z urządzenia upewnij się, że przeczytałeś całą instrukcję (zwłaszcza powyższe informacje dotyczące bezpieczeństwa), a także wszelkie ostrzeżenia dołączone do urządzenia.
2.OGÓLNA INSTRUKCJA OBSŁUGI.
- Krok 1. Stwórz projekt, który chcesz wygrawerować. Możesz to zrobić bezpośrednio w oprogramowania do grawerowania lub możesz użyć dowolnego
Krok 2. Podłącz do produktu sprzęt towarzyszący i narzędzia oraz podłącz zasilanie. Możesz zapoznać się z filmem na płycie CD/USB. Napełnij wlot wody oczyszczoną lub destylowaną wodą do wbudowanej cyrkulacji wody. Poziom wody musi być uzupełniony do zielonej linii bezpieczeństwa poziomu wody. Uwaga: (Poziom wody nie powinien być zbyt wysoki, aby nie doszło do przelania).
●Krok 3. Proszę wyjąć rurę dymową. Jeden koniec rury dymowej jest podłączony
do portu odprowadzania dymu urządzenia, a drugi koniec jest podłączony do zewnętrznego lub pomocniczego urządzenia do odprowadzania dymu. Uwaga: (Należy użyć zacisku rurowego, aby zabezpieczyć połączenie i zapobiec jego odpadnięciu.)
●Krok 4. Podnieś przycisk zatrzymania awaryjnego i użyj przycisków znajdujących się z przodu
szafka do otwierania panelu sterowania maszyny grawerującej. Załaduj wybrany projekt bezpośrednio z pamięci flash USB lub za pośrednictwem połączenia komputera z grawerem.
●Krok 5. Otwórz pokrywę grawerki, sprawdź, czy wspomaganie pneumatyczne działa prawidłowo i
w razie potrzeby wyreguluj stół. Do większości zastosowań zalecane są łóżka komórkowe. Łóżko można podnosić lub opuszczać za pomocą sterowania osią Z z przodu szafki, aby dostosować je do różnych materiałów o różnej grubości.
Krok 6. Umieść próbkę materiału na stole. Pozycja standardowa znajduje się w lewy górny róg tabeli. Można to zmienić, przesuwając lokalizację swojego projektu lub źródło grawera za pomocą panelu sterowania lub oprogramowania do grawerowania. Aby obsługiwać większe materiały, możesz otworzyć przednie lub tylne drzwi przelotowe, lub oba jednocześnie. Gdy laser jest aktywny, nie wkładaj niczego do powierzchni roboczej przez drzwi przejściowe poza materiałem. Zwróć szczególną uwagę na opary i kurz, które mogą wydostawać się przez te drzwi. Upewnij się, że Twój system wentylacyjny jest wystarczająco wytrzymały, aby wchłonąć wszystkie produkty uboczne lub zużyć niezbędne środki ochrony osobistej, aby zapewnić zdrowie użytkownikom i przechodniom.
●Krok 7. Skup laser, umieszczając akrylowe narzędzie do skupiania na wierzchu materiału
i ostrożnie podnosząc stół. Głowica lasera powinna ledwo dotykać górnej części narzędzia akrylowego bez wywierania nacisku, zapewniając, że odległość
grawerowania jest prawidłowa. (Ponownie, nigdy nie próbuj znajdować się na stole bez materiału.) W żaden sposób laser jest skupiony. Zamknij pokrywę.
●Krok 8. Dostosuj kontrast i głębokość grawerowania swojego projektu, dostosowując
parametry w oprogramowaniu do grawerowania lub bezpośrednio z panelu sterowania. Jeśli Twój
instrukcje grawerowania szczegółowo określają ustawienie mocy w miliamperach, należy użyć następującego tabela konwersji umożliwiająca znalezienie odpowiedniego ustawienia mocy:
| right | 20% | 30% | 40% | 50% | 70% | 80% | 90% | 99% |
| current | 4ma | 4ma | 7ma | 9ma | 14ma | 16ma | 18ma | 19ma |
Minimalny próg wynosi 10%. Laser nie będzie emitowany przy żadnym ustawieniu niższym od tego. Nie zaleca się używania tuby laserowej przy pełnym obciążeniu, szczególnie przez długi czas. Zalecana maksymalna moc jest ustawiona na 70%, ponieważ długotrwałe używanie większej ilości niż ta skróci żywotność lasera. Aby zwiększyć głębokość grawerowania, zwiększ energię na jednostkę powierzchni, zwiększając moc lasera lub liczbę pierścieni lub zwalniając parametr prędkości. Jednak grawerowanie zbyt głębokie może pogorszyć jakość obrazu, szczególnie w przypadku materiału powłoki.
Pracując z nowymi materiałami, pamiętaj, że zawsze powinieneś zaczynać od najniższego poziomu możliwych ustawień. Jeśli efekt nie jest wystarczająco silny, zawsze możesz go zwiększyć więcej niż raz Uruchom pętlę projektu ponownie lub uruchom ją ponownie z bardziej zaawansowanymi ustawieniami, aż uzyskasz pożądany efekt.
Rozdzielczość powinna być generalnie ustawiona na 500 punktów na cal. W
niektórych przypadkach obniżenie rozdzielczości obrazu może pomóc, zmniejszając wypalenie i Zwiększenie energii impulsów i tym samym poprawa jakości obrazów wytwarzanych w niektórych materiałach, np. niektórych tworzywach sztucznych.
- Krok 9. Otwórz rurę laserową, wkładając i obracając klucz laserowy. Aby zmniejszyć ryzyko porażenia prądem, po otwarciu tuby laserowej należy dotykać grawera tylko jedną ręką na raz.
- Krok 10. Naciśnij przycisk „run”, aby wstrzymać grawerowanie swojego projektu. Podobnie, nawet jeśli zakładając okulary ochronne, nie wpatruj się w aktywny laser bez przerwy. Bądź jednak świadomy możliwych problemów, takich jak iskry lub pożary, i bądź przygotowany do szybkiego ugaszenia pożaru, jeśli będzie to konieczne.
- Krok 11. Po zatrzymaniu lasera sprawdź jakość pierwszego przebiegu i wyreguluj laser. parametry w panelu sterowania lub oprogramowaniu, w zależności od potrzeb, aby uzyskać pożądany efekt. Podczas wielokrotnego grawerowania i cięcia, regularnie sprawdzaj zbiornik pompy, aby utrzymać temperaturę wody poniżej 100° F (38° C). Jeśli ta temperatura zostanie osiągnięta, przerwij pracę i pozwół grawerowi ostygnąć przed dalszym użyciem.
- Krok 12. Po zakończeniu grawerowania zamknij oprogramowanie do grawerowania i wyłącz je. maszynę w następującej kolejności: zasilanie lasera, panel sterowania, wentylacja, układ chłodzenia wodnego i przycisk zasilania awaryjnego. Wyjmij klucz lasera z panelu sterowania.
●Krok 13. Dokładnie wyczyść ławkę, usuwając wszelkie zanieczyszczenia z dolnego wspornika.
3. SZCZEGÓŁOWE OPISY MATERIAŁÓW.
Poniższe instrukcje to zalecenia, które mogą pomóc przyspieszyć bezpieczną pracę z
różnymi materiałami. Użytkownicy powinni zapoznać się z wymogami bezpieczeństwa i grawerowania dla swoich konkretnych materiałów, aby uniknąć ryzyka potencjalnych problemów, takich jak ogień, niebezpieczny pył, żrące i toksyczne opary. Gdy już wiesz, że produkt jest bezpieczny lub że jest wyposażony w odpowiedni sprzęt ochronny, pomocne może być wygrawerowanie matrycy testowej małych pudełek wyprodukowanych przy różnych prędkościach i ustawieniach mocy, aby odkryć idealne ustawienia dla swojego projektu. Możesz też zacząć od niskiego zużycia energii i szybkiej konfiguracji, a następnie powtarzać projekt tyle razy, ile potrzeba, używając stopniowo zwiększającej się intensywności lasera.
●CERAMIKA.
Podczas grawerowania ceramiki zazwyczaj stosuje się moc średnią do wysokiej. Użycie większej liczby obwodów zamiast większej mocy i niższej prędkości może pomóc uniknąć pękania materiału podczas procesu obróbki. Należy pamiętać o zagrożeniach dla zdrowia, jakie stwarza pył powstający podczas grawerowania ceramiki, zwłaszcza w przypadku powtarzalnych zastosowań przemysłowych. W zależności od materiału i obciążenia pracą, do rozwiązania problemu może być wymagany wentylator lub nawet kompletny system wentylacyjny. Podobnie operatorzy i inne osoby w obszarze roboczym mogą musicie używać środków ochrony osobistej, takich jak maski i respiratory.
●KAMIEÑ .
Podczas rzeźbienia wszelkiego rodzaju kamieni, zazwyczaj stosuje się średnią moc i średnie do szybkich prędkości. Podobnie jak w przypadku ceramiki i szkła, należy być świadomym wytwarzanego pyłu (szczególnie w przypadku powtarzalnych zastosowań przemysłowych) i podjąć podobne środki, aby
zapewnić bezpieczeństwo użytkownikom i innym osobom przebywającym w obszarze roboczym.
- TEKSTYLIA .
Jeśli chodzi o rzeźbienie tekstyliów, takich jak tkanina i wełna, często stosuje się nisk moc i wysoką prędkość. Podobnie jak w przypadku skóry, należy zwrócić szczególną
uwagę na możliwość wystąpienia ognia i kurzu.
●SZKŁO.
Podczas grawerowania szkła zazwyczaj stosuje się dużą moc i niską prędkość. Podobnie jak w przypadku ceramiki, pomocne byłoby przeprowadzenie większej liczby cykli na niższym ustawieniu, aby uniknąć pęknięć. Należy zachować ostrożność podczas grawerowania szkła i włókien węglowych, aby uniknąć łączenia ustawień, które wytwarzają intensywność lasera wystarczającą do zakłócenia integralności strukturalnej włókien ich komponentów, co skutkuje rozmytymi oznaczeniami. Należy nosić środki ochrony osobistej, aby uniknąć narażenia oczu, nosa, ust i skóry na pył: użycia jakiegokolwiek rodzaju materiału, szczególnie w przypadku powtarzalnych zastosowań przemysłowych. Ubrania noszone podczas pracy z włóknem szklanym należy później prać oddzielnie.
●SKÓRA.
Podczas grawerowania szkła zazwyczaj stosuje się dużą moc i niską prędkość. Podobnie jak w przypadku ceramiki, pomocne byłoby przeprowadzenie większej liczby cykli na niższym ustawieniu, aby uniknąć pęknięć. Należy zachować ostrożność podczas grawerowania szkła i włókien węglowych, aby uniknąć łączenia ustawień, które wytwarzają intensywność lasera wystarczającą do zakłócenia integralności strukturalnej włókien ich komponentów, co skutkuje rozmytymi oznaczeniami. Należy nosić środki ochrony osobistej, aby uniknąć narażenia oczu, nosa, ust i skóry na pył: użycia jakiegokolwiek rodzaju materiału, szczególnie w przypadku powtarzalnych zastosowań przemysłowych. Ubrania noszone podczas pracy z włóknem szklanym należy później prać oddzielnie.
METALOWY.
Maszyny do grawerowania laserowego CO2 nie powinny być używane do znakowania, grawerowania ani cięcia metalu. Najlepiej nadają się do obróbki powłok nakładanych na podłoża metalowe, należy zachować ostrożność, aby nie próbować obrabiać samego metalu. Dostępnych jest wiele powłok specjalnie do grawerowania CO2, a użytkownicy powinni postępować zgodnie z podanymi instrukcjami, ponieważ parametry różnią się w zależności od produktu i metalu. Zasadniczo prace nad powłoką aluminiową należy wykonywać szybciej przy niższej mocy, podczas gdy prace
nad powłoką stalową można wykonywać wolniej przy wyższej mocy.
●TWORZYWA SZTUCZNE.
Plastik używany do grawerowania występuje w wielu różnych kolorach i grubościach, a także ma wiele różnych powłok i wykończeń. Większość dostępnych plastików można dobrze grawerować i ciąć laserowo. Plastiki o mikroporowatych powierzchniach wydają się zapewniać najlepsze rezultaty, ponieważ trzeba usunąć mniej materiału powierzchniowego. Podczas grawerowania plastików zazwyczaj stosuje się ustawienia niskiej mocy i wysokiej prędkości. Znakowanie i grawerowanie przy zbyt dużej mocy lub zbyt niskiej prędkości może koncentrować zbyt dużo energii w punkcie styku, powodując stopienie się plastiku. Wśród innych problemów może to powodują słabą jakość rzeźbienia, toksyczne opary, a nawet pożary. Grawerowanie o wysokiej rozdzielczości może powodować ten sam problem, więc w przypadku większości tworzyw sztucznych należy preferować projekty o niskiej lub średniej rozdzielczości.
●GUMA .
Różne składy i gęstości gumy skutkują nieznacznie różnymi głębokościami grawerowania. Zdecydowanie zaleca się testowanie próbek konkretnej gumy w celu uzyskania najlepszych rezultatów. Podczas grawerowania gumy często stosuje się stałe ustawienie wysokiej mocy, a efekt uzyskuje się poprzez zmianę prędkości lasera. Materiały z mikrokomórkowej gumy wymagają znacznie wyższych prędkości niż standardowa guma. Grawerowanie dowolnego rodzaju gumy powoduje powstawanie dużej ilości pyłu i gazów. W zależności od obciążenia pracą, do rozwiązania problemu może być wymagany sprzęt ochrony osobistej i/lub kompletny system wentylacji.
●PAPIER I TEKTURA.
Podczas grawerowania różnych produktów papierowych, zazwyczaj stosuje się niską lub średnią moc i dużą prędkość. Próbki testowe na partię, ponieważ tylko niewielkie różnice parametrów mogą odróżnić efekt zbyt lekkiego działania od efektu przepalenia podłoża. Podobnie jak w przypadku skóry, szczególnie uwagę zwraca się na możliwość powstania ognia, a także pyłu wytwarzanego podczas powtarzających się zastosowań.
●DREWNO.
Podobnie jak w przypadku gumy, istnieje wiele różnych rodzajów drewna, a testowanie konkretnego materiału jest niezbędne, aby uzyskać najlepsze rezultaty. Ogólnie rzecz biorąc, rzeźby w drewnie o spójnym ustojeniu i kolorze są bardziej jednolite. Drewno sękate tworzy nierównomierny efekt, podczas gdy drewno żywiczne tworzy większy kontrast krawędzi. Niektóre gatunki drewna miękkiego, takie jak balsa, korek i sosna, dobrze rzeźbią (choć z niskim kontrastem) przy niskich lub średnich ustawieniach mocy i przy dużych prędkościach. Inne włókna, takie jak jodła, mogą być narażone na nierównomierne włókna i często będą dawać słabe rezultaty, niezależnie od tego, co robisz. Twarde drewno, takie jak wiśnia i dąb, dobrze rzeźbi przy wysokich ustawieniach mocy i małych prędkościach. Produkty ze sztucznego drewna mogą się różnić w zależności od marki, głównie w zależności od składu kleju i obfitości. MDF działa dobrze, ale tworzy ciemne krawędzie po cięciu.
Oprócz ryzyka pożaru związanego z jakimkolwiek produktem drewnianym, należy zachować szczególną ostrożność w przypadku dymu z kleju stosowanego w sklejce i innym sztucznym drewnie. Niektóre z nich są zbyt niebezpieczne do użycia, podczas gdy inne wymagają starannej wentylacji i powtarzających się zastosowań przemysłowych z użyciem oddychających środków ochrony osobistej. Należy również sprawdzić toksyczność drewna, ponieważ pył z niektórych gatunków naturalnego drewna, w tym oleandrów i cisów, może również powodować nudności i problemy z sercem.
●Zobacz dane dotyczące użytkowania.
| ZALECA SIĘ USTAWIENIE MOCY NA 80 | |||||||||||||
| tworzy wo | grubość | 50 W | 60 W | 80W | 100 W | 130 W | 150 W | ||||||
| Najwi ększa prędk ość | Optymalna prędk ość | Najwi ększa prędk ość | Optymalna prędk ość | Najwi ększa prędk ość | Optymalna prędk ość | Najwi ększa prędk ość | Optymalna prędk ość | Najwi ększa prędk ość | Optymalna prędk ość | Najwi ększaprędkość | Optymalnaprędkość | ||
| kwas akrylowy | 3mm | 15/S | 10s | 20S | 15seku nd | 25 /S | 20/S | 30s | 25 S | 35/S | 30 s | 40/S | 35 S |
| 5 mm | 8S | 5S | 10 s | 7/S | 12/S | 8S | 15/S | 10 s | 17/S | 12/S | 21/S | 15/S | |
| 8mm | 4S | 2S | 5S | 3/S | 9/S | 5S | 10 s | 6S | 12/S | 8S | 15 S | 10 s | |
| 10mm | 4S | 2/S | 6/S | 3S | 7/S | 4S | 8/S | 5S | 11/S | 7S | |||
| 15mm | 3/S | 1S | 4S | 2S | 5/S | 3S | 7/S | 4S | |||||
| 20mm | 3/S | 1/S | 4S | 1.5/S | |||||||||
| 25mm | |||||||||||||
| 30mm | |||||||||||||
| Moc lasera 90 % : Cięcie akrylu powinno uwzględniać kontrolę przepływu powietrza , powierzchnia materiału nadmu powinna być mała lub boczna , co zapewni gładkość akrylu , a powierzchnia akrylowa powinna mieć cyrkulację powietrza , aby zapobiec pożarowi . | |||||||||||||
| Akryl | 3mm | 9/S | 7/S | 15/S | 12 S | 20/S | 15 S | 23 S | 18/S | 25/S | 20S | 30 s | 25/S |
| 5mm | 5/S | 3S | 10 s | 8/S | 13/S | 10 s | 15 S | 13/5 | 18/S | 15/S | 21/S | 18/S | |
| 10mm | 5/S | 3S | 7/S | 5S | 9S | 6S | 12S | 9/S | |||||
| 15mm | 4S | 3/S | 7/S | 5/S | |||||||||
| Moc lasera 9%: Cięcie drewna odbywa się głównie za pomocą sterowania przepływem powietrza, im większy p powietrza, tym szybsza prędkość cięcia | |||||||||||||
| PCV | 2mm | 35/S | 32/S | Lata 50. | 45sekund | 60/S | 58/S | Lata 70. | 68/S | 80/S | 78/S | Lata 90. | 88/S |
| 3mm | 30/S | 27S | 40/S | 38S | 50/S | 48/S | Lata 60. | 58/S | O/S | 68/S | Lata 80. | 7a/S | |
| 4mm | 25/S | 20S | 35/S | 30s | 45/S | Lata 40. | 55S | 50/S | 65/S | 63/S | 75S | 7/S | |
| płotno | łożko | 40/S | 38/S | 60/S | 58S | 100/sek | 98/S | 200S | 195S | 300/sek | 295/S | 400S | 395S |
| skóra | łożko | 15/S | 12/S | 20/S | 17/S | 25/S | 20/S | 30s | 25/S | 40/S | 35/S | 45 sekund | 40/S |
| Zaleca się stosowanie soczewki skupiającej o ogniskowej 50,8, z tubą laserową o mocy 60W-100W i małym ilość powietrza sprężarki, zaleca się ustawić na 50%-70% mocy. | |||||||||||||
| Papier | mój cta, y er | 80/S | Lata 40. | 120S | Lata 40. | 150/sek | 40/S | 250S | 40/S | 350/sek | 40/S | 450S | 40/S |
| B I -col lub klucie | 2mm | 15/S | 13S | 25 seku nd | 20S | 36/S | 30s | Lata 40. | 35/S | 45 seku nd | Lata 40. | 55S | 50/S |
| Parametry cięcia płyt dwukolorowych i PVC , cięcia papieru należy zwrócić uwagę na regulację mocy lasera, im wy moc lampy laserowej, im mniejszy procent regulacji mocy lasera | |||||||||||||
4. OPIS KONSOLI.
●PRZEGLĄD .
Grawerem można sterować bezpośrednio z wbudowanego panelu sterowania, bezpośrednio podłączonego do komputera lub przez Internet. Aby uzyskać więcej informacji na temat obsługi oprogramowania do grawerowania, zapoznaj się z jego oddzielną instrukcją. Wbudowany pa sterowania umożliwia ręczną obsługę lasera lub grawerowanie wzoru na dyskach flash i zewnętrznych dyskach twardych podłączonych do portu USB po prawej stronie obudowy.
W przypadku obsługi ręcznej, klawisze strzałek mogą być używane do przesuwania głowicy lasera wzdłuż prowadnic osi X i Y, a przycisk P może być używany do wystrzelenia lasera. Za każdym razem, gdy naciśnięty zostanie przycisk strzałki, głowicę lasera można ustawić tak, aby blokowała się w określonej odległości, dotykając MENU i
dostosowując parametry w „Manual Settings+”. Laser można ustawić tak,
aby emitował przez ustalony okres czasu, naciskając MENU i dostosowując parametry w „Laser Settings+”. Wszystkie przyciski i menu powinny być oznaczone w języku angielskim. Jeśli nie, naciśnij MENU przejdź do górnego przycisku w prawej kolumnie aby zmienić ustawienia językowe konsoli.

Aby załadować projekt z dysku flash sformatowanego w systemie FAT lub FAT32 lub zewnętrznego dysku twardego, naciśnij przycisk MENU, wybierz „Plik”, następnie „Udisk+”, a następnie „Kopiuj do pamięci”.
Wybierz projekt w menu Plik, a następnie wybierz opcję Uruchom. Ró parametry można dostosować za pomocą menu i podmenu konsoli, w ustawienie wielu punktów początkowych w celu wygrawerowania projektu na materiale cztery razy w jednej sesji.
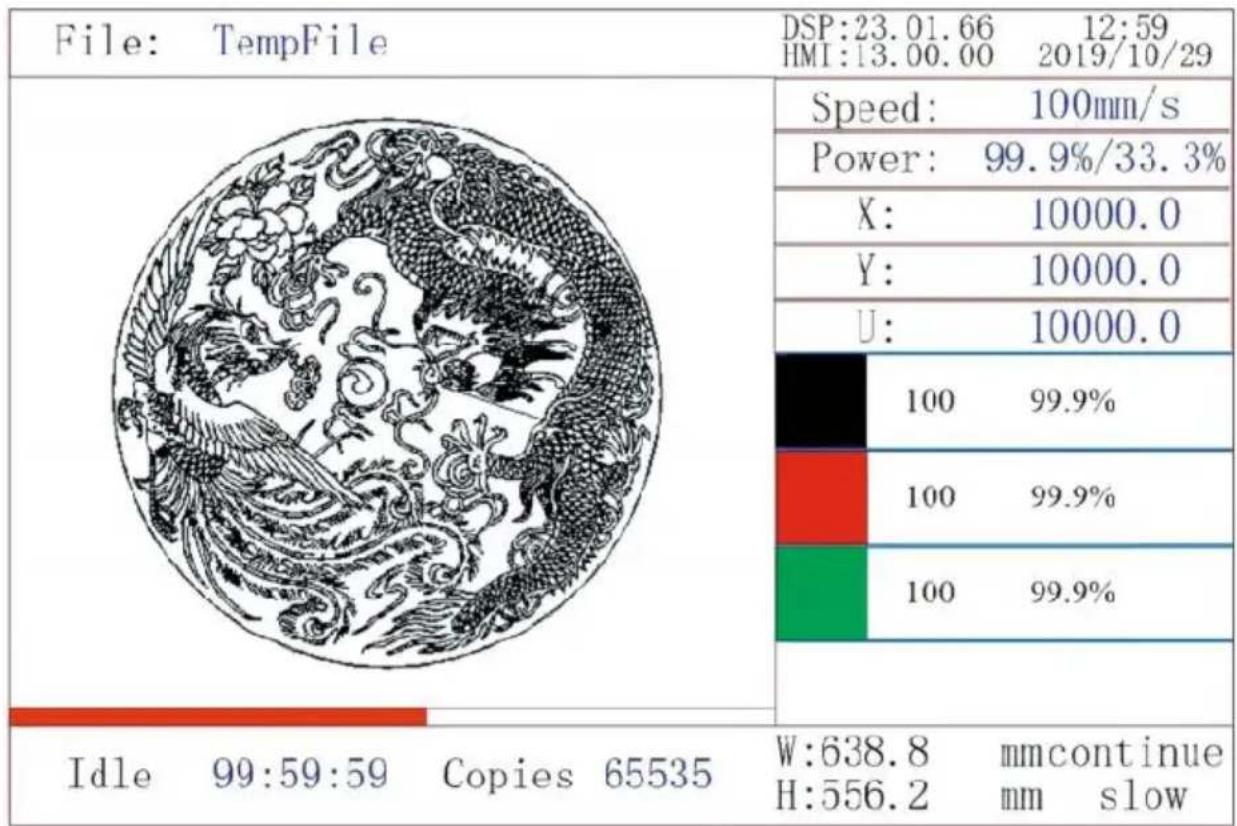
Podczas uruchamiania projektu z konsoli będzie to główny wyświetlacz. Projekt powinien być wyświetlany w lewym górnym rogu, a jego nazwa wraz z bieżącymi ustawieniami prędkości i mocy, powinny być wyświet
w prawym górnym rogu. Pozycja głowicy lasera względem stołu jest wyświetlana jako współrzędne X (poziome) i Y (pionowe). Współrzędna pokazuje wysokość samego stołu roboczego. Współrzędna U może być skonfigurowana do sterowania osią obrotu lub automatycznym podawaniem, jeśli jest zainstalowana. Poniżej znajdują się warstwy zawierające instrukcje dotyczące ich indywidualnej prędkości (w mm/s) maksymalnej mocy jako procentu mocy znamionowej maszyny. Liczba partii w lewym dolnym rogu rejestruje liczbę razy, gdy bieżący projekt został wygrawerowany w jednej sesji.
other
| Value | Color | |---|---| | Speed: 100mm/s | Black | | Power: 99.9%/33.3% | Red | | X: 10000.0 | Red | | Y: 10000.0 | Green | | U: 10000.0 | Green | | Color | Value | | :--- | :--- | | :--- | :--- | | 100 | Black | | 99.9% | Black | | 100 | Red | | 99.9% | Red | | 100 | Green | | 99.9% | Green | | Idle | 99:59:59 Copies 65535 | | :--- | :--- | | DSP:23.01.66 HMI:13.00.00 | White | | :--- | White | | 12:59 2019/10/29 | White | W:638.8 mmcontinue H:556.2 mm slowTak jak wskazuje nazwa przycisku, naciśnij przycisk Uruchom/Pauza, al rozpocząć grawerowanie załadowanego wzoru i wstrzymaj grawerowanie, gdy zajdzie taka potrzeba.
W przypadku sytuacji awaryjnej, takiej jak pożar, nie używaj panelu sterowania do wstrzymywania lub zatrzymywania grawerowania.
Natychmiast naciśnij przycisk zatrzymania awaryjnego.
●USTAW MOC LASERA .
Po naciśnięciu klawisza ENT w głównym interfejsie, w polu kursora
początkowo wybierany jest parametr „Prędkość”.
| Speed | 100mm/s |
| Power: | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Naciśnij klawisze ▲ i ▼, aby przełączać się między parametrami. Wybierz parametr Power.
| Speed: | 100mm/s |
| Power | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Naciśnij ENT, gdy czerwony kursor jest nad Power. Naciśnij klawisze ▼, aby zmienić wartość parametru.
Naciśnij ENT, aby zapisać zmiany.
Naciśnij ESC, aby anulować zmiany i powrócić do głównego interfejs
●USTAW PRĘDKOŚĆ LASERA
Po naciśnięciu klawisza ENT w głównym interfejsie, w polu kursora początkowo wybierany jest parametr „Prędkość” .
| Speed | 100mm/s |
| Power: | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Naciśnij ponownie klawisz ENT, aby wywołać ten interfejs.
Aby zmienić wartość parametru, naciśnij przyciski ▲ i ▼.
Naciśnij ENT, aby zapisać zmiany.
Naciśnij ESC, aby anulować zmiany i powrócić do głównego interfejsu.
Speed: 100 mm/s
●MENU FUNKCJI .
Aby wejść do interfejsu menu, naciśnij przycisk menu na głównym
interfejsie:
Naciśnij klawisze ▲ i ▼, aby wybrać element, a następnie naciśnij klawisz ENT, aby wejść do odpowiedniego podmenu .
| Para setting | Language |
| Laser set | Diagnoses |
| Manual set | System info |
| Axes reset | Set default para |
| Origin set | Restore default |
| Screen ref set | Controller set |
| Panel lock | Permission |
●DOSTOSUJ OŚ Z.
Po wybraniu opcji Ruch Z naciśnij przycisk ◀ lub ▶, aby sterować ruchem osi Z, podczas gdy zestaw czujników jest zainstalowany.
●DOSTOSUJ OŚ U.
Po wybraniu opcji U Move naciśnij ◀ lub ▶, aby sterować ruchem (Można tego użyć do sterowania pozycją obrotową osi obrotu lub liniowością automatycznego podawania (pozycje są sprzedawane oddzielnie), jeśli obie opcje są dostępne. Instalacja.
●ZRESETUJ OSIĘ.
Po wybraniu opcji Shaft Reset+ naciśnij ENT, a na lewym wyświetlacz pojawi się komunikat: Naciśnij ▲ lub ▼, aby wybrać element.
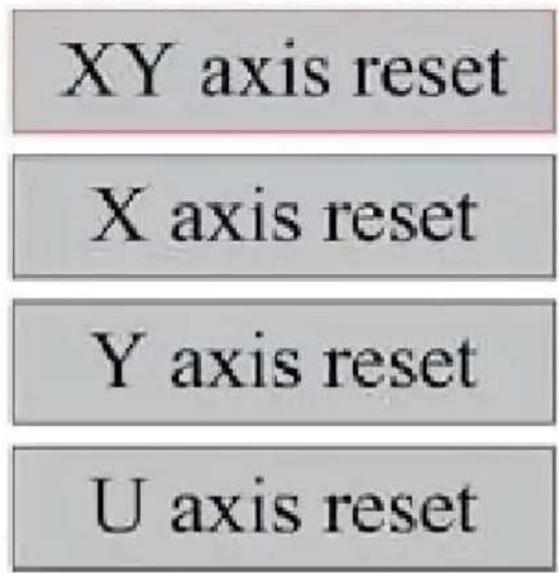
Naciśnij ENT, aby rozpocząć resetowanie wybranej osi. Na ekranie poj się komunikat „Trwa resetowanie”.
Po zakończeniu operacji komunikat zniknie automatycznie, a system powróci do głównego interfejsu.
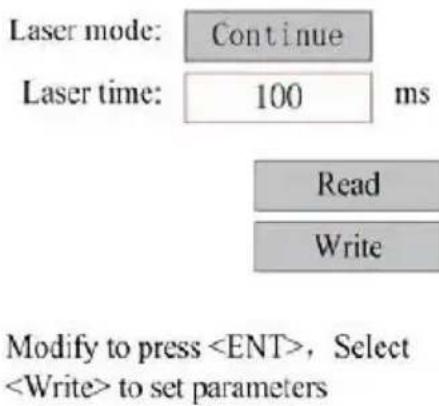
●DOSTOSUJ USTAWIENIA LASERA .
Po wybraniu ustawień lasera i naciśnięciu ENT, na lewym wyświetlacz pojawi się: Metoda działania jest taka sama, jak w poprzednim ustawie. Po wybraniu opcji Kontynuuj naciśnij PULSE, aby uruchomić laser, a następnie zwolnij klawisz, aby zakończyć uruchamianie. Po zakończeniu wprowadzania zmian zapisz je, wybierając klawisz ENT, aby zapisać lu naciskając klawisz ESC, aby wyjść bez zapisywania zmian. Odczyt mo załadować zapisane parametry.
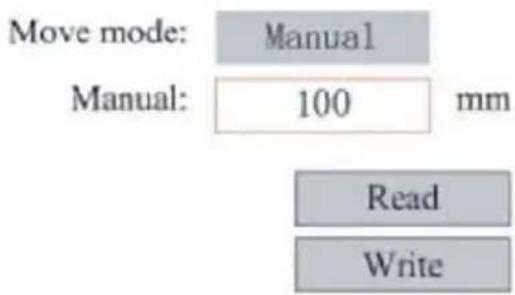
Po wybraniu Manual Settings (Ustawienia ręczne), naciśnij ENT, a zostanie wyświetlona lewa strona: Gdy tryb ruchu jest „Continuous”
(Ciągły), parametr manualnego przesuwania nie działa. Gdy jest używań do ręcznego przesuwania głowicy lasera, klawisze strzałek przesuwają. w sposób ciągły, aż do zwolnienia. Gdy tryb ruchu jest ustawiony na „Jog”,
za każdym razem, gdy naciśnięte zostaną klawisze strzałek, głowica lasera przesunie się dokładnie o odległość zapisaną w tym parametrze Użyj klawiszy Direction (Dyrektywa) i ENT, aby dostosować w góre lul dół. Po zakończeniu wprowadzania zmian, zapisz je, wybierając klawisz ENT, aby zapisać lub naciskając klawisz ESC, aby wyjść bez zapisyw zmian. Odczyt może załadować zapisane parametry.
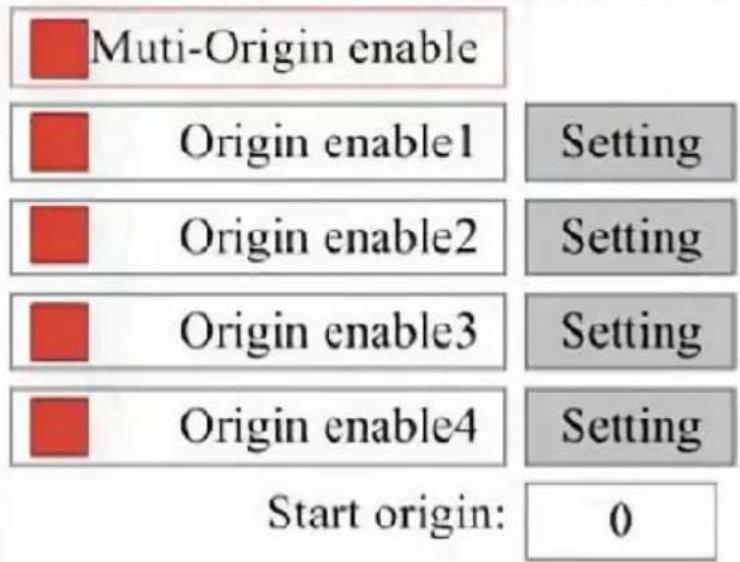
Po naciśnięciu pola na zestawie początkowym naciśnij ENT, a pojawi
lewe okno dialogowe:
flowchart
graph TD
A["Muti-Origin enable"] --> B["Origin enable1"]
B --> C["Origin enable2"]
C --> D["Origin enable3"]
D --> E["Origin enable4"]
E --> F["Start origin: 0"]
Naciśnij FN, aby wybrać element. Po wybraniu opcji Multi-Source Enał naciśnij ENT, aby włączyć lub wyłączyć element. Po włączeniu małe p będzie czerwone, a po wyłączeniu małe pole będzie szare. Po wybrar opcji Set Origin lub Next Origin naciśnij ◀ lub ▶, aby wybrać warto Podczas zmiany parametru Set Origin pamiętaj, aby nacisnąć ENT, ab potwierdzić zmianę. Po zamknięciu interfejsu parametry zostaną automatycznie zapisane.
Szczegóły każdego elementu przedstawiają się następująco:
- Ustaw Origin 1/2/3/4: Po włączeniu ustawienia multi-origin, umieść ku nad ustawieniem Origin 1/2/3/4. Naciśnij ENTER na klawiaturze. klucz, układ przyjmuje współrzędne jako odpowiadające im współrzędne początku układu współrzędnych 1/2/3/4.
- Włączanie źródła 1/2/3/4: Gdy włączone jest ustawienie wielu źródeł, można indywidualnie wyłączać i włączać cztery źródła.
Gdy wybrana jest logika wieloźródłowa, a numer kolejnego źródła wynę i włączone są cztery źródła, praca będzie używana za każdym razem, zostanie uruchomiona po uruchomieniu funkcji zapisywania pliku (za pomocą klawiatury lub komputera) lub gdy plik przetwarzania zostanie
przesłany do komputera i zostanie wybrana opcja „Weź źródło jako źródło”.
Różne początki. Kolejność obrotu początku to 1→2→3→4→1→2... Jeśli
prześlesz plik przetwarzania na swój komputer i wybierzesz Current Or dla pliku, system zawsze będzie używał bieżącego początku.
- Ustaw parametry domyślne .
Gdy fakty są ustalone. Wybierz akapit, a bieżące parametry maszyny zostaną zapisane jako ich wartości domyślne. Następnie można je odzyskać za pomocą polecenia Restore Default Parameters. Zaleca się zapisanie rzeczywistych domyślnych ustawień fabrycznych maszyny, aby można je było łatwo przywrócić w razie potrzeby.
Jeżeli hasło jest włączone, naciśnij ◀ lub ▶ i ▲ lub ▼, aby wybrać hasło, a następnie naciśnij ENT, aby zapisać hasło.
●PRZYWRÓĆ PARAMETR DOMYŚLNY.
Podczas definiowania faktów. Po wybraniu parametru system zastępuje wszystkie bieżące parametry zapisanymi domyślnymi parametrami fabrycznymi. Metoda działania jest taka sama, jak przy ustawianiu domyślnych parametrów.
- Ustaw język interfejsu.
Podczas wybierania języka naciśnij ENT, a na lewym wyświetlaczu poj się:
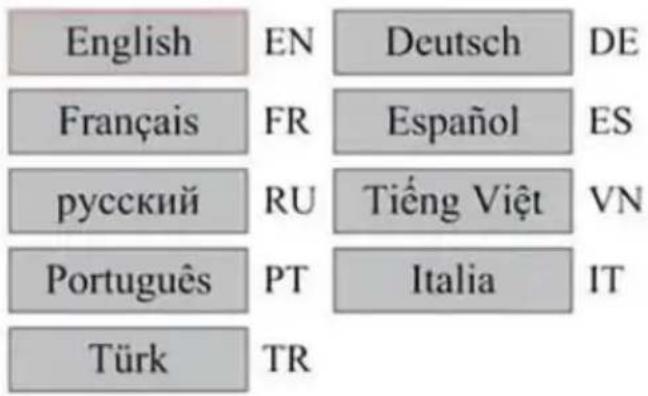
Metoda działania jest taka sama jak powyżej. Naciśnij ENT po wybrar żądanego języka i wróć do głównego interfejsu.
●Ustaw adres IP maszyny .
Po wybraniu ustawień IP naciśnij ENT, a na lewym wyświetlaczu poja się:
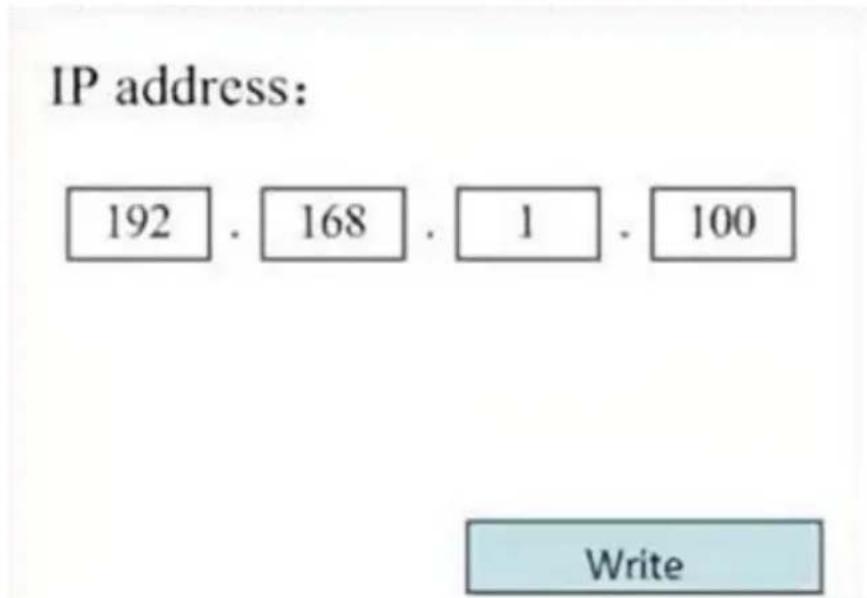
Naciśnij ◀ lub ▶ i ▲ lub ▼ i ENT, aby zmienić parametry. Domy adres dla grawera to 192.168.1.100. Jeśli ta funkcja jest już używana Twojej sieci lokalnej, użyj 192.168.1 dla pierwszych trzech sekcji i wyk unikalną wartość dla ostatniej części. Zasadniczo każda wartość między 2-252 powinna być odpowiednia, z wyjątkiem 47, ale unikaj wartości, są już używane przez inne urządzenia sieciowe.
Podłączenie maszyny bezpośrednio do publicznego Internetu niesie ze sobą ryzyko nieautoryzowanego użycia i nie jest zalecane. Jeśli nadal chcesz go udostępnić, musisz się zarejestrować i użyć unikalnego
publicznego adresu TCP/IP. Po zakończeniu wprowadzania zmian zapisa je, wybierając klawisz ENT, aby zapisać lub naciskając klawisz ESC, a wyjść bez zapisywania zmian. Odczyt może załadować zapisane parametry.
●NARZĘDZIA DIAGNOSTYCZNE .
Po wybraniu opcji Diagnostyka pojawi się lewe okno dialogowe:

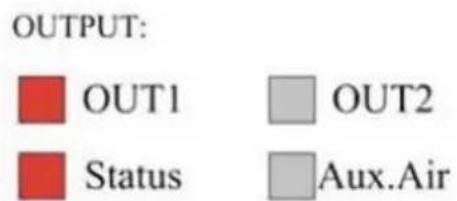
Ten interfejs wyświetla informacje o porcie wejścia/wyjścia sprzętu systemu:
Wejście: Odczytaj informacje sprzętowe systemu. Gdy sygnał sprzętowy zostanie wyzwolony, małe pole po lewej stronie odpowiadającego wpisu zostanie wyświetlone na czerwono. W przeciwnym razie będzie wyszarzone.
Wyjście: Użyj kursora, aby wybrać wyjście. Naciśnij ENT, aby przełącz stan wyjścia i ESC, aby powrócić do menu głównego bez wprowadzar żadnych zmian.
●USTAWIANIE EKRANU REFERENCYJNEGO .
Po wybraniu Początku ekranu pojawi się lewe okno dialogowe:
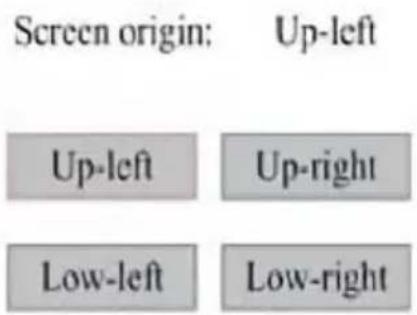
Ten interfejs wyświetla lokalizację początku. Różne położenia początku mogą powodować różne odbicia wykresu na osi X/Y. Metoda działania taka sama jak powyżej.
●REGULACJA WARSTWY RZEŻBIENIA .
Gdy system jest bezczynny lub gdy praca została zakończona, naciśnij ENT, aby przejść do sekcji parametrów warstwy.

Naciśnij ▲ lub ▼, aby wybrać żądaną warstwę.
Naciśnij ENT, aby sprawdzić parametry wybranej warstwy, jak pokazane
na obrazku:Domyślnie czerwony kursor będzie znajdował się nad warstwami.
Naciśnij klawisze ◀ i ▶, aby wybrać żądaną warstwę.
Przesuń kursor na opcję Zapisz i naciśnij ENT, aby zapisać zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania.
Zasada działania jest taka sama, jak w przypadku ustawienia maksymalnej/minimalnej mocy.
●DOSTOSUJ PARAMETRY RUCHU.
W podmenu Ustawienia parametrów wybierz opcję Przenieś parametry, aby wyświetlić lewy interfejs: Wybierz i dostosuj parametry, naciskając strzałki.
Po zakończeniu wprowadzania zmian przesuń kursor na opcję Zapisz naciśnij ENT, aby zapisać zmiany parametrów, lub naciśnij ESC, aby bez zapisywania.
Odczyt umożliwia załadowanie zapisanych parametrów.
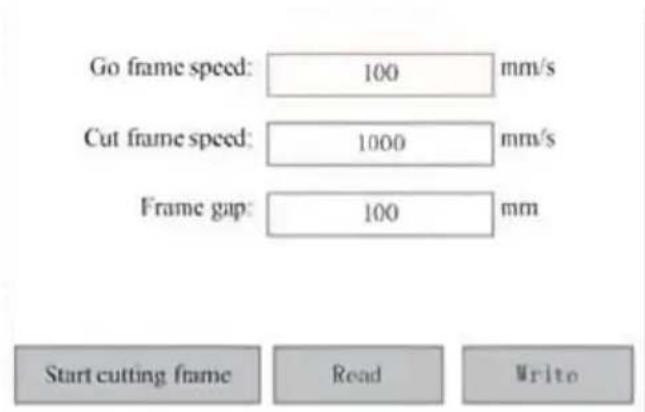
●Ustaw parametry ramki.
W podmenu Para Settings wybierz Frame Settings, aby wyświetlić lewy interfejs: Wybierz i dostosuj parametry, naciskając strzałki. Po zakończe
dostosowywania przesuń kursor do Write i naciśnij ENT, aby zapisać zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania. Odo może załadować zapisane parametry. Start Cutting Frame przytnie raml zgodnie z bieżącymi parametrami.
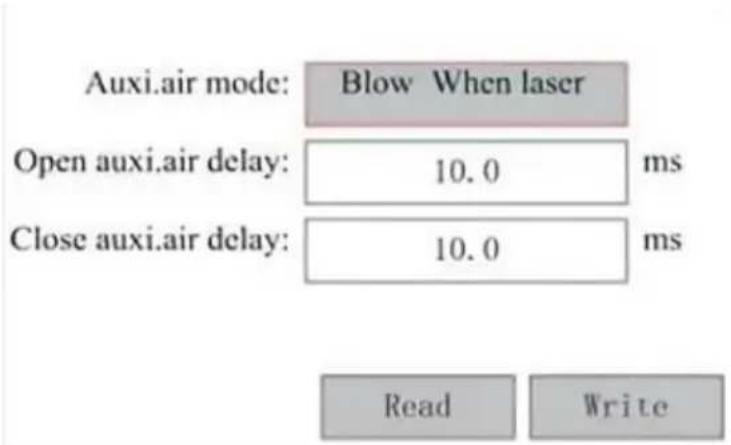
W podmenu Paragraph Settings wybierz Blow Settings, aby wyświetlić lewy interfejs: Wybierz i dostosuj parametry, naciskając strzałki. Po zało czeniu dostosowywania przesuń kursor do Write i naciśnij ENT, aby zapisać zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywa Reading może załadować zapisane parametry.
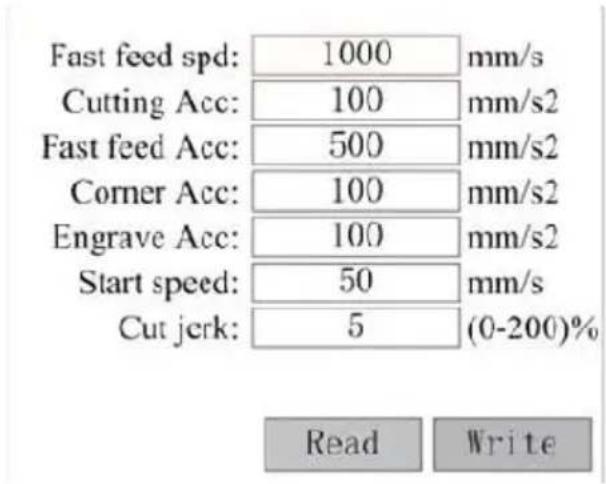
W podmenu „Ustawienia parametrów” wybierz „Ustawienia prędkości”, aby wyświetlić lewy interfejs:
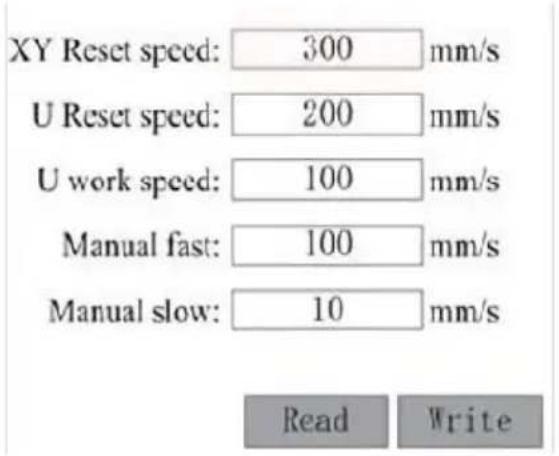
Wybierz i dostosuj parametry, naciskając strzałki. Po zakończeniu
dostosowywania przesuń kursor na Write i naciśnij ENT, aby zapisać zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania. Odo może załadować zapisane parametry.
●DOSTOSUJ KONFIGURACJE MASZYNY.
W podmenu Ustawienia parametrów wybierz opcję Konfiguracja komputera, aby wyświetlić lewy interfejs:
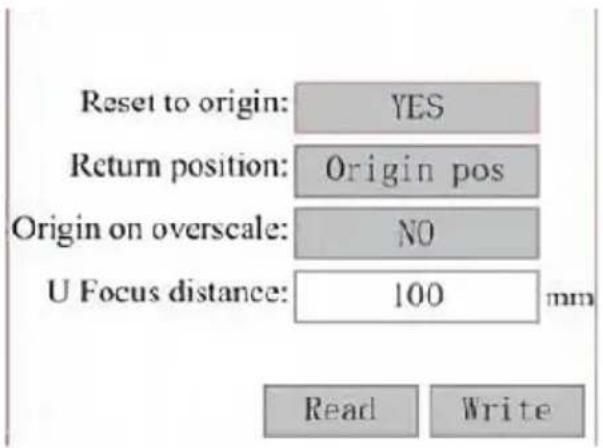
Wybierz i dostosuj parametry, naciskając strzałki. Po zakończeniu dostosowywania przesuń kursor na Write i naciśnij ENT, aby zapisać
zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania. Odo może załadować zapisane parametry.
●DOSTOSUJ PARAMETRY OSI OBROTU.
W podmenu Ustawienia parametrów wybierz Ustawienia funkcji obrotu, aby wyświetlić lewy interfejs:
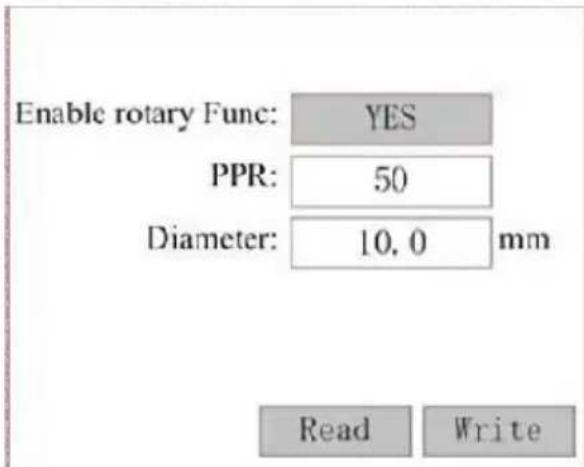
Wybierz i dostosuj parametry, naciskając strzałki. Po zakończeniu
dostosowywania przesuń kursor na Write i naciśnij ENT, aby zapisać zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania. Odo może załadować zapisane parametry.
●Ustaw hasło interfejsu .
Gdy kursor znajdzie się na blokadzie panelu, naciśnij ENT, a pojawi lewe okno dialogowe:
Naciśnij klawisze ▲ i ▼, aby wybrać element. Gdy niebieski kursor
znajdzie się nad elementem docelowym, naciśnij ENT, aby wejść do odpowiedniego interfejsu.
●TWORZENIE KOPII ZAPASOWEJ I PRZYWRACANIE PARAMETRÓW.
W menu głównym wybierz Ustawienia kontrolera, aby wyświetlić ekra po lewej stronie:
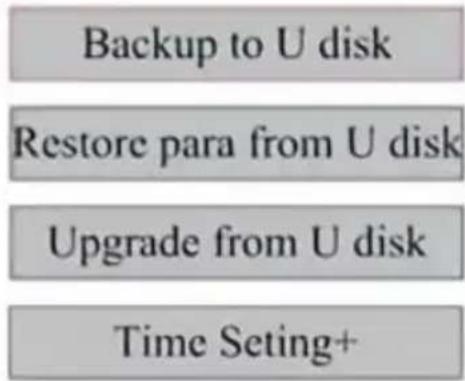
Kopia zapasowa na dysku flash USB: Zapisz bieżące parametry na dy flash USB.
Odzyskiwanie parametrów z dysku flash USB: Odzyskaj zapisane parametry z dysku flash.
Aktualizacja z dysku flash USB: Uaktualnij oprogramowanie kontrolera z dysku flash.
- Ustaw datę i godzinę w urządzeniu.
W podmenu Ustawienia kontrolera wybierz Ustawienia czasu+, aby wyświetlić
lewy interfejs:

Modify to press
Wybierz i dostosuj parametry, naciskając strzałki. Po zakończeniu dostosowując, przesuń kursor na opcję Napisz i naciśnij ENT, aby za parametr zmiany lub naciśnij ESC, aby wyjść bez zapisywania. Czytanie może załadować zapisane parametry.
● ZARZĄDZANIE UPRAWNIENIAMI I UKŁAD KLAWIATURY .
Twój grawer powinien być już autoryzowany i gotowy do użycia. Jeśli kupiłeś grawer w ramach programu wynajmu i nie otrzymałeś jeszcze licencji, skontaktuj się z Działem Obsługi Klienta. Wprowadź go, przechodząc do menu głównego i wybierając Uprawnienia. Pojawi się I interfejs.
Naciśnij klawisz ENT jeden raz, aby wybrać pierwsze pole, a następnie naciśnij klawisz ENT ponownie, aby wyświetlić lewą klawiaturę.
Użyj klawiszy strzałek i ENT, aby wybrać właściwe znaki. Jeśli są jak błędy, naciśnij ESC, a następnie ENT, aby ponownie wejść do pola. klawiszy strzałek, aby przejść do innego pola wprowadzania i wprowad jego zawartość w ten sam sposób. Po poprawnym wprowadzeniu wszystkich pół wybierz Change Permission Code i naciśnij ENT, aby opuścić ten ekran i powrócić do menu głównego.
MAINTENANCE
1. PRZEGLĄD KONSERWACJI.
Stosowanie procedur innych niż określone w niniejszym dokumencie mo skutkować niebezpiecznym narażeniem na promieniowanie laserowe.
Zawsze wyłączaj urządzenie i odłączaj je od zasilania przed wykonanie jakichkolwiek prac czyszczących lub konserwacyjnych. Zawsze utrzymuj system w czystości, ponieważ łatwopalne zanieczyszczenia w obszarach roboczych i wydechowych stanowią zagrożenie pożarowe. Tylko przeszkoleni i wykwalifikowani specjaliści mogą modyfikować lub demontować ten sprzęt.
- Do systemu musi być stale doprowadzana czysta i chłodna wod
- Stół roboczy należy czyścić codziennie, a kosz opróżniać.
- Trzecie lustro i soczewkę ogniskującą należy codziennie sprawdzą w razie potrzeby czyścić.
- Pozostałe lusterka i układy wydechowe należy sprawdzać co tydaw razie potrzeby czyścić.
- Ustawienie wiązki należy sprawdzać co tydzień.
- Należy co tydzień sprawdzać, czy połączenia nie są luźne, zwła w przypadku zasilacza lampy laserowej.
- Szyny należy czyścić i smarować co najmniej dwa razy w mies
- Wspomaganie pneumatyczne należy sprawdzać raz w miesiącu i razie potrzeby czyścić.
- Całą maszynę laserową, łącznie z innymi podzespołami, takimi ja układ chłodzenia wodnego, należy raz w miesiącu poddawać przeglądowi i w razie potrzeby czyszczeniu.
- Układ chłodzenia wodnego.
- Nigdy nie dotykaj ani nie reguluj dopływu wody do grawera, gdy po jest nadal włączona. podłączony do zasilania.
- Aby uniknąć przegrzania, rurę laserową należy chłodzić czystą wodą destylowaną. przegrzanie. Idealna jest temperatura pokojowa lub nieco niższa ciepł woda. Tuby laserowe wymagają co najmniej 2 galonów (7,5 litra) schłodzonej czystej wody destylowanej lub innego bezpiecznego dla laserów chłodziwa, aby uniknąć przegrzania. Jeśli temperatura wody
bliska 100° F (38° C), przerwij pracę, aż się ochłodzi lub znajda sposób na obniżenie jej temperatury bez przerywania dopływu wody tuby laserowej. Woda nie powinna być również zbyt zimna, co może również spowodować pęknięcie szklanej tuby laserowej podczas użytkowania. W miesiącach zimowych lub jeśli używasz lodu do chłodzenia gorącej wody, upewnij się, że temperatura nigdy nie spac poniżej 50° F (10° C).
- Co kilka dni należy dodawać więcej wody, aby zapewnić parowanie nie powoduje narażenia pompy na działanie czynników zewnętrznych podczas użytkowania.
3.CZYSZCZENIE
●WYCZYŚĆ GŁÓWNĄ KOMORE I MASZYNE DO GRAWEROWANIA. Sprawdzaj przynajmniej raz dziennie, czy w głównej komorze grawerują nie gromadzi się kurz. Jeśli tak, musisz go usunąć. Dokładne odstępy czasu i wymagania dotyczące czyszczenia zależą w dużym stopniu od przetwarzanego materiału i czasu pracy urządzenia. Czyste maszyny
zapewniają optymalną wydajność i obniżają koszty serwisowania, a także zmniejszają
ryzyko pożaru lub obrażeń.
Wyczyść okienko podglądu łagodnym detergentem i soczewkami lub bawełnianą ściereczką. Nie używaj ręczników papierowych, ponieważ mogą one porysować akrył i zmniejszyć zdolność pokrywy do ochrony przed promieniowaniem laserowym. Dokładnie wyczyść wnętrze głównej kabiny, aby usunąć wszelkie zanieczyszczenia, cząsteczki lub osad.
Zalecane są ręczniki papierowe i środki do czyszczenia okien. W razie potrzeby wyczyść pokrywę tuby laserowej po jej całkowitym ostygnięciu Pozostaw płyn użyty do czyszczenia do całkowitego wyschnięcia przed dalszym użyciem engravera.
●WYCZYŚĆ SOCZEWKĘ OSTROŚCIEWAJĄCĄ .
Soczewka ma trwałą powłokę, która nie ulegnie uszkodzeniu podczas prawidłowego i starannego czyszczenia.
Należy sprawdzić soczewkę i lustro trzeciego dnia i wyczyścić je, jeśli powierzchni znajdują się jakieś zanieczyszczenia lub zamglenia.
Wydajność lasera będzie zmniejszona, a nagromadzenie ciepła na sam oleju lub kurzu może uszkodzić soczewkę.
-
Przesuń stół grawerski na odległość około 4 cali (10 cm) poniżej mocowania obiektywu.
-
Przesuń głowicę laserową na środek stołu i umieść szmatkę pod mocowaniem soczewki, aby soczewka nie uległa uszkodzeniu w razie przypadkowego wypadnięcia z mocowania.
-
Odkręć mocowanie obiektywu i obróć je w lewo.
-
Odłącz wąż sprężonego powietrza i złącze szyny laserowej.
-
Po umieszczeniu soczewki na czystym papierze do czyszczenia soczewek ostrożnie obróć uchwyt soczewki tak, aby soczewka wraz pierścieniem uszczelniającym spadła na ściereczkę do czyszczenia, a następnie wyjmij soczewkę z mocowania obiektywu.
-
Sprawdź pierścień uszczelniający i w razie potrzeby wyczyść go wacikiem i papierowym ręcznikiem lub ściereczką do czyszczenia soczewek.
-
Dmuchnij powietrze na powierzchnię soczewki, aby usunąć jak najwięcej grubego kurzu.
-
Sprawdź powierzchnię soczewki i w razie potrzeby wyczyść ją pły do czyszczenia soczewek oraz papierem lub ściereczką do soczewek
-
Przytrzymaj krawędź zespołu soczewek chusteczką do czyszczenia soczewek i użyj płynu do czyszczenia soczewek. Przytrzymaj soczew pod kątem i opłucz obie powierzchnie, aby zmyć brud.
-
Umieść soczewki na czystej chusteczce do czyszczenia soczewel nałów trochę płynu do czyszczenia soczewek na jedną stronę soczew Pozostaw płyn na około minutę, a następnie delikatnie przetrzyj papierem do czyszczenia soczewek zamoczonym w płynie do czyszczenia soczewek. Osusz tę stronę soczewki suchą chusteczką/ściereczką.
-
Powtórz ten sam proces czyszczenia po drugiej stronie soczewki. Nigdy nie używaj papierowych ręczników czyszczących dwa razy. Kuń gromadzący się na papierowych ręcznikach czyszczących może porysować powierzchnię soczewki.
-
Sprawdź soczewkę. Jeśli nadal jest brudna, powtórz proces czyszczenia powyżej, aż soczewka będzie czysta. Nie dotykaj powierzchni soczewki po czyszczeniu.
-
Ostrożnie włóż soczewkę do mocowania soczewki, upewniając się że jej okrągła wypukła strona jest skierowana do góry. Umieść pierś uszczelniający na górze soczewki.
-
Ostrożnie złóż soczewkę i głowicę laserową, wykonując powyższec czynności w odwrotnej kolejności.
●WYCZYŚĆ LUSTRO.
Jeśli na powierzchni lustra znajdują się jakieś zanieczyszczenia lub mę należy je również wyczyścić, aby poprawić wydajność i uniknąć trwałę uszkodzenia. Pierwszy strzał znajduje się za lewą stronę maszyny, poż dalszym końcem osi Y. Druga soczewka znajduje się na osi Y na leńcu osi X. Trzecia soczewka znajduje się na górze głowicy lasera na Największe nagromadzenie zanieczyszczeń znajduje się na trzecim lustrze i należy je sprawdzać codziennie za pomocą soczewki skupiają Pierwszą i drugą soczewkę można sprawdzać codziennie, jeśli jest to konieczne, ale jeśli są sprawdzane tylko raz w tygodniu, są zwykle w porządku.

Lustra można czyścić na miejscu za pomocą chusteczek lub ścierecze czyszczenia soczewek, albo można je zdjąć, obracając je przeciwnie d ruchu wskazówek zegara. Uważaj, aby nie dotykać bezpośrednio powierzchni lustra. Unikaj zbyt mocnego naciskania, aby zetrzeć zanieczyszczenia i spowodować zarysowania. Jeśli lustra są zdejmowan w celu czyszczenia, zamontuj je ponownie, obracając je zgodnie z ruc wskazówek zegara, aby je umieścić na swoim miejscu. Uważaj jednak, nie zarysować ich.
4. USTAWIANIE ŚCIEŻKI LASERA.
Prawidłowe ustawienie wiązki jest bardzo ważne dla ogólnej wydajności jakości pracy maszyny. Ta maszyna jest w pełni ustawiona pod kątem wiązki przed wysyłką. Jednak gdy grawer po raz pierwszy przybywa, i więcej raz w tygodniu podczas normalnej pracy, użytkownikowi zaleca potwierdzenie, że ustawienie jest nadal na akceptowalnym poziomie i ż lustro i soczewka skupiająca nie poruszają się z powodu ruchu maszy

Będziesz musiał umieścić kawałek taśmy na każdym etapie ścieżki las zaznaczając go, aby potwierdzić, że platforma pozostaje prawidłowo wyrównana. Jeśli nie, użyjesz wspornika tuby laserowej lub śrub z tyłu wyrównanego lustra, aby naprawić problem. Gdy dostarczone taśmy się wyczerpią, zalecamy użycie taśm maskujących, ponieważ są łatwe w obsłudze i użyciu.
Jeśli ustawienie wiązki zostanie wykonane niedbale, operator może zos narażony na niewielką ilość promieniowania. Postępuj zgodnie z tymi procedurami prawidłowo i zawsze zachowaj ostrożność podczas ustawiania wiązki .
Wykonaj wyrównanie wiązki przy niskich poziomach mocy: 15% lub mr. Każdy wyższy procent spowoduje, że laser zapali pasek testowy zamia go oznaczyć. Upewnij się, że ustawiono maksymalną moc (nie minimal) na 15%.
●LASEROWE USTAWIANIE RUR .
Aby sprawdzić ustawienie tuby laserowej względem pierwszego lustra, odetnij pasek taśmy i przyklej go do ramy lustra.
Nie umieszczaj taśmy bezpośrednio na lustrze. Włącz maszynę i ustaw
poziom mocy na 15% lub niższy.
Naciśnij PULSE, aby ręcznie uruchomić laser. Powinieneś być w stanie zobaczyć mały znak na taśmie. Jeśli nie zauważy, naciśnij PULSE ponownie.
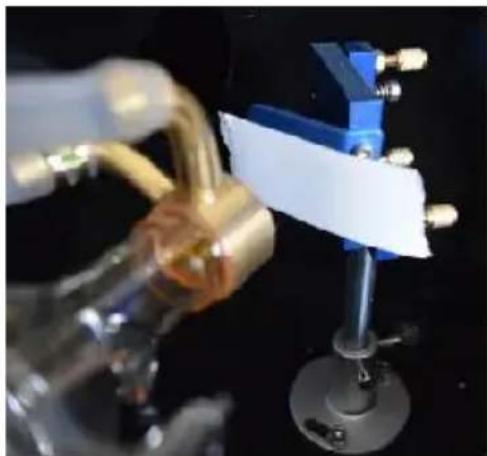
Naciśnij impuls, aby aktywować laser. Zawsze upewnij się, że droga między laserem a jego celem jest wolna od przeszkód. Nigdy nie poż aby obce przedmioty dostały się między laser a jego cel. Podczas naciskania
Naciśnij przycisk PULSE, uważaj, aby żadna część ciała nie znalazła na drodze lasera.
Znak lasera powinien znajdować się blisko środka otworu. Jeśli laser jest wyśrodkowany na pierwszym lustrze, wyłącz zasilanie lasera i ostrożnie wyreguluj tubę laserową w jej uchwycie. Może to wymagać poluzowania śrub na jej uchwycie. Uważaj, aby nie poluzować śrub zł mocno i nie dokręcić ich zbyt mocno. Można regulować tylko jeden s na raz.

Po upewnieniu się, że światło lasera jest prawidłowo wyrównane między rurą laserową a pierwszym lustrem, sprawdź wyrównanie między pierwszym lustrem a drugim lustrem. Najpierw użyj strzałek kierunkowy na panelu sterowania, aby wysłać drugie lustro do tyłu łożka wzdłuż
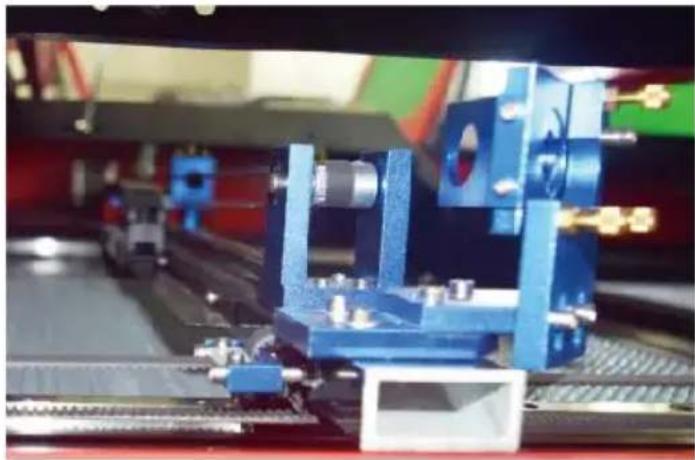
Po ustawieniu umieść kawałek taśmy na ramie drugiego lustra. Nie umieszczaj taśmy bezpośrednio na lustrze. Powtórz poprzedni krok. Jeśli laser nie jest wyśrodkowany na drugim lustrze, należy wyregulować śru ustalające pierwszego lustra. W związku z tym .

Aby wyregulować lustro, poluzuj nakrętkę na śrubie i delikatnie przekrę śrubę zgodnie z ruchem wskazówek zegara lub przeciwnie do ruchu wskazówek zegara. Każda śruba reguluje inną pozycję lub kąt. Śledź które regulujesz, i kierunek regulacji. Nie przekręcaj śruby o więcej niż obrotu na raz, szczególnie przetestuj pozycję lasera po każdej regulacji aby zobaczyć efekt każdej wymiany. Przetestuj, aż wiązki będą prawid wyrównane, a następnie dokręć nakrętki na śrubach po wykonaniu
wszystkich regulacji.
Następnie za pomocą strzałek kierunkowych na panelu sterowania nale przesunąć drugie lustro na przód łożka wzdłuż osi Y.

Po ustawieniu umieść kolejny pasek taśmy na ramie drugiego lustra. I umieszczaj taśmy bezpośrednio na lustrze. Powtórz kroki z 5.4.1 i, jeś konieczne, wyreguluj śruby ustalające na pierwszym lustrze. Przeprowad test ponownie, aż belki będą prawidłowo wyrównane, a następnie dokr nakrętki na śrubach.
●DRUGIE USTAWIENIE LUSTRA .
Znak lasera powinien znajdować się blisko środka otworu. Jeśli laser jest wyśrodkowany na pierwszym lustrze, wyłącz zasilanie lasera i ostrożnie wyreguluj tubę laserową w jej uchwycie. Może to wymagać poluzowania śrub na jej uchwycie. Uważaj, aby nie poluzować śrub zł mocno i nie dokręcić ich zbyt mocno. Można regulować tylko jeden s na raz.

Po upewnieniu się, że laser jest prawidłowo ustawiony między drugim trzecim lustrem, sprawdź ustawienie między trzecim lustrem a stołem.
Najpierw usuń wąż wspomagający powietrze z głowicy lasera. Następn umieść kawałek taśmy na spodzie głowicy lasera i mocno dociśnij ją dyszy. Spowoduje to powstanie pierścieniowego śladu, który pomoże C sprawdzić dokładność. Powtórz kroki opisane w punkcie 5.4.1. Jeśli las nie jest wyśrodkowany przez głowicę lasera, odpowiednio wyreguluj śru ustalającą trzeciego lustra, jak pokazano w punkcie 5.4.2. Przeprowadź test ponownie, aż wiązki zostaną prawidłowo ustawione, a następnie dokręć nakrętki na śrubach.
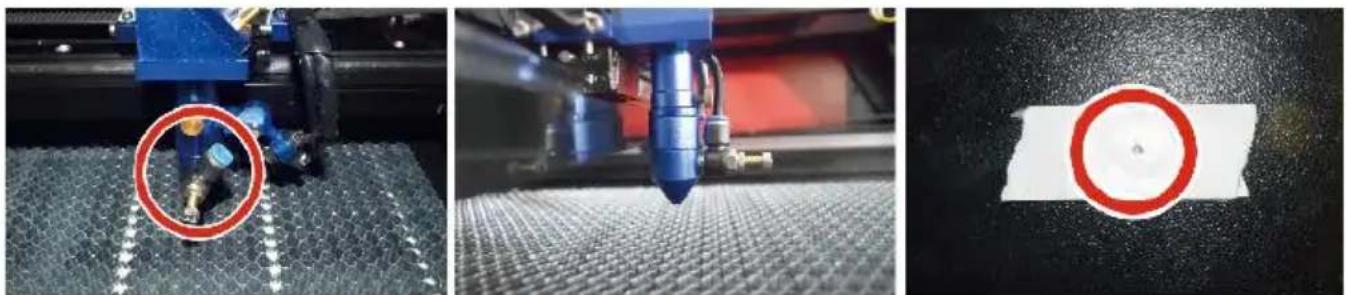
Schematyczny diagram instalacji tuby laserowej:
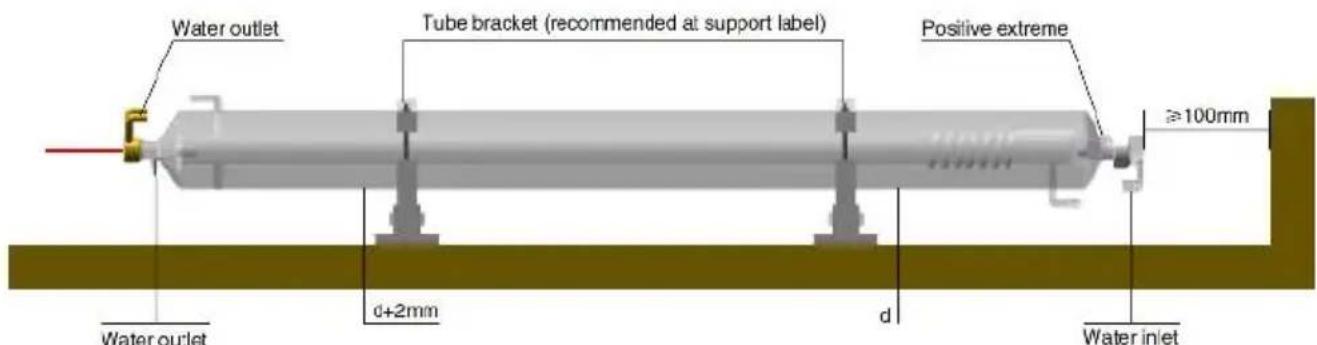
-
Zainstaluj go zgodnie z logo na laserze, a także prawidłowo podłą przewody przyłączeniowe katody i anody, rurę wlotową wody i rurę wylotową wody lasera.
-
Włącz chłodziarkę i wyreguluj kąt lasera, aby mieć pewność, że pł
chłodzący jest pełen lasera i nie ma w nim żadnych zatkań.
- Usuń znacznik otworu optycznego, a następnie włącz zasilanie lasera w celu debugowania ścieżki optycznej.
Problem 1: Laser zawsze pracuje z maksymalną mocą lub nie może regulować natężenia prądu.
①Laser jest wyposażony w nieprawidłowo podłączony zacisk sterowania mocą; Sprawdź dokładnie podłączenie zacisku.
②Laser jest wyposażony w awarię zasilania; Spróbuj wymienić zasila
③Awaria płyty sterującej maszyny laserowej. Skontaktuj się z obsługa klienta.
Problem 2: Laser nie emituje światła.
①Laser jest wyposażony w nieprawidłowo podłączony zacisk sterowania zasilaniem lub przewód połączenia sterującego jest uszkodzony; Sprawdź dokładnie, czy zaciski i przewody połączeniowe nie są żle podłączone i czy urządzenie się nie włącza.
② Zabezpieczenie wodne agregatu chłodniczego uległo awarii, a ilość chłodziwa w agregatze jest niewystarczająca; Wymień zabezpieczenie wodne lub uzupełnij chłodziwo.
③Lasery są wyposażone w przerwy w dostawie prądu lub mają problemy z zasilaniem; spróbuj wymienić przewód zasilający na zasila lub przewód zasilający sieciowy.
④Awaria płyty sterującej maszyny laserowej. Skontaktuj się z obsługa klienta.
⑤Awaria lasera. Skontaktuj się z obsługą klienta.
Problem 3: Zapłon wyładowczy.
①Przewód połączeniowy między laserem a zasilaczem laserowym jes
uszkodzony lub przerwany; Spróbuj wymienić kabel.
②Awaria lasera; Skontaktuj się z obsługą klienta.
Problem 4: Wymagania dotyczące środowiska.
①Laser jest wyposażony w zasilacz i musi pracować w dobrze wentylowanym pomieszczeniu.
② Miejsce pracy musi spełniać lokalne normy bezpieczeństwa dotyczące obsługi sprzętu laserowego.
Uwaga : Wymagania środowiskowe .
Temperatura pracy: 10° C\~38° C
Temperatura przechowywania: -10° C\~35° C Wilgotność
przechowywania: 20%RH\~80%RH
5. INSTRUKCJA SMAROWANIA.
Aby uzyskać najlepsze rezultaty, należy czyścić i smarować szyny maszyny grawerującej co dwa tygodnie.
- Wyłącz maszynę do grawerowania laserowego.
●Delikatnie odsuń głowicę lasera.
●Wytrzyj cały kurz i zanieczyszczenia z szyn osi X i Y suchą baweł szmatką
aż będą błyszczące i czyste.
●Wykonaj tę samą czynność ze śrubami osi Z.
●Nasmaruj szyny i śruby smarem.
- Delikatnie przesuń głowicę lasera i oś X, aby równomiernie rozprowa środek smarny.
rozprowadzane wzdłuż dwóch szyn, a następnie unosić i opuszczać łóżko, aby równomiernie rozprowadzić smar wzdłuż śrub.
| WYDANIE | PRZYCZYNA PROBLEMU | ROZWIAZANIE |
| Panel wskazuje, że maszyna jest chroniona | Drzwi nie są dozowane | Zamknij drzwi |
| Uszkodzony jest wyłącznik ochronny pokrywy | Wymień na nowy | |
| Panel wskazuje, że maszyna ma wadę w ochronie przed wnikaniem wody | Rury wodociągowe są zatkane jest brak cyrkulacji wody | Wyczyść rury wodociągowe |
| Pompa nie wychodzi, pompa przerwa s | Wymień na nowy | |
| Osłabiona wodoodporność | Wymień na nowy | |
| Panel wyświetla komunikat o uruchomieniu interfejsu hiperwizora | do cięcia jest za duży | Powiększ obraz |
| Nieprawidłowy punkt mocowania maszyny | Remarketing | |
| Cięcie laserowe jest nie d zniesienia | Droga światła lasera jest nieprawidłowa | Dostosuj ścieżkę optyczną |
| Lustra i soczewki są brudne | Myć alkoholem | |
| Nie emituje laserów | Problemy z tubami laserowymi | Wymień na nowy |
| Lager power i ss ues | Wymień na nowy | |
| Y x się nie porusza | Przełącznik obrotowy nie jest wyłączony | Wyłącz przełącznik obrotowy |
| Słabe połączenie przekaźnika | Zmień położenie przekaźnika lub wymień go na nowy | |
| Panel skanowania wskazuje, że odległość buforowa jest niewystarczająca | Głowica lasera osi X jest zbyt daleko od jednego asystenta | Zmień położenie głowicy lasera osi X tak, aby znajdowała się 50mm od punktu początkowego. |
| Przełącznik resetowania w maszynie nie jest wyłączony | Wyłącznik krácowy jest uszkodzony lub linia krancowa uszkodzona , a wyłącznik w łańcuchu elektrycznym jest odłączony | Wymień na nowy czerwony wyłącznik krancowy |
ACCESSORIES LIST
- Instrukcje *1
- Rury wydechowe *1
- Taśma dwustronna *1
- Zaciski *1
- Śrubokręt *1
- Klucz imbusowy *1ZESTAW
- Przewód uziemiający *1
- Przewód zasilający *1
- Kabel danych *1
- Kabel sieciowy Crystal *1
- Torba na dokumenty *1
- dysk flash *1
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
Techniczny Wsparcie i certyfikat e-gwarancji www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
Technisch Ondersteuning en E-garantiecertificaat www.vevor.com/support




