
KH5030 - Incisore laser Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo KH5030 Vevor in formato PDF.

| Tipo di prodotto | Incisore laser CO2 |
| Marca | Vevor |
| Modello | KH5030 |
| Potenza laser | 50 W |
| Area di lavoro | 500 x 300 mm |
| Velocità di incisione | 0-500 mm/s |
| Velocità di taglio | 0-400 mm/s |
| Tipo di laser | Tubo laser CO2 vetro |
| Tensione di ingresso | 120 V AC / 230 V AC (a seconda della versione) |
| Potenza totale | 420 W |
| Materiali compatibili | Legno, carta, cartone, plastiche, vetro, cuoio, tessuti, pietra, ceramica, metalli rivestiti |
| Sistema di raffreddamento | Raffreddamento ad acqua integrato con pompa |
| Assistenza aria | Sì, per soffiaggio detriti |
| Schermo di controllo | Pannello di controllo con display grafico |
| Connettività | USB, Ethernet, porta USB per chiavetta |
| Funzioni di sicurezza | Arresto di emergenza, blocco coperchio, protezione flusso acqua |
| Illuminazione | LED integrata per illuminazione area di lavoro |
| Regolazione altezza | Tavolo regolabile in Z (motorizzato) |
| Opzione asse rotante | Compatibile (venduto separatamente) |
| Dimensioni (circa) | 800 x 600 x 400 mm |
| Peso (circa) | 45 kg |
| Manutenzione | Pulizia quotidiana della lente e degli specchi; lubrificazione bimensile delle guide |
| Sicurezza | Sistema laser classe 1 con blocco coperchio e arresto di emergenza |
| Ricambi | Tubo laser, lente, specchi, pompa acqua, cinghie – disponibili su richiesta |
| Riparabilità | Assistenza tecnica online tramite www.vevor.com/support |
| Informazioni generali | Uso personale o professionale; conforme alle norme CE e FCC |
Domande frequenti - KH5030 Vevor
Domande degli utenti su KH5030 Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Incisore laser in formato PDF gratuitamente! Trova il tuo manuale KH5030 - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. KH5030 del marchio Vevor.
MANUALE UTENTE KH5030 Vevor
Refer to Usage Data.
IT IS RECOMMENDED TO SET THE POWER TO 80
Tecnico Supporto e certificato di garanzia elettronica www.vevor.com/support
MACCHINA PER INCISIONE LASER
MANUALE DI ISTRUZIONI
MODELLO: KH5030/KH6040/KH7050/KH906/KH1490 KH-5030/KH-6040/KH-7050/KH-906/KH-1490
| Attenzione: per ridurre il rischio di lesioni, l'utente deve attendamente il manuale di istruzioni. | |
| FC | Questo dispositivo è conforme alla Parte 15 delle Norn Il funzionamento è soggetti alle due condizioni segunt Questo dispositivo non può causare interferenze dannos (2) Questo dispositivo deve accettare qualsiasi interferen ricevuta, comprese le interfenze che possono causare funzionamento indesiderato. |
| Questo prodotto è soggetti alle disposzioni della Diretti Europea 2012/19/CE. Il simbolo raffigurante un bidone o spazzatura barrato indica che il prodotto richiede la rad differenziate dei rifiuti nell'Unione Europea. Ciò si applico prodotto e a tutti gli accessori contrassegnati con quessimbolo. I prodotti contrassegnati come tali non possono essere smaltiti con i normali rifiuti domestici, ma devon essere portati in un punto di raccolta per il riciclaggio dispositivi elettrici ed elettronici |
IMPORTANT NOTES
L'incisore laser CO2 è adatto sia per uso personale che professico. Se utilizzato in conformità con queste istruzioni, include unsystema la Classe 1, ma alcuni componenti sono comunque molto pericolosi. Non disattivare mai le appearecchiature di sicurezza preinstallate e utilizzare sempre il laser in modo sicuro e responsablei.
Prima di utilizzato l'apparecchiatura, l'utente deve leggere attendamente le istruzioni per l'uso. manuale operativo e rispetto rigosamente. Questo manuale è applicabile a più modelli di prodotti.
- Questa apparecchiatura utilizza quattro tipi di laser standard internazionali (potenti
radiazione laser). La radiazione laser può causare i seguenti eventi: - incendiare i combustibili circostanti .
- Durante la lavorazione laser, a causa dei diversi oggetti lavorati, potrebbero essere generate radiazioni e altre sostanze tossiche Ga nocivi.
- La radiazione laser diretta può causare lesioni personali. Pertanto, l'attrezzatura deve essere dotata di attrezzatura antincendio. è severamente vietato accastare materiali infiammabili ed esplosivi s banco di lavoro e attorno all'attrezzatura. Allo stesso tempo, garantità una Buona ventilazione. Gli operatori non professionisti non sono autorizzati ad avvincarsi all'attrezzatura.
Gli oggetti e le emissioni di elaborazione laser devono essere confor alle leggi locali e regolamenti. - L'elaborazione laser può essere presentare rischi elevati, pertanto è opportun valutare attendamente se l'oggetto è adatto alla lavorazione laser.
- L'apparecchiatura laser interna presente alla tensione e altri pericoli, ad eccezione
per gli operatori delle attrezzature è severamente vietato lo smontag
-
Quando l'apparecchiatura è accesa, qualcuno deve essere sorvegliato, è vietato l'allontanamento non autorizzato e prima che il personale s'vada è necessario interrompere l'alimentazione elettrica.
-
É viétato après qualsiasi porta quando l'apparecchiatura è in funzione
-
Prima di iniziare il funzionamento, Questa e altre apparecchiature devesseressera terra in modo sicuro ed efficace.
-
Non posizionare alcuna riflessione totale o diffusa irrilevante dispositivi nell'apparecchiatura per evitare che il laser venga riflesso corpo umano o su oggetti inflammabili.
-
Durante il funzionamento dell'attrezzatura, l'operaatore deve sempre osservare il funzionamento dell'apparecchiatura. Se si verifica una situazione anomala, si prega di .
-
L'attrezzatura deve essere posizonata in un luogo asciutto, privo di inquinamento e di vibrazioni. e forte ambiente di interferenza elettromagnetica, con un funzionamento temperatura di 5-40 gradi Celsius e un'umidità del 5-95% (non amb con condensazione dell'acqua).
-
L'apparecchiatura deve essere sempre lontana dalle apparecchiature elettriche sensibile alle interferenze elettromagnetic, altrimenti potrebbe causare interferenze elettromagnetic.
-
La tensione di lavoro del dispositivo è: AC220V europea o nord AC120V americano (si prega di confirmare la tensione di funzionamento del dispositivo prima dell'uso).
-
Il laser a vetro ad anidride carbonica più importante nell'apparecchiat è UN consumabile e un articolo vulnerable. Si prega di prenderse nera cura durante l'uso Il laser a vetro ad anidride carbonica necessita di acqua fredda pura per raffreddarsi Si prega di prestare attenzione alla temperatura dell'acqua che non deve superare i 30 gradi Celsius durante l'uso, altrimenti il laser verrà danneggiato. Quando la temperature ambiente sta per scendere sotto 0 gradi Celsius,
sostituiscilo con un liquido antigelo per evitare danni all'anidride carbonica laser di vetro.
- É vietato accendere l'apparecchiatura quando la tensione di rete è instabile
o non corrispondenti. Il produttore e il venditore non sono responsa per eventuali perdite causate da un uso non corretto o alla manca conformità con le sopra le normative.
BASIC INFORMATION
Questo manuale è una guida utente designata per l'incisure per l'installazione, la configurazione, il funzionamento sicuro e la manutenzione del laser da incasso. Copre informazioni generali, istruzic di sicurezza, fas di installazione, istruzioni operative, procedure di manutenzione e informazioni di lavoro.
Tutto il personale coinvolto nell'installazione, configurazione, funzionamento, manutenzione e riparazione di但这a macchina deve leggere e comprendere il presente manuale, in particolare le istruzioni sicurezza. Alcuni componenti hanno tensioni extremamente elevate e/o generano potenti radiazioni laser. Prestazioni e longevità scadenti, danna alla proprietà e lesioni personali sono derivare alla mancata comprenzione e osservanza di queste istruzioni.
Il tuo incisure laser funziona emettendo un potente raggio laser da tubo di vetro riempito con anidride carbonica isolante (CO2), riflettendo quel raggio su tre specchi e riflettendoloattraverso una lente di messa a fuoco, e usando但这a luce focalizzata per incidere il disegno sudeterminati substrati. Il primo spechio è fissato vicino all'estremità del tubo laser, il secondo spechio si sposta lungo l'asse Y della macchi terzo spechio è attaccato alla testa laser che si sposta lungo l'asse
Poiché parte della polvere del processo di incisione si deposita sullo specchio, è necessario pulirlo frequently. Poiché si muovono durai il funzionamento, devonoanche essere regolati periodicamente con le di fissaggio a cui sono fissati per mantenere il corretto percorso laseri,.!.
sistema raffreddato ad acqua (solitamente una pompa o un refrigeratore.
devese essere utilizzato con quello incisore per dissipare il calore genedal tubo laser. Allo stesso modo, un sistema di scarico (solitamente usfiato esterno o un purificatore d'aria dedicato) delve essere utilizzatorimuoverve la polvere e i gas generati durante il processo di incisione.
Far funzionare il laser costamente altri il 70% della sua potenza nominale massima ne ridurà notevolmente la durata. Si consiglia di impostarlo al 10 - 70% della potenza nominale massima per prestazioni longevità ottimali.
Si prega di notare che questo è un disposativo ad alta tensione e, motivi di sicurezza, si raccomanda di toccare i loro componenti solo una mano alla volta durante l'uso.
Si noti che i laser attivi sono invisibili all'occhio umano. Questo apparecchio non deve essere utilizzato con alcun coperchio aperto per evitare potenziali lesioni permanenti.
Si noti inoltre che sia ilsystema di raffreddamento ad acqua che il s di scarico sono assolutamente necessari per l'uso sicuro di esta apparecchiatura. Non utilizzato la macchina per incisione alla che qu due sistemi funzionino correttamente. L'acqua deve essere sempre pulit Maintainura a temperature ambiente, e il systema di scarico deve sempre rispetto delle leggi e le normative applicabili al posto di lavoro e qualità dell'aria ambiente.
SYMBOL GUIDELINES
Sull'etichetta di但这a macchina o in quello manuale vengono utilizi seguenti symboli:

- Questi articoli comportano un rischio di gravi danni alla proprietà o personali

- Questi progetti risolvono problemi gravi simili a quelli legati ai raggi

- Questi progetti hanno risolto problemi gravi simili con l'elettricità componenti.

- Chiunque si trovi nelle vicinanze dell'unità delve indossare occhiali protettivi durante il funzionamento.
INTENDED PURPOSE
-
La macchina è adatta per l'incisione di loghi e altri beni di consum prodotti su substrati applicabili. Questo laser può elaborare una varie di materiali, tra cui legno e sughero, carta e cartone, la maggior p delle plastiche, vetro, stoffa e pelle e pietra. Puòanche essere utili con alcuni metalli con rivestimento speciale. L'uso di questo scopi o materiali diversi da quelli per cui è specificato non è conso
-
Ilsystemadeveseessere gestito,sottopostoa manutenzione e riparato una persona che abbia familiarità con il Campo diutilizzo e i pericoli della macchina
materiali da incidere, tra cui la loro riflettività, conducibilità elettrica, potenziale produzione di fumi nocivi o combustibili, ecc.
- I raggi laser sono pericolosi. Il produttore e/o il venditore non devore essere
responsabile per qualsiasi uso improprio di questo disposativo o per qualsiasi danno o lezione risultante dall'uso. è obbligo dell'operaore utilizzare quello incisore laser da incasso solo in conformità con l'u previsto, altre istruzioni nel manuale e tutte le leggi e i regolamenti e nazionali applicabili.
SPECIFICATIONS
| Modello | Numero dimodello:KH5030 | Numero dimodello:KH6040 | ModelloKH7050 | KH9060 | Numero dimodello:KH1490 |
| 5030-5040-5050-5060-5070-5080- | 6040-6050-000 | 7050-7060-7070-7080-709 ... | 9060-9070-9080-90 ... | 1490-1500 | |
| Tensione di ingressso | CA 120V | CA 120V | CA 120V | CA 120V | CA 120V |
| CA 230V | CA 230V | CA 230V | CA 230V | CA 230V | |
| Potenza totale | 420W | 560W | 680W | 830W | 900W |
| Potenza laser | 5 0W | 60W | 80W | 100W | 130W |
| Area di lavoro | 500*300m m | 600*400m m | 700*500m m | 900*600mm | 1400*900m m |
| temperatura | 5-50 °C | ||||
| umidità | 5%-95% non condensato | ||||
| Tipo di laser | Laser a vetro CO2 | ||||
| Modello laser | Modello KH-LT50 | Modello KH-LT60 | R3 | R5 | R7 |
| Materiale | Pietra, legno, ceramicica, metallo, stoffa, carta, ecc. | ||||
| Banco da lavoro | Piattaforma cellulare | ||||
| Velocità di taglio | 0-400 mm/s | ||||
| Velocità di incisione | 0-500 mm/s | ||||
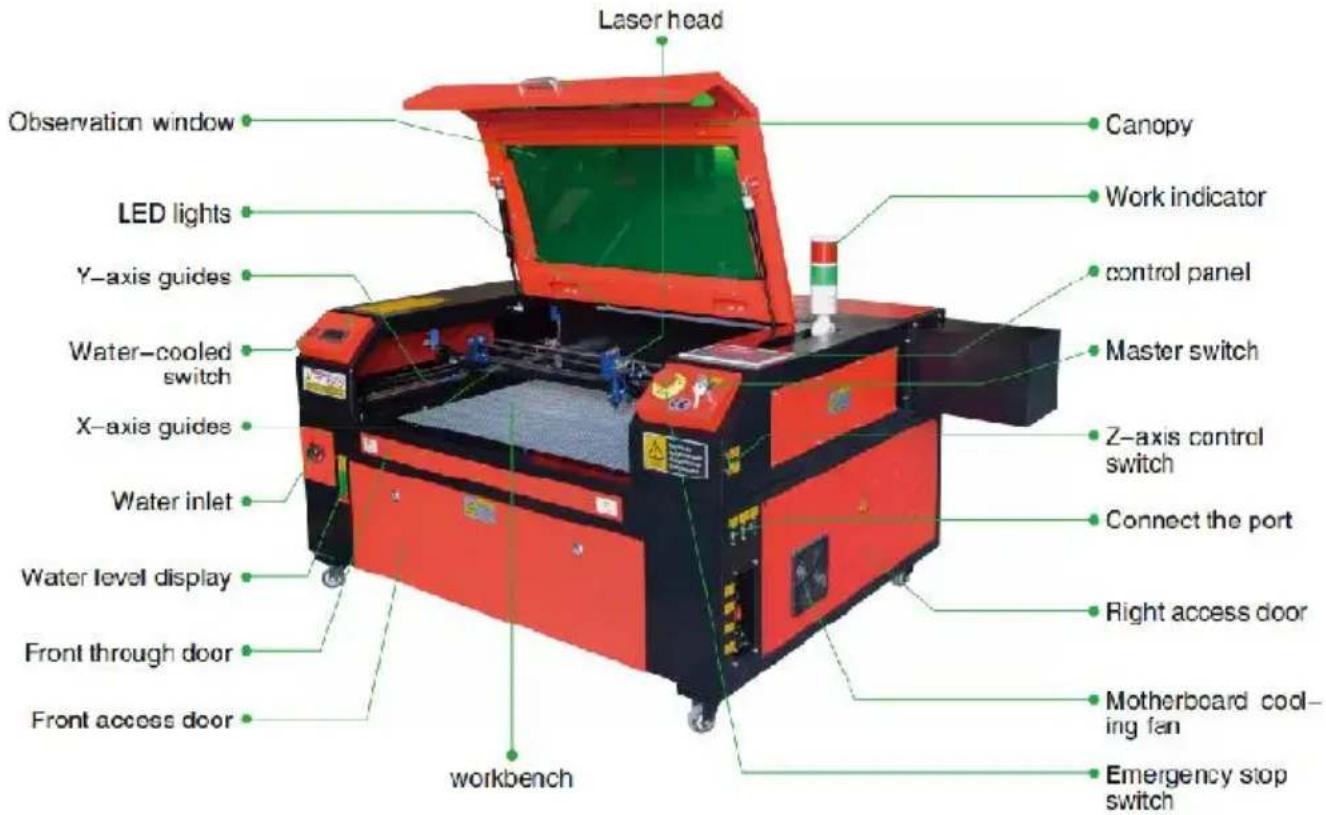
1. Schema del componente.

2.Descrizione della parte.
- Finestra di visualizzazione:但这a finestra in acrilico marrone bianco consente di monitorare ilprocesso di incisione, ma assorbe solo parzialmente il laser infraross elevato e non ha及其他 protezioni. Indossare sempre gli occhiali quali si utilizza il laser attivo di osservazione protettiva e non fissarlo ma lunghi periodi di tempo.
Luce LED: esta luce verde illumina il banco da lavoro per una v chiara vista dell'incisione del materiale prima, durante e dopo il lavoro.
-
Guide dell'asse Y: le guide dell'asse Y consentono alle guide dell'as di muoversi avanti e indietro sul ravolo.
-
Interruttore di raffreddamento ad acqua: dopo aver attivato l'interruttore l'acqua integrata il raffreddamento inizia e il display della temperatura in tempo reale illumina.
-
Guida dell'asse X: la guida dell'asse X sostiene il secondo specchio supporta il testa laser per muoversi a sinistra e a destra.
-
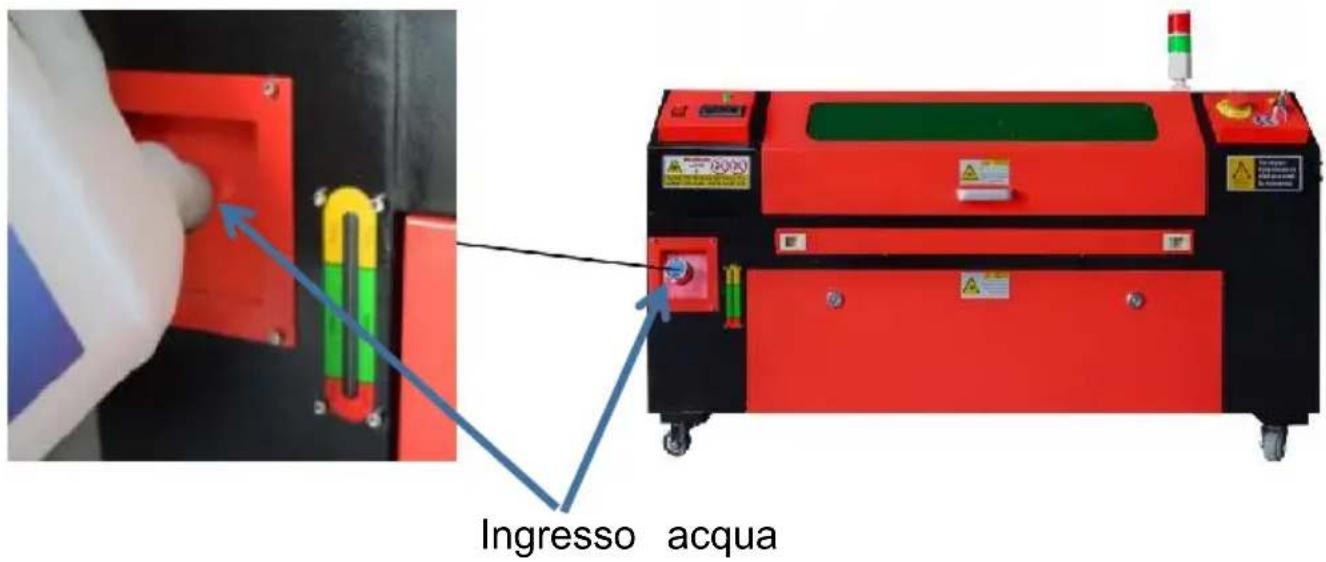
Ingresso acqua: serve per svitare il coperchio in senso antiorario du il riempimento
il serbatoio di circolazione dell'acqua incorporato.
- Visualizzazione del livello dell'acqua: Questa porta di osservazione puddessere utilizzata per osservare il
livello dell'acqua nel serbatoio dell'acqua nella fusoliera. (giallo: troppo alto / verde: adatto / rosso: troppo basso).
- Porta anteriore dritta:但这a porta si apre per consentire il passaggi materiali più grandi
attraverso il piano di lavoro. Bisognà fare moltoattenzione a non v o subire il raggio laser e i loro riflessi. è qui che si trovava anc borsa degli accessori quando è arrivato per la prima volta l'incisure.
- Porta di accesso anteriore:但这a porta fornisce l'accesso all'area sostostante
panca per una facile pulizia.
- Tettuccio: il coperchio fornisce l'accesso alla staffa principale per il posizionamento e
recupero di materiali, nonché riparazione dell'allineamento del percorsalaser e altre operazioni di manutenzione. Quando il coperchio viene aperto, l'alimentazione del laser viene automaticamente interrotta.
- Indicatore di funzionamento: più aiutare l'operaatore a osservare megli laser
stato di emissione, luce rossa: laser in funzione, luce verde: laser inattivo.
- Pannello di controllo: il pannello di controllo fornisce il controllo man del
processo di incisione, compreso il movimento della testina laser manuale e l'emissione del laser.
-
Interruttore principale: controlling the interruptore of potenza totale dell'intera macchina.
-
Interruttori di controllo dell'asse Z: questi pulsanti spostano il ravolo l'alto o verso il basso per
ti aiuta ad adattarti rapidamente e a concentrarti sui diversi spessor cavolo.
-
Porte di connessione: queste porte collegano la scheda principale dell'incisione macchina al computer di controllo e al suo software di incisione tra un cavo USB o Ethernet.
-
Sportello di accesso destro: quello sportello fornisce l'accesso alla scheda madre, al motore driver e alimentatore. Le prese d'aria impediscono ai componenti di surriscaldarsi durante l'uso e non devono essere ostruite.
-
Ventola di raffreddamento della schedamadre:但这a ventola viene utilizzata per la dissipazione del calore del core elettrodomestici come schede madri integrate e alimentatori laser.
-
Interruttore di arresto di emergenza: in caso di emergenza, quello pulsante interrompere immediatamente l'alimentazione del tubo laser.
-
Testa laser: la testa laser contiene il terzo specchio, la lente di me fuoco, il punto rosso guida e presa d'aria di assistenza.
-
Tavolo: l'altezza del ravolo più essere regolata per adattarsi a super più sottili e più spesse materiali, nonché tra piattaforme in alluminio e cellulari.
-
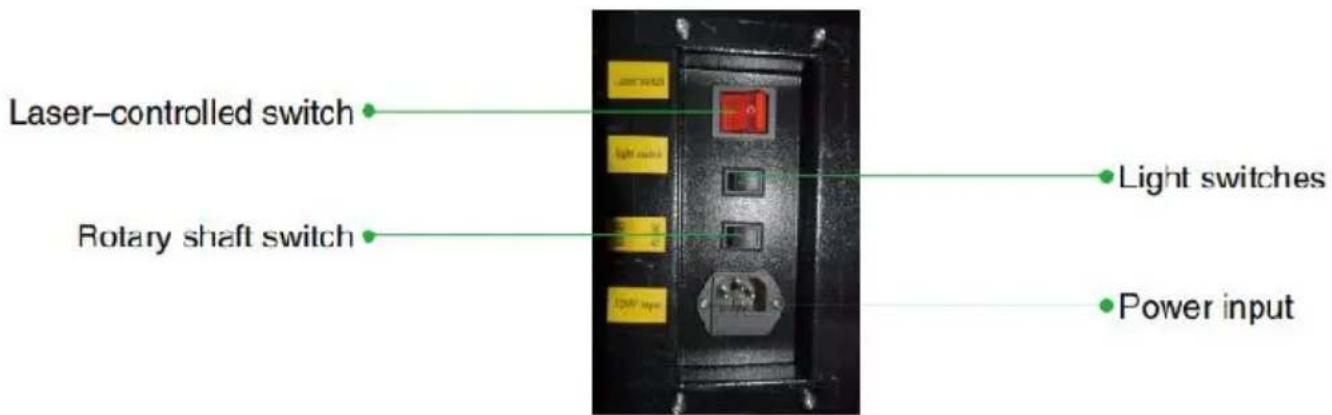
Interruttore di controllo laser: quello interruptore deve essere acceso quando si utilizes un laser.
-
Interruttore della luce: accende la luce sul banco da lavoro.
-
Interruttore dell'asse rotante: quello interruptore deve essere accesso quando si utilizes l'asse rotante (spento quando l'asse rotativo non è in uso), se l'asse Y non si n controllare che quello interruptore sia spento.
-
Ingresso alimentazione: quello connettori di alimentazione deve essere collegato prima di utilizzare il macchina.
-
Sportello di accesso posteriore superiore: quello sportello conducce all baia laser dove si trovava il laser il tubo e i loro collegamenti siano fissati.
-
Porta posteriore:但这a porta è l'equivalente di una porta anteriore.
richiedesimiliattenzione durante l'uso.
- Sportello di accesso posteriore inferiore: quello sportello fornisce l'accesso all'assistenza pneumatica pompa e cinghia dell'asse Z.
- Ventilatore di scarico: quello ventilatore estrae gas e detriti dall'aria proveniente dall'banko da lavoro e rilascia l'aria quando alla purificata da un ecologico.
-
Ventola di raffreddamento del serbatoio dell'acqua: QUESTA ventola vie utilizzata per raffreddare l'acqua in circolazione.
-
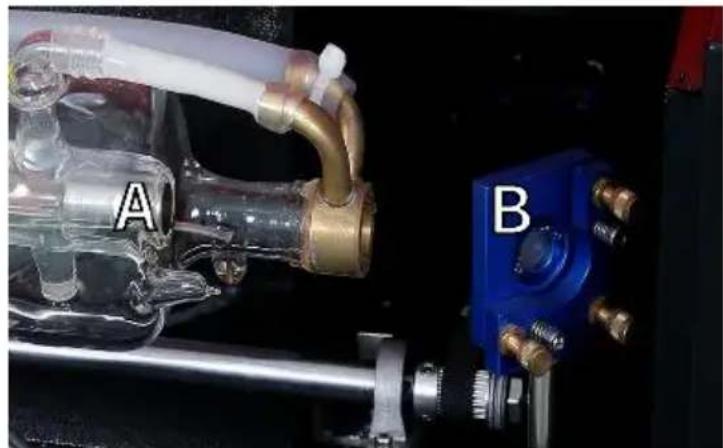
Descrizione del percorso laser.
A. Tubo laser : quello tubo di vetro riempito di anidride carbonica montato su una staffa e non può essere spostato. La tensione di collegamento traesso e l'alimentatore laser è estremamente alta e estremamente pericolosa.
B. Primo riflettore: quello specchio con angolazione regolabile è ten in posizione per trasferire il raggio laser inciso dal tubo al second specchio.
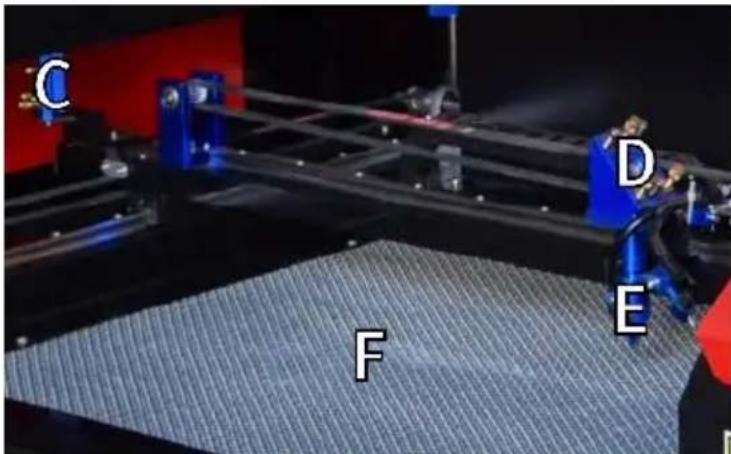
C. Secondo specchio : quello specchio con angolo regolabile si spole lungo la guida dell'asse X per consentire al raggio laser di sposto lungo I'asse Y.
D. Terzo specchio : quello specchio con angolazione regolabile si
muove insieme alla testa laser, consentendo al raggio laser di spostarsi lungo l'asse X.
E. Lente di messa a fuoco : esta lente dirige e focalizza la lucce sul materiale.
F. Banco da lavoro : l'altezza delenco da lavoro esporto più es regolata .
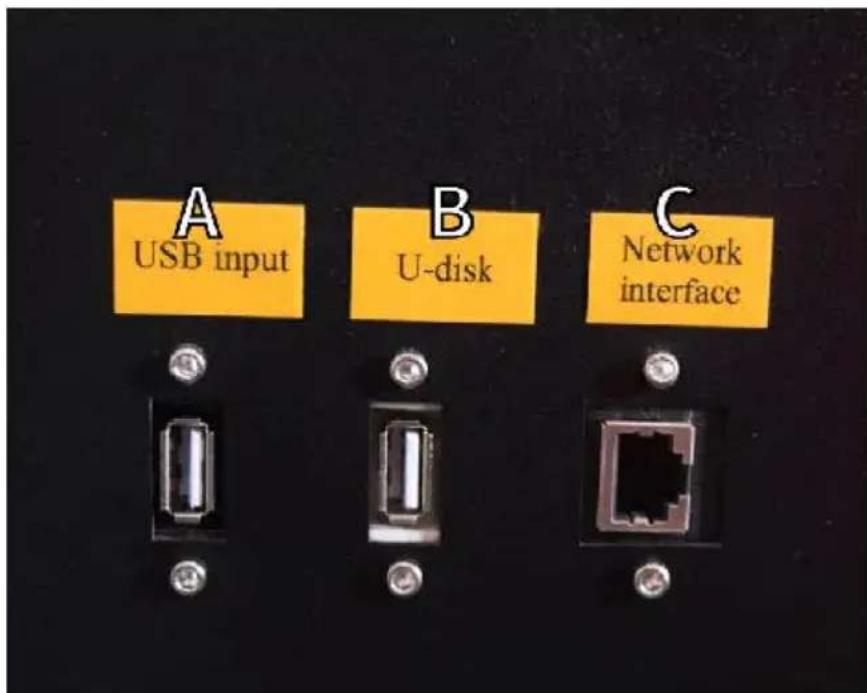
4.Collegare gli ingressi.
A. Porta di linea USB : questa porta utilizza una qualsiasi delle su USB per connettersi al computer di controllo e al suo software di incisione.
B. Porta USB : esta porta consente di caricare e salvare progett parametri direttamente sull'incisure.
C. Porta Ethernet : esta porta sicollege direttamente otramite in al computer di controllo e al suo software.
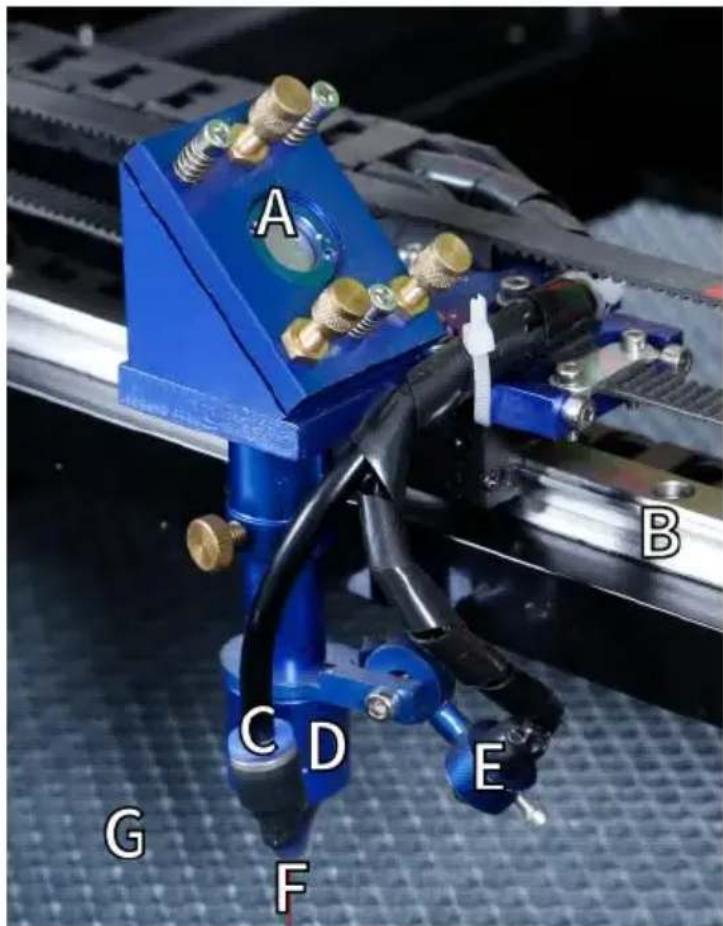
- Gruppo testina laser.
A. Terzo specchio della testa laser: quello specchio con angolazione regolabile trasmette la luce laser dal secondo specchio alla lente messa a fuoco.
B. Guida asse X: esta guida si muove lungo l'asse Y e il suo movimento è controllato da un finecorsa.
C. Air Assist: quello dispositivo soffia aria pressurizzata per eliminare scintille e soffiare via gas e detriti durante l'incisione.
D. Lente di messa a fuoco:但这a lente dirige e focalizza il raggio, opperto il punto di contatto con il materiale da incidere.
E. Puntatore a punto rosso: quello dispositivo aiuta a videere la posizione esatta del laser di incisione invisibile.
F. Laser: il laser di incisione è invisibile, ma molto pericoloso. Evita contatto diretto con la pelle o gli occhi.
G. Banco da lavoro: utilizzare gli strumenti acrilici forniti per ottener messa a fuoco perfetta per qualsiasi spessore di materiale.
6.Porta di accesso destra.
A. Scheda madre : esta scheda controlling il processo di incisione risponde ai comandi provenienti dal software di incisione o dal pannello di controllo della macchina.
Driver dell'asse BX : quello dispositivo sposta la testa laser lungo guida X.
Azionamento asse CY : quello dispositivo sposta la rotaia X lungo rotaia Y.
D. Potenza laser : quello disposativo converte l'elettricità standard ne carica ad altissima tensione richiesta per un tubo laser.
E. Alimentatore: quello dispositivo alimenta la schedà madre e le u della macchina.


- Alimentazione laser.
A. Filo ad alla tension : quello filo è collegato all'anodo o all'est positiva del tubo laser e fornisce corrente ad alla tension per alimentare il laser.
B. Fori di montaggio : quosti slot standard consentono una semplice installazione e rimozione.

-
Controllare il display.
-
Descrizione del pulsante
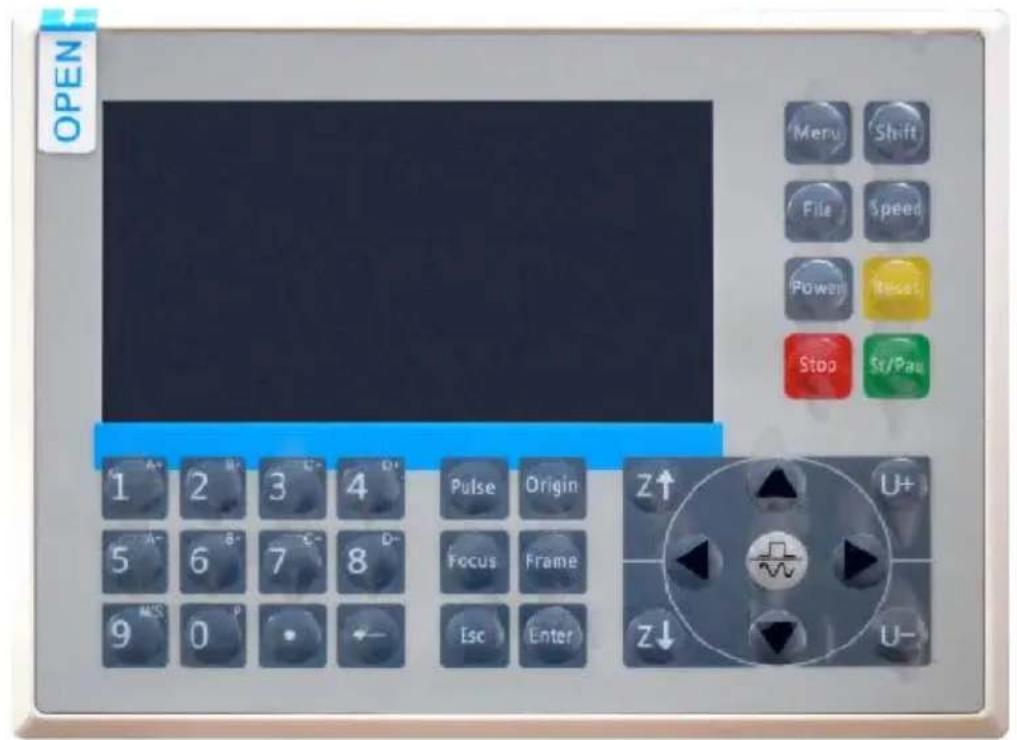

Reset button: System reset

Stop button: Stop machining or motor shaft movement

Delete key: This parameter is used to delete the parameter

Anchor key: Set the anchor point

- Descrizione dello schermo
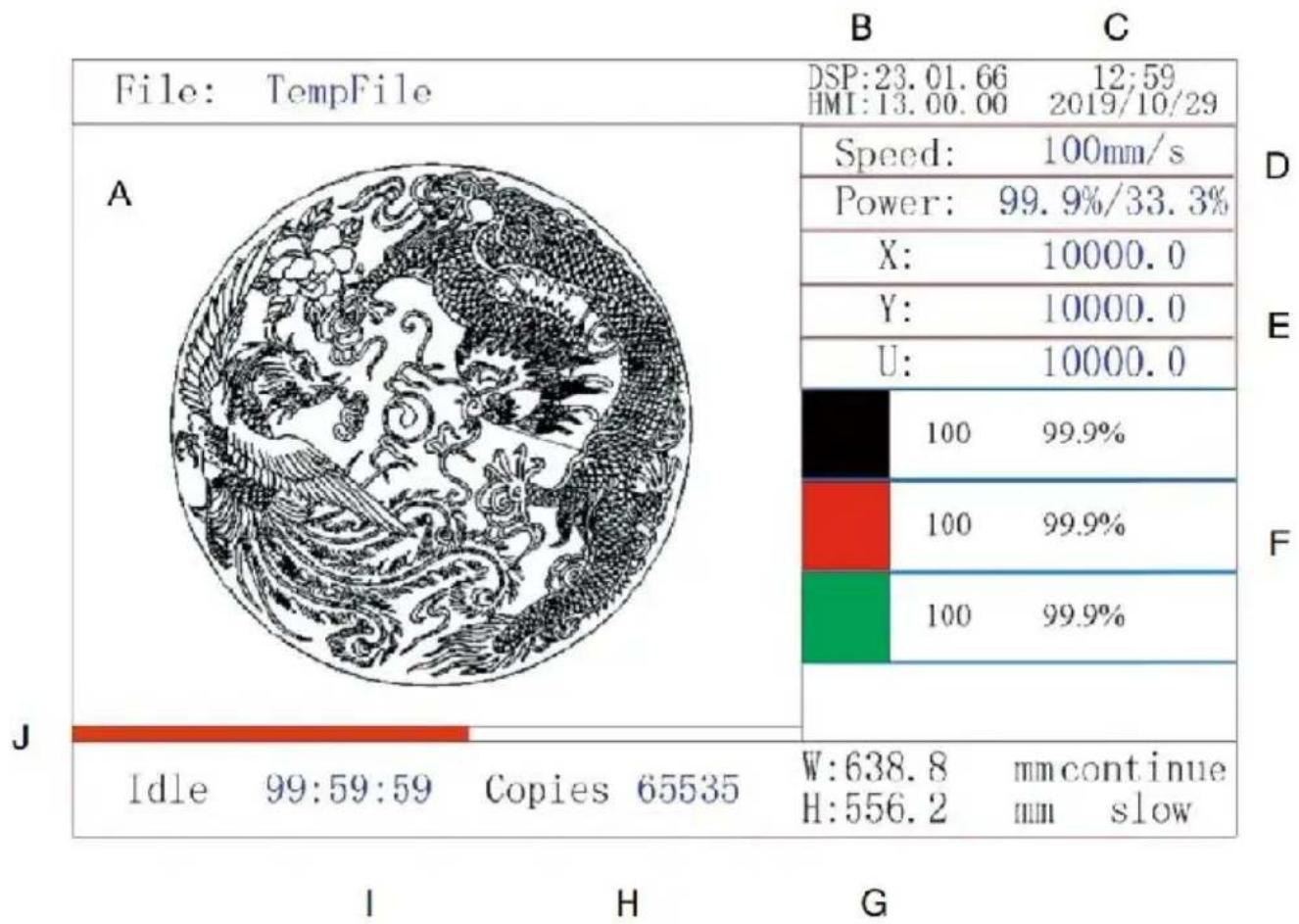
AE. Area di visualizzazione grafica: visualità la traccia e la traccia corrente dell'intero file.
AF.Numero versione: visualizza il numero di versione del pannello e schedà madre.
AG. Ora di sistema: visualizza l'ora corrente del sistema.
AH. Area di visualizzazione dei parametri: visualizza il numero del file velocità, la potenza massima, ecc. del file in esecuzione.
Al. Area di visualizzazione delle coordinate: visualizza le coordinate correnti della testa laser.
A.J. Area di visualizzazione dei livelli: visualità i parametri dei livelli o corrente o di anteprima. I parametri da sinistra a destra sono il nuo livelli, il colore, la velocità e la potenza massima.
AK. Dimensione fotogramma elaborata: visualizza le dimensioni del file corrente.
AL.Numero di pezzi: visualizza il numero di esecuzioni complete per file corrente.
AM. Stato delsystema: visualizza lo stato corrente della macchina: in a in esecuzione, in pausa o completata. Il tempo di elaborazione è molto sulla destra.
AN. Barra di avanzamento dell'elaborazione: visualizza l'avanzamento dei file corrente.
Nota : quando ilsysteme è inattivo o quando il lavoro è completato, vengonoutilizzati tutti i pulsanti. Gli utenti possono lavorare sui file, impostare parametri, visualizzare in anteprima i file e altri ancorta. Alc pulsanti non funzioneranno quando il lavoro è in esecuzione o in paue esempio, origine e frame).
SAFETY INFORMATION
1. ESCLUSIONE DI GARANZIE
La tua macchina per incisione potrebbe essere leggermente diversa alla在哪? in quello manuale a causa di opzioni, aggiornamenti, Se la tua macchina per incisione è dotata di un manuale obsoletto o altre domande, contattaci.
2. AVVISO GENERALE DI SICUREZZA
Il disposativo dovrebbe avee un'etichetta di istruzioni attaccata nei seguenti punti:

- Se una qualsiasi di queste etichette risulta mancante, illeggibile o danneggiata, deve essere
Sostituito.

- Utilizzare quello dispositivo di incisione laser solo in conformità con le disposizioni applicabili
leggi e regolamenti locali e nazionali.
- Utilizzare quello appearecchio solo in conformità con il presente mani di istruzioni. Solo
altri che hanno fatto e compreso quello manuale sono autorizzati a installare, utilizzato, manutenere, riparare, ecc. Se quello dispositivo stato ceduto o venduto a terzi, assicurarsi che quello manuale sia incluso con il disposativo.
Non correre ininterrottamente per più di 3 ore e mezza. Fermati per almeno
30 minuti tra un utilizzo e l'altro.
- Non lasciare quello dispositivo incustodito durante il funzionamento. Osservare le
apparecchiatura durante l'opération, se si verifica un funzionamento anomalo, interrompere immediTamente l'alimentazione della macchina e contattare il nostro servizio clienti o il servizio di riparazione specializzato. Di nuovo, assicurarsi che l'apparecchio sia completenessl spento dopo agli utilizzo (anchetramite l'interruttore d'arresto di emergenza).
Non consentire a minori, personale non formato o persone con disal fisiche o
disabilità mentali che potrebbero interferire con la loro capacité di seguire quello manuale e i manuali del software per installare, utiliz manutenere o riparare quella apparecchiatura.
- Qualsiasi personale non addestrato che potrebbe trovarsi nelle immediate vicinanze dell'apparecchiatura durante il funzionamento, è necessario essere informati che l'attrezzatura è pericolosa e riceveve istruzioni adeguate su come evi lesionsi durante l'uso.
- Posizione sempre estintori, tubi dell'acqua o altri ridardanti di fiammi sistemi nelle vicinanze per prevenire incidenti. Assicurarsi che il num di Telefono del corso dei vigili del fuoco locale sia chiaramente esp nelle vicinanze. In caso di incendio, interrompere l'alimentazione prim di spegnere le fiamme. Prima dell'uso, familiarizzare con la corretta portata dell'estintore. Fare attenzione a non utilizzato l'estintore troppo vicino alla fiamma, poiché la sua alta pressione può create un contraccolpo.
3. ISTRUZIONI DI SICUREZZA LASER.
Seutilizzata comeindicato,la macchina include unsystema laser di Classse 1 che èsicuro sia per gli utenti che per gli astanti.Tuttavia, invisibili,i tubi laser e le loro connessioni elettriche sono comunque r pericolosi.Possono causare gravi danni alla proprietà e lesioni persona se nonutilizzati o modificati con cura,inclusi ma non limitati a quant
segue:

-1 laser possocono bruciare disponibile i materiali combustibili nelle vicinanze.
- Alcuni materiali di lavoro possono produrre radiazioni o gas nocivi durante In elaborazione.
- Il contatto diretto con il laser più causare danni fisici, compresi grautioni e danni oculari irreparabili.
Non modificare o disattivare le funzionalità di sicurezza fornite da qu dispositorio. non modificare o smontare il laser e non utilizzato il laser se è st modificato o smontato da chiunque non sia un professionista qualific
e addestrato. L'esposizione pericolosa alle radiazioni e altre lesioni possono derivare dall'uso di adattati, modificati o altrimenti apparecchiature incompatibili .
-Non tenere mai aperta alcuna parte dell'armadio durante il funzionamento, a meno che
(obligatorio)attraverso le porte. Non interferire mai con il raggio la non posizionare alcuna parte del corpo su nessuna parte del percorlaser durante l'operazione e non tentare mai di osservare direttamen laser. Quando si utilizza una porta passante o si rischia in altri m'lesposizione a un raggio laser, adottare misure per proteggersi da i laser potenzialmente riflessi, incluso l'uso di dispositivi di protezione individuale, come occhiali protettivi appositamente progettati, per filtrargli incisori con una densità ottica (OD) di 5+ per specifiche lunghezd'onda dei laser.
- Durante il funzionamento, non fissare o consentire ad altri di fissare raggio laser
in modo continuo,anche se il coperchio è chiuso e/o si indossano occhiali protettivi.
- Utilizzare esta macchina per incisione solo quando è attiva la funz di spegnimento automatico
funziona correttamente. Quando prendi per la prima volta quello incisore, se successivamente noti eventuali problemi, testalo prima di effettuare qualsiasi altri lavoro (vedi sotto). Se la chiusura non avvi non continuare a utilizzato. Spegni il disposativo e contatta il servizi clienti o il servizio di riparazione. Non disattivare mai quello chiusuri
- Se il sistema di raffreddamento ad acqua non funziona correttamente non utilizzato quello laser
incisure in nessuna circostanza. Attivare sempre ilsystema di raffreddamento ad acqua e verificare visivamente che l'acqua scorra attraverso l'interoistema prima di accendere il tubo laser. Non utili acqua ghiacciata o acqua con temperature superiori a 100^ F (38 ° Per risultati ottimali, mantenerla tra 60 - 70^ F (15-21°C).
- Non utilizzato refrigerante o antigelo generico nell'acqua di raffreddamento, poiché potrebbero
lasciano un residuo corrosivo e si solidificano all'interno del tubo flessibile e delle condutture, il che può portare a guasti o addirittura esplosioni. Utilizza formulazioni laser-safe personalizzate, oppure utilizza e conserva il tuo incisore in un'area a temperatura controlling
- Non lasciare sostanze potenzialmente inflammabili, esploso v corrosi materiali nelle vicinanze per evitare di esporli ai raggi laser diretti c riflessi.
- Non utilizzato o posizionare apparecchiature EMI sensibili nelle vicinanze. Assicurarsi che
l'area attorno al laser sia priva di forti interferenze elettromagnetiche durante qualsiasi utilizzato.
- Utilizzare但这a macchina solo per la lavorazione dei materiali descn nel
Sezione Sicurezza dei materiali di quello manuale. La configurazione laser e il processo di incisione devono essere opportunamente regol per il materiale specifico.
- Assicurarsi che l'area sia priva di altri inquinanti atmospherici poiché potrebbero rappresentare un
rischio simile di riflessione, combustione, ecc.

-
ISTRUZIONI DI SICUREZZA ELETTRICA.
-
Utilizzare quello dispositivo solo con un alimentatore compatible e stabile con un
fluttuazione della tensione inferiore al 10%
Non collegare altri dispositivibero stesso fusibile del systema laser richiede il suo amperaggio completo. Non utilizzare con prolonghe standard o prese multiple. Sono utilizzati solo dispositivi di protezione sovratensione con una potenza nominale superiore a 2000 J.
-
Accendere il dispositivo solo se è ben collegato a terra, tramite una elettrica collegamento a una presa a 3 pin o tramite un cavo di messa a dedicato che sia saldamente collegato allo slot corretto sul cabinet. utilizzato con un adattatore da 3 a 2 pin non collegato a terra. La a terra dell'apparecchiatura deve essere controllata regolarmente per eventuali danni o connessioni allentate.
-
Pertanto, l'area attorno a quello dispositivo di incisione laser devese essere mantenuta asciutto, ben ventilato e con controllo ambientale permantere la temperature ambiente tra 40 - 95^ (5 - 35^) . Per risultati ottimali, mantenere la temperature a 75^ (25^) o inferiore. L'umidità ambient non devese superare il 70% .
-
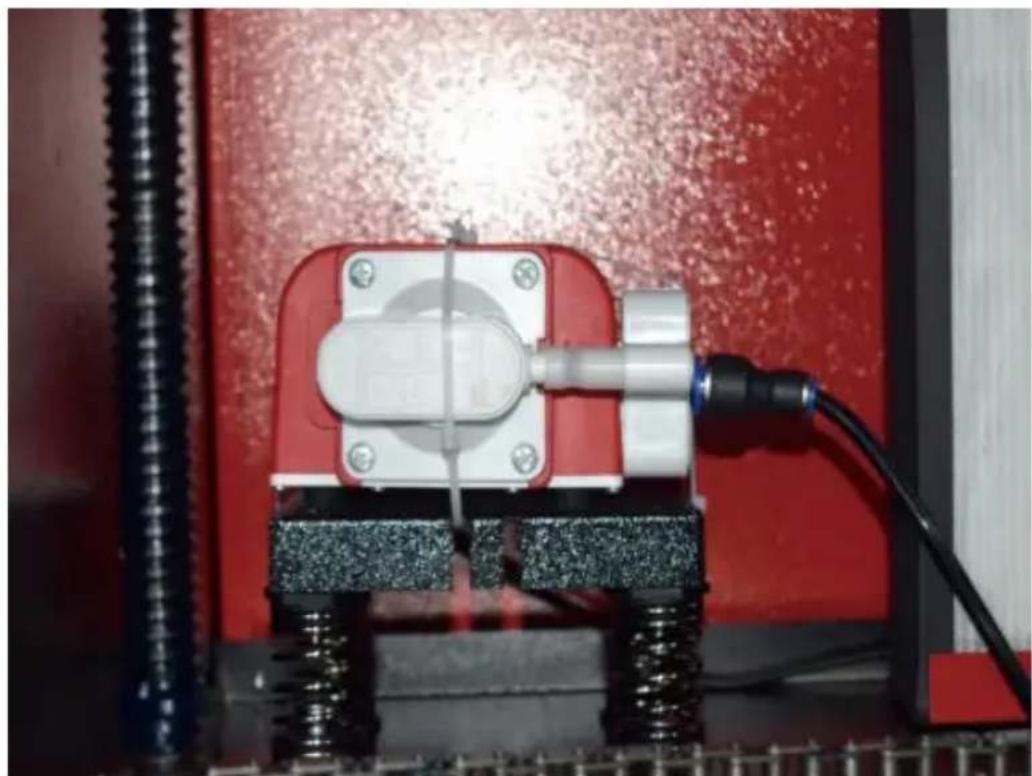
Quando la pompa è collegata alla sua fonte di alimentazione, non maneggiare la pompa o l'acqua in cui è immersa. Immergerla nell'acqua prima di collegarla a una fonte di alimentazione e scollegarla dall'alimentazione prima di estrarla.
-
Regolazioni, manutenzione e riparazioni dei componenti elettrici di questa apparecchiatura deve essere eseguita solo da professionisti qualificati e qualificati per evitare incendi e altri guasti, inclusa la potenziale esposizione alle radiazioni dovuta a danni ai componenti laser. Poiché il collaudio dei componenti elettrici di questo systema o marcatura richiede tecniche specializzate, si raccomanda che tale collaudio venga eseguito solo da produttori, venditori o organizzazioni servizi di riparazione.
-
Salvo diversa indicazione, regolare, manutenere e riparare l'apparecchi
solo
quando è spento, scollegato dall'alimentazione e completamente raffreddato.
-
ISTRUZIONI PER LA SICUREZZA DEI MATERIALI.
-
É responsabilità dell'utente di但这a macchina per incisione laser confermare che il materiale da elaborare sia in grado di resistere a calore del laser e non produca emissioni o sottoprodotti dannosi pe persone vicine o che violino le leggi o le normative locali o nazion particolare, non utilizzato但这a apparecchiatura per elaborare clorurdi polivinile (PVC), Teflon o altri materiali contenti alogeni in nesscircostanza.
- É responsabilità dell'utente di但这a macchina per incisione laser assicurarsi che tutti i presenti durante l'operazione abbiano adeguati dispositivi di protezione individuale per evitare lesioni causate da emissioni e sottoprodotti del materiale in lavorazione. Oltreagli occh protettivi laser sopra menzionati, potrebbero essere necessari occhiali, maschere o respiratori, guanti e altri indumenti protettivi.
Se il systemà di scarico non funziona correttamente, non utilizzato qu laser
macchina per incisione in nessuna circostanza. Assicurarsi sempre ch'la ventola di scarico sia in grado di rimuovere polvere e gas dal di incisione in conformità con tutte le leggi e le normative locali e nazionali applicabili. Se la ventola di scarico o il tubo di scarico si guastano, interromperne immediamente l'uso.
Gli utenti devono prestare particolare attenzione quando lavorano con materiali conduitti
materiali, poiché l'accumulo di polvere e particelle ambientali cui sono danneggiare i componenti elettrici, causare cortocircuito o avee altri effetti, tra cui la radiazione laser riflessa.
- Questa macchina è sicura da usare con i seguenti materiali:
- materie plastiche
- Acrilonitrile butadiene stirene (ABS)
- Nylon (poliammide, PA, ecc.)
- polietilene
- Polietilene ad alta densità (polietilene ad alta densità, polietilene, e
- Polietilene tereftalato biassialmente orientato (BoPET, poliestere, poliestere, ecc.)
- Polietilene tereftalato (PETG, PET-G, ecc.)
- Poliimmide (PI, Kapton, ecc.)
- Polimetilmetacrilato (PMMA, acrilico, plexiglass, fluorite, ecc.)
- Poliossimetilene (POM, acetale, DL, ecc.)
- Polipropilene (PP, ecc.)
- stirene
2.altro.
-
cartone
-
Ceramiche, tra cui posate, piastrelle, ecc.
· bicchiere
pelle - Carta e cartone
gomma - Pietra, compresi marmo, granito, ecc.
Tessuti, tra cui cotone, pelle scamosciata, feltro, canapa, ecc. - Legname, tra cui sughero, MDF, compensato, legno di balsa, betu cilegio, quercia, pioppo, ecc.
Nota : vedere i parametri consigliati per i materiali di incisione più comunmente utilizzati.
-
Questa unità non può essere utilizzata con i seguenti materiali o cc qualiassi materiale che li contengono:
-
Pelle artificiale contente cromo esavalente (Cr[VI]) a causa dei s fumi tossici
-
Astato a causa dei loro fumi tossici
Ossido di berillio, a causa dei loro fumi tossici
- Bromo, a causa dei loro fumi tossici
- Cloro, compreso il polivinilbutirrale (PVB) e il cloruro di polivinile ( vinile, Sintra, ecc.), a causa dei loro fumi tossici
- Fluoro, compreso il Teflon (Teflon, Teflon, ecc.), a causa dei loro tossici
- Iodio, a causa dei loro fumi tossici
- Metalli, per la loro conducibilità elettrica e riflettività
- Resine fenoliche, comprese varie forme di resine epossidiche, poici producono fumi tossici
- Policarbonato (PC, Lexan, ecc.) a causa dei loro fumi tossici
Nota : per tutti gli altri materiali, se non si è certi della sicurezza laserabilità di quello dispositivo, consultare i dati sulla sicurezza materiali.
Scheda (MSDS). Particolare attenzione è rivolta alle informazioni sicurezza, tossicità, corrosicità, riflettività e reazione alle alte temperature. In另一种a, contatta il nostro reparto di supporto ulterioriindicazioni
INSTALLATION
1. PANORAMICA DELL'INSTALLAZIONE.
- Un sistema di lavoro completo comprende l'armadio per l'incisione las il suo
prése d'aria, tutti i cavi di collegamento applicabili, nonché il laser o chiave di accesso. Il cabinet piùutilizzare il design fornito dal software di incisione incluso collegandosi direttamente al computer o a Interne cui piùanche incidere design caricati direttamente da unità flash. Gli u potso possocono configurare altri accessori aggiuntivi, come assi rotanti, per soddisfare le proprie esigenze.
- Utilizzare solo l'hardware, il cablaggio e gli alimentatori forniti o fornì compatibile con quello dispositivo. Installazione dell'apparecchiatura che non è adatto all'uso cui lo comportare scarse prestazioni, tempi di servizio ridotti, maggioriosti di manutenzione, danni alla proprietà e lesioni personali.
- Si prega di prestare attenzione ai requisiti specifici per l'installazione sistema.
Ogni cliente deve essere consapevole di queste considerazioni prima dell'infallazione per eseguire la configurazione corretta e ottenereprestazioni laser sicure. In caso di problemi o problemi di installazionicontattare i nostri tecnici e il team di assistenza clienti.
- Ogni apparecchiatura ausiliaria deve essere regolata sull'unità principali In caso di dubbio,
si prega di contattare direttamente il rivenditore o il produttore di t a appearechiatura.
2.Selezione del除去 installazione
- Prima di installare l'incisore, scegliere il luogo appropriato per l'uso.
- Assicurarsi che soddisfi tutti i requisiti discussi nella sicurezza sopra
informazioni. La posizione deve essere stabile, pianà, asciutta e climatizzata per garantire una temperature ambiente di 40-95 °F (5-35 °C) e un'umidità ambiente inferiore al 70%. In particolare, temperatura e umidità insieme non devono avvincarsi al punto di rugiada. Si consiglia inoltre di utilizzato stanze alla finestre o di utilizzato tapparelle e/o tende per evitare l'esposizione al potenziale calore aggintivo della luce solare diretta. La posizione devese essere priva di polvere e altri contaminanti dell'aria e sufficientemente ventilare per gestire eventuali fumi generati durante il processo di incisione in conformità con tutte le leggi e le normative applicabili. A seconda della materiale da elaborare, potrebbe essere necessaria la costruzione di systema di ventilazione dedicato. Deve assere tenuto lontano dalla portata dei bambini; materiali inflammabili, esplosivi o corrosivi; e apparetcchiature EMI sensibili. Il cavo di alimentazione devese essere collegato a una fonte di alimentazione compatibile e stabile tramite pressa a 3 poli con messa a terra. Non devono esserci altri elementi assorbono corrente dallo stesso fusibile. Le attrezzature antincendio devono essere disponibili nelle vicinanze e il numero di Telefono del dipartimento dei vigili del fuoco locale deve essere chiaramente espon
- Si consiglia vivamente di posizionare un banco aggiuntivo vicino alla macchina evitare di posizionare oggetti sopra o direttamente nelle vicinanze de macchina, che potrebbero causare incendi o provocare danni al lase
3. MESSA A TERRA DEL CAVO.
- Il disposativo utilizza un laser potente. Come menzionato nelle informazioni di sicurezza
sopra, ha tensioni extremamente elevate e potenziali pericoli, quando l'utente deve collegarlo a terra saldamente per evitare accumuli stati. L'uso di una presa standard a 3 pin fornirà una messa a terra ad Se non si ha accesso a una presa a 3 pin, è necessario utilizzato cavo di messa a terra e assicurarsi che sua correttamente collegato. L'estremità distale del cavo deve essere fissata saldamente a un'ast metallo profonda almeno 8 piedi (2,5 metri) o a due aste di metall
separate che sono state confiscate nel terreno ad almeno 5 piedi (metri) alla macchina.
-
Una messa a terra scadente può causare guasti alle apparecchiature creare un grave rischio di scossa elettrica. Il produttore e/o il venditore non saranno responsab per eventuali danni, incidenti o lesioni causati da una scarsa connessione di messa a terra.
-
DISIMBALLARE LA MACCHINA PER INCIDERE.
-
Il suo incisore viene fornito in una custodia di legno con i loro acc (inclusi quello manuale) imballato nell'area dietro la porta di passaggio anteriore. Dovresti posizionare la cassa in un'area ampia e piana pe disimballaggio e, idealmente, hai intenzione di utilizzato la macchina modo permanente.
Passaggio 1: se non l'hai ancora fatto, completinga la rimozione della da attorno all'incisore. Quindi fai rotolare la macchina in posizione.
- Fase 2: tenere le pastiglie dei fremi in posizione premendole sui 2 ruote anteriori.
Passaggio 3: recuperare la chiave di accesso dal vano principale ne parte anteriore del macchina. Rimuovere la borsa degli accessori dall'area dietro la port anteriore. Controllare di aver ricevuto tutti i seguenti articoli: cavo di alimentazione, cavo di terra, cavi USB ed Ethernet, unità flash USB software di incisione, tubo di scarico con fascetta stringitubo, set di
chiavi esagonali, strumento di messa a fuoco in acrilico, chiavi e qu manuale.
Fase 4: ispezionare attendamente l'assemblaggio del tubo laser, la visualizzazione finestra e il resto della macchina. Il tubo laser è un oggetto molto e delve essere maneggiato con cura e con il minor numero di urti possibile.
Passaggio 5: all'interno della staffa principale, rimuovere dall'asse X e tavolo a nido d'ape.
Fase 6: Puoi conservare l'imballaggio per resi futuri, ma se lo smalt diesso o di eventuali accessori, assicurarsi di seguire le normative vigenti sullo smaltimento dei rifiuti.


5.COLLEGAMENTO ALIMENTAZIONE PRINCIPALE.
-
Verificare che l'etichetta accanto alla presa collegata sulla macchina corrisponde alla sua alimentazione. Collega un'estremità del cavo principale a una presa di collegamento e l'altra estremità a una premessa a terra. Non accendere in nessun caso il disposativo se la tensione non corrisponde.
-
Le fluttuazioni lungo la linea dovrebbero essere inferiori al 10% . Se questo valore è superato, il fusabile salterà. Si trovano nella presa di collegamento è sono accessibili esternamente. Di nuovo, non collegare quello disposativo a una prolonga standard o a una ciabatta. Collegalo
direttamente a una presa di messa a terra o usa un dispositivo di protezione da sovratensione con valore nominale superiore a 2000J.
6. INSTALLAZIONE RAFFREDDATAAD ACQUA.
- La pompa dell'acqua fornita è fondamentale per le prestazioni e la di servizio di la macchina per incisione. Quando un laser di quello tipo funziona除去 un sistema di raffreddamento adeguatamente Maintainuto, il suo tubo di vetro più esplodere a causa del surriscaldamento.
- Non toccare o regolare mai l'alimentazione idrica della macchina per incisione quando la pompa è collegata.
- Per utilizzato la pompa dell'acqua, riempire un serbatoio dedicato con almeno 2 galloni (7,5 litri) di acqua distillata o purificata Ciò ridurà gradualmente la qualità della macchina per incisione e potrebbe persino portare a un perico accumulo di minerali. Sistema di raffreddamento. Per lo stesso motivo non utilizzato mai antigelo multiuso. Utilizzato formulazioni laser-safe personalizzate o contentitori di stoccaggio Macchine per incisione in a climatizzate.
Nota: è necessarioaggiungere acqua distillata o purificata, non acqua del rubinetto o acqua di fogna, altrimenti si ridurrà durata utile del prodotto.
- Ruotare per rimuovere il coperchio antipolvere dell'ingresso dell'acqua, quando aggiungere acqua purificata o acqua distillata all'ingresso dell'acqua per la macc per incisione. L'intervallo verde della linea del livello dell'acqua è il dell'acqua sicuro, quando è possibile riempire il coperchio antipolvere
dell'ugello dell'acqua, quindi accendere l'alimentazione principale e l'interruttore di circolazione dell'acqua della macchina.
Nota: il livello dell'acqua non deve essere troppo alto per non far traboccare il refrigeratore.
- Prima di avviare il laser, assicurarsi di ottenere la confirma visiva o l'acqua scorreattraversoil tubo laser.
Non lasciare mai che l'acqua nel serbatoio diventi troppo calda per raffreddare il laser. Installare un allarme termico o controllare regolarmente la temperature dell'acqua durante un uso prolongato. Se l'acqua inizia a raggiungere i 100 °F (38 °C), sostituirla con acqua più fredda. Durante quello processo, laser viene sostituito in fasi o spento: non far mai funzionare il laszza un flusso costante di acqua di raffreddamento.
7. TEST INIZIALI.
ARRESTO DI EMERGENZA
A causa del rischio di incendio e di altri pericoli durante il processo incisione, la macchina per incisione include un grande pulsante di arre di emergenza fácilmente raggiungibile vicino al pannello di controlo
Premerlo per arrestare immediatamente il tubo laser.

Quando arrivava il tuo incisore, il suo arresto di emergenza è stato predeve essere ruotato verso destra e rimbalzare verso l'alto affinché il funzioni. Prima di utilizzato la macchina per qualsiasi altri lavoro, dovestare se funzione correttamente. Avvia ilsystema di raffreddamento a acqua, posizione un pezzo di scarto laserabile sul piano di lavoro, ch coperchio e premi PULSE per accendere il laser. Premi
il pulsante di arresto di emergenza e osservare se il laser si arresta immediatamente. Se il laser continua a sparare, l'arresto di emergenza non funziona e deve essere sostituito prima di utilizzare l'engcher.
Spagnere la macchina e contattare il servizio clienti.
- CHIUSURA DEL COPERCHIO (INTERBLOCCO).
A causa del rischio di cecità, ustioni e altre lesions derivanti dall'espos- diretta al raggio di incisione invisibile, il dispositorio
spegne automaticamente il laser quando il coperchio protettivo viene sollevato durante il funzionamento.
Dopo esserti assicurato che il pulsante di arresto di emergenza funzio correttamente, dovrestianche testare che la chiusura del coperchio funzioni correttamente prima di effettuare qualsiasi altri lavoro sulla macchina. Avvia ilsystema di raffreddamento ad acqua, posizione un pezzo di scarto laserabile sul piano di lavoro, chiudi il coperchio e p PULSE per accendere il laser. Rilascia il pulsante. Fai attenzione a r esporti o essere colpito da eventuali laser riflessi, apri il coperchio il possibile e prova ad accendere di nuovo il laser.
Nota: se viene emesso il laser, lo spegnimento automatico non funzioni. deve essere riparato prima di utilizzato l'incisore. Specnere la
macchina e contattare il servizio clienti.
-INTERRUZIONE DELL'ACQUA.
A causa dei pericoli rappresentati dai tubi laser non raffreddati, l'incisore spegne automaticamente il laseranche in caso di guasto del systemadi raffreddamento ad acqua.
Dopo asseri assicurato che sua il pulsante di arresto di emergenza che l protezione del coperchio funzionino correttamente, dovrestianche testare ch il taglio dell'acqua funzioni correttamente prima di eseguire qualsiasi alto lavoro sulla macchina. Avvia ilsystema di raffreddamento ad acqua, posizio un pezzo di scarto laserabile sul piano di lavoro, chiudi il coperchio e pr PULSE per accendere il laser. Rilascia il pulsante. Interrompi il flusso dell'acqua arricciando o legando due tubi. Fai attenzione a non danneggia tubo stesso durante quello processo. Prova ad accendere di nuovo il las il laser viene emesso, lo spegnimento automatico non funziona e deve es riparato prima di utilizzato l'incisore. Spgni la macchina e contatta il serv clienti. Se il laser non emette, lo spegnimento automatico funziona correttamente; allenta semplicente entrambi i tubi per far circolare di nu I'acqua e continua a configurare l'incisore.
CALIBRAZIONE DEL PERCORSO LASER.
Mentre la nostra fabbrica calabra l'interochestra durante l'assemblaggio, il tubo laser, la lente di messa a fuoco e/o uno o più specchi potrebbero spinti fuori allineamento durante la spedizione. Pertanto, si consiglia di eseguire un test di allineamento ottico quando si imposta la macchina. Peguida passo passo, vedere la sezione di manutenzione di seguito.
ASSISTITO AD ARIA.
L'attrezzatura ausiliaria dell'aria deve essere preinstallata e cablata correttamente. Basta
controlla se è configurato correttamente e connesso come migliorato nell'immagine. Se presente
se è necessario ricollegare tubi o cavi, disattivare completamente
l'alimentazione della macchina (incluso premere l'arresto di emergenza) primi di regolare qualsiasi apparecchiatura.
8. SICUREZZA .
Per la tua sicurezza e quella dei passanti, esta macchina per incisione può essere bloccata con la chiave in dotazione. Si consiglia di utilizzarla per bloccare computer tra una sessione e l'altra per impedire azioni non autorizzate sul
OPERATION
-
PANORAMICA DEL FUNZIONAMENTO.
-
Utilizzato quello incisore laser solo seguito delle istruzioni fornite in quello manuale. La mancata osservanza delle linee guida appropriate qui dettagliate più causare danni alla proprietà e lesioni personali.
-
Questa sezione descriverà solo alcune delle opzioni e delle funzionalità offerte dal software operativo. Prima di iniziare a utilizzare la macchina, assicurarsi di aver fatto l'intero manuale (in particolare le informazioni di sicurezza di cui sopra), nonché tutte le avventenze fornite alla macchina stessa.
-
ISTRUZIONI GENERALI PER L'USO.
Fase 1. Crea il disegno che vuoi incidere. Puoi farlo direttamente nel software di incisione, oppure puoi utilizzato qualsiasi
Passaggio 2. Collegare l'attrezzatura e gli strumenti complementari al prodotto e collegare l'alimentazione. è possibile fare riferimento al video su CD/USB. Riempire l'ingresso dell'acqua con acqua purificata o distillata per la circolazione dell'acqua integrata. Il livello dell'acqua deve essere aggiunto alla linea di sicurezza del livello dell'acqua verde. Nota: (il livello dell'acqua non deve essere troppo pieno, per non traboccare).
Fase 3. Si prega di rimuovere il tubo del fumo. Un'estremità del tubo del fum è collegata
alla porta di scarico fumi dell'apparecchiatura e l'altra estremità è collegata a un dispositivo di estrazione fumi esterno o ausiliario. Nota: (utilizzare una fascetta stringitubo per fissare la connessione ed evitare che cada.)
Passaggio 4. Tirare su il pulsante di arresto di emergenza e utilizzare i pulsanti sulla parte anteriore del
l'armadietto per aprire il pannello di controllo della macchina per incisione. Carica il disegno di sua scelta direttamente da un'unità flash USB otramite la connessione di un computer all'incisure.
Fase 5. Aprire il coperchio dell'incisore, verificare che l'assistenza pneumatica funzioni correttamente e
regolare il ravolo se necessario. I letti cellulari sono consigliati per la maggior parte delle applicazioni. Il fatto più essere sollevato o abbassato utilizzato il controllo dell'asse Z sulla parte anteriore dell'armadio per adattarsi a una varietà di materiali di diversi spessori.
Fase 6. Posizione are il campione di materiale sul banco. La posizione standard si trova in
nell'angolo in alto a sinistra del ravolo. Questo può essere modificato spostando la posizione del loro disegno o l'origine dell'incisoretramite il pannello di controllo o il software di incisione. Per gestire materiali più grandi, cui apriere la porta passante anteriore o posteriore, o entrambe, contemporaneamente. Quando il laser è attivo, non inseire nulla nella superficie di lavoroattraverso una porta passante diversa dal materiale. Presta particolare attenzione ai fumi e alla polvere che potrebbero essere rilasciatiattraverso questo porte. Assicurati che il tuo systemadi ventilazione sia sufficientamente robusto da assorbire tutti i sottoprodotti o indossare il DPI necessari a garantire la salute degli utenti e dei passanti.
Fase 7. Mettere a fuoco il laser posizionando lo strumento di messa a fuoco in acrilico sulla parte superiore del materiale
e sollevando conattenzione il tavolo. La testa laser dovrebbe toccare appena la parte superiore dell'utensile acrilicorawnacipcare alcuna pressione,assicurando che la distanza di incisione sia corretta.(Di nuovo,non provare mai a stare sul bancorawnasa materiale.)In ogni caso,il laser è focalizzato. Chiudere il coperchio.
Passaggio 8. Personalizza il contrasto e la profundità di incisione del tuo design regolando
parametri nel software di incisione o direttamente dal pannello di controllo. Se il suo
le istruzioni per l'incisione specificano l'impostazione della potenza in milliampere, utilizzare quanto segue tabella di conversione per trovare l'impostazione di potenza appropriata:
| right | 20% | 30% | 40% | 50% | 70% | 80% | 90% | 99% |
| current | 4ma | 4ma | 7ma | 9ma | 14ma | 16ma | 18ma | 19ma |
La soglia minima è del 10% . Il laser non verrà emesso a nessuna impostazione inferiore a但这a impostazione. Non è consigliabile utilizzato il tubo laser a pieno carico, soprattutto per lunghi periodi di tempo. La potenza massima consigliata è impostata al 70% , poiché l'uso prolongato di una quantità superiore a但这a accorcerà la durata del laser. Per augmentare la profondità di incisione, aumento l'energia per unità di area aumento la potenza del laser o il numero di anelli o rallentando il parametro di velocità. Tuttavia, un'incisione troppo profonda cui degradare la qualità dell'immagine, soprattutto per il materiale di rivestimento. Quando lavori con nuovi materiali, tiani presente che dovresti sempre iniziare dal limite inferiore delle tue possibili impostazioni. Se l'effetto non è abbastanza forte, cui永远不会 farlo più di una volta Ripetere il ciclo di progettazione oppure eseguirlo con impostazioni più potenti finché non si ottiene l'effetto desiderato.
La risoluzione dovrebbe essere generalmente impostata a 500 punti per pollice. In alcuni casi, abbassare la risoluzione dell'immagine può aiutare, riducendo la bruciatura e Aumentare l'energia degli impulsi e quando migliorare la qualità delle immagini prodotte in determinati materiali, come alcune plastiche.
Fase 9. Aprire il tubo laser inserendo e ruotando la chiave laser. Per ridurre la rischio di scossa elettrica, provare a toccare l'incisure con una sola mano alla volta dopo aver aperto il tubo laser.
Fase 10. Premi Esegui perMETTere in pausa e incidere il loro disegno. Allo stesso modo,anche se sei indossando occhiali protettivi,non fissare continuamente il laser attivo.Tuttavia, sui consapevole di possibili problemi come scintille o incendi e preparati aspegnere rapidamente gli incendi se necessario.
Fase 11. Una volta che il laser si fermo, controllare la qualità della prima esecuzione e regolare il laser parametri nel pannello di controllo o nel software in base alle necessità per produrre l'effetto desiderato. Durante ripetute incisioni e tagli, controllare regolarmente il serbatoio della pompa per Maintainere la temperature dell'acqua al di sotto di 100^ F (38^ C). Se si raggiunge但这a temperatura, interrompere il lavoro e lasciare raffreddare l'incisore prima di utilizzarlo ulteriormente.
Passaggio 12. Una volta terminata l'incisione, chiudere il software di incisione e spegnere la macchina nel segunte ordine: potenza laser, pannello di controllo, eventuale ventilazione,istema di raffreddamento ad acqua e pulsante di alimentazione di emergenza. Rimuoverne la chiave laser dal pannello di controllo.
Fase 13. Pulire completamente il banco, svuotando la staffa inferiore da eventuali detriti.
3.DESCRIPTIONS SPECIFICHE DEI MATERIALI.
Le seguenti istruzioni sono raccomandazioni che possono aiutare a velocizzare il lavoro sicuro con una varietà di materiali. Gli utenti dovrebbero ricercare i requisiti di sicurezza e incisione per i loro materiali specifici per evitare il rischio di potenziali problemi come incendi, polvere pericolosa, fumi corrosivi e tossici. Una volta che saï che il prodotto è sicuro o con l'attrezzatura protettiva adeguata inatto, cui assere utile incidere una matrice di prova di piccole scatole prodotte a varie velocità e impostazioni di potenza per scopire le impostazioni ideali per il tuo progetto.
Oppure inizia con un basso consumo energetico e una configurazione rapida, riesegui il progetto tutte le volte necessarie, utilizzato un'intensità laser progressivement crescente.
CERAMICA.
Quando si incide su ceramicica, in genere si usa una potenza da media ad alta. Usare più circuiti"Invece di una potenza più alta e una velocità più Bassa cui utare a evitare la rottura del materiale durante il processo di lavorazione. Siate consapevoli dei rischi per la salute posti alla polvere derivante dall'incisione su ceramicica, specialmente per applicazioni industriali ripetitive. A seconda del materiale e del carico di lavoro, potrebbe essere necessario un ventilatore o persino un sistema di ventilazione completo per risolverve il problema. Allo stesso modo, gli operatori e gli altri nell'area di lavoro potrebbero dover usare DPI respiratori, come maschere e respiratori.
CALCOLO
Quando si intagliano tutti i tipi di pietre, si usano generalmente potenza media e velocità medio-alte. Come per la ceramica e il vetro, sii consapevole della polvere genera (specialmente per applicazioni industriali ripetitive) e adotta misure similie per
garantire la sicurezza degli utenti e delle altre persone presenti nella area di lavoro.
- TESSILI.
Quando si tratta di intagliare tessuti come stoffa e lana, spesso si usano bassapotenza e alta velocità. Come per la pelle, bisogna prestare particolare attenzione
alla possibilità di fuoco e polvere.
BICCHIERE.
Quando si incide il vetro, in genere si usano alla potenza e bassa velocità. Come pe la ceramica, sarebbe utile eseguire più cicii con un'impostazione più Bassa per evitare crepe. Quando si incidono vetro e fibre di carbonio, bisogna fare attenzione a non combinare impostazioni che producono un'intensità laser sufficiente a prompressere l'integrità strutturale delle fibre dei loro componenti, con seguenti marcature sfocate. Si devono indossare dispositivi di protezione individuale per evitare l'esposizione di occhi, naso, bocca e pelle alla polvere derivante dall'uso di qualsiasi tipo di materiale, in particolare per applicazioni industriali ripetitive. Gli abiti indossati quando si lavora con la fibra di vetro devono essere lavati separamente in seguito.
- PELLE .
Quando si incide il vetro, in genere si usano alla potenza e bassa velocità. Come pe la ceramica, sarebbe utile eseguire più cicii con un'impostazione più bassa per evitare crepe. Quando si incidono vetro e fibre di carbonio, bisogna fare attenzione a non combinare impostazioni che producono un'intensità laser sufficiente a prompressere l'integrità strutturale delle fibre dei loro componenti, con seguenti marcature sfocate. Si devono indossare dispositivi di protezione individuale per evitare l'esposizione di occhi, naso, bocca e pelle alla polvere derivante dall'uso di qualsiasi tipo di materiale, in particolare per applicazioni industriali ripetitive. Gli abiti indossati quando si lavora con la fibra di vetro devono essere lavati separamente in seguito.
METALLO.
Le machine per incisione laser CO2 non devono essere utilizzate per marcare, incidere o tagliare il metallo. Sono più adatte per lavorare rivestimenti applicati a substrati metallici e bisogna fare attenzione a non tentare di lavorare sul metallo sostostante stesso. Sono disponibili vari rivestimenti specifici per l'incisione CO2 e gli utenti devono seguire le istruzioni fornite poiché i parametri variano a seconda del prodotto e del metallo. In generale, il lavoro del rivestimento in alluminio dovrebbe essere eseguito più velocemente a una potenza inferiore, nelle lavoro del
rivestimento in acciaio più essere seguito più lentamente a una potenza superiore.
PLASTICA.
La plastica utilizzata per l'incisione è disponibile in molti colori e spessori diversi e ha molti rivestimenti e finiture diversi. La maggior parte delle plastiche disponibili può essere incisa e tagliata bene con i laser. Le plastiche con superfici microporose sembrano fornire i risultati migliorari perché è necessario rimuovere meno materiale superficie. Quando si incidono le plastiche, vengono generalmente utilizzate impostazioni a bassa potenza e alta velocità. La marcatura e l'incisione con troppa potenza o una velocità troppo Bassa possocono concentrare troppa energia nel punto di lavoro, causando la fusione della plastica. Tra gli altri problemi, quello più produno una scarsa qualità di intaglio, fumi tossici e persino incendi. L'incisione ad alla risoluzione può causare lo stesso problema, quando i design a bassa o media risoluzione dovrebbero essere preferiti per la maggior parte delle plastiche.
GOMMA.
Le diverse composizioni e densità della gomma determinano profondità di incisione leggermente diverse. Si consiglia vivamente di testare campioni di gomma specifica per ottenerere risultati ottimali. Quando si incide la gomma, spesso si utilizza un'impostazione di potenza elevata e costante e l'effetto viene创建工作 variano la velocità del laser. I materiali in gomma microcellulare richiedono velocità molto più elevate rispetto alla gomma standard. L'incisione di qualsiasi tipo di gomma produce molto polvere e gas. A seconda del carico di lavoro, potrebbe essere necessario indossare DPI respiratori e/o unsystema di ventilazione completo per risolverve il problema.
CARTA E CARTONE.
Quando si incide una varietà di prodotti di carta, si usano generalmente potenza Bassa o media e velocità elevata. Campioni di prova per lotto, poiché solo piccole differenze di parametri possono distinguere l'effetto di essere troppo leggeri dall'effetto di bruciare il substrato. Come per la pelle, si presta particolare attenzione alla possibilità di incendio, nonché alla polvere genera durante le applicazioni ripetute.
RIVESTIRE DI LEGNO.
Come per la gomma, ci sono multi tipi diversi di legno e testare il tuo materiale specifico è essenziale per otteneri i migliorari risultati. In generale, le sculture in legnc con venature e colori uniformi sono più uniformi. Il legno nodoso create un effetto irregolare, quando il legno di resina crea un contrasto maggiore nei bordi. Alcuni legni teneri, come balsa, sughero e pino, intagliano bene (anche se con un basso contrasto) a impostazioni di potenza basse o medie e ad alto velocità. Altre fibre come l'abete possono essere influenzate da fibre irregulari e spesso produrranno risultati scadenti indipendentamente da cui che fai. I legni duri come cilegio e quercia intagliano bene ad alte impostazioni di potenza e basse velocità. I prodotti ir legno artificiale possono variare damarca amarca, principalmente in base alla composizione e all'abbondanza della colla. L'MDF funzione bene ma creationi scuri quando viene tagliato.
Oltre al rischio di incendio di qualiasi prodotto in legno, bisogna prestare particolare attenzione al fumo della colla utilizzata nel compensato e in altri legni artificiali. Alcuni sono troppo pericolosi da usare, nelle altre richiedono un'attenta ventilazione e applicazioni industriali ripetitive con DPI traspiranti. Anche la tossicità del legno deve essere controllata, poiché la polvere di alcuni legni naturali, tra cui oleandro e tasso, può causare nausea e problemi cardiaci.
- Fare riferimento ai Dati di utilizzo.
| SI CONSIGLIA DI IMPOSTARE LA POTENZA A 80 | |||||||||||||
| materi ale | spessore | 50W | 60W | 80W | 100W | 130W | 150W | ||||||
| Velocità massi ma | Velocità ottimale | Velocità massi ma | Velocità ottimale | Velocità massi ma | Velocità ottimale | Velocità massi ma | Velocità ottimale | Velocità massi ma | Velocità ottimale | Velocità massi ma | Velocità ottimale | ||
| acido acrilico | 3 millimetri | 15/S | 10S | Anni 20 | 15S | 25 /E | 20/S | Anni 30 | 25S | 35/S | 30S | 40/S | 35S |
| 5 mm | 8S | 5S | 10S | 7/S | 12/S | 8S | 15/S | 10S | 17/S | 12/S | 21/S | 15/S | |
| 8 mm | 4S | 2S | 5S | 3/S | 9/S | 5S | 10S | 6S | 12/S | 8S | 15S | 10S | |
| 10 mm | 4S | 2/S | 6/S | 3S | 7/S | 4S | 8/S | 5S | 11/S | 7S | |||
| 15 millimetri | 3/S | 1S | 4S | 2S | 5/S | 3S | 7/S | 4S | |||||
| 20 millimetri | 3/S | 1/E | 4S | 1.5/S | |||||||||
| 25mm | |||||||||||||
| 30mm | |||||||||||||
| Potenza laser 90% : il taglio acrilico deve prestare attenzione al controllo del flusso d'aria, la superficie del materiale soffiato devese piccola o soffiata laterallmente, il che può garantire la levigatezza dell'acrilico e la superficie acrilica deve avee circolazione dell'aria per prevenire incendi | |||||||||||||
| Acrilico | 3 mm | 9/S | 7/S | 15/S | 12S | 20/S | 15S | 23S | 18/S | 25/S | 20S | 30S | 25/S |
| 5 mm | 5/S | 3S | 10S | 8/S | 13/S | 10S | 15S | 13/5 | 18/S | 15/S | 21/S | 18/S | |
| 10 mm | 5/S | 3S | 7/S | 5S | 9S | 6S | 12S | 9/S | |||||
| 15 millimetri | 4S | 3/S | 7/S | 5/S | |||||||||
| Potenza laser 90% : il taglio del legno controllinga principalmente il flusso d'aria, maggiore è il flusso d'aria, maggiore è la velocità di taglio | |||||||||||||
| PVC | 2 millimetri | 35/S | 32/S | Anni '50 | 45S | 60/S | 58/S | Anni '70 | 68/S | 80/S | 78/S | Anni '90 | 88/S |
| 3 millimetri | 30/S | 27S | 40/S | 38S | 50/S | 48/S | Anni '60 | 58/S | O/S | 68/S | Anni '80 | 7a/s | |
| 4 millimetri | 25/S | Anni 20 | 35/S | Anni 30 | 45/S | Anni 40 | 55S | 50/S | 65/S | 63/S | 75S | 7/S | |
| stoffa | un fatto | 40/S | 38/S | 60/S | 58S | 100/ S | 98/S | Anni 200 | 195S | 300/S | 295/ S | Anni 400 | 395S |
| pelle | un fatto | 15/S | 12/S | 20/S | 17/S | 25/S | 20/S | Anni 30 | 25/S | 40/S | 35/S | 45S | 40/S |
| Si consiglia di utilizzato una lente di messa a fuoco con una lunghezza fiscale di 50,8, con un tubo laser da 60 W-100 W e un piccolo quantità di un compressore d'aria , si consiglia di tagliare la potenza al 50%-70%. | |||||||||||||
| Carta | il mio comple anno è | 80/S | Anni 40 | 120S | Anni 40 | 150/ S | 40/S | 250S | 40/S | 350/S | 40/S | 450S | 40/S |
| B I -c o stab | 2 millimetri | 15/S | 13S | 25S | Anni 20 | 36/S | Anni 30 | Anni 40 | 35/S | 45S | Anni 40 | 55S | 50/S |
| Parametri di taglio delle lastre bicolore e del PVC , il taglio della carta dovrebbe prestare attenzione alla regolazione della potenza laser, maggiore è la potenza la potenza del tubo laser, più piccola è la percentuale di regolazione della potenza laser | |||||||||||||
4.DESCrizIONE DELLA CONSOLE.
PANORAMICA
È possibile controllare l'incisore direttamente dal pannello di controllo integrato, direttamente collegato a un computer o tramite Internet. Per maggiori informazioni sul funzionamento del software di incisione,fare riferimento al relativo manuale separato. Il pannello di controllo integralmente consente di azionare manually il laser oppure di incidere il disegranchità flash e dischi rigidi esterni collegati alla porta USB sul lato descabinet.
Per il funzionamento manuale, i tasti freccia possono essere utilizzati spostare la testa laser lungo le guide degliassi X e Y e il pulsante cui ènessereutilizzato per sparare il laser. Ogni volta che si preme il pulsante freccia, la testa laser cui èsso essere impostata per incepparsi er
una distanza impostata toccando MENU e regolando i parametri in "Impostazioni manuali+". Il laser cui si è il oggetto per emettere pe periodo di tempo fisso premendo MENU e regolando i parametri in "Impostazioni laser+". Tutti i pulsanti e i menu dovrebbero essere contrassegnati in inglese. In caso contrario, premere MENU e andare pulsante in alto nella colonna di destra
per modificare le impostazioni della lingua della console.

Per caricare un disegno da un'unità flash o da un disco rigido esterrformattato FAT16 o FAT32, premere MENU, selezionare "File", quando"Udisk+" e quindi "Copia in memoria". Selezionare il disegno nel menuquindi selezionare Esegui. è possible regolare vari parametri tramite i menu e i sottomenu della console, inclusa l'impostazione di più origini incidere un disegno su un materiale quattro volte in una singola sess
Quando si esegue il design alla console, quello sare è il display princi Il design dovrebbe essere visualizzato nell'angolo in alto a sinistra e nome, insieme alle impostazioni di velocità e potenza correnti, dovrebbessere visualizzato nell'angolo in alto a destra. La posizione della test
laser rispetto al tavolo è molto但她 come coordinate X (orizzontali) e Y (verticali). La coordinata Z在哪 l'elevazione del banco di lavoro stess. La coordinata U più essere configurata per controllare l'asse di rotazzi l'alimentazione automatica, se installata. Sotto di essi ci sono livelli ch contengono istruzioni sulla loro velocità individuale (in mm/s) e sulla potenza massima come percentuale della potenza nominale della macchina. Il numero di lotti nelle angolo in basso a sinistra registrà il di volte in cui il design corrente è stato inciso in una singola session

Proprio come indicate dal pulsante, premere Esegui/Pausa per avviare l'incisione del modello caricato eMETTERE in pausa l'incisione quando necessario.
In caso di emergenza, ad esempio un incendio, non utilizzato il pann controlo perMETtere in pausa o interrompere l'incisione. Premere immediatamente il pulsante di arresto di emergenza.
- IMPOSTARE LA POTENZA DEL LASER.
Quando si preme ENT nell'interfaccia principale, la casella del cursore selezione inizialmente il parametro "Velocità".
| Speed | 100mm/s |
| Power: | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Premere i tasti e per passare da un parametro all'altro. Selezionale il parametro Power.
| Speed: 100mm/s | |
| Power | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Premere ENT quando il cursore rosso è su Power. Premere i tasti per modificare il valore del parametro.
| MaxPower: | 99.9 % |
| MinPower: | 33.3 % |
Premere ENT per salvare le modifiche.
Premere ESC per invalidare le modifiche e tornare all'interfaccia principale.
- IMPOSTA LA VELOCITA DEL LASER
Quando si preme ENT nell'interfaccia principale, la casella del lavoro selezione inizialmente il parametro "Velocità".
| Speed | 100mm/s |
| Power: | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Premere nuovamente il tasting per richiamare questa interfaccia.
Premere i tasti e per modificare il valore del parametro.
Premere ENT per salvare le modifiche.
Premere ESC per invalidare le modifiche e tornare all'interfaccia principi
Speed: 100 mm/s
-MENU FUNZIONE.
Premere il menu sull'interfaccia principale per accedere all'interfaccia dei menu:
Premere i tasti e per selezionare la voce, quindi premere EN
accedere al sottomenu corrispondente .

ASSE Z.
Quando è selezionato Z Move, premere o per controllare il movimento dell'asse Z quando il kit sensore è installato.
ASSE U.
Quando è selezionato U Move, premere o per controllare il movimento dell'asse U. Questo può essere utilizzato per controllare la posizione di rotazione dell'asse di rotazione o la linearità dell'avanzame automatico (le posizioni sono vendute separatamente) se entrambi Installazione.
- RESETTARE L'ASSE.
Quando è selezionato Shaft Reset+, premere ENT e il display di sinis
mostrera: Premere o per selezionare una voce.
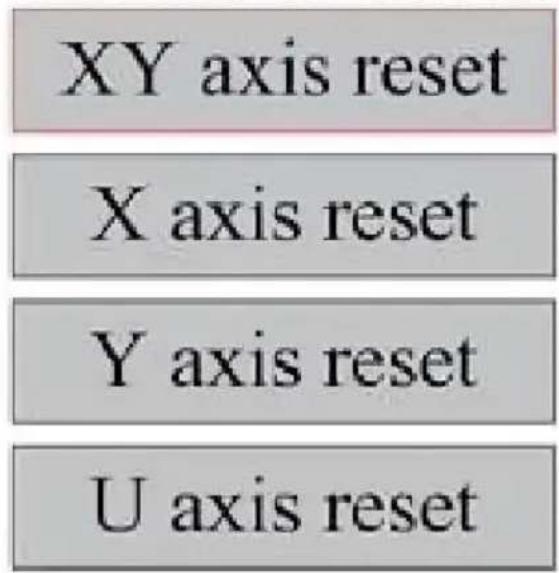
Premere ENT per avviare il reset dell'asse selezionato e sullo scherm apparirà il messaggio "Reset in corso".
Una volta completata l'opération, il messaggio scomparirà automaticamente e ilsystema tornerà all'interfaccia principale.
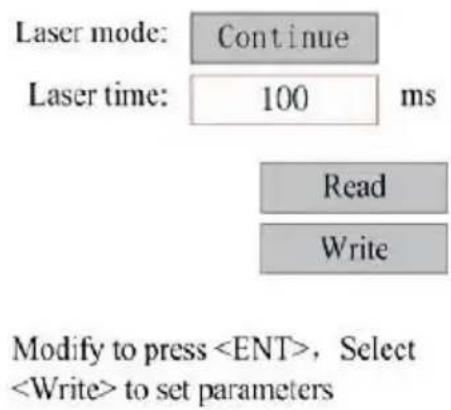
- REGOLARE LE IMPOSTAZIONI LASER.
Dopo aver selezionato le impostazioni laser e premuto ENT, il display sinistra migliorare: Il metod di funzionamento è lo stesso dell'impostazi precedente. Quando selezioni Continue, premi PULSE per sparinge il la quindi rilascia il tasting per completing lo sparso. quando hai finito di apportare le modifiche, salvale selezionando il tasting ENT per scrivere premendo il tasting ESC per uscire alla salvare le modifiche. Reading caricare i parametri salvati.
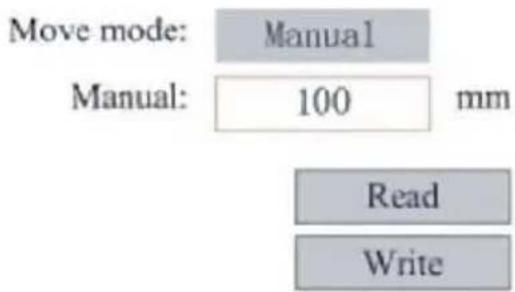
- REGOLARE LA MODALITA DI MOVIMENTO DEL LASER.
Quando selezioni Manual Settings, premi ENT e verrà visualizzato il la sinistro: quando la modalità di movimento è "Continuous", il parametro manuale non funziona. Quando viene utilizzato per spostare manuale la testa laser, i tasti freccia la muovono in modo continuo finché nor vengono rilasciati. Quando la modalità di movimento è "Jog", agli voll che vengono premuti i tasti freccia, la testa laser si sposterà esattam della distance salvata in quello parametro. Usa i tasti Direction ed E regolare verso l'alto o verso il basso. Quando hai finito di effettuare regolazioni, salvale selezionando il tasto ENT per scrivere o premendo tasto ESC per uscire alla salvare le modifiche. Lagettura può caric parametri salvati.
- IMPOSTA L'ORIGINE
Quando si preme la casella sul set di origine, premere ENT e verrà visualizzata la finestra di dialogo di sinistra:
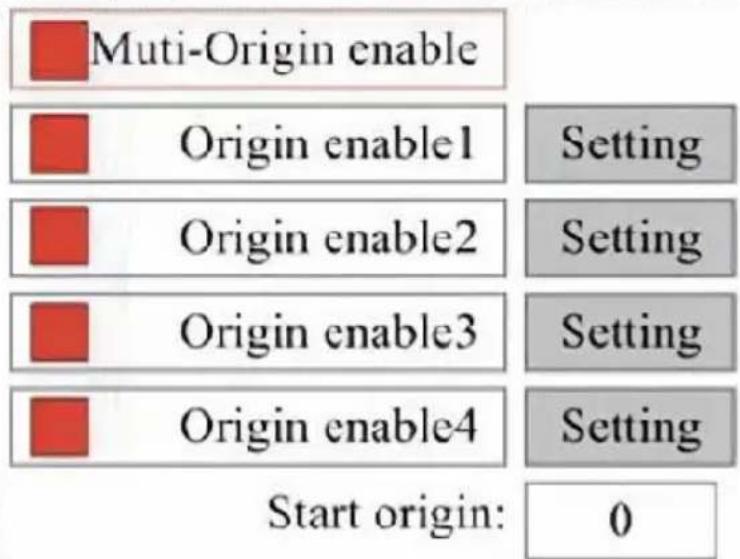
Premere FN per selezionare una voce. Dopo aver selezionato Multi-Source Enable, premere ENT per abilitare o disabilitare la voce. Quando abilitata, la piccola casella sare rossa, quando disabilità la piccola casella sare griglia. Quando si selezione Set Origin o Next premere o per selezionare un valore. Quando si modifica il parametro Set Origin, ricordarsi di premere ENT per verificare la modi. Quando si chiude l'interfaccia, i parametri vengono salvati automaticamente.
I dettagli di anni articolo sono i seguenti:
- Imposta Origine 1/2/3/4: Dopo averabilitato l'impostazione multi-origino posiziona il cursore sull'impostazione Origine 1/2/3/4. Premi INVIO sulla tastiera
tasto, ilsystema prende le coordinate come coordinate corrispondenti dell'origine 1/2/3/4.
- Abilitazione sorgente 1/2/3/4: quando l'impostazione multi-sorgente è abilitata, è possibile abilitare e disabilitare singolarmente quattro sorgen. Quando è selezionata la logica multi-origine, se il numero dell'origine successiva è 1 e sono abilitate quattro origini, il lavoro verrà utilizzatoolta che viene avviato quando si avvia la funzione di salvataggio file (tramite tastiera o PC) o quando un file di elaborazione viene caricata un PC e si selezione "Prendi origine come origine" per il file.
Origini diverse. L'ordine di rotazione dell'origine è 1 2 3 4 1 2 ... Se
carichi un file di elaborazione sul tuo PC e selezioni Origine corrente file, ilsystemautilizzera sempre l'origine corrente.
- IMPOSTA PARAMETRI DEFAULT.
Una volta impostati i fatti, selezione il paragrafo e i parametri correnti macchina verranno salvati come valori predefiniti. Possono quindi essere recuperati utilizzando il dato Ripristina parametri predefiniti. Si
consiglia di salvare le impostazioni predefinite di fabbrica effettive della macchina in modo che possano essere disponibile ripristinate se necessario.
Se la password è abilitata, premere o e o per selezione la password, quando premere ENT per salvarla.
- RIPRISTINARE IL PARAMETRO DEFAULT.
Quando si definisce i fatti. Una volta selezionato un parametro, il sistema sostituisce tutti i parametri currenti con i parametri di fabbrica predefiniti salvati. Il metod di funzionamento è lo stesso dell'impostazi dei parametri predefiniti.
- IMPOSTA LA LINGUA DELL'INTERFACCIA.
Quando si selezione una lingua, premere ENT e il display di sinistra mostrera:
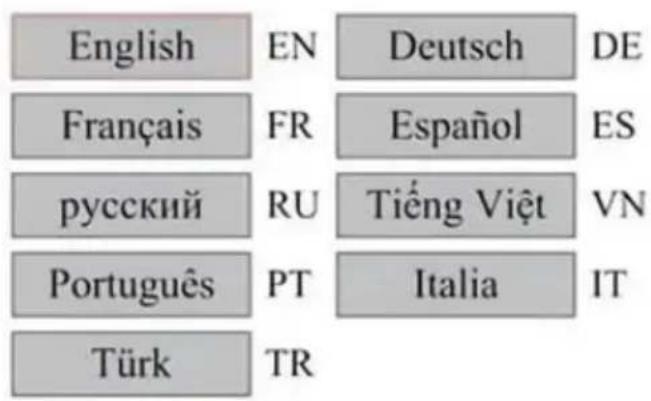
Il metododi funzionamento è lo stesso di cui sopra. Premere ENT da aver selezionato la lingua desiderata e tornare all'interfaccia principale.
- IMPOSTARE L'INDIRIZZO IP DELLA MACCHINA.
Dopo aver selezionato le impostazioni IP, premere ENT e il display di sinistra mostrera:
IP address:

Write
Premi o e o ENT per modificare i parametri. L'indiri predefinito per l'incisure è 192.168.1.100. Se esta funzionalità è più uso sulla tua rete locale, usa 192.168.1 per le prime tresezioni e s valore univoco per l'ultima parte. In generale, qualsiasi valore tra 2 e dovrebbe andare bene, tranne 47, ma evita valori che sono più in usi altri dispositivi in rete.
Collegare la macchina direttamente a Internet pubblico torna il risc di un uso non autorizzato e non è consigliato. Se desideri disponque fornirlo, dovrai registrarti e utilizzare un indirizzo TCP/IP pubblico univo. Quando hai finito di apportare modifiche, salvale selezionando il tasto per scrivere o premendo il tasto ESC per uscire alla salvare le ma Lalettura può caricare i parametri salvati.
STRUMENTI DIAGNOSTIC
Dopo aver selezionato Diagnostica, verrà visualizzata la finestra di dial a sinistra:
INPUT:

LmtX-

LmtU+

WP

LmtY-

LmtU-

Inl

Ex-Run

Intlock

In2
OUTPUT:

OUT1

OUT2

Status

Aux.Air
Questa interfaccia visualizza le informazioni sulla porta I/O hardware d'sistema:
Input: Leggi le informazioni hardware delsystema. Quando viene attiva un segnale hardware, la piccola casella a sinistra della voce corrispondente verrà visualizzata in rosso. Altrimenti, sare in grigio.
Output: usa il cursore per selezionare l'output. Premi ENT per cambia stato dell'output e ESC per tornare al menu principaleenza apportare modifiche.
- IMPOSTAZIONE DEL RIFERIMENTO DELLO SCHERMO.
Dopo aver selezionato l'Origine dello schermo, verrà visualizzata la finestra di dialogo a sinistra:
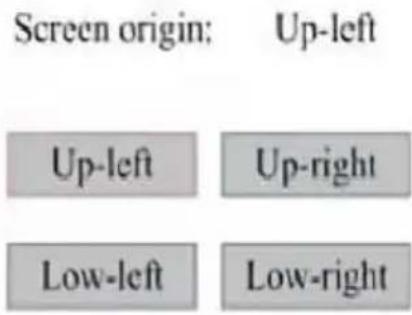
Questa interfaccia visualizza la posizione dell'origine. Diverse positioni
dell'origine possono produrre diverse riflessioni del grafico sull'asse X/Y这种方法 operativo è lo stesso di cui sopra.
- REGOLAZIONE DELLO STRATO DI SCULTURA
Quando ilsysteme è inattivo o il lavoro è completato, premere ENT | accedere alla sezione dei parametri del layer.

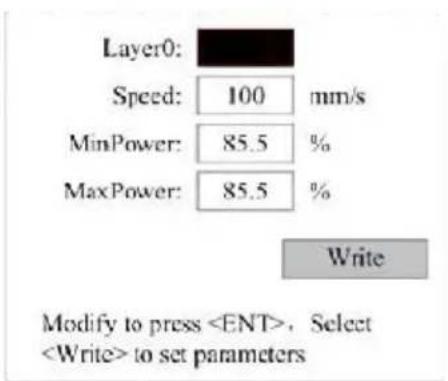
Premere o per selezionare il livello desiderato.
Premere ENT per controllare i parametri del livello selezionato, come migliorato nell'immagine: per impostazione predefinita, il cursore rosso sa su Livelli.
Premere i tasti e per selezionare il livello desiderato.
Spostare il cursore su Scrivi e premere ENT per salvare le modifiche parametri oppure premere ESC per uscire alla salvare.
Il metodo di funzionamento è lo stesso dell'impostazione di potenza massima/minima.
- REGOLARE I PARAMETRI DI MOVIMENTO
Nel sottomenu Impostazioni parametri, selezionare Sposta parametri per visualizzare l'interfaccia di sinistra: selezionare e regolare i parametri premendo le frece.
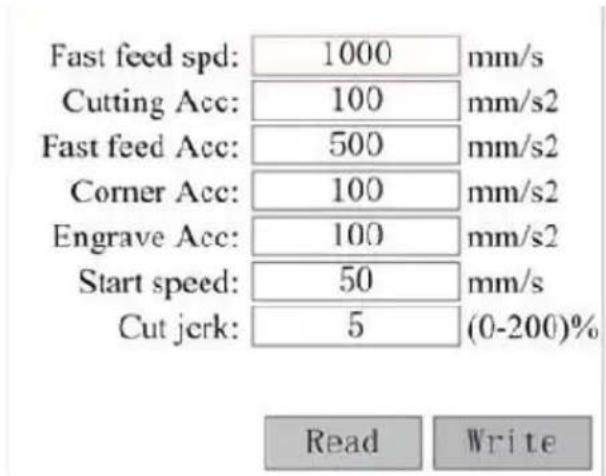
Una volta completata la regolazione, sposta il cursore su Scrivi e pre-ENT per salvare le modifiche ai parametri oppure premi ESC per uscenza salvare.
Lalettura poocaricareiparametri salvati.
- IMPOSTA I PARAMETRI DEL FRAME.
Nel sottomenu Para Settings, selezione Frame Settings per visualizzare l'interfaccia di sinistra: selezione e regola i parametri premendo le veca Una volta terminata la regolazione, sposta il cursore su Write e premere salvare le modifiche ai parametri, oppure premi ESC per uscire s salvare. Reading può caricare i parametri salvati. Start Cutting Frame tagliera il frame in base ai parametri correnti.
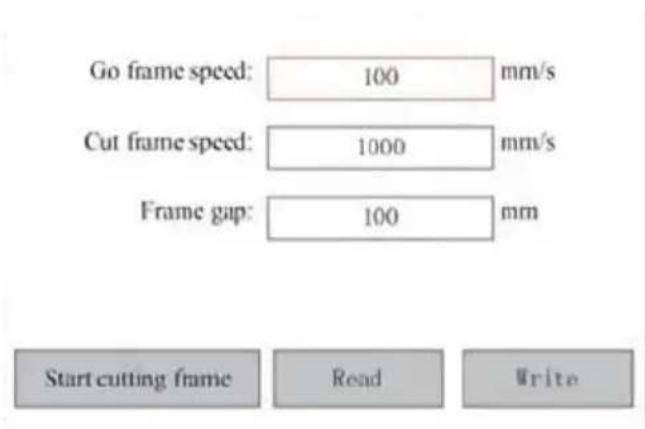
- IMPOSTARE I PARAMETRI DI SOFFIAGGIO.
Nel sottomenu Paragraph Settings, seleziona Blow Settings per
visualizzare l'interfaccia di sinistra: selezione e regola i parametri premendo le frece. Quando hai finito di regolare, sposta il cursore s Write e premi ENT per salvare le modifiche ai parametri, oppure prer ESC per uscire alla salvare. Reading può caricare i parametri saliva
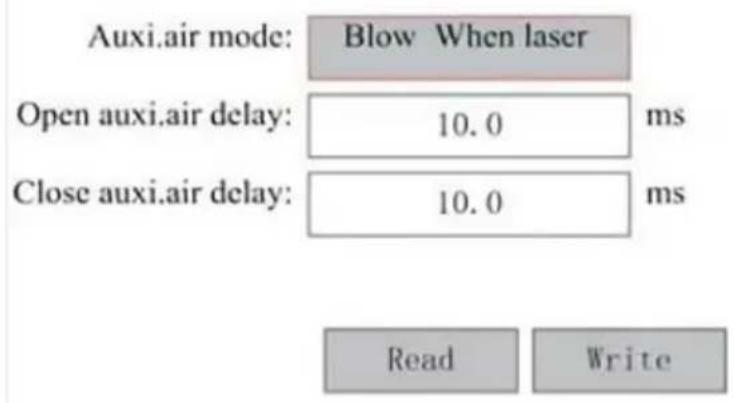
- REGOLARE LA VELOCITA DI RESET.
Nel sottomenu "Impostazioni parametri", selezionare "Impostazioni velocità" per visualizzare l'interfaccia di sinistra:
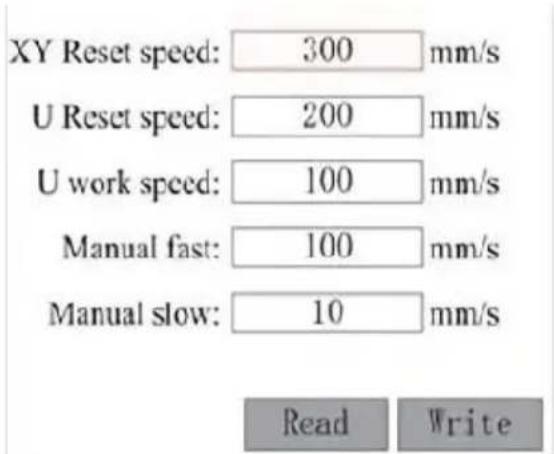
Seleziona e regola i parametri premendo le freece. Quando hai finito regolare, sposta il cursore su Write e premi ENT per salvare le mod dei parametri, oppure premi ESC per uscire alla salvare. Reading p caricare i parametri salvati.
- REGOLARE LA CONFIGURAzione DELLA MACCHINA. Nel sottomenu Impostazioni parametri, selezionare Configurazione
computer per visualizzare l'interfaccia di sinistra:
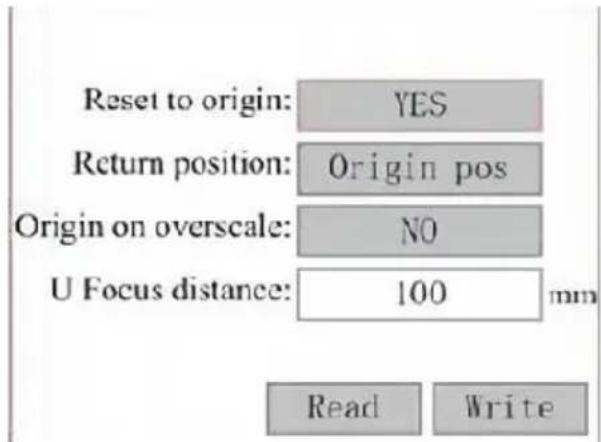
Seleziona e regola i parametri premendo le frece. Quando hai finito regolare, sposta il cursore su Write e premi ENT per salvare le mod dei parametri, oppure premi ESC per uscire alla salvare. Reading p caricare i parametri salvati.
- REGOLARE I PARAMETRI DELL'ASSE DI ROTAZIONE.
Nel sottomenu Impostazioni parametri, selezionare Impostazioni funzioni rotazione per visualizzare l'interfaccia di sinistra:
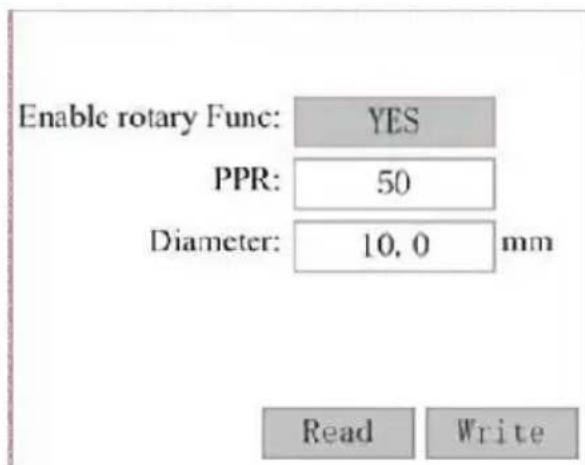
Seleziona e regola i parametri premendo le freccce. Quando hai finito regolare, sposta il cursore su Write e premi ENT per salvare le mod dei parametri, oppure premi ESC per uscire alla salvare. Reading p caricare i parametri salvati.
- IMPOSTARE LA PASSWORD DELL'INTERFACCIA.
Quando il cursore è sul blocco del pannello, premere ENT e verrà
visualizzata la finestra di dialogo a sinistra:
Premere i tasti e per selezionare l'elemento. Quando il cursore blu è sopra l'elemento di destinazione, premere ENT per accedere all'interfaccia corrispondente.
- PARAMETRI DI BACKUP E RIPRISTINO.
Nel menu principale, selezione Impostazioni controller per visualizzare schermata di sinistra:
Backup su unità flash USB: salva i parametri currenti su un'unità flas USB.
Recupera parametri da unità flash USB: recuperaper i parametri salvati d un'unità flash.
Aggiornamento da unità flash USB: aggiorna il software del controller un'unità flash.
- IMPOSTARE LA DATA E L'ORA DELLA MACCHINA.
Nel sottomenu Impostazioni controller, selezionare Impostazioni ora+ per visualizzare
interfaccia sinistra:
Write
Modify to press
Selezione e regola i parametri premendo le frece. Quando hai finito regolazione, spostare il cursore su Scrivi e premere ENT per salvare parametro
modifiche, oppure premere ESC per uscireenza salvare. Lagettura p caricare i dati salvati
parametri.
- GESTIONE DELLE AUTORIZAZIONI E LAYOUT DELLA TASTIERA. Il tuo incisore dovrebbe essere più autorizzato e pronto all'uso. Se ha acquistato il tuo incisoretramite un programma di noleggio e non hai ancora ricevuto un codice di licenza, contatta il Servizio Clienti. Inseris andando al menu principale e selezionando Permessi. Apparirà l'interfaccia di sinistra.
Premere ENT una volta per selezionare il primo Campo, quando premenuovamente ENT per visualizzare la tastiera di sinistra.
Utilizzare i tasti freccia e ENT per selezionare i caratteri corretti. Se
errors, premere ESC e quindi ENT per rientrare nel Campo. Utilizzare freccia per spostarsi in un Campo di input diverso e immettere il suo contentuto nelle stesso modo. Una volta inserti correttamente tutti i case selezionare Cambia codice di autorizzazione e premere ENT per uscire但这a schermata e tornare al menu principale.
MAINTENANCE
1. PANORAMICA DELLA MANUTENZIONE.
L'uso di procedure diverse da quale specificate nel presente document può comportare una pericolosa esposizione alle radiazioni laser. Spegne永远不会 l'apparecchio e scollegarlo dall'alimentazione prima di eseguire qualiasiamente lavoro di pulizia o manutenzione. Mantenere sempre pulito ilsystema, poiché detriti infiammabili nelle aree di lavoro e di scarico rappresentano un rischio di incendio. Solo professionisti qualiati eformati sono autorizzati a modificare o smontare esta apparecchiatura
Ilsystemadeveessere semealimentatoconacqua pulitaefr
Il lavoro di lavoro deve essere pulito e il contentatore svuotato o giorno.
- Il terzo specchio e la lente di messa a fuoco devono essere isp quotidianamente e puliti se necessario.
Gli altri specchietti e gli impianti di scarico devono essere ispez settimanalmente e puliti se necessario.
L'allineamento del raggio deve essere controllato settimanalmente.
- Il cablaggio deve essere controllato settimanalmente per individua eventuali collegamenti allentati, in particolare per quanto riguarda l'alimentazione del tubo laser.
Le rotaie devono essere pulite e lubricificare almeno due volte al
- L'assistenza aerea deve essere ispezionata una volta al mese se necessario.
- L'intera macchina laser, compresi altri componenti come il sistemi raffreddamento ad acqua, deve essere ispezionata una volta al me e pulita se necessario.
-
Sistema di raffreddamento ad acqua.
-
Non toccare o regolare mai l'alimentazione idrica dell'incisore nelle pompa è ancora in funzione. collegato all'alimentazione.
-
Il tubo laser deve essere raffreddato con acqua distillata pulita per surriscaldamento. L'ideale è usare acqua calda a temperatura ambiento o leggermente più fredda. I tubi laser richiedono almeno 2 galloni (di acqua distillata pulita e raffreddata o altri refrigerante sicuro per per evitare il surriscaldamento. Se la temperature dell'acqua è vicina 100^ F (38^ C), interrompere il lavoro finché non si raffredda o trovare un modo per abbassarne la temperaturezza interrompere l'alimentazione idrica del tubo laser. L'acqua non deve inoltre diventa troppo fredda, il che può causare la rottura del tubo laser in vetro durante l'uso. Nei mesi invernali o se si usa il ghiaccio per raffredl'acqua calda, assicurarsi che la temperature non scenda mai sotto 50^ F (10^ C).
-
Ogni pochi giorni si dovrebbe aggiungere alla acqua per garantire l'evaporazione non espone la pompa durante l'uso.
3.PULIZIA
PULIRE IL VANO PRINCIPALE E LA MACCHINA PER INCISIONE.
Controllare almeno una volta al giorno l'accumulo di polvere nella can di incisione principale. In tal caso, è necessario rimuoverla. Gli interva requisiti di pulizia esatti dipendono in larga misura dal materiale in lavorazione e dal tempo di funzionamento dell'apparecchiatura. Macchine pulite garantiscono prestazioni ottimali e riducono iosti di assistenza, nonché riducono il
rischio di incendio o lesions.
Pulisci la finestra di visualizzazione con un detergente delicato e lenti panno di cotone. Non usare tovaglioli di carta poiché possono graffiare l'acrilico e ridurre la capacité del coperchio di proteggerti dalle radiazio laser. Pulisci accuratamente l'interno della cabina principale per rimuove detriti, particelle o sedimenti. Si consigliano tovaglioli di carta e deterg per vetri. Se necessario, pulisci il coperchio del tubo laser dopo che completamente raffreddato. Lascia asciugare completamente qualsiasi liquido utilizzato per la pulizia prima di utilizzato ulteriormente l'engave
PULIRE LA LENTE DI MESSA A FUOCO.
La lente è dotata di un rivestimento resistente che non verrà dannegne nemmeno se pulita in modo accurato e accurato.
Dovresti controllare la lente e lo specchio il terzo giorno e pulirli sedetriti o foschia sulla superficie. L'efficienza del tuo laser sare ridotta l'accumulo di calore sull'olio o sulla polvere stessa cui danneggiare la lente.
-
Spostare il ravolo di incisione a una distance di circa 4 pollici (10)在整个l'attacco dell'obiettivo.
-
Spostare la testina laser al centro del ravolo e posizionare un p除去 il supporto della lente in modo che esta non venga danneg se dovesse cadere accidentalmente dal supporto.
-
Svitare il supporto dell'obiettivo e ruotarlo verso sinistra.
-
Rimuovere il tubo dell'aria pressurizzata e il collegamento della g laser.
-
Dop o aver posizionato l'obiettivo sulla carta apposita pulita, ruotar con attenzione il supporto dell'obiettivo in modo che l'obiettivo e il s-O-ring cadano sul panno per la pulizia e rimuovere l'obiettivo dall'attacco.
-
Controllare l'O-ring e, se necessario, pulirlo con un batuffolo di c e un tovagliolo di carta o un panno per la pulizia delle lenti.
-
Soffiare aria sulla superficie della lente per rimuovere quanta più polvere grossolana possibile.
-
Ispezionare la superficie della lente e, se necessario, pulirla consoluzione detergente e un panno o una carta per lenti.
-
Tenere il bordo del gruppo lenti con un fazzoletto per la pulizia lenti e utilizzare la soluzione per la pulizia delle lenti. Tenere la lei un angolo e sciacquare entrambé le superfici per lavare via lo spon
-
Posizione are le lenti su un fazzoletto pulito per la pulizia delle I applicare un po' di soluzione detergente per lenti su un lato della Lasciare agire il liquido per circa un minuto, quando pulire delicatamente con carta per la pulizia delle lenti imbevuta di soluzione detergente lenti. Asciugare quello lato della lente con un fazzoletto/panno asciugulato pulito.
-
Ripetere lo stesso processo di pulizia sull'alto lato della lente. utilizzare mai due volte i tovaglioli di carta per la pulizia. La polvere si accumulata nei tovaglioli di carta per la pulizia potrebbe graffiare la superficie della lente.
-
Controllare la lente. Se è ancora sporca, ripetere il processo di pulizia sulla detritto finché la lente non è pulita. Non toccare la superficie della lente dopo la pulizia.
-
Inserire conattenzione la lente nel supporto della lente, assicurandosi che il lato convesso circolare sia rivolto verso l'alto. Posizionare l'o-ring sulla parte superiore della lente.
-
Rimontare conattenzione la lente e l'accessorio della testina las seguito l'ordine inverso.
PULIRE LO SPECCHIO.
Se sulla superficie dello specchio sono presenti detriti o foschia, è necessario pulire ancche lo specchio per migliorare le prestazioni ed e danni permanenti. Il primo colpo si trovava dietro il lato sinistro della macchina,或者其他 l'estremità più lontana dell'asse Y. La seconda lente s trova sull'asse Y all'estremità sinistra dell'asse X. La terza lente si trc sulla parte superiore della testa laser sull'asse X. L'accumulo più gran detriti si trovava sul terzo specchio e deve essere controllato quotidianamente con la lente di messa a fuoco. La prima e la secon lente possono essere controllate quotidianamente se necessario, ma se vengono controllate solo una volta alla settimana, sono di solito va bene.

1st mirror

2nd mirror

3rd mirror
Gli specchi possono essere puliti in posizione utilizzato fazzoletti o p
per la pulizia delle lenti, oppure possono essere rimossi ruotandoli in antiorario. Fare attenzione a non toccare direttamente la superficie dell specchio. Evitare di premere troppo forte per macinare eventuali detriti causare graffi. Se gli specchi vengono rimossi per la pulizia, reinstalla ruotandoli in senso orario, facendo attenzione a non graffiarli.
4. ALLINEAMENTO DEL PERCORSO LASER.
Un corretto allineamento del raggio è molto importante per l'efficienza complessiva e la qualità del lavoro della macchina. Questa macchina completeness allineata del raggio prima della spedizione. Tuttavia, quando l'incisore arriva per la prima volta, circa una volta alla settima durante il normale funzionamento, si consiglia all'utente di confirmare l'allineamento sua ricerca a un livello accettabile e che lo specchio e lente di messa a fuoco non si muovano a causa del movimento dell'macchina.

Dovrai posizionare un pezzo di nastro adesivo in anni fase del percolaser, contrassegnandolo per confermare che la piattaforma rimanga correttamente allineata. In caso contrario, utilizzerai la staffa del tubo o le viti sul retro dello specchio disallineato per correggere il problem volta esauriti i nastri forniti, ti consigliamo di utilizzato nastri maschera quando sono faciliti da gestire e utilizzato.
Se l'allineamento del raggio viene eseguito con noncuranza, l'operaore potrebbe essere esposto a una piccola quantità di radiazioni. SeguireQuesteprocedure correttamente e fare sempre attenzione quando si esegue l'allineamento del raggio.
Eseguire l'allineamento del raggio a bassi livelli di potenza: 15% o m Qualsiasi percentuale più alta farà sì che il laser accenda la striscia prova anziché marcarla. Assicurarsi di impostare la potenza massima (quella minima) al 15% .
- ALLINEAMENTO TUBI LASER.
Per verificare l'allineamento del tubo laser con il primo speccchio, taglia una striscia di nastro adesivo e posizionarla sulla cornice dello speccch. Non posizionare il nastro direttamente sullo speccchio. Accendere la macchina e impostare il livello di potenza al 15% o inferiore.
Premi PULSE per sparinge manualmente il laser. Dovresti riuscire a ve un piccolo segno sul nastro. Se non lonota, premi di nuovo PULSE
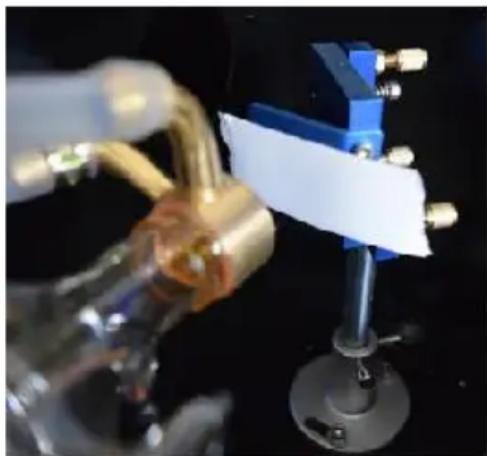
Premere l'impulso per attivare il laser. Assicurarsi sempre che il perco tra il laser e il suo bersaglio non sia ostruito. Non consentire mai a estranei di entrare tra il laser e il suo bersaglio. Quando si preme il pulsante
Pulsante PULSE,fare attenzione a non lasciare alcuna parte del corp percorso del laser.
Il segno laser dovrebbe essere vicino al centro del foro. Se il laser centrato sul primo specchio, interrompere l'alimentazione del laser e regolare attendamente il tubo laser nel suo supporto. Potrebbe essere necessario allentare i bulloni sulla sua staffa. Fare attenzione a non allentare troppo i bulloni e a non stringerli troppo. è possibile regolar un supporto alla volta.



These marks are OK.
- PRIMO ALLINEAMENTO DELLO SPECCHIO.
Dopo esseri assicurato che la luce laser sia correttamente allineata tra tubo laser e il primo spechchio, controlling l'allineamento tra il primo e i secondo spechchio. Per prima casa, usa le freccce direzionali sul panne controlo per inviare il secondo spechchio sul retro del letto lungo l'ass
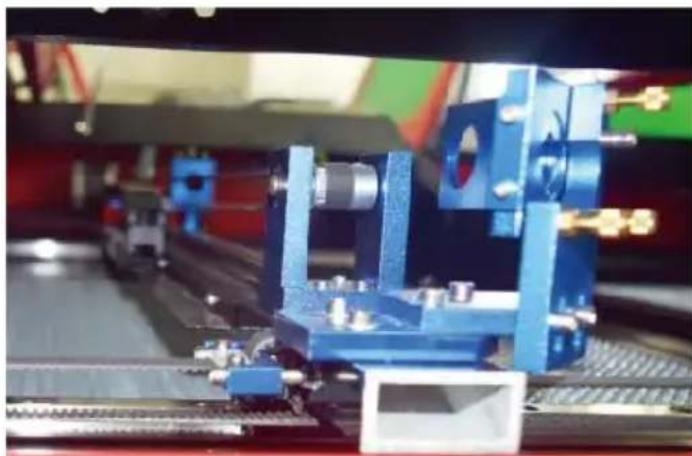
Una volta impostato, posizionare un pezzo di nastro adesivo sulla cord del secondo specchio. Non posizionare il nastro adesivo direttamente s'specchio. Ripetere il passaggio precedente. Se il laser non è centralato secondo specchio, è necessario regolare le viti di fissaggio del primo specchio Percio.

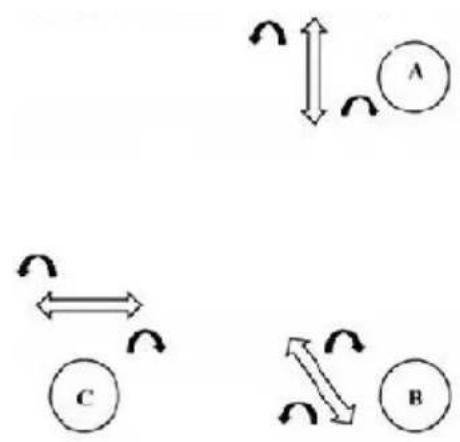
Per regolare lo specchio, allentare il dato sulla vite e ruotare delicatamente la vite in senso orario o antiorario. Ogni vite regola una posizione o un angolo diverso. Tenere traccia delle viti che si stanno regolando e della direzione della regolazione. Non ruotare la vite di p 1/4 di giro alla volta, in particolare testare la posizione del laser dop regolazione in modo da poter vedere l'effecto di agli sostituzione. Tesmino a quando i raggi non sono correttamente allineati, quando serrare nuovamente i dadi sulle viti quando sono state eseguite tutte le regol. Successivamente, utilizzare le freccce direzionali sul pannello di controllo per indirizzare il secondo specchio verso la parte anteriore del fatto lo l'asse Y.

Una volta impostato, posizionare un'altra striscia di nastro sulla cornice secondo specchio. Non posizionare il nastro direttamente sullo specchio Ripetere i passaggi in 5.4.1 e, se necessario, regolare le viti di fissa primo specchio. Eseguire nuovamente il test finché le travi non sono
correttamente allineate, quindi serrare nuovamente i dadi sulle viti.
- ALLINEAMENTO DEL SECONDO SPECCHIO.
Il segno laser dovrebbe essere vicino al centro del foro. Se il laser centrato sul primo specchio, interrompere l'alimentazione del laser e regolare attendamente il tubo laser nel suo supporto. Potrebbe essere necessario allentare i bulloni sulla sua staffa. Fare attenzione a non allentare troppo i bulloni e a non stringerli troppo. è possibile regolar un supporto alla volta.



- ALLINEAMENTO DEL TERZO SPECCHIO.
Dopo esseri assicurato che il laser sia correttamente allineato tra il 2
3^ specchio, controlling l'allineamento tra il 3^ specchio e il ravolo. Per
prima casa, rimuovi il tubo di assistenza dell'aria alla testa laser. Qu posizione un pezzo di nastro adesivo sul fondo della testa laser e pi con forza contro l'ugello. Ciò lascerà un segno ad anello che può ai controllare la precisione. Ripeti i passaggi in 5.4.1. Se il laser non è centratoattraverso la testa laser, regola di conseguenza la vite di regolazione del terzo specchio come migliorato in 5.4.2. Prova di nuove finché i raggi non sono correttamente allineati, quindi serra nuovamenti dadi sulle viti.
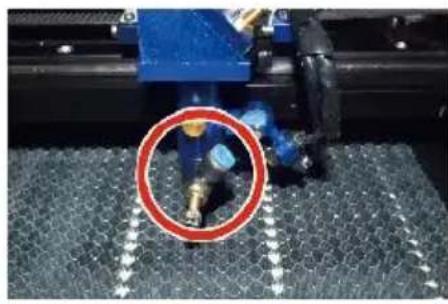

- INSTALLARE IL TUBO LASER.
Schema di installmente del tubo laser:
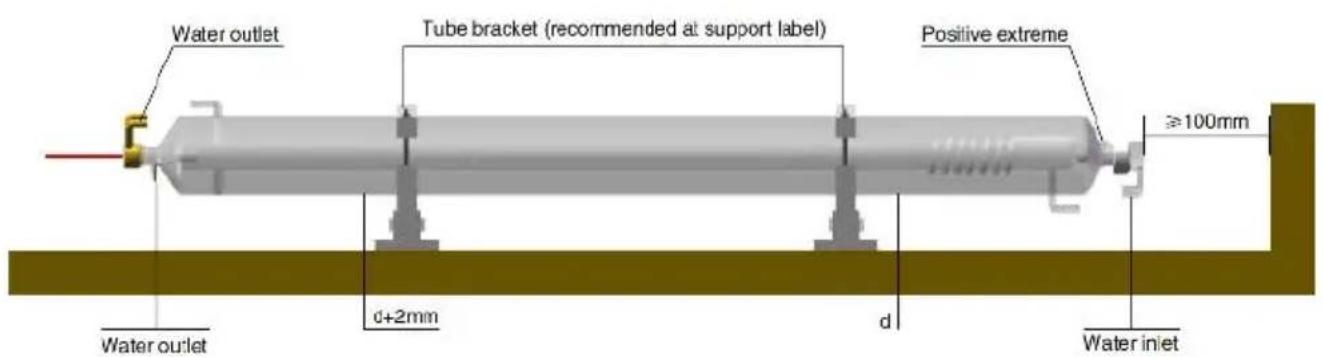
- Installarlo seguito il logo sul laser e collegare correttamente i ca collegamento del catodo e dell'anodo, il tubo di ingressso dell'acqua tubo di uscita dell'acqua del laser.
- Accendere il refrigeratore e regolare l'angolazione del laser per assicurarsi che il refrigerante riempia il laser e non vi siano intasar
- Rimuovere il segno di aperture ottica, quando accendere l'alimentazio laser per il debug del percorso ottico.
PROBLEMI E RISOLUZIONE DEI PROBLEMI.
Problema 1: il laser emette sempre la massima potenza oppure la corrente non è regolabile.
① Il laser è dotato di un terminale di controllo dell'alimentazione collegato in modo errato. Controllare attendamente il collegamento del terminale.
② ll laser è dotato di un'interruzione di corrente. Provare a sostituire l'alimentatore.
③ Guasto della scheda di controllo della macchina laser; contattare il
servizio clienti.
Problema 2: il laser non emette luce.
① Il laser è dotato di un terminale di controllo dell'alimentazione collegato in modo errato oppure la linea di collegamento del control interrotta. Controllare attendamente che i terminali e i cavi di collegamento non siano collegati in modo errato o non si accendano
② La protezione dell'acqua del refrigeratore non funziona e il refrigerer del refrigeratore è insufficiente. Sostituire la protezione dell'acqua oaggiungere refrigerante.
③ laser presentano interruzioni di corrente o problemi di alimentazio. Provare a sostuire il cavo di alimentazione con un alimentatore o cavo di alimentazione di rete.
④ Guasto della scheda di controllo della macchina laser; contattare il servizio clienti.
⑤guasto laser; contattare il servizio cliente.
Problema 3: Accensione della scarica.
① La linea di collegamento tra il laser e l'alimentatore dotato di las danneggiata o rottà; provare a sostuire il cavo.
②guasto laser; contattare il servizio clienti.
Problema 4: Requisiti per l'ambiente.
① I1 laser è dotato di un alimentatore e delve funzionare in un amben ventilato.
② L'area di lavoro deve essere conforme agli standard di sicurezza per il funzionamento delle apparecchiature laser.
Nota : Requisiti ambientali .
Temperatura di esercizio: 10^ C~38° C
Temperatura di stoccaggio: -10^ C~35° C Umidità di stoccaggio:
20%RH~80%RH
5. ISTRUZIONI PER LA LUBRIFICAZIONE.
Per ottenere risultati ottimali, pulire e lubricificare le guide della macchir per incisione agli due settimane.
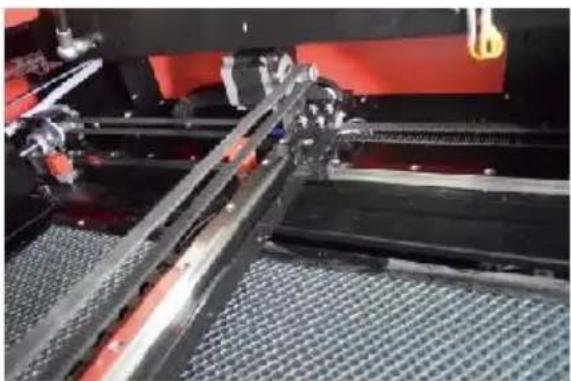

- Spagnere la macchina per incisione laser.
- Spostare delicatamente la testina laser.
Pulisci tutte la polvere e i detriti dalle guide degli assi X e Y con di cotone asciutto
finché non saranno lucidi e puliti.
-Fare lo stesso per le viti dell'asse Z.
Lubricare le guide e le viti con grasso.
- Spostare delicatamente la testa laser e l'asse X in modo che il lubricante venga distribuito uniformmente
distribuiti lungo le due rotaie, e sollevare e abbassare il fatto per distribuire uniformamente il lubricificante lungo le viti.
| PROBLEMA | CAUSA DEL PROBLEMA | SOLUZIONE |
| Il pannello indica che la macchina è protetta | La porta non è chiusa | Chiudere la porta |
| L'interruttore di protezione del coperchio è danneggiato | Sostituisci con uno nuov | |
| Il pannello indica che la macchina ha un dife protezione contro l' ingressso di acqua | I tubi dell'accua sono intasati c'è un nessuna circolazione d'accua | Pulisci le tubature dell'accua |
| La pompa non esce, la pompa.pausa | Sostituisci con uno nuov | |
| Resistenza all'accua compromisesaa | Sostituisci con uno nuov | |
| Il pannello richiede l' interfaccia ipertestuale funzionante | La dimensione della carta da taglio è troppo grande | Ridimensiona l' immagine |
| Il punto di anticoraggio della macchina non è corretto | Retargeting | |
| Il taglio laser è impermeabile | Il percorso della luce del lase non è corretto | Regolare il percorso ottico |
| Specchi e lenti sono sporchi | Lavare con alcool | |
| Non emette laser | Problemi con i tubi laser | Sostituisci con uno nuov |
| Problemi di potenza più grandsi | Sostituisci con uno nuov | |
| Il Ya x non si muove | L' interruptore rotante non è spento | Spagnere l'interruttore rotante |
| Scarsa connessione del relè | Riposizionare il relè o sostituirlo con uno nuovo | |
| Il pannello di scansione indica che la distance del buffer è insufficiente | La testa laser dell'asse X è troppo lontana da un aiutante | Riposizionare la testa laser dell'asse X in moche sua a 50 mm di distance dall'origine |
| L' interruptore di reset sulla macchina non è spento funzione | Il finecorsa è danneggiato o la linea di finecorsa è danneggiata l'interruttore nella catena portacavi è scollegato | Sostituire con un nuovo finecorsa rosso |
ACCESSIONS LIST
- Istruzioni *1
-
Tubi di scarico fumi *1
-
Nastro biadesivo *1
- Morsetti *1
- Cacciavite *1
- Chiave a brugola *1SET
- Cavo di messa a terra *1
- Cavo di alimentazione *1
- Cavo dati *1
- Cavo di rete Crystal *1
- Borsa portadocumenti *1
- chiavetta USB *1
Indirizzo : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Tecnico Supporto e certificato di garanzia elettronica www.vevor.com/support




