
WOOB-4002000 - Maszyna do drewna MSW - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia WOOB-4002000 MSW w formacie PDF.

Pytania użytkowników dotyczące WOOB-4002000 MSW
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Maszyna do drewna w formacie PDF za darmo! Znajdź swoją instrukcję WOOB-4002000 - MSW i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. WOOB-4002000 marki MSW.
INSTRUKCJA OBSŁUGI WOOB-4002000 MSW
Niniejsza instrukcja obsługi została przetłumaczona za pomocą tłumaczenia maszynowego. Dołożyliśmy wszelkich starań, aby zapewnić dokładność tłumaczenia. Należy jednak pamiętać, że tłumaczenia automatyczne nie są doskonałe i nie mają na celu zastąpienia tłumaczy. Oficjalna wersja instrukcji obsługi jest w języku angielskim. Wszelkie różnice między wersją przetłumaczoną a oryginałem w języku angielskim nie są prawnie wiążące. Jeśli masz jakiekolwiek pytania dotyczące dokładności tłumaczenia, zapoznaj się z wersją angielską, która jest wersją oficjalną. Więcej wersji językowych jest dostępnych na życzenie pod adresem info@expondo.com.
Dane techniczne
| Opis parametru | Wartość parametru |
| Nazwa produktu Kombinowana maszyna do obróbki drewna | |
| Model | MSW-WOOB-4002000 |
| Napięcie znamionowe [V~, N] / częstotliwość [Hz] | 400, 3 / 50 |
| IP | 20 |
| Wymiary [szerokość * długość * wysokość; mm] | 1520*2260*1090 |
| Cieżar [kg] 395 | |
| Piła panelowa | |
| Moc znamionowa [W] 2200 | |
| Prędkość obrotowa [/min] | 4000 |
| Średnica ostrza [mm] 254 | |
| Średnica otworu ostrza [mm] 30 | |
| Rozmiar stołu [mm] 680*530 | |
| Rozmiar stołu przesuwnego [mm] 1320*238 | |
| Wydajność cięcia [mm@°] | 78@90, 63@45 |
| Strugarka i grubościówka | |
| Moc znamionowa [W] 2200 | |
| Prędkość bloku tnącego [/min] | 5500 |
| Rozmiar noża [mm] | 260*25*3 |
| Strugarka | |
| Wydajność cięcia [mm] | 3 |
| Rozmiar stołu [mm] | 1090*260 |
| Grubościówka | |
| Wydajność cięcia [mm] | 4 |
| Rozmiar stołu [mm] 545*258 | |
| Maksymalna wysokość [mm] | 225 |
| Prędkość posuwu [m/min] | 7 |
| Frezarka wrzecionowa | |
| Moc znamionowa [W] 1500 | |
| Prędkość frezowania [/min] | 1400/4000/6000/9000 |
| Wrzeciono [mm] | 30 |
| Maksymalny przekrój noża [mm] | 160 |
| Droga frezowania [mm] | 0-105 |
Opis urządzenia
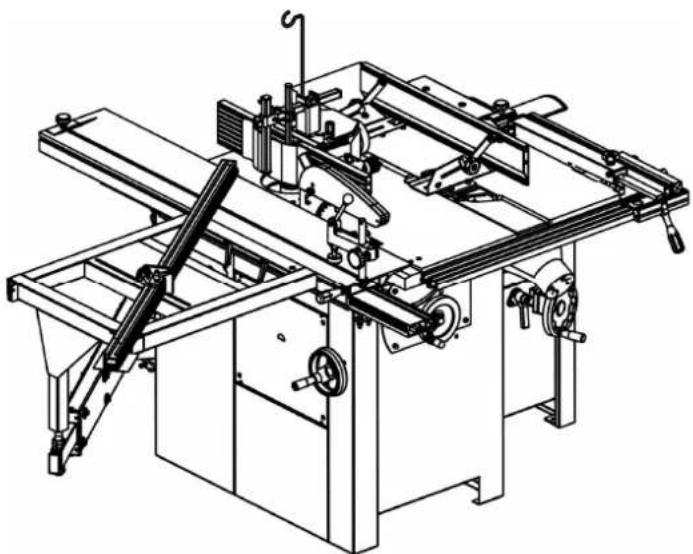
Produkt umożliwia cięcie wzdłużne i poprzeczne oraz profilowanie za pomocą pionowego wrzeciona półfabrykatów z drewna lub materiałów drewnopochodnych lub kombinowana pięciooperacyjna obrabiarka do drewna umożliwiająca cięcie wzdłużne i poprzeczne oraz profilowanie za pomocą pionowego wrzeciona, struganie i grubościowanie półfabrykatów z drewna lub materiałów drewnopochodnych.
Maszyna jest przeznaczona do obsługi przez jednego pracownika.
Użytkownik ponosi odpowiedzialność za wszelkie szkody powstałe na skutek niewłaściwego użytkowania urządzenia.
Dane techniczne dotyczące hałasu urządzenia
| Poziom hałasu A w miejscu eksploatacji (LpAeq) | Bez obciążenia | Laiq = 81,7 dB(A) |
| Obciążenie | LpAeq = 89,5 dB(A) | |
| Poziom mocy akustycznej A (LWA) | Bez obciążenia | LWA = 94,5 dB(A) |
| Obciążenie | LWA = 103 dB(A) |
Warunki pracy przy pomiarze hałasu są zgodne z załącznikiem B normy ISO 7960. Podane wartości dotyczą emisji i niekoniecznie oznaczają bezpieczne wartości robocze. Mimo że istnieje korelacja pomiędzy wartością emisji i poziomem narażenia, wartości te nie mogą posłużyć do wiarygodnej oceny konieczności podjęcia dodatkowych środków. Na rzeczywisty poziom narażenia pracowników wpływają m.in. właściwości miejsca pracy, inne źródła hałasu, np. liczba maszyn i innych sąsiadujących procedur. Ponadto najwyższe dopuszczalne poziomy narażenia mogą się różnić w zależności od kraju. Informacje te powinny pomóc użytkownikowi maszyny lepiej ocenić ryzyko i wskaźnik ryzyka.
Instalacja
Podłączenie układu wydechowego
Pracuj na maszynie tylko wtedy, gdy układ wydechowy jest podłączony i uruchomiony! Do prawidłowego funkcjonowania maszyny niezbędne są urządzenia odciągowe o minimalnej wydajności odciągu 570 m³ /godzinę i minimalnej prędkości powietrza w rurach równej 20 m/s dla cząstek suchych oraz 790 m³ /godzinę i minimalnej prędkości powietrza w rurach równej 28 m/s dla cząstek mokrych.
Włącz jednocześnie napęd maszyny i układ wydechowy!
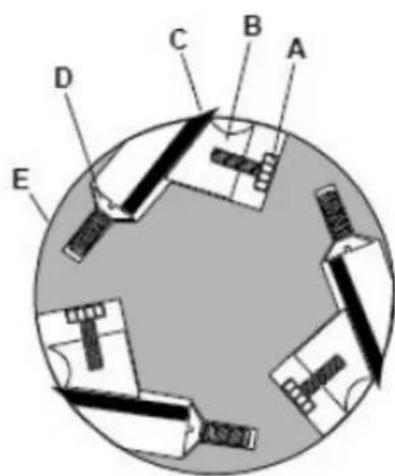
Należy stosować elastyczne węże wyciągowe o średnicach odpowiednio 100 mm i 32 mm. Węże wydechowe podłączone są do wylotu wydechowego, którego położenie na poszczególnych maszynach jest następujące:
Piła tarczowa
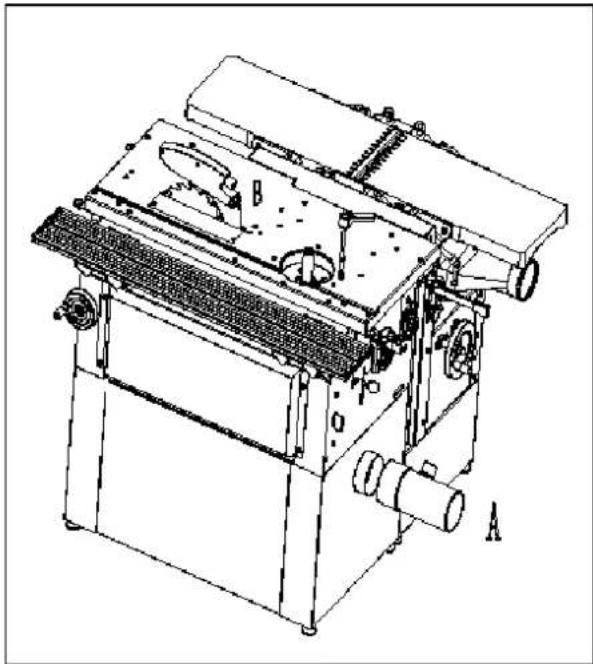
Górna jednostka wyciągowa z piły tarczowej podłączona jest do wylotu umieszczonego na pokrywie tarczy.
Średnica wylotu (B) wynosi 32 mm.
Dolna jednostka wydechowa wyprowadzona jest w dolnej tylnej części maszyny (A).
Średnica węża wydechowego wynosi 100 mm.
Maszyna do formowania pionowego
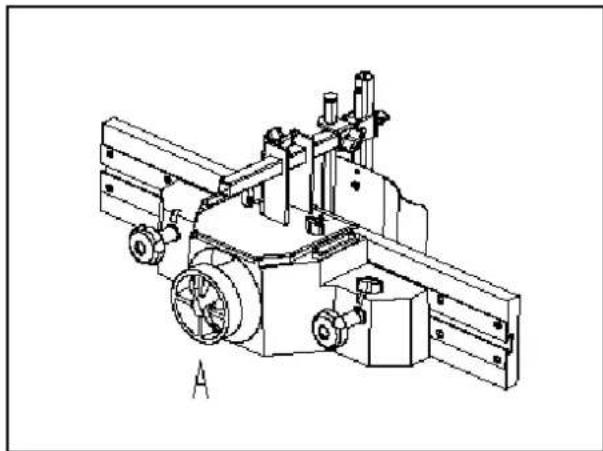
W przypadku maszyny formującej wąż wydechowy jest podłączony do wylotu pokrywy narzędzia formującego, która stanowi również przyłącze wydechowe (A). Średnica węża wynosi 100 mm.
Maszyna do strugania
Strugarka posiada otwór odciągowy w przestrzeni grubościówki pod stołem strugarki.
Maszyna do zageszczania
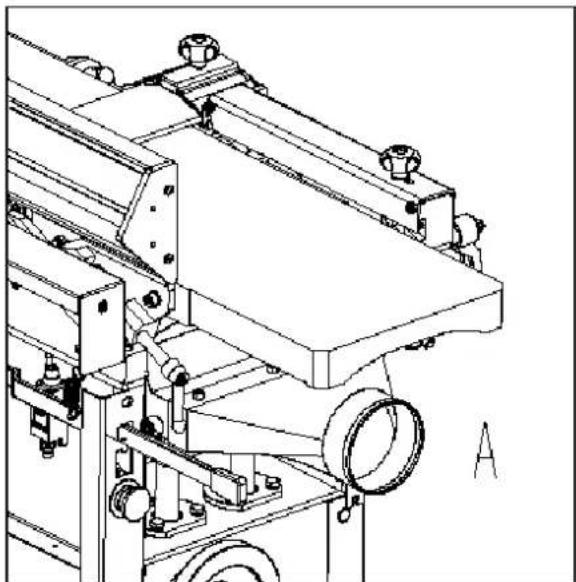
W maszynie grubościowej zastosowano ten sam wylot wylotowy, co w przypadku strugania, lecz skierowany w górne położenie.
Średnica wylotu do podłączenia węża odprowadzającego (A) wynosi 100 mm.
Podłączenie do sieci
- Uszkodzone kable zasilające muszą zostać niezwłocznie wymienione przez kompetentnego specjalistę. Praca z uszkodzonymi kablami zagraża życiu i jest zabroniona!
- Przed uruchomieniem maszyny należy upewnić się, czy napięcie i częstotliwość podane na tabliczce znamionowej maszyny są zgodne z wartościami napięcia i częstotliwości sieci, do której maszyna jest podłączona.
- Ochronę przeciwprzepięciową zapewnia użytkownik końcowy.
- Przed przystąpieniem do regulacji lub wymiany narzędzi oraz przed jakimikolwiek pracami regulacyjnymi, przeróbkami i pracami konserwacyjnymi należy zawsze wyłączyć urządzenie i odłączyć wtyczkę od gniazdka sieciowego.
- Maszyna musi być podłączona do uziemienia ochronnego. Sprawdź i upewnij się, że gniazdko jest prawidłowo uziemione.
Kierunek obrotu
Jeżeli stoisz z boku maszyny przy stole przesuwnym, tarcza piły powinna obracać się w kierunku przeciwnym do ruchu wskazówek zegara. Wał nożowy strugarki i grubościówki obraca się również przeciwnie do ruchu wskazówek zegara. Wrzeciono frezarki obraca się w kierunku przeciwnym do ruchu wskazówek zegara, jeżeli patrzysz w dół.
Praca z urządzeniem
Przygotowanie
Usuń powłokę ochronną ze stołów roboczych i innych części maszyny za pomocą oleju parafinowego lub podobnego rozpuszczalnika. Nie używaj benzyny ani podobnych rozpuszczalników do tej czynności, ponieważ mogą one powodować zmniejszenie odporności antykorozyjnej niektórych części maszyny.
Wielkość obszaru roboczego uzależniona jest od rodzaju maszyny, zakładanych operacji roboczych i wielkości obrabianego materiału.
Nie należy zapominać o miejscu na montaż wydajnego systemu wyciągowego lub doprowadzenie przewodów do centralnego wyciągu.
Kwalifikacje pracowników
Maszynę może obsługiwać wyłącznie specjalista posiadający kwalifikacje w dziedzinie obróbki drewna lub pracownik przeszkolony i poinstruowany przez takiego specjalistę, bez względu na płeć. Podczas pracy przy maszynie operator zobowiązany jest zapoznać się z niniejszą instrukcją i stosować się do zasad bezpieczeństwa, przepisów i rozporządzeń obowiązujących na terenie danego kraju.
Środowisko pracy
Maszyna musi być użytkowana w warunkach warsztatowych, w których temperatura nie przekracza +40 °C i nie spada poniżej +5 °C. Wilgotność względna otoczenia wynosi od 30% do 95%, bez kondensacji. Wysokość nad poziomem morza wynosi do 1000 m.
Temperatura przechowywania i transportu: -25\~+55 °C
Klasyfikacja środowiskowa - zagrożenie pożarem pyłu łatwopalnego.
Obszar roboczy
Ważne jest zachowanie wolnej przestrzeni wokół maszyny, co jest wymagane dla stanowiska pracy. Jeżeli obrabia się długi materiał, konieczne jest zapewnienie odpowiedniej ilości miejsca zarówno przed maszyną, jak i za nią, w miejscach wprowadzania i wyprowadzania materiału.
Obstuga i regulacja maszyny
Regulację należy wykonywać wyłącznie, gdy piła jest w stanie spoczynku.
Wyjmij wkładkę stołu
Zablokuj wrzeciono za pomocą aktualnie używanego narzędzia tnącego; zdejmij kołnierz (dokładnie wyczyść przed ponownym montażem).
Przy wymianie ostrza piły należy zwrócić uwagę na kierunek zębów. Wymień różne elementy połączeniowe
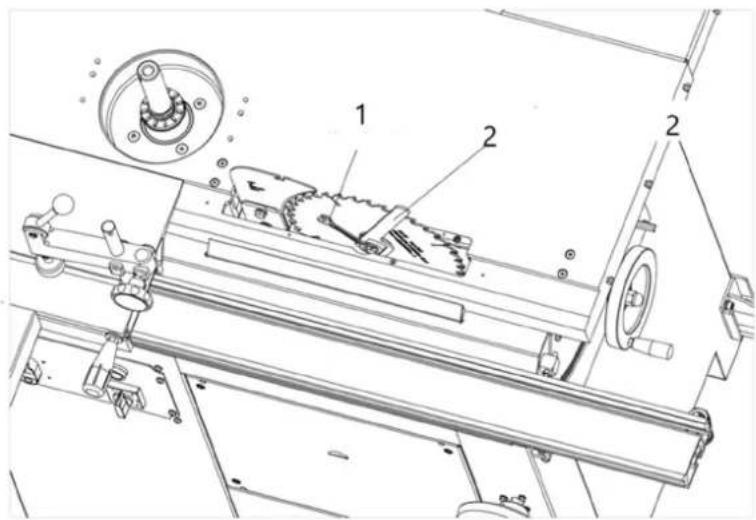
1- 13-klucz
2- Klucz specjalny
Odkręć podstawę kołnierza kluczem 13 mm i włóż klin rozszczepiający. Wyreguluj klin rozłupujący, pamiętając o zachowaniu odległości ok. 3 mm od ostrza piły. Dokładnie przymocuj klin rozłupujący za pomocą śruby.
Sprawdź za pomocą wkładki stołowej, czy klin rozszczepiający jest równoległy do brzeszczotu piły.
Ustawienie wysokości
Wysokość głównej tarczy piły można regulować poprzez obrót pokrętła. Śruba jest samoblokująca i nie wymaga żadnego zabezpieczenia.
Obrót w prawo = wysokość -
Obrót w lewo = wysokość +
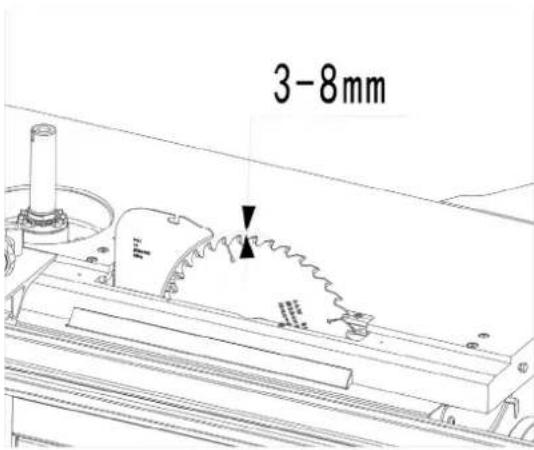
Wysokość koszenia jest zawsze regulowana „od dołu”, tak aby wyeliminować ewentualny prześwit. Wysokość cięcia dobiera się zazwyczaj tak, aby zęby tarczy piły wystawały z obrabianego przedmiotu.
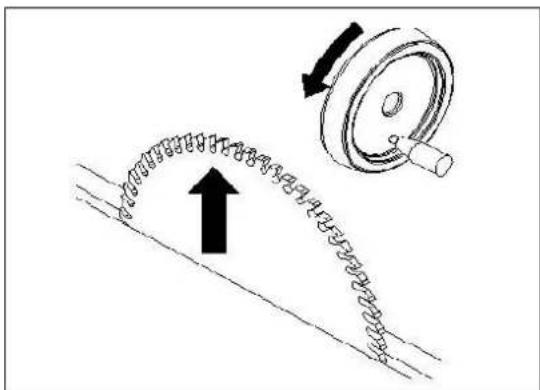
Pochylenie tarczy piły
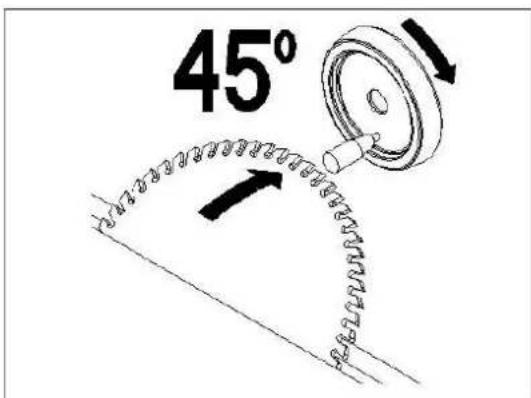
Tarczę piły można odchylić na bok nawet o 45° poprzez obrót pokrętła.
Obrót w prawo = 0° do 45°
Obrót w lewo =45° do 0°
Jednocześnie decydujący jest wskaźnik skali umieszczony na pokrętle regulacji wysokości. Po ustawieniu kąta nachylenia należy ponownie dokręcić dźwignię mocującą.
Podczas cięcia wzdłużnego przedmiotu obrabianego o szerokości mniejszej niż 120 mm konieczne jest użycie popychacza (wchodzącego w skład osprzętu maszyny) w celu przesunięcia przedmiotu obrabianego.
Podstawowe aplikacje
Przybierka
Jeśli drewno jest cięte wzdłuż włókien, w tym celu należy użyć prowadnicy równoległej
Jeżeli drewno jest cięte w poprzek włókien, w tym celu należy użyć prowadnicy ukośnej lub wózka przesuwnego.

Gdy wymagane jest, aby obrabiany przedmiot miał skośną krawędź, należy przechylić ostrze i przepuścić przez nie drewno. Jeżeli ogranicznik równoległy jest używany z przechylonym ostrzem, pomocniczy ogranicznik należy ustawić w dolnej pozycji, aby zapobiec jego zaħaczaniu o ostrze po przechyleniu.
Ogranicznik przekątny
Ogranicznik skośny można zamontować po lewej lub prawej stronie tarczy piły w rowku T.

1- Zablokuj prowadnicę kątową i mocno przytrzymaj obrabiany przedmiot
2- Przedmiot obrabiany trzymał się mocno
3- Ostrze ustawione pod kątem mniejszym niż 5 stopni do cięcia skośnego
4- Strażnik
Wybór ostrza
Przed przystąpieniem do jakichkolwiek prac przy użyciu piły stołowej należy zastanowić się nad wyborem ostrza. Dostępnych jest wiele rodzajów ostrzy, jednak ważne jest, aby dobrać właściwe ostrze do danego zadania. Maszyna jest dostarczana z dobrym, uniwersalnym ostrzem, ale do specjalistycznych zastosowań może być wymagane ostrze o innym wzorze zębów.
Piłę stołową można wyposaż Kyć w dwa różne rodzaje ostrzy: ostrze skośne lub ostrze z zębami potrojnymi. Zastosowania podano w tabeli 2.
Eksploatacja i regulacja młyna
Ustaw wysokość wrzeciona formującego za pomocą pokrętła znajdującego się z tyłu po prawej stronie stojaka i
zabezpiecz je śrubą blokującą. Wybierz odpowiedni wypełniacz tabeli (pierścień stołowy) w zależności od użytego narzędzia.
Zmiana prędkości
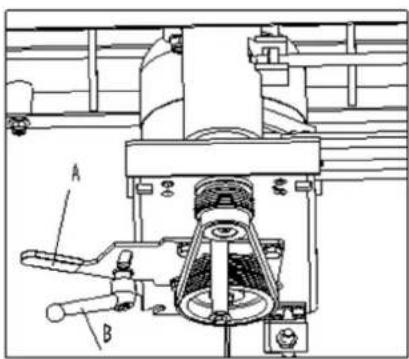
2- Prędkość (obr./min)
Frezarka wyposażona jest w koła pasowe umożliwiające zmianę prędkości wrzeciona. Pasek umieszczony na górnych kołach pasowych, jak pokazano na zdjęciu w pozycji I, zapewnia prędkość wrzeciona 1400 obr./min. Aby zmienić prędkość wrzeciona, poluzuj uchwyt blokujący (A) i obróć zespół napędu w kierunku wrzeciona. Ustaw ponownie pasek na żądaną prędkość i naciągnij pokrętło (B).
Formowanie wzdłużne
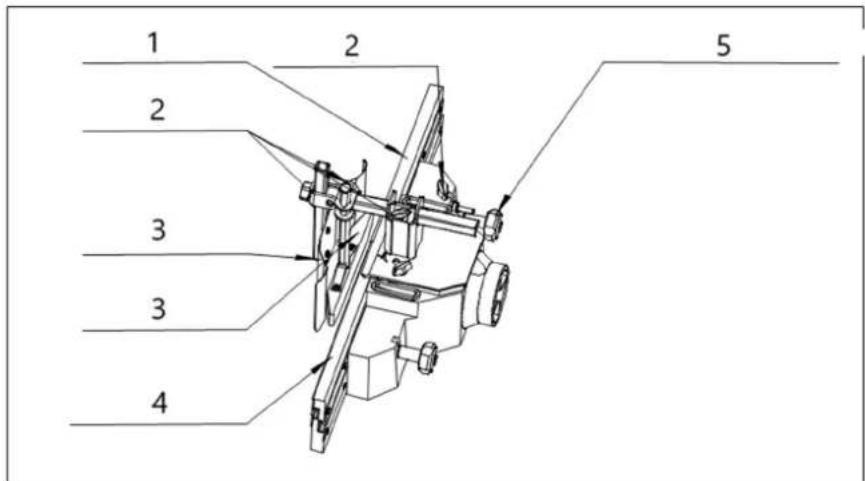
1- Ogrodzenie podające
2- Gałka blokująca
3- Podkładka ciśnieniowa
4- Ogrodzenie wyjściowe
5- Drobny uchwyt regulacyjny
Narzędzie: do ręcznego podawania należy używać odpowiednich narzędzi o określonej grubości wióra.
Cykl roboczy: podczas wykonywania formowania próbnego należy rozpocząć pracę od przedmiotu obrabianego o odpowiedniej długości, szerokości i wysokości. Należy zapobiegać blokowaniu się maszyny lub stosować zabezpieczenie przed odrzutem dostosowane do wymiarów przedmiotu obrabianego. Aby zapobiec odrzutowi, konieczne jest zastosowanie tylnych i/lub przednich ograniczników zamocowanych do prowadnicy, stołu lub zamocowanych do stołu przedłużającego.
Nigdy nie ustawiaj linijek, gdy maszyna jest włączona!
Podczas pracy należy wykonać boczną regulację płyt oporowych, ograniczyć otwór na narzędzie do minimum, zablokować płyty oporowe i wyregulować za pomocą uchwytu do precyzyjnej regulacji żądaną ilość wiórów (usuwanie drewna) i zablokować stację za pomocą pokrętła blokującego.
Utrzymuj podkładki naciskowe w kontakcie ze stołem i płytami ochronnymi.
i równomiernie wzdłuż linijki prowadzącej.
Prędkość skrawania powinna przekraczać 40 ms ^-1 , aby ograniczyć ryzyko odrzutu, lecz nie powinna przekraczać 70 ms ^-1 , aby ograniczyć ryzyko uszkodzenia narzędzia.
Należy zapewnić odpowiednie oświetlenie ogólne i miejscowe.
Formowanie detali o małym przekroju poprzecznym
Narzędzie: Wybierz narzędzie odpowiednie do podawania ręcznego.
Cykl pracy: Wyreguluj maszynę formującą i umieść obie połówki linijki blisko narzędzia. Materiał obrabiać wyłącznie za pomocą popychacza! Wybierz rozmiar popychacza, aby wygodnie było położyć na nim rękę.
Środki ochronne
Przy pracy przy maszynie wymagana jest ochrona oczu. Zaleca się stosowanie odpowiednich ochronników słuchu i polecanego obuwia roboczego. Nie wolno używać kombinezonów roboczych.
Niedozwolone jest dotykanie
Na maszynie NIE wolno:
- dokonywać jakichkolwiek zmian w elementach zapewniających bezpieczeństwo maszyny bez zgody producenta.
- wykonywać jakichkolwiek czynności niezgodnie z instrukcjami bezpieczeństwa zawartymi w tym podręczniku.
• dotykać narzędzia, jego otoczenia i innych ruchomych części.
• obrabiać maszynowo materiały inne niż drewno lub materiały na bazie drewna. - przeciązać maszynę podczas obróbki dużych półproduktów.
- usuwać wióry z miejsc znajdujących się w pobliżu narzędzi ręcznie lub przy pomocy dowolnego przedmiotu, podczas gdy maszyna jest obsługiwana.
• stosować innych narzędzi niż dostarczone lub zalecane przez producenta maszyny.
Używanie ogrodzenia jako przewodnika
Kształtowanie za pomocą ogrodzenia jest najbezpieczniejszą i najbardziej satysfakcjonującą metodą pracy. Tę metodę należy stosować zawsze, gdy pozwala na to sytuacja w pracy. Przy ogrodzeniu można wykonywać prawie wszystkie prace proste.
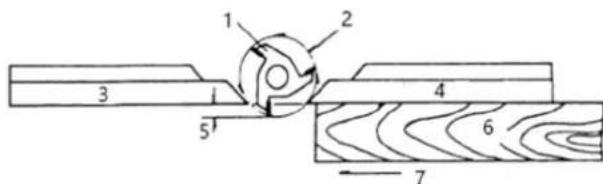
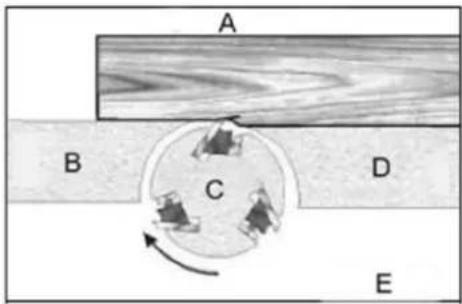
Rysunek 1
1- Nóž
2- Krag tnacy
3- Plot tylny
4- Płot przedni
5- Głębokość cięcia
6- Praca
7- Karmić
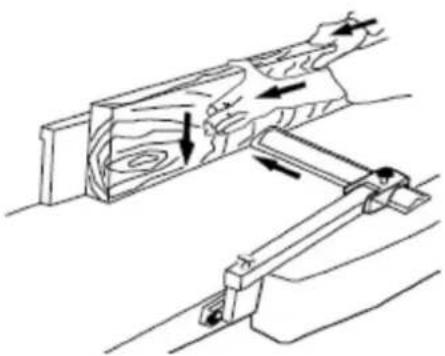
- W przypadku większości prac, w których część krawędzi przedmiotu obrabianego nie jest dotykana przez frez, zarówno przednia, jak i tylna prowadnica znajdują się w linii prostej, jak pokazano na rysunku 1.
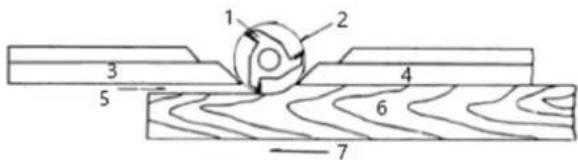
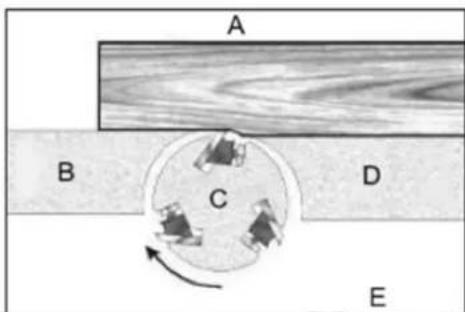
Rysunek 2
1- Nóž
2- Krag tnacy
3- Plot tylny
4- Płot przedni
5- Brak wsparcia
6- Praca
7- Karmić
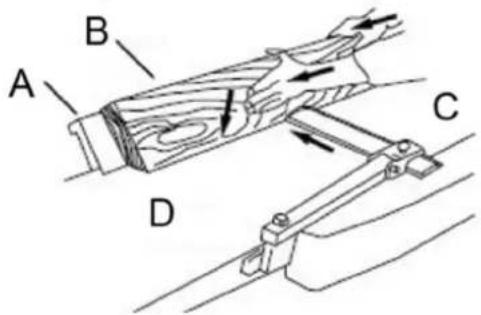
- Gdy operacja kształtowania obejmuje usunięcie całej krawędzi elementu (np. łączenie lub wykonanie pełnego ściegu), ukształtowana krawędź nie będzie podparta przez tylną prowadnicę, gdy obie prowadnice będą ustawione w linii, jak pokazano na rysunku 2. W takim przypadku należy przesunąć obrabiany przedmiot do pozycji pokazanej na rysunku 2 i zatrzymać go.
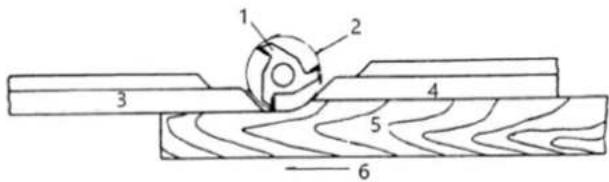
Rysunek 3
1- Nóž
2- Krag tnacy
3- Plot tylny
4- Płot przedni
5- Praca
6- Karmić
- Przednie ogrodzenie należy przesunąć tak, aby stykało się z obiektem, jak pokazano na rysunku 3. Tylne ogrodzenie będzie wówczas ustawione w linii z okręgiem koszenia.
Kształtowanie za pomocą kołnierzy
Aby uzyskać najbezpieczniejsze efekty i najbezpieczniejszą pracę, należy stosować się do poniższych zasad przy kształtowaniu kołnierzy:
-
Obroże muszą być gładkie i nie mogą zawierać gumy ani innych substancji.
-
Krawędź pracy musi być gładka. Wszelkie nierówności powierzchni, które stykają się z kołnierzem, zostaną odzwierciedlone na ukształtowanej powierzchni.
3- Niewystarczająca powierzchnia nośna
4- Praca
5- Tabela
6- Zto
- Część krawędzi przedmiotu obrabianego musi pozostać nietknięta przez frez, aby kołnierz miał wystarczającą powierzchnię nośną. Przykład niewystarczającej powierzchni nośnej przedstawiono na rysunku 4.
Rysunek 5
1- Kołnierz
2- Nóž
3- Wystarczająca powierzchnia nośna
4- Praca
5- Tabela
6- Prawidłowy
- Rysunek 5 ilustruje wystarczającą powierzchnię nośną.
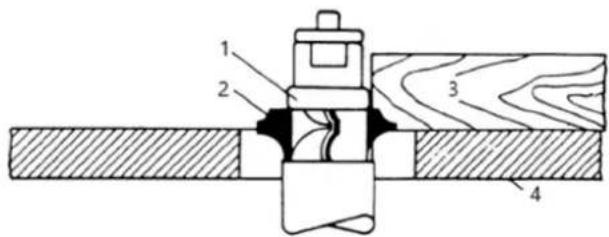
Rysunek 6
1- Kotnierz
2- Nóž
3- Wąski przedmiot obrabiany
4- Tabela
5- Zto
- W żadnym wypadku nie wolno formować małego przedmiotu obrabianego na kołnierzach, jak pokazano na rysunku 6.
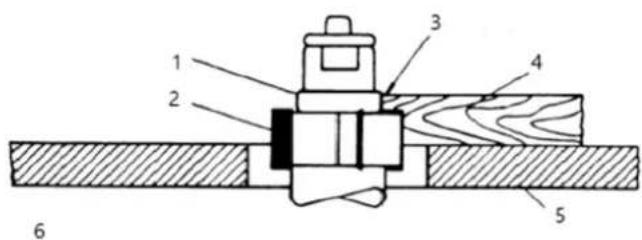
Pozycjonowanie kołnierza
Kołnierze mogą być umieszczone nad, pod lub między dwoma nożami:
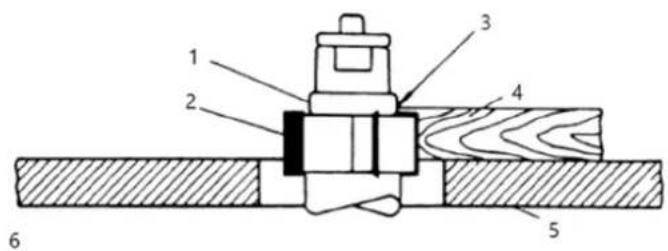
Rysunek 7
1- Nóž
2- Kotnierz
3- Praca
4- Tabela
- W przypadku stosowania kołnierza znajdującego się pod nożem (rysunek 7) postęp cięcia można cały czas obserwować. Wadą tej metody jest to, że każde przypadkowe podniesienie przedmiotu obrabianego może spowodować wyżłobienie drewna i zniszczenie przedmiotu.
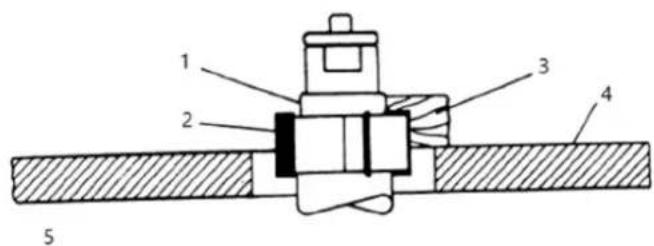
Rysunek 8
1- Kołnierz
2- Nóž
3- Praca
4- Tabela
- Zastosowanie kołnierza nad nożem (w kształcie ósemki) daje tę zaletę, że cięcie nie jest zakłócane przez niewielkie zmiany grubości materiału. Jednakże w trakcie zabiegu cięcie nie jest widoczne. Kolejną zaletą jest to, że przypadkowe podniesienie przedmiotu obrabianego nie spowoduje jego wyżlobienia. Po prostu popraw błąd powtarzając operację.
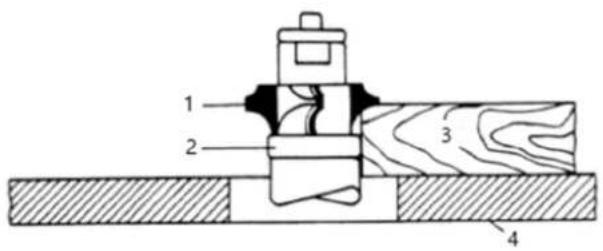
Rysunek 9
1- Nóž
2- Kotnierz
3- Nóż
4- Praca
5- Tabela
- Metoda kołnierza pomiędzy nożami, pokazana na rysunku 9, ma zarówno zalety, jak i wady dwóch pierwszych metod. Metodę tę stosuje się przede wszystkim w przypadkach, gdy konieczne jest ukształtowanie obu krawędzi przedmiotu.

OGŁOSZENIE! Maszyny nie można używać do czopowania!
Regulacja strugarki
Regulacja i działanie urządzenia zabezpieczającego
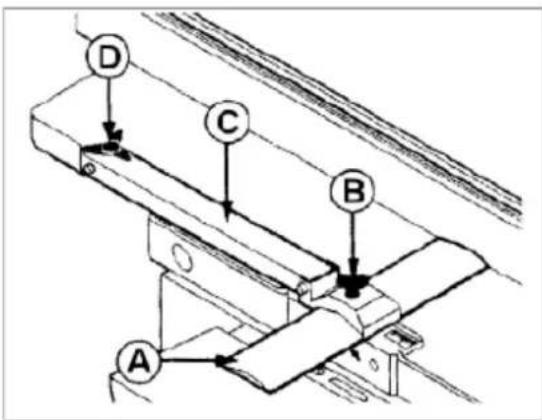
Regulacja wysokości bloku nożowego (A) odbywa się za pomocą śruby z łbem gwiazdkowym (C).
Skręcając w prawo – zwiększamy wysokość pokrywy
Obrót w lewo – wysokość pokrywy jest zmniejszona
Po odkręceniu drugiej śruby gwiazdkowej (B) można łatwo przesunąć pokrywę bloku tnącego wzdłuż. Po ustawieniu dokręć śrubę gwiazdkową. Po zwolnieniu śruby (D) linijkę można wysunąć z pozycji roboczej. Podczas strugania elementów o dużej wysokości należy ustawić wał tak, aby jego koniec znajdował się w maksymalnej odległości 5 mm od obrabianego elementu.
Planowanie
Regulacja stołu ruchomego – ustawienie grubości wióra:
• zwolnij stół za pomocą dźwigni mocującej po prawej stronie
- ustawić wymagany wiór (usuwanie drewna) za pomocą gwiazdy dłoni po lewej stronie
• zabezpiecz stół za pomocą dźwigni mocującej
• rozmiar ustawienia chipa można odczytać na skali
Regulacja linijki nachylenia:
• zwolnij śrubę w kształcie gwiazdy prowadnicy linijki
• dopasuj linijkę do wartości szerokości obrabianego przedmiotu
• dokręć śrubę w kształcie gwiazdy zdecydowanie ponownie
Wyłącz napęd rolek podających grubościówki za pomocą dźwigni ręcznej na wejściu grubościówki – przesuń dźwignię w dół i zabezpiecz ją w dolnej pozycji.
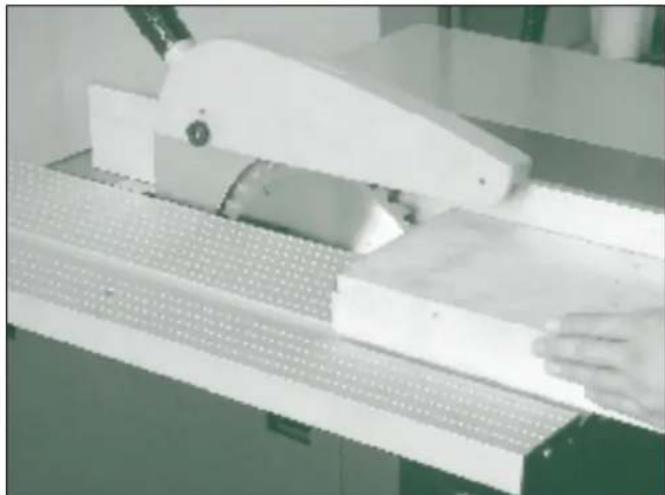
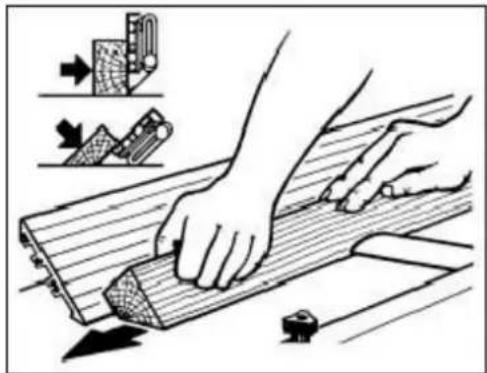
Struganie elementów płaskich
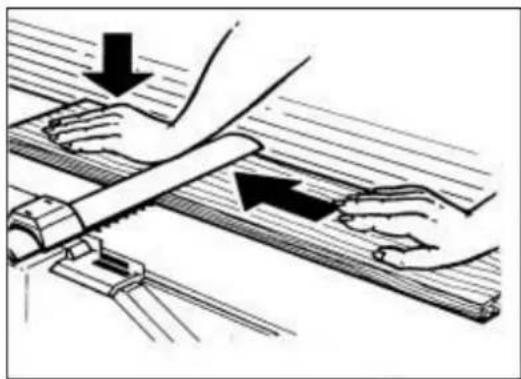
Położ płaski element na stole strugarskim, lewą ręką podnieś pokrywę wału nożowego na wymaganą wysokość i włącz maszynę. Naciśnij i przesuń nad blok tnący, ręka przesunie się nad pokrywę. Materiał jest przesuwany za pomocą ramion, a nie ciała! Nie wolno przesuwać obrabianego przedmiotu do tyłu nad blokiem nożowym!
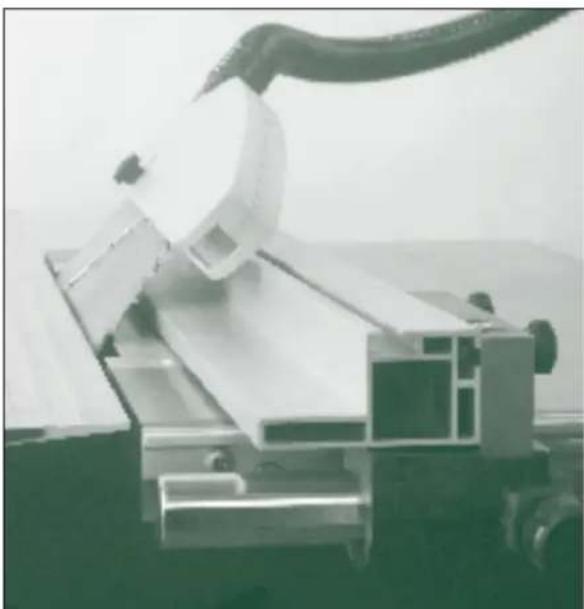
Struganie wysokich elementów
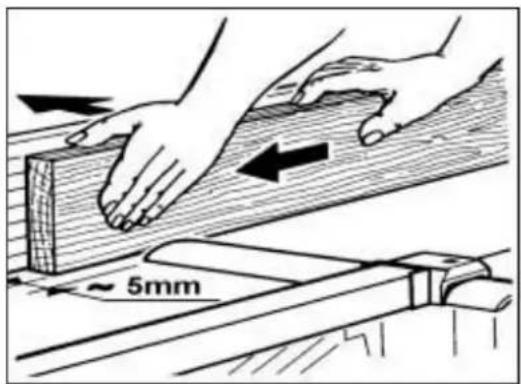
Podczas obróbki wysokich elementów należy tak ustawić osłonę bloku nożowego, aby szczelina między obrabianym elementem a osłoną wynosiła maksymalnie 5 mm. Włącz maszynę, dociśnij obrabiany element i przesuń go nad blokiem tnącym między pokrywą a linijkstra.
Struganie za pomocą linijki o nazwie
Spróbuj wyregulować kąt nachylenia linijki za pomocą zwolnionych dźwigni mocujących (pozycja 90° jest zabezpieczona), dokręć dźwignie i włącz maszynę. Przyłoż ścięty element do linijki i do przodu.
Struganie krótkich elementów
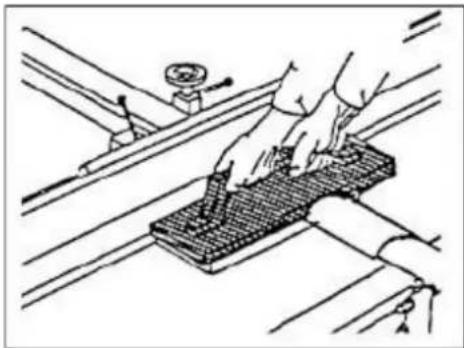
Przy struganiu krótkich elementów należy używać popychacza. Możliwy projekt pokazano na rysunku.
Popychacz można zamówić jako wyposażenie dodatkowe do maszyny.
Struganie elementów o małym przekroju poprzecznym
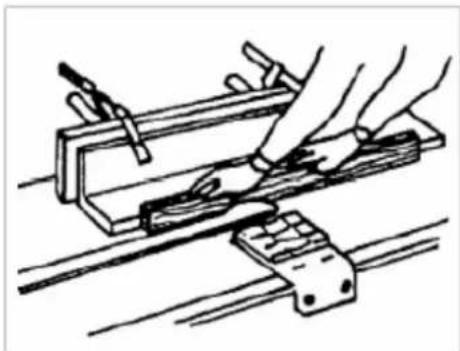
Duże ryzyko obrażeń w przypadku nieprawidłowego prowadzenia linijki.
Do strugania cienkich materiałów linijkę należy uzupełnić o linijkę pomocniczą. Musi być szerszy niż 60 mm i mieć wysokość 20-25 mm.
Ustawienie strugarki do wyrówniarki
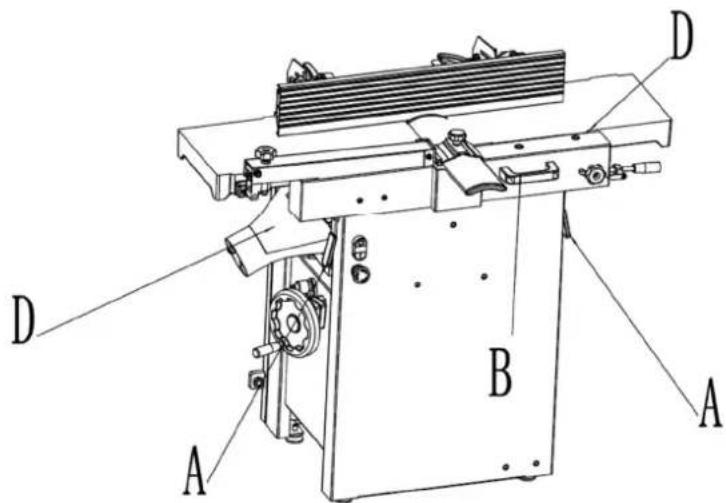
Rysunek 10
Odnosząc się do rysunku 10. Aby zmienić konfigurację maszyny z strugarki na wyrówniarkę:
- Zwolnij obie blokady stołu szafki (A), obracając uchwyty w stronę operatora, a następnie odsuwając się od maszyny.
- Podnieś stół (C, rysunek 11) za pomocą uchwytu (B).
Stół jest ciężki. Zachowaj ostrożność przy podnoszeniu. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
Po podniesieniu stół powinien znajdować się w pozycji pionowej, jak pokazano na rysunku 4 (C). Zatrzask (E, rysunek 11) powinien być zatrzaśnięty, zapobiegając przypadkowemu przesunięciu się stołu do przodu.
- Umieść rurę wylotową pyłu (D, H, rysunek 11) po prawej stronie. Należy zachować szczególną ostrożność, aby uniknąć kontaktu z nożami głowicy tnącej.
Notatka: Może zaistnieć konieczność obniżenia stołu strugarki, aby zapewnić przestrzeń potrzebną do ustawienia zsypu na pył.
Ustawienie strugarki do strugarki
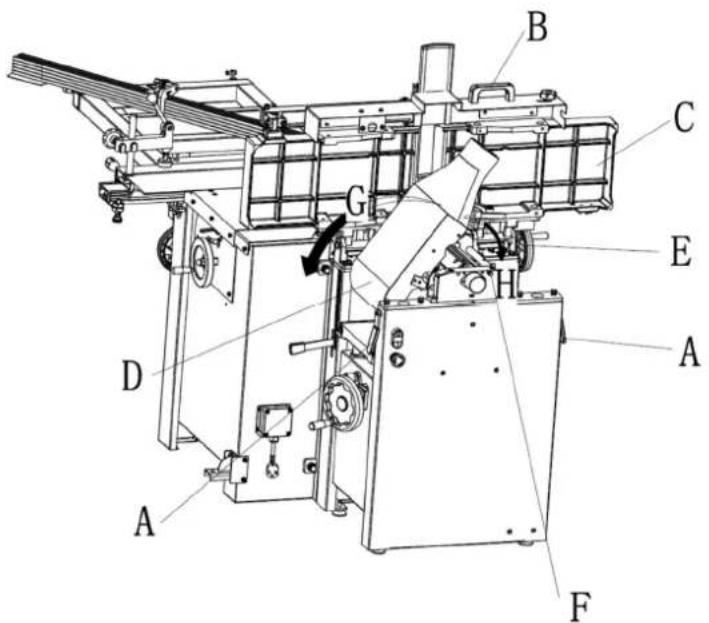
Odnosząc się do rysunku 11. Aby zmienić konfigurację maszyny ze strugarki na strugarkę:
- Pociągnij za pokrętło zwalniające (F) i przesuń rurę wylotową pyłu (D, G) w lewo. Powinien być umieszczony tak, jak pokazano na rysunku D.
Stół jest ciężki. Podczas opuszczania należy zachować ostrożność. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
-
Zwolnij zatrzask (E) i przesuń stół do przodu, używając uchwytu odchylania (B). Powinien być umieszczony tak, jak pokazano na rysunku C.
-
Zablokuj stół (C), naciskając uchwyty blokujące (A) w kierunku maszyny i obracając je w dół (od operatora).
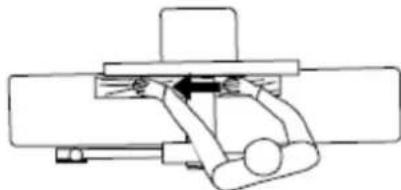
Sterowanie i regulacja strugarki
Odnosząc się do rysunku 12:
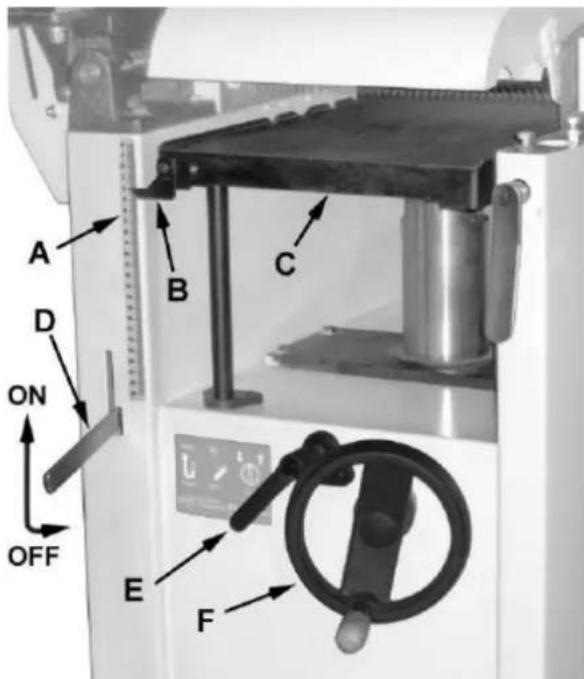
Rysunek 12
Zasilanie
Ustawienie dźwigni posuwu strugarki (D) w pozycji górnej powoduje włączenie posuwu strugarki (patrz strzałka). Ustawienie uchwytu w pozycji dolnej powoduje wyłączenie dopływu prądu.
Blokada stołu
Obróć blokadę stołu (E) zgodnie z ruchem wskazówek zegara, aby zablokować pokrętło regulacji wysokości (F) i zabezpieczyć stół strugarki (C) w wybranej pozycji. Aby zwolnić blokadę stołu (E) i umożliwiać regulację stołu, należy przekręcić ją w kierunku przeciwnym do ruchu wskazówek zegara.
Regulacja wysokości stołu
Wysokość stołu strugarki ustawia się następująco:
- Odblokuj blokadę stołu (E).
- Obróć pokrętło regulacji wysokości (F) zgodnie z ruchem wskazówek zegara, aby podnieść stół strugarki (C), lub przeciwnie do ruchu wskazówek zegara, aby go obniżyć.
- Zablokuj blokadę stołu (E). Każdy obrót koła zamachowego (F) powoduje przesunięcie stołu (C) o 4 mm w górę lub w dół. Skala na kolumnie pokrętła wskazuje liczbę obrotów pokrętła. Wskaźnik (B) wskazuje położenie stołu względem głowicy tnącej na skali (A) znajdującej się z boku szafki.
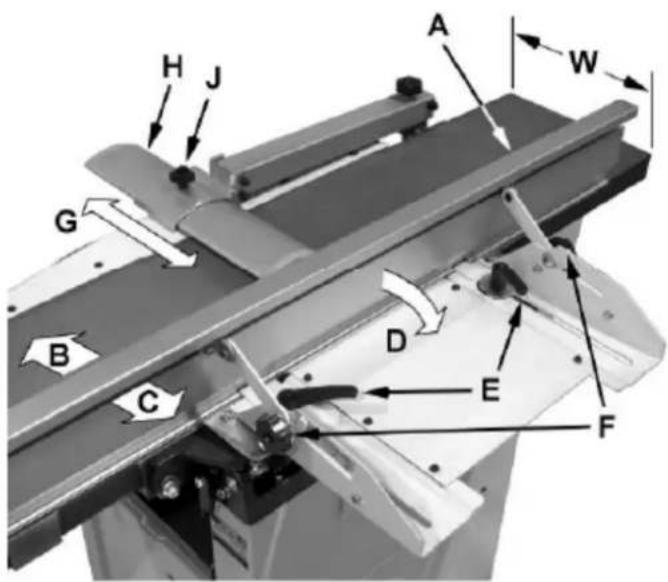
Sterowanie i regulacja strugarki
Odnosząc się do rysunku 13:
Rysunek 13
Regulacja wysokości stołu odbiorczego
Gałka blokująca (C) i uchwyt podnoszący (B) sterują regulacją wysokości stołu odbiorczego (A). Stół odbiorczy jest początkowo regulowany w fabryce i nie należy go zmieniać, za wyjątkiem pewnych regulacji.
Regulacja wysokości stołu podającego
Gałka blokująca (D) i uchwyt podnoszący (E) sterują regulacją wysokości stołu podającego (F). Aby dostosować:
- Odkręć pokrętło blokady (D).
- Podnieś uchwyt podnoszący (E), aby podnieść stół podający i uzyskać płytką głębokość cięcia. Obniż uchwyt, aby wykonać głębsze cięcie.
- Dokreć pokrętło blokady (D).
Uwaga: Zalecana głębokość cięcia wynosi 1,5 mm lub mniej.
Ostona głowicy tnącej
Prawidłowo ustawiona osłona głowicy tnącej (H) powinna opierać się o prowadnicę (A).
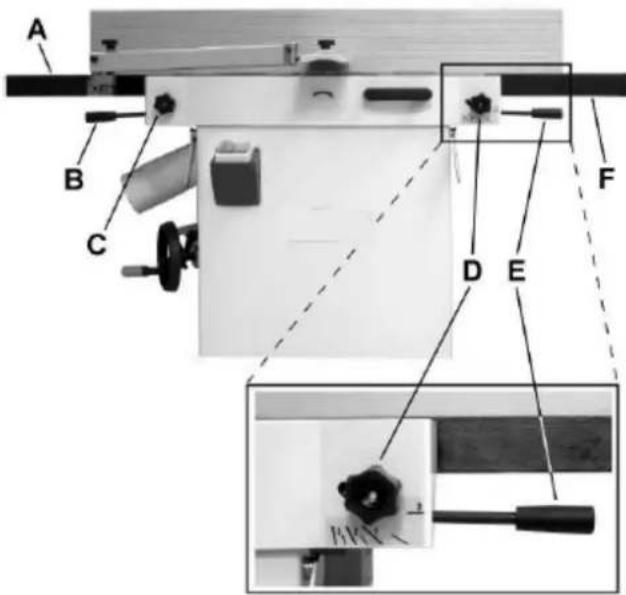
Ruch ogrodzenia
Odnosząc się do rysunku 14:
Płotek (A) można przesuwać do przodu (B) lub do tyłu (C) wzdłuż szerokości (W) stołu. Można go również odchylić do tyłu o 45 stopni (D). Odkręć pokrętło blokady (J), przesuń osłonę na miejsce, a następnie dokręć pokrętło blokady.
Aby przesunąć ogrodzenie do przodu lub do tyłu:
Podczas łączenia krawędzi należy okresowo przesuwać zespół prowadnicy do różnych pozycji, aby równomiernie rozłożyć zużycie noży głowicy tnącej. Wykonuje się to w następujący sposób:
- W razie potrzeby poluzuj osłone głowicy tnącej (H), aby umożliwiać swobodne poruszanie się zespołu prowadnicy bez ograniczania go przez osłone.
- Odkręć dwa uchwyty blokujące zespół ogrodzenia (E).
- Przesuń cały zespół ogrodzenia do żądanej pozycji, a następnie ponownie dokręć uchwyty (E).
- Ponownie wyreguluj i zabezpiecz ostone głowicy tnącej.
Aby odchylić ogrodzenie do tyłu: Ogrodzenie (A) można odchylić do tyłu (D) o maksymalnie 45° (czyli o całkowity kąt 135° od powierzchni stołu) w następujący sposób:
- Odkręć uchwyty blokujące (F).
- Odchyl płot do tyłu (A, C) pod żadanym kątem do 135°. Możesz też położyć ścięty element odniesienia na stole i oprzeć go o ogranicznik, dostosowując kąt ogranicznika do momentu, aż kąt ogranicznika będzie odpowiadał skosowi elementu pomiarowego.
- Dokreć uchwyny blokujące (F).
- Ponownie wyreguluj i zabezpiecz osłone głowicy tnącej.
Podstawowe operacje
Zbieranie pyłu
Przed pierwszym uruchomieniem maszynę należy podłączyć do odpylacza.
Pierwsze uruchomienie
Po zakończeniu montażu i regulacji strugarka jest gotowa do przetestowania. Włącz zasilanie na panelu głównym. Naciśnij przycisk Start. W razie wystąpienia problemu trzymaj palec na przycisku Stop. Strugarka powinna pracować płynnie, z niewielkimi lub żadnymi drganiami i odgłosami tarcia. Przed dalszym użytkowaniem należy zbadać i usunąć przyczynę każdego problemu.
NIE próbuj sprawdzać ani regulować strugarki, gdy jest ona uruchomiona.
Poczekaj, aż strugarka zostanie wyłączona, odłączona od zasilania i wszystkie części robocze całkowicie się zatrzymają.
Zmiana trybu działania
Przy zmianie trybu pracy (z strugarki na strugarkę i z powrotem) maszyna musi być wyłączona i całkowicie zatrzymana. Aby zmienić tryb pracy, zapoznaj się z sekcjami „Konfiguracja strugarki i strugarki” i „Konfiguracja strugarki i strugarki”.
Operacje łączenia
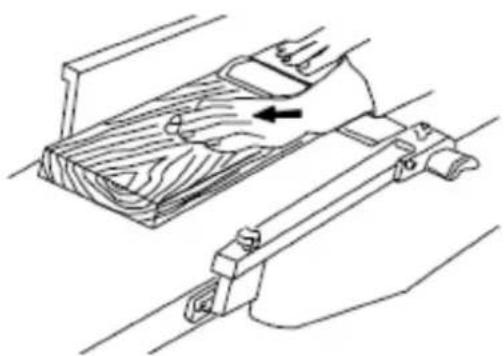
Prawidłowa pozycja operacyjna
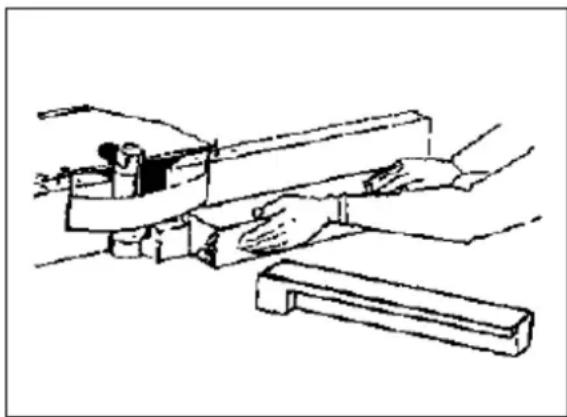
Operator musi znajdować się w pozycji przesuniętej względem stołu podającego (rysunek 15).
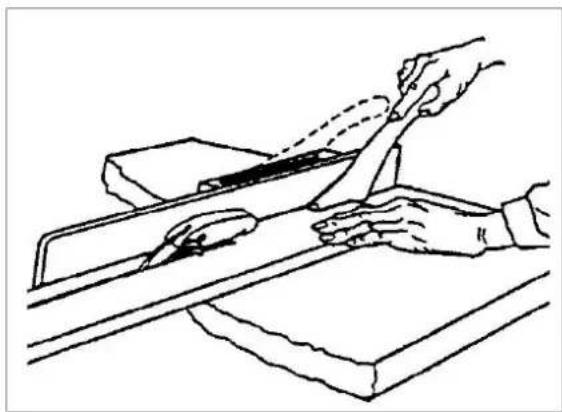
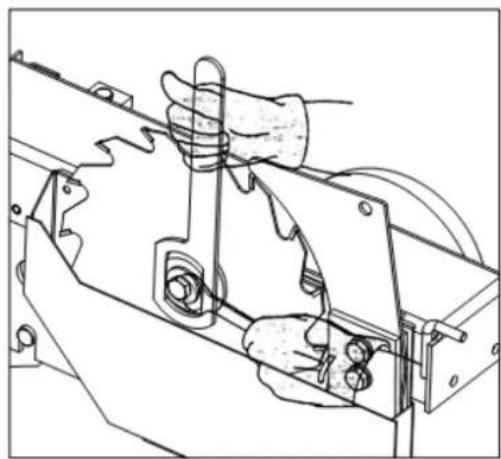
Rycina 15. Ułożenie dłoni
Odnosząc się do rysunku 15:
Na początku cięcia lewa ręka mocno dociska obrabiany element do stołu podającego i ogranicznika, podczas gdy prawa ręka płynnym, równomiernym ruchem popycha obrabiany element w kierunku głowicy tnącej. Po zakończeniu cięcia nowa powierzchnia spoczywa stabilnie na stole odbiorczym. Lewą rękę przenosimy na stronę wyjściową (rysunek 16) i naciskamy na tę część przedmiotu obrabianego, utrzymując jednocześnie płaski kontakt z ogranicznikiem. Prawa ręka dociska obrabiany przedmiot do przodu i zanim prawa ręka dotrze do głowicy tnącej, przedmiot ten powinien zostać przesunięty w kierunku przedmiotu obrabianego na stole odbiorczym.
Powierzchnia
Celem strugania na wyrówniarce jest uzyskanie jednej płaskiej powierzchni (rysunek 16). Drugą stronę można
następnie wyfrezować do precyzyjnych, ostatecznych wymiarów na strugarce grubościowej, dzięki czemu uzyskana deska jest gładka i płaska po obu stronach, a każda strona jest równoległa do drugiej.
- Jeżeli łączone drewno jest wkłęsłe lub wygięte, należy położyć je wkłęszą stronę do dołu i wykonać lekkie cięcia, aż powierzchnia będzie płaska.
- Nigdy nie obrabiaj przedmiotów krótszych niż 12 cali lub cieńszych niż 3/8 cala bez użycia specjalnego uchwytu do mocowania przedmiotu.
• Nigdy nie obrabiaj elementów cieńszych niż 3 cale bez użycia klocka dociskowego. - Zaleca się wykonywanie cięć o głębokości ok. 1/16" na raz, co pozwala na lepszą kontrolę obrabianego materiału. Następnie można wykonać więcej przejść, aby osiągnąć pożadaną głębokość.
Kierunek stoja
Unikaj wprowadzania materiału do strugarki w kierunku przeciwnym do włókien (rysunek 17).
Rysunek 17
A- Przeciwny naturze
B- Stół odbiorczy
C- Głowica tnąca
D- Stół podający
E- Zło
Może to spowodować wyszczerbienie i rozszczepienie krawędzi. Podawaj zgodnie ze wzorem, aby uzyskać gładką powierzchnię, jak pokazano na rysunku 18.
Rysunek 18
A- Z ziarnem
B- Stół odbiorczy
C- Głowica tnąca
D- Stół podający
E- Prawidłowe
Łączenie
Rysunek 19 Powierzchnia
łączenie (lub obróbka krawędzi) to proces tworzenia wykończonej, płaskiej powierzchni krawędzi, która nadaje się do łączenia lub wykańczania (rysunek 19). Jest to również konieczny krok przed cięciem materiału na szerokość na pile stołowej.
- Nigdy nie obcinaj krawędzi deski, która ma mniej niż 3 cale szerokości, mniej niż 1/4 cala grubości lub 12 cali długości bez użycia klocka dociskowego.
- Przy ścinaniu krawędzi drewna szerszego niż 3 cale, palce należy założyć na górną część drewna, wyciągając je ponad ogranicznik, tak aby w razie odbicia mogły służyć jako ogranicznik dla dłoni.
• Ustaw osłone (przesuń ją do przodu) tak, aby odsłonić tylko wymaganą ilość głowicy tnącej.
Jeżeli przedmiot obrabiany jest dwa razy dłuższy od stołu podawczego lub odbiorczego wyrówniarki, należy zastosować podporę podawczą lub odbiorczą.
Do krawędzi:
- Upewnij się, że ogrodzenie jest ustawione pod kątem 90°. Sprawdź to jeszcze raz za pomocą kwadratu.
- Sprawdź stan surowca i kierunek usłojenia (patrz Kierunek usłojenia na poprzedniej stronie).
- Jeżeli deska jest wygięta (zakrzywiona), położ ją wkłęszą krawędzią w dół na stole podającym.
- Ustaw stół podający na głębokość cięcia około 1,5 mm.
- Przytrzymaj materiał mocno przy prowadnicy i stole, a następnie przesuwaj go powoli i równomiernie nad głowicą tnącą.
Ścinanie
Rysunek 20
A- Ogrodzenie
B- Magazyn
C- Stół podający
D- Stół odbiorczy
Fazowanie krawędzi to taka sama operacja jak łączenie krawędzi, z tą różnicą, że ogranicznik jest pochylony pod określonym kątem.
Upewnij się, że ścinany materiał ma co najmniej 12 cali długości, co najmniej 1/4 cala grubości i 1 cal szerokości.
Aby ściąć fazowo:
- Użyj kątomierza, aby określić pożądany kąt. Następnie ustaw ogrodzenie pod tym samym kątem.
- Sprawdź stan surowca i kierunek usłojenia (patrz Kierunek usłojenia na poprzedniej stronie).
- Ustaw stół podający na głębokość cięcia około 1,5 mm.
- Jeżeli deska jest wygięta (zakrzywiona), położ ją wkłęszą krawędzią w dół na stole podającym.
- Przeprowadź materiał przez głowicę tnącą, upewniając się, że powierzchnia materiału jest całkowicie płaska względem prowadnicy, a krawędź ma solidny kontakt ze stołem podającym i odbierającym (rysunek 20).
W przypadku drewna o szerokości większej niż 3 cale – trzymaj palce blisko siebie, blisko górnej krawędzi klocka, tak aby zachodziły na deskę i wystawały ponad ogranicznik. W przypadku drewna o szerokości mniejszej niż 3 cale – użyj ściętych klocków dociskowych i dociśnij je w kierunku prowadnicy. Trzymaj palce blisko górnej części klocka do pchania. Aby uzyskać pełne ścięcie, konieczne może być wykonanie kilku przejść.
Operacje strugarki
Głębokość cięcia
Struganie na grubość polega na przycinaniu tarcicy do pożądanej grubości, przy jednoczesnym tworzeniu równej powierzchni równoległej do przeciwległej strony deski. Grubość płyty, jaką można uzyskać za pomocą strugarki, wskazywana jest przez skalę oraz wskaźnik głębokości cięcia. Ustaw strugarkę na żądaną grubość obrabianego elementu za pomocą wskaźnika. Głębokość skrawania reguluje się poprzez podnoszenie lub opuszczanie stołu strugarki (C, rysunek 12) za pomocą pokrętła (F, rysunek 12).
- Jakość planowania grubości zależy od oceny operatora co do głębokości cięcia.
• Głębokość cięcia zależy od szerokości, twardości, wilgotności, kierunku i struktury stojów drewna. - Maksymalna grubość drewna, jaką można usunąć w jednym przejściu, wynosi 1/8" w przypadku operacji planowania na elementach obrabianych o szerokości do 5-1/2". Aby móc ciąć na głębokość 1/8 cala,
przedmiot obrabiany musi być umieszczony z dala od środkowej zakładki na wałku.
- Maksymalna grubość drewna, jaką można usunąć w jednym przejściu, wynosi 1/16" w przypadku operacji planowania na elementach obrabianych o szerokości od 5-1/2" do 12".
- Aby uzyskać optymalną wydajność planowania, głębokość cięcia powinna być mniejsza niż 1/16".
- Deskę należy strugać płytkimi cięciami, aż do uzyskania równej powierzchni. Po utworzeniu równej powierzchni należy obrócić drewno i utworzyć równoległe boki.
- Strugaj naprzemiennie boki, aż do uzyskania pożądanej grubości. Po wykonaniu połowy całkowitego cięcia z każdej strony deska będzie miała jednolitą wilgotność, a dalsze suszenie nie spowoduje jej odkształcenia.
- Głęboko ść skrawania powinna być płytsza, jeśli obrabiany przedmiot jest szerszy.
- Podczas cięcia twardego drewna należy wykonywać lekkie cięcia lub strugać drewno cienkimi pasami.
• Wykonaj cięcie próbne na kawałku materiału i sprawdź uzyskaną grubość. - Przed przystąpieniem do pracy nad gotowym produktem należy sprawdzić dokładność cięcia próbnego.
Środki ostrożności
- Grubościówka jest precyzyjną maszyną do obróbki drewna i należy jej używać wyłącznie do cięcia drewna dobrej jakości.
- Nie strugaj brudnych desek; brud i małe kamienie są ścierne i powodują zużycie ostrza.
- Usuń gwoździe i zszywki. Strugarki należy używać wyłącznie do cięcia drewna.
- Unikaj węzłów. Drewno o silnie krzyżowym usłojeniu sprawia, że sęki są twarde. Sęki mogą się poluzować i zaciąć ostrze. Każdy przedmiot, który zetknie się z ostrzami strugarki, może zostać siłą wyrzucony z strugarki, co stwarza ryzyko obrażeń.
Przygotowanie pracy
- Strugarka grubościowa sprawdza się najlepiej, gdy drewno ma przynajmniej jedną płaską powierzchnię. Za pomocą strugarki utwórz płaską powierzchnię.
- Skręcone lub mocno wygięte deski mogą zablokować strugarkę. Rozdziel drewno na pół, aby zmniejszyć wielkość wypaczenia.
- Materiał należy wprowadzać do strugarki zgodnie z kierunkiem stojów drewna. Czasami drewno zmienia kierunek w środku deski. W takich przypadkach, jeśli to możliwe, należy przeciąć deskę na pół, aby kierunek stojów był prawidłowy.
Nie należy strugać deski, której długość jest mniejsza niż 6 cali. Zaleca się, aby planując deski krótkie, stykać je końcami, aby uniknąć odbicia i zmniejszyć odchylenie.
Karmienie pracy
Strugarka wyposażona jest w noże strugarskie zamontowane w głowicy tnącej oraz rolki podające i odbierające ustawione na odpowiednią wysokość. Posuw strugarki odbywa się automatycznie i może się nieznacznie różnić w zależności od rodzaju drewna.
Przygotowanie:
- Prędkość posuwu odnosi się do szybkości, z jaką drewno przesuwa się przez strugarkę.
• Operator jest odpowiedzialny za odpowiednie ustawienie materiału, aby był on podawany prawidłowo. - Podnieś lub opuść obudowę wałka, aby uzyskać żądaną głębokość cięcia.
• Powierzchnia uzyskana za pomocą strugarki będzie gładsza, jeżeli zastosuje się mniejszą głębokość cięcia.
• Stań po stronie, do której przymocowany jest uchwyt.
- Deski dłuższe niż 24" powinny mieć dodatkowe wsparcie w postaci wolnostojących stojaków na materiały.
Planowanie:
- Umieść obrabiany przedmiot tak, aby powierzchnia przeznaczona do strugania znajdowała się na górze.
- Włącz strugarkę.
- Włącz zasilanie.
- Oprzyj koniec deski o płytę rolki podającej i skieruj deskę do strugarki.
- Wsuń obrabiany przedmiot do strony podającej strugarki, aż rolka podająca zacznie przesuwać obrabiany przedmiot.
- Puść obrabiany przedmiot i pozwól, aby automatyczny podajnik przesunął obrabiany przedmiot.
- Nie należy naciskać ani ciągnąć przedmiotu obrabianego. Przejdź do tyłu i odbierz strugane drewno, chwytając je w taki sam sposób, w jaki było podawane.
Aby uniknąć ryzyka obrażeń na skutek odbicia, nie należy stawać bezpośrednio w przedniej lub tylnej części strugarki.
-
Nie chwytaj żadnej części deski, która nie wyszła poza rolkę podającą.
-
Powtórz tę operację na wszystkich deskach, które muszą mieć tę samą grubość.
Unikanie bekasów
Wgłębienie to powstaje na skutek nierównomiernego działania siły na głowicę tnącą podczas wchodzenia lub wychodzenia materiału ze strugarki.
Zjawisko to występuje, gdy deski nie są prawidłowo podparte lub gdy tylko jedna rolka podająca styka się z materiałem na początku lub na końcu cięcia.
Środki ostrożności zapobiegające zakażeniom bekasami:
- Podność deskę, jednocześnie podając materiał, aż rolka podająca zacznie ją przesuwać.
- Przesuń się do tyłu i odbierz struganą deskę, wypychając ją do góry, gdy rolka podająca straci kontakt z deską.
- Planując montaż więcej niż jednej deski o tej samej grubości, należy połączyć je ze sobą, aby uniknąć przecięć.
• Wykonaj płytkie nacięcia. Bekasy są bardziej widoczne przy głębszych cięciach. - Przesuwaj materiał zgodnie z kierunkiem stojów. Praca drukowana w poprzek włókien będzie miała wyszczerbione, rozszczepione krawędzie.
Polecane narzędzia
Stosowanie tarcz tnących ze stali szybkotnącej (HSS) jest NIEDOZWOLONE ze względu na duże ryzyko pęknięcia!
Wymiana tarcz piły
Przesuń zespół piły za pomocą pokrętła do najwyższej pozycji prostopadłej. Przesuń stół przesuwny do tylnej pozycji krańcowej, zwolnij i zdejmij osłonę ochronną tarcz piły, a następnie włóż klucz zabezpieczający do wału głównego, aby uniemożliwić jego obrót. Odkręć nakrętkę, obracając ją w kierunku przeciwnym do ruchu wskazówek zegara, zdejmij kołnierz i starą tarczę piły.
Przed zamontowaniem nowej tarczy tnącej sprawdź, czy jej powierzchnie przylegania są czyste i nie mają wybrzuszeń. Dokręć tarczę piły, zamknij i zabezpiecz osłone ochronną tarczy piły.

UWAGA! Przed wymianą brzeszczotu należy sprawdzić i upewnić się, że nowy brzeszczot jest odpowiedni. Średnica tarczy piły powinna wynosić 254 mm. Maksymalna prędkość powinna być większa od prędkości obrotowej wrzeciona piły. Ze względów bezpieczeństwa należy używać brzeszczotu zgodnego z normą EN 847-1 i przeznaczonego do podawania ręcznego (oznaczenie „MAN” na brzeszczotie).
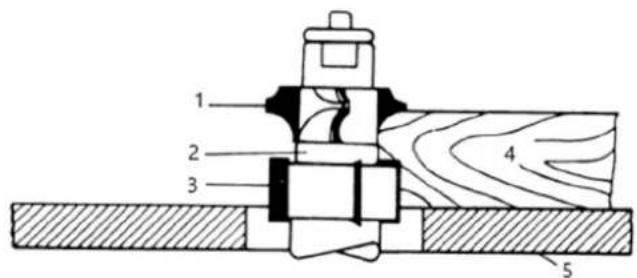
Zależność grubości tarczy piły, szerokości zębów i grubości klina rozszczepiającego
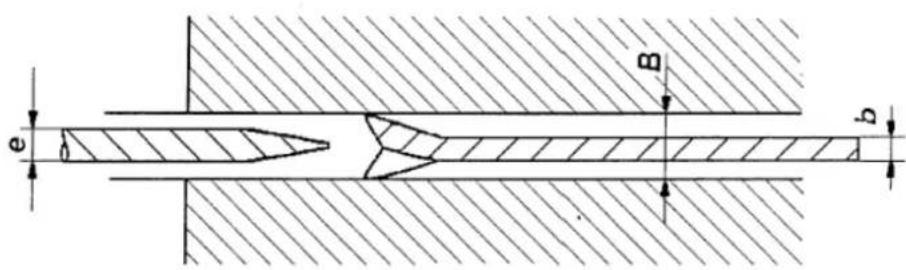
Konstrukcja maszyny zakłada zastosowanie tarcz tnących o średnicy 254 mm i szerokość zębów (nacięcie) (B) 3 mm. Do tego typu tarcz przeznaczony jest również noż rozdzielający zamontowany w maszynie. Szerokość klina rozdzielającego (e) wynosi 2,5 mm. Upewnij się, że grubość tarczy piły (b) jest co najmniej o 0,2 mm mniejsza od szerokości noża rozdzielającego (e).

OSTRZEŻENIE: Użycie innego klina rozszczepiającego lub tarcz o innych wymiarach może spowodować obrażenia operatora lub uszkodzenie maszyny.
Wymiana narzędzi formujących
Należy używać wyłącznie narzędzi formujących przeznaczonych do podawania ręcznego oraz takich, które można mocno i bezpiecznie zamocować. Należy używać wyłącznie narzędzi zgodnych z normą EN847-1:2005 i oznaczonych symbolem MAN. Podczas wymiany narzędzi, dokonywania regulacji, czyszczenia i konserwacji należy zawsze wyłączyć maszynę i odłączyć ją od źródła zasilania.
Wrzeciono frezarskie produkowane jest z dwoma segmentami. Górna część zaciskowa narzędzia jest oddzielona i połączona z głównym wrzecionem frezarki za pomocą śruby. Konstrukcja składająca się z dwóch części umożliwia łatwą wymianę i stosowanie wrzecion o różnych średnicach na jednej maszynie.
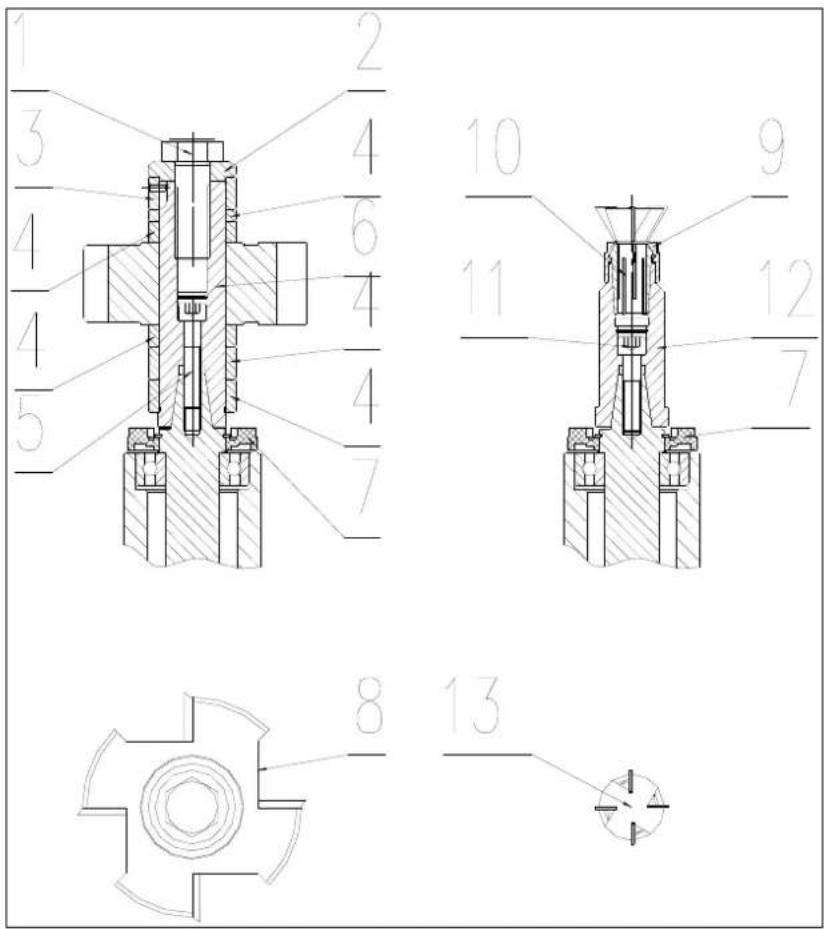
1- Śruba sześciokątna
2- Podkładka
3- Pierścień dystansowy z kołkiem
4- Pierścienie dystansowe
5- Ślimak
6- Wrzeciono
7- Deflektor wiórów
8- Wał frezarski do wręgowania
9- Nakrętka tulei zaciskowej frezarki
10- Tuleja zaciskowa frezarki
11- Ślimak
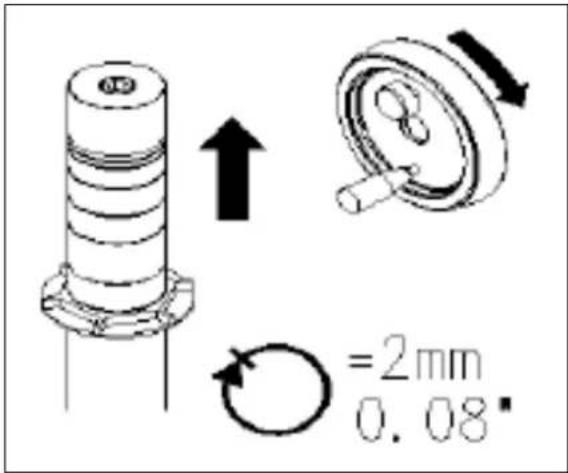
Montaż i demontaż górnego wrzeciona z maszyny
Po pierwsze, należy podnieść wrzeciono główne - im wyżej, tym lepiej - poprzez obrót pokrętła.
Obróć powoli stożkowy wrzeciono, naciskając jednocześnie pręt blokujący do środka.
Po załączeniu blokady pręt wsunie się o około 10 mm, a wrzeciono zostanie zablokowane.

Po zablokowaniu stożkowego wrzeciona należy zamontować górne wrzeciono.
Za pomocą płaskiego śrubokręta odkręć pierścień blokujący znajdujący się na środku górnego wrzeciona.
Umieść górny wrzeciono nad stożkiem i dokręć śrubę mocującą, wkładając klucz imbusowy 6 mm do środka wrzeciona.

Następnie za pomocą płaskiego śrubokręta dokręć pierścień blokujący na łbie śruby mocującej.

OSTRZEŻENIE: Niedokręcenie pierścienia blokującego może spowodować poluzowanie się trzpienia i bloku tnącego.
Jeśli śruba mocująca górny i stożkowy wrzeciono kiedykolwiek się poluzuje, konieczne będzie użycie specjalnego klucza dołączonego do zestawu, aby przytrzymać górny wrzeciono na miejscu podczas odblokowywania górnej śruby.

Montaż bloku tnącego.
Blok tnący (nie wchodzi w skład zestawu) pokazano tutaj w stanie zmontowanym.
Większą z dwóch wkładek stołu montuje się w otworze stołu. Zawsze montuj najmniejszą wkładkę stołową, na jaką pozwala dane narzędzie.
Dostępny jest duży wybór przekładek o różnych szerokościach, co umożliwia umieszczenie bloku nożowego na odpowiedniej wysokości na wrzecionie.

Podczas układania podkładek dystansowych należy upewnić się, że podkładka z kołkiem ustalającym znajduje się na górze stosu i że kolek wchodzi w szczelinę w trzpieniu. (Nie wszystkie podkładki dystansowe będą potrzebne).
Przed zamontowaniem wału nożowego na wrzecionie należy włączyć blokadę wrzeciona.

1- Rygiel blokujący
2- Górna nasadka
3- Dystans z kołkiem rolkowym
4- Niektóre inne dystanse
5- Wał tnący
6- Jeszcze kilka przekładek
Śruba blokująca musi być mocno dokręcona. Gdy stos na wrzecionie jest już ciasny, zwolnij blokadę obrotu wrzeciona przed uruchomieniem maszyny.
Tuleja zaciskowa frezarki montowana jest w ten sam sposób.

Na koniec należy wyciągnąć pręt, aby odblokować wrzeciono.
Podczas instalacji narzędzi formujących należy otworzyć pokrywę osłony. Aby otworzyć pokrywę, należy poluzować dwa pokrętła blokujące. Po zamontowaniu zamknij pokrywę i zablokuj ją za pomocą pokręteł blokujących.

OSTRZEŻENIE: Po zainstalowaniu narzędzi zawsze zamknij pokrywę ostony i pewnie ją zablokuj.
Sterowanie wrzeciona

1- Dźwignia blokady wysokości wrzeciona
2- Koło ręczne do podnoszenia i opuszczania
Jeden pełny obrót podnosi lub obniża trzpień o 2 mm
3- Blokada obrotu wrzeciona
Ustawianie noży głowicy tnącej

WAŻNY! Przed dokonaniem jakichkolwiek zmian w tej sekcji, stoły podający i odbierający muszą być łaszczyznowe.

UWAGA! Noże tnące są niebezpiecznie ostre! Należy zachować szczególną ostrożność podczas kontroli, wania, ostrzenia lub wymiany noży w głowicy tnącej. Niedostosowanie się do tego zalecenia może łować poważne obrażenia.
- Odłącz maszyne od źródła zasilania.
- Zdeimii ostone głowicy tnacej (B). Odnoszac sie do rysunków 21 i 22.
- Dokładnie ponumeruj każde ostrze noża (C) za pomocą magicznego markera, aby je odróżnić.
Notatka: Aby obrócić głowicę tnącą, należy obrócić koło pasowe głowicy tnącej. Aby uzyskać dostęp, należy zdjąć panel z tyłu szafki.
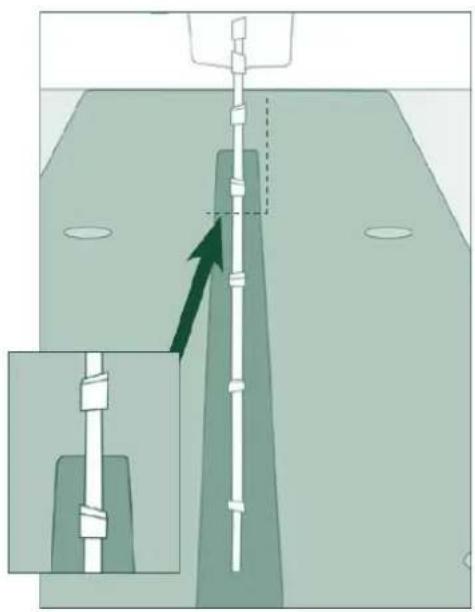
- Obróć głowicę tnącą (E) i określ położenie noża numer jeden na godzinie 12. Pozycja godziny 12 jest najwyższym punktem, jaki osiągnie ostrze w łuku tnącym (C, rys. 12).
- Położ linijkę (J) na stole odbiorczym (F) w pobliżu ogranicznika (H). Jeden koniec prostej krawędzi należy umieścić nad nożem tnacym (C) w pobliżu końca ostrza.
Rysunek 22
Należy zachować ostrożność przy obchodzeniu się z linijką w pobliżu ostrzy, aby uniknąć uszkodzeń.
Zwróć uwagę na położenie ostrza noża względem krawędzi prostej, następnie przesuń krawędź prostą na drugą stronę stołu i ponownie zwrócić uwagę na położenie ostrza noża względem krawędzi prostej. Ostrze numer jeden musi znajdować się na tej samej wysokości na obu końcach i musi również znajdować się na tej samej wysokości co stół odbiorczy (spód linijki). Jeżeli tak nie jest, należy wykonać następujące czynności regulacyjne:
- Nieznacznie poluzuj pięć śrub blokujących Gib (A), wkręcając je w pręt blokujący (B), zgodnie z ruchem wskazówek zegara, patrząc od strony stołu podającego (G).
- Wyreguluj wysokość ostrza, obracając śruby podnośnika (D), na których spoczywają ostrza. Aby opuścić ostrze, należy przekręcić śrubę zgodnie z ruchem wskazówek zegara. Aby podnieść, przekręć śrubę przeciwnie do ruchu wskazówek zegara.
- Gdy ostrze znajdzie się na właściwej wysokości, dokręć naprzemiennie pięć śrub blokujących prowadnicę (A).
Powtórz kroki 4–8 dla ostrzy drugiego i trzeciego.
Wymiana noży tnących

UWAGA! Przed przystąpieniem do jakichkolwiek regulacji należy odłączyć maszynę od źródła zasilania.
Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
- Odłącz maszyne od źródła zasilania.
- Zdejmij osłone głowicy tnącej.

UWAGA! Noże tnące są niebezpiecznie ostre. Należy zachować szczególną ostrożność podczas kontroli,
wyjmowania, ostrzenia lub wymiany noży w głowicy tnącej. Niedostosowanie się do tego zalecenia może spowodować poważne obrażenia.
- Wkręć wszystkie pięć śrub (A) w pręt blokujący (B), obracając je w kierunku zgodnym z ruchem wskazówek zegara, patrząc od strony stołu podającego (G).
- Ostrożnie wyjmij nóż tnący (C) i blokadę (B).
-
Powtórz tę sama czynność z pozostałymi dwoma nożami.
-
Dokładnie oczyść wszystkie powierzchnie głowicy tnącej, szczeliny na noże i drążki blokujące z kurzu i zanieczyszczeń.
- Włóż noż wymienny (C) do gniazda noża, upewniając się, że jest skierowany we właściwą stronę.
- Włóż blokadę (B) i dokręć ją tylko na tyle, aby ją przytrzymać.
- Powtórz tę czynność dla pozostałych dwóch ostrzy.
Czyszczenie i konserwacja
- Przed rozpoczęciem prac konserwacyjnych lub naprawczych należy zawsze odłączyć maszynę od sieci! Wyłącz maszynę i wyjmij wtyczkę z gniazdka!
• Zawsze należy dbać o naciągnięcie pasków klinowych (paska przekładniowego wrzeciona). - Należy wyczyścić maszynę. Pręty, sworznie, gwinty i inne części podatne na rdzewienie należy smarować odpowiednim olejem. Odstępy czasu między takimi czynnościami zależą od sposobu pracy, jednak powinny być wykonywane co najmniej raz w miesiącu.
- Łożyska napędów elektrycznych, wrzeciona formującego i walów pił tarczowych są trwale wypełnione smarem, są zamknięte z obu stron i nie wymagają smarowania.
- Unikaj zanieczyszczenia pasów olejem lub smarem. Jeżeli tak się stanie, należy wyczyścić pas jedynie papierem ściernym lub wysuszyć go.
- Kurz najlepiej usuwać odkurzaczem. Wykonuj tę czynność regularnie, co najmniej raz w tygodniu.
Transport i magazynowanie
Transport i magazynowanie
Podczas transportu i obsługi maszyny należy zachować szczególną ostrożność. Czynności te należy powierzyć wykwalifikowanemu personelowi, specjalnie przeszkolonemu do tego rodzaju prac.
Podczas załadunku lub rozładunku maszyny należy upewnić się, że żadna osoba ani przedmiot nie jest naciskany przez maszynę!
Nie wchodzą pod maszynę podniesioną dźwigiem lub wózkiem kelnerskim!
Podczas transportu lub przechowywania maszyny należy podjąć środki mające na celu ochronę maszyny przed nadmiernymi wibracjami i wilgocią.
Należy przechowywać go w schronie w temperaturze od -25°C do 55°C. Standardowo maszyna jest opakowana w plastikową tackę i transportowana w ten sposób. Na życzenie maszynę można również zapakować w solidną drewnianą skrzynię.
Podnoszenie maszyny
Maszynę lub jej poszczególne części można podnosić wyłącznie za pomocą zatwierdzonego urządzenia podnoszącego o zweryfikowanym udźwigu.
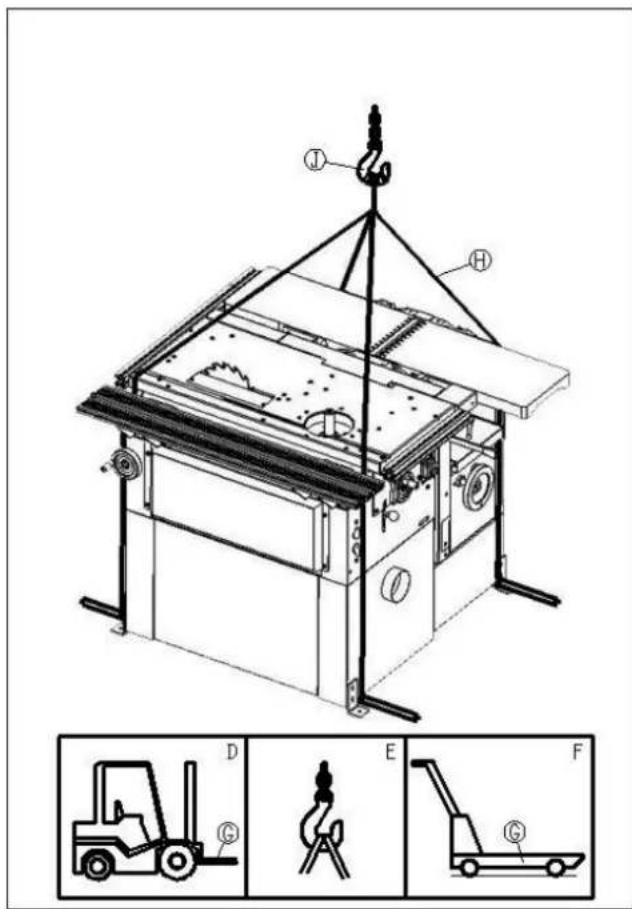
Przygotuj wózek widłowy (D) lub wózek podnośny (F) o odpowiednim udźwigu, umieść widły (G) pod maszyną, jak pokazano na rysunku.
W przypadku użycia dźwigu (E) lub podobnego sprzętu podnoszącego należy postępować w następujący sposób:
- Przygotuj cztery pasy podnoszące (H) lub liny stalowe o długości co najmniej 2 m i odpowiedniej nośności.
• Zamocuj liny do haka dźwigu o wymaganym udźwigu. - Drugi koniec liny należy umieścić na prętach podnoszących umieszczonych pod maszyną (pręty nie są częścią dostawy).
- Po nieznacznym podniesieniu maszyny należy sprawdzić jej stabilność zawieszoną na linach.
- Podnieś maszynę ostrożnie i powoli, a następnie przesuń ją bez gwałtownych zmian kierunku w wybrane miejsce.
Utylizacja zużytych urządzeń
Nie wyrzucaj tego urządzenia do miejskich systemów utylizacji odpadów. Oddaj go do punktu zbiórki i recyklingu urządzeń elektrycznych i elektronicznych. Sprawdź symbol na produkcie, instrukcję obsługi i opakowanie. Plastik użyty do budowy urządzenia można poddać recyklingowi zgodnie z jego oznaczeniami. Wybierając recykling, wnosisz znaczący wkład w ochronę naszego środowiska.
Aby uzyskać informacje na temat najbliższego zakładu recyklingu, skontaktuj się z lokalnymi władzami.
Rozwiązywanie problemów
Przy prawidłowym użytkowaniu i należytej konserwacji maszyny nie powinny pojawić się żadne usterki. Jeżeli na tarczy piły zgromadzi się pył z trocin lub jeżeli wąż wylotowy zostanie zablokowany wiórami, przed przystąpieniem do pracy należy wyłączyć maszynę. Jeżeli obrabiany przedmiot zatnie się, natychmiast wyłącz maszynę!
Tępa tarcza lub narzędzie tnące często powodują nadmierne nagrzewanie się elektrycznego napędu. Jeżeli maszyna nadmiernie wibruje, należy sprawdzić jej ustawienie i zakotwiczenie, a także ewentualnie zamocowanie i wyważenie stosowanych narzędzi.
| Problem | Możliwa przyczyna |
| Maszyna nie działa | Konieczne będzie sprawdzenie instalacji elektrycznej i podłączenia maszyny do sieci. |
| Stół grubościowy porusza się z trudnością | Należy zwolnić dźwignię mocującą stół lub nasmarować kolumnę. |
| Wydajność maszyny jest niska | Narzędzia nie są ostre. |
| Wybrano wiór o zbyt dużej grubości – należy wziąć pod uwagę szerokość i twardość drewna. | |
| Pasek klinowy nie jest wystarczająco naciągnięty. | |
| Napęd nie pracuje z pełną mocą wyjściową – należy wezwać specjalistę. | |
| Maszyna wibruje | Narzędzia nie są odpowiednio naostrzone lub wyregulowane. |
| Noże mają różne szerokości. | |
| Niezrównoważone narzędzia. | |
| Maszyna nie stoi na płaskim podłożu lub jest nieprawidłowo zamontowana. | |
| Na maszynie nie można wykonać zagęszczania | Chipsy są za grube. |
| Stół grubościówki nie jest czysty. | |
| Materiał trafia na tylny stół | Noże lub tylny stół były nieprawidłowo wyregulowane. |
| Wgłębienie w tylnej części obrabianego przedmiotu | Nierówna powierzchnia w trakcie operacji grubościowania. |
| Noże lub stoły były nieprawidłowo wyregulowane. | |
| Nieprawidłowo dociśnięty lub prowadzony materiał w trakcie operacji strugania. |
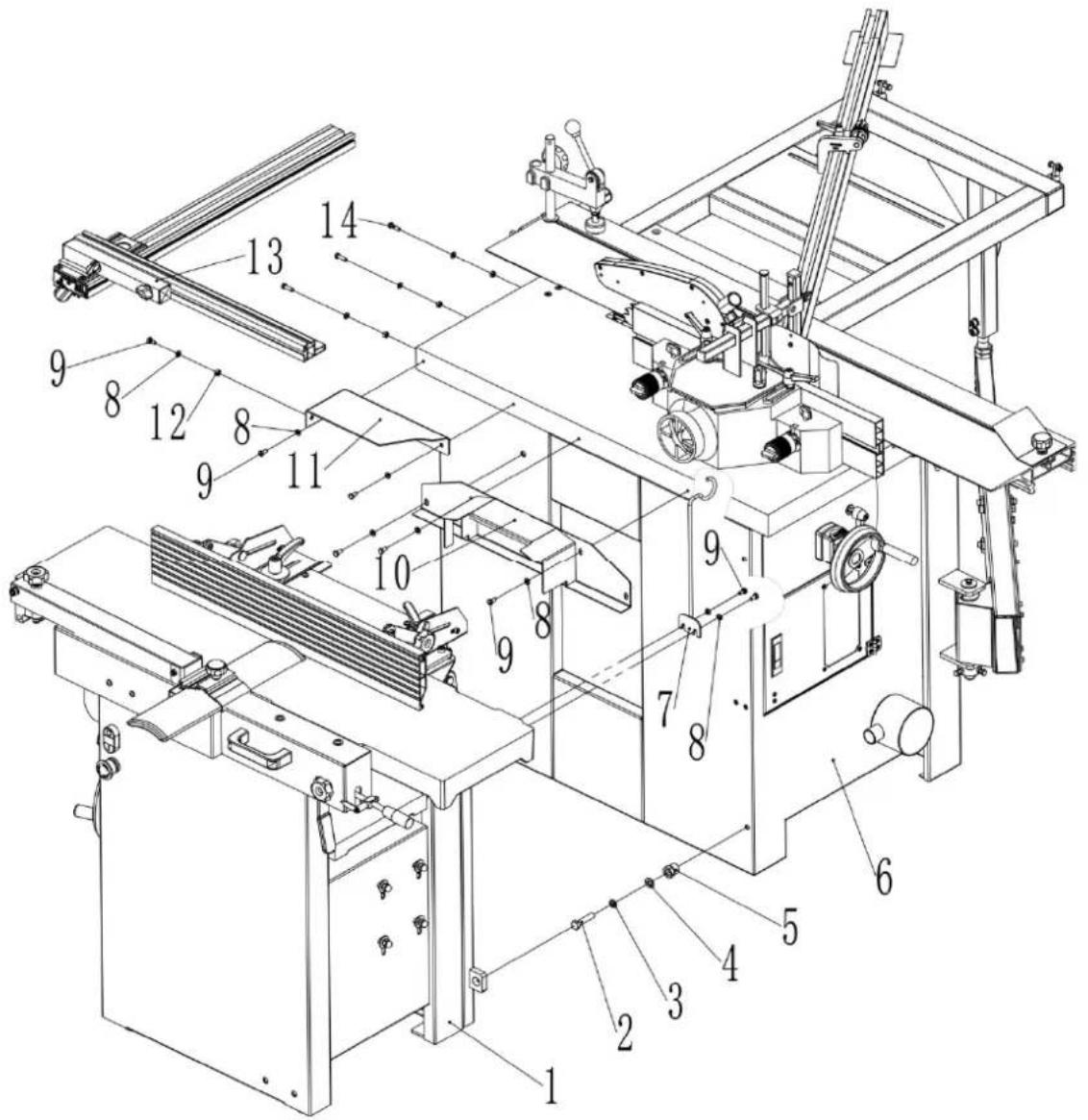
Schemat części
Cechy
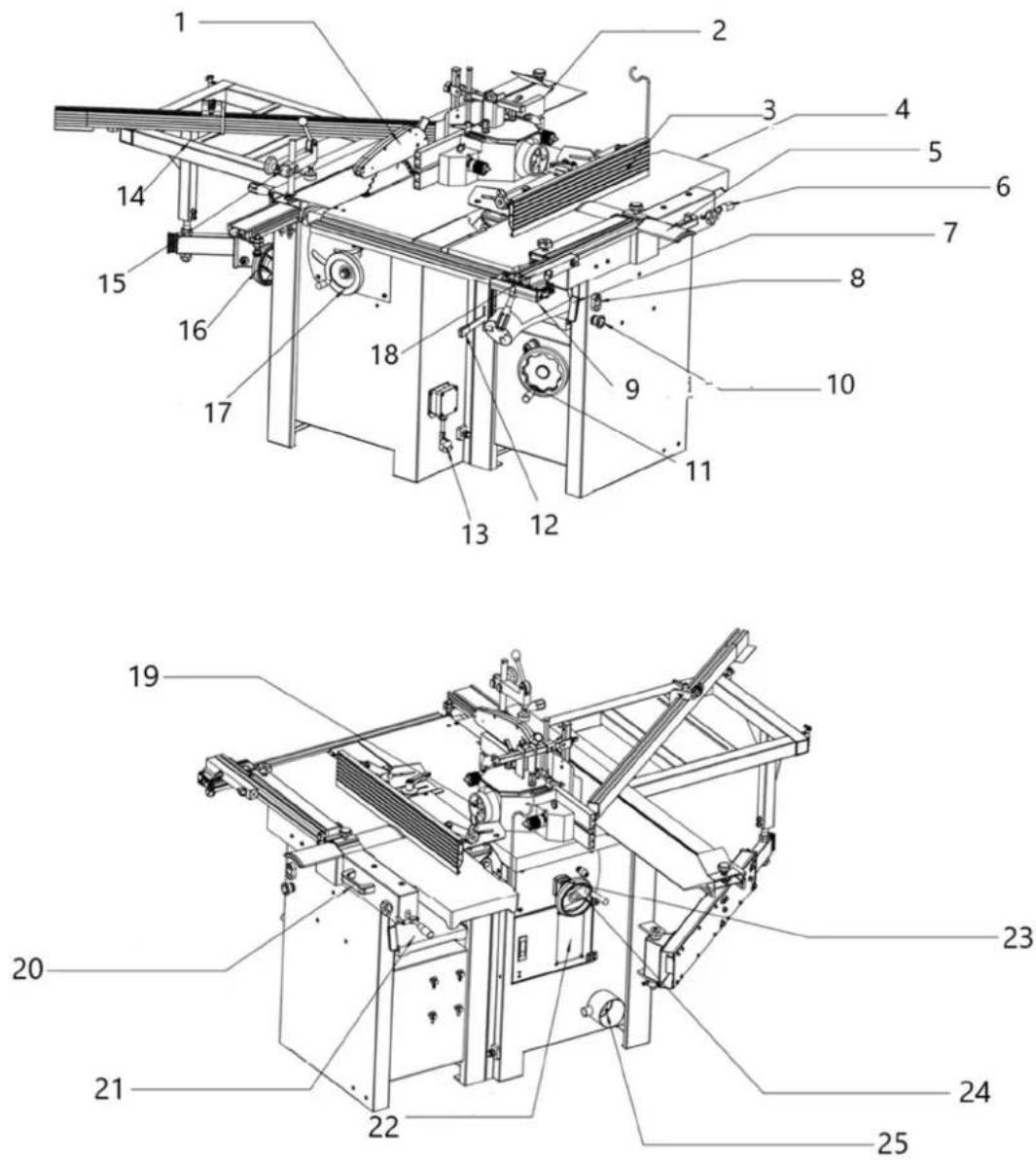

| Numer części | Opis urządzenia |
| 1 | Ostona ostrza piły |
| 2 | Stół przesuwny |
| 3 | Ogrodzenie strugarki |
| 4 | Stół podający |
| 5 | Ostona bloku tnącego |
| 6 | Uchwyt do podnoszenia stołu podającego |
| 7 Uchwyt blokady stołu strugarskiego | |
| 8 | Przełącznik on/off. |
| 9 | Ostona przeciwpyłowa |
| 10 | Wyłącznik awaryjny |
| 11 | Regulacja wysokości stołu grubościówki |
| 12 | Uchwyt włączania/wyłączania zasilania |
| 13 | Wtyczka |
| 14 | Zewn. |
| 15 | Zacisk roboczy |
| 16 | Koło ręczne do pochylania piły |
| 17 | Koło ręczne do podnoszenia piły |
| 18 | Ogrodzenie piłowe |
| 19 | Ostona przeciwpyłowa |
| 20 | Uchwyt do pochylania stołu |
| 21 | Stół grubościówki |
| 22 | Drzwi do patrzenia |
| 23 | Wskaźnik położenia |
| 24 | Regulacja wysokości młyna |
| 25 | Wylot odsysania pyłu |
| 26 | Ogrodzenie Młyna |
| 27 | Podkładka ciśnieniowa |
| 28 | Światło robocze |
| 29 | Wyłącznik awaryjny |
| 30 | Przełącznik on/off. |
| 31 | Przełącznik trybu |
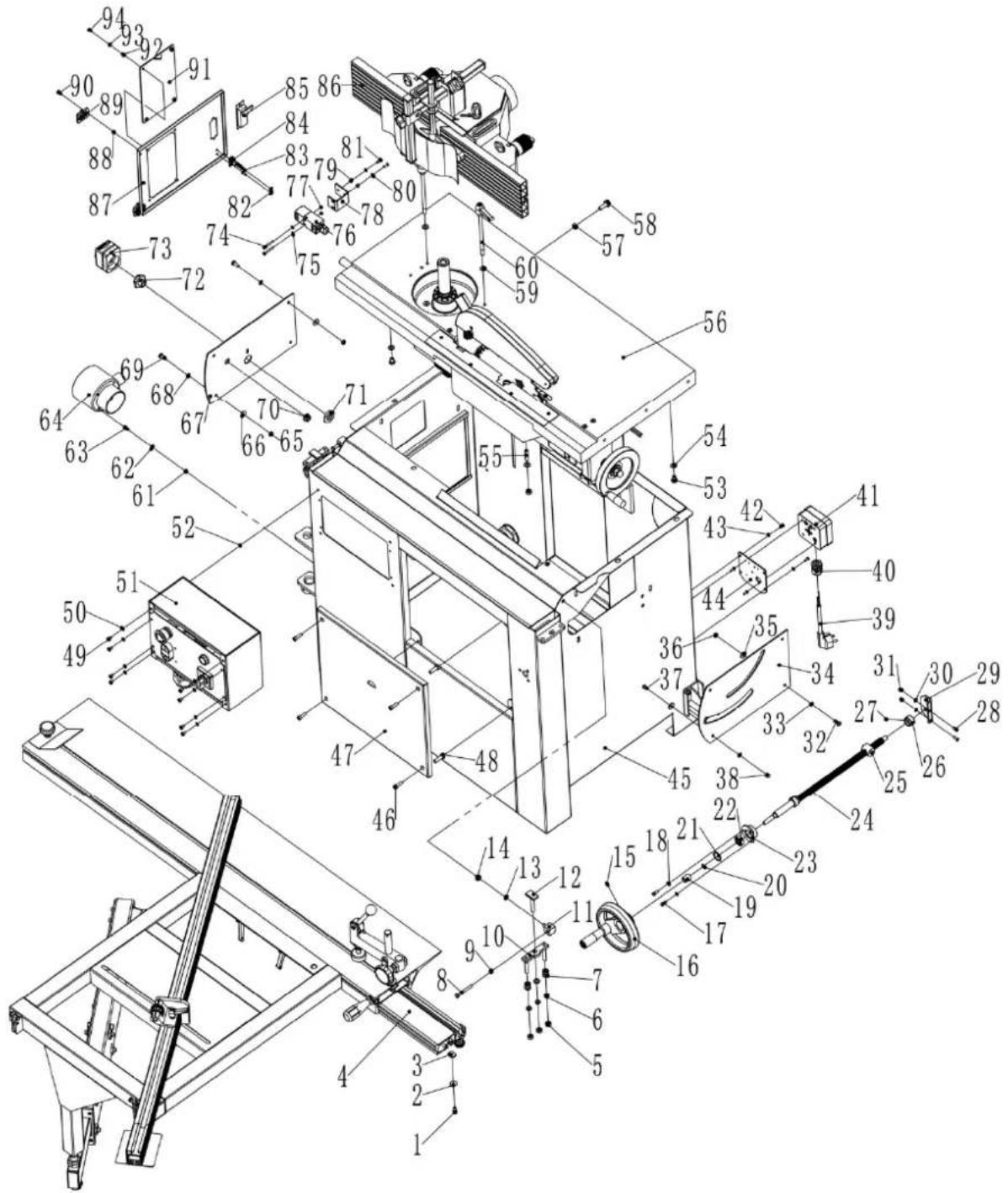
Stół przesuwn
Montaż końcowy
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 | Zespół strugarki i grubościówki. | 1 | |
| 2 | Kłątwa. Bolec M10X45 4 | ||
| 3 | Podkładka sprężysta | 10 | 4 |
| 4 | Podkładka 10 | 4 | |
| 5 Śruba pusta 4 | |||
| 6 | Tartak | Ass. | |
| 7 | Wspornik | ||
| 8 | Podkładka 6 | 12 | |
| 9 | Kłątwa. Bolec M6X12 9 | ||
| 10 | Okładka linku 1 | ||
| 11 | Tabela linków | 1 | |
| 12 | Kłątwa. Nakrętka | M6 | 4 |
| 13 | Oś Płotu Piły. | 1 | |
| 14 | Kłątwa. Bolec M6X20 3 | ||
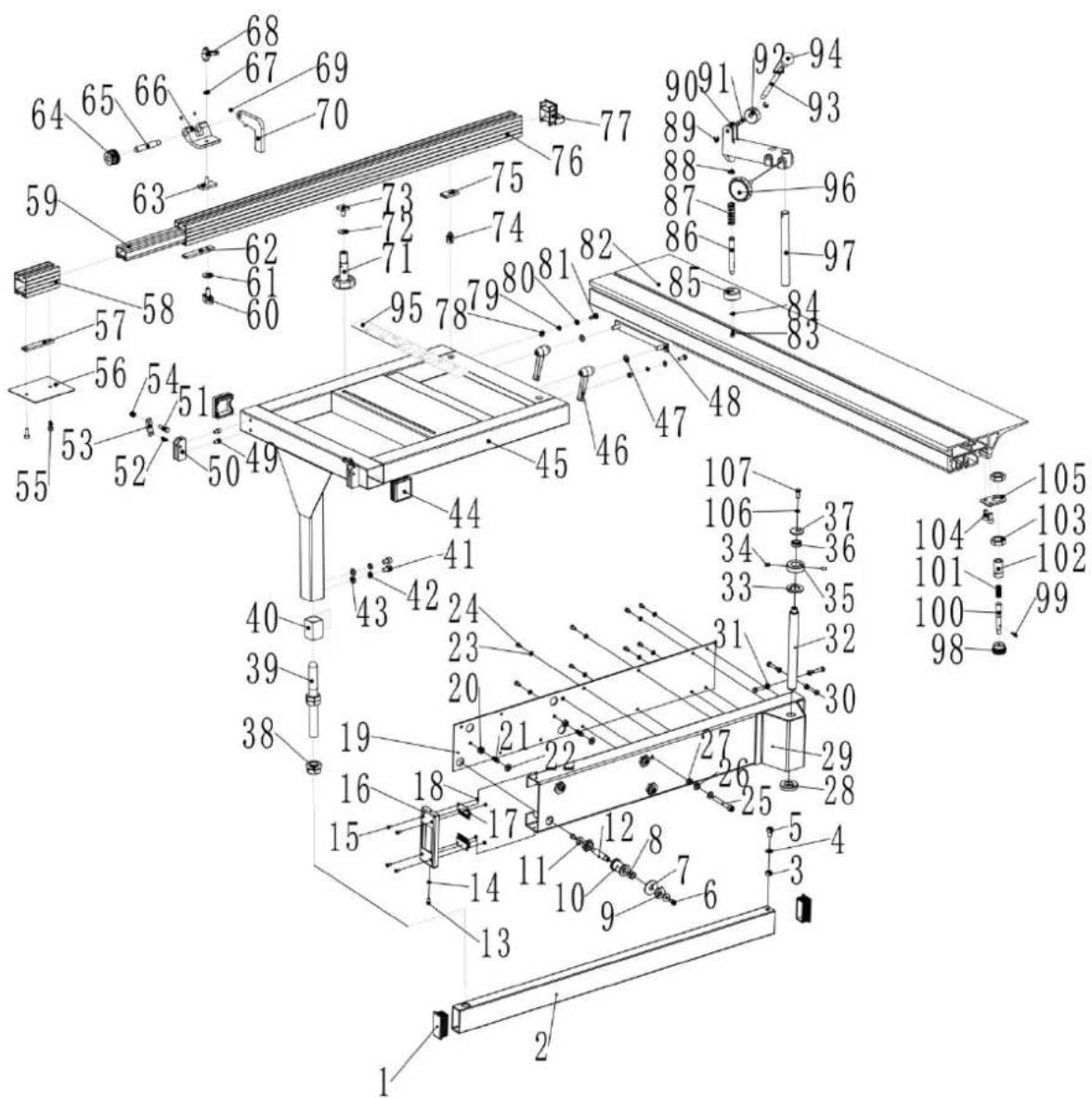
Montaż tartaku część 1
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 Ślimak | M6X10 | 1 | |
| 2 | Bardzo duża pralka | 6 | 1 |
| 3 | Nakrętka kwadratowa 1 | ||
| 4 | Montaż stołu huštawkowego | 1 | |
| 5 | Kłątwa. Bolec M8 10 | ||
| 6 | Podkładka sprężysta | 8 | 6 |
| 7 | Podkładka 8 | 6 | |
| 8 | Kłątwa. Bolec M6X50 2 | ||
| 9 | Klątwa. Nakrętka | M6 | 2 |
| 10 | Blokada regulacyjna | ||
| 11 | Blok podporowy | ||
| 12 Śruba T 2 | |||
| 13 | Podkładka sprężysta | 8 | 2 |
| 14 | Klątwa. Nakrętka | M6 | 2 |
| 15 | Śruba ustalająca | M6X12 | 1 |
| 16 | Koło ręczne | 1 | |
| 17 | Klątwa. Bolec M5X12 | 3 | |
| 18 | Podkładka | 5 | 3 |
| 19 | Krzew kosmiczny | ||
| 20 | Pierścień "C" | 10 | 1 |
| 21 | Pierścień "C" | 26 | 1 |
| 22 | Łożysko | 6000 | 1 |
| 23 | Zębatka łożyskowa | 1 | |
| 24 | Wał gwintowany | 1 | |
| 25 | Nakrętka gwintowana | 1 | |
| 26 | Krzew ogranczający | ||
| 27 | Śruba ustalająca | M8X6 | 2 |
| 28 | Ślimak | M5X14 | 2 |
| 29 | Podpora wału | 1 | |
| 30 | Podkładka | 5 | 2 |
| 31 | Klątwa. Nakrętka blokująca | M5 | 2 |
| 32 | Śruba Pan | M6X16 | 3 |
| 33 | Podkładka | 6 | 4 |
| 34 | Panel piły | 1 | |
| 35 | Duża pralka | 6 | 4 |
| 36 | Nakrętka sześciokątna | M6 | 3 |
| 37 | Ślimak | M6X12 | 1 |
| 38 | Nakrętka patelni | M6 | 1 |
| 39 | Wtyczka | 1 | |
| 40 | Dławik kablowy | M20 | 1 |
| 41 | Skrzynka wtykowa | 1 | |
| 42 | Śruba Pan | M4X10 | 8 |
| 43 | Podkładka | 4 | 4 |
| 44 | Płytka wtykowa | 1 | |
| 45 | Skrzynia tartaczna | ||
| 46 | Ślimak | M6X20 | 4 |
| 47 | Okładka przednia | 1 | |
| 48 | Śruba plastikowa | 4 | |
| 49 | Ślimak | M5X8 | 8 |
| 50 | Podkładka | 5 | 8 |
| 51 | Skrzynka rozdzielcza | 1 | |
| 52 | Klątwa. Bolec | M5 | 4 |
| 53 | Klątwa. Bolec M8X12 | 6 | |
| 54 | Podkładka | 8 | 8 |
| 55 | Śruba ustalająca | M8X35 | 2 |
| 56 | Osioł stołowy. | 1 | |
| 57 | Klątwa. Nakrętka | M8 | 1 |
| 58 | Klątwa. Śruba kołnierzowa | M8X25 | 2 |
| 59 | Duża pralka | 8 | 2 |
| 60 | Wał blokujący | 2 | |
| 61 | Klątwa. Nakrętka | M5 | 4 |
| 62 | Podkładka | 5 | 4 |
| 63 Śruba Pan M5X12 4 | |||
| 64 | Rura trójidrożna | ||
| 65 | Klątwa. Nakrętka | M6 | 4 |
| 66 | Duża pralka | 6 | 4 |
| 67 | Płyta czołowa młyna | 1 | |
| 68 | Podkładka 6 | 4 | |
| 69 Śruba Pan M6X16 4 | |||
| 70 | Krzak | ||
| 71 | Klątwa. Nakrętka | 1 | |
| 72 | Krzew Heksagonalny | ||
| 73 | Wskaźnik położenia | 1 | |
| 74 Śruba Pan M6X16 4 | |||
| 75 | Podkładka 4 | 2 | |
| 76 | Mikroprzełącznik | QKS8 | |
| 77 | Klątwa. Nakrętka | M4 | 2 |
| 78 | Płytka przełącznika | 1 | |
| 79 | Klątwa. Nakrętka | M5 | 2 |
| 80 | Podkładka 5 | 2 | |
| 81 Ślimak | M5X16 | 2 | |
| 82 | Płytka mocująca klucz | 1 | |
| 83 Śruba Pan M4X10 2 | |||
| 84 | Klucz | ||
| 85 | Zamek do drzwi | 703-2 | 1 |
| 86 | Zespół gniazda wydechowego. | 1 | |
| 87 | Drzwi | ||
| 88 | Klątwa. Nakrętka blokująca | M5 | 8 |
| 89 | Zawias | 30x40 | 2 |
| 90 Ślimak | M5X12 | 8 | |
| 91 | Okno podglądu | 1 | |
| 92 | Klątwa. Nakrętka | M5 | 4 |
| 93 | Podkładka 5 | 4 | |
| 94 Ślimak | M5X10 | 4 | |
Montaż tartaku część 2
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 | Wskaźnik | 1 | |
| 2 Śruba Pan M4x6 1 | |||
| 3 | Podkładka do zębów | 4 | 1 |
| 4 | Kołek | 3X12 | |
| 5 | Uchwyt | blokujący | |
| 6 | Klątwa. Nakrętka blokująca | M6 | 4 |
| 7 | Podkładka 6 | 4 | |
| 8 | Blok | podporowy | |
| 9 Ślimak | M6X35 | 4 | |
| 10 | Wał blokujący | 1 | |
| 11 | Zobaczyłem ASS. | 1 | |
| 12 | Gruba podkładka | 2 | |
| 13 | Wewnętrzna płytka blokująca | 1 | |
| 14 | Śruba sześciokątna | M8X16 | 2 |
| 15 | Podkładka sprężysta | 8 | 2 |
| 16 | Podkładka 8 | 2 | |
| 17 | Duża pralka | 8 | 2 |
| 18 | Klątwa. Nakrętka blokująca | M8 | 1 |
| 19 | Osioł Młyński | 1 | |
| 20 | Nakrętka sześciokątna | M8 | 4 |
| 21 | Podkładka sprężysta | 8 | 4 |
| 22 | Podkładka 8 | 4 | |
| 23 | Ślimak | M8X30 | 4 |
| 24 | Tabela | 1 | |
| 25 | Płyta ochronna | 1 | |
| 26 | Ślimak | M4X10 | 4 |
| 27 | Wstawić | 1 | |
| 28 | Ślimak | M5X10 | 3 |
1
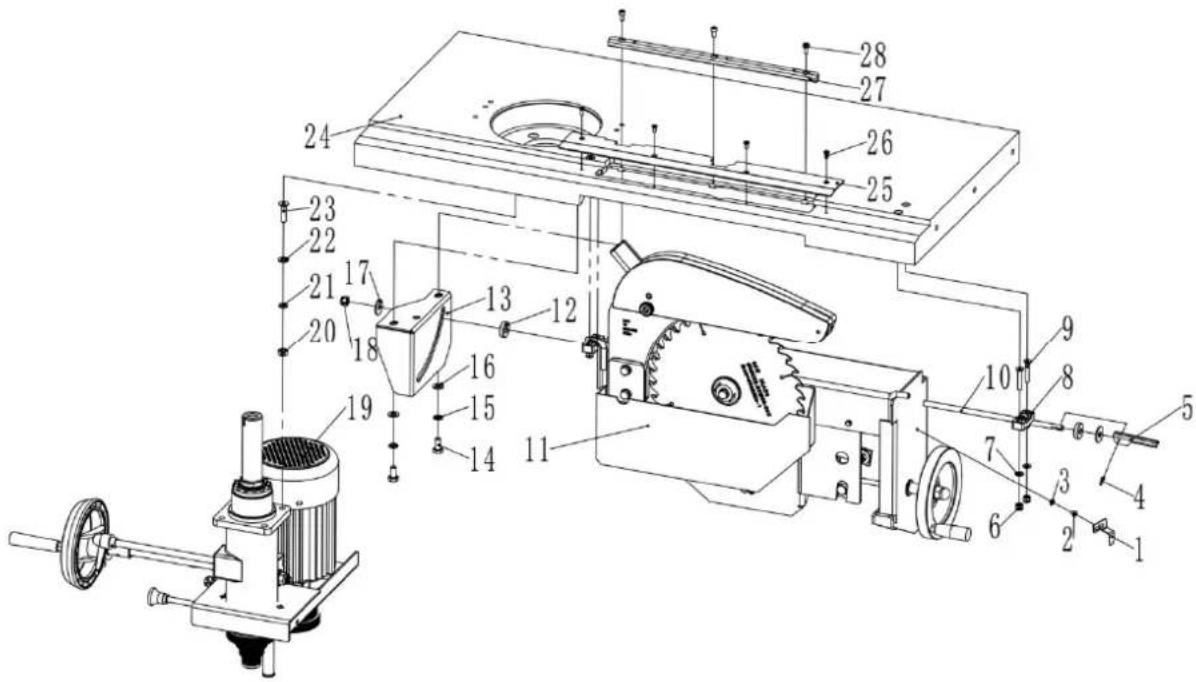
Montaż tartaku
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 Ślimak | M6X16 | 2 | |
| 2 | Odpylacz | ||
| 3 | Kłątwa. Bolec M8X16 1 | ||
| 4 | Podkładka Φ8 | 1 | |
| 5 | Płyta dociskowa 1 | ||
| 6 | Ostrze | piły | |
| 7 | Koło pasowe napędzane | 1 | |
| 8 | Pierścień „C” | Φ20 | 1 |
| 9 Łożysko | 6204 | 2 | |
| 10 | Pierścień „C” | Φ47 | 1 |
| 11 | Piła OŚ | 1 | |
| 12 | Płyta równoległa | 1 | |
| 13 | Podkładka sprężysta | Φ16 | 1 |
| 14 | Cienki orzech | M16 | 2 |
| 15 | Kłątwa. Nakrętka blokująca | M8 | 2 |
| 16 | Duża pralka | Φ8 | 2 |
| 17 | Płytką łączeniowa | 1 | |
| 18 | Kłątwa. Nakrętka blokująca | M8 | 2 |
| 19 | Kłątwa. Cienki orzech | M8 | 1 |
| 20 | Kłątwa. Bolec M8X20 1 | ||
| 21 | Duża pralka | Φ8 | 2 |
| 22 | Kłątwa. Nakrętka blokująca | M8 | 1 |
| 23 | Pas klinowy | 5J482 | 1 |
| 24 | Koło pasowe napędu | 1 | |
| 25 | Bardzo duża pralka | 6 | 1 |
| 26 | Klątwa. Bolec M6X16 1 | ||
| 27 | Wał obrotowy 1 | ||
| 28 | Stojak | na | napęd |
| 29 | Pierścień "C" | 19 | 1 |
| 30 | Silnik | ||
| 31 | Podkładka 8 | 3 | |
| 32 | Śruba sześciokątna | M8X16 | 3 |
| 33 | Klątwa. Bolec M8X35 2 | ||
| 34 | Podkładka 8 | 2 | |
| 35 | Płytka zaciskowa 1 | ||
| 36 | Klin nitujący | 1 | |
| 37 | Płytka zaciskowa 1 | ||
| 38 | Ślimak | M3.5X25 | 4 |
| 39 | Odpylacz | 1 | |
| 40 | Ślimak | M5X30 | 1 |
| 41 | Bolec | M6X40 | 1 |
| 42 | Klątwa. Nakrętka blokująca | M5 | 1 |
| 43 | Nakrętka blokująca | 1 | |
| 44 | Klątwa. Bolec | M8X20 | 2 |
| 45 | Podkładka sprężysta | 8 | 2 |
| 46 | Podkładka | 8 | 2 |
| 47 | Płyta równoległa | 1 | |
| 48 | Wsparcie przy obracaniu | 1 | |
| 49 | Kołek | 8X110 | 1 |
| 50 | Cienki sześciokąt. Nakrętka | M12 | 2 |
| 51 | Podkładka | 12 | 1 |
| 52 | Klucz | 5x15 | 1 |
| 53 | Pierścień „C” | 16 | 1 |
| 54 | Wał śruby | 1 | |
| 55 | Klątwa. Nakrętka | M8 | 1 |
| 56 | Koło ręczne | 1 | |
| 57 | Podkładka | 12 | 1 |
| 58 | Klątwa. Nakrętka | M12 | 1 |
| 59 | Podkładka | 16 | 2 |
| 60 | Podkładka sprężysta | 12 | 2 |
| 61 | Klątwa. Nakrętka | M8 | 1 |
| 62 | Duża pralka | 8 | 1 |
| 63 | Kondensator | 1 |
Montaż stołu wysięgnikowego
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 | Zatyczka | do | tubki |
| 2 | Rura teleskopowa | ||
| 3 | Nakrętka sześciokątna | M8 | 1 |
| 4 | Podkładka 8 | 1 | |
| 5 Ślimak | M8X12 | 1 | |
| 6 Ślimak | M6X10 | 8 | |
| 7 | Specjalna podkładka | ||
| 8 Łożysko | 1241D | 8 | |
| 9 | Nakrętka ekscentryczna | 8 | |
| 10 | koło | 4 | |
| 11 | Duża pralka | 6 | 8 |
| 12 | Wał | 4 | |
| 13 Ślimak | M6X8 | 2 | |
| 14 | Podkładka 5 | 2 | |
| 15 Ślimak | M4X10 | 4 | |
| 16 | Pokrywa końcowa | 1 | |
| 17 | Szczotka | ||
| 18 | Nakrętka sześciokątna | M4 | 4 |
| 19 | Osłona rury 1 | ||
| 20 | Kłątwa. Nakrętka | M8 | 2 |
| 21 Śruba plastikowa 2 | |||
| 22 | Podkładka Φ8 | 2 | |
| 23 | Podkładka Φ5 | 12 | |
| 24 Ślimak | M5X8 | 12 | |
| 25 Ślimak | M8X60 | 1 | |
| 26 | Podkładka Φ8 | 2 | |
| 27 | Kłątwa. Nakrętka | M8 | 1 |
| 28 | Prasa podłogowa | ||
| 29 Podpora do rury teleskopowej 1 | |||
| 30 | Kłątwa. Bolec M6X25 | 4 | |
| 31 | Kłątwa. Nakrętka | M6 | 4 |
| 32 | Wał | 1 | |
| 33 | Podkładka | Φ20 | 1 |
| 34 | Śruba ustalająca | M6X8 | 2 |
| 35 | Naciśnij pierścień | 1 | |
| 36 | Łożysko | GE12E | 1 |
| 37 | Duża pralka 1 | ||
| 38 | Nakrętka sześciokątna cienka | M20X1,5 | 4 |
| 39 | Pręt podporowy | 1 | |
| 40 | Blokada linków | ||
| 41 Ślimak | M8X12 | 2 | |
| 42 | Podkładka sprężynująca | Φ8 | 2 |
| 43 | Podkładka Φ8 | 2 | |
| 44 | Zatyczka do tubki | 2 | |
| 45 | Stół przesuwny rozszerzony | 1 | |
| 46 | Uchwyt | ||
| 47 | Podkładka Φ8 | 2 | |
| 48 | Płytka mocująca | 1 | |
| 49 Ślimak | M6X8 | 4 | |
| 50 | Blokada dodatnia | ||
| 51 | Śruba sześciokątna | M6X25 | 2 |
| 52 | Trzpień sprężyny | 6X16 | 2 |
| 53 | Limitowana tablica | ||
| 54 | Nakrętka blokująca sześciokątna | M6 | 2 |
| 55 Ślimak | M6X16 | 2 | |
| 56 | Tabliczka lokalizacyjna | ||
| 57 | Płytka mocująca | 1 | |
| 58 | Wspornik przedłużający do | 1 | |
| 59 | Główny uchwyt do wydłużonej linijki | 1 | |
| 60 | Pokrętło | 1 | |
| 61 | Duża pralka | Φ8 | 1 |
| 62 | Płytka mocująca | 1 | |
| 63 | Śruba T | 1 | |
| 64 | Przycisk regulacji | 1 | |
| 65 | Bolec | ||
| 66 | Wspornik | ||
| 67 | Podkładka Φ6 | 1 | |
| 68 | Mały uchwyt | 1 | |
| 69 | Śruba ustalająca | M5X5 | 3 |
| 70 | Blok lokalizacji | 1 | |
| 71 | Długi uchwyt | 1 | |
| 72 | Duża pralka | 8 | 1 |
| 73 Śruba kwadratowa 1 | |||
| 74 | Sworzeń | ||
| 75 | Nakrętka kwadratowa 1 | ||
| 76 | Ogrodzenie | 1200 | m |
| 77 | Osłona ogrodzenia 1 | ||
| 78 | Nakrętka sześciokątna | M6 | 2 |
| 79 | Podkładka sprężynująca | 6 | 2 |
| 80 | Podkładka 6 | 2 | |
| 81 | Śruba sześciokątna | M6X16 | 2 |
| 82 | Stół przesuwny Ass. 1 | ||
| 83 | Ślimak | M5X10 | 1 |
| 84 | Podkładka 5 | 1 | |
| 85 | Pręt dociskowy | 1 | |
| 86 | Słupek prasowy | 1 | |
| 87 | Sprężyna | 1 | |
| 88 | Pierścień "C" | 12 | 1 |
| 89 | Pierścień "E" | 6 | 2 |
| 90 | Wspornik prasy | 1 | |
| 91 | Kołek | 1 | |
| 92 | Koło naciskowe | 1 | |
| 93 | Kij ręczny | 1 | |
| 94 | Gra w piłkę ręczną | 1 | |
| 95 | Linijka kątowa | 1 | |
| 96 | Gałka blokująca | 1 | |
| 97 | Wrzeciono | 1 | |
| 98 | Pokrętło | ||
| 99 | Trzpień sprężyny | 3 × 16 | 1 |
| 100 | Przesuwny stupek | 1 | |
| 101 | Sprężyna | 1 | |
| 102 | Krzew spoczynkowy | 1 | |
| 103 | Cienki orzech | M16X1,5 | 2 |
| 104 | Ślimak | M6X12 | 2 |
| 105 | Płytka łącząca | 1 | |
| 106 | Podkładka sprężysta | 6 | 1 |
| 107 | Klątwa. Bolec | M6X16 | 1 |
Montaż ogrodzenia
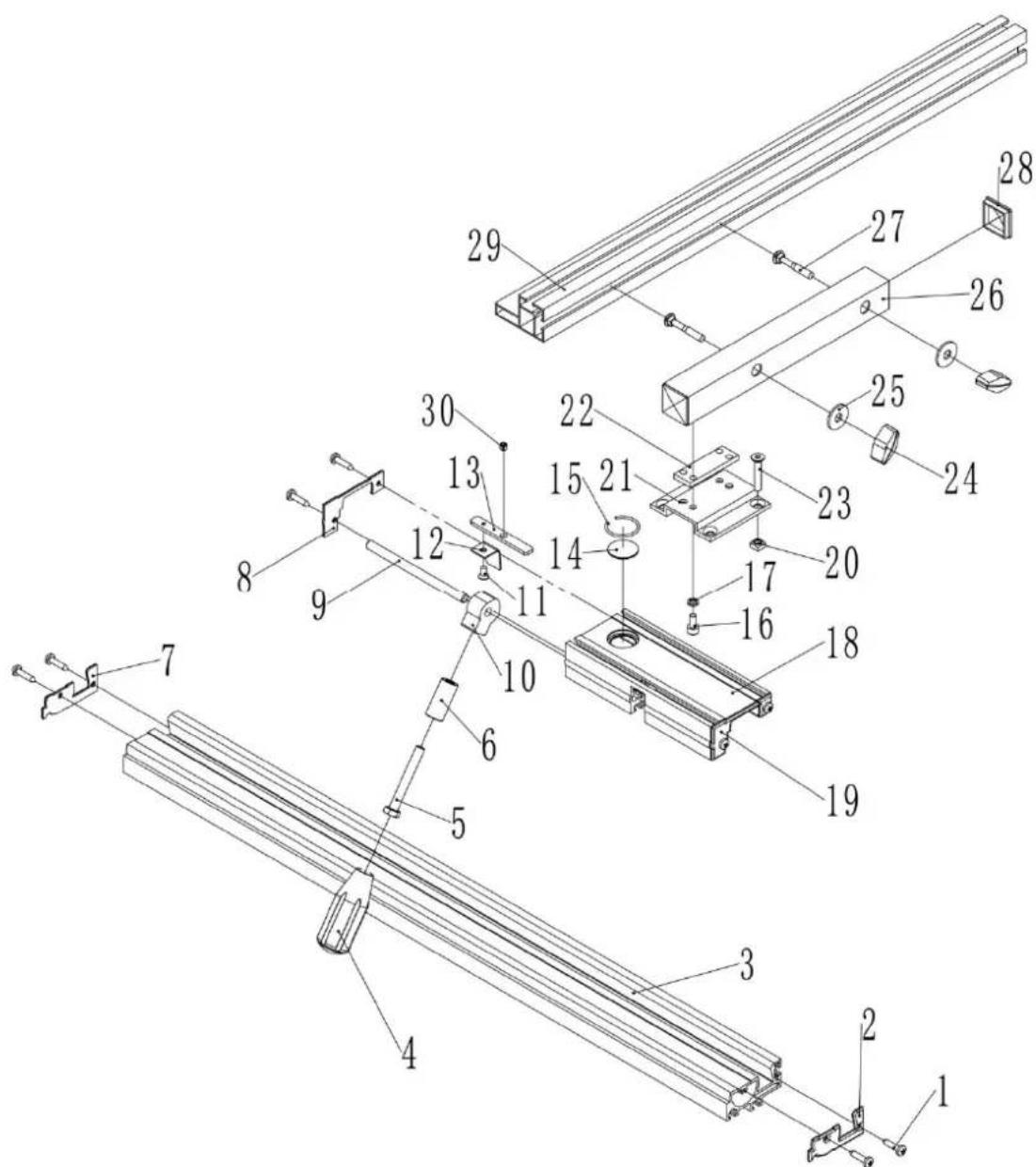
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 Ślimak | ST4.2X9.5 | 8 | |
| 2 | Pokrywa podstawy | R | |
| 3 | Podstawa urządzenia | ||
| 4 | Uchwyt | pusty | |
| 5 | Kłątwa. Bolec M8X60 1 | ||
| 6 | Krzew kosmiczny | ||
| 7 | Pokrywa podstawy | L | |
| 8 | Okładka L | 1 | |
| 9 | Kołek | 1 | |
| 10 | Blokada blokująca | 1 | |
| 11 | Ślimak | M4X8 | |
| 12 | Płytką językowa | 1 | |
| 13 | Płytką łącząca | 1 | |
1
| 14 | Szkło powiększające | 1 | |
| 15 | Pierścień ze stali 1 | ||
| 16 Ślimak | M6X12 | 4 | |
| 17 | Podkładka sprężysta | 6 | 4 |
| 18 | Wspornik przesuwny | ||
| 19 | Okładka R 1 | ||
| 20 | Nakrętka kwadratowa M6 4 | ||
| 21 | Płyta mostkowa 1 | ||
| 22 | Pręt śrubowy | 1 | |
| 23 Ślimak | M6X10 | 4 | |
| 24 | Rękojeść | 1 | |
| 25 | Duża pralka | 8 | 4 |
| 26 | Rura kwadratowa | ||
| 27 | Śruba z kwadratową szyjką | M8X40 | 2 |
| 28 | Zatyczka do tubki | ||
| 29 | Ogrodzenie | ||
| 30 | Śruba ustalająca | M6X6 | 1 |
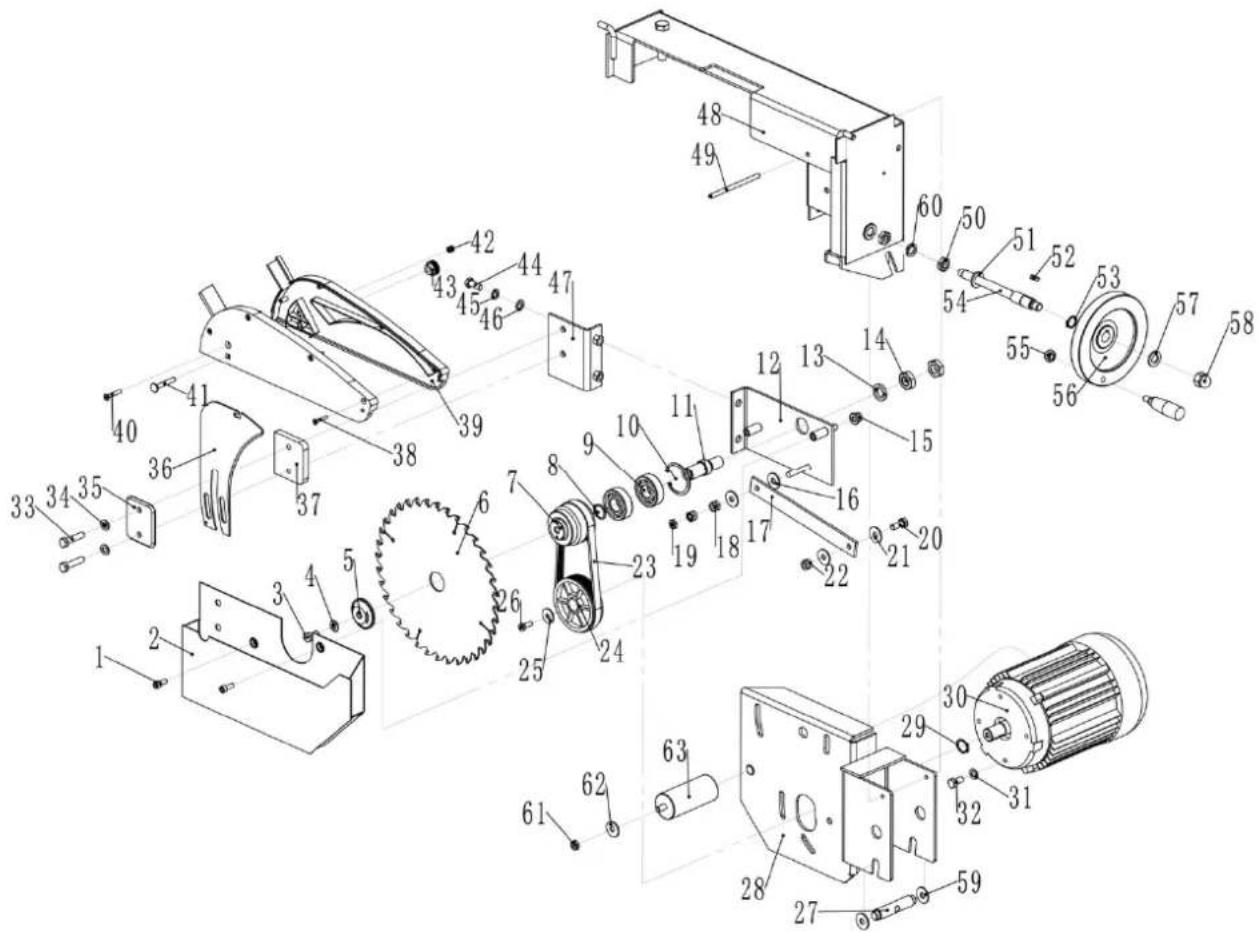
Zespół młyna
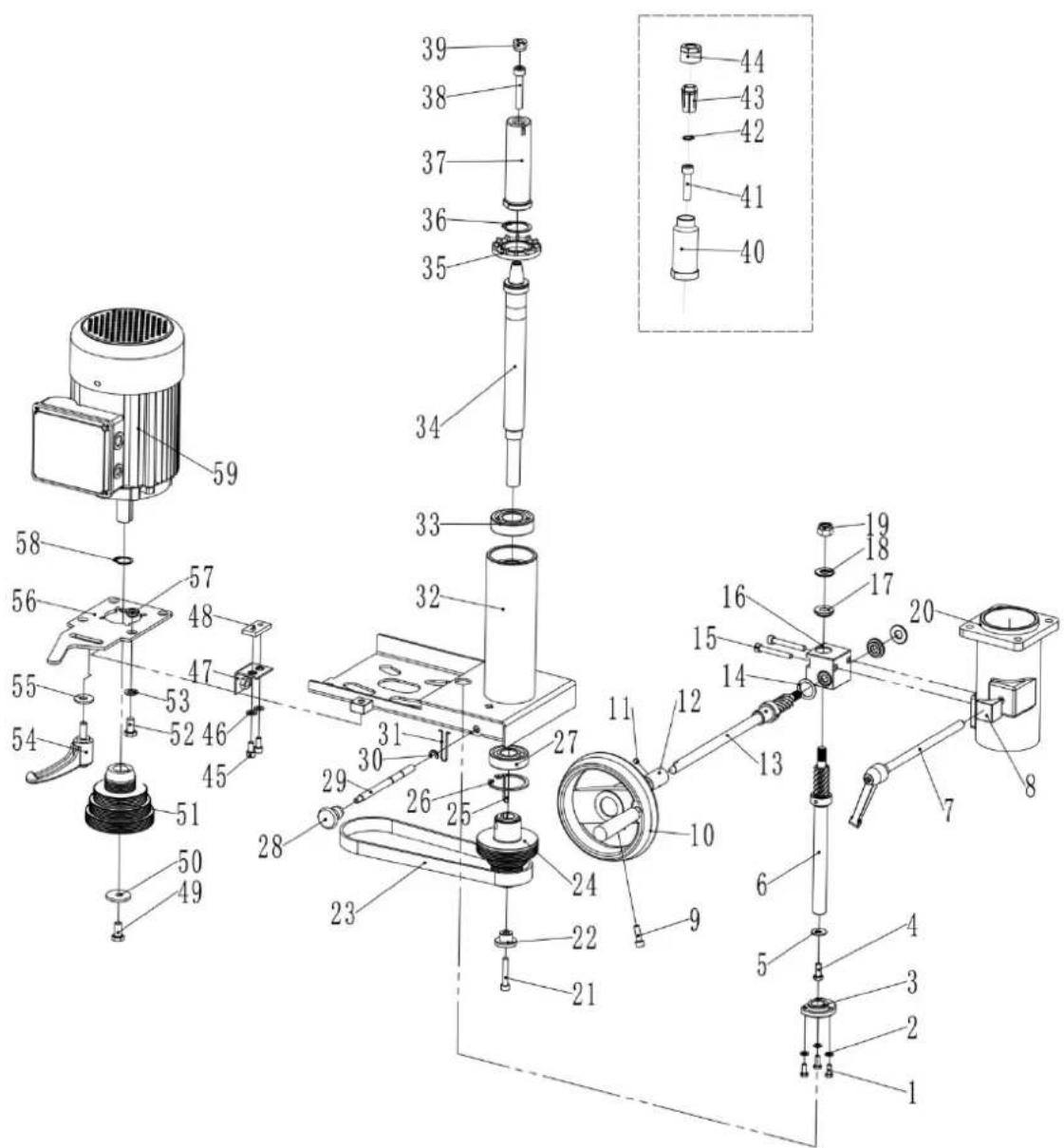
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 | Śruba sześciokątna | M5X12 | 3 |
| 2 | Podkładka 5 | 3 | |
| 3 | Krzew orzechowy | ||
| 4 | Śruba sześciokątna | M6X16 | 1 |
| 5 | Duża pralka | 6 | 1 |
| 6 | Wał przekładni | 1 | |
| 7 | Słupek blokujący | 1 | |
| 8 | Blokada | blokująca | |
| 9 Ślimak | M6X20 | 1 | |
| 10 | Koło zamachowe 1 | ||
| 11 | Śruba ustalająca | M6X6 | 1 |
| 12 | Łącznik słupkowy | 1 | |
| 13 | Wał przekładni | 1 | |
| 14 | Podkładka cienka | 2 | |
| 15 Ślimak | M6X45 | 2 | |
| 16 | Skrzynia | biegów | |
| 17 | Tuleja | przekładni | |
| 18 Łożysko | AXK1024 | 2 | |
| 19 | Nakrętka blokująca sześciokątna | M10 | 2 |
| 20 | Stojak | zorientowany | |
| 21 Ślimak | M6X35 | 1 | |
| 22 | Podkładka okrągła | 1 | |
| 23 | Pas | klinowy | 5PJ508 |
| 24 | Koło pasowe napędzane | 1 | |
| 25 | Klucz | 5X35 | 1 |
| 26 | Pierścień "C" | 47 | 1 |
| 27 Łożysko | 6204 | 1 | |
| 28 | Rękojeść | 1 | |
| 29 | Słupek blokujący | 1 | |
| 30 | Pierścień "E" | 6 | 1 |
| 31 | Zacisk sprężynowy | 1 | |
| 32 | Stojak na napęd | 1 | |
| 33 Łożysko | 6205 | 1 | |
| 34 | Wrzeciono | 1 | |
| 35 | Czapka wentylatora | ||
| 36 | Pierścień "C" | 30 | 1 |
| 37 | Wymienny wrzeciono | ||
| 38 Ślimak | M8X45 | 1 | |
| 39 | Zapobiegaj orzechom | ||
| 40 | Wymienny wrzeciono | ||
| 41 Ślimak | M8X35 | 1 | |
| 42 | Pierścień "C" | 13 | 1 |
| 43 | Tuleja zaciskowa frezarki | 1 | |
| 444 | Nakrętka tulei zaciskowej routera | 1 | |
| 45 Ślimak | M6X14 | 2 | |
| 46 | Podkładka | 6 | 2 |
| 47 | Płyta kątowa | 1 | |
| 48 | Płyta | 1 | |
| 49 | Śruba sześciokątna | M6X16-L | 1 |
| 50 | Duża pralka | 1 | |
| 51 | Koło pasowe napędu | 1 | |
| 52 | Śruba sześciokątna | M8X16 | 4 |
| 53 | Podkładka | 8 | 4 |
| 54 | Uchwyt blokujący | 1 | |
| 55 | Duża pralka | 8 | 1 |
| 56 | Płyta obrotowa | 1 | |
| 57 | Krzew | kosmiczny | |
| 58 | Pierścień "C" | 19 | 1 |
| 59 | Silnik |
Zespół gniazda wyciągowego młyna
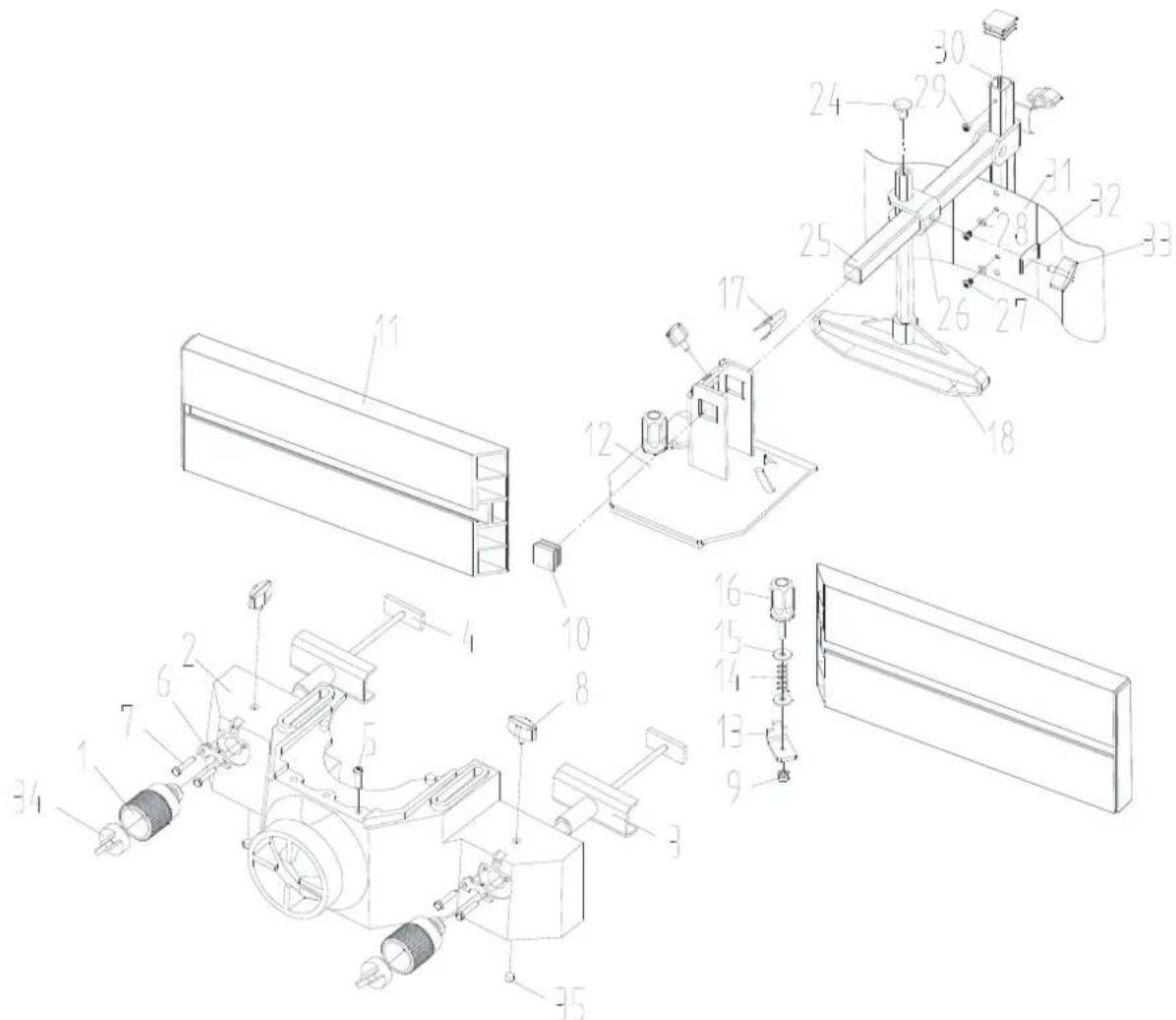
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 | Koło regulacyjne 2 | ||
| 2 | Gniazdo wydechowe | ||
| 3 | Prowadnica | zębata | |
| 4 Śruba w kształcie litery T | 2 | ||
| 5 Ślimak | M6X10 | 4 | |
| 6 | Płyta metalowa 2 | ||
| 7 | Śruba sześciokątna | M5X12 | 4 |
| 8 | Uchwyt rombowy | ||
| 9 | Nakrętka blokująca sześciokątna | M6 | 2 |
| 10 | Kwadratowy plastikowy koniec | 3 | |
| 11 | Szyna w kształcie litery T | 2 | |
| 12 | Stojak Turinga | 1 | |
| 13 | Blokowanie blachy | 2 | |
| 14 | Sprężyna | 2 | |
| 15 | Duża pralka | 6 | 2 |
| 16 | Rękojeść | 2 | |
| 17 | Spodek | 2 | |
| 18 | Lider sześciokątny | 1 | |
| 24 | Bolec | M8X12 | 1 |
| 25 | Montaż przywódcy kwadratowego 1 | ||
| 26 | Kabestan | ||
| 27 Ślimak | M4X6 | 2 | |
| 28 | Podkładka Φ4 | 2 | |
| 29 Ślimak | M4X6 | 1 | |
| 30 | Rura | pionowa | |
| 31 | Sprężyna ochronna szeroka 1 | ||
| 32 | Łatka blokująca | 2 | |
| 33 | Uchwyt | rombowy | |
| 34 | Gałka blokująca | 2 | |
| 35 | Śruba ustalająca | M8X10 | 2 |
Montaż skrzynki sterowniczej
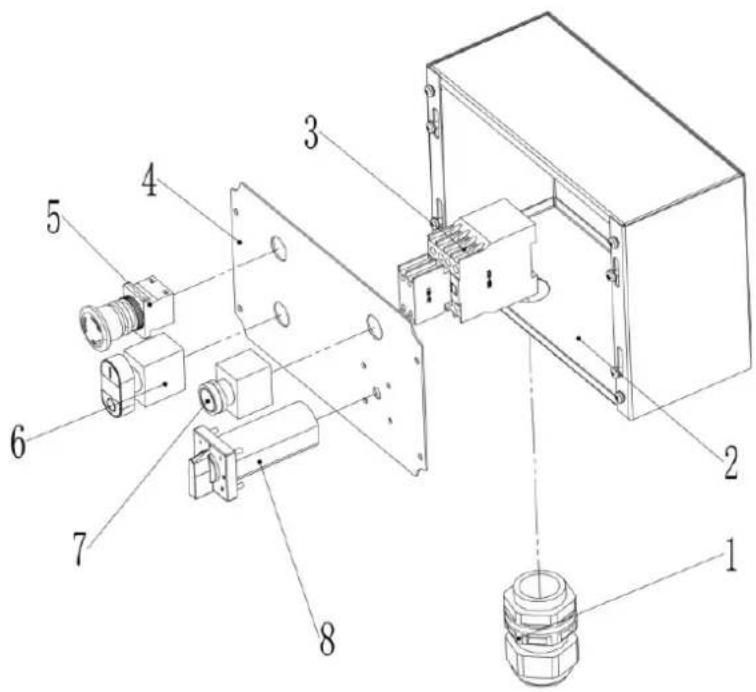
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 | Dławik kablowy | M26 | 1 |
| 2 | Skrzynka E | 1 | |
| 3 | Stycznik | CJX2-1810 | 1 |
| 4 | Płyta sterująca | 1 | |
| 5 | Wyłącznik awaryjny | 1 | |
| 6 | Przełącznik on/off | 1 | |
| 7 | Światło robocze | 1 | |
| 8 | Przełącznik trybu | 1 |
Strugarko-grubościówka - osłona bloku nożowego i zespół odbiorczy

| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 2 | Podkładka sprężynująca | 10 | 2 |
| 3 | Wał wspornika stołu odbiorczego | 1 | |
| 4 | Wspornikstołu odbiorczegoprawy 1 | ||
| 5 | Klątwa. Śruba z łbem gniazdowym | M8X60 | 2 |
| 7 | Stół odbiorczy 1 | ||
| 8 | Zespół osłony bloku tnącego | 1 | |
| 9 | Płyta | ||
| 10 | Klątwa. Śruba z łbem gniazdowym | M6X30 | 2 |
| 11 | pralka | 10 | |
| 12 | Krzewsześciokątny | ||
| 12-1 | Krzew sześciokątny | 1 | |
| 13 | Klątwa. Śruba z łbem gniazdowym | M10X40 | 2 |
| 16 | Ślimak | M4X10 | 2 |
| 17 | Duża pralka | 1 | |
| 20 | Wał blokujący stół | 1 | |
| 21 | Klątwa. Nakrętka | M12 | 1 |
| 22 | Lewy wspornik stołu odbiorczego | 1 | |
| 25 | Śruba sześciokątna | M8X30 | 3 |
| 26 | Podkładka | 8 | 5 |
| 27 | Wsparcie stołu odbiorczego | 1 | |
| 28 | Sprężyna | 1 | |
| 31 | Duże koło krzywkowe do wyłącznikabezpieczeństwa | 1 | |
| 32 | Klątwa. Śruba z łbem gniazdowym | M6X6 | 1 |
| 33 | Profil osłony bloku tnącego z nasadką | 1 | |
| 34 | Klątwa. Śruba z łbem gniazdowym | M8X12 | 5 |
| 40 | Kołek | 6X20 | 4 |
| 52 | Klątwa. Śruba imbusowa | M8X45 | 2 |
| 203 | Klątwa. Śruba imbusowa | M8X16 | 2 |
| 401 | Gałka blokująca | 1 | |
| 402 | Śruba pociągowa | 1 | |
| 403 | Sprężyna | 1 | |
| 404 | Uchwyt do osłony | 1 | |
| 405 | Podkładka | 8 | 3 |
| 406 | Nakrętka zabezpieczająca | M8 | 2 |
| 408 | Wsparcie blokowania | 1 | |
| 409 | Klątwa. Nakrętka zabezpieczająca | M8 | 1 |
| 410 | Długi wał | 1 | |
| 412 | Naprawiono łapę prasową | 2 | |
| 413 | Osłona płyty ochronnej | 1 | |
| 414 | Płytka zamka | 1 | |
| 416 | Gałka nylonowa | 1 | |
| 417 | Nakrętka zabezpieczająca | M6 | 1 |
| 418 | Wspornik | 1 | |
| 419 | Śruba sześciokątna | M6X10 | 2 |
| 421 | Nakrętka zabezpieczająca | M6 | 2 |
| 422 | Podkładka nylonowa | 6 | 2 |
| 423 | Wał (M6) | 1 | |
| 424 | Wał (M8) | 1 | |
| 426 | Podkładka | 6 | 2 |
1
| 529 | Płyta |
Strugarko-grubościówka - zespół bloku nożowego
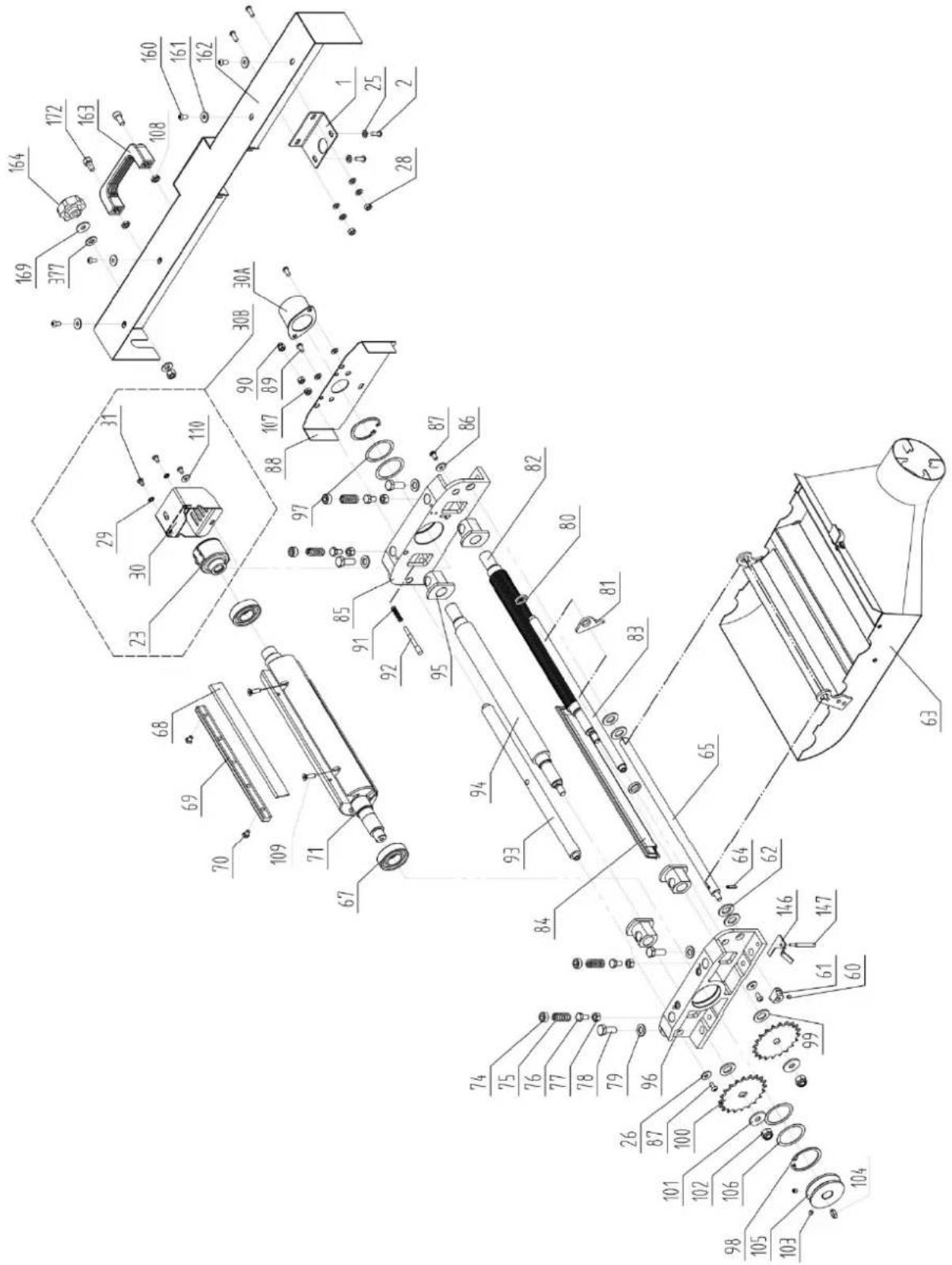
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 | Płytka łącząca pokrywy | 1 | |
| 2 | Śruba z łbem stożkowym | M6X16 | 4 |
| 23 | Głowica długujące | 1 | |
| 25 | Podkładka Φ6 | 6 | |
| 26 | Duża pralka | Φ6 | 2 |
| 28 | Nakrętka sześciokątna | M6 | 2 |
| 29 | Podkładka zatrzymująca | Φ5 | 2 |
| 30 | Ostona głowicy długującej | 1 | |
| 31 | Śruba z łbem stożkowym | M5X8 | 3 |
| 30A | Pokrywa głowicy wału nożowego | 1 | |
| 60 | Klątwa. Śruba z łbem gniazdowym | M6X6 | 1 |
| 61 | Małe koło krzywkowe | 1 | |
| 62 | Podkładka | Φ14 | 4 |
| 63 | Zespół odpylacza | 1 | |
| 64 | Rolka do szpilek | 5x18 | 1 |
| 65 | Wal | 1 | |
| 67 | Łożysko | 6205-2Z | 2 |
| 68 | Noż | 3 | |
| 69 | Listwa blokująca noż | 3 | |
| 70 | Specjalna śruba do drążka blokującego | 15 | |
| 71 | Blok tnący | 1 | |
| 74 | Ślimak | 4 | |
| 75 | Sprężyna | 4 | |
| 76 | Klątwa. Bolec | M8X14 | 4 |
| 77 | Klątwa. Cienki orzech | M8 | 4 |
| 78 | Klątwa. Bolec | M10X25 | 4 |
| 79 | Podkładka | Φ10 | 4 |
| 80 | Podkładka kosmiczna | 43 | |
| 81 | Palec antyodrzutowy | 33 | |
| 82 | Rolka podająca | 1 | |
| 83 | Wal antyodrzutowy | 1 | |
| 84 | Pokrywa bloku tnącego | 1 | |
| 85 | Wspornik bloku tnącego-lewy | 1 | |
| 86 | Duża pralka | Φ6 | 2 |
| 87 | Klątwa. Śruba z łbem gniazdowym | M6X12 | 2 |
| 88 | Osłona wspornika bloku tnącego | 1 | |
| 89 | Śruba z łbem stożkowym | M6X12 | 2 |
| 90 | Nakrętka kołpakowa | M6 | 1 |
| 91 | Sprężyna | 1 | |
| 92 | Zaczep blokujący do odpylacza | 1 | |
| 93 | Pręt podporowy | 1 | |
| 94 | Rolka wyprowadzająca (gumowa) | 1 | |
| 95 | Rura (tuleja z proszkiem metalowym) | 4 | |
| 96 | Wspornik bloku nożowego-prawy | 1 | |
| 97 | Podkładka falowa | D52 | 2 |
| 98 | Pierścień zabezpieczający | CLP52 | 2 |
| 99 | Podkładka (czarna) | Φ14 | 2 |
| 100 | Zębatka łańcucha napędowego | 2 | |
| 101 | Duża pralka | Φ10 | 2 |
| 102 | Nakrętka zabezpieczająca | M10 | 2 |
| 103 | Klątwa. Śruba z łbem gniazdowym | M6X6 | 2 |
| 104 | Klucz | 6X16 | |
| 105 | Koło pasowe wrzeciona 1 | ||
| 106 | Podkładka | D52 | 2 |
| 107 | Kłątwa. Nakrętka | M6 | 2 |
| 108 | Kłątwa. Cienki orzech M8 2 | ||
| 109 | Kłątwa. Śruba z łbem gniazdowym | M6X20 | 6 |
| 110 | Duża pralka | 5 | 1 |
| 146 | Przełącznik bezpieczeństwa Rocker | 1 | |
| 147 | Walek wahacza wyłącznika bezpieczeństwa | M6X12 | 1 |
| 160 | Śruba z łbem stożkowym | M6X12 | 4 |
| 161 | Duża pralka | 6 | 4 |
| 162 | Okładka przednia | 1 | |
| 163 | Uchwyt | 1 | |
| 164 | Pokrętło blokady | 1 | |
| 169 | Duża pralka | 8 | 1 |
| 172 | Kłątwa. Śruba imbusowa | M8X16 | 2 |
| 377 | Podkładka nylonowa | 8 | 2 |
Strugarko-grubościówka - zespół podstawy
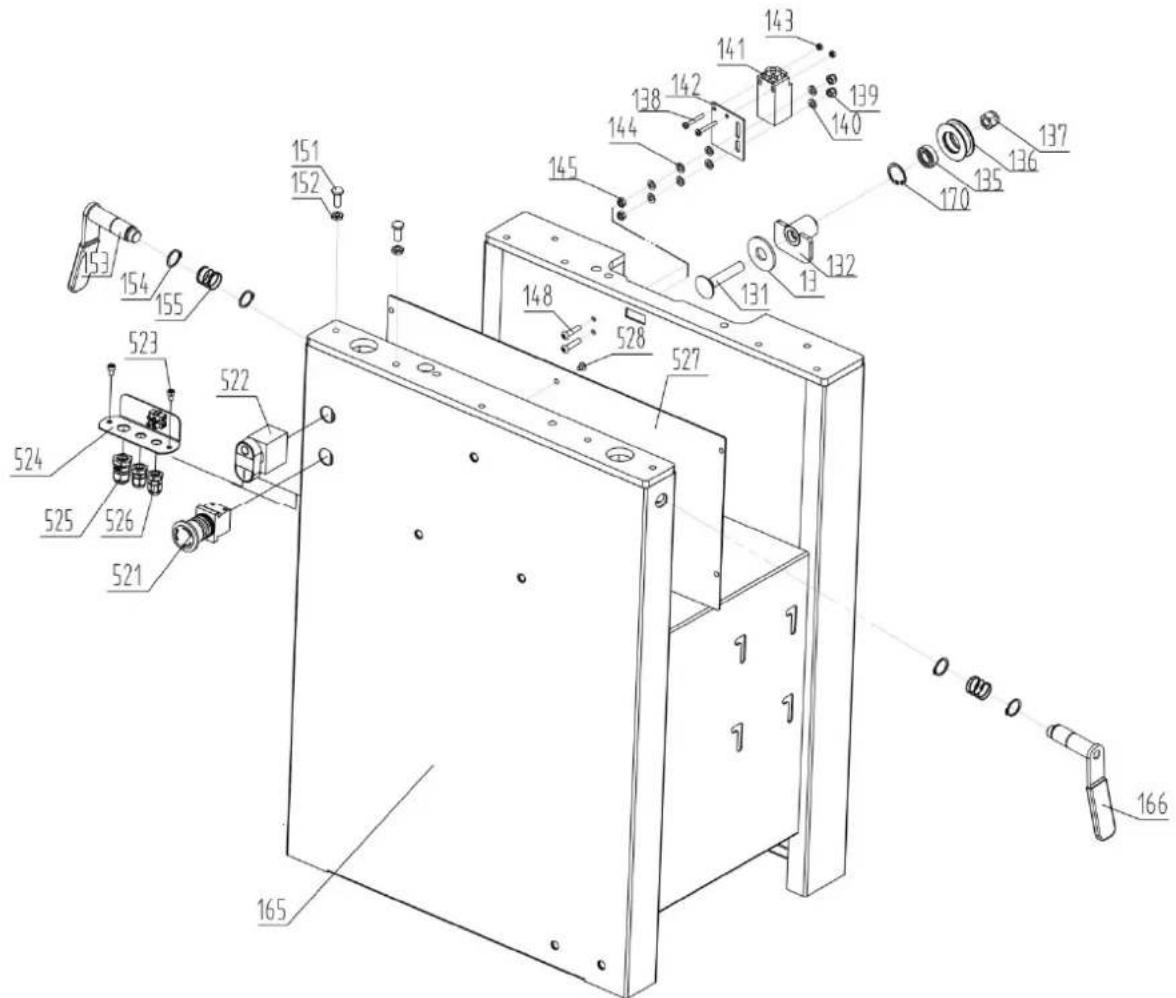
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 13 | Duża pralka | 1 | |
| 131 | Śruba transportowa | M12X65 | 1 |
| 132 | Rura | ||
| 135 Łożysko | 6001-2Z | 1 | |
| 136 | Koło napinające łańcuch | 1 | |
| 137 | Nakrętka zabezpieczająca | M12 | 1 |
| 138 | Śruba z łbem stożkowym | M4X30 | 2 |
| 139 | Nakrętka zabezpieczająca | M6 | 2 |
| 140 | Podkładka Φ6 | 2 | |
| 141 | Wyłącznik bezpieczeństwa | 1 | |
| 142 | Uchwyt wyłącznika bezpieczeństwa | 1 | |
| 143 | Klątwa. Nakrętka | M4 | 2 |
| 144 | Podkładka Φ6 | 6 | |
| 145 | Klątwa. Nakrętka | M6 | 2 |
| 148 | Klątwa. Śruba z łbem gniazdowym | M6X25 | 2 |
| 151 | Specjalna śruba | 4 | |
| 152 | Klątwa. Cienki orzech | M8 | 4 |
| 153 | Uchwyt blokujący do stołu odbiorczego | 1 | |
| 154 | Pierścień zabezpieczający | CLP20 | 4 |
| 155 | Sprężyna | 2 | |
| 165 | Gabinet | ||
| 166 | Uchwyt blokujący do stołu podającego | 1 | |
| 170 | Pierścień zabezpieczający | CLP28 | 1 |
| 521 | Wyłącznik awaryjny | 1 | |
| 522 | Przełącznik on/off. | 1 | |
| 523 | Klątwa. Śruba imbusowa | M5X8 | 2 |
| 524 | E-płytka | 1 | |
| 525 | Dławik kablowy | M16 | 1 |
| 526 | Dławik kablowy | M12 | 2 |
| 527 | Wewnętrzna okładka | 1 | |
| 528 | Klątwa. Śruba imbusowa | M5X8 | 5 |
Zespół strugarki grubościowej – stołu podającego
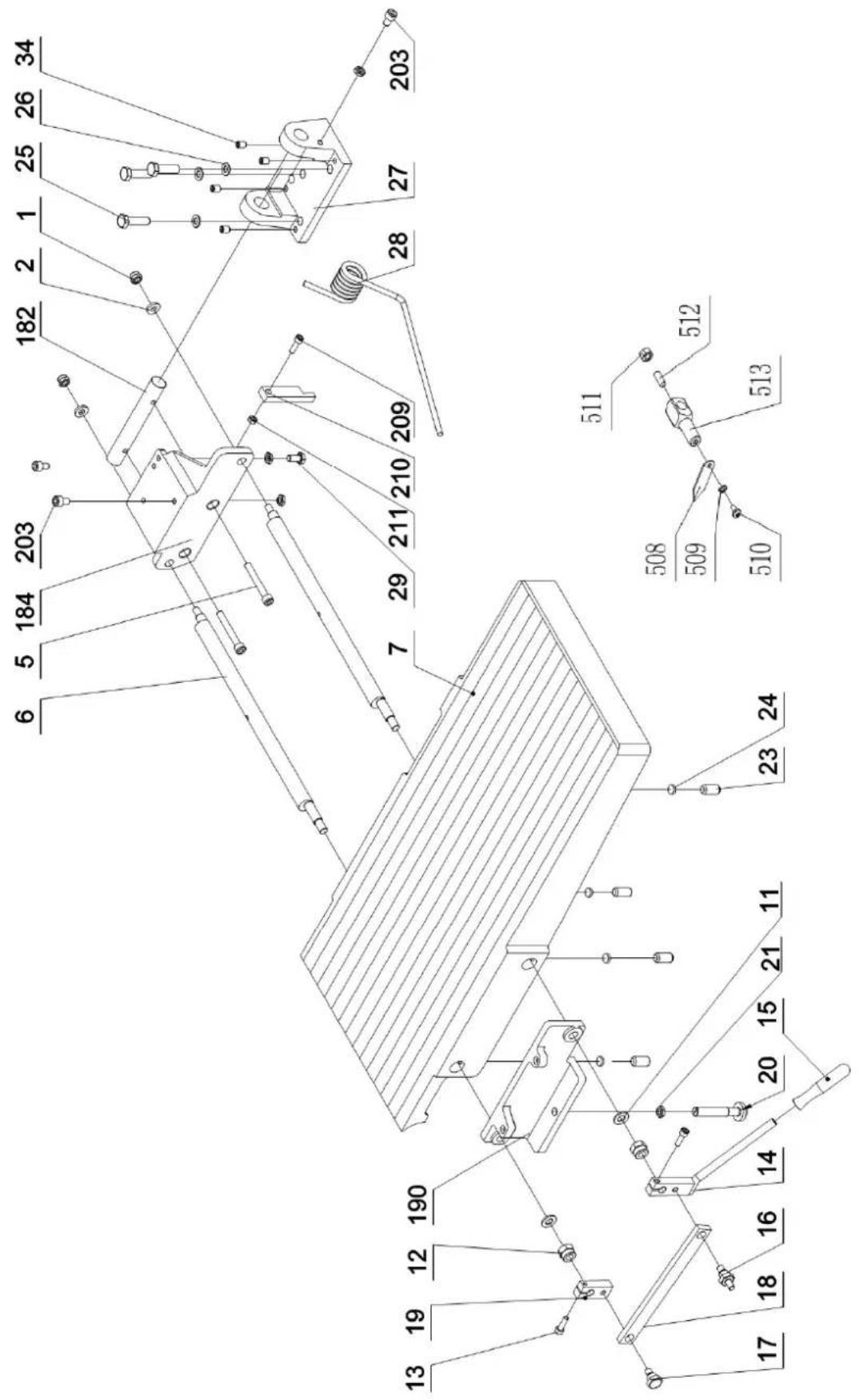
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 1 | Nakrętka zabezpieczająca | M8 | 2 |
| 2 | Gruba podkładka | ||
| 5 | Klątwa. Śruba z łbem gniazdowym | M8X60 | 2 |
| 6 | Wał mimośrodowy | 2 | |
| 7 | Stół przedni 1 | ||
| 11 | Podkładka Φ12 | 2 | |
| 12 | Klątwa. Nakrętka zabezpieczająca | M12 | 2 |
| 13 | Śruba z łbem gniazdowym | M6X20 | 2 |
| 14 | Uchwyt regulacyjny | ||
| 15 | Pokrętło | 1 | |
| 16 | Śruba wspornika | 1 | |
| 17 | Śruba wspornika | 1 | |
| 18 | Wspornik wału mimośrodowego | 1 | |
| 19 | Zacisk wału mimośrodowego | 1 | |
| 20 | Wał blokujący stół | 1 | |
| 21 | Klątwa. Cienki orzech | M12 | 1 |
| 23 | Śruba z łbem gniazdowym | M8X10 | 4 |
| 25 | Śruba sześciokątna | M8X30 | 3 |
| 26 | Podkładka | Φ8 | 3 |
| 27 | Wsparcie stołu | 1 | |
| 28 | Sprężyna | 1 | |
| 29 | Klątwa. Bolec | M8X16 1 | |
| 34 | Śruba z łbem gniazdowym | M8X12 | 5 |
| 182 | Wał wspornika stołu odbiorczego | 1 | |
| 184 | Wspornik stołu podającego prawy | 1 | |
| 190 | Lewy wspornik stołu podającego | 1 | |
| 203 | Klątwa. Śruba z łbem gniazdowym | M8X16 | 2 |
| 209 | Klątwa. Śruba z łbem gniazdowym | M8X35 | 1 |
| 210 | Zatyczka do stołu | 1 | |
| 211 | Klątwa. Cienki orzech | M8 | 1 |
| 508 | Wskaźnik | 1 | |
| 509 | Podkładka sprężynująca | H4 | 1 |
| 510 | Ślimak | M4X8 | 1 |
| 511 | Klątwa. Nakrętka | M6 | 1 |
| 512 | Śruba ustalająca | M6X16 | 1 |
| 513 | Słup podporowy | 1 | |
| 529 | Płyta | 1 |
Strugarko-grubościówka – zespół napędowy i silnikowy
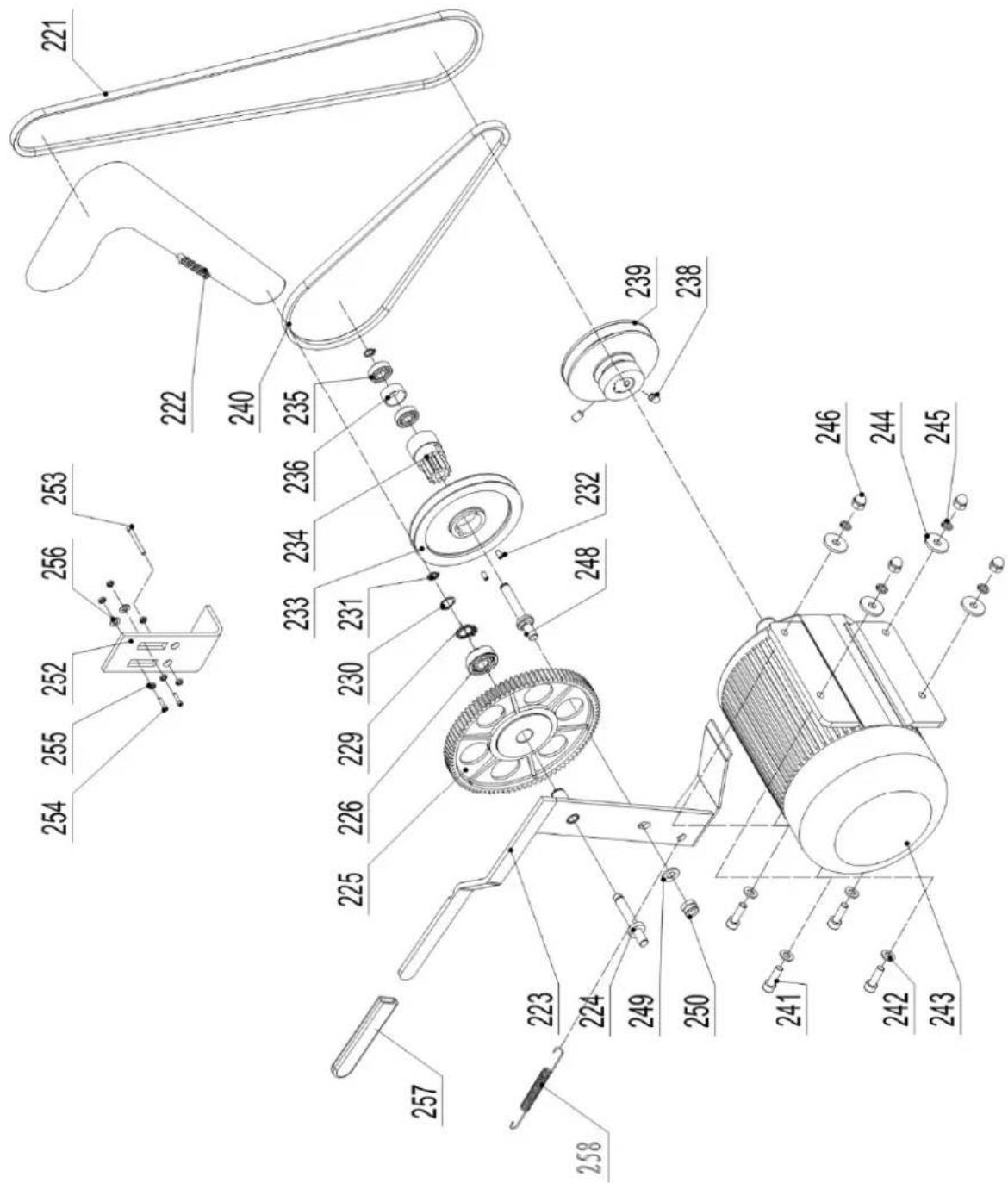
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 221 | Pasek klinowy do wału nożowego | A1194 | 1 |
| 222 | Łańcuch napędowy | 081-86 | 1 |
| 223 | Uchwyt koła krzywkowego 1 | ||
| 224 | Wał koła krzywkowego | 1 | |
| 225 | Zespół koła zębatego z tworzywa sztucznego | 1 | |
| 226 Łożysko | 61902 | 2 | |
| 229 | Pierścień zabezpieczający | 28 | 2 |
| 230 | Pierścień zabezpieczający | CLP15 | 1 |
| 231 | Pierścień zabezpieczający | CLP10 | 2 |
| 232 | Klątwa. Śruba z łbem gniazdowym | M5X10 | 2 |
| 233 | Koło pasowe paska klinowego do rolki podającej | 1 | |
| 234 | Koło zębate | 1 | |
| 235 Łożysko | 6000-2Z | 2 | |
| 236 Łożysko | dystansowe 1 | ||
| 238 | Klątwa. Śruba z łbem gniazdowym | M6X12 | 2 |
| 239 | Koło pasowe napędu | 1 | |
| 240 Pasek klinowy do rolki podającej | O-770E | 1 | |
| 241 | Klątwa. Bolec M8X25 4 | ||
| 243 | Napęd 230/50/1 1 | ||
| Napęd 400/50/3 1 | |||
| 244 | Duża pralka | 8 | 4 |
| 245 | Podkładka sprężysta | 8 | 4 |
| 246 | Czapka sześciokątna. Nakrętka | M8 | 4 |
| 248 | Wał | 1 | |
| 249 | Podkładka | 10 | 1 |
| 250 | Klątwa. Nakrętka zabezpieczająca | M10 | 1 |
| 252 | Płyta | 1 | |
| 253 | Śruba sześciokątna | M6x60 | 1 |
| 254 | Śruba z łbem gniazdowym | M6x20 | 2 |
| 255 | Nakrętka sześciokątna | M6 | 6 |
| 257 | Uchwyt gumowy | 1 | |
| 258 | Sprężyna naciągowa | 1 | |
Strugarko-grubościówka – zespół stołu grubościówki
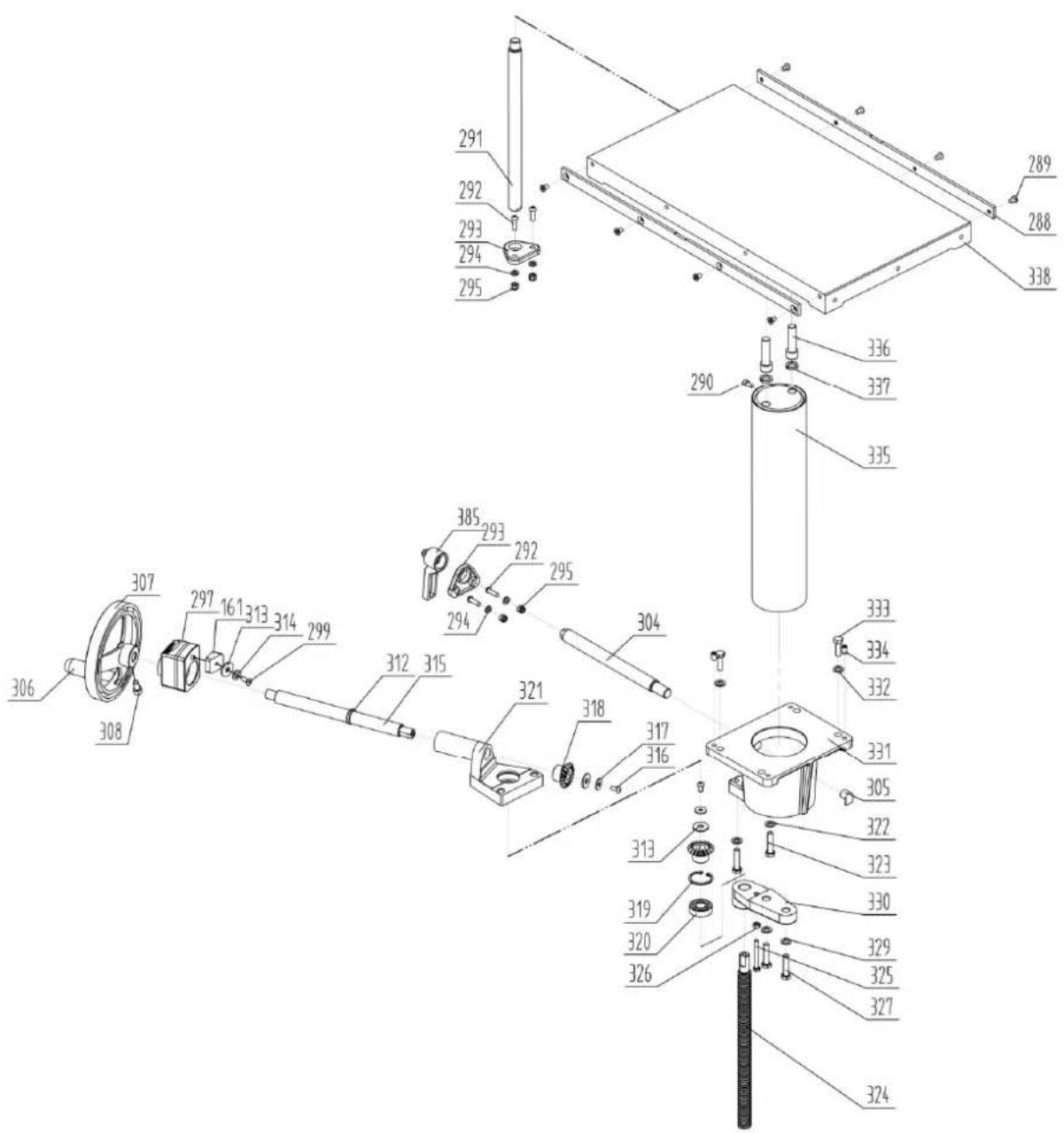
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 161 | Wskaźnik siedzenia 1 | ||
| 288 | Długi pasek 2 | ||
| 289 Ślimak | M6x10 | 8 | |
| 290 | Klątwa. Śruba imbusowa | M6x12 | 1 |
| 291 | Prowadnica stołu grubości | 1 | |
| 292 | Klątwa. Śruba z łbem gniazdowym | M6x20 | 4 |
| 293 | Uchwyt prowadnicy | ||
| 294 | Podkładka Φ6 | 4 | |
| 295 | Klątwa. Nakrętka zabezpieczająca | M6 | 4 |
| 297 | Wskaźnik położenia | 1 | |
| 299 Ślimak | M6x16 | 1 | |
| 304 | Blokada pręta | 1 | |
| 305 | Blokada | buta | |
| 307 | Korba | ręczna | 160 |
| 308 | Klątwa. Śruba z łbem gniazdowym | M8x16 | 1 |
| 312 | Pierścień zabezpieczający | CLP20 | 1 |
| 313 | Duża pralka | 8 | 2 |
| 314 | Podkładka 6 | 2 | |
| 315 | Korba | ||
| 316 | Śruba z łbem stożkowym | M6x12 | 2 |
| 317 | Duża pralka | 6 | 2 |
| 318 | Przekładnia stożkowa | 2 | |
| 319 | Pierścień zabezpieczający | CLP35 | 2 |
| 320 | Łożysko | 6202-2Z | 2 |
| 321 | Wspornik przekładni stożkowej | 1 | |
| 322 | Podkładka 8 | 2 | |
| 323 | Klątwa. Bolec | M8x35 2 | |
| 324 | Pręt gwintowany | 1 | |
| 325 | Klątwa. Bolec | M6x50 1 | |
| 326 | Klątwa. Nakrętka | M6 | 1 |
| 327 | Klątwa. Bolec | M8x35 2 | |
| 329 | Podkładka 8 | 2 | |
| 330 | Wątek Rob Bracket | 1 | |
| 331 | Podpora kolumny | ||
| 332 | Podkładka 8 | 4 | |
| 333 | Klątwa. Bolec | M8x25 4 | |
| 334 | Klątwa. Śruba z łbem gniazdowym | M8x12 | 4 |
| 335 | Kolumna | 1 | |
| 336 | Klątwa. Śruba imbusowa | M12X45 | 2 |
| 337 | Podkładka sprężysta | 12 | 2 |
| 338 | Tabela grubości | 1 | |
| 385 | Uchwyt blokady |
Strugarko-grubościówka – montaż osłony roboczej
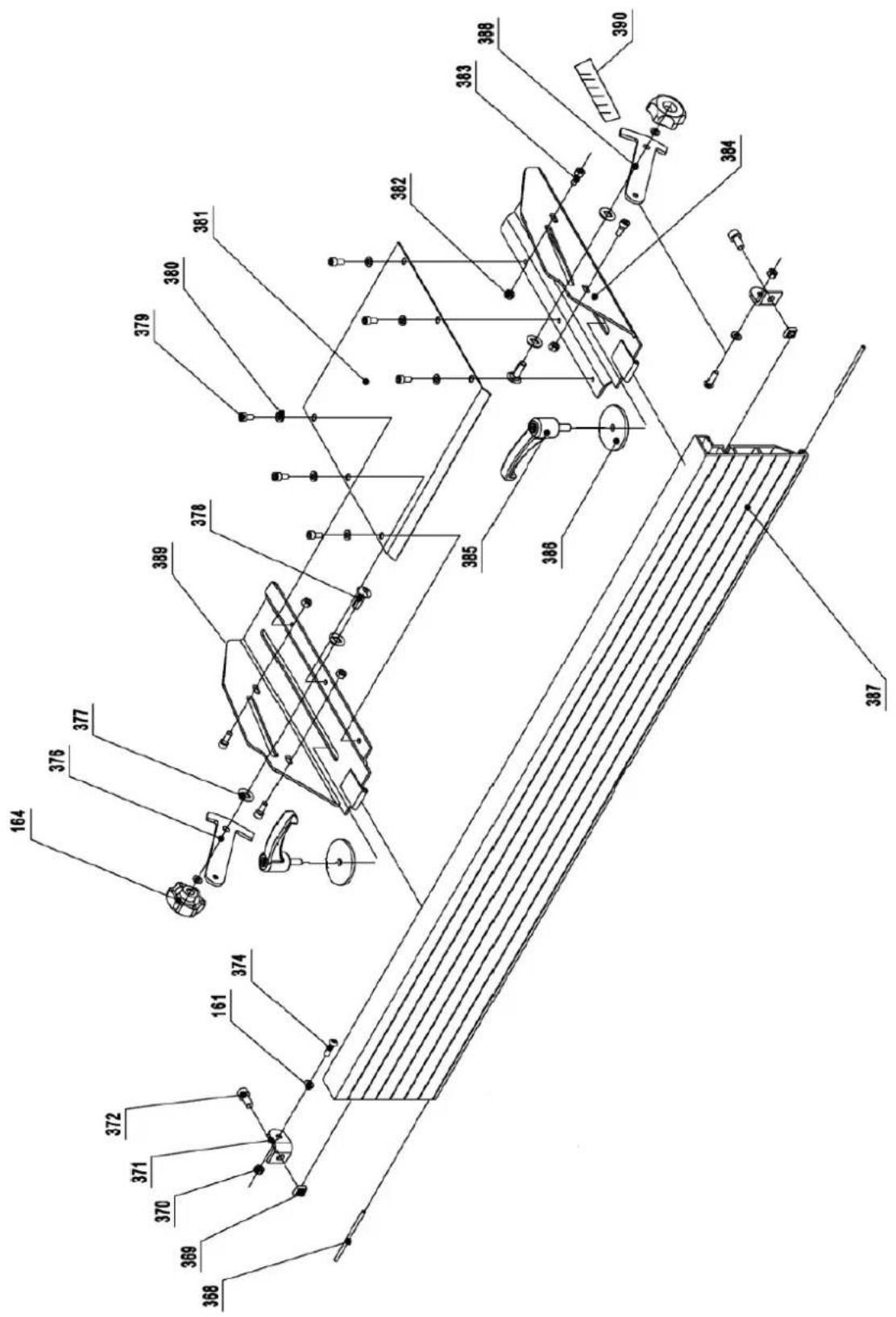
| Numer części | Opis urządzenia | Rozmiar | Ilość |
| 161 | Duża pralka | 6 | 2 |
| 164 | Pokrętło blokady 2 | ||
| 368 | Kołek do zawiasu 2 | ||
| 369 | Nakrętka kwadratowa M8 2 | ||
| 370 | Nakrętka | M6 | 2 |
| 371 | Uchwyt montażowy do ogrodzenia 2 | ||
| 372 | Kłątwa. Śruba imbusowa | M8X16 | 2 |
| 374 | Kłątwa. Śruba z łbem gniazdowym | M6X16 | 2 |
| 376 | Wsparcie ogrodzenia-prawe | ||
| 377 | Podkładka nylonowa 4 | ||
| 378 | Śruba transportowa | M8X25 | 2 |
| 379 | Śruba z łbem stożkowym | M6X12 | 6 |
| 380 | Podkładka | 6 | 6 |
| 381 | Pokrywa bloku tnącego | 1 | |
| 382 | Kłątwa. Nakrętka | M6 | 4 |
| 383 | Kłątwa. Śruba z łbem gniazdowym | M6X10 | 4 |
| 384 | Uchwyt ogrodzenia-lewy | ||
| 385 | Klamka blokująca | 2 | |
| 386 | Specjalna podkładka | 2 | |
| 387 | Ogrodzenie | ||
| 388 | Podpora ogrodzenia-lewa | ||
| 389 | Uchwyt ogrodzeniowy-prawy | ||
| 390 | Skala ogrodzeniowa |
1
1
1
1
1



