
Kronos 400T W - Spawarka GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Kronos 400T W GYS w formacie PDF.
| Rodzaj produktu | Profesjonalna spawarka trójfazowa |
| Marka | GYS |
| Model | Kronos 400T W |
| Procesy spawania | MIG/MAG (GMAW/FCAW), TIG (GTAW), MMA (SMAW) |
| Zasilanie elektryczne | Trójfazowe 400 V ±15%, 50-60 Hz, wtyczka 32 A typ EN 60309-1 |
| Maksymalna moc | Prąd spawania do 400 A (wg cyklu) |
| Współczynnik pracy | W temp. 40°C, cykl 10 min (szczegóły w instrukcji) |
| Obsługiwane średnice drutu | Stal/Stal nierdzewna: ∅ 0,6 do 1,2 mm; Aluminium: ∅ 0,8 do 1,2 mm; Drut proszkowy: ∅ 0,9 do 1,6 mm |
| Akceptowane szpule | ∅ 200 mm i 300 mm |
| Chłodzenie | Wbudowane chłodzenie wodne (agregat chłodzący), z dedykowanym płynem ref. 052246 |
| Pojemność zbiornika płynu | 5,5 litra |
| Ochrona | IP23S (ochrona przed skośnym deszczem i ciałami stałymi >12,5 mm) |
| Interfejs użytkownika | Cyfrowy wyświetlacz z pokrętłami, tryby Easy i Expert, regulacja przepływu gazu, odpowietrzanie, kalibracja |
| Funkcje specjalne | Synergiczny, Hot Start, Arc Force, Anti-Stick, pulsacyjny, punktowy, QuickLoad (20 zadań), śledzenie |
| Łączność | Port USB do aktualizacji oprogramowania i transferu konfiguracji |
| Wymiary (ok.) | Wysokość ~900 mm, szerokość ~500 mm, głębokość ~800 mm (szacunkowo) |
| Waga (ok.) | ~100 kg (szacunkowo z agregatem chłodzącym) |
| Temperatura pracy | -10°C do +40°C |
| Temperatura przechowywania | -20°C do +55°C |
| Bieżąca konserwacja | Regularne odkurzanie, wymiana płynu chłodzącego co 12 miesięcy, kontrola połączeń |
| Bezpieczeństwo | Automatyczne wyłączenie przy przegrzaniu, ochrona termiczna, blokada pokryw, wyłącznik awaryjny |
| Części zamienne | Koła pasowe, palniki, końcówki prądowe, dysze, osłony, płyn chłodzący, bezpieczniki, kable (akcesoria opcjonalnie) |
| Naprawialność | Konserwacja przez wykwalifikowany personel; aktualizacja oprogramowania przez USB; możliwa kalibracja kabli |
Często zadawane pytania - Kronos 400T W GYS
Pytania użytkowników dotyczące Kronos 400T W GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję Kronos 400T W - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Kronos 400T W marki GYS.
INSTRUKCJA OBSŁUGI Kronos 400T W GYS
Ta instrukcja interfejsu użytkownika (HMI) jest częścią kompletnej dokumentacji. Wraz z produktem dostarczana jest ogólna instrukcja obsługi. Przeczytać i przestrzegać wskazówek zawartych w instrukcji ogólnej, zwłaszcza wskazówek dotyczących bezpieczeństwa!
Stosowanie i eksploatacja tylko z następu- jącymi produktami
| KRONOS 250M | √ |
| KRONOS 250T | √ |
| KRONOS 320T | √ |
| KRONOS 400T DUO | √ |
| KRONOS 400T W | √ |
| WF 35 | √ |

Wersja oprogramowania
W niniejszej instrukcji opisano następujące wersje oprogramowania:
1.0
Wersja oprogramowania interfejsu jest wyświetlana w menu ogólnym: System / Informacje
Sterowanie źródła prądu
Główny ekran zawiera wszystkie niezbędne informacje przed, podczas i po spawaniu. Interfejs jest konfigurowalny z 2 trybami wyświetlania: Easy lub Expert.
MIG-MAG TIG

text_image
SMART INVERTER TECHNOLOGY 1 10:36 1.0 mm 0.0 0.0 3.2 mm 51A 14.6V 1.0 mm Grubość Fe M21 Ø0.8 2T * mi ← JOB 9 8 7 press 3s6
text_image
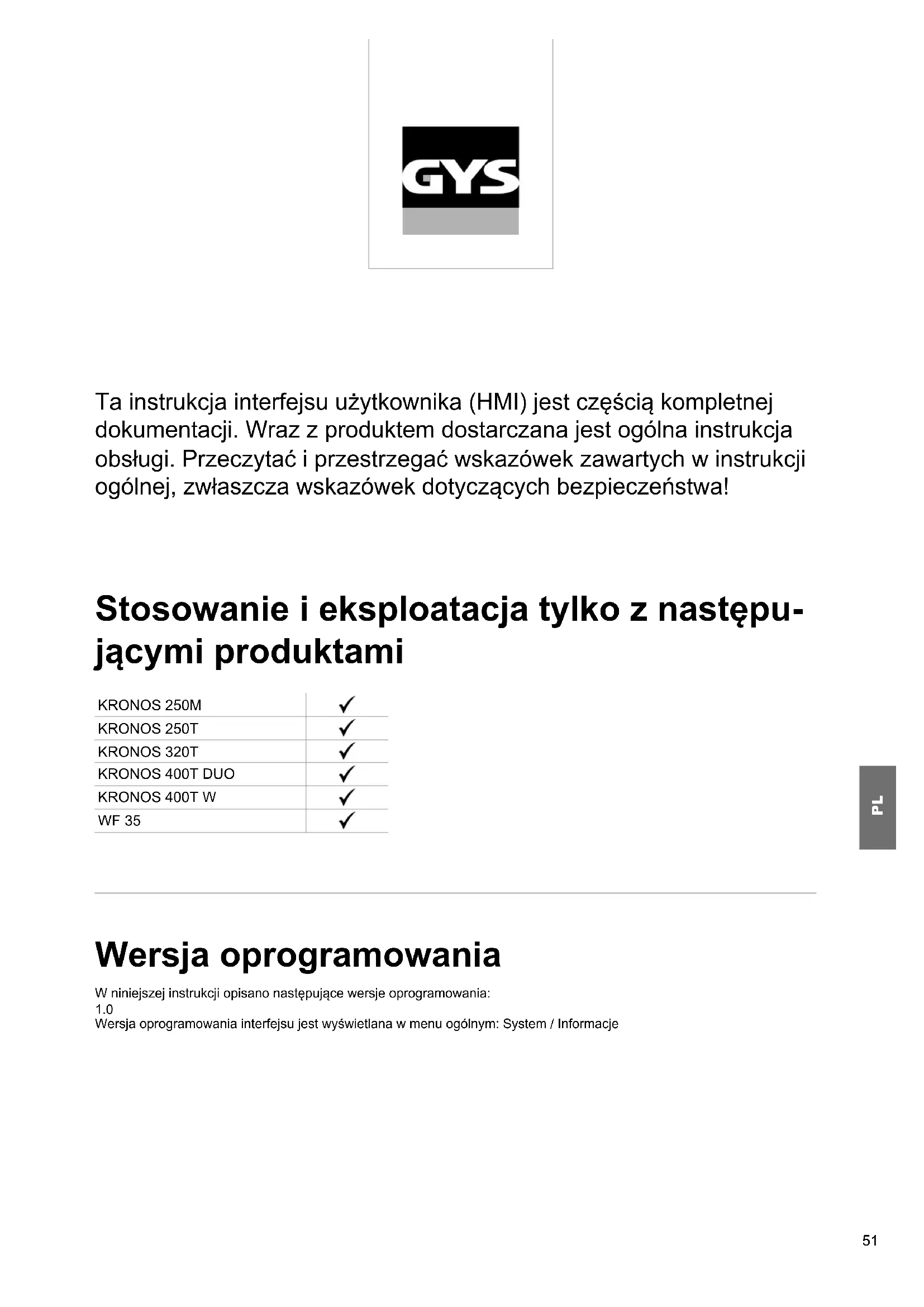
SMART INVERTER TECHNOLOGY 1 10.50 2 I 100A t 1.8s 100 A I Prąd spawania 3 Standard · 2T I t ← JOB 9 8 7 press 3s6
| [WWZ] | ||
| 1 | Proces spawania w toku Harmonogram, trasowanie | |
| 2 | Bieżące ustawienia | |
| 3 | Kontrola przepływu gazu (Długie naciśnięcie) | BP1 |
| 4 | Aktualne parametry procesu BP1 | |
| 5 | Przycisk 1 (BP1) | |
| 6 | Pokrętło nawigacyjne/ustawień Krótko naciśnij, aby potwierdzić Długie naciśnięcie = Menu ogólne | |
| 7 | Przycisk nr 2 (BP2) | |
| 8 | Ustawienia zaawansowane BP2 | |
| 9 | Dostęp do JOB (Długie naciśnięcie) BP2 | |
| [24K0] | ||
| 1 | Proces spawania w tokuHarmonogram, trasowanie | |
| 2 | Bieżące ustawienia | |
| 3 | Przedmuchiwanie gazem (Długie naciśnięcie) | BP1 |
| 4 | Aktualne parametry procesu BP1 | |
| 5 | Przycisk 1 (BP1) | |
| 6 | Pokrętło nawigacyjne/ustawieńKrótko naciśnij, aby potwierdzićDługie naciśnięcie = Menu ogólne | |
| 7 | Przycisk nr 2 (BP2) | |
| 8 | Ustawienia zaawansowane BP2 | |
| 9 | Dostęp do JOB (Długie naciśnięcie) BP2 | |
Sterowanie źródła prądu
Główny ekran zawiera wszystkie niezbędne informacje przed, podczas i po spawaniu. Interfejs jest konfigurowalny z 2 trybami wyświetlania: Easy lub Expert.
MMA
text_image
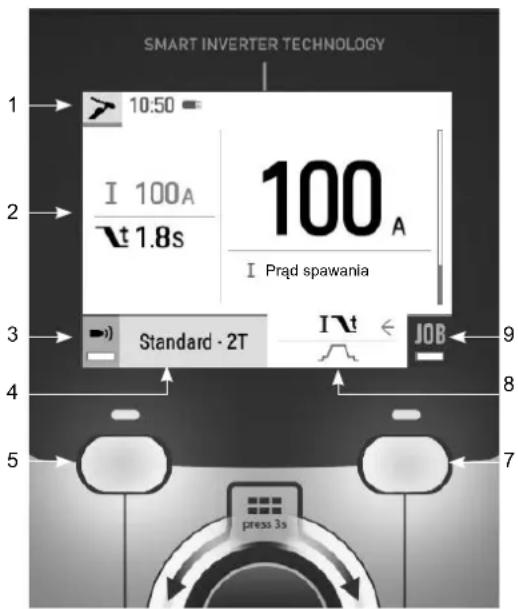
SMART INVERTER TECHNOLOGY 1 10:54 250 A Prąd spawania Standard - Basique I ← JOB 7 6 3 5 press 3s4
| ↓ | ||
| 1 | Proces spawania w tokuHarmonogram, trasowanie | |
| 2 | Aktualne parametry procesu BP1 | |
| 3 | Przycisk 1 (BP1) | |
| 4 | Pokrętło nawigacyjne/ustawieńKrótko naciśnij, aby potwierdzićDługie naciśnięcie = Menu ogólne | |
| 5 | Przycisk nr 2 (BP2) | |
| 6 | Ustawienia zaawansowane BP2 | |
| 7 | Długie naciśnięcie BP2 (Długie naciśnięcie) | BP2 |
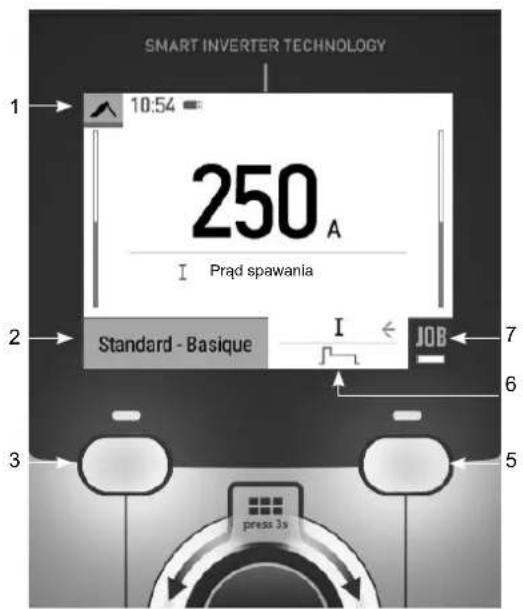
Menu ogólne
Nawigacja pomiędzy poszczególnymi blokami odbywa się za pomocą pokrętła.
Z ekranu głównego, długie naciśnięcie na pokrętło przenosi nas do menu głównego.
Naciśnięcie przycisku nr 1 (◀ powoduje krótki powrót do poprzedniego menu lub przejście do ekranu głównego.
text_image
SMART INVERTER TECHNOLOGY Procesy Parametry System Mobilność DRESS 3sMetody
MIG-MAG (GMAW/FCAW)
Półautomatyczne spawanie w atmosferze ochronnej
TIG (GTAW)
Spawanie łukowe elektrodą nietopliwą w atmosferze ochronnej
MMA (SMAW)
Spawanie łukowe elektroda otulona
Parametry
Tryb wyświetlania
- Easy : uproszczony wyświetlacz odpowiedni dla zdecydowanej większości użytkowników.
- Expert : kompletny pokaz odpowiedni dla doświadczonego spawacza. Pozwala na regulację czasów poszczególnych faz cyklu spawania.
Język
Wybór języka interfejsu (francuski, angielski, niemiecki itp.).
Jednostki miary
Wybór wyświetlania systemu jednostek : International (SI) lub Imperial (USA).
Nazewnictwo materiałów
Norma europejska (EN) lub norma amerykańska (AWS).
Jasność
Reguluje jasność ekranu interfejsu (ustawienie od 1 (ciemny wygląd) do 10 (bardzo jasny)).
System
Nazwa urządzenia
Informacja o nazwie urządzenia i możliwości jego personalizacji.
Zegar
Ustawienie czasu, daty i formatu (AM/PM).
Jednostka chłodząca (tylko w przypadku generatora z jednostką chłodząca)
- OFF : jednostka chłodząca jest wyłączona.
- ON : jednostka chłodząca jest stale aktywna.
- AUTO : automatyczne zarządzanie (aktywacja podczas spawania i dezaktywacja 10 minut po zakończeniu spawania)
OPRÓŻNIANIE funkcja dedykowana do odmulania jednostki chłodzącej lub napełniania wiązek, zabezpieczenia są wtedy zablokowane (patrz ogólna instrukcja bezpiecznego opróżniania produktu).
Informacja
Dane konfiguracyjne dla elementów systemu produktu:
- Model
- Numer seryjny
- Nazwa urządzenia
- Wersja oprogramowania

Nacisnąć przycisk nr 2:
Eksport konfiguracji maszyny do pamięci USB (niedołączona)
Wydajność
Dane dotyczące użytkowania produktu :
- Czas zapłonu
- Czas spawania
- itp
Reset
Resetuje ustawienia produktu:
- Częściowe : wartość domyślna aktualnego procesu spawania.
- Ogółem : wszystkie dane konfiguracyjne urządzenia zostaną przywrócone do ustawień fabrycznych.
Trasowanie\*
*Ta funkcja nie jest domyślnie włączona. Można go aktywować za pomocą konfiguratora online, dostępnego na stronie Planeta GYS / Narzędzia / Konfiguracja produktu. Aby go aktywować, należy skontaktować się z dystrybutorem.
Ten interfejs zarządzania spawaniem umożliwia śledzenie/rejestrowanie wszystkich etapów operacji spawania, stopka po stopce, podczas produkcji przemysłowej. To jakościowe podejście zapewnia poprodukcyjną jakość spawania, umożliwiając analizę, ocenę, raportowanie i dokumentację zarejestrowanych parametrów spawania. Funkcja ta pozwala na dokładne i szybkie zbieranie i przechowywanie danych wymaganych przez normę EN ISO 3834. Dane można odzyskać, eksportując je do pamięci USB.
1- Start - Tworzenie możliwości śledzenia
- Dostosuj nazwę strony, naciskając pokrętło.
- Odstęp czasowy między próbkami
- Hold : Brak rejestracji wartości prądu/napięcia (średnia na przewodzie) podczas spawania.
- 250 ms, 500 ms, itd. : Rejestracja wartości prądu/napięcia (średnia z przewodu) co «X»
milisekund lub sekund podczas spawania.
Naciśnij «REC», aby rozpocząć śledzenie.
Wyświetlanie trasowania
W lewym górnym rogu ekranu głównego wyświetlana jest czerwona ikona oznaczająca, że rejestrowana jest możliwość śledzenia.
Stop - Zatrzymaj trasowanie
Aby zatrzymać śledzenie podczas etapu spawania, użytkownik musi wrócić do bloku Trasowanie i wybrać «Stop».
Eksport
Odzyskiwanie tych informacji odbywa się poprzez eksport danych do klucza USB, który nie jest dostarczany w zestawie. Dane .CSV mogą być przetwarzane za pomocą programu arkusza kalkulacyjnego (Microsoft Excel®, Calc OpenOffice® itp.).
Nazwa pliku jest powiązana z nazwą urządzenia i numerem seryjnym.
2- Start - Zarządzanie trasowaniem
Na ekranie znajduje się lista wcześniej utworzonych miejsc pracy.
Krótkie naciśnięcie przycisku n°1 umożliwia powrót do poprzedniego menu.
Długie naciśnięcie przycisku nr 1 (powoduje usunięcie aktywnego zlecenia lub wszystkich zleceń.
Długie naciśnięcie przycisku n°2 (⁵) pozwala na utworzenie nowego trasowania.
Krótkie naciśnięcie przycisku n°2 (pozwala zobaczyć szczegóły każdej z wcześniej utworzonych prac.
Mobilność
Import Config.
Ładowanie konfiguracji maszyny z pamięci USB (katalog : Removable disk\Portability\Config) do urządzenia. Długie naciśnięcie przycisku nr 1 (powoduje usunięcie konfiguracji z pamięci USB.
Export Config.
Eksportowanie konfiguracji maszyny do pamięci USB (katalog : Removable disc\Portability\Config).
Import Job
Importuj Jobs zgodnie z procedurami obecnymi w katalogu Removable Disk\Portability w kluczu USB do maszyny.
Export Job
Eksportowanie zadań z maszyny do pamięci USB zgodnie z procedurami (katalog : Disque amovible\PORTABILITY\JOB)
Należy pamiętać, że stare zadania w pamięci USB mogą zostać usunięte.
Aby zapobiec utracie danych podczas importu lub eksportu danych, nie należy wyjmować pamięci USB ani wyłącać urządzenia. Nazwa pliku jest powiązana z nazwą urządzenia i numerem seryjnym.
Pamięć USB nie jest dołączona do zestawu.
Kalibracja
Calib. Kable
Funkcja dedykowana do kalibracji akcesoriów spawalniczych takich jak palnik MIG, kabel + uchwyt elektrody oraz kabel + zacisk uziemienia. Celem kalibracji jest kompensacja zmian w długości akcesoriów w celu dostosowania wyświetlanego pomiaru napięcia. Procedura po uruchomieniu jest wyjaśniana za pomocą animacji na ekranie.
Ważne: Kalibrację kabla należy powtarzać za każdym razem, gdy zmieniany jest palnik, uprząż lub kabel masy, aby zapewnić optymalne spawanie.
Kontrola przepływu gazu (MIG-MAG)
Na ekranie głównym długie naciśnięcie przycisku n°1 pozwala na regulację natężenia przepływu gazu na manometrze bez odwijania przewodu zasilającego. Procedura po uruchomieniu jest wyjaśniana za pomocą animacji na ekranie. Przepływ gazu powinien być okresowo sprawdzany, aby zapewnić optymalne spawanie.
Przedmuchiwanie gazem (TIG)
Obecność tlenu w pochodni może prowadzić do pogorszenia właściwości mechanicznych i może powodować spadek odporności na korozję. Aby oczyścić palnik z gazu, należy nacisnąć i przytrzymać przycisk nr 1 i postępować zgodnie z procedurą wyświetlaną na ekranie.
Ładowanie drutu (MIG-MAG)

Aby odwijać drut w palniku MIG/MAG bez zużywania gazu, należy postępować zgodnie z poniższą procedurą:
1- Przytrzymaj spust w dół w pozycji bez spawania.
2- Gdy na ekranie pojawi się procedura, możesz zwolnić spust.
3- Drut zaczyna się odwijać. Domyślnie 3m działa z prędkością 5m/min. Wartości te można zmieniać za pomocą pokrętła.
Jeśli chcesz wyjść z animacji bez czekania na zakończenie podawania drutu, naciśnij krótko spust.
Przechowywanie i przywoływanie zadań
Dostęp poprzez ikonę «JOB» na ekranie głównym.
Bieżące ustawienia są zapisywane automatycznie i odtwarzane przy uruchomieniu urządzenia.
Oprócz bieżących ustawień istnieje możliwość zapisania i odtworzenia tak zwanych konfiguracji „zadań”.
Na proces MIG/MAG przypada 200 JOBS, a na proces TIG i MMA 100. Przechowywanie odbywa się na podstawie aktualnych parametrów procesu i bieżących ustawień.
Job
Ten tryb JOB umożliwia tworzenie, zapisywanie, przywoływanie i usuwanie JOB.
1- Zapisz jako - Tworzenie zadania
Dostosuj nazwę zadania, naciskając pokrętło. Zatwierdzić przyciskiem nr 2.
Wyświetlanie aktualnego zadania
W prawej dolnej części ekranu wyświetlany jest numer zadania.
Zatrzymanie bieżącego zadania
Aby zamknąć bieżące zlecenie, użytkownik musi wrócić do menu JOB i wybrać «Zamknij».
2- Otwarte - Zarządzanie zadaniami
Na ekranie znajduje się lista wcześniej utworzonych zadań.
Krótko nacisnąć przycisk nr 1, aby powrócić do poprzedniego menu
Długie naciśnięcie przycisku nr 1 (wpozwala usunąć wybrane zadanie lub wszystkie zadania.
Krótkie naciśnięcie przycisku nr 2 (jpozwala zobaczyć szczegóły każdego z wcześniej utworzonych zadań.
QuickLoad - Odzyskaj JOB na spuście, gdy nie spawa.
QuickLoad to tryb wycofania zadania (20 max) poza spawaniem i możliwy tylko w procesach MIG-MAG i TIG.
Z listy wcześniej utworzonych miejsc pracy, przywołanie JOB odbywa się poprzez krótkie naciśnięcie spustu. Obsługiwane są wszystkie tryby wyzwalania i spawania.
1- Nowy - Tworzenie QuickLoad
- Dostosuj nazwę QuickLoad, naciskając pokrętło.
- Wybierz liczbę zadań do przywołania, pomiędzy 2 a 20.
- Wybierz czułość wyzwalania: wolno, normalnie lub szybko
- Wybór miejsc pracy do odwołania
Naciśnij przycisk nr 2, aby potwierdzić utworzenie QuickLoad.
Wyświetlanie bieżącego QuickLoad
W prawej dolnej części ekranu wyświetlany jest numer QuickLoad.
Zatrzymanie QuickLoad w toku
Aby zamknąć bieżące QuickLoad, użytkownik musi wrócić do menu Job/QuickLoad i wybrać «Close».
2- Otwórz - zarządzanie QuickLoad
Na ekranie znajduje się lista wcześniej utworzonych QuickLoads.
Krótkie naciśnięcie przycisku n°1 umożliwia powrót do poprzedniego menu.
Długie naciśnięcie przycisku nr 1 (łkasuje wybrany QuickLoad lub wszystkie QuickLoady.
Długie naciśnięcie przycisku n°2 (✗ pozwala na modyfikację wybranego QuickLoad.
Krótkie naciśnięcie przycisku n°2 ( pozwala zobaczyć szczegóły każdej z wcześniej utworzonych prac.
Kody błędów
Poniższa tabela przedstawia niewyczerpującą listę komunikatów i kodów błędów, które mogą się pojawić. Wykonać te sprawdzenia i kontrole przed wezwaniem autoryzowanego technika GYS.

W przypadku konieczności otwarcia produktu przez użytkownika należy obowiązkowo odciąć zasilanie poprzez wyjęcie wtyczki elektrycznej i odczekać 2 minuty dla bezpieczeństwa.
| Kody błąd | Wiadomości Rozwiązania | |
| 001 | USTERKA PRZEPIĘCIOWASprawdź instalację elektryczną | Zleć sprawdzenie instalacji elektrycznej osobie upoważnionej. |
| 002 | USTERKA PODNAPIĘCIOWASprawdź instalację elektryczną | |
| 005 Usterka prądu uziemienia | Obecność prądu błądzącego. Sprawdzić okablowanie części akcesoriów spawalniczych (palnik, zacisk uziemienia, uchwyt elektrody itp.) | |
| 006 | USTERKA JEDNOSTKI CHŁODZĄCEJNie wykryto chłodnicy | Jednostka chłodząca nie jest już wykrywana. Sprawdź połączenie między jednostką chłodzącą a źródłem prądu. |
| 007 | BŁĄD PRZEPLYWUZatkany układ chłodzenia | Sprawdzić ciągłość przepływu płynu chłodzącego palnika. |
| Sprawdź bezpiecznik urządzenia chłodzącego. | ||
| 008 | BŁĄD POZIOMU WODYSprawdź poziom wody | Napełnij zbiornik chłodnicy do pełna (zalecany płyn chłodzący : nr kat. 062511) |
| 009 | UKŁAD CHŁODZĄCYZabezpieczenie termiczne | Odczekaj kilka minut, aż urządzenie chłodzące ostygnie.Upewnij się, że nie został przekroczony zalecany cykl pracy dla stosowanego prądu spawania.Upewnij się, że wloty i wyloty powietrza nie są zatkane. |
| 010 | ŻRÓDŁO PRĄDUZabezpieczenie termiczne | Odczekaj kilka minut, aż źródło prądu ostygnie.Upewnij się, że nie został przekroczony zalecany cykl pracy dla stosowanego prądu spawania. |
| 011 | WentylatorBłąd wentylatora | Wyłączyć zasilanie przez wyjęcie wtyczki i sprawdzić, czy wentylator nie jest zablokowany. |
| 012 | SPUSTPociągnięto za spust | Odpiąć uchwyt i sprawdzić, czy komunikat jest nadal aktualny.Sprawdzić, czy przełącznik «Gas purge / Wire feed» nie jest zablokowany.Sprawdź, czy spust palnika MIG/MAG nie jest zablokowany. |
| 015 | SILNIKBrak możliwości osiągnięcia wymaganej prędkości obrotowej | Sprawdzić ustawienia nacisku rolek bębna silnika.Sprawdź, czy przewód wypełniający nie jest zablokowany w osłonie palnika. |
| 019 | Przeciążenie, proszę sprawdzić swoje ustawienia Naciśnij i zwolnij spust, aby wymazać | Sprawdź ustawienia źródła prądu i instalację (drut wypełniający, rolki, gaz, palnik itp.)Jeśli problem nadal występuje, wykonaj aktualizację (poprzez Planet GYS). |
| 020 | Problem z rozpoczęciem spawaniaProszę sprawdzić parametry spawaniaNaciśnij i zwolnij spust, aby wymazać | Sprawdź ustawienia źródła prądu i instalację (drut wypełniający, rolki, gaz, palnik itp.)Jeśli problem nadal występuje, wykonaj aktualizację (poprzez Planet GYS). |
| 024 | Przeciążenie USBOdlączanie USB | Zmień pamięć USB. |
| - | Wystąpił wewnętrzny błąd systemu.Proszę zrestartować produkt | Wyłączyć i ponownie włączyć produkt.Jeśli problem nadal występuje, dokonaj aktualizacji (Via Planet GYS) |
| - | Błąd kalibracji Ponowna kalibracja kabli spawalniczych (menu «Kalibracja») | |
| - | Więcej miejsca w pamięci urządzenia Usuń zadania, aby zwolnić miejsce w pamięci wewnętrznej. | |
| - | Plik %s nie jest obsługiwanyErr %dKontynuować mimo wszystko ? | Dane w pamięci USB są uszkodzone. Sprawdź swoje dane. |
| - Nie można zapisać w pamięci USB | Zwolnij miejsce w pamięci USB.Jeśli problem nadal występuje, zmień pamięć USB. | |
| - | Wydaje się, że pamięć USB nie jest rozpoznawana. Na ekranie nie pojawia się wskazanie kroku 5 procedury aktualizacji (patrz instrukcje ogólne). | 1- Włóż klucz USB do jego gniazda.2- Włącz generator.3- Naciśnij i przytrzymaj pokrętło HMI, aby wymusić aktualizację. |
Jeśli pojawi się kod błędu niewymieniony na liście lub problemy, nie ustąpią, skontaktuj się z dystrybutorem.





