
Gysarc 300 TRI - Spawarka GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Gysarc 300 TRI GYS w formacie PDF.
| Marka | GYS |
| Model | Gysarc 300 TRI |
| Typ produktu | Trójfazowa inwertorowa spawarka łukowa |
| Procesy spawania | MMA (elektroda otulona), TIG-LIFT (spawanie elektrodą wolframową w gazie obojętnym) |
| Zasilanie elektryczne | Trójfazowe 400V +/- 15%, 50-60 Hz, wtyk 16A typ EN 60309-1 |
| Zakres prądu spawania MMA | 30 - 300 A (w zależności od średnicy elektrody) |
| Zakres prądu spawania TIG | 5 - 300 A (w zależności od średnicy elektrody wolframowej) |
| Stopień ochrony | IP23 (możliwość użycia na zewnątrz) |
| Temperatura pracy | -10°C do +40°C |
| Temperatura przechowywania | -20°C do +55°C |
| Maksymalna wilgotność | ≤ 50% w 40°C, ≤ 90% w 20°C |
| Maksymalna wysokość | 1000 m n.p.m. |
| Główne ustawienia | Prąd spawania, Arc Force, Hot Start, wybór trybu MMA/TIG |
| Funkcje specjalne | VRD (redukcja napięcia jałowego <20V), Anti-Sticking, ręczne zdalne sterowanie (opcja) |
| Wyświetlacz | Cyfrowe wyświetlacze napięcia i prądu |
| Wentylacja | Wentylacja sterowana temperaturą, zabezpieczenie termiczne z pomarańczowym wskaźnikiem |
| Kompatybilność elektromagnetyczna | Klasa A (zastosowanie przemysłowe), zgodne z IEC 61000-3-11 |
| Wyposażenie dostarczone | Przewód zasilający z wtykiem 16A, uchwyty transportowe |
| Zalecana konserwacja | Regularne odkurzanie sprężonym powietrzem, coroczna kontrola połączeń przez wykwalifikowany personel |
| Gwarancja | 2 lata (części i robocizna) na wady produkcyjne |
| Kraj pochodzenia | Francja (wyprodukowane przez GYS, Saint-Berthevin) |
Często zadawane pytania - Gysarc 300 TRI GYS
Pytania użytkowników dotyczące Gysarc 300 TRI GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję Gysarc 300 TRI - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Gysarc 300 TRI marki GYS.
INSTRUKCJA OBSŁUGI Gysarc 300 TRI GYS
OSTRZEŻENIA - ZASADY BEZPIECZEŃSTWA
WPROWADZENIE I OPIS OGÓLNY

Przed rozpoczęciem eksploatacji urządzenia należy uważnie przeczytać niniejszą instrukcję obsługi. Nie należy podejmować żadnych modyfikacji bądź prac konserwacyjnych, które nie zostały wymienione w instrukcji.
Producent nie ponosi odpowiedzialności za jakiekolwiek obrażenia ciała lub szkody materialne spowodowane użytkowaniem niezgodnym z treścią niniejszej instrukcji.
W przypadku jakichkolwiek wątpliwości bądź problemów należy skonsultować się z osobą wykwalifikowaną w celu poprawnej instalacji urządzenia.
OTOCZENIE
Urządzenie przeznaczone jest wyłącznie do spawania w granicach wskazanych na tabliczce znamionowej i/lub w instrukcji. Należy przestrzegać dyrektyw dotyczących bezpieczeństwa. W przypadku niewłaściwego lub niebezpiecznego użycia produktu producent nie ponosi odpowiedzialności.
Stanowisko powinno być używane w pomieszczeniach wolnych od substancji tj. kurz, kwasy, gazy lub innych substancji żrácych. To samo dotyczy jego przechowywania. W trakcie użytkowania należy zapewnić odpowiedni przepływ powietrza.
Zakres temperatur:
Użytkowanie od -10 do +40°C (od +14 do + 104°F).
Przechowywanie pomiędzy -20 a +55°C (-4 a 131°F).
Wilgotność powietrza:
Mniejsza lub równa 50%, w temperaturze 40°C (104°F).
Mniejsza lub równa 90%, w temperaturze 20°C (68°F).
Poziom:
Do 1000 m n.p.m. (3280 stóp).
OCHRONA SIEBIE I INNYCH
Spawanie łukowe może być niebezpieczne i doprowadzić do poważnych obrażeń, a nawet śmierci.
Spawanie naraża osoby na promieniowanie niebezpiecznego źródła ciepła, promieniowanie świetlne łuku, pole elektromagnetyczne (uwaga dla osób posiadających rozrusznik serca), porażenia prądem elektrycznym, hałas i emisję zanieczyszczeń gazowych.
W celu ochrony siebie i innych należy przestrzegać następujących środków ostrożności:

Aby zabezpieczyć się przed oparzeniami i promieniowaniem, należy nosić suchą odzież ochronną, zakrywającą całe ciało, bez mankietów, izolującą i ognioodporną.

Należy zawsze pamiętać o użyciu odpowiednich rękawic zapewniających izolację elektryczną i termiczną.

Należy stosować odpowiednią ochronę spawalniczą lub przyłbice zapewniającą wystarczający poziom ochrony (w zależności od aplikacji). Należy chronić oczy podczas wszystkich etapów czyszczenia. Szkła kontaktowe są szczególnie zabronione. Czasem konieczne jest ograniczenie obszaru za pomocą zasłon ognioodpornych, aby chronić obszar spawania przed promieniami łuku, rozpryskami i odpadami radioaktywnymi.
Należy poinformować osoby znajdujące się w strefie spawania, aby nie patrzyły ani na łuk spawalniczy, ani na spawane części oraz aby nosiły odpowiednią odzież ochronną.

Należy używać słuchawek chroniących przed hałasem, jeśli proces spawania osiągnie poziom dźwięku powyżej limitu.
Należy trzymać ręce, włosy i ubrania z daleka od części ruchomych (wentylatorów), rąk, włosów, ubrań. Gdy zasilanie spawania jest pod napięciem, nigdy nie należy zdejmować obudowy zabezpieczającej agregat. W razie wypadku, producent nie jest pociągnięty do odpowiedzialności.

Części, które zostały przyspawane, są gorące i mogą spowodować poparzenia przy ich użytkowaniu. Aby przeprowadzić konserwację palnika, upewnij się, że wystygł on wystarczająco i odczekaj co najmniej 10 minut przed rozpoczęciem. Urządzenie chłodzące musi być włączone podczas używania palnika chłodzonego wodą, aby ciecz nie spowodowała poparzeń. Uwaga! Ważne jest, aby zabezpieczyć miejsce pracy przed jego opuszczeniem w celu ochrony ludzi i mienia.
OPARY SPAWALNICZE I GAZ

Dymy, gazy i pyły emitowane podczas spawania są niebezpieczne dla zdrowia. Należy zapewnić odpowiednią wentylację, wlot powietrza jest czasem konieczny. Maska ze świeżym powietrzem może być dobrym rozwiązaniem w przypadku; gdy wentylacja nie wystarcza. Należy sprawdzić, czy ssanie jest skuteczne poprzez kontrolę względem norm bezpieczeństwa.
Uwaga! Spawanie w małym pomieszczeniu wymaga nadzoru z bezpiecznej odległości. Ponadto spawanie niektórych materiałów, takich jak ołów, kadm, cynk, rtęć lub beryl, może być szczególnie szkodliwe, należy również odtłuścić części przed ich spawaniem.
Oczyścić metal przed spawaniem.
Butle należy przechowywać w otwartych lub dobrze wentylowanych pomieszczeniach. Muszą one być w pozycji pionowej i utrzymywane na wsporniku lub na wózku.
Spawanie w pobliżu smarów lub farb jest zabronione.
RYZYKO POŻARU LUB WYBUCHU

Należy całkowicie chronić obszar spawania, materiały łatwopalne muszą być oddalone o minimum 11 metrów.
Wyposażenie przeciwpożarowe musi znajdować się w pobliżu operacji spawalniczych.
Należy zachować ostrożność na projekcję gorących substancji bądź iskier, nawet w małych szczelinach, mogą one spowodować pożar lub wybuch.
Osoby, materiały łatwopalne i pojemniki znajdujące się pod ciśnieniem należy trzymać w bezpiecznej odległości.
Należy unikać spawania w zamkniętych pojemnikach lub rurach, a jeśli są otwarte, należy je opróżnić z wszelkich materiałów łatwopalnych lub wybuchowych (olej, paliwo, gaz...).
Operacje szlifowania nie powinny być zwrócone w kierunku źródła prądu spawania czy też w kierunku materiałów łatwopalnych.
BUTLE Z GAZEM

Wyciekający gaz z butli może spowodować uduszenie w przypadku dużej koncentracji w obszarze spawania (dobrze wentylować pomieszczenie).
Transport urządzenia musi być w pełni bezpieczny: zamknięte butle z gazem oraz zamknięte źródło zasilania spawalniczego.
Muszą być one w pozycji pionowej i podtrzymywane na wsporniku, aby zmniejszyć ryzyko upadku.
Należy zamknąć zawór butli pomiędzy dwoma użyciami. Należy zwrócić uwagę na zmiany temperatury i ekspozycię na słońce.
Butla nie może być w kontakcie z płomieniami, łukiem elektrycznym, palnikiem, zaciskiem czy innymi źródłami ciepła lub pożaru.
Należy utrzymać odpowiednią odległość od obwodów elektrycznych i spawania, dlatego nigdy nie spawać butli ciśnieniowej.
Uwaga! Przy odkręcaniu zaworu butli, należy odchylić głowę znad zaworu i upewnić się, że stosowany gaz jest odpowiedni dla danego procesu spawania.
BEZPIECZEŃSTWO ELEKTRYCZNE

Używana sieć elektryczna zawsze musi mieć uziemienie. Należy używać zalecanego rozmiaru bezpiecznika oznaczonego na tablicy znamionowej.
Porażenie prądem może być źródłem poważnego bezpośredniego lub pośredniego, a nawet śmiertelnego wypadku.
Nigdy nie należy dotykać elementów będących pod napięciem wewnątrz lub na zewnątrz źródła zasilania (palniki, zaciski, kable, elektrody), ponieważ są one podłączone do obwodu spawania.
Przed otwarciem źródła prądu spawania, należy je odłączyć od sieci i odczekać 2 minuty, aby wszystkie kondensatory były rozładowane.
Nie dotykać w tym samym czasie palnika lub uchwytu elektrody i zacisku uziemienia.
Jeśli kable, elektrody lub ramiona są uszkodzone, muszą zostać wymienione przez wykwalifikowany i autoryzowany personel. Przekrój kabla należy dobrać odpowiednio do zastosowania. Zawsze używaj suchej, dobrej jakości odzieży, aby odizolować się od obwodu spawalniczego. Należy nosić obuwie ochronne we wszystkich miejscach pracy.
KLASYFIKACJA KOMPATYBILNOŚCI ELEKTROMAGNETYCZNEJ MATERIAŁÓW EMC
Ten materiał klasy A nie jest przeznaczony do użytku na terenie mieszkalnym, ponieważ dostarczana tam publiczna energia elektryczna jest niskonapięciowa. W tych miejscach mogą występować potencjalne trudności w zapewnieniu kompatybilności elektromagnetycznej, ze względu na zaburzenia przewodzenia, a także emitowane częstotliwości radiowe.

To urządzenie jest zgodne z normą IEC 61000-3-11.
Sprzęt ten nie spełnia wymogów normy IEC 61000-3-12 i jest przeznaczony do podłączania do prywatnych sieci niskiego napięcia podłączonych do publicznej sieci energetycznej tylko na poziomie średniego i wysokiego napięcia. W przypadku podłączenia do sieci publicznej zasilania o niskim napięciu odpowiedzialnością instalatora lub użytkownikajest upewnienie się, że urządzenie może zostać podłączone. W tym celu, należy skontaktować się z operatorem sieci dystrybucyjnej.
EMISJE ELEKTROMAGNETYCZNE

Prąd elektryczny przechodzący przez jakikolwiek przewodnik wytwarza zlokalizowane pola elektryczne i magnetyczne (EMF).
Prąd spawania wytwarza pole elektromagnetyczne wokół obwodu spawalniczego i sprzętu do spawania.
Pola elektromagnetyczne EMF mogą zakłócać działanie niektórych implantów medycznych, takich jak rozruszniki serca. Dla osób z implantami medycznymi muszą zostać podjęte środki ochronne. Na przykład, ograniczenia dostępu dla osób przechodzących lub indywidualna ocena ryzyka dla spawaczy.
Spawacze powinni postępować zgodnie z poniższymi instrukcjami, aby zminimalizować ekspozycję na działanie pół elektromagnetycznych z obwodu spawania:
- ułożyć kable spawalnicze razem – w miarę możliwości zamocować je za pomocą zacisku;
- ustawić się (tułów i głowę) jak najdalej od obwodu zgrzewania;
-
nigdy nie owijać przewodów spawalniczych wokół ciała;
-
nie umieszczać ciała pomiędzy kablami spawalniczymi. Trzymać oba kable po jednej stronie ciała;
- podłączyć zacisk uziemiający jak najbliżej spawanego obszaru;
- nie pracować zbyt blisko, nie pochylac się i nie opierać się o spawarkę;
- nie spawać podczas transportu spawarki lub podajnika drutu.

Zaleca się, aby osoby noszące rozruszniki serca skonsultowały się z lekarzem przed rozpoczęciem użytkowania tego urządzenia. Narażenia na działania pół elektromagnetycznych podczas spawania mogą mieć inne skutki, konsekwencje zdrowotne, które nie są jeszcze znane.
ZALECENIA DOTYCZĄCE OCENY OBSZARU SPAWANIA
Informacje ogólne
Użytkownik jest odpowiedzialny za instalację i użytkowanie sprzętu do spawania łukowego zgodnie z instrukcją producenta. W przypadku wykrycia zakłóceń elektromagnetycznych rolą użytkownika sprzętu do spawania łukowego jest rozwiązanie sytuacji z pomocą techniczną producenta. W niektórych przypadkach to działanie zapobiegawcze może sprowadzać się do czegoś tak prostego, jak uziemienie obwodu spawania. W innych przypadkach może być konieczne skonstruowanie osłony elektromagnetycznej wokół źródła prądu spawania i całego elementu z zamocowaniem filtrów wejściowych. We wszystkich przypadkach, zaburzenia elektromagnetyczne muszą być zminimalizowane, aż przestaną być kłopotliwe.
Ocena obszaru spawania
Przed zainstalowaniem sprzętu do spawania łukowego, użytkownik powinien ocenić potencjalne problemy elektromagnetyczne w otaczającym go obszarze. Należy wziąć pod uwagę następujące elementy:
a) obecność (powyżej, poniżej i obok spawarki łukowej) innych kabli energetycznych, sterowania i telefonicznych;
b) nadajniki i odbiorniki telewizyjne;
c) komputery i inny sprzęt;
d) urządzenia krytyczne dla bezpieczeństwa, takie jak zabezpieczenia maszyn przemysłowych;
e) zdrowie i bezpieczeństwo osób przebywających w danym obszarze, takich jak osoby z kardiostymulatorami lub aparatami słuchowymi;
f) aparatura do kalibracji i pomiarów;
g) odizolowanie innych urządzeń, które znajdują się na tym samym obszarze.
Operator musi upewnić się, że urządzenia i sprzęt używane na tym samym obszarze są ze sobą kompatybilne. Może to wiązać się z dodatkowymi środkami ostrożności;
h) pora dnia podczas spawania lub wykonywania innych wymaganych czynności.
Należy wziąć pod uwagę wielkość strefy otoczenia, zależną od struktury budynku i innych prac, które mają się tam odbywać. Ta strefa otoczenia może wykraczać poza granice instalacji.
Ocena obszaru spawania
Oprócz oceny obszaru spawalniczego ocena systemów spawania łukowego może być wykorzystana do identyfikacji i rozwiązania różnych przypadków zakłóceń. Wskazane jest, żeby ocena emisji obejmowała pomiary na miejscu, jak określono w artykule 10 CISPR 11:2009. Pomiary na miejscu mogą również pomóc potwierdzić skuteczność środków ograniczających.
ZALECENIA DOTYCZĄCE METOD REDUKCJI EMISJI ELEKTROMAGNETYCZNEJ
a. Publiczna sieć zasilania: Wskazane jest podłączenie urządzeń spawalniczych do publicznej sieci zasilania zgodnie z zaleceniami producenta. W przypadku występowania zakłóceń może być konieczne podjęcie dodatkowych środków zapobiegawczych, takich jak filtrowanie publicznej sieci zasilania. Wskazane jest przewidzieć osłonę kabla zasilającego w przewodzie zainstalowanym na stałe, która będzie z metalu lub innego odpowiednika materiału do spawania łukowego. Powinno się również zapewnić ciągłość elektryczną osłony na całej jej długości. Należy również połączyć osłonę ze źródłem prądu spawania w celu zapewnienia dobrego połączenia elektrycznego pomiędzy przewodem i obudową źródła prądu spawania.
b. Konserwacja urządzeń do spawania łukowego: Sprzęt do spawania łukowego wymaga rutynowej konserwacji wedle zaleceń producenta. Wskazane jest, aby wszystkie wejścia, drzwiczki serwisowe i pokrywy były zamknięte i prawidłowo zablokowane, gdy urządzenie do spawania łukowego jest włączone. Wskazane jest, aby sprzęt do spawania łukowego nie był w żaden sposób modyfikowany z wyjątkiem zmian i ustawień opisanych w instrukcji obsługi producenta. W szczególności wskazane jest, aby urządzenie rozruchowe dozujące i stabilizujące łuk było regulowane i konserwowane zgodnie z zaleceniami producenta.
c. Kable spawalnicze: Kable te powinny być jak najkrótsze, umieszczone jak najbliżej siebie i blisko ziemi lub całkowicie na podłodze.
d. Uziemienie ekwipotencjalne: Należy rozważyć połączenie wszystkich przedmiotów metalowych w pobliżu. Jednakże metalowe przedmioty podłączone do przedmiotu obrabianego zwiększają ryzyko porażenia elektrycznego, jeśli operator dotknie zarówno tych metalowych elementów, jak i elektrody. Wymagane jest odizolowanie operatora od takich metalowych przedmiotów.
e. Uziemienie spawanego elementu: Jeżeli dana część nie jest uziemiona – ze względów bezpieczeństwa elektrycznego lub ze względu najej rozmiar i położenie (co ma miejsce w przypadku kadłubów statków lub metalowych konstrukcji budowlanych) – uziemienie części może w niektórych przypadkach, ale nie w sposób systematyczny, obniżyć emisję. Zaleca się unikanie uziemienia części, które mogłoby zwiększyć ryzyko obrażeń u użytkowników lub uszkodzenia innego sprzętu elektrycznego. W razie potrzeby, połączenie doziemne spawanej części powinno być wykonane bezpośrednio, ale w niektórych krajach, gdzie to bezpośrednie połączenie nie jest dozwolone, połączenie powinno być wykonane z użyciem odpowiedniego kondensatora i dobrane zgodnie z krajowymi przepisami. Należy unikać uziemiania części, które mogłyby zwiększyć ryzyko zranienia użytkownika lub uszkodzenia innych urządzeń elektrycznych. Jeśli to konieczne, właściwe jest połączenie spawanej części bezpośrednio z uziemieniem, ale w niektórych krajach to połączenie jest zabronione. W razie konieczności wykonać połączenie uziemiające za pośrednictwem odpowiednich kondensatorów zgodnych z przepisami krajowymi.
f. Ochrona i ekranowanie: Ochrona i selektywne ekranowanie kabli, i urządzeń w okolicy może łagodzić problemy zakłóceń. Ochrona całego obszaru spawania może być przewidziana do specjalnych zastosowań.
TRANSPORT I TRANZYT URZĄDZENIA

Źródło prądu spawania jest wyposażone w górny(e) uchwyt(y) do przenoszenia ręcznego. Nie należy lekceważyć jego wagi.
Nie wolno używać kabli ani palników do przemieszczania źródła prądu spawalniczego. Musi ono być przemieszczane w pozycji pionowej. Nie należy umieszczać źródła zasilania nad osobami lub przedmiotami. Nigdy nie podnosić jednocześnie butli z gazem i źródła zasilania. Ich standardy transportowania są różne.
INSTALACJA MATERIAŁU
Zasady, których należy przestrzegać:
- Umieścić źródło prądu spawania na podłodze, której maksymalne nachylenie wynosi 10°.
- Zapewnić wystarczającą strefę do chłodzenia źródła prądu spawania i do łatwego dostępu do panelu sterowania.
- Nie stosować w środowisku, gdzie występują pyły metali przewodzących.
- Źródło prądu spawania musi być chronione przed deszczem i nie może być narażone na działanie promieni słonecznych.
- Urządzenie posiada stopień ochrony IP23, co oznacza:
- zabezpieczenie przed dostępem do niebezpiecznych części stałych o ∅ > 12,5 mm i,
- ochrona przed deszczem skierowana pod kątem 60° do pionu.
Material ten może być używany na zewnątrz, zgodnie z klasą ochrony IP23.
- Przewody zasilania, przedłużacze i przewody spawalnicze muszą być całkowicie rozwinięte, aby zapobiec przegrzaniu.

Producent nie ponosi żadnej odpowiedzialności za szkody wyrządzone osobom i przedmiotom ze względu na niewłaściwe i niebezpieczne wykorzystania tego materiału.
KONSERWACJA / PORADY


- Konserwację powinny przeprowadzać wyłącznie osoby z odpowiednimi kwalifikacjami. Zalecana jest coroczna konserwacja.
-
Odciąć zasilanie, odłączając wtyczkę i odczekać dwie minuty przed rozpoczęciem pracy na urządzeniu. Wewnątrz, napięcie i siła prądu są wysokie i niebezpieczne.
-
Regularnie zdjąć pokrywę i oczyścić z kurzu za pomocą pistoletu ze sprężonym powietrzem. Należy przy tej okazji również zlecić wykwalifikowanemu specjaliście dysponującemu odpowiednim sprzętem sprawdzenie połączeń elektrycznych.
- Regularnie sprawdzać stan techniczny przewodu zasilającego. W celu uniknięcia zagrożenia, uszkodzony kabel zasilający musi zostać wymieniony przez producenta, jego serwis lub osobę o podobnych kwalifikacjach.
- Zostawić odsłoniętą kratkę wentylacyjną źródła spawania dla odpowiedniego wlotu i wylotu powietrza.
- Nie używać tego źródła spawania do rozmrażania rur odpływu kanalizacyjnego, ładowania baterii/akumulatorów lub do rozruchu silnika.
INSTALACJA - FUNKCJONOWANIE URZĄDZENIA
Tylko doświadczony i wykwalifikowany przez producenta personel może przeprowadzać instalację. Podczas montażu należy upewnić się, że generator jest odłączony od sieci.
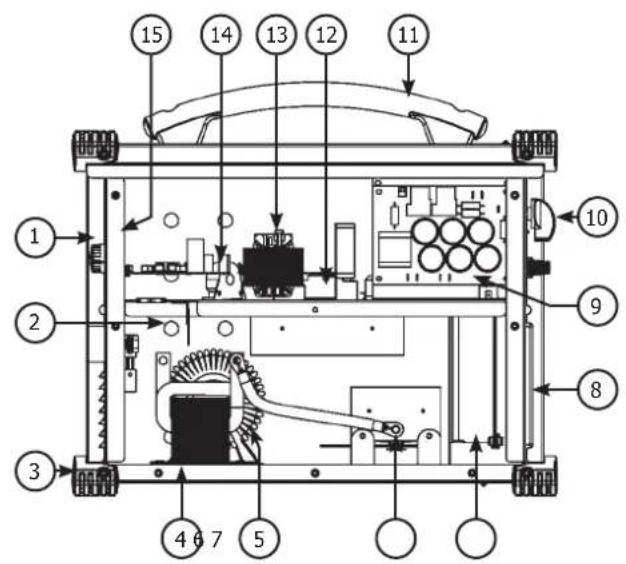
OPIS URZĄDZENIA (RYS-1)
GYSARC 300/400 jest trójfazowym inwerterowym źródłem spawalniczym, które w zależności od wyposażenia umożliwia :
- Spawanie elektrodą otuloną (MMA)
- Spawanie elektrodą wolframową w osłonie gazu obojętnego (TIG)
Proces spawania TIG wymaga osłony gazowej (Argon).
Proces spawania MMA pozwala na spawanie każdego rodzaju elektrody: rutylowej, zasadowej, celulozowej, ze stali nierdzewnej i żeliwnej.
GYSARC 300/400 może być wyposażony w ręczny pilot zdalnego sterowania (nr ref. 045675).
1- Interfejs człowiek maszyna 5- Uchwyty transportowe i do podnoszenia
2- Gniazdo z biegunem ujemnym 6- Włącznik/wyłącznik
3- Gniazdo z biegunem dodatnim 7- Kabel zasilania
4- Podłączenie zdalnego sterowania
HUMAN MACHINE INTERFACE (HMI) (RYS-2)
1- Wyświetlacz napięcia
2- Wskaźnik przegrzania 8- Przycisk aktywacji pilota zdalnego sterowania
3- Wskaźnik działania urządzenia zmniejszającego ryzyko (VRD)
7- Wskaźnik aktywacji pilota zdalnego sterowania
9- Przycisk wyboru trybu pracy (MMA / TIG-LIFT)
4- Wskaźnik prądu 10- Pokrętło do ustawiania siły łuku
5- Wskaźnik trybu TIG-LIFT 11- Pokrętło regulacji prądu
6- Wskaźnik trybu pracy elektrody osłonowej MMA
12- Pokrętło do ustawiania Hot Startu
PRZYCISK URUCHAMIANIA URZĄDZENIA
• GYSARC 300 TRI jest dostarczany z gniazdem 16 A EN 60309-1 i może być używany wyłącznie w trójfazowej instalacji elektrycznej 400V (50-60 Hz) czteroprzewodowej z uziemionym punktem neutralnym.
• GYSARC 400 TRI jest dostarczany z gniazdem 32 A EN 60309-1 i może być używany wyłącznie w trójfazowej instalacji elektrycznej 400V (50-60 Hz) czteroprzewodowej z uziemionym punktem neutralnym.
- Pochłaniania wartość skuteczna prądu (I1eff) wyświetlana jest na urządzeniu dla maksymalnych warunków użytkowania. Sprawdzić, czy zasilacz i jego zabezpieczenie (bezpiecznik i / lub wyłącznik) są kompatybilne z parametrami wymaganego źródła prądu. W niektórych krajach może być konieczna wymiana gniazda zasilania, aby umożliwiać maksymalną eksploatację urządzenia.
- W przypadku intensywnego użytkowania (> cykl pracy) może zadziałać zabezpieczenie termiczne, w którym to przypadku łuk gaśnie i zapala się lampka kontrolna.
- Urządzenie przeznaczone jest do pracy przy napięciu elektrycznym 400V +/- 15%.
- Włączenie następuje przez przekręcenie przełącznika on/off (RYS. 1 - 6) do pozycji I, natomiast wyłączenie następuje przez przekręcenie do pozycji
O. Uwaga! Nigdy nie wyłącać zasilania, gdy urządzenie pracuje.
PODŁĄCZENIE DO AGREGATU PRĄDOTWÓRCZEGO
Urządzenie to może być zasilane z generatorów pod warunkiem, że zasilanie pomocnicze spełnia następujące wymagania:
- Napięcie musi być zmienne, jego wartość skuteczna musi wynosić 400V +/- 15%, a napięcie szczytowe musi być mniejsze niż 700 V,
- Częstotliwość powinna wynosić od 50 do 60 Hz.
Konieczna jest weryfikacja tychże warunków, ponieważ wiele generatorów wytwarza impulsy wysokiego napięcia, co może spowodować uszkodzenie sprzętu.
UŻYWANIE PRZEDŁUŻACZY
Wszystkie przedłużacze muszą mieć odpowiedni rozmiar i odpowiednią sekcję do napięcia urządzenia.
Używać przedłużacza zgodnie z przepisami krajowymi.
| Napięcie prądu wejściowego | Odcinek kabla przedłużającego (<45m) | |
| GYSARC 300 | 400 V - 3~ | 2.5 mm^2 |
| GYSARC 400 4 mm^2 |
SPAWANIE ELEKTRODA OTULONA (TRYB MMA)
PODŁACZENIE I PORADY
- Podłączyć kable, uchwyt elektrody i zacisk uziemiający w złączach,
- Przestrzegać biegunowości (+/-) i natężenia spawania wskazanych na opakowaniach elektrod,
- Gdy urządzenie nie jest używane, należy usunąć elektrodę z uchwytu.

text_image
VRD v 8.8.8 A 160. MMA MODE HOT START min max ARC FORCE min max min maxMMA
Szare obszary nie są przydatne w tym trybie.
WYBÓR TRYBU
Naciśnij przycisk 📂 M∅H:1 by wybrać tryb MMA.
GŁÓWNE USTAWIENIA
1. Ustawianie natężenia spawania:
Ustawić prąd spawania za pomocą pokrętła głównego w zależności od średnicy elektrody i rodzaju wykonywanego montażu. Aktualna wartość zadana jest pokazywana na prawym wyświetlaczu.
2. Ustawianie poziomu Arc Force :
Wyreguluj poziom Arc Force za pomocą lewego pokrętła. Im niższy poziom Arc Force, tym łagodniejszy łuk, im wyższy poziom Arc Force, tym wyższy nadmiar prądu spawania. Zaleca się ustawienie siły łuku w pozycji środkowej przed rozpoczęciem spawania i wyregulowanie jej w zależności od wyników i preferencji spawalniczych. Wyjaśnienia: zakres ustawień Arc Force jest specyficzny dla wybranego typu elektrody.
3. Ustawianie Hot Start:
Ustawić poziom Hot Start za pomocą prawego pokrętła. Niski Hot start do cienkich blach i wysoki Hot Start (gorący start) dla metali ciężkich do spawania (brudne lub utlenione części).
PARAMETRY SPAWANIA
USTAWIANIE NATEŻENIA SPAWANIA
Poniższe ustawienia odpowiadają zakresowi prądu użytkowego w zależności od typu i średnicy elektrody. Zakresy te są dość szerokie, ponieważ zależą od zastosowania i pozycji spawania.
| ∅ elektrody (mm) | Rutylowa E6013 (A) | Zasadowa E7018 (A) | Celulozowa E6010 (A) |
| 1.6 30-60 30-55 - | |||
| 2.0 50-70 50-80 - | |||
| 2.5 60-100 80-110 60-75 | |||
| 3.15 80-150 90-140 85-90 | |||
| 4.0 100-200 125-210 120-160 | |||
| 5 150-290 200-260 110-170 | |||
| 6.3 200-385 220-340 - | |||
SPAWANIE ELEKTRODA OTULONA
- W urządzeniu MMA do podłączenia przewodów elektrody i zacisku uziemienia w złączach, kabel odwracający biegunowość musi być odłączony. Należy przestrzegać polaryzacji wskazanej na opakowaniu elektrod.
- Stosować się do standardowych zasad dotyczących spawania.
- Urządzenia te wyposażone są w specyficzną funkcję dla Inwerterów:
Anti-Sticking pozwala łatwo odkleić elektrodę bez jej zaczerwieniania w przypadku jej przyklejenia. Po włączeniu się funkcji anti-sticking urządzenie wymaga czasu, około 3 sekund, zanim będzie można powrócić do normalnego spawania.
SPAWANIE ELEKTRODA TUNGSTENE W OSŁONIE GAZU OBOJĘTNEGO (TIG)
PODŁACZENIE I PORADY
Do spawania metodą TIG potrzebny jest palnik oraz butla z gazem ochronnym wyposażona w reduktor ciśnienia.
- Podłączyć zacisk uziemiający do gniazda bieguna dodatniego (+).
- Podłączyć kabel zasilający latarki do złącza ujemnego (-).
- Podłączyć wąż gazowy od palnika do wylotu reduktora ciśnienia.
Upewnić się, że palnik jest odpowiednio wyposażony i że materiały eksploatacyjne (imadło, uchwyt kołnierzowy, dyfuzor i dysza) nie są zużyte.

text_image
VRD v 8.8.8 A 160. TIG LIFT MODE WEDDER AROUNDAL HOT START min max maxTIG
Szare obszary nie są przydatne w tym trybie.
WYBÓR TRYBU
Naciśnij przycisk MODE, aby wybrać tryb TIG.
Ustawianie natężenia spawania:
Ustawić prąd spawania za pomocą pokrętła głównego w zależności od średnicy elektrody i rodzaju wykonywanego montażu. Aktualna wartość zadana jest pokazywana na prawym wyświetlaczu.
ZAJARZENIE
Zapłon jest typu LIFT: za pomocą palnika należy doprowadzić do zetknięcia elektrody z obrabianym przedmiotem, a następnie delikatnie podnieść elektrode, powstaje łuk.
ZATRZYMANIE SPAWANIA / WYGASZANIE
Aby zatrzymać spawanie, należy lekko naciągnąć łuk, jego intensywność będzie stopniowo maleć (zanikanie).
POMOC W USTAWIENIU I WYBORZE MATERIAŁÓW EKSPLOATACYJNYCH
| DC | Prąd (A) Elektroda (mm) | Dysza (mm) | Przepływ Argonu (L / min) | ||
| 0.3 - 3 mm | 5 - 75 | 1 | 6.5 | 6 - 7 | |
| 2.4 - 6 mm | 60 - 150 | 1.6 | 8 | 6 - 7 | |
| 4 - 8 mm | 100 - 200 | 2 | 9.5 | 7 - 8 | |
| 6.8 - 8.8 mm | 170 - 220 | 2.4 | 11 | 8 - 9 | |
| 9 - 12 mm | 255 - 300 | 3.2 | 12.5 | 9 - 10 | |
OSTRZENIE ELEKTRODY
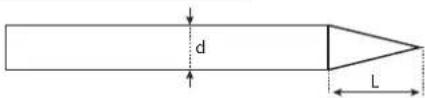
text_image
d LL = 3 x d dla niskiego prądu spawania. L = d dla wysokiego prądu spawania.
ZDALNE STEROWANIE
Zdalne sterowanie działa w procesie TIG i MMA.

Nr kat. 045699
Wygląd zewnętrzny
Schematy elektryczne oparte na zdalnych poleceniach.
Podłączenie:
1- Podłączyć zdalne sterowanie do przedniej części źródła prądu spawania (RYS. 1 - 4).
2- Naciśnij przycisk oby włączyć pilota zdalnego sterowania. Dioda LED ON świeci się.
Podłączenie
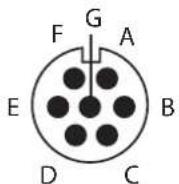
Urządzenie jest wyposażone w gniazdo typu żeńskiego do podłączenia zdalnego sterowania.
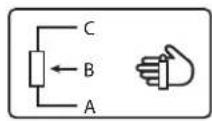
Specjalna wtyczka 7-punktowa (opcja nr kat. 045699) umożliwia podłączenie ręcznego pilota zdalnego sterowania. Do instalacji kabli, należy postępować zgodnie ze schematem poniżej.
| RODZAJ ZDALNEGO STEROWANIA Oznaczenie drutu Załączony kolek | spawalniczy |
| Ręczne zdalne sterowanie | 12 V A |
| Kursor B | |
| Wspólny/uziemienie C |
Funkcjonowanie:
- Zdalne sterowanie ręczne (opcja nr kat. 045675).
Ręczne zdalne sterowanie pozwala na zmianę prądu od 50% do 100% ustawionej intensywności.
VRD (VOLTAGE REDUCTION DEVICE)
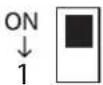
Domyślnie (ustawienie fabryczne) przełącznik VRD jest ustawiony w pozycji ON. Aby aktywować VRD, w celu obniżenia napięcia jałowego generatora (< 20 V), należy ustawić przełącznik na tablicy sterowniczej (strona 67 - n°14 / strona 68 - n°11) w pozycji 1. Zapala się wskaźnik HMI (RYS. 2 - N°3).
Aby uzyskać dostęp do przełącznika VRD (patrz str. 69) :

PORAŻENIE PRADEM MOŻE BYĆ ŚMIERTELNE
- odłączyć produkt od źródła zasilania.
- Wykręcić 9 śrub, aby otworzyć boczną część generatora.
- Zlokalizować czerwony przełącznik na środku płyty sterującej.
OCHRONA TERMICZNA I PORADY
Urządzenie to jest wyposażone w wentylator regulowany przez temperaturę urządzenia. Gdy załącza się ochrona termiczna, urządzenie przestaje dostarczać prąd. Pomarańczowa dioda LED (RYS. 2 - 2) świeci się tak długo, aż temperatura zestawu wróci do normy.
- Zostawić odsłonięte otwory cyrkulacji powietrza, dla odpowiedniego wlotu i wylotu powietrza.
- Po spawaniu i podczas ochrony termicznej należy pozostawić podłączone urządzenie w celu jego schłodzenia.
- Stosować się do standardowych zasad dotyczących spawania.
- Zapewnić odpowiednią wentylację.
- Nie pracować na mokrej powierzchni.
BŁĘDY, PRZYCZYNY, ROZWIĄZANIA
| Błędy Przyczyny Rozwiązania | |||
| MMA-TIG | Urządzenie nie jest zasilane i świeci się żółty wskaźnik usterki termicznej (RYS. 2 - 2). | Włączyło się zabezpieczenie termiczne urządzenia. | Poczekać do końca okresu chłodzenia, około 2 minuty. Kontrolka (RYS. 2 - 2) gaśnie. |
| Wyświetlacz (RYS 2 - 4) jest włączony, ale urządzenie nie dostarcza prądu. | Kabel zacisku uziemienia lub uchwyt elektrody nie jest podłączony do stanowiska. | Sprawdzić połączenia. | |
| Stanowisko jest zasilane, a Ty czujesz mrowienie, kładąc rękę na karoserii. | Połączenie uziemienia jest uszkodzone. | Należy sprawdzić wtyczkę i uziemienie państwa instalacji. | |
| Urządzenie że spawa Błąd polaryzacji | Sprawdzić zalecenia polaryzacji na opakowaniu elektrod. | ||
| TIG | Niestabilny łuk | Błąd pochodzący z elektrody wolframowej (tungstene) | Stosować elektrodę wolframową odpowiednich rozmiarów (tungstene) |
| Używać właściwie przygotowanej elektrody wolframowej (tungstene) | |||
| Nadmierny przepływ gazu Zmniejszyć zużycie gazu | |||
| Elektroda wolframowa utlenia się i matowieje na końcu spawania | Obszar spawania Chronić strefę spawania przed przeciągami. | ||
| Problem gazu lub przedwczesne odcięcie gazu | Sprawdzić i dokręcić wszystkie połączenia gazowe. Przed odcięciem gazu zaczekać, aż schłodzi się elektroda. | ||
| Elektroda się topi Błąd polaryzacji | Sprawdzić, czy zacisk masy jest dobrze podłączony do + | ||
GWARANCJA
Gwarancja obejmuje wszystkie usterki lub wady produkcyjne przez 2 lata od daty zakupu (części i robocizna).
Gwarancja nie obejmuje:
- Wszelkich innych szkód spowodowanych transportem.
- Zwykłego zużycia części (Np. : kabli, zacisków, itp.).
- Przypadków nieodpowiedniego użycia (błędów zasilania, upadków czy demontażu).
- Uszkodzenia związane ze środowiskiem (zanieczyszczenia, rdza, kurz).
W przypadku usterki należy zwrócić urządzenie do dystrybutora, załączając:
- dowód zakupu z datą (paragon fiskalny, fakturę....)
- notatkę z wyjaśnieniem usterki.
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ЗАПЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO / CZĘŚCI ZAMIENNE
GYSARC 300 TRI
*Te cykle robocze wykonane są zgodnie z normą EN60974-1 w temperaturze 40°C i w cyklu 10 min.
Przy intensywnym użytkowaniu (większa niż cykl pracy) może włączyć się ochrona termiczna, w tym przypadku, wyłącza się łuk, a zapala się kontrolka.
Należy pozostawić urządzenie podłączone do prądu w celu umożliwiaenia jego schłodzenia, aż do momentu, gdy wyłączy się zabezpieczenie / ochrona termiczna.
Źródło prądu spawania opisuje spadającą charakterystykę wyjściową.
ICÔNES / SYMBOLS / SYMBOLE / ICONOS / ИКОНКИ / PICTOGRAMMEN / ICONE / IKONY
 | - Attention ! Lire le manuel d'instruction avant utilisation.- Caution ! Read the user manual.- Achtung! Lesen Sie die Betriebsanleitung. | - Cuidado, leer las instrucciones de utilización.- Внимание ! Читайте инструкцию по использованию.- Let op! Lees voorzichtig de gebruiksaanwijzing.- Attenzione! Leggere il manuale d'istruzioni prima dell'uso.- Uwaga! Przed uzyciem należy dokładnie zapoznać się z instrukcją obsługi. |
| - Source de courant de technologie onduleur délivrant un courant continu.- Inverter technology based welding machine direct curent.- Invertergleichstromquelle (DC)- Fuente de corriente de tecnologia inverter de corriente continua.- Источник тока с технологией преобразователя, выдающий постоянный ток.- Stroomvoorziening met inverter technologie, continue stroom.- Fonte di corrente con tecnologia inverter che rilascia una corrente continua.- Žródło prądu technologii falownika dostarczającego prąd stały. | ||
| EN60974-1EN60974 - 10Class A | - La source de courant de soudage est conforme aux normes EN60974-1/-10 et de classe A.- This welding machine is compliant with standard EN60974-1/-3/-10 of class A.- Die Stromquelle entspricht der Norm EN60974-1/-3/-10. Gerät Klasse A.- El aparato es conforme a las normas EN60974-1/-10 y de classe A.- Источник сварочного тока отвечает нормам EN60974-1/-10 и относится к классу A.- De lasstroomvoorziening is conform aan de EN60974-1/-10 en klasse A norm.- La fonte di corrente di saldatura è conforme alle norme EN60974-1/-10 e di classe A.- Žródło prądu spawania, zgodne jest z normami EN60974-1/-10 i klasą A. | |
 | - Soudage à l'électrode enrobée (MMA - Manual Metal Arc)- MMA welding (Manual Metal Arc)- Schweißen mit umhüllter Elektrode (E-Handschweißen)- Soldadura con electrodo revestido (MMA - Manual Metal Arc)- Сварка электродом с обмазкой (MMA - Manual Metal Arc)- Booglassen met beklede elektrode (MMA - Manual Metal Arc)- Saldatura ad elettrodo rivestito (MMA - Manual Metal Arc)- Spawanie elektrodami otulonymi (MMA - Manual Metal Arc) | |
 | - Soudage TIG (Tungsten Inert Gaz)- TIG welding (Tungsten Inert Gaz)- TIG- (WIG-)Schweißen (Tungsten Wolfram) Inert Gas)- Soldadura TIG (Tungsten Inert Gaz)- Сварка TIG (Tungsten Inert Gaz)- TIG lassen (Tungsten Inert Gaz)- Saldatura TIG (Tungsten Inert Gaz)- Spawanie TIG (Wolfram Gazu Obojętnego) | |
 | - Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels locaux.- Suitable for welding in environment with an increased risk of electric shock. However this a machine should not placed in such an environment.- Geeignet für Schweißarbeiten in Bereichen mit erhöhten elektrischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben werden.- Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe estar presente en dichos lugares.- Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же самом помещении.- Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergolijke ruimte worden geplaatst.- È consigliato per la saldatura in un ambiente con grandi rischi di scosse eletriche. La fonte di corrente non deve essere localizzata in tale posto.- Nadaje się do spawania w środowisku o zwiększyonym ryzyku porażenia prądem. Samo źródło prądu nie może jednak być umieszczone w tego typu pomieszczeniach. | |
| IP23 | - Protection contre l'accès aux parties dangereuses des corps solides de ∅ ≥12,5mm et chute d'eau (60° par rapport à la verticale).- Protected against the access of dangerous parts from solid bodies of a ∅ ≥12,5mm and water (60° towards the vertical).- Gegen Eindringen von Körpern mit einem Durchmesser >12,5mm und gegen Sprühwasser geschützt (Einfallwinkel 60° vertikal)- Protección contra el acceso a las partes peligrosas de objetos sólidos con un diámetro superior o igual a 12.5mm y contra la caída de agua (60° respecto a la vertical).- Защита от попадания в опасные зоны твердых тел ∅ ≥12,5mm и капель воды (вертикальный наклон 60°).- Beveiligd tegen toegang tot gevaarlijke delen van ∅ ≥12,5mm, en tegen regendruppels (60° ten opzichte van een verticale lijn).- Protegge contro l'accesso alle arece pericolose dei corpi solidi di ∅ ≥12,5mm e le cadute d'acqua (60° rispetto alla verticale).- Ochrona przed dostępem do niebezpiecznych części ciał stałych o ∅ ≥12,5mm i spadającą wodą (60° do pionu). | |
 | - Courant de soudage continu.- Direct welding current.- Gleichschweißstrom- Corriente de soldadura continua.- Постоянный сварочный ток.- DC lasstroom- Corrente di saldatura continua.- Stały prąd spawania. | |
| U0 | - Tension assignée à vide - Off load voltage - Leerlaufspannung - Tensión asignada en vacío - Номинальное напряжение холостого хода - Nullastspanning - Tensione nominale a vuoto - Znamionowe napięcie próżniowe | |
 | - Facteur de marche selon la norme EN60974-1 (10 minutes - 40°C).- Duty cycle according to standard EN 60974-1 (10 minutes - 40°C).- Einschaltdauer: 10 min - 40°C, richtlinienkonform EN60974-1-Ciclo de trabajo según la norma EN60974-1 (10 minutos - 40°C).- ПВ% согласно норме EN 60974-1 (10 минут - 40°C).- Inschakelduur volgens de norm EN60974-1 (10 minuten - 40°C).- Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti - 40°C).- Cykl pracy zgodny z normą EN60974-1 (10 minut - 40 °C). | |
| I2 | I2: courant de soudage conventionnel correspondant.I2: corresponding conventional welding currentI2: entsprechender SchweißstromI2: corriente de soldadura convencional correspondiente.I2: соответствующий номинальный сварочный ток.I2 : overeenkomstige conventionele lastroomI2: corrente di saldatura convenzionale corrispondente.I2 : Odpowiedni prąd spawania konwencjonalnego. | |
| A | Ampères - Amperes - Ampere - Amperios - Амперы - Ampère - Amper - Ampery | |
| U2 | - U2: Tensions conventionnelles en charges correspondantes.- U2: Conventional voltage in corresponding loads.- U2: entsprechende Arbeitsspannung- U2: Tensiones convencionales en cargas correspondientes.- U2: Номинальные напряжения при соответствующих нагрузках.- U2 : Conventionele spanning in corresponderende belasting.- U2: Tensioni convenzionali in cariche corrispondenti.- Napięcia konwencjonalne przy odpowiednich obciążeniach. | |
| V | Volt - Volt - Volt - Voltio - Вольт - Voit - Wolt | |
| Hz | Hertz - Hertz - Hertz - Hercios - Герц - Hertz - Horc | |
| 3~50-60 Hz | - Alimentation électrique triphasée 50 ou 60Hz.- Three-phase power supply 50 or 60Hz- Dreiphasige Netzversorgung mit 50 oder 60 Hz- Alimentación eléctrica trifásica 50 o 60Hz- Трехфазное электропитание 50 или 60Гц.- Dricfason elektrische vooding 50 of 60 Hz.- Alimentazione elettrica trifasc 50 o 60Hz.- Trójfazowe zasilanie elektryczne 50 lub 60Hz. | |
| U1 | - Tension assignée d'alimentation.- Rated power supply voltage.- Netzspannung- Tensión asignada de alimentación eléctrica.- Номинальное напряжение питания.- Nominale voedingsspanning.- Tensione nominale di alimentazione.- Napięcie znamionowe zasilania. | |
| I1max | - Courant d'alimentation assigné maximal (valeur efficace).- Maximum rated power supply current (effective value).- Maximaler Eingangsstrom (Effektiwert)- Corriente de alimentación eléctrica asignada máxima (valor eficaz).- Максимальный сетевой ток (эффективное значение).- Aangewende maximale voedingsstroom (effectieve waarde).- Corrente di alimentazione nominale massima (valore effettivo).- Maksymalny prąd znamionowy zasilania (wartość skuteczna). | |
| I1eff | - Courant d'alimentation effectif maximal.- Maximum effective rated power supply current.- Maximaler tatsächlicher Eingangsstrom.- Corriente de alimentación eléctrica máxima.- Максимальная эффективная подача тока.- Maximale effectieve voedingsstroom- Corrente di alimentazione effettiva massima.- Maksymalny skuteczny prąd zasilania. | |
| CE | - Apparell(s) conforme(s) aux directives européennes. La déclaration de conformité est disponible sur notre site internet.- Machine(s) compliant with European directives The declaration of conformity is available on our website.- Die Anlage entspricht den folgenden europäischen Bestimmungen: Niederspannungsrichtlinie 2014/35/EU und EMV-2014/30/EU. Dieses Gerät entspricht den harmonisierten Normen EN60974-1, EN60974-10 und EMV-2014/30/EU.- Aparato conforme a las directivas europeas. La declaración de conformidad está disponible en nuestra página web.- Аппарат соответствует директикам Евроскоюка. Декларация о соответствии есть в наличии на нашем сайте.- Appara(a)t(en) conform de Europese richtlijnen. Het certificaat van overeenstemming is beschikbaar op onze Internet site.- Dispositivo(i) conforme(i) alle direttive europee. La dichiarazione di conformità è disponibile sul nostro sito internet.- Urządzenie(a) zgodnie z dyrektywami europejskimi. Deklaracja zgodności dostępna jest na naszej stronie internetowej. | |
| UKCA | - Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture).- Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (sec home page).- Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite).- Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada).- Материал соответствуت требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем воз-сайте (см. главную страницу).- Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina).- Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina).- Sprzęt spełnia wymagania brytyjskie. Brytyjska deklaracja zgodności jest dostępna na naszej stronie internetowej (patrz strona tytułowa). | |
| EAC | - Marque de conformité EAC (Communauté économique Eurasienne).- EAEC Conformity marking (Eurasian Economic Community).- EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft)- Marca de conformidad EAC (Comunidad económica euroasiática).- Знак соответствия EAC (Евразийское экономическое сообщество).- EAC (Eurazatische Economische Gemeenschap) merkteken van overeenstemming.- Marchio di conformità EAC (Comunità economica Eurasiatica).- Znak zgodności EaWG EAC (Euroazjatycka Wspólnota Gospodarcza). | |
 | - Ce matériel fait l'objet d'une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique!- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw out in a domestic bin!- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Elektroschrott) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden.- Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica!- Это оборудование подлежит переработие согласно директиве Евроскоюка 2012/19/UE. Не выбрасывать в общий мусоросборник!- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval!- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non gettare nei rifiuti domestici!- Urządzenie to podlega selektywnej zbiorce odpadów zgodnie z dyrektywą UE 2012/19/UE. Nie wyrzucać do zwykłego kosza!- Produit recyclable qui relève d'une consigne de tri.- Producto reciclable que requiere una separación determinada.- Этот продукт подлежит утилизации.- Product recyclebaar, niet met het huishoudelijk afval weggooien.- Prodotto riciclabile soggetto a raccolta differenziata.- Produkt nadaje się do recyklingu zgodnie z instrukcjami sortowni. | |
 | - Matériel conforme aux normes Marocaines. La déclaration C_o (CMIM) de conformité est disponible sur notre site (voir à la page de couverture).- Equipment in conformity with Moroccan standards. The declaration C_o (CMIM) of conformity is available on our website (see cover page).- Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung C_o (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite).- Equipamiento conforme a las normas marroquies. La declaración de conformidad C_o (CMIM) está disponible en nuestra página web (ver página de portada).- Товар соответствует нормам Марокко. Декларация C_o (CMIM) доступна для скачивания на нашем сайте (см на титульной странице).- Dit materiaal voldoet aan de Marokkaanse normen. De verklaring C_o (CMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag).- Materiale conforme alle normative marocchine. La dichiarazione C_o (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto)- Urządzenie zgodne ze standardami marokańskimi. Deklaracja zgodności C_o (CMIM) jest dostępna na naszej stronie internetowej (patrz strona tytułowa). | |
| - Information sur la température (protection thermique).- Temperature information (thermal protection).- Information zur Temperatur (Thermoschutz)- Información sobre la temperatura (protección térmica)- Информация по температуре (термозащита).- Informatie over de temperatuur (thermische beveiliging).- Informazioni sulla temperatura (protezione termica).- Informacja o temperaturze (ochrona termiczna). | ||
 | - Commande à distance- Remote control- Fernregler- Control a distancia- Дистанционное управление- Afstandsbediening- Comando a distanza- Zdalne sterowanie | |





