Progys 220E FV CEL - Spawarka GYS - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Progys 220E FV CEL GYS w formacie PDF.

Pytania użytkowników dotyczące Progys 220E FV CEL GYS
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję Progys 220E FV CEL - GYS i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Progys 220E FV CEL marki GYS.
INSTRUKCJA OBSŁUGI Progys 220E FV CEL GYS
OSTRZEŻENIA - ZASADY BEZPIECZEŃSTWA
WPROWADZENIE I OPIS OGÓLNY

Uwaga! Przed rozpoczęciem eksploatacji urządzenia należy uważnie przeczytać niniejszą instrukcję obsługi.
Nie należy podejmować żadnych modyfikacji bądź prac konserwacyjnych, które nie zostały wymienione w instrukcji.
Producent nie ponosi odpowiedzialności za jakiekolwiek obrażenia ciała lub szkody materialne spowodowane użytkowaniem niezgodnym z treścią niniejszej instrukcji.
W przypadku jakichkolwiek wątpliwości bądź problemów należy skonsultować się z osobą wykwalifikowaną w celu poprawnej instalacji urządzenia.
OTOCZENIE
Urządzenie przeznaczone jest wyłącznie do spawania w granicach wskazanych na tabliczce znamionowej i/lub w instrukcji. Należy przestrzegać dyrektyw dotyczących bezpieczeństwa. W przypadku niewłaściwego lub niebezpiecznego użycia produktu producent nie ponosi odpowiedzialności.
Stanowisko powinno być używane w pomieszczeniach wolnych od substancji tj. kurz, kwasy, gazy lub innych substancji żrácych. W trakcie użytkowania należy zapewnić odpowiedni przepływ powietrza.
Zakres temperatur:
Użytkowanie od -10 do +40°C (od +14 do + 104°F).
Przechowywanie pomiędzy -20 a +55°C (-4 a 131°F).
Wilgotność powietrza:
Mniejsza lub równa 50%, w temperaturze 40°C (104°F).
Mniejsza lub równa 90%, w temperaturze 20°C (68°F).
Poziom:
Do 1000 m n.p.m. (3280 stóp).
ZABEZPIECZENIA SIEBIE I INNYCH
Spawanie łukowe może być niebezpieczne i doprowadzić do poważnych obrażeń, a nawet śmierci.
Spawanie naraża osoby na promieniowanie niebezpiecznego źródła ciepła, promieniowanie świetlne łuku, pole elektromagnetyczne (uwaga dla osób posiadających rozrusznik serca), porażenia prądem elektrycznym, hałas i emisję zanieczyszczeń gazowych.
W celu ochrony siebie i innych należy przestrzegać następujących środków ostrożności:

Aby zabezpieczyć się przed oparzeniami i promieniowaniem, należy nosić suchą odzież ochronną, zakrywającą całe ciało, bez man-kietów, izolującą i ognioodporną.

Należy zawsze pamiętać o użyciu odpowiednich rękawic zapewniających izolację elektryczną i termiczną.

Należy stosować odpowiednią ochronę spawalniczą lub przyłbicę zapewniającą wystarczający poziom ochrony (w zależności od aplikacji). Należy chronić oczy podczas wszystkich etapów czyszczenia. Szkła kontaktowe są szczególnie zabronione.
Czasem konieczne jest ograniczenie obszaru za pomocą zasłon ognioodpornych, aby chronić obszar spawania przed promieniami łuku, rozpryskami i odpadami radioaktywnymi.
Należy poinformować osoby znajdujące się w strefie spawania, aby nie patrzyły ani na łuk spawalniczy, ani na spawane części oraz aby nosiły odpowiednią odzież ochronną.

Należy używać słuchawek chroniących przed hałasem, jeśli proces spawania osiągnie poziom dźwięku powyżej limitu.
Należy trzymać ręce, włosy i ubrania z daleka od części ruchomych (wentylatorów), rąk, włosów, ubrań.
Gdy zasilanie spawania jest pod napięciem, nigdy nie należy zdejmować obudowy zabezpieczającej agregat. W razie wypadku, producent nie jest pociągnięty do odpowiedzialności.

Części, które zostały przyspawane, są gorące i mogą spowodować poparzenia przy ich użytkowaniu. Aby przeprowadzić konserwację palnika, upewnij się, że wystygł on wystarczająco i odczekaj co najmniej 10 minut przed rozpoczęciem. Urządzenie chłodzące musi być włączone podczas używania palnika chłodzonego wodą, aby ciecz nie spowodowała poparzeń.
Uwaga! Ważne jest, aby zabezpieczyć miejsce pracy przed jego opuszczeniem w celu ochrony ludzi i mienia.
OPARY SPAWALNICZE I GAZ

Dymy, gazy i pyły emitowane podczas spawania są niebezpieczne dla zdrowia. Należy zapewnić odpowiednią wentylację, wlot powietrza jest czasem konieczny. Maska ze świeżym powietrzem może być dobrym rozwiązaniem w przypadku; gdy wentylacja nie wystarcza.
Należy sprawdzić, czy ssanie jest skuteczne poprzez kontrolę względem norm bezpieczeństwa.
Uwaga! Spawanie w małym pomieszczeniu wymaga nadzoru z bezpiecznej odległości. Ponadto spawanie niektórych materiałów, takich jak ołów, kadm, cynk, rtęć lub beryl, może być szczególnie szkodliwe, należy więc odtłuścić części przed ich spawaniem.
Butle należy przechowywać w otwartych lub dobrze wentylowanych pomieszczeniach. Muszą one być w pozycji pionowej i utrzymywane na wsporniku lub na wózku. Spawanie w pobliżu smarów lub farb jest zabronione.
RYZYKO POŻARU LUB WYBUCHU

Należy całkowicie chronić obszar spawania, materiały łatwopalne muszą być oddalone o minimum 11 metrów. Wyposażenie przeciwpożarowe musi znajdować się w pobliżu operacji spawalniczych.
Należy uważać na rozpryski i iskry, nawet przez pęknięcia. Może to być źródłem ognia lub wybuchu.
Osoby, materiały łatwopalne i pojemniki znajdujące się pod ciśnieniem należy trzymać w bezpiecznej odległości.
Należy unikać spawania w zamkniętych pojemnikach lub rurach, a jeśli są otwarte, należy je opróżnić z wszelkich materiałów łatwopalnych lub wybuchowych (olej, paliwo, gaz...).
Operacje szlifowania nie powinny być zwrócone w kierunku źródła prądu spawania czy też w kierunku materiałów łatwopalnych.
BUTLE Z GAZEM

Wyciekający gaz z butli może spowodować uduszenie w przypadku dużej koncentracji w obszarze spawania (dobrze wentylować pomieszczenie).
Transport urządzenia musi być w pełni bezpieczny: zamknięte butle z gazem oraz zamknięte źródło zasilania spawalniczego. Muszą być one w pozycji pionowej i podtrzymywane na wsporniku, aby zmniejszyć ryzyko upadku.
Należy zamknąć zawór butli pomiędzy dwoma użyciami. Należy zwrócić uwagę na zmiany temperatury i ekspozycję na słońce. Butła nie może być w kontakcie z płomieniami, łukiem elektrycznym, palnikiem, zaciskiem czy innymi źródłami ciepła lub pożaru. Należy utrzymać odpowiednią odległość od obwodów elektrycznych i spawania, dlatego nigdy nie spawać butli ciśnieniowej.
Uwaga! Przy odkręcaniu zaworu butli, należy odchylić głowę znad zaworu i upewnić się, że stosowany gaz jest odpowiedni dla danego procesu spawania.
BEZPIECZEŃSTWO ELEKTRYCZNE

Używana sieć elektryczna zawsze musi mieć uziemienie. Należy używać zalecanego rozmiaru bezpiecznika oznaczonego na tablicy znamionowej.
Porażenie prądem może być źródłem poważnego bezpośredniego lub pośredniego, a nawet śmiertelnego wypadku.
Nigdy nie należy dotykać elementów będących pod napięciem wewnątrz lub na zewnątrz źródła zasilania (palniki, zaciski, kable, elektrody), ponieważ są one podłączone do obwodu spawania.
Przed otwarciem źródła prądu spawania, należy je odłączyć od sieci i odczekać 2 minuty, aby wszystkie kondensatory były rozładowane. Nie dotykać w tym samym czasie palnika lub uchwytu elektrody i zacisku uziemienia.
Jeżeli kable lub palnik są uszkodzone, należy pamiętać, że musi je wymieniać osoba wykwalifikowana. Przekrój kabla należy dobrać odpowiednio do zastosowania. Zawsze używaj suchej, dobrej jakości odzieży, aby odizolować się od obwodu spawalniczego. Należy nosić obuwie ochronne we wszystkich miejscach pracy.
KLASYFIKACJA KOMPATYBILNOŚCI ELEKTROMAGNETYCZNEJ MATERIAŁÓW EMC

Ten materiał klasy A nie jest przeznaczony do użytku na terenie mieszkalnym, ponieważ dostarczana tam publiczna energia elektryczna jest niskonapięciowa. W tych miejscach mogą występować potencjalne trudności w zapewnieniu kompatybilności elektromagnetycznej, ze względu na zaburzenia przewodzenia, a także emitowane częstotliwości radiowe.

Pod warunkiem, że impedancja publicznej sieci zasilającej niskiego napięcia we wspólnym punkcie sprężenia jest mniejsza niż Zmax = 0,246 Ohm, to urządzenie jest zgodne z IEC 61000-3-11 i może być podłączone do publicznej sieci zasilającej niskiego napięcia. Do obowiązków osoby instalującej lub użytkownika urządzenia należy zapewnienie, w razie potrzeby poprzez konsultacje z operatorem systemu dystrybucyjnego, że impedancja sieci mieści się w granicach ograniczeń impedancji.
To urządzenie jest zgodne z normą IEC 61000-3-12.
EMISJE ELEKTROMAGNETYCZNE

Prąd elektryczny przechodzący przez jakikołwiek przewodnik wytwarza zlokalizowane pola elektryczne i magnetyczne (EMF). Prąd spawania wytwarza pole elektromagnetyczne wokół obwodu spawalniczego i sprzętu do spawania.
Pola elektromagnetyczne EMF mogą zakłócać działanie niektórych implantów medycznych, takich jak rozruszniki serca. Dla osób z implantami medycznymi muszą zostać podjęte środki ochronne. Na przykład, ograniczenia dostępu dla osób przechodzących lub indywidualna ocena ryzyka dla spawaczy.
Spawacze powinni postępować zgodnie z poniższymi instrukcjami, aby zminimalizować ekspozycję na działanie pół elektromagnetycznych z obwodu spawania:
- ułożyć kable spawalnicze razem – w miarę możliwości zamocować je za pomocą zacisku;
-
ustawić się (tułów i głowę) jak najdalej od obwodu zgrzewania;
-
nigdy nie owijać przewodów spawalniczych wokół ciała;
- nie umieszczać ciała pomiędzy kablami spawalniczymi. Trzymać oba kable po jednej stronie ciała;
- podłączyć zacisk uziemiający jak najbliżej spawanego obszaru;
- nie pracować zbyt blisko, nie pochylac się i nie opierać się o spawarkę;
- nie spawać podczas transportu spawarki lub podajnika drutu.

Zaleca się, aby osoby noszące rozruszniki serca skonsultowały się z lekarzem przed rozpoczęciem użytkowania spawarki. Narażenia na działania pół elektromagnetycznych podczas spawania mogą mieć inne skutki, konsekwencje zdrowotne, które nie są jeszcze znane.
ZALECENIA DO OCENY OBSZARU I MONTAŻU SPAWALNICZEGO
Informacje ogólne
Użytkownik jest odpowiedzialny za instalację i użytkowanie sprzętu do spawania łukowego zgodnie z instrukcją producenta. W przypadku wykrycia zakłóceń elektromagnetycznych rolą użytkownika sprzętu do spawania łukowego jest rozwiązanie sytuacji z pomocą techniczną producenta. W niektórych przypadkach to działanie zapobiegawcze może sprowadzać się do czegoś tak prostego, jak uziemienie obwodu spawania. W innych przypadkach może być konieczne skonstruowanie osłony elektromagnetycznej wokół źródła prądu spawania i całego elementu z zamocowaniem filtrów wejściowych. We wszystkich przypadkach, zaburzenia elektromagnetyczne muszą być zminimalizowane, aż przestaną być kłopotliwe.
Ocena obszaru spawania
Przed zainstalowaniem sprzętu do spawania łukowego, użytkownik powinien ocenić potencjalne problemy elektromagnetyczne w otaczającym go obszarze. Należy wziąć pod uwagę następujące elementy:
a) obecność (powyżej, poniżej i obok spawarki łukowej) innych kabli energetycznych, sterowania i telefonicznych;
b) nadajniki i odbiorniki telewizyjne;
c) komputery i inny sprzęt;
d) urządzenia krytyczne dla bezpieczeństwa, takie jak zabezpieczenia maszyn przemysłowych;
e) zdrowie i bezpieczeństwo osób przebywających w danym obszarze, takich jak osoby z kardiostymulatorami lub aparatami słuchowymi; f) aparatura do kalibracji i pomiarów;
g) odizolowanie innych urządzeń, które znajdują się na tym samym obszarze.
Operator musi upewnić się, że urządzenia i sprzęt używane na tym samym obszarze są ze sobą kompatybilne. Może to wiązać się z dodatkowymi środkami ostrożności;
h) pora dnia podczas spawania lub wykonywania innych wymaganych czynności.
Należy wziąć pod uwagę wielkość strefy otoczenia, zależną od struktury budynku i innych prac, które mają się tam odbywać. Ta strefa otoczenia może wykraczać poza granice instalacji.
Ocena obszaru spawania
Oprócz oceny obszaru spawalniczego ocena systemów spawania łukowego może być wykorzystana do identyfikacji i rozwiązania różnych przypadków zakłóceń. Wskazane jest, żeby ocena emisji obejmowała pomiary na miejscu, jak określono w artykułu 10 CISPR 11. Pomiary na miejscu mogą również pomóc potwierdzić skuteczność środków ograniczających.
ZALECENIA DOTYCZĄCE METOD REDUKCJI EMISJI ELEKTROMAGNETYCZNEJ
a. Publiczna sieć zasilania: Wskazane jest podłączenie urządzeń spawalniczych do publicznej sieci zasilania zgodnie z zaleceniami producenta. W przypadku występowania zakłóceń może być konieczne podjęcie dodatkowych środków zapobiegawczych, takich jak filtrowanie publicznej sieci zasilania. Wskazane jest przewidzieć osłone kabla zasilającego w przewodzie zainstalowanym na stałe, która będzie z metalu lub innego odpowiednika materiału do spawania łukowego. Powinno się również zapewnić ciągłość elektryczną osłony na całej jej długości. Należy również połączyć osłone ze źródłem prądu spawania w celu zapewnienia dobrego połączenia elektrycznego pomiędzy przewodem i obudową źródła prądu spawania.
b. Konserwacja urządzeń do spawania łukowego: Sprzęt do spawania łukowego wymaga rutynowej konserwacji wedle zaleceń producenta. Wskazane jest, aby wszystkie wejścia, drzwiczki serwisowe i pokrywy były zamknięte i prawidłowo zablokowane, gdy urządzenie do spawania łukowego jest włączone. Wskazane jest, aby sprzęt do spawania łukowego nie był w żaden sposób modyfikowany z wyjątkiem zmian i ustawień opisanych w instrukcji obsługi producenta. W szczególności wskazane jest, aby urządzenie rozruchowe dozujące i stabilizujące łuk było regulowane i konserwowane zgodnie z zaleceniami producenta.
c. Kable spawalnicze: Kable te powinny być jak najkrótsze, umieszczone jak najbliżej siebie i blisko ziemi lub całkowicie na podłodze.
d. Uziemienie ekwipotencjalne: Należy rozważzyć połączenie wszystkich przedmiotów metalowych w pobliżu. Jednakże metalowe przedmioty podłączone do przedmiotu obrabianego zwiększają ryzyko porażenia elektrycznego, jeśli operator dotknie zarówno tych metalowych elementów, jak i elektrody. Wymagane jest odizolowanie operatora od takich metalowych przedmiotów.
e. Uziemienie spawanego elementu: Jeżeli dana część nie jest uziemiona – ze względów bezpieczeństwa elektrycznego lub ze względu najej rozmiar i położenie (co ma miejsce w przypadku kadłubów statków lub metalowych konstrukcji budowlanych) – uziemienie części może w niektórych przypadkach, ale nie w sposób systematyczny, obniżyć emisję. Zaleca się unikanie uziemienia części, które mogłoby zwiększyć ryzyko obrażeń u użytkowników lub uszkodzenia innego sprzętu elektrycznego. W razie potrzeby, połączenie doziemne spawanej części powinno być wykonane bezpośrednio, ale w niektórych krajach, gdzie to bezpośrednie połączenie nie jest dozwolone, połączenie powinno być wykonane z użyciem odpowiedniego kondensatora i dobrane zgodnie z krajowymi przepisami. Należy unikać uziemiania części, które mogłyby zwiększyć ryzyko zranienia użytkownika lub uszkodzenia innych urządzeń elektrycznych. Jeśli to konieczne, właściwe jest połączenie spawanej części bezpośrednio z uziemieniem, ale w niektórych krajach to połączenie jest zabronione. W razie konieczności wykonać połączenie uziemiające za pośrednictwem odpowiednich kondensatorów zgodnych z przepisami krajowymi.
f. Ochrona i ekranowanie: Ochrona i selektywne ekranowanie kabli, i urządzeń w okolicy może łagodzić problemy zakłóceń. Ochrona całego obszaru spawania może być przewidziana do specjalnych zastosowań.
TRANSPORT I PRZENOSZENIE ŻRÓDŁA PRĄDU SPAWANIA

Źródło prądu spawania jest wyposażone w górny(e) uchwyt(y) do przenoszenia ręcznego. Nie należy lekceważyć jego wagi. Uchwyt(y) nie jest (są) uważany(e) za element służący do zawieszania.
Nie wolno używać kabli ani palników do przemieszczania źródła prądu spawalniczego. Musi ono być przemieszczane w pozycji pionowej.
Nie należy umieszczać źródła zasilania nad osobami lub przedmiotami.
INSTALACJA MATERIAŁU
Zasady, których należy przestrzegać:
- Umieścić źródło prądu spawania na podłodze, której maksymalne nachylenie wynosi 10 °.
- Zapewnić wystarczającą strefę do chłodzenia źródła prądu spawania i do łatwego dostępu do panelu sterowania.
- Źródło prądu spawania musi być chronione przed deszczem i nie może być narażone na działanie promieni słonecznych.
- Nie stosować w środowisku, gdzie występują pyły metali przewodzących.
- Urządzenie posiada stopień ochrony IP23, co oznacza:
- zabezpieczenie przed dostępem do niebezpiecznych części stałych o ∅ > 12,5 mm i,
- ochrona przed deszczem skierowana pod kątem 60% do pionu.
Materiał ten może być używany na zewnątrz, zgodnie z klasą ochrony IP23. - Przewody zasilania, przedłużacze i przewody spawalnicze muszą być całkowicie rozwinięte, aby zapobiec przegrzaniu.

Producent nie ponosi żadnej odpowiedzialności za szkody wyrządzone osobom i przedmiotom ze względu na niewłaściwe i niebezpieczne wykorzystania tego materiału.
KONSERWACJA / PORADY


- Konserwację powinny przeprowadzać wyłącznie osoby z odpowiednimi kwalifikacjami. Zalecana jest coroczna konserwacja.
- Odciąć zasilanie, odłączając wtyczkę i odczekać dwie minuty przed rozpoczęciem pracy na urządzeniu. Wewnątrz, napięcie i siła prądu są wysokie i niebezpieczne.
- Regularnie zdjąć pokrywę i oczyścić z kurzu za pomocą pistoletu ze sprężonym powietrzem. Należy przy tej okazji również zlecić wykwalifikowanemu specjalisićie dysponującemu odpowiednim sprzętem sprawdzenie połączeń elektrycznych.
- Regularnie sprawdzać stan techniczny przewodu zasilającego. W celu uniknięcia zagrożenia, uszkodzony kabel zasilający musi zostać wymieniony przez producenta, jego serwis lub osobę o podobnych kwalifikacjach.
- Zostawić odsłoniętą kratkę wentylacyjną źródła spawania dla odpowiedniego wlotu i wylotu powietrza.
- Nie używać tego źródła spawania do rozmrażania rur odpływu kanalizacyjnego, ładowania baterii/akumulatorów lub do rozruchu silnika.
INSTALACJA - FUNKCJONOWANIE URZĄDZENIA
Tylko doświadczony i wykwalifikowany przez producenta personel może przeprowadzać instalację. Podczas montażu należy upewnić się, że generator jest odłączony od sieci. Połączenia generatorów szeregowo lub równolegle są zabronione.
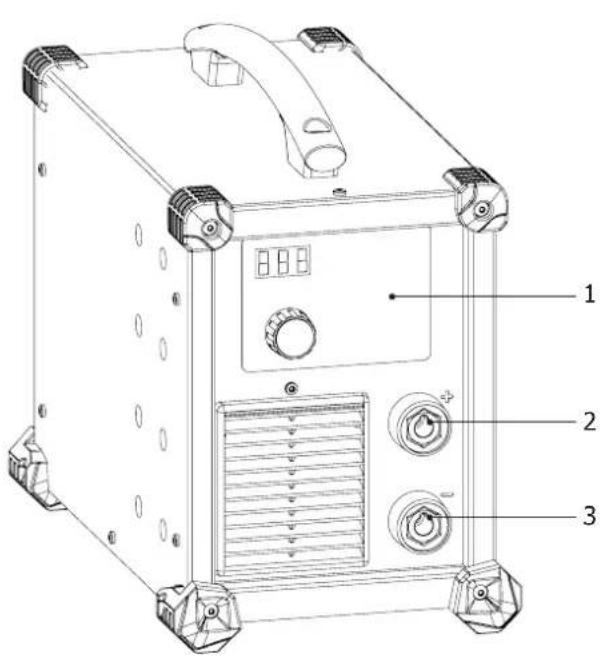
OPIS URZĄDZENIA (RYS-1)
To przenośne i wentylowane stanowisko spawalnicze Inverter, przeznaczone jest do zgrzewania elektrodami otulonymi (MMA) oraz elektrodami ogniotrwałymi (TIG Lift) w prądzie stałym (DC).
Proces spawania MMA pozwala na spawanie każdego rodzaju elektrody: rutylowej, zasadowej, ze stali nierdzewnej, żeliwnej oraz celulozowej.
Proces TIG wymaga osłony gazowej (Argon) i spawa większość metali z wyjątkiem aluminium i jego stopów.
Jest on chroniony do funkcjonowania na generatorach (Zasil. 230V +-15%).
Ten materiał może być wyposażony w sterowanie zdalne ręczne (ref. 045675), sterowanie nożne (pedał) (ref. 045682).
- Klawiatura
- Gniazdo o Polaryzacji Pozytywnej
- Gniazdo o Polaryzacji Ujemnej
- Wejście zdalnego sterowania (remote control)
- Przełącznik ON / OFF
- Kabel zasilania
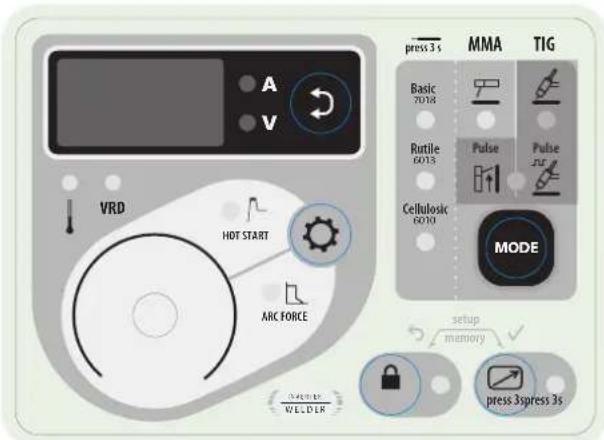
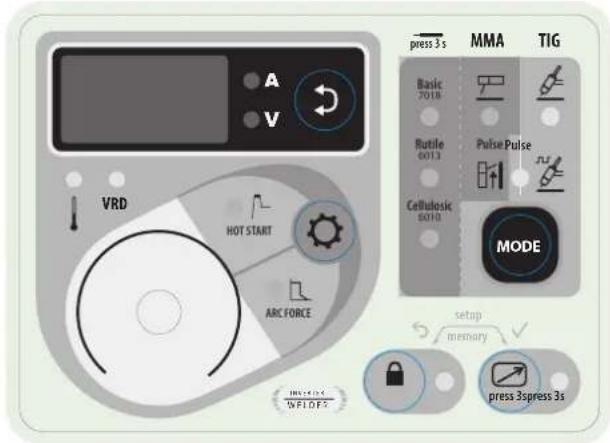
HUMAN MACHINE INTERFACE (HMI) (RYS-2)
1- Wyświetlacz 12- Wskaźnik blokady klawiatury
2- Wskaźnik napięcia spawania
3- Wskaźnik prądu spawania
4- Przycisk do wyboru wyświetlania napięcia lub prądu spawania
5- Wskaźnik urządzenia obniżającego napięcie (VRD)
6- Wskaźnik ochrony termicznej 17- Wskaźnik elektrody celulozowej
7- Wskaźnik regulacji amplitudy gorącego startu
8- Główne pokrętło 19- Wskaźnik trybu pracy elektrody otulonej MMA
9- Wskaźnik ustawienia amplitudy Arcforce
10- Przycisk wyboru Hotstart lub Arcforce
11- Przycisk blokady klawiatury
13- Przycisk aktywacji pilota zdalnego sterowania
14- Wskaźnik aktywności pilota zdalnego sterowania
15- Wskaźnik elektrody zasadowej
16- Wskaźnik elektrody Rutylowej
18- Wskaźnik trybu pracy elektrody ogniotrwałej TIG
20- Wskaźnik trybu MMA i TIG z pulsem
21- Przycisk wyboru trybu pracy
PRZYCISK URUCHAMIANIA URZĄDZENIA
- Urządzenie to jest dostarczone z wtyczką 16A typu CEE7/7 i musi być podłączane do jednofazowej instalacji elektrycznej 230V (50-60 Hz) z trzema kabłami w tym jednym neutralnym podłączonym do uziemienia. PROGYS 200E FV CEL z systemem «Elastycznego Napięcia» zasilany jest na instalacji elektrycznej Z uziemieniem będącym pomiędzy 110V a 240V (50-60Hz). Pochłaniany prąd skuteczny (I1eff) podany jest na urządzeniach dla maksymalnych warunków użytkowania. Sprawdzić, czy zasilacz i jego zabezpieczenie (bezpiecznik i / lub wyłącznik) są kompatybilne z parametrami wymaganego źródła prądu. W przypadku intensywnego użytkowania przy napięciu 230Veff i 110Veff należy przeciąć oryginalną wtyczkę i zastąpić ją wtyczką 32A zabezpieczoną wyłącznikiem automatycznym 32A. Użytkownik musi się upewnić, że ma odpowiedni dostęp do gniazdka.
- Uruchomienie urządzenia następuje poprzez przekręcenie włącznika / wyłącznika (7) do pozycji I, natomiast wyłączenie urządzenia przeciwnie, poprzez przekręcenie włącznika do pozycji O. Uwaga! Nigdy nie wyłącać zasilania, gdy urządzenie pracuje.
- Urządzenie przechodzi w tryb zabezpieczenia, gdy napięcie zasilania jest większe niż 265V w urządzeniach jednofazowych (wyświetla się komunikat
-
-
-
- ). Normalne funkcjonowanie zostanie wznowione, gdy napięcie powróci do zakresu nominalnego.
-
-
PODŁACZENIE DO AGREGATU PRADOTWÓRCZEGO
Urządzenie to może być zasilane z generatorów pod warunkiem, że zasilanie pomocnicze spełnia następujące wymagania:
- Napięcie powinno być zmienne, ustawione zgodnie ze specyfikacją, a napięcie szczytowe mniejsze niż 400 V,
- Częstotliwość powinna wynosić od 50 do 60 Hz.
Konieczna jest weryfikacja tychże warunków, ponieważ wiele generatorów wytwarza impulsy wysokiego napięcia, co może spowodować uszkodzenie sprzętu.
UŻYWANIE PRZEDŁUŻACZY
Wszystkie przedłużenia muszą mieć odpowiedni rozmiar i napięcie odpowiednie do urządzenia. Używać przedłużacza zgodnie z przepisami krajowymi.
| Napięcie prądu wejściowego | Długość-odcinek kabla przedłużającego | |
| < 45m < 100m | ||
| 230V 2.5 mm2 | ||
| 110V 2.5 mm2 4 mm2 | ||
SPAWANIE ELEKTRODA OTULONA (TRYB MMA MMA PULSE)
PODŁACZENIE I PORADY
- Podłączyć kable, uchwyt elektrody i zacisk uziemiający w złączach,
- Przestrzegać biegunowości (+/-) i natężenia spawania wskazanych na opakowaniach elektrod,
- Gdy urządzenie nie jest używane, należy usunąć elektrodę z uchwytu.
- Urządzenia te wyposażone są w 3 specyficzne funkcje dla Inwerterów:
- Hot Start zapewnia przetężenie na początku spawania.
- Arc Force zapewnia przetężenia, które zapobiegają przywieraniu elektrody, gdy elektroda ta wchodzi do jeziorka spawalniczego.
- Anti-Sticking umożliwia łatwe odklejenie elektrody bez konieczności rozgrzewania jej do czerwoności w przypadku jej przyklejenia.
text_image
A V VRD HOT START ARC FORCE press 3 s MMA TIG Basic 7018 Rutile 6013 Cellulosic 6010 Pulse Pulse JF MODE setup memory press 3spress 3s WEDLERMMA
Szare obszary nie są przydatne w tym trybie.
text_image
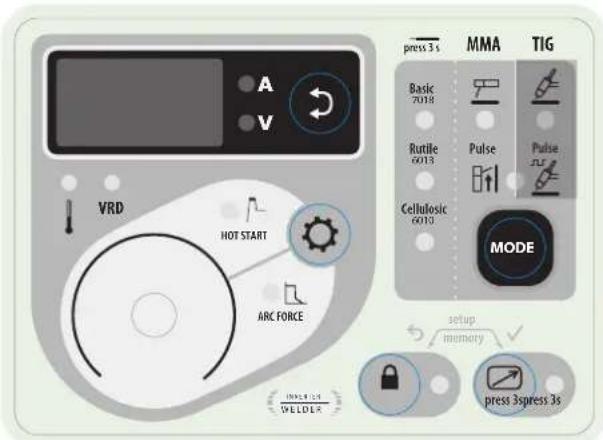
A V VRD HOT START ARC FORCE press 3 s MMA TIG Basic 7018 Ruttle 6013 Pulse Pulse Cellulosic 6010 MODE setup memory press 3spress 3s WELDERMMA PULSE
Szare obszary nie są przydatne w tym trybie.
WYBÓR TRYBU
MMA
Naciskaj przycisk MODE tak długo, aż dioda LED zaświeci się pod symbolem
MMA PULSE
Naciskać przycisk MODE tak długo, aż pod symbolem i po jego prawej stronie zapalą się diody LED.
Tryb MMA PULSE 📄↑ dodaje impuls prądu, aby ułatwić spawanie w pionie.
GŁÓWNE USTAWIENIA
1. Wybór rodzaju osłony
Wybrać rodzaj powłoki elektrody, przytrzymując przycisk MODE przez ponad 3 sekundy, aż do zapalenia się diody LED pod żądanym rodzajem elektrody.
2. Ustawianie natężenia spawania
Ustawić prąd spawania za pomocą głównego pokrętła w zależności od średnicy elektrody i rodzaju wykonywanej spoiny. Aktualna wartość zadana jest pokazywana na prawym wyświetlaczu.
3. Ustawienia HotStart
Naciskać przycisk 🔒 momentu zaświecenia się diody LED po lewej stronie symbolu
Ustawić poziom Hotstartu za pomocą głównego pokrętła, który jest wyrażony jako procent aktualnej wartości zadanej. Poziom HotStart jest wyświetlany na wyświetlaczu.
4. Ustawienia Arcforce
Naciskać przycisk 🔒 momentu zaświecenia się diody LED po lewej stronie symbolu
Wyreguluj poziom Arcforce za pomocą głównego pokrętła, którego zakres mieści się od -10 do +10. Im niższy poziom siły łuku, tym łagodniejszy łuk, im wyższy poziom siły łuku, tym wyższy nadmiar prądu spawania. Domyślną wartością jest 0.
PARAMETRY SPAWANIA
USTAWIANIE NATEŻENIA SPAWANIA
Poniższe ustawienia odpowiadają zakresowi prądu użytkowego w zależności od typu i średnicy elektrody. Zakresy te są dość szerokie, ponieważ zależą od zastosowania i pozycji spawania.
| ∅ elektrody (mm) | Rutylowa E6013 (A) | Zasadowa E7018 (A) | Celulozowa E6010 (A) |
| 1.6 30-60 30-55 - | |||
| 2.0 50-70 50-80 - | |||
| 2.5 60-100 80-110 60-75 | |||
| 3.15 80-150 90-140 85-90 | |||
| 4.0 100-200 125-210 120-160 | |||
| 5 150-220 200-220 110-170 | |||
REGULACJA SIŁY ŁUKU
Zaleca się ustawienie siły łuku w pozycji środkowej (0) przed rozpoczęciem spawania i wyregulowanie jej w zależności od wyników i preferencji spawalniczych. Wyjaśnienia: zakres regulacji siły łuku jest specyficzny dla wybranego typu elektrody.
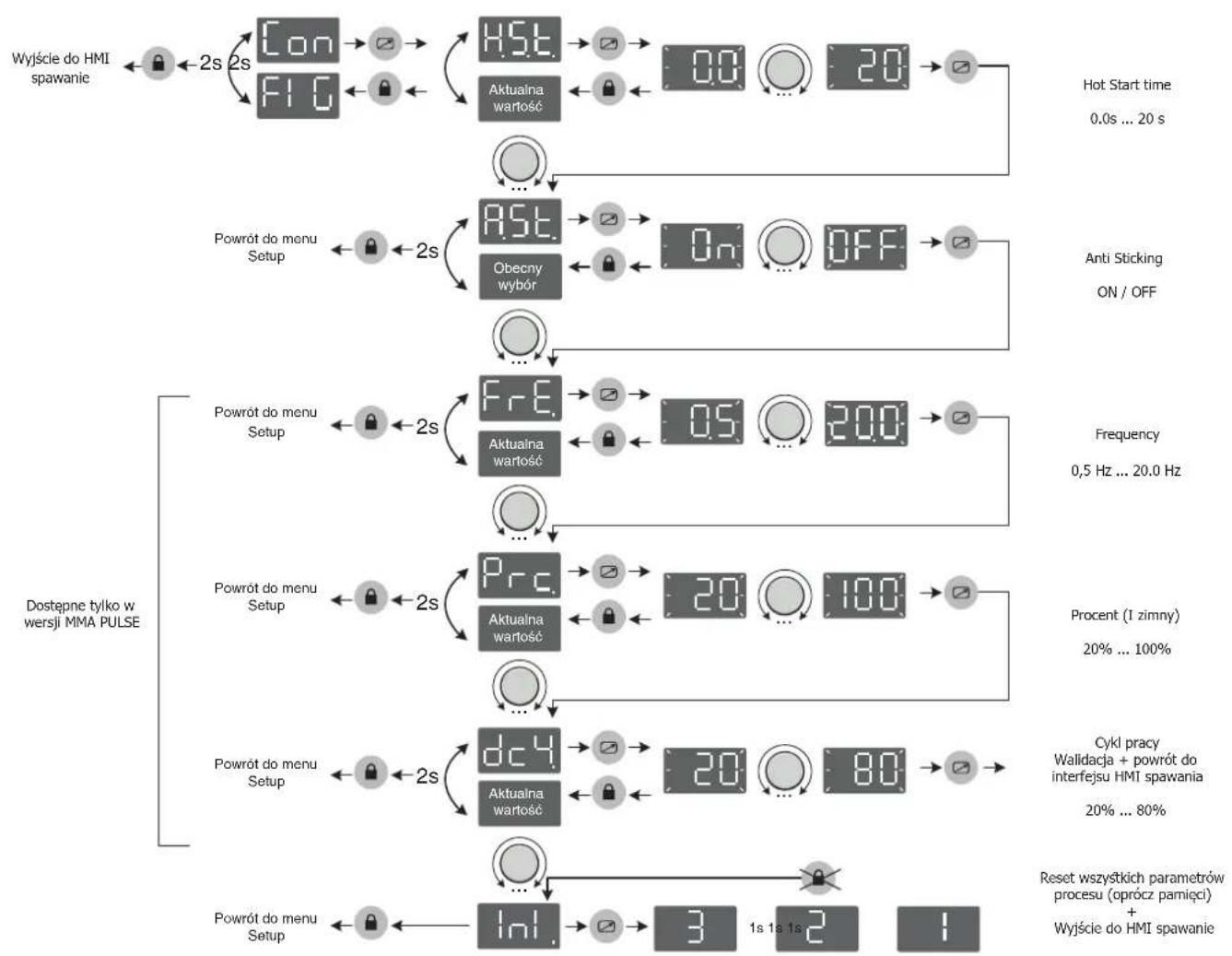
USTAWIENIA ZAAWANSOWANE (MMA)
Więcej szczegółów na temat dostępu do ustawień zaawansowanych znajduje się w rozdziale «Dostęp do menu».
Dwa tryby MMA 7 i mają następujące dodatkowe ustawienia:
HS. : Hotstart Time, czas trwania przetężenia przy zajarzeniu wyrażony w sekundach.
RST : Antisticking, aktywowany (On), prąd zostanie wyłączony po 2 kolejnych sekundach zwarcia, dezaktywowany (Off), prąd nie zostanie wyłączony nawet w przypadku długich zwarć.
W MMA PULSE 📂, 3 parametry dodatkowe są dostępne:
FrE: Częstotliwość określa liczbę impulsów na sekundę (Hz).
Prc.: Procent określa poziom niskiego prądu wyrażony jako procent prądu spawania.
dc4: Cykl pracy określa cykl pracy jako procent częstotliwości impulsu.
SPAWANIE ELEKTRODA TUNGSTENE W OSŁONIE GAZU OBOJĘTNEGO (TIG ZTIG PULSE

PODŁACZENIE I PORADY
Do spawania metodą TIG potrzebny jest palnik oraz butla z gazem ochronnym wyposażona w reduktor ciśnienia.
Podłączyć zacisk uziemiający do złącza dodatniego (+).
Podłączyć kabel zasilający latarki do złącza ujemnego (-).
Podłączyć wąż gazowy od lampy do wylotu reduktora ciśnienia.
Upewnić się, że palnik jest odpowiednio wyposażony i że materiały eksploatacyjne (imadło, uchwyt kołnierzowy, dyfuzor i dysza) nie są zużyte.
text_image
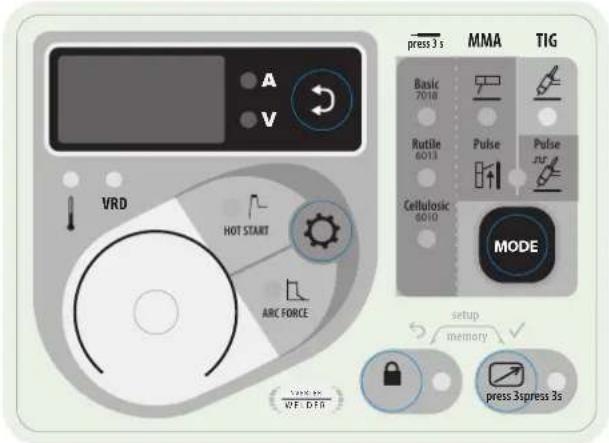
press 3 s MMA TIG Basic 2018 Rutile 6013 Pulse Pulse 6010 Cellulosic MODE HV RD HOT START ABC FORCE setup memory press 3spress 3s VFE DTRTIG
Szare obszary nie są przydatne w tym trybie.
text_image
A V VRD HOT START ARC FORCE PRESS WFDFS press 3 s MMA TIG Basic 7010 Rutile 6013 Pulse Pulse Cellulosic 5010 MODE setup memory press 3spress 3sTIG (TIG PULSE)
Szare obszary nie są przydatne w tym trybie.
WYBÓR TRYBU
TIG
Naciskaj przycisk MODE tak długo, aż dioda LED zaświeci się pod symbolem
TIG PULSE
Naciskać przycisk MODE tak długo, aż pod symbolem 4 po jego prawej stronie zapalą się diody LED Pulse
Pulsacyjny tryb TIG dodaje impuls prądu, aby ułatwić spawanie cienkich blach przy jednoczesnym ograniczeniu wzrostu temperatury.
PARAMETRY SPAWANIA
1. Ustawianie intensywności spawania:
Ustawić prąd spawania za pomocą głównego pokrętła w zależności od średnicy elektrody i rodzaju wykonywanej spoiny. Aktualna wartość zadana jest pokazywana na prawym wyświetlaczu.
ZAJARZANIE:
Zapłon jest typu LIFT: za pomocą palnika należy doprowadzić do zetknięcia elektrody z obrabianym przedmiotem, a następnie delikatnie podnieść elektrode, powstaje łuk.
ZATRZYMANIE SPAWANIA / WYGASZANIE:
Aby zatrzymać spawanie, należy lekko naciągnąć łuk, jego intensywność będzie stopniowo maleć (zanikanie).
POMOC W USTAWIENIU I WYBORZE MATERIAŁÓW EKSPLOATACYJNYCH
| DC |  | Prąd (A) Elektroda (mm) Dysza (mm) | Przepływ Argonu (L / min) | |
| 0.3 - 3 mm 5 - 75 | 1 6.5 6 - 7 | |||
| 2.4 - 6 mm 60 - 150 | 1.6 8 | 6 - 7 | ||
| 4 - 8 mm | 100 - 200 | 2 9.5 7 - 8 | ||
| 6.8 - 8.8 mm | 170 - 250 | 2.4 | 11 8 - 9 |
SZLIF ELEKTRODY
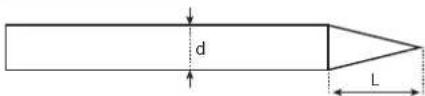
text_image
d LL = 3 x d dla niskiego prądu spawania.
L = d dla wysokiego prądu spawania.
USTAWIENIA ZAAWANSOWANE (TIG)
Więcej szczegółów na temat dostępu do ustawień zaawansowanych znajduje się w rozdziale «Dostęp do menu».
Dwa tryby MMA 📞 = Pulse 📞 = mają następujące dodatkowe ustawienia:
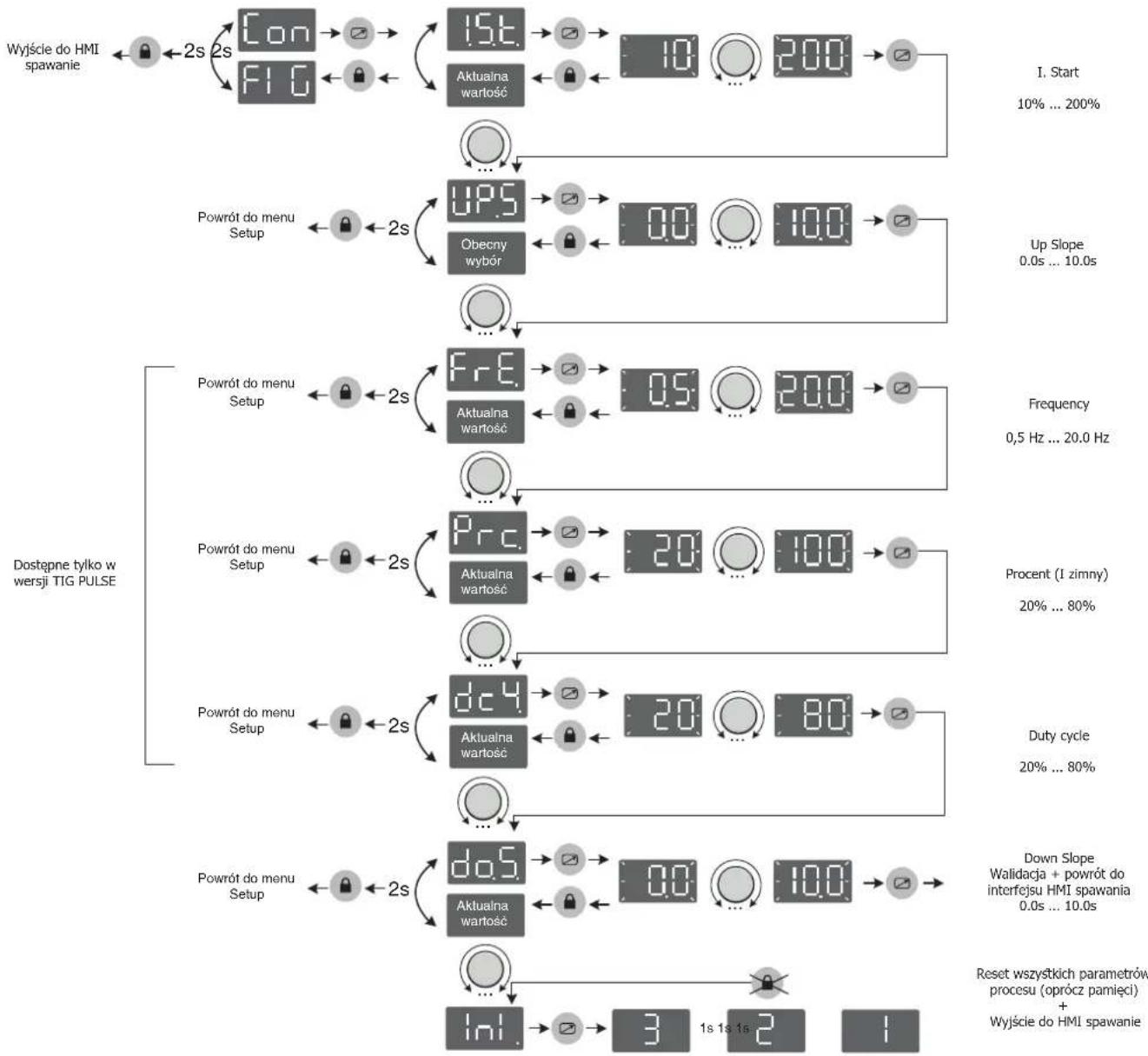
15.6 : I_Start, określa poziom prądu rozruchowego wyrażony jako procent prądu spawania.
UPS : UpSlope, czas trwania rampy w góre (jeśli I_Start < Welding) lub rampy w dół (jeśli I_Start > Welding) prądu spawania wyrażony w sekundach.
do.5 : DownSlope, czas trwania zaniku prądu spawania w sekundach.
W TIG PULSE 3 parametry dodatkowe są dostępne: FeE : Częstotliwość określa liczbę impulsów na sekundę (Hz).
Prc.: Procent określa poziom niskiego prądu wyrażony jako procent prądu spawania.
dc4. : Cykl pracy określa cykl pracy jako procent częstotliwości impulsu.
WSKAZANIA PRADU/NAPIĘCIA PODCZAS SPAWANIA
W trakcie spawania generator mierzy i pokazuje momentalne wartości prądu i napięcia spawania. Po zakończeniu spawania przez 30 sekund wyświetlane są migające wartości średnie prądu i napięcia, po uruchomieniu interfejsu (pokrętło lub przyciski) na wyświetlaczu pojawia się wartość zadana spawania.
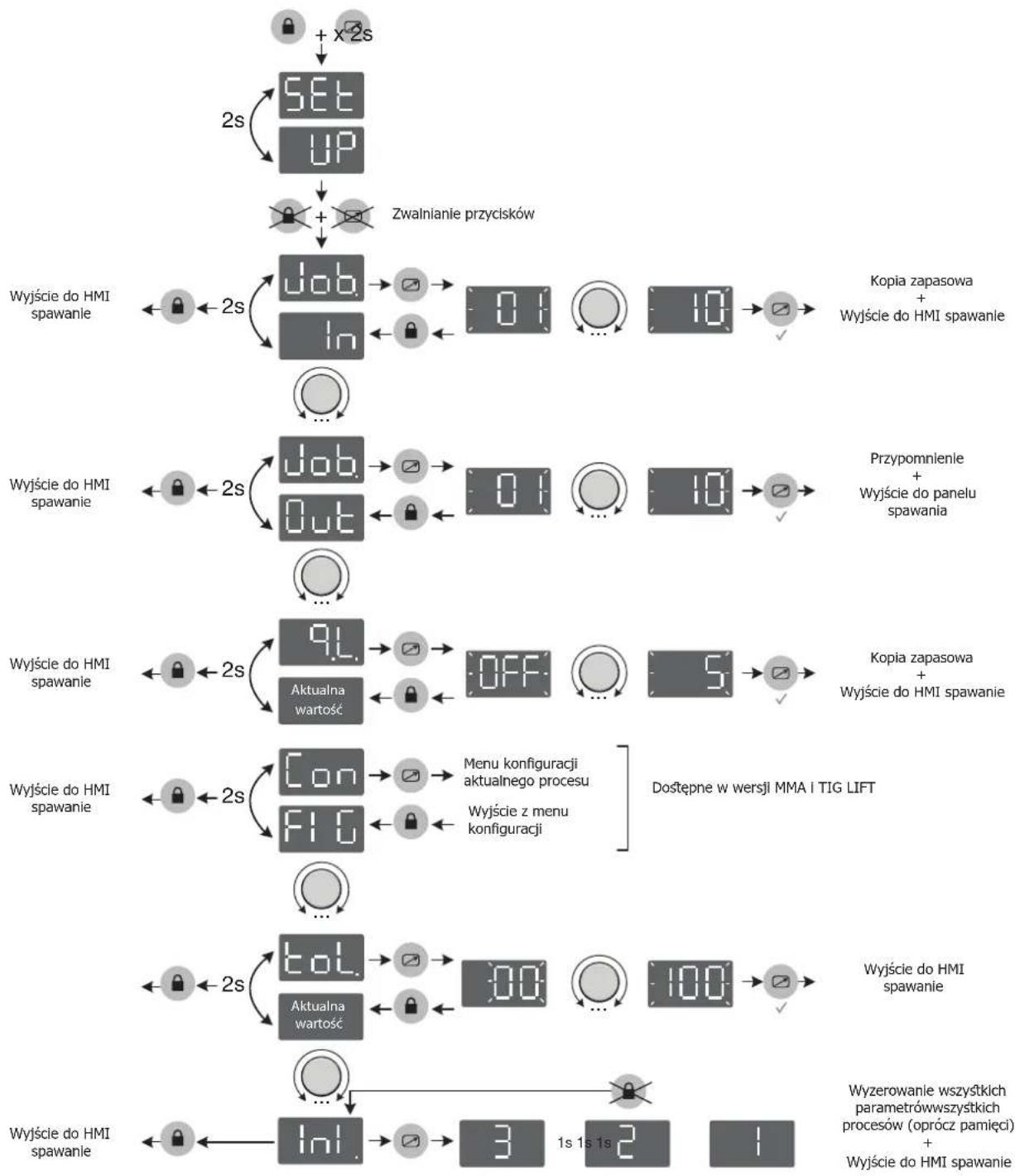
ZAPAMIĘTYWANIE I PRZYPOMNIENIA USTAWIĘN SPAWANIA
Bieżące ustawienia są zapisywane automatycznie i odtwarzane przy uruchomieniu urządzenia. Oprócz bieżących ustawień możliwe jest zapisywanie i przywoływanie konfiguracji
JOB IN / JOB OUT
W każdym trybie jest 10 pamięci.
Zapamiętywanie dotyczy:
- Parametr główny (proces, aktualna wartość zadana)
- Ustawienia dodatkowe (Hotstart, Arcforce, Upslope, itp.)
Zapisz konfigurację:
- Przytrzymaj wciśnięte przyciski. i, przez 2 sekundy. pojawia się, zwolnij przyciski.
- Przekręć jedno z dwóch pokręteł, aby wyświetlić lub in .Zatwierdzić, przyciskając przycisk
- Wyświetlacz pokazuje miejsce w pamięci (od 01 do 10), migając.
- Obrócić pokrętło, aby wybrać miejsce w pamięci, w którym ma zostać zapisana konfiguracja. Zatwierdzić, przyciskając przycisk

Przywoływanie istniejącej konfiguracji:
- Przytrzymaj wciśnięte przyciski i przez 3 sekundy. pojawia się, zwolnji przyciski.
- Obrócić pokrętło, aby wyświetlić Job Out. Zatwierdzić, przyciskając przycisk
- Wyświetlacz pokazuje miejsce w pamięci (od 01 do 10), migając.
- Przekręć jedno z dwóch pokręteł, aby wybrać miejsce w pamięci zawierające konfigurację, która ma zostać przywołana. Zatwierdzić, przyciskając przycisk

QUICK LOAD « q.L.
Quickload jest trybem wycofania JOB z procesu spawania. Tryb ten jest możliwy w MMA.
Wywołanie JOB odbywa się poprzez krótkie naciśnięcie i zwolnienie przycisku SWITCH na pilocie zdalnego sterowania za pomocą dedykowanego pilota.
Np.: jeśli JOBS 2, 5, 7 i 10 zostały stworzone i jeśli użytkownik wprowadził numer 7, wtedy przywołane JOBS będą następujące 2, 5 i 7.
Przy aktywacji trybu, pierwsze JOB «zadanie» jest przywołane i wyświetlone na wyświetlaczu HIM (wg przykładu : JOB 2 i wyświetlacza « J.02 »).
Jeśli jest odblokowany, HMI zachowuje się zgodnie ze specyfiką:
- HMI wyświetla «J.XX» na stałe, jak również parametry (proces spawania, puls, typ elektrody, ...).
- Cykl jest dostępny i zdolny do modyfikacji (JOB «zadanie» można zderegulować (*)),
- Menu są dostępne i edytowalne. Np.:
- JOB 5, deregulacja, SAVE IN / JOB 5, JOB «zadanie» jest nadpisywane nowymi parametrami, które są od tej pory zarejestrowane.
- JOB 5, deregulacja, SAVE IN / JOB nieistniejący, zostanie on uwzględniony w bieżącym q.l. wtedy i tylko wtedy, gdy nowy numer JOB X będzie niższy niż numer danego JOB «zadania».
- Przypomnienie JOB jest nieaktywne podczas nawigacji w cyklu spawania lub w jednym z dwóch menu,
(*) JOB jest zderegulowany poprzez akcję HIM (ustawienia spawania, przypomnienie JOB ...), spawanie jest dostępne z nowymi ustawieniami. Jeśli przypomnienie JOB jest wykonane, wtedy pierwszy JOB z serii jest przywołany.
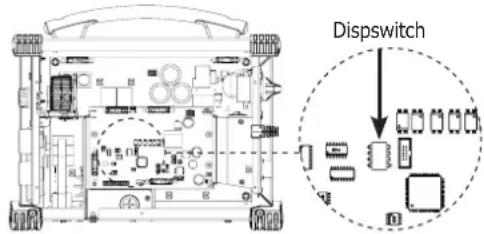
URZĄDZENIE OBNIŻAJĄCE NAPIĘCIE (VRD)
Reduktor napięcia (lub VRD) zmniejsza znamionowe napięcie obwodu otwartego do poziomu nieprzekraczającego 35 V w momencie, gdy odporność zewnętrznego obwodu spawania przekroczy 200 Ω. Czas reakcji jest krótszy niż 300ms.
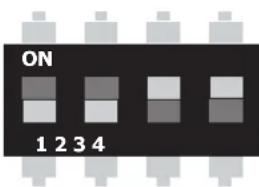
Domyślnie urządzenie do redukcji napięcia jest wyłączone. Aby ją aktywować, użytkownik musi otworzyć produkt i wykonać następującą procedurę:
- Wyłączyć i odłączyć produkt od sieci elektrycznej
- Ustawić przełączniki w następujący sposób:
text_image
ON 1 2 3 4| 1 2 3 4 VRD | ||||
| 0 0 | 1 1 NIE (domyślnie) | |||
| 0 0 | 0 0 TAK | |||
- Po włączeniu urządzenie jest aktywne i świeci się dioda LED «VRD» na klawiaturze.
ZDALNE STEROWANIE
Zdalne sterowanie działa w procesie TIG i MMA.

text_image
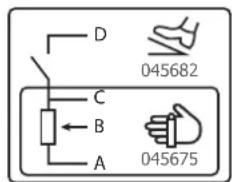
D 045682 C B A 045675Nr kat. 045699 Wygląd zewnętrzny Schematy elektryczne oparte na zdalnych poleceniach.
Podłączenie:
1 - Podłącz pilota zdalnego sterowania na tylnej powierzchni źródła prądu spawania.
2 - HMI (interfejs człowiek-maszyna) wykrywa obecność pilota i oferuje szeroki wybór:

Wybór sterowania nożnego.

Wybór zdalnego sterowania typ potencjometr.
3- Wybór rodzaju pilota odbywa się za pomocą jednego z dwóch pokręteł, a zatwierdzenie przyciskiem ☑.
4- Zapala się dioda LED (RYS. 2, nr 14).
5- Możliwe jest aktywowanie / dezaktywowanie funkcji zdalnego sterowania bez konieczności fizycznego odłączania pilota. Wystarczy nacisnąć przycisk przez 3 sekundy, dioda LED (FIG-2, nr 14) wskazuje stan pilota (dioda LED świeci = sterowanie zdalne działa).
Podłączenie :
Urządzenie jest wyposażone w gniazdo typu żeńskiego do podłączenia zdalnego sterowania.
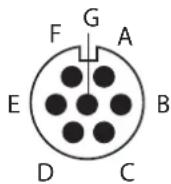
Specyficzna wtyczka (r. męski) 7 punktów (opcja ref. 045699) umożliwia podłączenie różnych typów pilotów do zdalnego sterowania. Do instalacji kabli, należy postępować zgodnie ze schematem poniżej.
| RODZAJ ZDALNEGO STEROWANIA Oznaczenie drutu Załączony kolek | spawalniczy | |
| Sterowanie nożne - Pedał | Ręczne zdalne sterowanie | VCC A |
| Kursor B | ||
| Wspólny/uziemienie C | ||
| Przełącznik D | ||
Funkcjonowanie:
- Zdalne sterowanie ręczne (opcja ref. 045675).
Ręczne zdalne sterowanie pozwala na zmianę prądu od 50% do 100% ustawionej intensywności. W tej konfiguracji wszystkie tryby i funkcje źródła prądu spawania są dostępne i możliwe do sparametrowania.
- Zdalne sterowanie przy pomocy pedała (opcja ref. 045682) :
Pedał pozwala na zmianę prądu od 10% do 100% ustawionego natężenia. Co więcej, wzrost i zanik prądu nie są już zarządzane przez źródło prądu spawania (funkcje nieaktywne), ale przez użytkownika przy pomocy pedału.
WENTYLACJA
W celu zmniejszenia hałasu, zużycia elektryki i zasysania kurzu, generator posiada wbudowaną wentylację sterowaną. Szybkość rotacji wentylatorów regulowana jest poprzez temperaturę i stopień użycia maszyny.
BLOKADA STEROWANIA
Dostępna jest funkcja blokowania przycisków i pokręteł klawiatury, aby zapobiec przypadkowej regulacji.
Działania:
Naciśnij przycisk przez 3 sekundy, na wyświetlaczu pojawi się Loc, a następnie powróci do bieżącego wyświetlania. Zapala się dioda LED (RYS. 2, nr 11).
Żaden przycisk nie jest aktywny, kółko pomocnicze jest nieaktywne, kółko główne umożliwia zmianę wokół wartości początkowej do +/- wartości procentowej zdefiniowanej przez parametr «tolerancja» (patr. rozdział «Dostęp do menu»).
Aby odblokować elementy sterujące, należy ponownie nacisnąć przycisk na 3 sekundy, na wyświetlaczu pojawi się Un Loc, a następnie powróci do bieżącego wskazania. Dioda LED (RYS. 2, nr 12) gaśnie.
DOSTĘP DO MENU
flowchart
graph TD
A["SET UP"] --> B["+"]
B --> C["Zwalnianie przycisków"]
C --> D["2s"]
D --> E["In"]
E --> F["0:1"]
E --> G["..."]
G --> H["10"]
H --> I["✓"]
I --> J["Kopia zapasowa + Wyjście do HMI spawanie"]
K["Wyjście do HMI spawanie"] --> L["2s"]
L --> M["In"]
M --> N["0:1"]
M --> O["..."]
O --> P["10"]
P --> Q["✓"]
Q --> R["Przypomnienie + Wyjście do panelu spawania"]
S["Wyjście do HMI spawanie"] --> T["2s"]
T --> U["In"]
U --> V["0:1"]
U --> W["..."]
W --> X["10"]
X --> Y["✓"]
Y --> Z["Kopia zapasowa + Wyjście do HMI spawanie"]
AA["Wyjście do HMI spawanie"] --> AB["2s"]
AB --> AC["In"]
AC --> AD["0:1"]
AC --> AE["..."]
AE --> AF["10"]
AF --> AG["5"]
AG --> AH["✓"]
AH --> AI["Kopia zapasowa + Wyjście do HMI spawanie"]
AJ["Wyjście do HMI spawanie"] --> AK["2s"]
AK --> AL["In"]
AL --> AM["0:1"]
AL --> AN["..."]
AN --> AO["10"]
AO --> AP["..."]
AP --> AQ["Dostępne w wersji MMA I TIG LIFT"]
AR["Wyjście do HMI spawanie"] --> AS["2s"]
AS --> AT["In"]
AT --> AU["0:1"]
AT --> AV["..."]
AV --> AW["10"]
AW --> AX["✓"]
AX --> AY["Wyjście do HMI spawanie"]
AZ["Wyjście do HMI spawanie"] --> BA["2s"]
BA --> BB["In"]
BB --> BC["0:1"]
BB --> BD["..."]
BD --> BE["10"]
BE --> BF["..."]
BF --> BG["Wyjście do HMI spawanie"]
BH["Wyjście do HMI spawanie"] --> BI["2s"]
BI --> BJ["In"]
BJ --> BK["0:1"]
BJ --> BL["..."]
BL --> BM["10"]
BM --> BN["..."]
BN --> BO["Wyjście do HMI spawanie"]
Menu zaawansowane proces MMA
flowchart
graph TD
A["Wyjście do HMI spawanie"] --> B["2s"]
B --> C["Con"]
B --> D["FIG"]
C --> E["2s"]
D --> E
E --> F["HSL"]
F --> G["0.0"]
F --> H["..."]
F --> I["20"]
I --> J["Hot Start time 0.0s ... 20 s"]
K["Powrót do menu Setup"] --> L["2s"]
L --> M["RSL"]
M --> N["On"]
M --> O["OFF"]
N --> P["Anti Sticking ON / OFF"]
Q["Dostępne tylko w wersji MMA PULSE"] --> R["2s"]
R --> S["FRE"]
S --> T["0.5"]
S --> U["200"]
T --> V["Frequency 0.5 Hz ... 20.0 Hz"]
W["Procent (I zimny) 20% ... 100%"] --> X["2s"]
X --> Y["Prc"]
Y --> Z["20"]
Y --> AA["100"]
Z --> AB["20"]
AA --> AC["80"]
AB --> AD["Cykl pracy Walidacja + powrót do interfejsu HMI spawania 20% ... 80%"]
AE["Reset wszystkich parametrów procesu (oprócz pamięci) + Wyjście do HMI spawanie"] --> AF["2s"]
AF --> AG["dC4"]
AG --> AH["20"]
AH --> AI["80"]
AI --> AJ["Reset wszystkich parametrów procesu (oprócz pamięci) + Wyjście do HMI spawanie"]
Menu zaawansowane proces TIG
flowchart
graph TD
A["Wyjscie do HMI spawanie"] --> B["1st"]
B --> C["2s"]
C --> D["Con"]
C --> E["FIG"]
D --> F["15t"]
E --> G["..."]
F --> H["Aktualna wartość"]
G --> I["..."]
H --> J["10: 200"]
I --> K["200"]
J --> L["Up Slope 0.0s ... 10.0s"]
K --> M["200"]
N["Dostępne tylko w wersji TIG PULSE"] --> O["Powrót do menu Setup"]
O --> P["2s"]
P --> Q["UPS"]
Q --> R["Obecny wybór"]
R --> S["..."]
S --> T["0.0: 10.0"]
T --> U["..."]
U --> V["Fre"]
V --> W["..."]
W --> X["0.5: 200"]
X --> Y["..."]
Y --> Z["200"]
AA["I. Start 10% ... 200%"] --> AB["Frequency 0.5 Hz ... 20.0 Hz"]
AC["Up Slope 0.0s ... 10.0s"] --> AD["Procent (I zimny) 20% ... 80%"]
AE["Dostępne tylko w wersji TIG PULSE"] --> AF["Powrót do menu Setup"]
AF --> AG["2s"]
AG --> AH["Prc"]
AH --> AI["Aktualna wartość"]
AI --> AJ["..."]
AJ --> AK["20: 100"]
AK --> AL["..."]
AL --> AM["..."]
AM --> AN["dcy4"]
AN --> AO["..."]
AO --> AP["20: 80"]
AP --> AQ["..."]
AQ --> AR["..."]
AR --> AS["..."]
AS --> AT["..."]
AT --> AU["dos5"]
AU --> AV["..."]
AV --> AW["Aktualna wartość"]
AW --> AX["..."]
AX --> AY["..."]
AY --> AZ["..."]
AZ --> BA["..."]
BA --> BB["..."]
BB --> BC["..."]
BC --> BD["dys1"]
BD --> BE["..."]
BE --> BF["..."]
BF --> BG["..."]
BG --> BH["..."]
BH --> BI["..."]
BI --> BJ["..."]
BJ --> BK["Duty cycle 20% ... 80%"]
BL["Duty cycle 20% ... 80%"] --> BM["Down Slope Walidacja + powrót do interfejsu HMI spawania 0.0s ... 10.0s"]
BN["Duty cycle 20% ... 80%"] --> BO["Reset wszystkich parametrów procesu (oprócz pamięci) + Wyjscie do HMI spawanie"]
KOMUNIKATY BŁĘDÓW, ANOMALII, PRZYCZYN, ROZWIĄZAŃ
Materiał ten posiada system kontroli awarii i uszkodzeń. W przypadku uszkodzenia, wiadomości o błędach mogą się wyświetlić.
| Kod błędu Oznaczenie PRZYCZYNY ROZWIĄZANIA | |||
 | Zabezpieczenie termiczne | Zbyt długi cykl pracyTemperatura otoczenia powyżej 40°CPrzepływy powietrza zablokowane | Przed wznowieniem spawania zaczekaj, aż wskaźnik zgaśnie.Przed wznowieniem spawania zaczekaj, aż wskaźnik zgaśnie. |
 | Usterka zbyt wysokiego napięcia | Napięcie sieciowe poza maksymalną tolerancją | Okablowanie czujnika powinno być sprawdzone przez wykwalifikowany personel. |
 | Awaria podnapięciowa | Napięcie sieciowe poza maksymalną tolerancją | Zleć sprawdzenie instalacji elektrycznej osobie upoważnionej. Napięcie sieciowe musi zawierać się w przedziale od 95Veff do 265Veff. |
 | Błąd wentylatora | Jeden z wentylatorów nie pracuje z właściwą prędkością | Sprawdzić, czy nie ma ciał obcych, które mogłyby spowolnić pracę wentylatora, sprawdzić prawidłowość okablowania, wymienić wentylator |
 | Błąd sterowania przekaźnikiem mocy | Przekaźnik mocy nie mógł zostać zamknięty | Okablowanie sterowania przekaźnikowego powinno być sprawdzone przez wykwalifikowany personel |
| «HE2» | Niepowodzenie w zapisie parametrów | Pamięć EEPROM jest uszkodzona Należy skontaktować się ze sprzedawcą |
| «HE3» | Brak danych o temperaturze | Czujniki temperatury są odłączone |
| «HE4» | Wadliwe przyciski klawiatury | Jeden lub więcej przycisków na klawiaturze jest trwale zwarty |
| «SE» | Software Erreur Problem z komunikacją Należy skontaktować się ze sprzedawcą | |
Wyjaśnienia: wszelkie prace wymagające usunięcia farby i sprawdzenia instalacji elektrycznej muszą być wykonywane przez wykwalifikowanego technika.
GWARANCJA
Gwarancja obejmuje wszystkie usterki lub wady produkcyjne przez okres 2 lat od daty zakupu (części i robocizna).
Gwarancja nie obejmuje:
- Wszelkich innych szkód spowodowanych transportem.
- Zwykłego zużycia części (Np. : kabli, zacisków, itp.).
- Przypadków nieodpowiedniego użycia (błędów zasilania, upadków czy demontażu).
- Uszkodzenia związane ze środowiskiem (zanieczyszczenia, rdza, kurz).
W przypadku usterki należy zwrócić urządzenie do dystrybutora, załączając:
- dowód zakupu z datą (paragon fiskalny, fakturę....)
- notatkę z wyjaśnieniem usterki.
SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS/ TEXНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE / DANE TECHNICZNE
PROGYS 220E FV CEL
| Primaire / Primary / Primär / Primario / Первичka / Primaire / Primario / Podstawowy | ||||||
| Tension d'alimentation / Power supply voltage / Versorgungsspannung / Tensión de red eléctrica / Напряжение питания / Voedingsspanning / Tensione di alimentazione / Napięcie zasilania | 230 V +/- 15% 110 V +/- 15% | |||||
| Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore / Częstotliwość sieci zasilania | 50 / 60 Hz | |||||
| Nombre de phases / Number of phases / Anzahl der Phasen / Número de fases / Количество фаз / Aantal fasen / Numero di fase / Liczba faz | 1 | |||||
| Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавкий предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore / Wyłącznik bezpieczników | 16 A 32 A 32 A | |||||
| Courant d'alimentation effectif maximal I1eff / Maximum effective supply current I1eff / Corriente de alimentación efectiva máxima I1eff / Maximale effectieve voedingsstroom I1eff / Corrente di alimentazione effettiva massima I1eff / Maksymalny efektywny prąd zasilania I1eff | 16 A 19.5 A 19.9 A | |||||
| Courant d'alimentation maximal I1max / Maximum supply current I1max / Corriente de alimentación máxima I1max / Maximale voedingsstroom I1max / Corrente di alimentazione massima I1max / Maksymalny prąd zasilania I1max | 34 A 34 A 41.5 A | |||||
| Section du cordon secteur / Mains cable section / Sectie netsnoer / Sección del cable de alimentación / Sezione del cavo di alimentazione / Odcinek przewodu zasilającego | 3 × 2.5 mm^2 | |||||
| Puissance active maximale consommée / Maximum active power consumed / Consumo máximo de energía activa / Maximale actieve verbruikte vermogen / Potenza attiva massima consumata / Maksymalny pobór mocy czynnej | 7.3 kW | |||||
| Consommation au ralenti / Idle consumption / Consumo en ralentizado / Stationair verbruik / Consumo al minimo / Zuzycie na biegu jałowym | N.C | |||||
| Rendement à I2max / Efficiency at I2max / Eficiencia a I2máx / Rendement bij I2max / Efficienza a I2max / Sprawność przy I2max | 83 % | |||||
| Facteur de puissance à I2max (λ) / Power factor at I2max (λ) / Factor de potencia a I2max (λ) / Inschakelduur bij I2max (λ) / Ciclo di potenza a I2max (λ) / Współczynnik mocy przy I2max (λ) | 0.997 | |||||
| Classe CEM / EMC class / Classe CEM / Klasse CEM / Classe CEM / Klasa EMC A | ||||||
| Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario / Zapasowy | MMA TIG | MMA TIG MMA TIG | ||||
| Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nullastspanning / Tensione a vuoto / Napięcie próżniowe | 77.5 V 69 V | |||||
| Tension à vide réduite Ur (Tension VRD) / Reduced open circuit voltage Ur (VRD voltage) / Tensión reducida en vacío Ur (tensión VRD) / Nullast spanning Ur (Spanning VRD) / Tensione a vuoto ridotta Ur (Tensione VRD) / Obniżone napięcie biego jałowego Ur (Napięcie VRD) | 24 V | |||||
| Nature du courant de soudage / Type of welding current / Tipo de corriente de soldadura / Type lasstroom / Tipo di corrente di saldatura / Rodzaj prądu spawania | DC | |||||
| Modes de soudage / Welding modes / Modos de soldadura / Lasmodules / Modalità di saldatura / Tryby spawania | MMA, TIG (LIFT) | |||||
| Courant de soudage minimal / Minimum welding current / Corriente mínima de soldadura / Minimale lasstroom / Corrente minima di saldatura / Minimalny prąd spawania | 5 A | |||||
| Courant de sortie nominal ( I_1 ) / Rate current output ( I_1 ) / nominaler Arbeitsstrom ( I_1 ) / Corriente de salida nominal ( I_1 ) / Номинальный выходной ток ( I_1 ) / Nominale uitgangsstroom ( I_1 ) / Corrente di uscita nominale ( I_2 ) / Nominalny prąd wyjściowy (I2) | 5 + 220 A 5 | + 220 A | 5 + 220 A | 5 + 220 A | 5 + 120 A | 5 + 140 A |
| Tension de sortie conventionnelle ( U_1 ) / Conventional voltage output ( U_2 ) / entsprechende Arbeitsspannung ( U_2 ) / Условное выходные напряжения (U2) / Tensión de salida convencional (U2) / Conventionelle uitgangsspanning (U2) / Tensione di uscita convenzionale (U2) / Konwencjonalne napięcie wyjściowe (U2) | 20.2 + 28.8 V | 10.2 + 18.8 V | 20.2 + 28.8 V | 10.2 + 18.8 V | 20.2 + 24.8 V | 10.2 + 15.6 V |
| Facteur de marche à 40°C (10 min)*Norme EN60974-1.Duty cycle at 40°C (10 min)*Standard EN60974-1.Einschaltdauer @ 40°C (10 min)EN60974-1-NormCiclo de trabajo a 40°C (10 min)*Norma EN60974-1 | Imax | 22 % | 45 % | 25 % | 50 % | 23 % |
| 60% | 145 A | 200 A | 175 A | 215 A | 85 A | |
| 100% | 120 A | 160 A | 145 A | 200 A | 70 A | |
| Température de fonctionnement / Functioning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая температура / Gebruikstemperatuur / Temperatura di funzionamento / Temperatura urządzenia podczas pracy | -10°C + +40°C | |||||
| Température de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Температура хранения / Bewaartemperatuur / Temperatura di stoccaggio / Temperatura przechowywania | -20°C + +55°C | |||||
| Degré de protection / Protection level / Schutzart / Grado de protección / Степень защиты / Beschermingsklasse / Grado di protezione / Stopień ochrony | IP23 | |||||
| Classe d'Isolation minimale des enroulements / Minimum coil insulation class / Clase mínima de aislamiento del bobinado / Minimale isolatieklasse omwikkelingen / Classe minima di isolamento degli avvolgimenti / Minimalna klasa izolacji okablowania | B | |||||
| Dimensions (Lxbxh) / Dimensions (LxWxH) / Abmessungen (Lxbxt) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afnetingen (Lxlxh) / Dimensioni (Lxlxh) / Wymiary (DxSxW) | 40.5 x 34 x 21.5 cm | |||||
| Poids / Weight / Gewicht / Bec / Peso / Gewicht / Peso / Waga | 12.5 kg | |||||
PROGYS 220E FV CEL
*Te cykle robocze wykonane są zgodnie z normą EN60974-1 w temperaturze 40°C i w cyklu 10 min.
Przy intensywnym użytkowaniu (> cykl pracy) może włączyć się ochrona termiczna, w tym przypadku, wyłącza się łuk i zapala się kontrolka
Należy pozostawić urządzenie podłączone do prądu w celu umożliwiaenia jego schłodzenia, aż do momentu, gdy wyłączy się zabezpieczenie / ochrona termiczna.
Źródło prądu spawania opisuje spadającą charakterystykę wyjściową.
DESCRIPTION / MATERIALBESCHREIBUNG / DESCRIPCIÓN / ОПИСАНИЕ ОБОРУДОВАНИЯ / OMS-CHRIJVING / DESCRIZIONE / OPIS