
Progys 220E FV CEL - Saldatrice GYS - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Progys 220E FV CEL GYS in formato PDF.

Domande degli utenti su Progys 220E FV CEL GYS
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Progys 220E FV CEL - GYS e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Progys 220E FV CEL del marchio GYS.
MANUALE UTENTE Progys 220E FV CEL GYS
Dispositivo saldatura MMA e TIG
Stanowisko do spawania MMA i TIG

AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE

Queste istruzioni devono essere lette e comprese prima dell'uso.
Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata.
Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in questo manuale non potrà essere considerata a carico del fabbricante.
In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l'installazione.
AMBIENTE
Questo materiale deve essere usato soltanto per eseguire operazioni di saldatura entro i limiti indicati sulla targhetta indicativa e/o sul manuale. Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo deve essere usato in un locale senza polvere, né accido, né gas infiammabili o altre sostanze corrosive, e lo stesso vale per il suo stoccaggio. Assicurarsi della circolazione dell'aria durante l'utilizzo.
Intervallo di temperatura :
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità de l'aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine :
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONI INDIVIDUALI E DEI TERZI
La saldatura ad arco può essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di caldo, di radiazione luminosa dell'arco, di campi elettromagnetici (attenzione ai portatori di pacemaker), di rischio di elettrocuzione, di rumore e di emanazioni gassose.
Per protteggersi bene e proteggere gli altri, rispettare le istruzioni di sicurezza che seguono:

Per proteggersi fine di brucciature per proteggere da ustioni e radiazioni, indossare indumenti senza polsini, isolamento, asciutto, ignifugo e in buone condizioni, che coprono tutto il corpo.

Usare guanti che garantiscono l'isolamento elettrico e termico.

Utilizzare una protezione di saldatura e/o un casco d'per saldatura i livello di protezione sufficiente (cariabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell'arco, dalle proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non fissare le radiazioni d'arco nemmeno i pezzi in fusione e di portare vestiti adeguati per proteggersi.

Utilizzare un casco contro il rumore se le procedure di saldatura arrivani ad un livello sonoro superiore al limite autorizzati (fare lo stesso per tutte le persone presenti sulla zona di saldatura).
Mantenere a distanza delle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall'unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potrà essere ritenuto responsabile in caso d'incidente.

I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. QUando s'interviene sulla torcia o sul porta-elettrodo, bisogna assicurarsi che questi siano sufficientemente freddi e aspettare almeno 10 minuti prima di qualsiasi intervento. L'unità di refrigerazione deve essere accesa prima dell'uso di una torcia a raffreddamento liquido per assicurarsi che il liquido non causi ustioni.
È importate rendere sicura la zona di lavoro prima di uscire per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS

I fumi, gas e polveri emesse dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufficiente e a volte è necessario un apporto d'aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente. Verificare che l'aspirazione sia efficace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione ha bisogno di una sorveglianza a distanza di sicurezza. Inoltre il taglio di certi materiali contenenti piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere messe in locali aperti ed aerati. Devono essere in posizione verticale e mantenute ad un supporto o carrello.
La saldatura è proibita se in vicinanza a grasso o vernici.
PERICOLI DI INCENDIO ED ESPLOSIONI

Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un'attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le persone, gli oggetti infiammabili e i container sotto pressione ad una distanza di sicurezza sufficiente.
La saldatura nei container o tubature chiuse è proibita e se essi non aperti devono prima essere svuotati di ogni materiale infiammabile o esplosivo (olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili.
BOMBOLE DI GAS

Il gas uscendo dalle bombole potrebbe essere fonte di soffocazione in caso di concentrazioni in spazi di saldatura (ventilare correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Devono essere messi verticalmente e mantenuto da un supporto per limitare il rischio di cadute.
Chiudere la bombola negli intervalli d'uso. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con le fiamme, arco elettrico, torce, morsetti di terra o ogni altre fonte di calore o d'incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e mai saldare una bombola sotto pressione.
Attenzione durante l'apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al procedimento di saldatura.
SICUREZZA ELETTRICA

La rete elettrica usata deve imperativamente avere una messa a terra. Usare la taglia del fusibile consigliato sulla tabella segnaletica. Una scarica elettrica potrebbe essere fonte di un incidente grave diretto, indiretto, o anche mortale.
Mai toccare le parti sotto tensione all'interno e all'esterno del dispositivo quando quest'ultimo *e collegato alla presa di corrente (torce, morsetti, cavi, elettrodi), poiché esse sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconneterla dalla rete e attendere 2 minuti affinché l'insieme dei condensatori sia scaricato. Non toccare allo stesso momento la torcia e il morsetto di massa.
Cambiare i cavi e le torce se questi ultimi sono dannegiati. Chiedere ausilio a persone abilitate e qualificate. Dimensionare la sezione dei cavi a seconda dell'applicazione. Sempre usare vestiti secchi e in buono stato per isolarsi dal circuito di saldatura. Portare scape isolanti, indifferentemente dell'ambiente di lavoro.
CLASSIFICAZIONE CEM DEL MATERIALE

Questo materiale di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dal sistema pubblico di alimentazione di basa tensione. Potrebbero esserci difficoltà potenziali per assicurare la compatibilità elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.
A condizione che l'impedenza della rete pubblica di alimentazione bassa tensione nel punto di aggancio comune sia inferiore a Zmax = 0.246 Ohms, questo dispositivo è conforme alla CEI 61000-3-11 e può essere collegato alla rete pubblica di alimentazione bassa tensione. E' quindi responsabilità dell'installatore o dell'utilizzatore del dispositivo assicurarsi, consultando l'operatore della rete di distribuzione, se necessario, che l'impedenza di rete sia conforme alle restrizioni d'impedenza.
Questo dispositivo è conforme alla CEI 61000-3-12.
EMISSIONI ELETTROMAGNETICHE

La corrente elettrica passando attraverso a qualunque conduttore prodotto dai campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Ad esempio, restrizioni d'accesso per i passanti oppure una valutazione di rischio individuale per i saldatori.
Tutti i saldaturi dovrebbero utilizzare le procedure di accesso che seguono per minimizzare l'esposizione ai campi elettromagnetici provenienti dai circuiti di saldatura:
- posizionare i cavi di saldatura insieme – fissarli con una fascetta, se possibile;
- posizionarsi (busto e testa) il più lontano possibile dal circuito di saldatura;
• non avvolgere mai i cavi di saldatura attorno al vostro corpo;
• non posizionare il vostro corpo tra i cavi si saldatura Mantenere entrambi i cavi di saldatura sullo stesso lato del corpo; - collegare il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare;
• non lavorare a fianco, né sedersi sopra, o addossarsi alla fonte di corrente di saldatura; - non saldare durante il trasporto della fonte di corrente di saldatura o trainafilo.

I portatori di pacemaker devono consultare un medico prima di usare questo materiale.
L'esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L'INSTALLAZIONE DI SALDATURA
Generalità
L'utente è responsabile dell'installazione e dell'uso del materiale di saldatura all'arco secondo le istruzioni del fabbricante. Se delle perturbazioni elettromagnetiche sono rivelate, è responsabilità dell'utente del dispositivo di saldatura all'arco di risolvere la situazione con l'assistenza tecnica del fabbricante. In certi casi, questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra di un circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e del pezzo completo con montaggio di filtri d'entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte fino a che esse non siano più fastidiose.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all'arco, l'utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Bisogna tenere conto di ciò che segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura all'arco di altri cavi di alimentazione, di comando, di segnalazione e telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altri dispositivi di comando;
d) di dispositivi critici di sicurezza, per esempio, protezione di dispositivi industriali;
e) la salute delle persone vicine, per esempio, l'azione di pacemaker o di apparecchi uditivi;
f) di dispositivi utilizzati per la calibratura o la misurazione;
g) l'immunità degli altri dispositivi presenti nell'ambiente.
L'utente deve assicurarsi che gli altri dispositivi usati nell'ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari;
h) l'orario della giornata in cui la saldatura o delle altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edifici e dalle altre attività svolte sul posto. La zona circostante può stendersi oltre i limiti delle installazioni.
Valutazione della zona di saldatura
Oltre alla valutazione della zona, la valutazione delle installazioni di saldatura all'arco possono servire a determinare e risolvere i casi di interferenze. Conviene che la valutazione delle emissioni comprenda misure in situ come specificato all'articolo 10 della CISPR 11. Le misure in situ possono anche permettere di confermare l'efficacia delle misure di attenuazione.
CONSIGLI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete pubblica di alimentazione: conviene collegare il materiale di saldatura all'arco a una rete pubblica di alimentazione secondo le racco-mandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione il rinforzo del cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiale di saldatura all'arco fissati stabilmente. Converrebbe anche assicurarsi della continuità elettrica del blindaggio su tutta la lunghezza. Conviene collegare il blindaggio alla fonte di corrente di saldatura per assicurare il buon contatto elettrico fra il condotto e l'involucro della fonte di corrente di saldatura.
b. Manutenzione del materiale di saldatura all'arco: è opportuno che il materiale di saldatura all'arco sia sommesso alla manutenzione seguendo le raccomandazioni del fabbricante. È opportuno che ogni accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il materiale di saldatura all'arco è in funzione. È opportuno che il materiale di saldatura all'arco non sia modificato in alcun modo, tranne le modifiche e regolazioni menzionati sulle istruzioni del fabbricante. È opportuno, in particolar modo, che lo spinterometro dell'arco dei dispositivi di avviamento e di stabilizzazione siano regolati e mantenuti secondo le raccomandazioni del fabbricante.
c. Cavi di saldatura: è opportuno che i cavi siano i più corti possibili, piazzati l'uno dopo l'altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l'operatore di scosse elettriche se costui tocca contemporaneamente questi oggetti metallici e l'elettrodo. È opportuno isolare l'operatore di tali oggetti metallici.
e. Messa a terra del pezzo da saldare: quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, ad esempio, gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra può, in certi casi e non sistematicamente, ridurre le emissioni. È opportuno vegliare alla messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, è opportuno che collegamento fra il pezzo da saldare la terra sia fatto direttamente, ma in certi paesi che non autorizzano questo collegamento diretto, si consiglia che la connessione sia fatta con un condensatore appropriato scelto in funzione delle regole nazionali
f. Protezione e blindaggio: La protezione e il blindaggio selettivi di altri cavi e materiali nella zona circostante possono limitare i problemi di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per delle applicazioni speciali.
TRASPORTO E TRANSITO DELLA FONTE DI CORRENTE DI SALDATURA

La fonte di corrente di saldatura è fornita con una (delle) impugnatura(e) superiore(i) permettendo il trasporto manuale. Attenzione a non sottovalutare il peso. La (le) impugnatura(e) non è (sono) considerata(e) come un modo di imbragatura.
Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Deve essere messa in posizione verticale.
Non far passare la fonte di corrente di saldatura sopra a persone o oggetti.
INSTALLAZIONE DEL MATERIALE
Regole da rispettare :
- Mettere la fonte di corrente di saldatura su un suolo di inclinazione massima di 10^ rispetto all'orizzontale.
- Prevedere una zona sufficiente per aerare la fonte di corrente di saldatura e accedere ai comandi.
- La fonte di corrente di saldatura deve essere protetta dalla pioggia battente e non deve essere esposta ai raggi del sole.
- Non usare in un ambiente con polveri metalliche conduttive.
- Il dispositivo è di grado di protezione IP23, il che significa :
- una protezione contro l'accesso alle aree pericolose di corpi solidi di ∅ >12.5mm e,
- una protezione contro la pioggia inclinata del 60% rispetto alla verticale.
Questo dispositivo può quindi essere utilizzato secondo l'indice di protezione IP23.
- I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati al fine di evitare qualsiasi surriscaldamento.

Il fabbricante non assume nessuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo dispositivo.
MANUTENZIONE / CONSIGLI


- La manutenzione deve essere effettuata da una persona qualificata. È consigliata una manutenzione annuale.
- Interrompere l'alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All'interno, le tensioni e intensità sono elevate e pericolose.
- Regolarmente, togliere il coperchio e spolverare all'aiuto del soffiatore. Cogliere l'occasione per far verificare le connessioni elettriche con un utensile isolato da persone qualificate.
- Controllare periodicamente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, esso deve essere sostituito dal fabbricante, dal suo servizio post-vendita o da persone di qualifiche simili per evitare pericoli.
- Lasciare le uscite d'aria della fonte di corrente del dispositivo libere per l'entrata e l'uscita d'aria.
- Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori né per avviare motori.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal fabbricante possono effettuare l'installazione. Durante l'installazione, assicurarsi che il generatore sia scollegato alla rete. Le connessioni in serie o parallele di generatori sono proibite.
DESCRIZIONE DEI DISPOSITIVI (FIG-1)
Il PROGYS 220E FV CEL è una saldatrice inverter, portatile, ventilata progettata per la saldatura dell'elettrodo rivestito (MMA) e l'elettrodo refrattario (TIG Lift) in corrente continua (DC).
Il procedimento MMA permette di saldare qualsiasi tipo d'elettrodo : rutilo, basico, inox, ghisa e cellulosico.
Il procedimento TIG richiede una protezione gassosa (Argon) e salda la maggior parte dei metalli salvo l'alluminio e leghe simili
E' protetto per il funzionamento su generatori (Alim. 230V +-15%).
Questi prodotti possono essere dotati di comando a distanza manuale (rif. 045675) a distanza (rif. 045682).
- Tastiera
- Connettore di Polarità Positiva
- Connettore di Polarità Negativa
- Ingresso per telecomando (remote control)
- Commutatore ON / OFF
- Cavo di alimentazione
INTERFACCIA UOMO-MACCHINA (IUM) (FIG-2)
1- Schermo 12- Indicatore di sblocco della tastiera
2- Indicatore schermo della tensione di saldatura 13- Tasto di attivazione del comando a distanza
3- Indicatore schermo della corrente di saldatura 14- Indicatore dell'attività del comando a distanza
4- Pulsante di selezione della visualizzazione della tensione o della corrente di saldatura. 15- Indicatore elettrodo Basico
5- Indicatore della protezione VRD (Dispositivo riduzione voltaggio) 16- Indicatore elettrodo Rutile
6- Indicatore della protezione termica 17- Indicatore elettrodo Cellulosico
7- Indicatore di regolazione dell'ampiezza dell'Hotstart 18- Indicatore modalità elettrodo refrattario (TIG)
8- Rotella principale 19- Indicatore modo elettrodo rivestito (MMA)
9- Indicatore di regolazione dell'ampiezza dell'Arcforce 20- Indicatore modalità MMA e TIG con pulsazione
10- Pulsante di selezione dell'Hotstart o dell'Arcforce 21- Tasto di selezione della modalità
11- Tasto di blocco della tastiera
ALIMENTAZIONE - ACCENSIONE
- Questo apparecchio è dotato di una spina 16A CEE 7/7 e deve essere collegato ad un impianto elettrico 230V monofase (50-60 Hz) a tre figlio con neutro a terra. I PROGYS 220E FV CEL dotati di un sistema « Flexible Voltage » si alimentano grazie ad un'installazione elettrica con messa a terra tra 110V e 240V (50 - 60 Hz). La corrente effettiva assorbita (I1eff) è indicata sul dispositivo per delle condizioni d'uso ottimali. Verificare che l'alimentazione e le protezioni (fusibile e/o disgiuntore) siano compatibili con la corrente necessaria per l'uso. Per un utilizzo intensivo a 230Veff e 110Veff, togliere la presa d'origine e sostitutuirla con una presa 32A protetta da un disgiuntore 32A. L'utente deve assicurarsi dell'accessibilità della presa.
- L'accesione si fa ruotando il commutatore ON/OFF sulla posizione I, al contrario lo spegnimento si fa ruotando il commutatore sulla posizione O. Attenzione! Non scollegare mai dalla presa quando il dispositivo è sotto carica.
- Il dispositivo si mette in protezione se la tensione d'alimentazione è superiore a 265V per i dispositivi monofase (lo schermo indica - - - - ) Il funzionamento normale riprende quando la tensione d'alimentazione ritorna al valore nominale.
COLLEGAMENTO SU MOTOGENERATORE
Questo dispositivo può funzionare con motogeneratori a condizione che la potenza ausiliaria risponda ai seguenti requisiti:
- La tensione deve essere alternata, regolata come specificato e con tensione di picco inferiore a 400 V
- La frequenza deve essere compresa tra 50 e 60 Hz.
È obbligatorio verificare queste condizioni, perché molti generatori producono dei picchi di alta tensione che possono danneggiare il dispositivo.
USO DELLA PROLUNGA ELETTRICA
Qualsiasi prolunga deve avere una lunghezza e una sezione appropriate alla tensione del dispositivo. Usare una prolunga conforme alle regolamentazioni nazionali.
| Tensione d'entrata | Lunghezza - sezione della prolunga | |
| < 45m < 100m | ||
| 230V 2.5 mm2 | ||
| 110V 2.5 mm2 | 4 mm2 | |
SALDATURA AD ELETTRODO RIVESTITO (MMA MAMA MONTANTE)
COLLEGAMENTO E CONSIGLI
- Collegare cavi, portaelettrodo e morsetto di terra ai connettori di raccordo,
- Rispettare le polarità e le intensità di saldatura indicate sulle scatole degli elettrodi,
- Sollevare l'elettrodo dal portaelettrodo quando la fonte di corrente di saldatura non è in uso.
- Il vostro dispositivo è fornito di 3 funzionalità specifiche agli Inverter:
- L'Hot Start fornisce una sovracorrente all'inizio della saldatura.
- L'Arc Force libera una sovratensione che evita l'incollaggio quando l'elettrodo rientra nel bagno di fusione.
- L'Anti-Sticking vi permette di staccare facilmente il vostro elettrodo senza farlo diventare incandescente in caso di incollaggio.
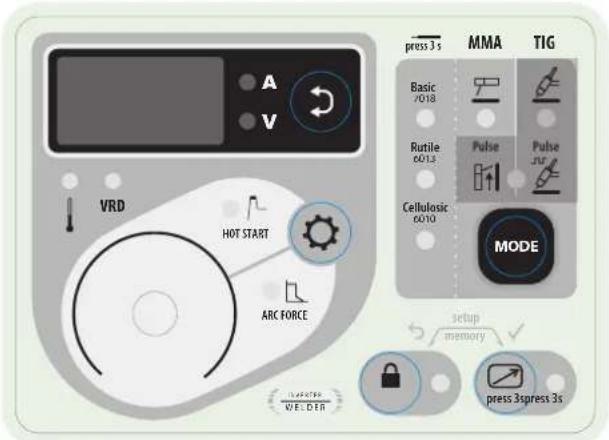
text_image
A V VRD HOT START ARC FORCE PRESS 3 s MMA TIG Basic 7018 Rutile 6013 Cellulosic 6010 Pulse Pulse JUR MODE setup memory press 3spress 3s WELDERMMA
Le zone in grigio scuro non sono utili in questa modalità.
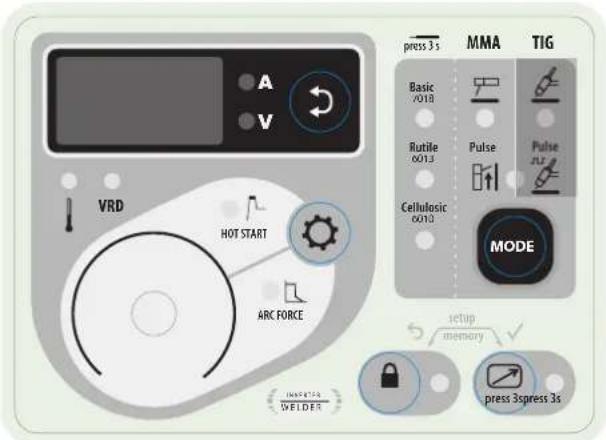
text_image
A V VRD HOT START ARC FORCE PRESS 3s MMA TIG Basic 2018 Rutile 6013 Pulse Pulse Cellulosic 6010 MODE setup memory press 3spress 3s INFERTAIN WELDERMMA MONTANTE
Le zone in grigio scuro non sono utili in questa modalità.
SELEZIONE DELLA MODALITA'
MMA
Premere più volte sul pulsante MODE fino a che il LED non si accende sul simbolo
MMA PULSATO
Premere più volte sul pulsante MODE fino a che i led si accendono sul simbolo re a destra del simbolo La modalità MMA montante aggiunge una pulsazione di corrente che facilita la saldatura verticale montante.
PARAMETRI PRINCIPALI
1. Selezione del tipo di rivestimento
Selezionare il tipo di rivestimento dell'elettrodo mantenendo premuto il pulsante MODE per più di 3 secondi fino a che il LED si illumina sul tipo di elettrodo desiderato.
2. Regolazione dell'intensità di saldatura
Regolare la corrente di saldatura attraverso la rotellina principale in base al diametro dell'elettrodo e del tipo di assemblaggio da realizzare. Il valore della corrente è indicato sullo schermo.
3. Regolazione del livello di Hotstart
Premere sul pulsante fino a che il LED s'illumina a sinistra del simbolo Regolare il livello di Hotstart attraverso la rotellina principale, espresso in percentuale del valore di corrente. Il livello di Hotstart è indicato sullo schermo.
4. Regolazione del livello di Arcforce
Premere sul pulsante ino a che il LED s'illumina a sinistra del simbolo Regolare il livello di Arcforce attraverso la rotellina principale che è indicizzato da -10 a +10. Più il livello dell'Arcforce è debole e più l'arco sarà dolce, al contrario più il livello dell'Arcforce è elevato e più la sovracorrente sarà elevata. Il valore preimpostato è 0.
PARAMETRI DI SALDATURA
REGOLAZIONE DELL'INTENSITÀ DI SALDATURA
Le regolazioni che seguono corrispondono all'intervallo di intensità utilizzabile in funzione del tipo e del diametro dell'elettrodo. Questi intervalli sono abbastanza ampi perché dipendono dall'applicazione e dalla posizione della saldatura.
| ∅ dell'elettrodo (mm) Rutile E6013 (A) | Basico E7018 (A) | Cellulosico E6010 (A) | |
| 1.6 30-60 30-55 - | |||
| 2.0 50-70 50-80 - | |||
| 2.5 60-100 80-110 60-75 | |||
| 3.15 80-150 90-140 85-90 | |||
| 4.0 100-200 125-210 120-160 | |||
| 5 150-220 200-220 110-170 | |||
REGOLAZIONE DELL'ARCFORCE
Si consiglia di posizionare l'arcforce in posizione mediana (0) per iniziare la saldatura e regolarla in funzione dei risultati e delle preferenze di saldatura Nota : l'intervallo di regolazione dell'arcforce è specifico al tipo di elettrodo scelto.
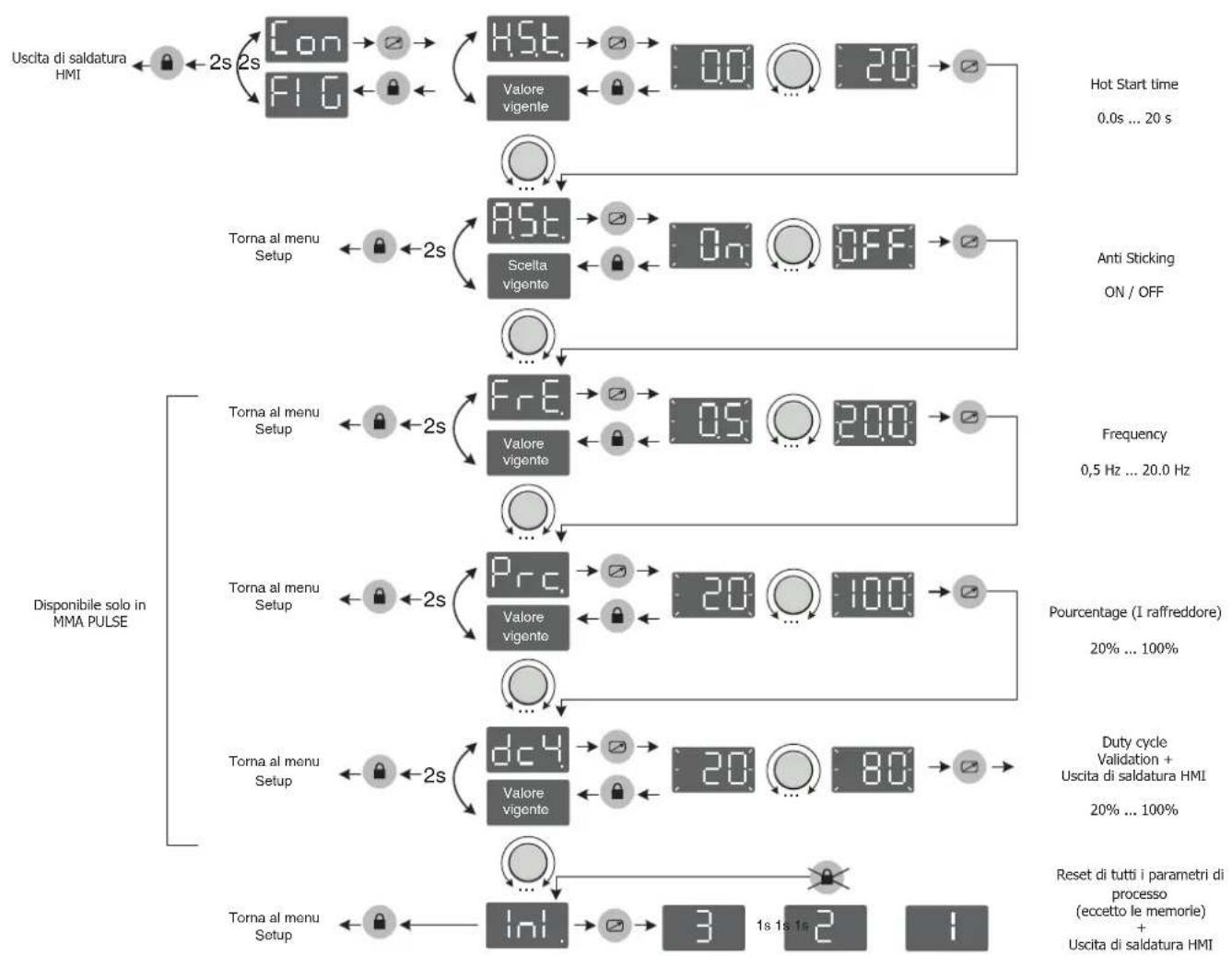
PARAMETRI AVANZATI (MMA)
Basatevi sul capitolo «Accesso ai menù» per maggiori dettagli riguardanti l'accesso ai parametri avanzati.
Le due modalità MMA le sono provviste dei parametri addizionali seguenti :
HSF : Hotstart Time, durata della sovracorrente all'innesco espressa in secondi.
R5. : Antisticking, attivo (On), la corrente si annullerà alla fine dei 2 secondi consecutivi al corto-circuito, inattivo (Off), la corrente non si annulla nemmeno in caso di corto-circuito prolungato.
In modalità MMA montante parametri supplementari sono accessibili :
FrE: Frequency, determina il numero di pulsazioni al secondo (Hz).
Prc. : Percentuale, determina il livello di bassa corrente espresso in percentuale di corrente di saldatura.
dc4 : DUTY CICLO, determina il rapporto ciclico espresso in percentuale della frequenza di pulsazione.
SALDATURA AD ELETTRODO TUNGSTENO CON GAS INERTE (TIG DE MONTANTE

COLLEGAMENTO E CONSIGLI
La saldatura TIG necessita di una torcia così come di una bombola di gas di protezione dotata di un regolatore.
Collegare il morsetto di massa al connettore di raccordo positivo(+).
Collegare il cavo di potenza della torcia al connettore di racccordo negativo (-).
Collegare il tubo di gas della torcia all'uscita del regolatore.
Assicurarsi che la torcia sia correttamente equipaggiata per l'uso con questa macchina e che i consumabili (pinze di bloccaggio, fascette supporto, diffusore e ugello) non siano logori.

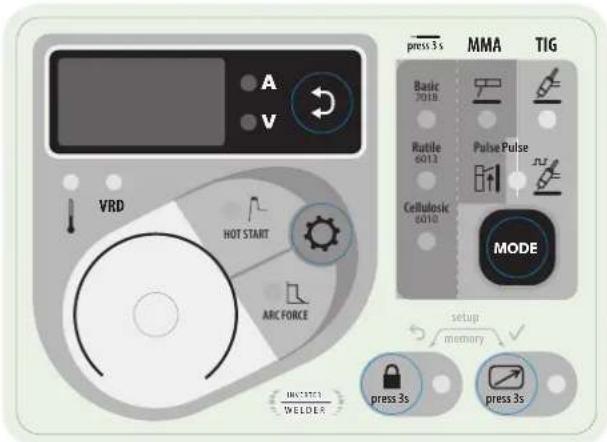
text_image
A V VRD HOT START ARC FORCE PRESS 3 s MMA TIG Basic 2018 Rutile 4013 Pulse Pulse ur Cellulosic 6010 MODE setup memory Wasteo WELDER press 3s press 3sTIG
Le zone in grigio scuro non sono utili in questa modalità.
text_image
A V VRD HOT START ARC FORCE PRESS 3 s MMA TIG Basic 7018 Rutile 6011 Pulse Pulse Cellulosic 6010 MODE INITISTS WELDER setup memory press 3s press 3sTIG (TIG MONTANTE)
Le zone in grigio scuro non sono utili in questa modalità.
SELEZIONE DELLA MODALITA'
TIG
Premere più volte sul pulsante MODE fino a che il LED si illumina sul simbolo
TIG PULSE
Premere più volte sul pulsante MODE fino a che il LED si illumina sul simbolo se a destra del simbolo

La modalità TIG pulsata aggiunge una pulsazione di corrente che facilita la saldatura delle lamiere sottili limitando l'aumento di temperatura.
PARAMETRI DI SALDATURA
1. Regolazione dell'intensità di saldatura :
Regolare la corrente di saldatura attraverso la rotellina principale in base allo spessore e al tipo di assemblaggio da realizzare. Il valore della corrente è indicato sullo schermo.
INNESCO :
L'innesco è di tipo LIFT : con l'aiuto della torcia, far toccare l'elettrodo con il pezzo da saldare poi alzare dolcemente l'elettrodo, si forma un arco.
ARRESTO DELLA SALDATURA / RILASCIO DELL'EVANESCENZA :
Per interrompere la saldatura, tirare leggermente l'arco, che diminuirà gradualmente in intensità (evanescenza).
AIUTO ALLA REGOLAZIONE E SCELTA DEI CONSUMABILI
| DC |  | Corrente (A) Elettrodo (mm) Ugello (mm) Flusso Argon (L/min) | |||
| 0.3 - 3 mm 5 - 75 | 1 6.5 6 - 7 | ||||
| 2.4 - 6 mm 60 - 1 | 50 1.6 8 6 - 7 | ||||
| 4 - 8 mm 100 - 2 | 00 2 9.5 7 - 8 | ||||
| 6.8 - 8.8 mm 170 - | 250 | 2.4 | 11 8 - 9 | ||
AFFILAMENTO DELL'ELETTRODO
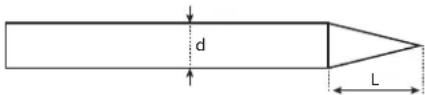
text_image
d LL = 3 x d per una corrente debole.
L = d per una corrente forte.
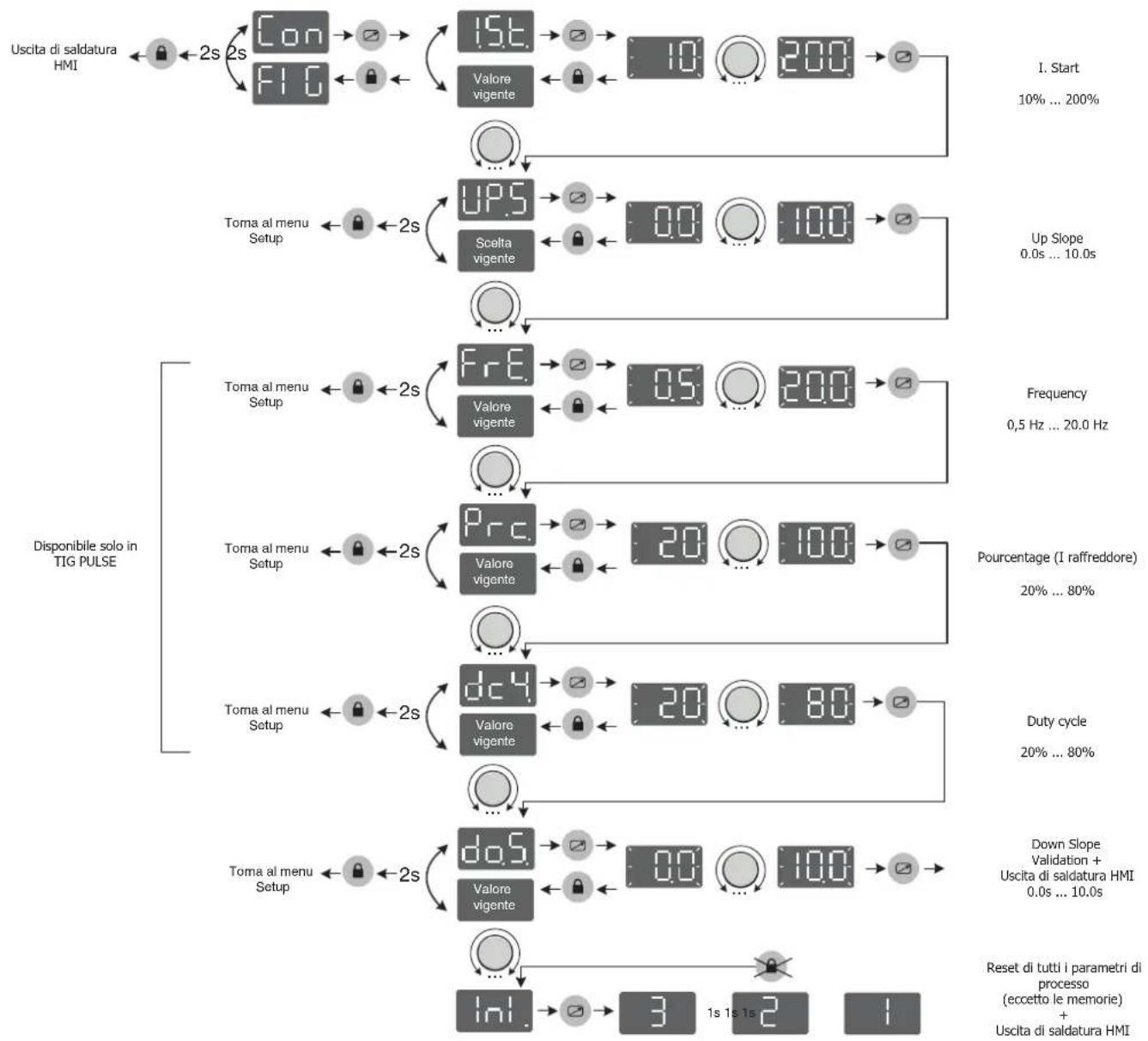
PARAMETRI AVANZATI (TIG)
Basatevi sul capitolo «Accesso ai menù» per maggiori dettagli riguardanti l'accesso ai parametri avanzati.
Le due modalità TIG 📄 Pulse 📋 sono provviste dei parametri addizionali seguenti :
15c : I_Start, determina il livello di bassa corrente espresso in percentuale di corrente di saldatura.
UPS : UpSlope, durata della rampa di ascesa (se I_Start < Isaldatura) o di discesa (se I_Start > Isaldatura) della corrente di saldatura espressa in secondi.
do.5.: DownSlope, durata dell'evanescenza della corrente di saldatura espressa in secondi.
In modalità TIG Pulsato ^Pulse , 3 parametri supplementari sono accessibili :
FrE: Frequency, determina il numero di pulsazioni al secondo (Hz).
Prc.: Percentuale, determina il livello di bassa corrente espresso in percentuale di corrente di saldatura.
dc4 : DUTY CICLO, determina il rapporto ciclico espresso in percentuale della frequenza di pulsazione.
VISUALIZZAZIONE CORRENTE/TENSIONE DURANTE LA SALDATURA
Durante la saldatura, il generatore misura e mostra i valori istantanei di corrente e di tensione di saldatura. Dopo la saldatura i valori medi di corrente e tensione sono mostrati lampeggiando per 30 secondi, dopo che l'interfaccia (rotella o tasti) è modificata lo schermo indica il valore di saldatura impostato.
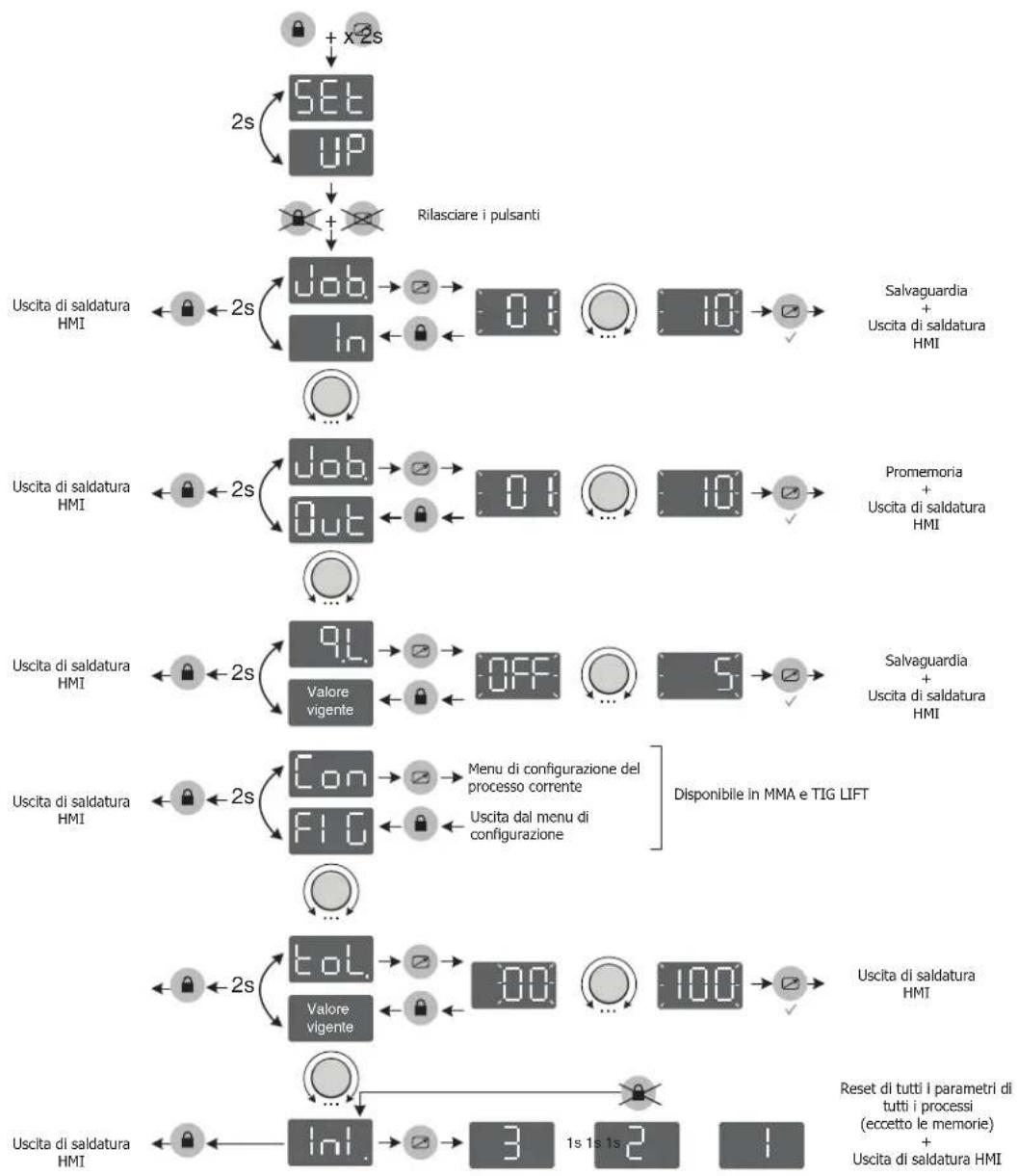
MEMORIZZAZIONE DELLE CONFIGURAZIONI DI SALDATURA
I parametri in uso sono automaticamente memorizzati e richiamati all'accensione successiva.
Oltre ai parametri in uso è possibile salvare e richiamare delle configurazioni
Le memorie sono 10 per modalità
La memorizzazione riguarda:
- Il parametro principale (processo, valore corrente)
-I parametri secondari (Hotstart, Arcforce, Upslope, ecc)
Registrare una configurazione:
- Tenere premuti i pulsanti e per due secondi. appare, rilasciare i pulsanti.
- Girare una delle due rotelle per visualizzare, Validare premendo sul pulsante.
- Lo schermo indica una posizione di memoria (01 a 10) lampeggiando.
- Girare la rotella per selezionare la posizione di memoria in cui salvare la configurazione. Confermare premendo il tasto 📋.
Richiamare una configurazione esistente :
- Mantenere premuti i tasti e per 3 secondi. appare, rilasciare i pulsanti.
- Girare la rotellina per visualizzare. Confermare premendo il tasto.
- Lo schermo indica una posizione di memoria (01 a 10) lampeggiando.
- Girare la rotella per selezionare la posizione della memoria che contiene la configurazione da richiamare. Confermare premendo il tasto
QUICK LOAD « q.L. »
Il Quickload è un modo di promemoria JOB al di fuori della saldatura. Questa modalità è possibile in MMA.
I promemoria JOB si ottengono premendo e rilasciando brevemente l'INTERRUTTORE del telecomando tramite un telecomando dedicato.
Esempio: se sono stati creati i JOB 2, 5, 7 e 10 e l'utente ha inserito il numero 7, allora i JOB richiamati saranno 2, 5 e 7.
Quando la modalità è attivata, il primo JOB viene richiamato e visualizzato sull'HMI (nell'esempio: JOB 2 e display «J.02»).
Se sbloccato, l'HMI si comporta con le specificità:
- l'HMI visualizza continuamente «J.XX» e i parametri (processo di saldatura, Impulso, tipo di elettrodo,...).
- Il ciclo è accessibile e modificabile (il JOB è fuori regolazione (*)),
- I menu sono accessibili e possono essere modificati. Es:
- JOB 5, fuori regolazione, SAVE IN / JOB 5, il JOB viene sovrascritto con i nuovi parametri e preso in considerazione.
- JOB 5, fuori regolazione, SAVE IN / JOB inesistente, sarà preso in considerazione nell'attuale q.L. se e solo se questo nuovo JOB X è inferiore al numero del JOB inserito.
- Il promemoria JOB è inattivo quando si naviga attraverso il ciclo di saldatura o uno dei due menu.
(*) Un JOB è disturbato dall'azione HMI (parametro di saldatura, richiamo JOB...), la saldatura è consentita con le nuove impostazioni. Se viene eseguito un richiamo JOB, viene richiamato il primo JOB della serie.
DISPOSITIVO DI RIDUZIONE DELLA TENSIONE (VRD)
Il dispositivo di riduzione della tensione (o VRD) riduce la tensione a vuoto assegnata ad un livello non superiore a 35V quando la resistenza del circuito esterno di saldatura supera 200Ω. Il tempo di reazione è inferiore a 300ms.
Per impostazione predefinita, il riduttore di tensione è disabilitato. Per attivarlo, l'utente deve aprire il prodotto e seguire la seguente procedura:
- Spegnere e scollegare il prodotto dalla rete.
- Impostare gli interruttori come segue:

text_image
ON 1 2 3 4| 1 2 3 4 VRD | ||||
| 0 0 | 1 1 NO | (per | default) | |
| 0 0 | 0 0 SI | |||
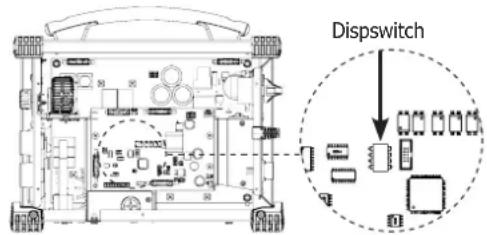
- Quando il prodotto è acceso, l'apparecchio è attivo e si accende il LED «VRD» sulla tastiera.
COMANDO A DISTANZA
Il comando a distanza funziona in processo TIG e MMA.

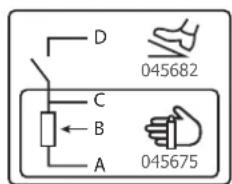
text_image
D 045682 C ← B A 045675Collegamento :
1- Collegare il comando a distanza alla parte posteriore della fonte di corrente di saldatura.
2- L'IHM individua la presenza di un comando a distanza e propone una selezione accessibile a rulli:

Selezione del pedale.

Selezione di un comando spostato tipo potenziometro.
3- La selezione del tipo il comando a distanza si effettua tramite la ruota, la validazione si effettua tramite il tasto ☐.
4- Il LED (FIG-2, n°14) si accende.
5- Si può attivare / disattivare la funzione del comando a distanza senza aver scollegato fisicamente il comando a distanza. Basta premere per 3 secondi il tasto ☐, il LED (FIG-2, n°14) indica allora lo stato del comando a distanza (LED acceso = comando a distanza in funzione).
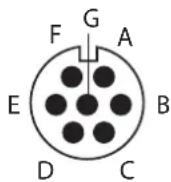
Connettori
Il prodotto è dotato di un connettore femmina per comando a distanza.
La presa maschio specifica 7 punti (opzione ref.045699) permette di collegarci i diversi tipi di comando a distanza. Per il cablaggio, seguire lo schema qui in basso.
| TIPI DI COMANDO A DISTANZA Scelta del filo Perno del connettore associato | |||
| Pedale | Comando a distanza manuale | VCC A | |
| Cursore B | |||
| Comune/Massa C | |||
| Interuttore D | |||
Funzionamento :
- Comando a distanza Manuale (opzione rif. 045675).
Il comando a distanza manuale permette di far variare la corrente dal 50% al 100% dell'intensità regolata. In questa configurazione, tutte le modalità e funzionalità della fonte di corrente di saldatura sono accessibili e parametrabili.
• Pedale (opzione rif. 045682):
Il pedale permette di far variare la corrente dal 10% al 100% dell'intensità regolata. In modalità TIG Lift, l'innesco, l'aumento e l'evanescenza della corrente non sono più gestiti dalla fonte di corrente di saldatura (funzioni inattive) ma dall'utilizzatore con il pedale.
VENTILAZIONE
Al fine di diminuire l'inquinamento acustico e l'aspirazione delle polveri, il generatore integra una ventilazione comandata. La velocità del ventilatore dipende dalla temperatura e dal tasso di utilizzo dell'unità.
BLOCCO DEI COMANDI
Una funzione permette di bloccare i pulsanti della tastiera e le rotelle per evitare un cambio di regolazione accidentale.
Operazione :
Premere per 3 secondi il tasto 📄, lo schermo indica Loc e poi ritorma alla visualizzazione della corrente. Il LED (FIG-2, n°12) si accende. Nessun tasto è attivo, la rotella secondaria è inattiva, la rotella principale permette una variazione intorno al valore iniziale di +/- una percentuale definita dal parametro «tolleranza» (vedere il capitolo «Accesso ai menù»).
Per sbloccare i comandi, premere d nuovo per 3 secondi il tasto 📄, lo schermo indica Un Loc e poi ritorna alla visualizzazione della corrente. Il LED (FIG-2, n°12) si spegne.
ACCESSO AI MENÙ
flowchart
graph TD
A["+ x 2s"] --> B["SET"]
B --> C["UP"]
C --> D["+"]
D --> E["Rilasciare i pulsanti"]
E --> F["Job"]
F --> G["0:1"]
G --> H["10:10"]
H --> I["Salvaguardia + Uscita di saldatura HMI"]
F --> J["In"]
J --> K["..."]
K --> L["..."]
L --> M["..."]
M --> N["..."]
N --> O["..."]
O --> P["..."]
P --> Q["..."]
Q --> R["..."]
R --> S["..."]
S --> T["..."]
T --> U["..."]
U --> V["..."]
V --> W["..."]
W --> X["..."]
X --> Y["..."]
Y --> Z["..."]
Z --> AA["..."]
AA --> AB["..."]
AB --> AC["..."]
AC --> AD["..."]
AD --> AE["..."]
AE --> AF["..."]
AF --> AG["..."]
AG --> AH["..."]
AH --> AI["..."]
AI --> AJ["..."]
AJ --> AK["..."]
AK --> AL["..."]
AL --> AM["..."]
AM --> AN["..."]
AN --> AO["..."]
AO --> AP["..."]
AP --> AQ["..."]
AQ --> AR["..."]
AR --> AS["..."]
AS --> AT["..."]
AT --> AU["..."]
AU --> AV["..."]
AV --> AW["..."]
AW --> AX["..."]
AX --> AY["..."]
AY --> AZ["..."]
AZ --> BA["..."]
BA --> BB["..."]
BB --> BC["..."]
BC --> BD["..."]
BD --> BE["..."]
BE --> BF["..."]
BF --> BG["..."]
BG --> BH["..."]
BH --> BI["..."]
BI --> BJ["..."]
BJ --> BK["..."]
BK --> BL["..."]
BL --> BM["..."]
BM --> BN["..."]
BN --> BO["..."]
BO --> BP["..."]
BP --> BQ["..."]
BQ --> BR["..."]
BR --> BS["..."]
BS --> BT["..."]
BT --> BU["..."]
BU --> BV["..."]
BV --> BW["..."]
BW --> BX["..."]
BX --> BY["..."]
BY --> BZ["..."]
BZ --> CA["..."]
CA --> CB["..."]
CB --> CC["..."]
CC --> CD["..."]
CD --> CE["..."]
CE --> CF["..."]
CF --> CG["..."]
CG --> CH["..."]
CH --> CI["..."]
CI --> CJ["..."]
CJ --> CK["..."]
CK --> CL["..."]
CL --> CM["..."]
CM --> CN["..."]
CN --> CO["..."]
CO --> CP["..."]
CP --> CQ["..."]
CQ --> CR["..."]
CR --> CS["..."]
CS --> CT["..."]
CT --> CU["..."]
CU --> CV["..."]
CV --> CW["..."]
CW --> CX["..."]
CX --> CY["..."]
CY --> CZ["..."]
CZ --> DA["..."]
DA --> DB["..."]
DB --> DC["..."]
DC --> DD["..."]
DD --> DE["..."]
DE --> DF["..."]
DF --> DG["..."]
DG --> DH["..."]
DH --> DI["..."]
DI --> DJ["..."]
DJ --> DK["..."]
Menu dei processi MMA avanzato
flowchart
graph TD
A["Uscita di saldatura HMI"] --> B["2s"]
B --> C["Con"]
B --> D["FIG"]
C --> E["Valore vigente"]
D --> F["Valore vigente"]
E --> G["0.0"]
E --> H["2.0"]
F --> I["..."]
G --> J["0.5"]
H --> K["..."]
I --> L["Anti Sticking ON / OFF"]
J --> M["Off"]
K --> N["..."]
L --> O["..."]
M --> P["Frequency 0.5 Hz ... 20.0 Hz"]
N --> Q["Frequency 0.5 Hz ... 20.0 Hz"]
O --> R["Frequency 0.5 Hz ... 20.0 Hz"]
P --> S["Pourcentage (1 raffreddore) 20% ... 100%"]
Q --> T["Pourcentage (1 raffreddore) 20% ... 100%"]
R --> U["Duty cycle Validation + Uscita di saldatura HMI 20% ... 100%"]
S --> V["Duty cycle Validation + Uscita di saldatura HMI 20% ... 100%"]
T --> W["Duty cycle Validation + Uscita di saldatura HMI 20% ... 100%"]
V --> X["Reset di tutti i parametri di processo (eccetto le memorie) + Uscita di saldatura HMI"]
W --> Y["Reset di tutti i parametri di processo (eccetto le memorie) + Uscita di saldatura HMI"]
Menu dei processi TIG avanzato
flowchart
graph TD
A["Uscita di saldatura HMI"] --> B["Con 2s"]
B --> C["F10"]
C --> D["15t"]
D --> E["Valore vigente"]
E --> F["10"]
F --> G["200"]
G --> H["I. Start 10% ... 200%"]
I["Toma al menu Setup"] --> J["2s"]
J --> K["UPS"]
K --> L["Scelta vigente"]
L --> M["0.0"]
M --> N["10.0"]
N --> O["Up Slope 0.0s ... 10.0s"]
P["Toma al menu Setup"] --> Q["2s"]
Q --> R["FrE"]
R --> S["Valore vigente"]
S --> T["0.5"]
T --> U["200"]
U --> V["Frequency 0.5 Hz ... 20.0 Hz"]
W["Toma al menu Setup"] --> X["2s"]
X --> Y["Prc"]
Y --> Z["Valore vigente"]
Z --> AA["20"]
AA --> AB["100"]
AB --> AC["Pourcentage (I raffreddore) 20% ... 80%"]
AD["Toma al menu Setup"] --> AE["2s"]
AE --> AF["dC4"]
AF --> AG["Valore vigente"]
AG --> AH["20"]
AH --> AI["80"]
AI --> AJ["Duty cycle 20% ... 80%"]
AK["Toma al menu Setup"] --> AL["2s"]
AL --> AM["do5"]
AM --> AN["Valore vigente"]
AN --> AO["0.0"]
AO --> AP["10.0"]
AP --> AQ["Down Slope Validation + Uscita di saldatura HMI 0.0s ... 10.0s"]
AR["Reset di tutti i parametri di processo (eccetto le memorie) + Uscita di saldatura HMI"] --> AS["3"]
AS --> AT["1s 1s 2"]
MESSAGGI D'ERRORE, ANOMALIE, CAUSE, RIMEDI
Questo dispositivo integra un sistema di controllo dei cedimenti. In caso di cedimento, dei messaggi d'errore possono visualizzarsi.
Nota : ogni intervento che necessiti di torgliere il coperchio della fonte di corrente deve essere effettuato da un tecnico qualificato.
| Codice errore Significato CAUSE RIMEDI | |||
 | Protezione termica | Sorpasso del ciclo di lavoro Temperatura ambiente superiore a 40°C Entrate d'aria ostruite. | Attendere l'estinzione della spia per riprendere la saldatura.Rispettare il fattore di marcia e assicurare una buona ventilazione |
 | Difetto di sovratensione settore | Tensione settore fuori tolleranza massima | Fate controllare il cablaggio dei sensori da personale qualificato. |
 | Difetto di sottotensione Tensione settore fuori tolleranza minima | Fate controllare la vostra installazione elettrica da una persona abilitata. La tensione settore deve essere compresa tra 95Veff e 265Veff. | |
 | Difetto su ventilatore | Il ventilatore non gira abbastanza velocemente | Controllare l'assenza di corpi estranei che possono intercettare il ventilatore, controllare il buon cablaggio e sostituire il ventilatore. |
 | Difetto di comando rilascio potenza | Il rilascio di potenza non è stato potuto essere fermato | Fate controllare il cablaggio del comando di rilascio da personale qualificato |
 | Difetto di memorizzazione dei parametri | La memoria EEPROM è difettosa Contattare il vostro rivenditore | |
| «HE3» | Assenza d'informazione di temperatura | I sensori di temperatura sono scollegati | Fate controllare il cablaggio dei sensori da personale qualificato |
| «HE4» | Pulsante di tastiera difettosi | Uno o più pulsanti della tastiera sono in corto circuito permanente. | Sostituire la tastiera |
| «SE» | Errore Software Problema di comunicazione Contattare il vostro rivenditore | ||
GARANZIA
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire dalla data d'acquisto (pezzi e mano d'opera).
La garanzia non copre:
• Danni dovuti al trasporto.
- La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
- Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
- I guasti legati all'ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rinviare il dispositivo al distributore, allegando:
- la prova d'acquisto con data (scontrino, fattura...)
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.
Durante l'uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l'arco si spegne e la spia si illumina.
Lasciate il dispositivo collegato per permettere il suo raffreddamento fino all'annullamento della protezione.
La fonte di corrente di saldatura presenta una caratteristica di uscita spiovente.




