
62 Pro S - Machine à laminer SEAL - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil 62 Pro S SEAL au format PDF.

| Caractéristique | Détails |
|---|---|
| Type de machine | Machine à laminer |
| Largeur de laminage | Max 62 cm |
| Épaisseur maximale du document | 0,5 mm |
| Vitesse de laminage | 300 mm/min |
| Température de fonctionnement | Variable, réglable selon le type de film |
| Type de film compatible | Film standard et film épais |
| Utilisation | Idéale pour les bureaux, écoles et ateliers de création |
| Maintenance | Nettoyage régulier des rouleaux et vérification des connexions électriques |
| Sécurité | Protection contre la surchauffe et arrêt automatique |
| Poids | Environ 5 kg |
| Dimensions | Longueur 70 cm, largeur 30 cm, hauteur 15 cm |
| Garantie | 2 ans |
FOIRE AUX QUESTIONS - 62 Pro S SEAL
Questions des utilisateurs sur 62 Pro S SEAL
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine à laminer au format PDF gratuitement ! Retrouvez votre notice 62 Pro S - SEAL et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil 62 Pro S de la marque SEAL.
MODE D'EMPLOI 62 Pro S SEAL
Tous droits réservés.
Toutes les informations contenues dans ce manuel ainsi que celles des suppléments ou ajouts à ce manuel sont soumis aux lois sur le copyright. Ces informations ne doivent pas etre utilisees, copiees, reproduites, transmises ou divulgues a des tiers dans notre autorisation prealable par ecrit.
Seal® n'accepte aucune responsabilité pour toute erreur pouvant apparaitre dans ce document et ne donne aucune garantie tacite ou expresses eu égard à ce matériel, y compris mais sans s'y limiter, à toute garantie tacite de qualité marchande ou d'adaptabilité à un usage particulier.
Seal® n'est pas responsable des dommages accessoires ou indirectes liés à ou découulant de la diffusion, performance ou l'utilisation de ce document et du matériel décrit.
Deutsch
Manuel d'utilisation
977-0079 FR D
October, 2017
INTRODUCTION
Merci d'avoir besoin le SEAL 62 Pro S.
Un effort maximal a ete investi dans la conception de cette machine pour vous permettre de l'utiliser pendant de longues années de façon fiable.
Au fur et à mesure que vous vous familiariserez avec votre machine, vous approucierez la haute qualité de sa production et l'excellence de sa conception qui transparait dans son style particulièrement/agréable.
La machine décrite dans ce manuel est une machine multifonctionnelle qui peut effectuer les processus suivants :
- plastification de haute qualité,
- contre-collage des images sur panneau,
- contre-collage et plastification en une seule passé,
- décalcomanie.
Un grand nombre de produits de plastification sont disponibles. Tous ont leurs propres applications et caractéristiques de traitement.
Ce manuel donne une description générale de divers processus.
Pour plus de détails sur le choix du film et les solutions aux applications, reportez-vous au catalogue des films et des produits adhésifs Seal.
Sur cette machine, les résultats de processus peuvent etre controlés par :
- réglage de la vitesse,
- réglage de la pression,
- tension de déroulement des films,
- réglage de la température.
BUT DE CE MANUEL
Ce manuel s'adresse aux utilisateurs du 62 Pro S. Lisez attentivement ce manuel avant demettre en marche la machine.
Ce manuel contient des informations importantes pour l'installation, le fonctionnement et l'entretien corrects de la machine.
Il contient également des instructions importantes pour empêcher les accidents, les blessures et/ou les endommagements graves avant ou pendant le fonctionnement de la machine.
Familiarisez-vous complètement avec le fonctionnement et l'utilisation de cette machine et observerz strictement les indications fournies.
Pour toute question ou demande de détails sur des aspects particuliers liés à cette machine, n'hésitez pas à nous contacter. L'adresse et le numéro de téléphone sont indiqués à la page de copyright.
Le chapitre 1 fournit un résumé des informations concernant la garantie des constructeurs. Il décrit également les dispositifs de sécurité installés sur la machine et donne un certain nombre d'instructions et d'vertissements concernant la sécurité. Lisez ce chapitre attentivement.
Le chapitre 2 fournit une description générale de la machine et des principes de processus pour aider les utilisateurs débutants à se familiariser avec cette machine.
Le chapitre 3 fournit les caractéristiques de la machine, ses dimensions et les dimensions des matérielles à utiliser.
Le chapitre 4 vous guide pendant l'installation de la machine. Ce chapitre fournit également des informations pour le déplacement, le transport et la mise hors service de la machine.
Le chapitre 5 vous guide au cours de l'execution de différents processus pour développer vos connaissances de base de la machine.
Le chapitre 6 décrit les procédures d'entretien pour permettre à la machine de fonctionner très longtemps de façon efficace et sans problèmes. La section sur le dépannage fournit un certain nombre de suggestions au cas où les résultats ne seraient pas conformes à vos attentes.
Le chapitre 7 correspond au glossaire et explique un certain nombre de termes utilisés dans ce manuel.
TABLE DES MATIERES
1 Garantie et consignes de sécurité 1
1.1 Garantie 1
1.1.1 Conditions de garantie 1
1.1.2 Période de garantie 1
1.2 Déclaration de fin de vie 1
1.3 Sécurité 2
1.3.1 Dispositifs de sécurité 2
1.3.2 Consignes de sécurité 3
1.4 Avertissements 3
1.4.1 Avertissement général concernant les décharges electrostatiques 3
1.4.2 Dans ce manuel 3
1.4.3 Sur la machine 4
2 Description 5
2.1 Description générale 5
2.2 Identification des éléments 6
2.3 Principe du processus 7
3 Caractéristiques 8
3.1 Identification 8
3.2 Dimensions de la machine 9
3.3 Caracteristiques du matériel 10
3.4 Caracteristiques de la machine 10
4 Installation 11
4.1 Deballage 11
4.2 Installation 12
4.3 Transport 13
5 Utilisation 14
iii
m - 1 0 ;
5.1 Commandes de processus 14
5.1.1 Panneau de commande 14
5.1.2 Commande du système de chauffage 17
5.1.3 Commandes supplémentaires 18
5.1.4 Indications d'erreur 20
5.2 Modes opérateires 20
5.2.1 Mode normal 21
5.2.2 Mode "escargot" 21
5.3 Mise en place des bobines de film 22
5.3.1 Axes autobloquants 22
5.3.2 Utilisation des films avec le papier protecteur 22
5.3.3Chargement de I'axe avec des bobines de film 23
5.3.4 Utilisation d'une barre de séparation 24
5.3.5 PréRéglage de la tension 24
5.3.6 Réglage de la pression 25
5.4 Enroulement 26
5.4.1 Section supérieure seule 26
5.4.2 Sections supérieure et inférieure 26
5.4.3 Enroulement du produit final outraitement continu 28
5.5 Processus et réglages 29
5.5.1 Contre-collage des images ou décalcomanes 29
5.5.2 Pré-adhésivage des panneaux 30
5.5.3 Plastification en surcharge 30
5.5.4 Plastification à simple face 30
5.5.5 Plastification à double face 31
5.5.6 Decalcomanie 31
5.6 Déchéancement 31
6 Entretien 32
6.1 Nettoyage 32
6.1.1 Nettoyage des cylindres recouverts de silicone. 32
6.2 Maintenance préventive 33
6.2.1 Axes autobloquants 33
6.3 Dépannage 33
6.4 Assistance technique 35
7 Glossaire 36
1 GARANTIE ET CONSIGNES DE SECURITE
1.1 Garantie
La période et les conditions de garantie indiquées dans ce chapitre sont simplement un résumé des conditions générales de garantie de Seal. Pour les détails exacts sur la période de garantie et les conditions applicables à votre machine, veuillez contacter vous revendeur.
1.1.1 Conditions de garantie
Le constructeur garantit à l'utilisateur initial* que la machine, si elle se revèle défectueuse en termes de matériel ou de fabrication, sera réparée ou bien (à notre besoin) remplaçée gratuitement au cours de la période de garantie.
Note : Les cylindres principaux sont soumis à l'usure normale et, par conséquent, la garantie ne porte que sur les défauts matériels.
Le constructeur ou son représentant ne sont responsables d'aucun dommage provoqué par la machine ni des pertes de Productivité.
La garantie est nulle dans les cas suivants :
- Des changements ou des modifications sont apportés à la machine, sans avoir été explicitementapprovés par le constructeur.
- La machine est changée ou modifiée par des personnes non autorisées.
- La machine est utilisé dans des conditions de travail différentes des conditions normales.
La machine est utilise pour des buts autres que ceux auxquels elle est destinée (voir page 3). - L'utilisateur initial est la personne qui a acheté la première fois la machine au constructeur ou à son représentant.
1.1.2 Période de garantie
La période standard de garantie sur cette machine est d'un an a compter de la date de l'achat.
Cette période peut toutefois etre prolongee conformement a certaines reglementations locales ou a certains contrats de vente.
Les cylindres principaux ont une période de garantie de six mois uniquement sur les defaults matériels.
La garantie prend fin lorsque :
- Les périodes indiquées ci-dessus sont écouées.
- La machine change de propriété.
- La garantie est annulée par une ou plusieurs des conditions mentionnées ci-dessus.
1.2 Déclaration de fin de vie
Votre SEAL® 62 Pro S a ete concu pour fournir des années de service fiable et sans problèmes, mais à un moment donné, il peut etre nécessaire de retirer cette unité de service. Pour protegger notre environnement des directives specifiques et les exigences doit etre suivies.
Cette machine est principalement construite à partir de tôle en acier et ne contient aucune matière dangereuse. Ce système comprend des composants électriques qui doivent être retirés de la machine et éliminés conformément aux exigences nationales, régionales ou locales.
La SEAL® 62 Pro S est l'équipement industriel, comme indiqué dans la catégorie 6 de l'annexe 1A de l'EU (déchets d'équipements électriques et Electroniques) WEEE Directive 2012/19/EU. La présente directive a partir de 2014 s'applique à ce type d'équipement et, à l'avir, la presente directive devrait faire l'objet d'un réexamen en cas de modifications eventuelles.
1.3 Sécurité
Cette machine est équipée d'équipements de sécurité pour favoriser l'utilisation de la machine en toute sécurité.
Le constructeur a fait tout ce qui était possible pour empêcher tout danger et vous informer de façon aussi précise et complète que possible au sujet des liés au fonctionnement de la machine.
Voudevez neanmoins proceder avec prudence en utilisant la machine.
Lisez les instructions de sécurité ci-dessous et familiarisez-vous avec les symboles d'advertissement récapitulés dans la section Avertissements.
1.3.1 Dispositifs de sécurité
Commandes d'arrêt d'urgence
La machine a deux commandes d'arrêt d'urgence. Elles permettent d'arrêter la machine et de couper l'alimentation de l'unité de commande du moteur. Les commandes d'arrêt d'urgence doivent être réarmées avant de pouvoir redémarrer.
Cellules de sécurité
La machine est équipée d'une cellule de sécurité sur les deux cotés de la ligne de contact des cylindres principaux. Ces disposits effectuent un contrôle du fonctionnement de la transmission entre l'émetteur et le récepteur.
Lorsqu'une erreur est detectée (par exemple, le signal est interrompu) l'unité de commande du moteur est désactivée et le moteur s'arrête.
Le signal d'arrêt du circuit optique du côte-sortie (l'arrière en marche avant ou l'avant en marche arrêté) de la ligne de contact est ignoré.
Le signal d'arrêt du circuit optique du côte d'entrée est ignorer lorsque le mode "escargot" est sélectionné et que la commande à pédale est actionnée.
Commande à pédale de sécurité
La commande à pédale de sécurité est utilisée comme telécommande pourmettre en marche et arrêter la machine en mode normal et lent.

AVERTISSEMENT :
LA CELLULE DE SECURITE EST DESACTIVEE EN CAS D'UTILISATION DE LA COMMANDE A PEDALE EN MODE "ESCARGOT".
PAR CONSEQUENT, RESTEZ A BONNE DISTANCE DE LA LIGNE DE CONTACT LORSQUE VOUS ACTIONNEZ LA COMMANDE A PEDALE, ALORS QUE LE MODE "ESCARGOT" EST ACTIVE.
La commande à pédale de sécurité est protégée par un verrou de sécurité pour empêcher toute commutation accidentelle. Pour déverrouiller, introduire à fond la pointe du pied.
Mode "escargot"
Le mode "escargot" est utilisé lors de la préparation de la machine avec de nouveaux films ou images.
En mode "escargot", la machine est démarrée à l'aide de la commande à pedale puis elle fonctionne à vitesse réduite de sorte que l'opérateur ait les deux mains libres pour-disposer et introduire le nouveau film ou la nouvelle image correctement dans la machine.
1.3.2 Consignes de sécurité
Travaillez en toute sécurité !
Le propriétaire de la machine est responsable de l'exploitation sère de la machine. Il est par conséquent tenu de familiariser le personnel exploitant au contenu de ce manuel et de leMETRE au courant de tous les risques encourus.
Ne pas modifier, déposer ou neutraliser les équipements de sécurité.
1.4 Avertissements
1.4.1 Avertissement général concernant les décharges electrostatiques

AVERTISSEMENT:
DANGER DE CHOC ELECTRIQUE DU A DECHARGE ELECTROSTATIQUE. LE TRAITEMENT DE FILMS SUR LES CYLINDRES DE PLASTIFICATION PEUT PROVOUER L'ACCUMULATION DE CHARGES ELECTROSTATIQUES.
Un revêtement antistatique sur le plancher et des vêtements et chaussures antistatiques peuvent réduire le risque de décharge electrostatique.
1.4.2 Dans ce manuel
Dans ce manuel, vous trouverez 3 niveaux d'advertissements.

AVERTISSEMENT:
LEMESSAGE D'AVERTISSEMENT EST UTILISÉ EN PRESENCE D'UN SITUATION SUSCEPTIBLE D'ENTRAJER LA MORT OU DE PROVOQUER DES BLESSURES GRAVES. SUIVEZ ATTENTIVEMENT LES INSTRUCTIONS.
ATTENTION: Le message d'attention est utilisé en cas de risque d'endommagement de la machine ou des matériaux. Suivez les instructions pour éviter ce dommage.
Note :
Ce message est utilisé pour fournir des informations utiles pour une utilisation plus facile, pour empêcher tout gaspillage de matériel, etc.
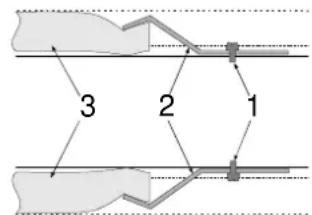
Sur la machine (voir Figure 1), vous trouvez les symboles d'advertisement suivants en noir sur fond jaune.

OBJETS CHAUDS (1)
DANGER DE BRULURES.
VEILLER A NE PAS TOUCHER LE CYLINDRE PRINCIPAL SUPÉRIEUR LORSQU'IL EST CHAUD.
Ce symbole est placé sur le panneau létal interieur des deux côts de la machine, juste au-dessus du cylindre principal supérieur, visible de l'avant ainsi que de l'arrière. Il est également placé sur le guide d'images sur le côté d'entrée de la ligne de contact et sur la barre de sécurité de la ligne de contact en sortie (1).

PIECES EN ROTATION (2)
DANGER DE BLESSURES PAR LES PIECES EN ROTATION.
S'ASSURER QUE CES PIECES EN ROTATION NE RISQUENT PAS D'ATTRAPER LES DOIGTS, LES VETEMENTS, LES CHEVEUX, ETC.
Ce symbole est apposé sur les bras de la table frontale et sur les armoires juste au-dessus de la table de sortie (2).

DECHARGES ELECTROSTATIQUES (3)
DANGER DE DECHARGE ELECTRIQUE PROVOQUEE PAR ACCUMULATION DE CHARGES ELECTROSTATIQUES DANS CETTE ZONE.
Ce symbole est apposé sur les endroits où les charges electrostatiques peuvent s'accumuler. Les éléments de la machine proches de la ligne de contact et le produit en sortie sont les plus susceptibles d'accumuler des charges. Par conséquent, les symboles ESD sont disposés sur le guide d'image et sur les barres de sécurité de la ligne de contact de sortie (3).
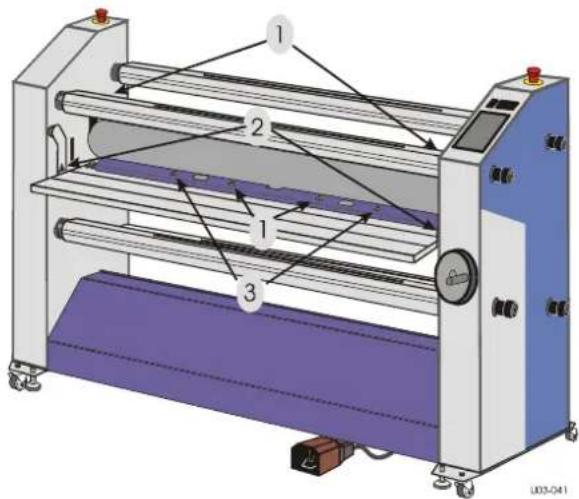
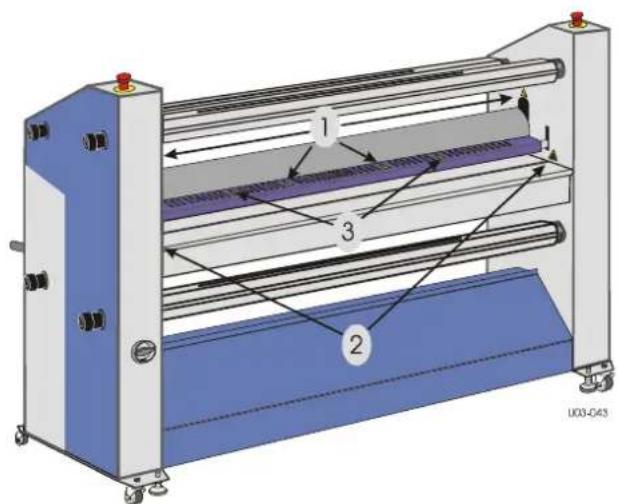
Figure 1: Emplacements des symboles d'avertissement
2 DESCRIPTION
Ce chapitre décrit la machine et ses principes de fonctionnement.
2.1 Description générale
La machine décrite dans ce manuel est une machine monodirectionnelle destinée au traitement des matériaux sensibles à la pression ou activités par la chaleur.
Tout en alimentant les images et les films de revêtement, les deux cylindres principaux recouverts de silicone créé la pression.
La zone ou les cylindres principaux supérieur et inférieur se rencontrent s'applie "ligne de contact". Le cylindre principal supérieur peut être abaisé ou soulevé manuellement, de façon à ce que la ligne de contact puisse alimenter des materiaux de diverses épaisseurs. Une lecture mécanique indique la valeur de consigne.
La manivelle qui définit la ligne de contact établit également la pression pour le processus de plastification.
Le cylindre principal inférieur est actionné par un moteur. La vitesse peut être régée manuellement entre zéro et une valeur maximale indiquée.
Lorsque le cylindre supérieur est équipé d'un dispositif de chauffage, les cylindres permettent de Traitser des matériaux activés par la chaleur. Le dispositif de chauffage est équipé d'une unité de contrôle indépendante qui permet de définir et de contrôler la température (voir section 5.1.2).
Quatre positions du matériel sur l'axe sont prévues sur la machine. Les deux positions d'axe du bas peuvent fonctionner aussi bien en déroulement qu'en enrollement, ce qui rend la machine plus souple et permet un traitement continu des bobines dans certains processus.
La machine peut etre divisée en une section supérieure et une section inférieure.
La section supérieure, au-dessus de la table frontale, se compose de deux positions d'axe autobloquantes et d'une barre de séparation (ou barre de prétension). La position arrêté de l'axe sert à dérouler le film, celle du côte avant est destinée à l'enroulement (par exemple, du papier protecteur).
Les 2 positions d'axe de la section inférieure sont toutes deux des positions d'enroulement et de déroulement, ce qui donne le maximum de souplesse à cette section. Elle permet donc d'alimenter le film de plastification inférieur d'arrière en avant ou d'alimenter les images d'avant en arrière (traitement continu).
Pour le traitement continu d'une bobine à l'autre, un dérouleur optionnel permet de soutenir la bobine d'alimentation d'image.
Lorsque la table frontale optionnelle Easy Feed est installée, le bac de déroulement peut-être utiliser pour le déroulement des images.
2.2 Identification des éléments
1 Roulettes et pieds à vérin
2 Commande à pédale
3 Axe de déroulement et d'enroulement avec commande de tension
4 Reglage de la ligne de contact et roue de commande de pression
5 Cylindres principales
6 Table frontale
7 Guide d'image
8 Axe d'enroulement avec commande de tension
9 Panneau de commande
10 Commande du système de chauffage
11 Bouton d'arrêt d'urgence
12 Axe de déroulement avec commande de tension
13 Barres de séparation
14 Barre de sécurité de la ligne de contact en sortie
15 Systeme de chauffage
16 Table de sortie
17 Etiquette d'identification
18 Entrée d'alimentation principale
Figure 2: Identification des parties principales
La Figure 3 représenté la coupe des couches lors du processus de décalcomanie. Dans ce processus, le plus grand nombre de couches est possible.
Figure 3: Coupe des couches lors de la réalisation d'une décalcomanie
La décalcomanie est en général un processus à froid, où la couche inférieure ne comprend pas de papier protecteur. Le papier protecteur (6, pellicule détachable) n'est pas enlevé pendant le processus de décalcomanie. Le support (5) n'est pas toujours present. Dans ce cas, le papier protecteur (6) sert également de support.
La couche supérieure est un film de plastification normal sensible à la pression, dans ce cas avec papier protecteur.
En général, les films de plastification sensibles à la chaleur n'ont pas de papier protecteur (4) et comprendnent donc uniquement le film de plastification (2) avec une couche adhesive activée par la chaleur (3).
2.3 Principe du processus
Dans tous les processus, les matériaux passent d'abord par la ligne de contact par l'avant pour être joints ensemble sous l'effet de la pression et/ou de la chaleur.
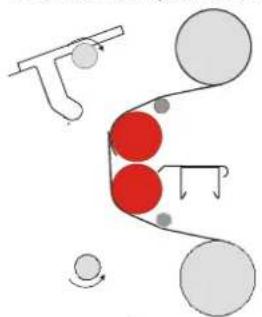
Un processus utilisant au maximum les possibilités de la machine est illustré à la Figure 4. Nous y voyons un processus de décalcomanie en traitement continu d'une bobine à l'autre avec une couche supérieure et inférieure sensibles à la pression.
Le film supérieur est équipé d'un papier protecteur, contrairement à la couche inférieure.
Figure 4: Creation d'image instantanée, avec alimentation de l'image par bobine
L'image qui doit être recouverte des deux côtés est déroulée à partir d'une bobine sur le dérouleur optionnel (1) et alimentée entre les cylindres principaux (2) via la table frontale (3). L'axe inférieur de déroulement et d'enroulement (4) est réglé de façon à enrouler le produit fini.
Lorsque la table frontale optionnelle Easy Feed est installee, le bac de déroulement peut accueillir la bobine d'image.
Le film de revêtement supérieur est prélevé d'une bobine d'alimentation sur l'axe (arrière) de déroulement supérieur (5). Le film de revêtement inférieur est prélevé d'une bobine d'alimentation sur l'axe (avant) de déroulement et d'enroulement inférieur (6).
Les films de plastification sensibles à la pression sont souvent recouverts d'un papier protecteur (7) qui doit être enlevé. comme dans la partie supérieure, le film chimine le long d'une barre de séparation (8) où le papier protecteur est détaché. Le papier protecteur est enroulé sur une bobine vide de carton placée sur l'axe d'enroulement (9) de la section supérieure.
Dans le cas d'un film adhésif, les deux faces sont recouvertes d'adhésif; l'une d'entre elles est également recouverte d'un papier protecteur qui doit rester en place jusqu'à ce que l'image soit montée. Un film adhésif est donc traité de la même façon qu'un film de plastification sans papier protecteur.
Note :
Lorsque l'on utilise un film de plastification sensible à la pression sans papier protecteur ( comme dans la section inférieure), il ne doit pas passer sur la barre de séparation pour éviter de l'encrasser avec des résidus d'adhésif.
L'axe arrêté étant utilisé pour enrouler le produit fini, le film inférieur est prélevé sur l'axe avant. Les fonctions combinées d'enroulement et de déroulement des axes inférieurs permettent d'alterner l'utilisation des axes en fonction des besoin.
Le cylindre principal supérieur peut être chauffé (10). Le film sensible à la chaleur chimine sous la barre de séparation (8) pour fournir une surface de contact maximale avec le cylindre principal chauffé.
3 CARACTERISTIQUES
3.1 Identification
L'étiquette d'identification de la machine (voir exemple ATTENTION : L'PUissance alimentation doit être en mesure de fournir la puissance de notation selon les exigences du code électrique pour la zone d'installation. Consultez votreElectricien local pour les besoin d'puissance alimentation.
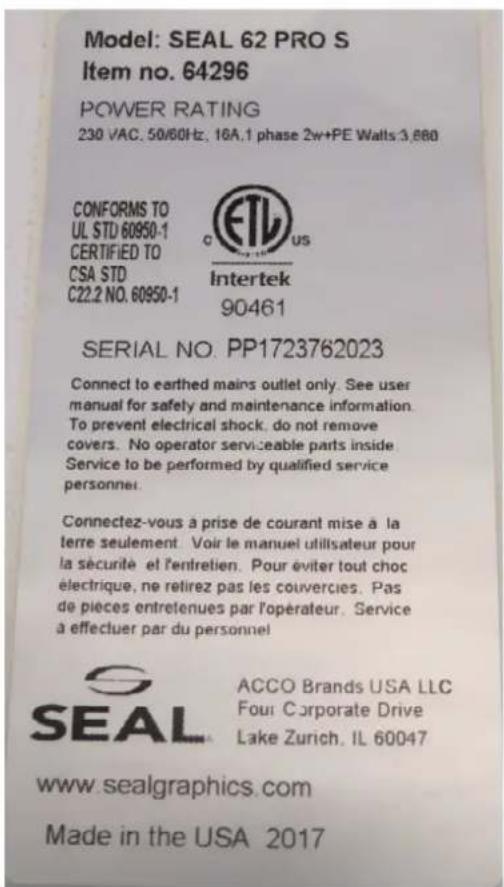
Figure 5) is situated au fond de l'armoire de croite, sur le cote arrêté de la machine. Cette étiquette indique le modele (version) et la puissance nominale de la machine.
ATTENTION: L'PUissance alimentation doit être en mesure de fournir la puissance de notation selon les exigences du code électrique pour la zone d'installation. Consultez votreElectricien local pour les besoin d'puissance alimentation.

Figure 5: Étiquette d'identification de la machine (exemple)
3.2 Dimensions de la machine
Déballée: Unités métriques Unités americaines
Largeur 223.2 cm 87.9 pouces
Hauteur 140.7 cm 55.4 pouces
Profondeur (hors table) 65.4 cm 25.7 pouces
Profondeur (avec table frontale) 66.6 cm 26.2 pouces
Profondeur (avec table Easy Feed et bac) 92 cm 36.2 pouces
Hauteur utile 89
Poids 488
cm 35.0 pouces
kg 1076 livres
Emballee :
Largeur 228 cm 89.8 pouces
Hauteur 167.5 cm 64.8 pouces
Profondeur 90
Poids 540
cm 35.4 pouces
kg 1090 livres
Zone de travail :
Largeur 420
Profondeur 190 cm (75 pouces) + 2 x longueur maximale de la plaque
Note :
Des vêtements et chaussures antistatiques pour l'opérateur et un revêtement antistatique sur le plancher peuvent réduire le risque d'accumulation de charges electrostatiques (ESD).
Une humidité relative d'au moins 70% aide également à réduire l'accumulation de charges.
3.3 Caracteristiques du matériel
Largeur maximale: Unités métriques Unités américaines
Processus jusqu'à 50^ (122°F) 1575 mm 62 pouces
Processus jusqu'à 125^ (257°F) 1524 mm 60 pouces
Diametre maximal de la bobine :
Déroulement du matériel 305 mm 1 pied
Enroulement du papier protecteur (supérieur) 180 mm 6 pouces
Enroulement du papier protecteur (inferieur) 200 mm 8 pouces
Épaisseur maximale du panneau : 38 mm 1.5 pouces
Diametre interieur du noyau de la bobine :
76.2 mm 3 pouces
3.4 Caracteristiques de la machine
Conditions d'alimentation électrique :
62 Pro S
1N/PE 230VAC +/- 10%, 50/60Hz, 16A
62 Pro S (US/CAN)
2W+G 230VAC +/- 10%, 50/60Hz, 16A
Pour connaître la tension d'alimentation adequate, reportez-vous à l'etiquette d'identification sur la machine.
Nombre standard de positions d'axe :
Déroulement du matériel
1 (autobloquant)
Enroulement du papier protecteur
1 (autobloquant)
Déroulement et enrollement
2 (autobloquants)
Fonctionnalités optionnelles :
Point de déroulement supplémentaire pour noyaux de 2 et 3 pouces (installation possible par le client)
Table frontale Easy Feed (montage en usine)
Réglage de la ligne de contact :
0-40 mm 0-1 9 / 16 pouces
Pression :
1-2.5 N/mm 5.71 - 14.28 lbf/po
Vitesse de traitement :
Maximale
6
Mode "escargot"
0.6
Température maximale du cylindre :
m/min 20 piesd/smin
Niveau sonore <70
m/min 2 piesd/s/min
140 °C 284 °F
dB (A)
4 INSTALLATION

AVERTISSEMENT : L'INSTALLATION DOIT ETRE EFFECTUEE PAR DU PERSONNEL EXPERIMENTE.
Note :
S'assurer que la machine, dans sa position finale, a un espace suffisant. Vous aurez besoin de place pour le chargement, la réception et le réglage des images.
4.1 Déballage
Lors de la livraison, la machine est emballée dans un plastique protecteur pour éviter la pénetration d'humidité. Elle est transportée dans une boîte de carton et fixée sur une palette en bois.
Note :
Le déballage de la machine exige au moins 2 personnes.
La machine est équipée de roulettes qui permettent de la déplacer facilement.
Placer la palette dans un endroit suffisamment spacieux pour pouvoir faire rouler la machine a cote de la palette (environ trois fois sa longueur).
Pour le déballage, suivre les étapes ci-après (se reporter à la Figure 7):
- Couper les liens et enlever la boîte de carton.
- Enlever le plastique protecteur.
- Placer les deux rampes (4) contre l'extérieur de la palette de sorte que les roulettes (5) puissant quitter facilement le bord.
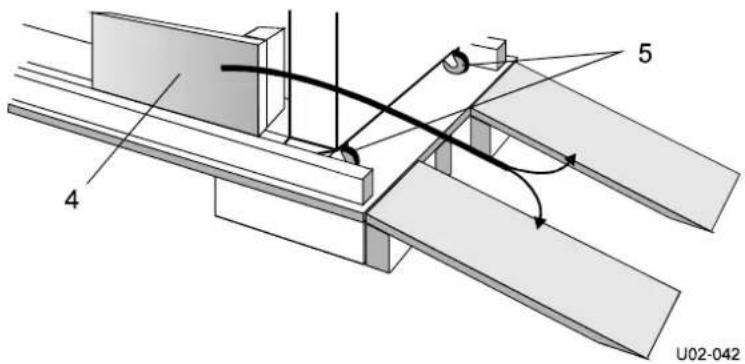
Figure 6: Positionnement de la rampe
- Mettre de cote tous les accessoires non fixés.
- Enlever les quatre boulons de fixation (1).
- Tourner les quatre pieds à verin (2) vers le bas pour soulever la machine.
- Enlever les cales en bois (3).
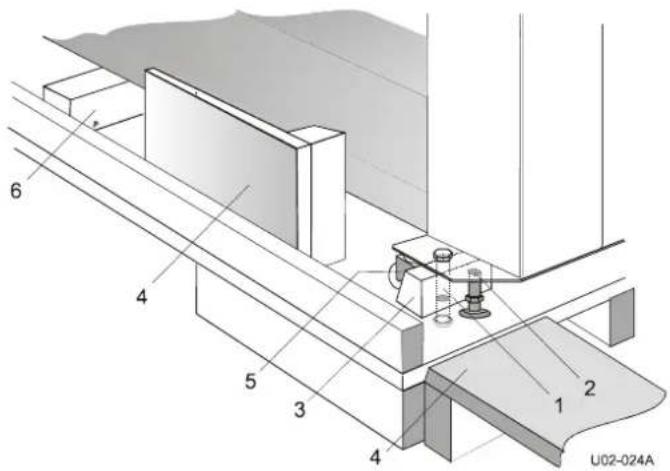
Figure 7: Enlever les pieces auxiliaires introduites pour le transport.
- Retirer les vis du bloc de support (6) et tourner ce dernier pour le dégager.
- Tourner complètement les quatre pieds à vérin (2) vers le haut pour placer la machine sur ses roulettes.
- Décharger la machine de la palette en la faisant rouler sur les rampses.

AVERTISSEMENT :
FAIRE ROULER LA MACHINE A DEUX PERSONNES. SON POIDS NE PERMET PAS A UNE SEULE PERSONNE DE LA MANIPULER.
Note : Mettre de cote tout le matériel d'emballage pour l'utiliser plus tard en cas de deménagement sur une grande distance ou de mise au rebut dans le respect des reglementations locales.
4.2 Installation
- Déplacer la machine (et ses accessoires) à son emplacement final.
Note :
Prévoir un espace de travail suffisant. Voir
Figure 8.
L = Longueur maximale de la plaque,
S = Espace minimal 60~cm (24 pouces),
X1 = 130~cm (51 pouces),
X2 = 330~cm (130 pouces)
12 Manuel d'utilisation 62 Pro S
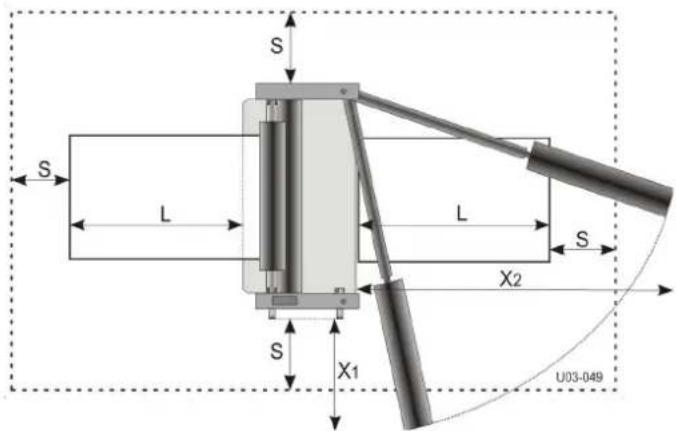
Figure 8: Zone de travail
- Tourner les quatre pieds à vincin vers le bas jusqu'à soulever les roulettes du sol.
-
Enlever tout le matériel de transport.
-
Couper les sangles ajust des supports d'axe et enlever les garnitures de mousse.
Couper les sangles Maintenant les bras de la table frontale. - Couper les sangles aujourd de
l'axe du cylindre principal et soulever le cylindre principal supérieur pour retarder les blocs de transport de la ligne de contact.
-
Couper les sangles maintainant le cylindre de traction supérieur et ouvrir les cylindres de traction pour enlever les plaques de transport.
-
Placer un niveau à bulle horizontal sur le cylindre principal supérieur et un autre vertical contre l'avant des deux armoires pourmettre à niveau la machine en ajustant les quatre pieds de réglage.

ATTENTION :
Vérifier les caractéristiques du secteur avant le branchement. Voir la section 3.4 pour les détails sur l'alimentation électrique
- Brancher la machine au secteur à l'aide du cable électrique fourni avec la machine.

ATTENTION :
Uniquement en cas de nécessité absolue, utiliser une rallonge de longueur suffisante. Dérouler complètement le cable de la rallonge.

AVERTISSEMENT :
S'ASSURER QUE LE CABLE D'ALIMENTATION ET/OU LE CABLE DE RALLONGE NE BLOQUENT PAS LE PASSAGE AUTOUR DE LA MACHINE.
4.3 Transport
La machine peut être transporte sur ses roulettes sur une surface lisse.

ATTENTION :
Tournier les pieds à vérin complètement vers le haut pour les empêcher de se plier ou de se casser en cas de collision accidentelle avec un obstacle.
Sur les surfaces rugueuses, utiliser un chariot à palettes ou un chariot élevateur à fourche.
Pour déplacer la machine sur de grandes distances, utiliser la palette et le matériel d'emballage d'origine et suivre la méthode de déballage dans le sens inverse.
5 UTILISATION
Ce chapitre déscrit la fonction des commandes et des indicateurs, les modes opérateires, les réglages et l'utilisation de la machine pour un certain nombre d'applications.
Les sections du present chapitre serontient pas a pas les informations relatives aux processus de plastification.
Les sections 5.3 et 5.4 ne sont pas utiles pour le processus de contre-collage, à l'exception du réglage de la pression (voir section 0).
5.1 Commandes de processus
Cette section fournit une vue d'ensemble des commandes du panneau de commande

(Figure 9), de la commande du système de chauffage (
Figure 10) et des autres commandes de la machine (Figure 11).
Note :
Mettre en marche les systèmes de chauffage 1 heures environ avant la mise en service si un processus exige que les cylindres soient chauffés. Fermer la ligne de contact et faire tournier la machine à vitesse réduite, pour éviter la formation de points chauds irréguliers.
5.1.1 Panneau de commande
Ce paragraphe déscrit les commandes et les indicateurs du panneau de commande.
Le clignotement d'une DEL indique une erreur. Se reporter à la section 5.1.4 pour connaître la signification des DEL.
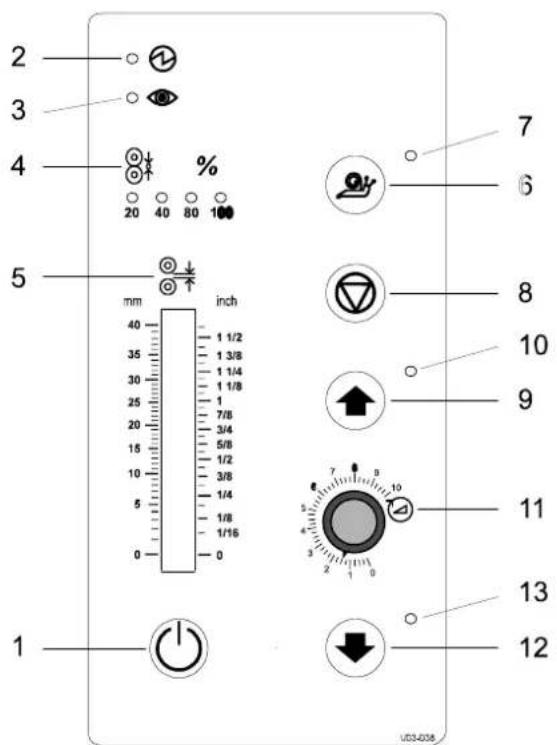
Figure 9: Panneau de commande

Commande MARCHE/ARRÉT (1), bouton à deux positions
Appuyer pendant 1 seconde pour faire passer la machine de l'etat d'atte (stand-by) à l'etat actif et vice versa.

AVERTISSEMENT : LA MACHINE EST CONSTAMMENT ALIMENTEE LORSQUE LE CABLE DU SECTEUR EST BRANCHE ET L'INTERRUPTEUR D'ALIMENTATION PRINCIPAL EST ENCLENCHE.

Indicateur d'alimentation (2), DEL
La DEL s'allume lorsque la machine est sous tension. Elle clignote lorsque la machine est en etat d'attente (mode stand-by).

Indicateur de sécurité (3), DEL
La DEL s'allume lorsque le faisceau optique de la cellule de sécurité à l'entrée de la ligne de contact n'est pas interrompu.

Indicateur de pression (4), 4 DEL
Les DEL indiquent le réglage de pression des cylindres principaux. Lorsque deux DEL sont allumées en même temps, elles indiquent les dizaines entre elles. Voir les caractéristiques pour la gamme de pression effective. Lorsque les quatre DEL clignotent, cela indique une erreur de pression ou de réglage de la ligne de contact (voir la section0).

Indication de réglage de la ligne de contact (5), indicateur
Ce mécanisme est directement couplé à la commande d'épaissur et indique la distance (épaissur) entre les cylindres principaux, définie par la manivelle.

Mode "escargot" (6), bouton à deux positions
Appuyer pendant 1 seconde pour activer et désactiver le mode "escargot".
Pour fonctionner à la vitesse lente définie, il faut appuyer sur la commande à pédale.

ATTENTION :
Lorsque le mode "escargot" est actif, la machine peut toujours se déplacer à grande vitesse.
L'indication de mode "escargot" N'EST PAS une indication de vitesse. Il s'agit d'une méthode de travail.

Indicateur de mode "escargot" (7), DEL
La DEL s'allume lorsque le mode "escargot" est sélectionné.

Arrêt (8), bouton-poussoir
Appuyer pour arreter la rotation des bobines.

Marche avant (9), bouton-poussoir
Appuyer pour commencer la rotation des bobines vers l'avant.

Indicateur de marche avant (10), DEL
La DEL s'allume lorsque le mode de marche avant est selectionné.

Commande de vitesse (11), bouton de commande
Règle la vitesse à une valeur quelconque entre 0 et 10 (voir les caractéristiques pour la gamme effective des vitesses).

Marche arrière (12), bouton-poussoir instantané
Appuyer et maintainir enforcé pour faire tourner les bobines en sens contraire.

Indicateur de marche arrriere (13), DEL
La DEL s'allume lorsque le mode de marche arrêté est sélectionné.
5.1.2 Commande du système de chauffage
La commande du système de chauffage située au-dessus du panneau de commande règle la température du cylindre principal supérieur.

Figure 10: Section de la commande du système de chauffage
La chaleur est activée et désactivée par le 0/1 commutateur (1). Appuyez sur l pour allumer le chaleur. La température réel de roulis(4) est signalée sur de contrôle écran. L'chaleur a une plage de température définie en usine. Dans cette gamme de la température des rouleaux peut être régée. Le point de consigne de température est affiché lorsque le bouton SEL (5) est enforcée, et modifie en appuyant sur le haut (6) ou vers le bas (7) boutons.
Remarque: Lorsque le point de consigne de température est affichée, la lumière par SV (3) est allumé. Appuyez à nouveau sur la touche (5) SEL pour revenir à la température réelle ou la l'affichage revenir automatiquement en 20 secondes environ.
Si la température réelle est inférieure à la température de point de consigne, la chaleur est activé, et C1 (2) est allumée.
Remarque: Le cylindre de chauffage a besoin de temps pour atteindre sa température de consigne (par exemple, pour passer de la température ambiente à la température maximale, il faut environ 1 heures). Il est recommandé de faire tourner la machine à vitesse réduite, pour éviter la formation de points chauds irréguliers.
5.1.3 Commandes supplémentaires
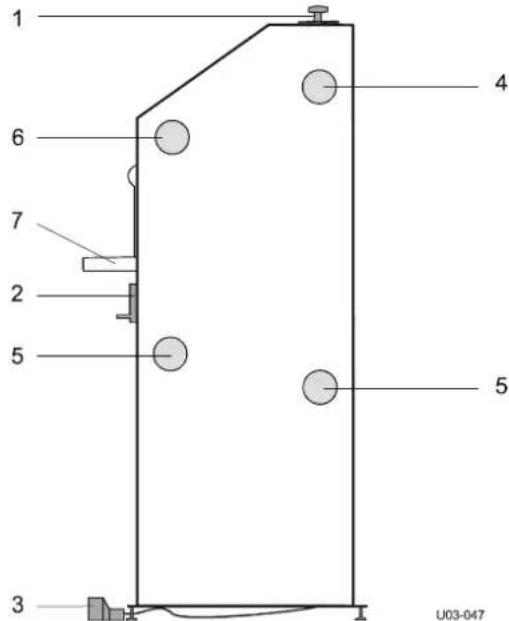
Figure 11:Commandes supplémentaires
Boutons d'arrêt d'urgence (1), bouton à maintien
Des qu'un de ces boutons est enforcé, la rotation des bobines est immédiatement arrêtée et le bouton est verrouillé dans cette position d'arrêt.
Tourner le bouton pour le déverrouiller.
En appuyant sur la commande de démarriage, sur la commande de marche arrêté ou sur la commande à pédale, le processus redémarre.
Roue de réglage de la ligne de contact (2), roue dentée

Faire tournier la roue dans le sens des aiguilles d'une montre pour réduire (fermer) la ligne de contact ou

Dans le sens contraire des aiguilles d'une montre pour élargir (ouvrir) la ligne de contact.
Lorsque les deux cylindres touchent les matériaux, la pression est reglee. En faisant tourner la roue dans le sens des aiguilles d'une montre, la pression est augmentee. En tournant la roue de reglage de la ligne de contact dans le sens contraire des aiguilles d'une montre, la pression diminue.
Le réglage de la ligne de contact et la pression sont indiqués sur le panneau de commande.
Commande à pédale (3), commutateur instantané
Appuyer et maintainir enforcé le commutateur pour démarrer la rotation des bobines. Introduire à fond la pointe du pied pour neutraliser la sécurité qui empêche le démarrage accidentel.
Lorsque le commutateur est relachué, la rotation des bobines s'arrête.
Commande de tension de déroulement (4), bouton

En tournant ce bouton dans le sens des aiguilles d'une montre, un certain frottement est imposed entre l'axe et le bati, ce qui a un effet de freinage.
Si on serre le frein, une plus grande tension est appliquée au matériel sur l'axe.

En tournant le bouton dans le sens contraire des aiguilles d'une montre, on relâche le frein et par conséquent on elimine la tension.
Commande de tension de déroulement et d'enroulement (5), bouton
En tournant ce bouton dans le sens des aiguilles d'une montre un certain frottement est imposed entre l'axe et le bati, ce qui a un effet de freinage lors du déroulement.
Tourner le bouton dans le sens contraire des aiguilles d'une montre pour relacher le frein.
En tournant davantage ce bouton dans le sens contraire des aiguilles d'une montre un certain frottement est imposé entre l'axe et le pignon d'entrainment, ce qui réalise l'accoupling entre le moteur et l'axe. L'axe fonctionne alors comme axe d'enroulement.
Tournier le bouton dans le sens des aiguilles d'une montre pour relâcher de nouveau l'axe d'enroulement.
Commande de tension d'enroulement (6), bouton
En tournant ce bouton dans le sens des aiguilles d'une montre un certain frottement est imposed entre l'axe et le pignon d'entrainment, ce qui réalise l'accouplement entre le moteur et l'axe d'enroulement.
Pour relâcher la tension, tourné le bouton dans le sens contraire des aiguilles d'une montre.
Table frontale (7)
La table frontale standard pivote autour du point situé au sommet des bras de la table.
Le guide d'image est fixé à la table frontale et il suffit de le déplacer pour le désencclencer.
Table Easy Feed (en option)
Il est possible de demander lors de la commande le remplacement de la table frontale standard par une table Easy Feed.
Figure 12: Commandes de la table Easy Feed.
La table Easy Feed pivote autour du point de pivot (P). Dans la position supérieure, elle est arrêtée par les supports d'axe et dans la position inférieure par les butées de la table (M).
La table frontale est dotee d'equipements qui permettend alimenter les images correctement.
Certains de ces équipements sont uniquement disponibles pour des processus déterminés.
Les équipements et leurs commandes (A à M) sont décrits ci-après.
Bac de déroulement (A)
Permet de dérouler un support d'une bobine.
Le bac peut pivoter vers l'avant (gauche) et vers l'arrière (droite) pour dégager de l'espace lorsqu'il n'est pas utilisé. Lorsque le bac est en position avant (A), il est verrouillé par un cran de positionnement (B).
Guide de support (C)
Pour charger le support bien croit, le guide de support peut etre aligné sur un cote du support.
Cylinders Easy Feed (G)
Ces cylindres ont également pour but d'aider à charger le support bien droit. Ils ne peuvent pas etre utilisés pour le traitement de panneaux et doivent donc etre débrayés en tirant sur la poignee (D). Le centre de rotation est l'axe du cylindre inférieur. Le cylindre supérieur s'integre dans la table et remplace I'ellement (H).Le cylindre supérieur peut-etre souleve au moyen de la poignee (E) qui actionne un excentrique (F). Ce mouvement de rotation permet au cylindre supérieur devenir s'appuyer sur le cylindre inférieur. Sur le cote croit du cylindre d'alimentation inférieur se trouve un frein qui peut etre regle a l'aide d'une petite roue (G).Ce frein permet d'appliquer une tension sur le support. Tourner la roue dans le sens des aiguilles d'une montre pour augmenter la tension et dans le sens inverse pour relacher la tension.
Guide d'image (I)
Le guide d'image (I) est fixé à la table frontale, mais il est possible de le débrayer. Il couilse le long d'un sillon (K) à l'intérieur de la table et peut ainsi être range sous la surface de la table.
L'espace de rangement du guide d'image est couvert par un rabat (L) lorsque le guide est utilisé.
Note : Lorsque le guide d'image est utilisé et que la ligne de contact est réglée sur zéro, le dispositif de sécurité optique chemin dans des troux (J) pratiqués dans les extrémités du guide.
Note : Lorsque la ligne de contact n'est pas reglee sur zéro, le faisceau lumineux du dispositif de sécurité est coupé par le guide d'image. Le guide d'image doit donc etre range lors du traitement de panneaux.
5.1.4 Indications d'erreur
Lorsqu'une erreur est détectée, une ou plusieurs DEL clignotent et toute rotation s'arrête.
Indicateur d'alimentation électrique clignotant ;
La machine est en mode d'attente. L'alimentation est branchée et la cellule de sécurité est active. Appuyer sur le bouton de commande MARCHE/ARRÉT pour activer la machine.
Indicateur d'avance clignotant ;
Surcharge du moteur.
Appuyer sur le bouton d'arrêt et vérifier l'écoulement du matériel et le réglage de tension des arbres de déroulement.
Indicateur de marche arriere clignotant ;
Surcharge du moteur.
Appuyer sur le bouton d'arrêt et vérifier l'écoulement du matériel et le réglage de tension des arbres d'enroulement.
Indicateurs d'avance et de marche arriere clignotants ;
Erreur système.
Débrancher puis rebrancher l'alimentation. Si l'erreur persiste, prendre contact avec l'organisation d'assistance technique.
Les quatre DEL d'indication de pression clignotent.
Pression trop elevée ou réglage de la ligne de contact trop étroit.
Les DEL commence à clignoter pour une surcharge de 10% . Lorsque la pression dépasse une surcharge de 20% un signal acoustique est émis. Elargir la ligne de contact pour abaisser la pression.
5.2 Modes opérateires
La machine fonctionne soit en mode normal, soit en mode "escargot". En mode normal comme en mode "escargot", les cylindres peuvent tourner vers l'avant ou vers l'arrière.
5.2.1 Mode normal
Lorsque le mode "escargot" n'est pas activé (mode normal), la vitesse de rotation des cylindres est réglée par l'intermédiaire du bouton de commande de vitesse.
Pour lancer la rotation, appuyer sur le bouton de marche avant, de marche arrriere ou sur la commande à pédale.
La rotation s'interrompt lorsque l'on appuie sur un bouton d'arrêt ou que l'on relâche la commande à pédale.
Note : Pour ramener le contrôle au panneau de commande sans s'arrête, appuyer et maintainir enforcé le bouton de marche avant, relâcher la commande à pédale puis relâcher le bouton de marche avant.
Une interruption du faisceau lumineux de la cellule de sécurité placée devant les cylindres arrêté leur rotation. Une fois la cause de l'interruption éradiquée, le processus doit être reliçé.
Marche arrrière

AVERTISSEMENT:
RESTER A L'ECART DE LA LIGNE DE CONTACT ARRIERE PENDANT LE FONCTIONNEMENT EN MODE MARCHE ARRIERE.
Lors du fonctionnement en marche arriere, la cellule de sécurité de la ligne de contact de la partie avant est désactivée ; la cellule de sécurité située cote sortie est activée.
La vitesse est déterminée par la commande de vitesse.
5.2.2 Mode "escargot"
Pour passer en mode "escargot" ou pour revenir en mode normal, appuyer sur le bouton de mode "escargot" pendant une seconde. La selection est indiquée par la DEL d'indication de mode "escargot".
Le passage en mode "escargot" ne modifie en rien le mouvement des cylindres.
En mode "escargot", les cylindres peuvent fonctionner en vitesse normale ou en vitesse de mode "escargot".
Vitessenormale
Appuyer sur le bouton de marche avant ou de marche arrêté en mode "escargot" pour appliquer une vitesse normale déterminée par le réglage de commande de vitesse (voir mode normal).
Pour lancer le processus en vitesse de mode "escargot" ou pour passer de la vitesse normale (avant) à la vitesse de mode "escargot", appuyer sur la commande à pédale et la maintainir enfoncée (lorsque le mode "escargot" est sélectionné).
Vitesse de mode "escargot"
Appuyer sur la commande à pédale et la maintainir enfoncée en mode "escargot" pour forcer les cylindres à tourné à une vitesse lente déterminée (voir caractéristiques) indépendante de la commande de vitesse.
Le fonctionnement en mode "escargot" s'effectue toujours vers l'avant. Le fonctionnement en mode "escargot" n'est pas possible vers l'arrière.

AVERTISSEMENT :
RESTER A L'ECART DE LA LIGNE DE CONTACT PENDANT LE
FONCTIONNEMENT EN MODE "ESCARGOT".
Pendant le fonctionnement en mode "escargot", les cellules de sécurité sont désactivées.
Utilisation 21
Lorsque la commande à pédale est relachée, la rotation vers l'avant s'arrête.
Note : Pour passer de la vitesse de mode "escargot" à la vitesse normale sans s'arrêter, appuyer sur le bouton de démarrage et le maintainir enforcé, relâcher la commande à pedale puis relâcher le bouton de démarrage.
Le passage en vitesse normale ne désactive pas le mode "escargot".
Si on appuie de nouveau sur la commande à pédale, la rotation ralentit de nouveau et passé à la vitesse de mode "escargot".
5.3 Mise en place des bobines de film
5.3.1 Axes autobloquants
Les deux axes situés à l'avant de la machine sont identiques. Les axes peuvent être montés sur la machine dans les deux sens. Leur fonction est déterminée par leur position dans la machine et par le réglage du contrôle de tension.
Les axes situés à l'arrière peuvent pivoter hors de leur support du côté du panneau de commande. Du côté opposé, l'axe est fixé à la machine. Sur le côté du panneau de commande de la machine, les axes et les supports sont accrochés ensemble à l'aide d'une fente de frein et d'un frein. Un ressort inséré dans le support situé côté gauche pousse l'axe dans la position de blocage lorsque celui-ci tourne. Pour placer l'axe correctement, le pousser fermement dans les supports et le tourner jusqu'à ce qu'il se bloque. Vérifier le mécanisme autobloquant sur chaque axe. Les cordons en caoutchouc doivent tout juste toucher les bords de la cavité (Figure 13A: d = 8 ± 2,5 ~mm ).
Si ce n'est pas le cas, voir le chapitre 6 (Entretien).
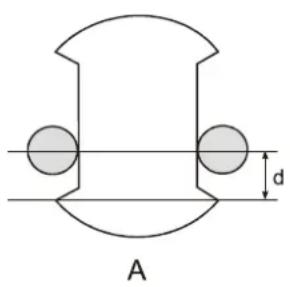
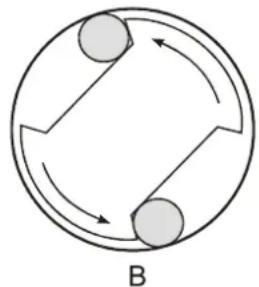
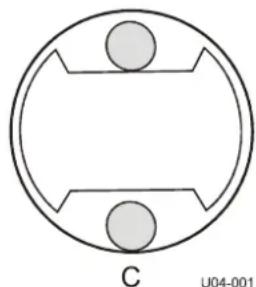
Figure 13: Axe autobloquant
Lorsque l'axe tourne à l'intérieur d'un cylindre, le cordon en caoutchouc se déplace sur le (:é et reste pris entre l'axe et le cylindre (Figure 13B). La rotation en arrête relâche le cordon.
5.3.2 Utilisation des films avec le papier protecteur
Lorsque I'on utilise un film avec papier protecteur qui doit etre detached, charger l'axe enrouleur avec une bobine vide (cylindre vide de carton) ayant (au moins) la meme largeur que le film.
- Prendre l'axe autobloquant de la position d'enroulement de la machine.
- Placer la bobine vide sur l'axe, en maintainant l'axe comme sur la Figure 13C.
ATTENTION: Ne pas laisser tomber l'extrémité de l'axe sur le sol.
- Remetre en place l'axe avec le cylindre sur la machine.
- Pousser les deux cots de l'axe fermement dans leurs supports.
- Tourner l'axe jusqu'à ce que les freins se verrouillent.
22 Manuel d'utilisation 62 Pro S
5.3.3 Chargement de l'axe avec des bobines de film
La bobine de film est placée sur l'axe selon le type du film et de l'utilisation dans la section supérieure ou inférieure de la machine.
En général, un film sensible à la pression avec papier protecteur (A) est enroule avec ce dernier (3) et avec l'adhesif (2) vers l'extérieur du film (1), tandis que le film sans papier protecteur (C) a sa couche d'adhesif tournée vers l'intérieur de la bobine.
Toutefois, en Amérique du Nord, les films sensibles à la pression portent généralement le papier protecteur à l'intérieur de la bobine (B).
Figure 14: Bobines de film
- Dans la section supérieure, le côté adhésif (2) qui entre en contact avec l'image doit se couver sur le dessus lorsqu'on déroule le film vers l'avant de la machine.
- Dans la section inférieure, le côte adhésif (2) qui entre en contact avec l'image doit se couver sur le dessous lorsqu'on déroule le film vers l'avant de la machine.
Figure 15: Couches adhesives
- Désengager les axes autobloquants des positions de déroulement de la machine.
- Faire glisser les bobines de film sur les axes comme décrit ci-dessus.
- Replacer les axes dans leurs supports et refermer les receptacles des supports d'axes.
La direction de déroulement du film vers l'avant de la machine :
Dans la section supérieure :
- Le film avec le papier protecteur sur l'extérieur se déroule à partir du haut (A).
- Le film avec le papier protecteur sur l'intérieur se déroule à partir du bas (B).
- Le film sans papier protecteur se déroule à partir du bas (C).
Dans la section inférieure :
- Le film avec le papier protecteur sur l'extérieur se déroule à partir du bas (D).
- Le film avec le papier protecteur sur l'intérieur se déroule à partir du haut (E).
-
Le film sans papier protecteur se déroule à partir du haut (F).
-
Pousser les deux cots de l'axe fermement dans leurs supports.
-
Tourner l'axe jusqu'à ce que les freins se verrouillent.
-
Placer le film et le cylindre vide au milieu et les aligner.
Note : Lorsque l'on utilise à la fois la section supérieure et la section inférieure, placer les deux films exactement dans la même position.
- S'assurer que les films (et les bobines vides) sont installés et alignés correctement.
5.3.4 Utilisation d'une barre de séparation
La barre de séparation a deux fonctions :
Lors du tratement d'un film equiped'un papier protecteur, elle permet de seperer le papier protecteur du film.
Lors du tratement d'un film sensible a la chaleur, elle permit de reorienter le film pour accroitre la surface de contact avec le cylindre chauffe.
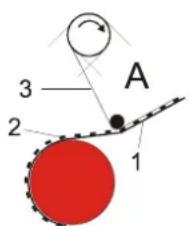
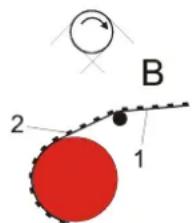
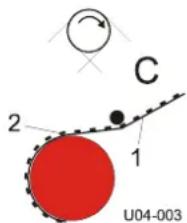
Figure 16: Utilisation d'une barre de séparation
Un film équipé d'un papier protecteur (A) chemine sous la barre de séparation ; celle-ci sépare le film du papier protecteur. Un film sensible à la pression non équipé d'un papier protecteur (B) laisserait des restes d'adhésif sur la barre de séparation, il doit donc cheminer au-dessus de celle-ci.
Un film activé par la chaleur (C) requiert un maximum de surface de contact avec le cylindre chauffé. Il cheminise donc sous la barre de séparation.
5.3.5 PréRéglage de la tension
Pour permettre au film de se dérouler sans formation de plus, on peut appliquer une tension (freinage) à la bobine.
Du cote croit de la machine se trouvent les boutons de commande de tension, correspondant à chaque axe.
Tourner le bouton de commande de tension dans le sens des aiguilles d'une montre pour augmenter la tension ou dans le sens contraire des aiguilles d'une montre pour relâcher la tension.
Note :
Les axes de déroulement et d'enroulement de la section inférieure ont un réglage de tension séparé : tourner dans le sens des aiguilles d'une montre pour augmenter la tension de déroulement et dans le sens inverse pour diminuer la tension. Si on continue à tourner dans le sens des aiguilles d'une montre, on règle la tension d'enroulement (voir également la section 5.1.3).
Lorsque le film est fixé, il est recommandé d'appliquer une légère tension sur chaque axe en tournant le bouton dans le sens des aiguilles d'une montre jusqu'à rencontres une résistance.
Sur l'axe de déroulement, cela empêche que le film se déroule sans tension. Sur l'axe enrouleur entrainé par un moteur électricque, il permet à l'axe de glisser et d'adapter sa vitesse de rotation à la vitesse du film.
5.3.6 Réglage de la pression
Images minces
Lors du traitement d'images minces (tirages d'imprimante, posters, etc.), la pression est preréglée lors de l'enroulement du matériel supérieur et inférieur.
Lorsque le panneau d'amorce ou la plaque de développement est introduit(e) dans la ligne de contact, la ligne de contact est reglee sur zéro et la tension est preréglée.
Le meilleur réglage de pression pour les films minces est d'environ 80 %.
La pression peut etre reglee pendant le traitement.
Panneaux
Lors du traitement de panneaux, un panneau d'amorce est utilisé pour enrouler les films. Ce panneau d'amorce permet également de prérigler la pression.
Utiliser un panneau d'amorce du même matériel, de la même épaisseur et de la même largeur que les panneaux à traiter.
- Régler la ligne de contact selon l'épaisseur du panneau.
- Introduire le panneau d'amorce dans la ligne de contact en mode "escargot".
- Lorsque les bords du film sont insérés dans la ligne de contact, régler la pression à environ 80% pour les panneaux de grande largeur.

ATTENTION :
Pour les panneaux plus étroits, régler la pression proportionnellement à la largeur entre 40% et 80% . Par exemple, la moitié de la largeur équivaut à 60% .
Panneaux de conte-collage
Le panneau de contre-collage permet de régler la ligne de contact et la pression.
- Regler la ligne de contact selon l'épaisseur du panneau.
- Alimenter le panneau dans la ligne de contact en mode "escargot".
- Lorsque le panneau est à moitié introduit dans la ligne de contact, régler la pression sur 70 - 80% pour les panneaux de grande largeur.

ATTENTION :
Pour les panneaux plus étroits, régler la pression proportionnellement à la largeur entre 40% et 80%. Par exemple, la moitié de la largeur équivaut à 60%.
- Faire reculer le panneau hors de la ligne de contact.
Note :
L'image ajoutera une pression supplémentaire de 5 à 10% .
5.4 Enroulement
Pour la plupart des processus, la machine doit etre chargée avant que des images sur la couche mince ou sur les panneaux puissant etre traitées. La machine peut etre chargée pour un traitement d'un seul cote ou des deux cotés.
Note :
Dans des processus de traitement d'un seul cotoé, des résidus d'adhesif restent collés sur le cylindre inférieur ou le film est plus large que les images. Pour éviter ici, utiliser un film de la même largeur que l'image ou un papier protecteur de la même largeur que le film supérieur dans la section inférieure. Le papier保護er peut etre facilement enleve plus tard.
Dans la section inférieure, les deux positions d'axe servent à l'enroulement et au déroulement; elles doivent être régées pour l'enroulement ou le déroulement.
Lors du traitement de panneaux, un panneau d'amorce (identique aux panneaux à traiter) est nécessaire pour charger le film ainsi que pour régler la pression et la tension.
Lors du traitement d'images fines, il est nécessaire d'utiliser une plaque de développement pour charger le film. Quand ce panneau est introduit, la ligne de contact est reglee a zéro et les images peuvent etre alimentetes. La plaque de développement est alors nettoyee et elle peut etre réutilisée.
5.4.1 Section supérieure seule
A

B
U04-Q04
Figure 17: Enroulement de la section supérieure
- Enlever le guide d'image.
-
Dérouler le film à partir de la bobine de déroulement supérieure.
-
Faire cheminer le film sensible à la pression, sans papier protecteur, au-dessus de la barre de séparation (A).
-
Alimenter tous les autres films sous la barre de séparation (B).
-
Tirer le film en avant jusqu'à ce qu'environ 10 cm (4 pouces) se trouvent sur la table frontale.
Si le film a un papier protecteur :
- Detacher le papier protecteur.
-
Soulever le papier protecteur et le coller à la bobine vide montée sur l'axe d'enroulement.
-
Coller le panneau d'amorce au film et charger le panneau dans la ligne de contact en mode "escargot".
Note :
Utiliser une plaque de développement lors du traitement d'images fines sans plaques de support.
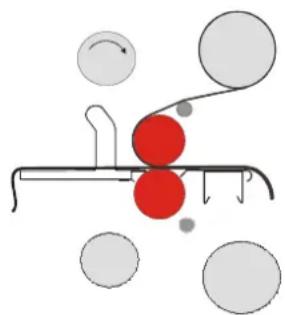
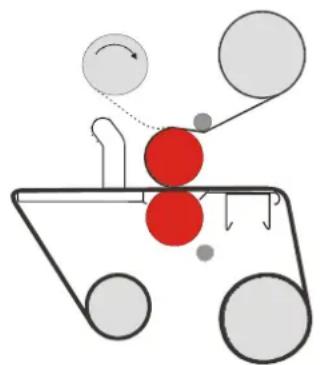
5.4.2 Sections supérieure et inférieure
La plaque de développement ou le panneau d'amorce doit avoir la meme epaisseur que les panneaux a traiter.
A

B
U04-C06
Figure 18: Sections supérieure et inférieure fixées
Le film de la section supérieure est fixe en premier
-
Enlever le guide d'image.
-
Faire cheminer le film (B) sous la barre de séparation (entre la barre de séparation et le cylindre supérieur).
Le film sensible à la pression (sans papier protecteur) doit passer au-dessus de la barre de séparation (A).
- Tirer le film en avant jusqu'à ce qu'il atteigne presque la table frontale et l'appliquer au cylindre supérieur.
Si le film a un papier protecteur (B) :
- Detacher le papier protecteur.
- Le tirer et le coller par le bas sur le cylindre de l'axe enrouleur.
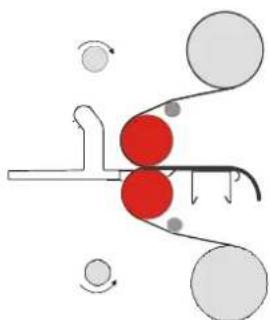
Maintenant, enrouler la section inférieure
A

B
Figure 19: Enroulement de la section inférieure
-
Soulever la table frontale et la placer en position supérieure (A).
-
Derouler le film a partir de la bobine de déroulement inférieure.
-
Faire cheminer un film sensible à la pression, sans papier protecteur, sous la barre de séparation (A).
-
Faire cheminer tous les autres films sur la barre de séparation (B).
-
Tirer le film en avant jusqu'à ce que son extrémité se trouve au-dessus de la ligne de contact et l'appliquer au film de la section supérieure.
Si le film a un papier protecteur (B) :
- Detacher le papier protecteur et le tirer au-dessus de l'axe enrouleur.
-
Le coller par le dessus sur le cylindre de l'axe enrouleur.
-
Abaisser la table frontale.
-
Pousser les films avec le panneau d'amorce (C) dans la ligne de contact en utilisant le mode "escargot" (B).
Note : Utiliser un panneau d'amorce du même matériel, de la même épaisseur et de la même largeur que les panneaux à Traitser. Utiliser une plaque de développement lors du traitement d'images fines.
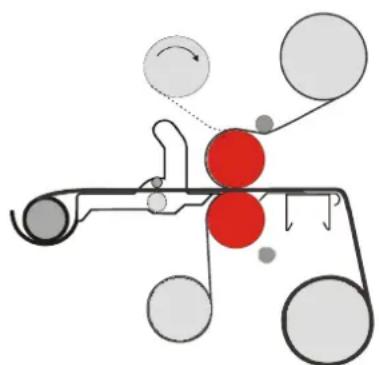
5.4.3 Enroulement du produit final ou traitement continu
Lors d'un processus d'enroulement du produit final ou de traitement continu, l'axe inférieur arrêté de déroulement et d'enroulement est utilisé pour enrouler le produit fini.
Les films de plastification sont enroulés comme décrit précédemment.
A

B
C
Figure 20: Enroulement de l'image d'une bobine à l'autre
Plastification à simple face ;
Pendant la plastification sur face simple, l'axe de déroulement et d'enroulement à l'avant de la section inférieure peut être utilisé pour dérouler les images (Figure 20, A).
Plastification à double face ;
L'axe de déroulement et d'enroulement à l'avant de la section inférieure sert à dérouler le film de plastification inférieur (Figure 20, B et C).
Cela signifie que, dans la section inférieure, seul un film de plastification sans papier protecteur peut être utilisé et qu'un dérouleur (B) ou le bac de déroulement de la table Easy Feed est nécessaire pour dérouler les images.
Enroulement des images ;
- Enrouler les films de plastification de la section supérieure et inférieure comme décrit dans les sections précédentes.
- Lorsque la plaque de développement est introduite dans la ligne de contact, couper la plaque et coller le bord avant de celle-ci sur le cylindre de l'axe d'enroulement.
- Régler le contrôle de tension pour cet axe à la tension d'enroulement.
- Tirer l'imag vers l'avant et l'introduire par-dessus la table frontale dans la ligne de contact.
- Utiliser si possible les cylindres de la table Easy Feed pour charger correctement le bord avant de la bobine d'image dans la ligne de contact.
5.5 Processus et réglages
5.5.1 Contre-collage des images ou décalcomanes
Dans ce processus, la machine ne recoit pas de film.
- En montant des images sur une plaque (B) (revêue au préalable), l'adhésif doit se couver vers le côte montant de la plaque.
- En montant les décalques (a), l'adhésif se trouve au dos de l'image.
Le processus de contre-collage est le même dans les deux cas.
- Enlever l'axe de la section supérieure avant.
- Prerégler la ligne de contact et la pression (voir section 0).
- Placer la plaque sur la table frontale.
- Placer l'image sur le haut de la plaque (image tournée vers le haut). Retourner l'imag du cote de la machine (1).
- Retourner environ 25 mm (1 pouce) de papier protecteur (2) sur le côté de la machine et le plisser de façon uniforme de l'intérieur vers l'extérieur.
Note :
La qualité finale dépend de la manière avec laquelle le bord principal avant de l'image est appliqué à la plaque.
- Appliquer l'image (3) à la plaque (C).
- Introduire le bord qui porte l'imag dans la ligne de contact (D).
- Etaler l'extremité libre (4) de l'image doucement sur le cylindre supérieur.
Figure 21: Contre-collage des images ou décalcomanes
Note :
Utiliser la commande à pédale pour démarrer et arrêté la machine en mode "escargot", pour garder les mains libres.
AVERTISSEMENT:
MAINTENIR LES DOIGTS LOIN DE LA LIGNE DE CONTACT. LA CELLULE DE SECURITE EST DESACTIVEE LORS DE L'UTILISATION DE LA COMMANDE A PEDALE EN MODE "ESCARGOT".
- Avec la main gauche - détacher le papier protecteur (6) de l'image ou de la plaque pendant qu'elle est lentement introduite dans la ligne de contact une section à la fois, sans s'arrêté.
Note :
L'enlèvement du papier protecteur expose complètement l'adhésif à la saleté et à la poussière qui restent emprisonnées sous l'image.
- Avec la main droite - maintainir doucement l'image contre le cylindre supérieur (5), en empêchant la formation de rides.
Note :
Pour obtenir le meilleur résultat, ne pas s'arrête pendant le chargement d'une image.
5.5.2 Pré-adhésivage des panneaux
Ce processus est utilisé pour revêrir les panneaux (substrats) d'un film adhésif sensible à la pression sur lequel des images peuvent être montées. Ce processus peut également être employé pour creer un martyr. Dans ce cas, c'est un film à surface non adhésive qui est utilisé.
Note: Le film de support est habituellement pourvu d'un papier protecteur.
Placer le film dans la section supérieure et l'enrouler comme s'il n'était pas pourvu de papier protecteur (au-dessus de la barre de séparation).
- Placer la bobine de film d'adhesif sur l'axe en position de déroulement supérieure.
- Régler la ligne de contact selon l'épaissieur du panneau à traiter.
- Enrouler le film à l'aide d'un panneau d'amorce du même matériel, de la même épaisseur et de la même largeur.
- Régler la pression tout en chargeant le panneau d'amorce.
- Avant que l'extrémité du panneau d'amorce n'atteigne la ligne de contact, pousser vers le haut le panneau qui doit receivevoir le revêtement préliminaire.
Lorsque plusieurs panneaux doivent receiveoir ce revetement, les charger sans interruption sans laisser d'espace entre eux.
Utiliser un autre panneau d'amorce pour terminer. Ceci empêche l'adhésif de toucher le cylindre inférieur.
- Terminer avec un panneau d'amorce et le charger jusqu'à ce que le panneau précédent se trouve hors de la ligne de contact.
ATTENTION :
Ne pas couper le film trop pres des cylindres. Ceci peut endommager le revêtement de silicone des cylindres et annuler la garantie.
- Couper ce panneau à l'aide d'un ciseau à lame.
- Faire reculer le panneau d'amorce en utilisant la marche arriere.
- Couper le film à l'aide d'un ciseau à lame.
Après avoir enlevé le papier protecteur du film de contre-collage sensible à la pression, la plaque est revetué d'adhésif prét à monter une image. Voir la section 5.5.1 pour le contre-collage des images.
5.5.3 Plastification en surcharge
Après le contre-collage d'une image sur un panneau, un film de plastification de protection peut être appliqué.
Ce processus est identique au prérevêtement d'une plaque (section 5.5.2).
La couche de plastification supplémentaire peut etre un film de plastification sensible a la chaleur ou un adhesif sensible a la pression avec ou sans papier protecteur.
5.5.4 Plastification à simple face
Les images peuvent etre plastifiées sur une seule face avec ou sans plaques de support (ou de développement).
La couche de plastification peut etre un film de plastification sensible a la chaleur ou un adhesif sensible a la pression avec ou sans papier protecteur.
La plastification a simple face presente un inconvenient : les résidus d'adhesif peuvent rester collés sur les cylindres la où il n'y a pas d'image.
Pour remédier à ce problème, il est possible d'utiliser des plaques de support ou de développement. Sinon, l'image doit impérativement être plus large que le film de plastification et il faut utiliser des déchets de découvert pour débuter et terminer le processus.
Utilisation des plaques de support
- Enrouler la section supérieure comme décrit ci-dessus (section 5.4.1)
- Placer l'imag sur une plaque de support, face vers le haut, et suivre les instructions relatives au prérevêtement d'une plaque (section 5.5.2).
Utilisation du papier protecteur
Utiliser une bobine de papier protecteur dans la section inférieure.
- Enrouler la section supérieure et la section inférieure comme décrit ci-dessus (section 5.4.2)
Une fois les images découpées du produit final, le papier protecteur se sépare automatiquement des images.
5.5.5 Plastification à double face
L'encapsulation des images des films de plastification froids est appelée plastification à double face (et n'est normalement pas effectue à l'aide de panneaux).
- Charger et enrouler des films de plastification dans les sections supérieure et inférieure comme décrit dans la section 5.4.2.
- Lorsque le panneau d'amorce a complètement quitté la ligne de contact, abaiser le cylindre supérieur sur le cylindre inférieur (réglage de la ligne de contact = 0) et régler la pression sur environ 80% .
- Introduire alors les images dans la ligne de contact, en laissant un espace entre elles.
- Couper le film avec un ciseau à lame lorsque les images sont bien dégagées des cylindres.
5.5.6 Decalcomanie
Lors de la creation d'une décalcomanie, un film de plastification est appliqué du (:oté de l'image et un support adhésif est placé au dos de l'image.
Le processus est identique a celui de la plastification a double face (section 5.5.5).
- Charger et enrouler des films de plastification dans les sections supérieure et inférieure comme décrit dans la section 5.4.2.
- Lorsque le panneau d'amorce a complètement quitté la ligne de contact, abaiser le cylindre supérieur sur le cylindre inférieur (réglage de la ligne de contact = 0) et régler la pression sur environ 80% .
- Introduire alors les images dans la ligne de contact, en laissant un espace entre elles.
- Couper le film avec un ciseau à lame lorsque les images sont bien dégagées des cylindres.
Cette décalcomanie peut être montée plus tard sur un panneau ou sur tout autre substrat.
5.6 Déchégement
Pour décharger la machine :
- Couper le résultat après la dernière image (panneau précédent le panneau d'amorce).
- Couper les deux films le long de la barre de séparation à l'aide d'un ciseau à lame.
- Ouvrir la ligne de contact et enlever les films (et le panneau d'amorce) entre les cylindres arrêté.
Pour décharger une bobine de son axe :
- Tourner la bobine dans le sens de l'enroulement pour libérer les cordons de blocage.
- Retirer ou faire pivoter l'axe autobloquant.
- Retirer la bobine de l'axe autobloquant.
6 ENTRETIEN
6.1 Nettoyage
La machine doit être nettoyée régulière. La saleté et la poussière degradent et alterent le résultat des processus de plastification.

ATTENTION :
Ne pas utiliser de matérielux abrasifs pour nettoyer la machine. Ceci peut endommager les surfaces peintes ou la silicone qui recouvre les cylindres.
Utiliser un chiffon humide pour le nettoyage.

ATTENTION :
Veillez à ce que l'eau ne pénétre dans aucune des armoires. Ceci peut endommager les circuits électriques lorsqu'ils sont mis sous tension.
Nettoyer l'extérieur de la machine avec un chiffon humide si nécessaire. Au besoin, utiliser une solution détergente de menage pour enlever les taches difficiles.
Nettoyer les arbres et les cordons en caoutchouc si nécessaire.
6.1.1 Nettoyage des cylindres recouverts de silicone.
Les cylindres doivent être nettoyés régulierement pour empêcher l'accumulation de résidu adhésif. Ceci peut finir par endommager les cylindres.
Utiliser un chiffon humide non peluchex pour enlever la poussiere et toute autre saleté.
Utiliser un bloc de nettoyage à la silicone pour enlever les taches qui adhérent sur les cylindres.
Note :
L'adhesif est plus facile à enlever lorsque les cylindres sont chauds.
Placer un panneau pour recueillir les déchets entre les cylindres pendant le nettoyage du cylindre supérieur, pour empêcher que les résidus adhésifs ne tombent sur le cylindre inférieur.

AVERTISSEMENT:
S'ASSURER QUE LES CYLINDRES SONT FROIDS LORSQUE L'ON UTILISE DE L'ALCOOL POUR LE NETTOYAGE. L'ALCOOL ISOPROPYLIQUE EST TRES INFLAMMABLE.
Les taches difficiles peuvent être enlevées à l'aide d'alcool isopropylique (IPA) et d'un chiffon propre non pelucheux.
Ne pas verser d'alcool isopropylique directement sur la machine.
6.2 Maintenance préventive
Nos machines sont conçues de manière à ne demander que peu d'entretien (à titre préventif) en plus du nettoyage.
Les contrôles suivants doivent être effectuels :
- Axes autobloquants avec cordons de blocage.
6.2.1 Axes autobloquants
Vérifier le mecanisme autobloquant sur chaque axe.
- La distance (d) entre les cordons en caoutchouc et les bords de la cavité doit être de 8 ± 2.5 mm au minimum (le cordon ne doit pas toucher le plan incliné).
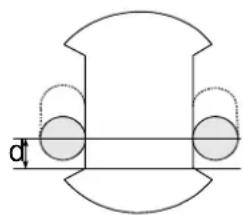
A
B
Figure 22: Axe autobloquant
Si ce n'est pas le cas, corriger de la façon suivante :
- Desserrer la bride (2) à l'aide de la vis (1) jusqu'à ce que le cordon soit libre d'un côté.
Raccourcir le cordon d'environ 10 mm (0,4 pouce). - Remetre en place l'extrémité du cordon sous la bride (2).
- La fixer en serrant la vis (1).
6.3 Dépannage
Pendant le traitement, des rides peuvent apparaître dans l'image (1) sur la table frontale (2) et sur le résultat du processus (4) sur la table de sortie.
Les figures ci-dessous montrent quelques exemples où elle est provoquée par les cylindres principaux (3) et donnent une solution possible.
Attendre de traiter quelques mêtes pour juger des résultats.
Pression trop elevée.
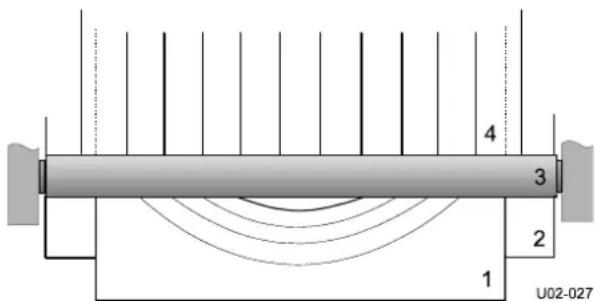
Figure 23: Rides dues à une pression tropéevee
- Diminuer légèrement la pression du cylindre (5-10%).
Pression tropasse.
Figure 24: Rides dues à une pression trop BASSE
- Augmenter légèrement la pression du cylindre (5 - 10%)
Tension de déroulement insuffisante.
Figure 25: Rides due à une tension de déroulement insuffisante
- Augmenter la tension de déroulement jusqu'à ce que les rides (6) du film sur le cylindre disparaissent. Les lignes (7) disparaissent également dans le résultat du processus.
Defaut d'alignement du cylindre.
Figure 26: Rides dues à un défaut d'alignement du cylindre
Les rides se produisent sur une face uniquement (gauche ou droite).
- Il s'agit d'une erreur de réglage de la machine. Contacter le revendeur et demander l'intervention de l'assistance technique.
Les bobines de matériel sautent.
On peut entendre un battement régulier dans le support de l'axe.
- Regler le support de l'axe (1) en tournant vers le haut ou vers le bas la vis à l'aide d'une clé Allen (2).

Figure 27:Réglage du support de l'axe
Pour obtenir de l'aide, vous pouvez entrer en contact avec votre revendeur ou à l'adresse fournie à la page de copyright au début de ce manuel.
Établissez une description claire du problème avant de contacter l'assistance technique.
Conservez le type et le numero de série de votre machine à portée de la main.
Vou puez detrouver cesdonnées sur la plaque d'identification de voitr machine, qui peut etre trouvée à l'arriere de l'armoire de droite.
7 GLOSSAIRE
Bobine
(Axe avec) cylindre chargé de film ou de papier protecteur.
Bobine vide
Cylindre de carton vide qui reste lorsque tout le matériel d'une bobine a ete utilise.
Contre-collage
Application permanente d'une image sur une plaque de support.
Cylindre
Pierre de l'élément principal de la machine qui exécute le processus en question (voir cylindres principaux).
Cylindres principaux
Ensemble de deux cylindres revétus de silicone qui exécutent le processus en question.
Décalcomanie
Réalisation d'une image avec le film de plastification du (:é de l'image et l'adhésif au dos.
Décalque
Image portant de l'adhesif au dos.
Encapsulation
Introduction d'une image entre deux films sensibles à la chaleur.
Enroulement
Chargement de la machine avec le film, de sorte que la machine soit prete pour le traitement.
Film adhesif
Support adhésif destiné à prendre une image auto-adhésive. Du côté qui se trouve en contact avec l'image, le supportporte de I'adhesif avec ou sans papier protecteur. Le support peut servir de papier protecteur ou etre fourni avec une deuxieme couche adhesive (froide) et un papier protecteur.
Film de plastification
Couche mince de matériel transparent à appliquer de façon permanente à une image.
Ligne de contact
La zone où les cylindres principaux supérieur et inférieur se rencontret est appelée ligne de contact.
Plaque à surface non adhésive utilise pour la plastification d'une image sur une seule face.
Panneau d'amorce
Plaque de mousse rigide aux caractéristiques identiques à celles des panneaux à traiter. Elle permet de charger le film dans la ligne de contact des cylindres principaux et de régler la pression.
Papier protecteur
Film de support protégeant la couche adhéseve d'un film de plastification ou du film de contrecollage. Une fois que le papier protecteur est détaché, la couche adhéseve devient exposée.
Plaque de développement
Fine plaque (de plastique) à surfaces non adhesives utilisée dans les processus sans panneaux.
Cette plaque peut etre utilisees plusieurs fois.
Plastification
Revêtement d'une image d'une couche mince de matériel transparent.
Pre-adhesivage
Revêtement d'un substrat de film adhésif de contre-collage sur lequel une image peut être montée.
36 Manuel d'utilisation 62 Pro S

