
62 Pro S - Máquina de laminado SEAL - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato 62 Pro S SEAL en formato PDF.

Preguntas de los usuarios sobre 62 Pro S SEAL
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina de laminado en formato PDF gratis! Encuentra tus instrucciones 62 Pro S - SEAL y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. 62 Pro S de la marca SEAL.
MANUAL DE USUARIO 62 Pro S SEAL
Reservados todos los derechos.
Toda la informacion incluida en este manual y en los suplementos a anexos de este manual estan susetas a las leyes de
derechos de autor. Queda prohibida la Utilization, copia, reproduccion, transmision o divulgacion de esta informacion a
tercero sin是我国的 consentimiento previo por escrito.
Seal® no se hace responsable de los erros que pudieran aparecer en este documento ni tampoco offre garantía implicada o explicita de ningún tipo en relacion con el material descririto, incluyendo, excepta que elo constituya un limite, las garantías implicadas de commercialización e idoneidad para una finalidad concreta.
Seal® no responderá de los días imprevistos o emergentes relacionados con, o que pueda surgir del suministro, funciona en el uso de este documento y del material de programa que describe.
Italiano
1.4.3 Sur la machine
Montadora y laminadora

INTRODUCCION
Gracias por adquirir el SEAL 62 Pro S.
Se ha invertido el máximo esfuerzo en el Diseño de estaquina para proportionscarle muchos años de serviceo friable.
Cuando se familiarice con suquina, disfranchiar a alta calidad de suresultado y la excelente ingenieria desarrollada en su practicdo diseno.
Laquina descrita en este manual tiene caracteristicas multifuncionales y permite realizar los procesos siguientes:
- laminado de alta calidad,
- montaje de imagenes en paneles,
- montaje y laminado en un solo paso,
- y adhesivos.
Existe una amplia gama de productos de laminado, cada uno con sus propias aplicaciones y specifications de proceso.
Este manual contiene una descripción general de variedes procesos.
Para mas detalles sobre la elección depelliculas y soluciones de aplicacion, consultese el catalogo de producto de pelliculas y adhesivos Seal.
Los resultados de proceso de estaquina puede controlarse ajustando los parámetrosesionales:
velocidad,
- presión,
- tensión de desenrollado de la(s)pellicula(s)y
- temperatura.
EL MANUAL
El manual está dirigido al usuario del 62 Pro S. Familiarícese con elmanual antes deponer en marcha laquina.
El manual contiene informacion importante para una instalacion, un functiomento y un mantenimiento correctos de laquina.
Asimismo contiene instrucciones importantes para evacar accidentes, danos personales y/o graves antes y durante el funcionaimiento de laquina.
Familiarícese con el funciona y manejo de laquina y respete al pie de la ley lo Shops.
Si tiene preguntas orequiresisasominformation sobrestemaspecificos relacionados con laquina, no dude enponerse encontactoconnosotros.Ladirecciónyeltelefonodecontactaparecen enla頁pina decopyright.
El Capitulo 1 contiene un resumen de la informacion de garantia del fabricante.
Asimismo describe los dispositivos de seguridad instalados en laquina y proportiona una lista de normas y advertencias de seguridad. Lea este capitulo detenidamente.
El Capitulo 2 contiene una descripción general de laquina y de los principios del proceso para familiarizar a los usuario nuevos con laquina.
El Capitulo 3 contiene specifications de laquina, las medidas de la mesma y las medidas de los materiales a utiliser en laquina.
El Capitulo 4 guía al usuario a工程技术 del proceso de instalación de laquina. Asimismo proporcióna información sobre el traslado, el transporte y la parada de laquina.
El Capitulo 5 muestra el funciona a工程技术 de variedes procesos para adquirir un conocimiento Basics de laquina.
En el Capitulo 6 se describes operaciones de mantenimiento para un funcionalement eficiente, duradero y sin fallos de laquina. En el apartado de averias se sugieren posibles actuaciones si los resultados no estan a la alta de lo esperado.
El Capitulo 7 es un glossario en el que se explicía la terminología empleada en el manual.
INDICE
1 Garantía e instrucciones de seguridad 1
1.1 Garantia 1
1.1.1 Condiciones de garantía 1
1.1.2 Periode de garantía 1
1.2 Declaración de fin de vida 1
1.3 Seguridad 2
1.3.1 Caracteristicas de segundad 2
1.3.2 Normas de seguridad 3
1.4 Advertencias 3
1.4.1 Advertencia general sobre "DES" 3
1.4.2 En el manual 3
1.4.3 En laquina 4
2 Descripción 5
2.1 Descripción general 5
2.2 Identificacion de componentes 6
2.3 Principio del proceso 7
3 Especificaciones 8
3.1 Identificacion 8
3.2 Medidas de laquina 9
3.3 Especificaciones de material 10
3.4 Especificaciones de laquina 10
4 Instalación 11
4.1 Desembalaje 11
4.2 Instalación 12
4.3 Transporte 13
5 Funcionamento 14
5.1 Controles del proceso 14
5.1.1 Panel de control 14
5.1.2 Control de calefactores 17
5.1.3 Controles adiconiales 18
5.1.4 Indicaciones de error 20
5.2 Modos de funciona 21
5.2.1 Modo normal 21
5.2.2 Modo lento 21
5.3 Colocacion de rollos depellicula 22
INDICE iii
5.3.1 Ejes de sujeción automática 22
5.3.2 Uso depelliculas con forro antiadherente 22
5.3.3 Carga de rollos depellicula en el eje 23
5.3.4 Uso de una barra separadora 24
5.3.5 Ajuste previo de la tension 24
5.3.6 Ajuste de presión 24
5.4 Carga 25
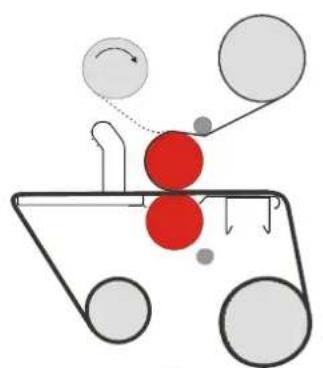
5.4.1 Seccion superior exclusivamente 26
5.4.2 Seccion superior e inferior 26
5.4.3 Resultado para enrollar o de rodillo a rodillo 27
5.5 Procesos y ajustes 29
5.5.1 Montaje de imgenes o adhesivos 29
5.5.2 Paneles con encolado previo 30
5.5.3 Sobrelaminado 30
5.5.4 Laminado de una casa 30
5.5.5 Laminado de doble coma 31
5.5.6 Adhesivos 31
5.6 Descarga 31
6Mantenimiento 32
6.1 Limpieza 32
6.1.1 Limpieza de los rodillos revestidos de silicona. 32
6.2 Mantenimientopreventivo 33
6.2.1 Ejes de sujecion automatica 33
6.3 Solucn de problemas 33
6.4 Servicio técnico 35
7 Glosario 36
1 GARANTÍA E INSTRUCCIONES DE SEGURIDAD
1.1 Garantía
El periodo y las conditiones de garantía especificados en este apartado son solamente un resumen de las conditiones de garantía generales de Seal. Para conocer los detalles sobre el periodo y las conditiones de garantía de laquina, consulte al distribuidor local.
1.1.1 Condiciones de garantía
El fabricante garantiza al usuario final original* la reparacion bajo el periodo de garantia aplicable o su sustitución sin cargo algoo (a nthro criterio) en caso de que la maquina contenga defectos de material o fabricacion.
Note: Los rodllos principales estan susjetos a desgaste y rotura normales y, en consecuencia, la garantia cubre solamente defectos de material.
El fabricante y sus representantes no se responsabilizarán de cualesquiera daños causados por laquina o de perdidas de productividad.
La garantía pierde vigencia en los casos sugíentes:
- Se han efectuado Cambios o modificaciones en laquina que no han sido aprobados explicamente por el fabricante.
- Personal no autorizo realiza cambio y modificaciones en laquina.
- Laquina se utilizes en conditiones de trabajo differentes de las normales.
- La maquina se utilizes para finesDistinctos a los previstos (vease la pagina 3).
- El usuario final original es la primera persona que adquiere laquina del fabricante o de surepresentante.
1.1.2 Periode de garantía
El periodo de garantía estándar es de un año a partir de la Fecha de compra. Sin embargo, este periodo pueda prolongarse en función de la legislación local o de acuerdos de compra. Los rodillos principales tienen un periodo de garantía de 6 meSES sobre defectos de material.
La garantía finaliza en los casos siguientes:
- Finalizacion de los periodos arriba especializados.
- Laquina cambia de propietario.
- La garantía pierde validez por una de las conditiones arriba signaladas.
1.2 Declaración de fin de vida
Su SEAL® 62 Pro S ha sido Diseñado para proportionsar años de confiable servicios y sin problemas, pero en algunosmomento pueda sernecessaryirar la unidad del service. Para proteger我们的 medio ambiente se deben seguir directrices y requisitospecificas.
Estaquina está construida principalmente de chapa de acero y no contiene materiales peligrosos. Este sistemas tiene componentes electricos que deben ser rotirados de laquina y eliminados de acuerdo con los requisitos del pais, region o locales.
El SEAL® 62 Pro S es equipos industriales según lo indicado en la catégorie 6 del Anexo 1A de la EU (residuos de aparatos electricos y electrónicos) WEEE Directiva 2012/19/UE.Esta Directiva a partir de 2014 se aplica a este tipo de equipo, y en el futuro esta Directiva debe ser revisada para cualquier cambio que pueda aplicarse ahora.
1.3 Seguridad
Laquina lva dispositivos de seguridad para garantizar la seguridad funcional de la mesma.
El fabricante ha hecho todo lo que está en sus manos para evaporar cualesquiera daños y para informarle de laforma más precisa y completea possible de los eventualespeligro relacionados con el uso de laquina.
No obstar, debe actuar con precauacion al manejar laquina.
Lea las siguientes instrucciones de seguridad y familiarícese con los símbolos de advertencia resumidos en el apartado de advertencias.
1.3.1 Caracteristicas de seguridad
Paradas de emergencia
Laquina dispone de 2 paradas de emergencia. Cuando está activadas, laquina se para por completeness y la alimentacion electrica al controlador del motor se desconecta. Antes de poder reinicuar el funciona, es necessario desacoplar las paradas de emergencia.
Dispositivos de seguidad opticos
Laquina dispone de un dispositivo de seguidad optico situado en ambos laterales de la linea de contacto de los rodillos principales. Estos dispositivos realizan una comprobacion del funciona entre el transmisor y el receptor.
Cuando se detecta un error (por exemple se interrupme la senal) el motor se detiene y se desactiva el controlador del motor.
La seals de parada del dispositivo optico del lado de salute (el trasero durante el funcionaimiento en modo de avance o el frontal durante el funcionaimiento en modo de retroceso) de la linea de contactos se omite.
La postal de parada del dispositivo optico del lado de entrada se omite cuando se selecciona el modo lento y se presiona el conmutador de pedal.
Conmutador de pedal de seguridad
El conmutador de pedal se utilizes como control remoto para arrancar y detener laquina en modo normal y lento.

ADVERTENCIA:
EL DISPOSITIVO DE SEGURIDAD OPTICO SE DESACOPLA AL UTILizar EL CONMUTADOR DE PEDAL DE SEGURIDAD EN MODO LENTO.
POR TANTO, ALEJESE DE LA LINEA DE CONTACTO DE LOS RODILLOS AL PRESIONAR EL PEDAL CON EL MODO LENTO ACTIVO.
El conmutador de pedal de seguridad está protegado con un cierre de seguridad para evitar la conmutacion accidental. Inserte el pie Completely para desacoplar el cierre.
Modo lento
El modo lento se utilizes al configurar lamaids conpelliculas o imagenes nuevas.
En modo lento, cuando laquina se pone en marcha mediante el conmutador de pedal, esta funciona a baja velocidad para que el maquinistaonga las manos libres para colocar e introducircorrectamentepelliculas o imagenesniervas en laquina.
1.3.2 Normas de seguridad
Trabajo con precaución
El propietario de laquina es responsable del funcionaamento seguro de laquia. Por tanto, está obligado a familiarizar al personal operativo con el contenido de este manual y advertiles de todos lospeligos posibles.
No está permitido ALTERAR, Desmontar ni desactivar los dispositivos de seguridad.
1.4 Advertencias
1.4.1 Advertencia general sobre "DES"

ADVERTENCIA:
PELIGRO DE ELECTROCUCION POR DESCARGA ELECTROSTÁTICA. EL PROCESO DE PELICULAS A TRAVÉS DE RODILLOS LAMINADORES GenerA CARGAS ELECTROSTÁTicas.
El peligro de electrocución "DES" se reduce realizando un recubrimiento antiestálico en el sueño y ropay y calzado antiestálico.
1.4.2 En el manual
En estemanualencontrar3 nivelesdeadvertencia.

ADVERTENCIA:
EL MENSAJE DE ADVERTENCIA SE UTILIZA CUANDO PUEDE SURGIR UNA SITUACION DE PELIGRO DE MUERTE O CUANDO SE PUEDEN PRODUCIR DANOS PERSONALES.
SIGA LAS INSTRUCCIONES ATENTAMENTE.

PRECAUCION:
El mensaje de precaución se usa cuando existe peligro de daños en laquina o en los materiales.
Respete las instrucciones para registrar daños.
Nota:
Este mensaje se utilizes para proportionar informacion util que facilite el functiOnamento, evite malgastar material, etc.
1.4.3 En laquina
Laquina (vease la Figura 1) lva, en negro sobre fondo amarillo, los simbolos de advertencia seguides:

OBJETOS CALIENTES (1)
PELIGRO DE QUEMADURAS.
ALEJESE DEL RODILLO PRINCIPAL SUPERIOR SI ESTÁ CALIENTE.
Este sido se colocata en el panel lateral inferior en ambos lados de laquina, justo encima del rodillo principal superior, y puede verse desde el lado frontal y trasero, en la guia de imagenes del lado de entrada de la linea de contacto entre rodillos y en la barra de seguidad de la linea de contacto del rodillo de salute (1).

PIEZAS ROTATIVAS (2)
PELIGRO DE LESIONES PRODUCIDAS POR PIEZAS GIRATORIAS. ALEJE LOS DEDOS, LA ROPA, EL CABELLO, ETC. DE LAS PIEZAS ROTATIVAS.
Este Trickbolo aparece en los brazos de la mesa de alimentacion y en los armarios situados inmediamente encima de la mesa de salute (2).

DESCARGA "DES" (3)
PELIGRO DE ELECTROCUCION POR CARGAS ELECTROSTATICAS GENERADAS EN esta ZONA.
Este Trickbolo figura en las zonas en que pueda formarse cargas electrostaticas. Las piezas de laquina cercanas a la linea de contacto de los rodillos y el material saliente son las partes en que mas probablemente se generate an este tipo de cargas. Por consiguiente hay simbolos DES en la guia de imagenes y en las barras de seguridad de la linea de contacto de los rodillos de salute (3).
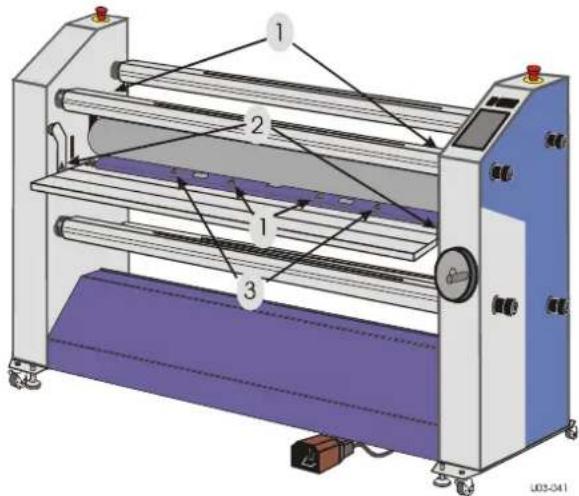
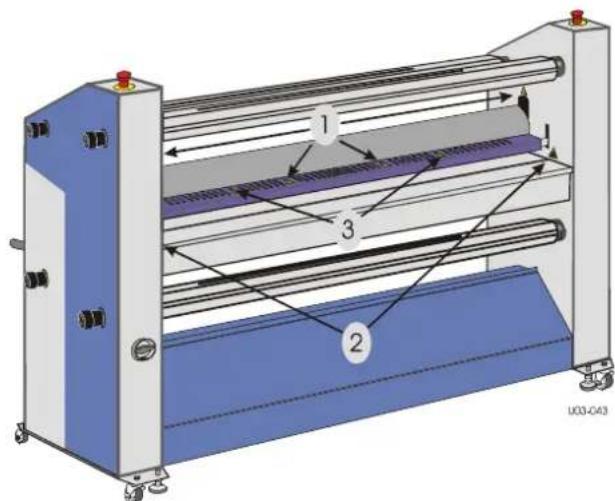
Figura 1: Posiciones de los@simbolos de advertencia.
2 DESCRIPCION
En esteApartado se describe laquina y el funciona bajo de la misma.
2.1 Descripción general
Laquina descrita en este manual es unaquina monodireccional concedebida para procesar materiales autoadhesivos y materiales termoactivados.
Los dos rodillos principales revestidos de silicona generate la presion conforme pasan las imagenes ypelliculas de encolado.
La zona de contacto del rodillo principal superior e inferior se denomina "linja de contacto". El rodillo principal superior puede desplazarse manualmente hacer arriba o bajo de forma que la linea de contacto pueda modifierse para introduir diversos grosores. Una referencia mecnica muestra el valor fjado.
El volante de ajuste de la linea de contacto permite fjar asimismo la presion para el proceso de laminado.
El rodillo principal inferior está acontecido por un motor. La velocidad可以选择 ajustarse manualmente entre cero y un valor máximo dato.
Cuando el rodillo superior está equipado con un calefactor,"These rodillos permiten procesar también materiales termoactivados. El calefactor dispone de unaunidad de control independiente paraaabstar ycontrollaratemperatura(consulte el apartado 5.1.2).
Laquina permite quatre positions estandar de los ejes. Las dos posiciones inferiores能把 actuar como posiciones de desenrollado o enrollado y, además de conferir más flexibilitad a laquina, permiten el procesamento de rodillo a rodillo para algunos procesos.
Laquina puede dividirse en una seccion superior y otra inferior.
La sección superior, arriba en la mesa de alimentación, se compone de dos positions de eje de sujeción automatica y una barra separadora (piñón deslizante). La posición trasera del eje sirve para disenrollarpelliculas,la posición en el lado frontal para enrollar por ejemplo el forro antiadherente.
Las 2 posiciones en la sección inferior son posiciones de desenrollado/enrollado para maximizar la flexibilitad de la sección. Por lo tanto, pueda utiliser para la alimentación de la lámina inferior desde la parte trasera a la frontal, pero también para la alimentación de imagenes desde la parte frontal a la trasera (de rodillo a rodillo).
Para este proceso de rodillo a rodillo existe un desenrollado de dispositivos optional para apoyar el rodillo alimentador de imagenes.
Cuando se ha instalado la mesa de alimentacion Easy Feed optional, el alimentador de dispositivos could uselize aso desenrollado de dispositivos.
2.2 Identificacion de componentes
1) Ruedecillas y patas niveladoras.
2) Conmutador de pedal
3) Eje de disenrollado/enrollado con control de tension
4) Ajuste de la linea de contacto de los rodillos y la rueda de control de presión
5) Rodillos principales
6) Mesa de alimentación
7) Guía de imágenes
8) Eje de enrollado con control de tension
9) Panel de control
10) Control de calefactores
11) Botón de emergencia
12) Eje de disenrollado con control de tension
13) Barras separatadoras
14) Barra de seguridad de la linea de contacto del rodillo de salute
15) Calefactor
16) Mesa de salute
17) Etiqueta de identificacion
18) Toma de alimentación principal
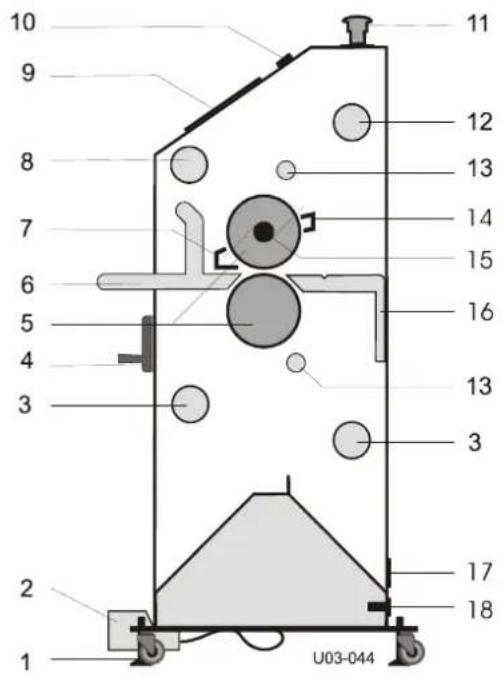
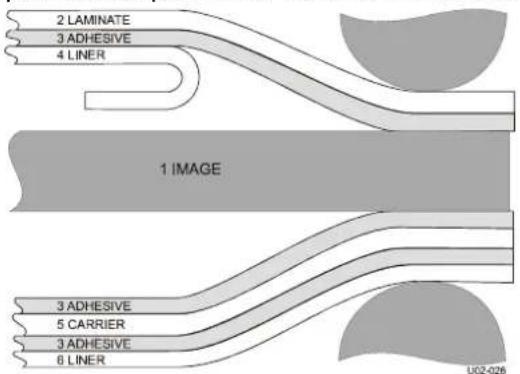
Figura 2: Identificacion de los principales componentes.
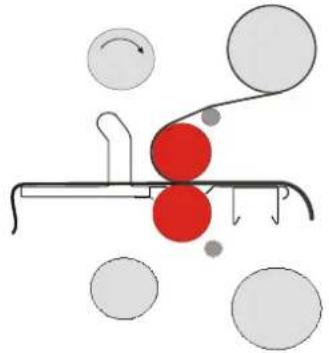
La Figura 3 muestra la seccion transversal de las capas en el proceso de autoadhesivos. En este proceso se permite el maximum numero de capas.
Figura 3: Sección transversal de capas al fabricar un autoadhesivo.
La fabricación de un autoadhesivo es generalmente un proceso en frío en el que la capa inferior no vale forro antiadherente.
El forro antiadherente (6 lámina separable) no se elimina en el proceso de autoadhesivo. No siempre hay un portador (5). En theseos casos, el forro antiadherente (6) actua también como portador.
La capa superior es una lámina de contacto yriba un forro antiadherente.
Las láminas termosensible no搬迁e generalmente forros antiadherentes (4), componiendose tan solo de la lámina (2) con una capa adhesiva termosensible (3).
En todos los procesos los materiales se introducen a工程技术 de la linea de contacto de los rodillos desde la parte frontal para unirse por presion o temperatura.
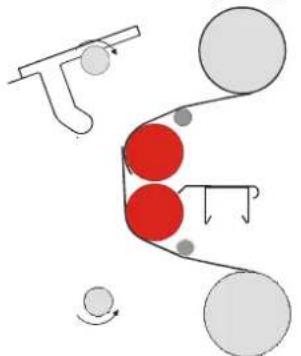
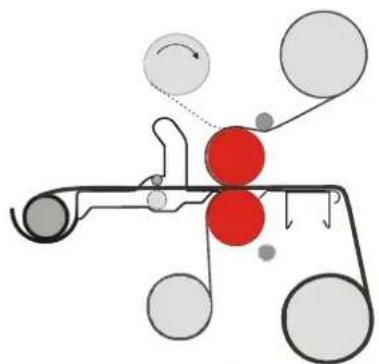
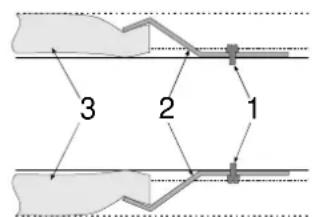
La Figura 4 muestra un proceso en el que se explota al máximo el potencial de laquina. Se ilustra un proceso de 创建 de adhesivos de imagenes rodillo a rodillo, con una capa superior e inferior de contacto.
La pellicula superioriene un forro antiadherente,Mencion que la capa inferior no lo lva.
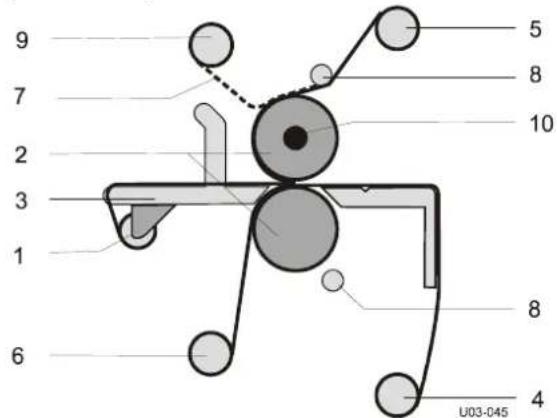
Figura 4: Creación de "Pop-up art", con alimentación de imagenes desde rodillo.
LaImagen que ha de encolarse por ambos lados se disenrolla de un rodillo situado en el disenrollado de dispositivos montado en la mesa optional (1) y se introduce entre los rodillos principales (2) a trovés de la mesa de alimentacion (3). El eje de disenrollado/enrollado inferior (4) se ajusta para enrollar el producto acabado.
Cuando se ha instalado la mesa de alimentacion Easy Feed optional, el alimentador de dispositivos could be utilized para colocar el rodillo de imagenes.
La película de encolado superior se toma de un rodillo alimentador situado en el eje de disenrollado superior (trasero) (5). LaIELLE de encolado inferior se toma de un rodillo alimentador situado en el eje de disenrollado/enrollado inferior (frontal) (9).
Si se utilizes una lámina de contacto, a dato leva un forro antiadherente (7) que hay que quitar. Como en la mitad superior, la lámina para vares de una barra separadora (8) donde se Separate el forro antiadherente. El forro antiadherente se enrolla en un nucloe de carton situado en el eje de enrollimiento (9) en la seccion superior.
La película de montaje tiene adhesivo porreds y forro antiadherente,que debemantenerse hasta que se monte la imagen, solo en un lado. Por lo tanto, la película de montaje seprocesa de la mesma forma que una lamina sin forro antiadherente.
Nota:
Si se utilizes una lámina de contacto sin forro antiadherente (como en la sección inferior), no debe pagar sobre la barraSeparateda para evitar que queden restos de adhesivo en la misma.
Dado que la posicion trasera es necesaria para el resultado, la película inferior se toma de la posicion frontal. Las functions combinadas de disenrollado/enrollado en las posiciones inferiores hacen possible este intercambio de disenrollado y enrollado.
El rodillo principal superior puede calentarse (10). La pellicula termosensible se introduce bajo de la barra separadora (8) asegurar la maxima superficie de contacto con el rodillo principal caliente.
3 ESPECIFICACIONES
3.1 Identificacion
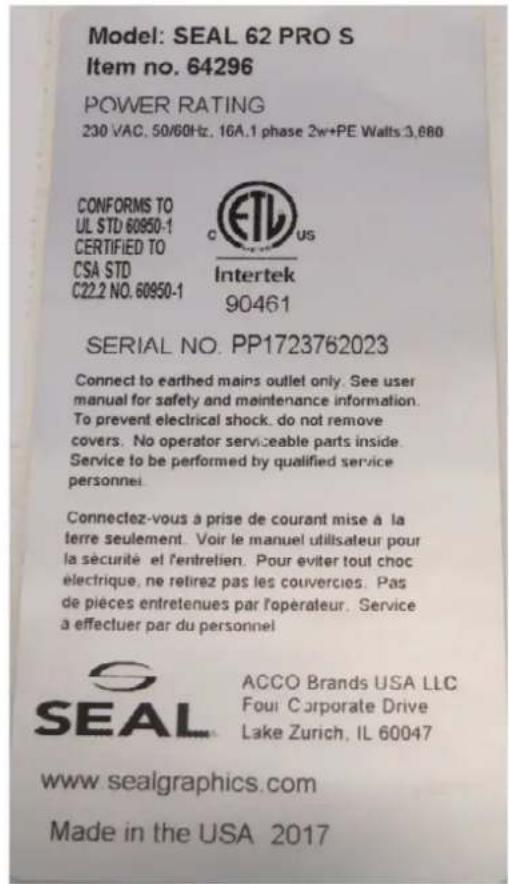
La etiqueta de identificacion de laquina (ejemplo en la
Figura 5) está ubicada en la parte inferior del armario derecho, en la parte posterior de laquina.
Esta etiqueta indica el modelo (version) y la potencia nominal de laquina.

PRECAUCION: La fuente de alimentacion debe ser capaz de proportionar la potencia nominal de acuerdo con los requisitos del numero electrico para el area de instalacion.Consulte con un electricista local para los requisitos de alimentacion.
Figura 5: Etiqueta de identificacion de laquina (ejemplo).
3.2 Medidas de laquina
Sin embalar: Métrico Americano
Ancho 223.2 cm 87.9 in.
Altura 140.7 cm 55.4 in.
Profundidad (excl. mesa) 65.4 cm 25.7 in.
Profundidad (incl. mesa de alimentacion) 66.6 cm 26.2 in.
Profundidad (incl. mesa Easy Feed y alimentador) 92 cm 36.2 in.
Altura de trabajo 89 cm 35 in.
Peso
488 kg
1076 lbs
Embalada:
Profundidad 90 cm 35.4 in.
Peso
540 kg
1090 lbs
Zona de trabajo:
Ancho 420 cm
168 in.
190 cm (75 in.) + 2x longitudinal maxima del panel
Profundidad
Nota:
El uso de ropa y calzado antiestálico por parte del maquinista y un recubrimiento antiestálico del suejo contribuyn a reducir la formación de cargas electrostáticas (DES).
Unahumedad relativa minima de 70% contribuye también a reducir el peligro de DES.
3.3 Especillas de material
Ancho maximalo: Metrico Americano
Proceso hasta 50^ (122^) 1575 mm 62 in.
Proceso hasta 125^ (257°F) 1524 mm 60 in.
Dimetro maximo de rodillo:
Desenrollado de material 305 mm 1 ft.
Enrollado de antiadherente (enrollado superior) 180 mm 6 in.
Enrollado de antiadherente (enrollado inferior) 200mm 8 in.
Grosor maximo del panel: 38 mm 1.5 in.
Diametro interior del nucleo del rodillo:
76.2 mm 3 in.
3.4 Especillas de laquina
Requisitos de alimentacion electrica:
62 Pro S - Europa
1N/PE 230VAC +/- 10% , 50/60Hz, 16A
62 Pro S - EE.UU.
2W+G 230VAC +/- 10%, 50/60Hz, 16A
Para conocer el suministro de tension correcto de su version, consulte la etiqueta de identificacion situada en laquina.
Numero de posiciones estandar de los ejes:
Desenrollado de material
1 (sujeciún automática)
Enrollado de antiadherente
1 (sujeciún automática)
2 (sujeciún automática)
Characteristicasoptionales:
Desenrollado con trazado extraordinario para nucleos de 2" y 3" (instalable por el cliente)
Mesa de alimentación Easy Feed (instalada de fabrica)
Ajuste de la linea de contacto de los rodillos:
0-40 mm 0 - 1^9 / 16 in.
Presión:
1-2.5 N/mm 5.71-14.28 lbf/in.
Velocidad del proceso:
Maxima
6 m/min 20 ft/min
Modo lento
0.6 m/min 2 ft/min
Temperatura maxima del rodillo:
Nivel de ruido
<70 dB(A)
4 INSTALLACION

ADVERTENCIA:
LA INSTALACION DEBE REALIZARLA PERSONAL ESPECIALIZADO.
Nota:
Asegürese de que hay espacio sufiente en el emplazimiento final de laquina. Necesitará espacio para introducir, recibir y recortar imagenes.
4.1 Desembalaje
Para la entrega, laquina se embala en una bolsa de plástico para registrar la entrada de humedad. Se transporte en una caja de carton y se fija a una plataforma de transporte de madera.
Nota:
Para desembalar laquina se necesitan por lo menos 2 personas.
Laquina está equipada con ruedecillas para poder el traslado.
Coloque la plataforma de transporte en un lugar con espacio suficiente para bajo laquina de la plataforma (unas 3 vezes la longitud).
Para el desembalaje, siga los pasos descriritos a continuación (vease la Figura 7):
- Corte las bridas de sujeción y levante la caja de cartón.
- Quite la Bolsa de plastico.
- Apoye las dos rampas (4) contra el lado de descarga del palet de forma que las ruedecillas (5) giren libremente desde el borde.
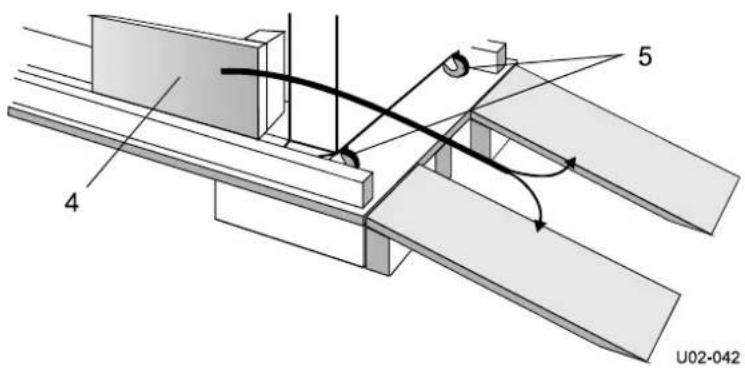
Figura 6: Colocacion de las rampas.
- Aparte todos los accesorios sueltos.
- Quite los cinco permos de fijación (1).
- Baje los cuatro pies niveladores (2) para alzar laquina.
- Retire los bloques de madera (3).
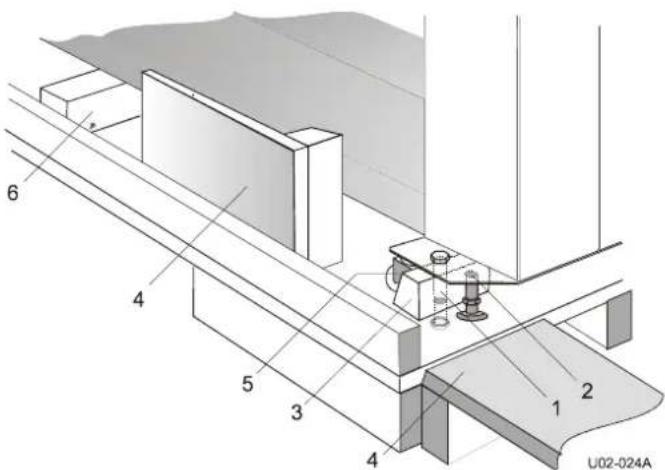
Figura 7: Desmontaje de las piezas de transporte.
- Quite los tornillos del bloque de apoyo (6) y gire el bloque para quitarlo de debajo de laquina.
- Suba Completely los quatre pies niveladores (2) para apoyar laquina sobre las ruedecillas (5).
- Desplace laquina con precaución del palet utilizingas rampas.

ADVERTENCIA:
LA MAQUINA DEBEN DESPLAZARLA CON 2 PERSONAS. ES MUY PESADA E INGOBERNABLE PARA UNA PERSONA SOLA.
Note: Guarde el material de embalaje para traslados posteriores sobre largas distancias o eliminelo de acuerdo con la normativa local.
4.2 Instalación
- Desplace laquina (y los accesorios) al emplazamente final.
Nota: Deje un amplio espacio de trabajo. Vexe la
Figura 8.
L = longitudinalidad del panel,
S = espacio minimalo 60 cm.(24") X_1 = 130 cm (51"), X_2 = 330 cm (130")
12 Manual de uso 62 Pro S
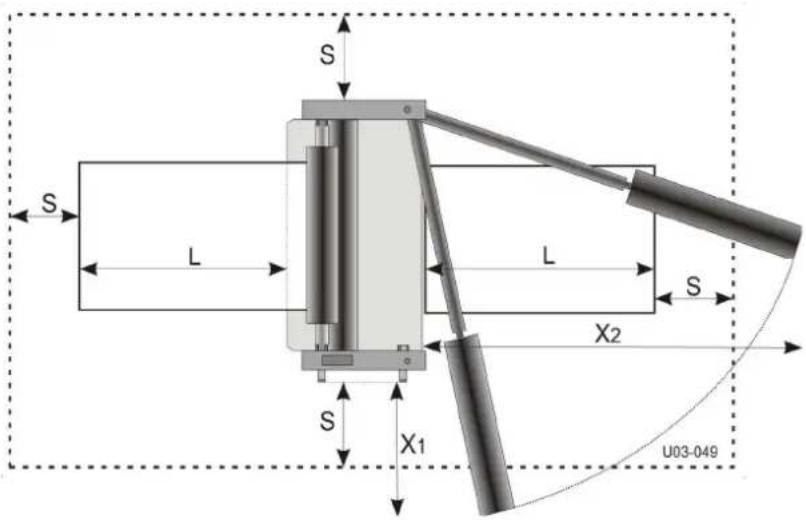
Figura 8: Zona de trabajo.
- Baje los cuatro pies niveladores hasta que las ruedecillas seSeparated del suejo.
-
Separe todo el material de transporte.
-
Corte las bridas que rodean los soportes de los ejes y quite las espumas de transporte.
Corte las bridas que
sujetan los brazos de la mesa de alimentacion.
Corte las bridas que rodean el eje del rodillo principal y suba el rodillo principal superior para retirar los tacos de transporte de la linea de contacto de los rodillos.
- Corte las bridas que sujetan el rodillo de tracción superior y abra los rodillos de tracción para quitar las placas de transporte.
- Coloque un nivel de burbuja (horizontal) en el rodillo principal superior y (vertical) contra la parte frontal deodos armarios para nivelar laquina ajustando los quatre pies niveladores.

PRECAUCION:
Compruebe los values de alimentacion electrica antes de realizar la connexion.
Consulte elApartado 3.4 para poder los detailles de alimentacion.
- Connecte laquina a la alimentacion principal mediate el cable de alimentacion incluedo con laquina.

PRECAUCION:
Solamente si es absolutamente Neededo pueda usar cables de prolongacion de gran calidad. Desenrollar Completely el cable.

ADVERTENCIA:
ASEGÜRESE DE QUE EL CABLE DE ALIMENTACION Y/O DE PROLONGACION NO IMPIDE CAMINAR ALREDEDOR DE LA MAQUINA.
4.3 Transporte
Laquina peut transportarse sobre las ruedecillas en superficies planas.

PRECAUCION:
Suba Completely los pies niveladores paraatar que se doblon o rompan al chocol accidentalmente con algo Obstaculo.
Sobre superficies accidentadas, utilise una carretilla u horquilla elevadora.
Para transporte laquina sobre grandes distancias, utilise el palet y embalaje original y execute el procedimiento de desembalaje enorden inverso.
5 FUNCIONAMIENTO
En este capítulo se describe el funciona de los controlles eindicadores,los发展模式 defuncimiento,la configuracion y control de laquina y diversas aplicaciones.
Los apartados de este capítulo aparecen de acuerdo con la secuencia en que se necesita la información para los procesos de laminado.
Para el proceso de montaje pueda omitirse los apartados 5.3 y 5.4 con la exception del ajuste de la presión (consulte el apartado 5.3.6).
5.1 Controles del proceso
Este apartado contiene una descripción general de los mandos del panel de control (Figura 9), del

control de los calefactores (
Figura 10) y de cualesquiera other parts de laquina (Figura 11).
Nota:
Si el proceso requiere el calentimiento de los rodillos, conecte los calefactores aproximadamente 1 hora antes del proceso. Cierre la linea de contacto entre los rodillos y deben configurar laquina a baja velocidad para evitar punto más calientes que ellos.
5.1.1 Panel de control
En este párafo se describen los controlles eindicadores del panel de control.
Si parpadean los indicadores LED, significa que se ha producido un error. Consulte elApartado 5.1.4 para poder es significado.
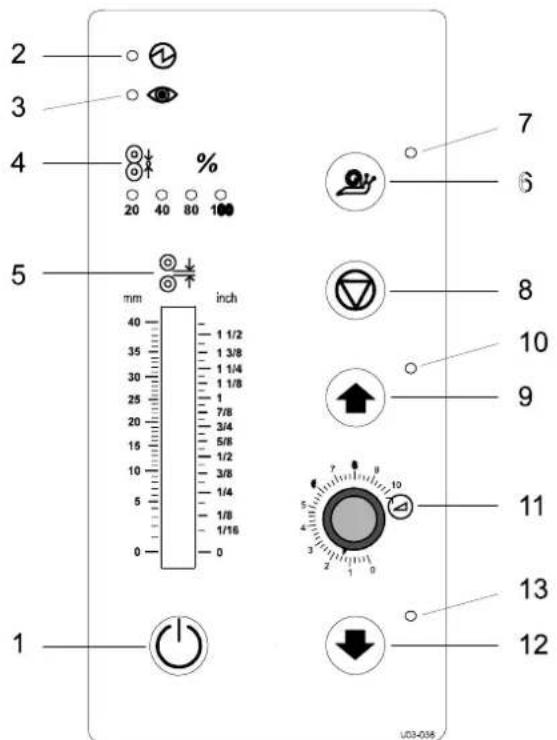
Figura 9: Panel de control

Control ON/OFF (1), pulsador de conmutación;
Presionar durante 1 s paraonian el estado de laquina de "en espera" (stand by) a "activa" y viceversa.

ADVERTENCIA:
LA MAQUINA RECIBE POTENCIA CONTINUAMENTE SI ESTA ENCHUFADO EL CABLE DE ALIMENTACION Y EL INTERRUPTOR PRINCIPAL esta EN POSICION "ON".

Indicador de potencia (2), LED;
El LED se enciende si laquina está conectada a la alimentación. Parpadea cuando laquina está en modo "en espera".

Indicador de seguridad (3), LED;
El LED permanecerá encendido cuando no se interruppa el haz de luz del dispositivo de seguidad optico situado en el lado de entrada de la linea de contacto de los rodillos.

Indicación de presión (4), 4 LED;
Los LED indicate el ajuste de presión de los rodillos principales. Si se encienden 2 LED al mismo tiempo, indican la existencia de tensión entre los rodillos. Consultar las specifications para poder el rango de presión actual. Los cuales LED parpadeando al mismo tiempo indicate un error de presión o de ajuste de la linea de contacto de los rodillos (vease elApartado 0).

Indicación de ajuste de la linea de contacto de los rodillos (5), indicador;
Este mecanismo está directamente acoplado al control de la linea de contacto e indica la distancia entre los rodillos principales ajustados mediante el volante.

Modo lento (6), pulsador de conmutación;
Pulsar durante 1 s para activar/desactivar el modo lento.
Para funciona a la velocidad fija del modo lento hay que actionar el conmutador de pedal.

PRECAUCION:
Aúnque está activado el modo lento, laquina puede functionar también con velocidad alta.
La indicación de modo lento NO es una indicación de la velocidad. Es un método de trabajo.

Indicador de modo lento (7), LED
El LED se encenderá cuando se selección el modo lento.

Parada (8), pulsador de conmutación;
Presionar para parar la rotacion de los rodillos.

Avance (9), pulsador de conmutación;
Presionar para起初ar la rotacion de los rodillos en direc tion de avance.

Indicador de avance (10), LED;
El LED se enciende si laquina está conectada a la alimentacion.

Control de velocidad (11), botón de mando;
Permite ajustar la velocidad a volontad entre 0 y 10 (consulte las specifications para poder conocer el rango de velocidad).

Retrocso (12), pulsador de ACCION rapiida;
Mantener pulsado para que los rofillos giren en direccion contraia.

Indicador de retroceso (13), LED;
El LED se encenderá cuando se selección el modo de retroceso.
5.1.2 Control de calefactores
El control de calefactores situado encima del panel de control regula la temperatura del rodillo principal superior.

Figura 10: Seccion de control de calefactores.
La calor se activado ON y OFF por el 0 / I interruptor (1). Pulse I para encender el calor. La temperatura del rodillo real (4) se muestra en la pantalla del controlador. La calor tiene un definido de fabrica temperatura rango. Dento de este rango de la temperatura del rodillo se pueda regular. Se muestra el punto de ajuste de temperatura cuando se pulsa el botón SEL (5), y cambiado por presionando hacía arriba (6) o hacía bajo (7) botones.
Note: Cuando se está visualizando la temperatura de consigna, la luz por el SV (3) se illumina. Presione el botón SEL (5) de nuevo para volver a la temperatura real o el de la pantalla regresará automatistically enunos 20segundos.
Si la temperatura real es inferior a la temperatura del punto de ajuste, el calor está encendido y C1 (2) seonga.
Nota:
El rodillo caliente tarda un tiempo en alcancar la temperatura fjada (necesita por exemple aproximamente 1 hora para pasado de la temperatura ambiente a la temperatura maxima). Se recomienda hacer funciona laquina a baja velocidad para que el calentimiento sea uniforme.
5.1.3 Controles adiconiales
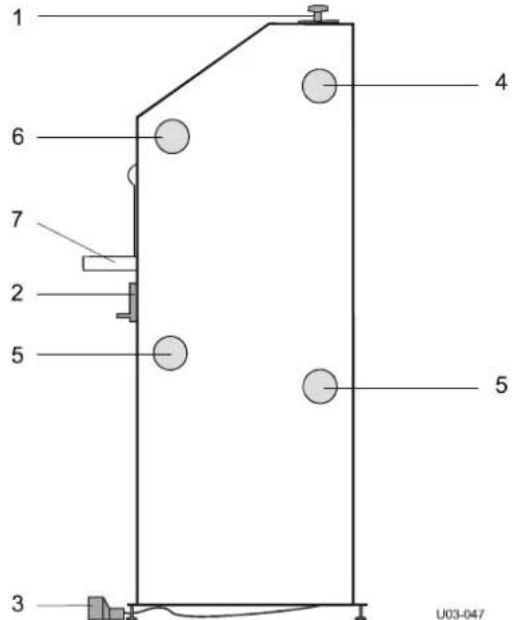
Figura 11: Controles adiconionales
Botones de parada de emergencia (1), pulsador y botón de retencion:
Cuando está presionado, la rotación de los rodillos se detiene inmediamente y el botón queda bloqueado en esta posición de parada.
Gire el botón para desbloquearlo.
Si seonia el commutador de arranque, de retroceso o de pedal, se reinicia el proceso.
Rueda de ajuste de la linea de contacto de los rodillos (2), rueda engranada;

Gire la rueda en sentido horario para estrechar (cerrar) la linea o

en sentido antihorario para ampliar (Abrir) la linea.
Cuando también rodillosenetrenencontactoconlosmateriales,sehaajustado la presion.Lapresion augmenta girando la ruedahacia la derecha.Lapresion se reducigirando la rueda deajuste hacia la izquierda.
El ajuste de la linea de contacto de los rodillos y la presión se indica en el panel de control.
Conmutador de pedal (3), conmutador rápido;
Presione y mantenga presionado el conmutador para起初 el giro de los rodillos. Inserte el pie complemente para desactivar el cierre de seguridad que impide el arranque accidental.
Al soltar el conmutador, se detendra la rotacion de los rodillos.
Control de tension de besoinrollado (4), mando;

Girando el mando en sentido horario se ajusta un valor de friccion entre el eje y el bastidor que actuará como freno.

Al apretar el freno se aplica mas tension al material situado en el eje.
Si el mando se gira en sentido antihorario, se libera el freno y, por tanto, la tension.
Control de tension de desenrollado/enrollado (5), mando;

Girando este botón en sentido horario se ajusta un valor de fricción entre el eje y el bastidor que actuará como freno de desenrollado.

Girando el mando en sentido antihorario se libera el freno.

Si el mando continua girandose en sentido antihorario, se estabecera una friccion entre el eje y la rueda dentada deccionamento que actuará como acoplamente entre el motor y el eje. El eje actuará como eje de enrollado.

Girando el mando en sentido horario se libera-Newamente el eje de enrollado.
Control de tension de enrollado (6), mando;

Girando el mando en sentido horario se establiece una friccion entre el eje y la rueda dentada de actionamento que actuará como acoplamente entre el motor y el eje de enrollado.

Para liberar la tension, girese el mando en sentido antihorario.
Mesa de alimentacion (7)
La mesa de alimentacion estandar peut oscilar alrededor del punto de pivotaje de la parte superior de los brazos de la mesa.
La guía de imagenes está apegado al mesa de alimentación可以更好rirarse levantaronda de los botones de retencion.
Mesa Easy Feed (opinion)
La mesa Easy Feed sustituya a la mesa de alimentacion estandar si se solicita inicialmente a la fabrica.
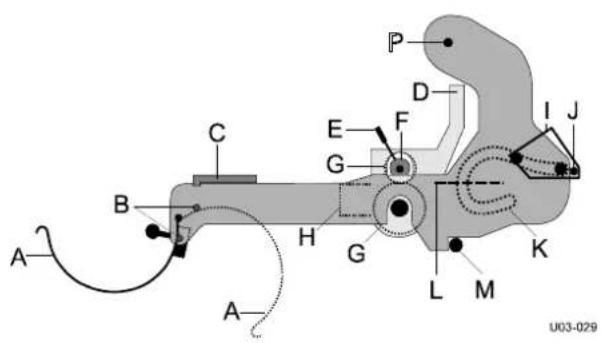
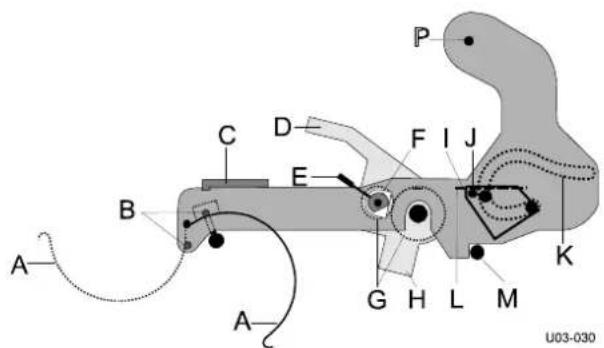
Figura 12: Controles de la mesa Easy Feed
La mesa Easy Feed puede oscilar alrededor del punto de pivotaje (P) hasta quedar al revés. En la posición superior se detiene mediante los soportes de los ejes y en la posición inferior, mediante los topes de la mesa (M). La mesa de alimentación cuenta con diversas caracteristicas que ayudan a introducir las imagenes correctamente. Algunas de estas caracteristicas solo peuvent utilizar determinados procesos. A continuación se describe dichas caracteristicas y sus controlles (A a M).
Alimentador de dispositivos (A)
Para desenrollar un dispositivo de un rodillo.
El alimentador可以选择 moverse hacía delante (izquierda) para usarlo o hacía la parte inferior trasera (derecha) para retirarlo. Cuando el alimentador (A) está colocado, se bloquea con un seguro (B).
Guía de dispositivos (C)
Para poder a introducir el dispositivo recto, la guia de dispositivos pueda ajustarse en un lugar del dispositivo.
Funcionamento 19
Rodillos Easy Feed (G)
Otraapia para introducer el dispositivo recto son los rodillos de alimentacion.
Estos rodillos no peuvent usarse en el proceso de paneles, por lo que deben retirarse tirando del mango (D). El centro de rotacion es el eje del rodillo inferior. El rodillo superior se mueve hacía la mesa, donde sustituya el elemento de la mesa (H).
El rodillo superior puede levantarse del rodillo inferior con el mango (E) que gira un excéntico (F) en el eje. La superficie plana permite que el rodillo superior descanse sobre el rodillo inferior.
En elazo deo del rodillo de alimentacion inferior hay instalado un freno que puea justarse medante un pequevo volante (G). Con este freno puea ajustarse la tension al dispositivo. Girando el volante en sentido horario se augmente la tension y al hacerlo en sentido antihorario se libera la tension.
Guía de imagenes (I)
La guía de imagenes (I) está fjada a la mesa de alimentación, pero puede retirarse. Se desliza por una ranura (K) en el brazo de la mesa yuede retirearse y guardarse en el espacio de almacenimiento que se encontrartra bajo de la superficie de la mesa.
El espace de almacenamento de la guía de imgenes queda cubierto por una solapa (L) cuando se utilizes la guía.
Nota:
Cuando se utilizes la guía de imagenes y la linea de contacto entre rodillos está a cero, el dispositivo de seguridad optico "mira a性和" de los orificios (J) de los extremos de la guía. Si la linea de contacto entre rodillos no está a cero, la guía de imagenes interrupirá el haz de luz del dispositivo de性和. Por lo tanto, no se debe utilize la guía de imagenes (se debe retiring) en el proceso de paneles.
5.1.4 Indicaciones de error
Cuando se detecta un error, uno o más LED parpadean y se detendraequalquier rotación.
Indicador de potencia parpadeando;
Laquina está en modo en espera. La alimentacion está connectada y el dispositivo de seguidad optico está activo.
Presione el botón de control ON/OFF para activar laquina.
Indicación de avance parpadeando;
Motor sobrecargado.
Presione el botón de parada y compruebe el flujo de material y el ajuste de tensión de los ejes de desenrollado.
Indicador de retroceso parpadeando;
Motor sobrecargado.
Presione el botón de parada y compruebe el flujo de material y el ajuste de tensión de los ejes de enrollimiento.
Indicador de avance y retroceso parpadeando;
Error del sistema.
Desconecte brevamente la alimentacion. Si el error persiste,pongase en contacto con el service Tecnico local.
Los cinco LED de indicación de presión parpadean;
Presión demasiado alta o ajuste de la linea de contacto entre rodillos demasiadoestrocho.
Los LED empiezan a parpadear con un 10% de sobrecarga. Cuando la presión supera un 20% de sobrecarga, se genera una señal sonora. Aumente la linea de contacto entre rodillos pararebajar la presión.
5.2 Modos de funciona
Laquina可以选择 configurar en modo normal o modo lento. En algunos modos los rodillos peuvent girar en direccion de avance o retroceso.
5.2.1 Modo normal
Cuando el modo lento no está activado (modo normal), la velocidad de rotación de los rodillos se establiece a工程技术 del mando de control de velocidad.
Inicia la rotacion presionando el boton de avance, el boton de retroceso o el conmutador de pedal. La rotacion se detiene al presionar el boton de parada o al soltar el conmutador de pedal.
Nota: Para devolver el control del commutador de pedal al panel de control sin parar, presione y mantenga presionado el boton de avance, suele el commutador de pedal y, afterwards, suele el boton de avance.
Si se produce una interruptions del haz de luz del dispositivo de seguridad optico delante de los rodillos, también se detendra la rotación de los rodillos. ParaContinuardespuesdehabersequitado la Interruption, el proceso debe inciarse de nuevo.
Retroceso

ADVERTENCIA:
MANTENGASE ALEJADO DE LA LINEA DE CONTACTO TRASERA DE LOS RODILLOS DURANTE EL FUNCIONAMIENTO EN MODO DE RETROCESO.
AlFunciar en mode de retroceso, eldispositivo de seguridad optico de la linea de contacto del rofillos delantera se omite y se activa el dispositivo de seguridad optico del lado de salute.
La velocidad se determina con el control de velocidad.
5.2.2 Modo lento
Active or desactive el modo lento presionando el botón de modo lento durante 1 segundo. La selección se indica mediante el LED indicator de modo lento.
Al activar el modo lento no se modifica nada en el movimiento actual de los rodillos.
En el modo lento, los rodillos peuvent functionar a velocidad de modo normal o lento.
Velocidad normal
Presione el boton de avance o de retroceso en modo lento para funciona a una velocidad normal determinada con el control de velocidad (vease modo normal).
Para arrancar a velocidad de modo lento o para cambiar de velocidad de modo normal (avance) a lento, presione y mantenga presionado el conmutador de pedal (cuando se seleccione el modo lento).
Velocidad del modo lento
Presione y mantenga presionado el conmutador de pedal en modo lento para forzar que los rodillos funciona en avance a una velocidad bajo fija (consultar specifications) independiente del control de velocidad.
La velocidad de modo lento siempre funciona en direccion de avance. No es possible usar la velocidad de modo lento en direccion de retroceso.

ADVERTENCIA:
MANTENGASE ALEJADO DE LA LINEA DE CONTACTO DE LOS RODILLOS CUANDO FUNCIONEN A VELOCIDAD DE MODO LENTO.
Si se trabajo con velocidad de modo lento, se omitirán los dispositivos de seguridad opticos.
Al soltar el conmutador de pedal se detiene la rotacion de avance.
Note: Para Cambiar de modo lento a velocidad normal sin detenerse, presione y mantenga presionado el botón de arranque, suelte el conmutador de pedal y, afterwards, suelte el botón de arranque. El cambio a velocidad normal no desactivará el modo lento.
Si se vuelve a presionar el conmutador de pedal, se reducirá la rotación hasta la velocidad del modo lento.
5.3 Colocacion de rollos depellicula
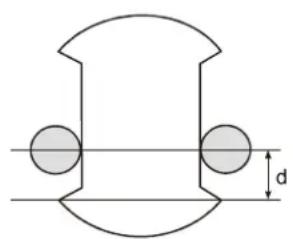
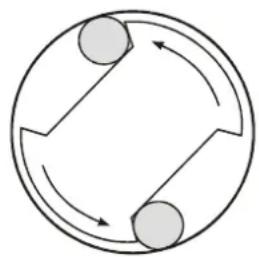
5.3.1 Ejes de sujeción automatica
Los dos ejes de la parte frontal de laquina son iguales. Los ejes encajan en laquina de las dos formas. Su func tioniene determinada por la posicion que ocupan en laquina y el ajuste del control de tension. Los ejes de la parte posterior peuvent moverse de su soporte en el lateral del panel de control. En el除外al, el eje está fijado a laquina. En el lateral del panel de control de laquina está unidos todos los ejes y los soportes mediante una ranura de lijacion y una pinza.
Cuando se gira el eje, un muelle dentro del soporte izquierdo presiona el eje en la posicion de fijacion. Para colocar el eje correctamente, introduzcalo firmamente en los soportes y girelo hasta que quede envlavado.
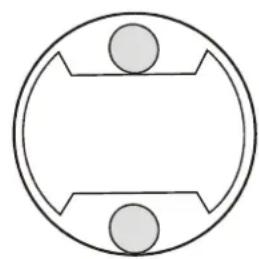
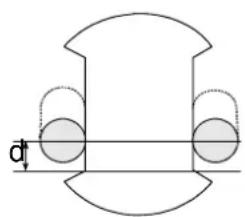
Compruebe el mecanismo de sujecion automatica de cada eje. Los cables de caucho solo deben tener los bordes de la cavidad (Figura 13A: d = 8 ± 2,5 ~mm ).
Si no es asi, consulte el capitulo 6, Mantenimiento.
A
B
C
Figura 13: Eje de sujeción automatica
Al girar el eje bajo de un cilindro, el cable de caucho se movera hacia el lado y quedar atrapado entre el eje y el cilindro (Figura 13B). Si se girar hacía atras se liberar el cable.
5.3.2 Uso depelliculas con forro antiadherente
Si se utilizes una película con forro antiadherente que debe retiring, ha de cargarse en el eje de enrollimiento un nucleo desechable (cilindro de carton vacio) del mesmo ancho (como minimo) que la película.
- Tome el eje de sujecion automatica desde la posicjion de enrollamento de la macquina.
- Coloque el nucleo desechable sobre el eje, manteniendo el eje como en la Figura 13C.
PRECAUCION: No deje caer al suelo el extremo del eje.
- Vuelva a colocar el eje con el cilindro en laquina.
- Introduzca firmamente también extremos del eje en los soportes pertinentes.
- Gire el eje hasta que se enclaven las pinzas.
22 Manual de uso 62 Pro S
5.3.3 Carga de rollos depellicula en el eje
El rollo depellicula se coloca en el eje en funcion del tipo de pellicula y se utilizes en la section superior o inferior de laquina.
Laspellicas decontacto con forro antiadherente (A) se enrollan generalmente con el forro (3) y el adhesivo (2) en la cara exterior de lapellicula (1),m吲ras que laspelliculas sin forro antiadherente (C)ienen la capa adhesiva orientada al interior del rollo.
Sin embargo, laspellicas decontacto norteamericanas generalmente tienen el forro antiadherente enelinterdel rollo (B).
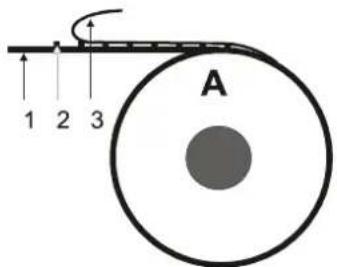
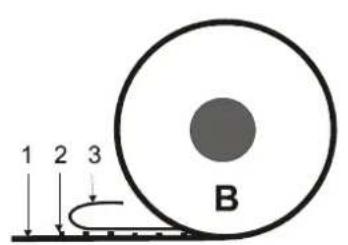
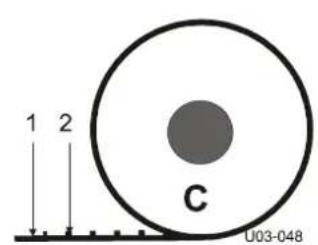
Figura 14: Rollos depellicula.
- En la sección superior, la cara adhesiva (2) en contacto con laImagen debe situarse en la parte superior al desenrollar la película hacía la parte delantera de laquina.
- En la sección inferior, la cara adhesiva (2) en contacto con laImagen debe situarse en la parte inferior al desnrollar lapellicula hacia la parte delantera de laquina.
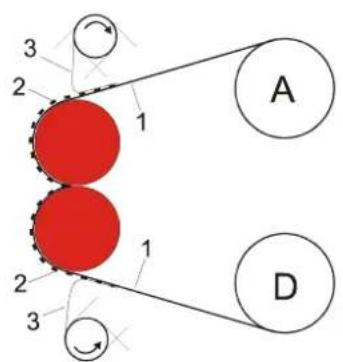
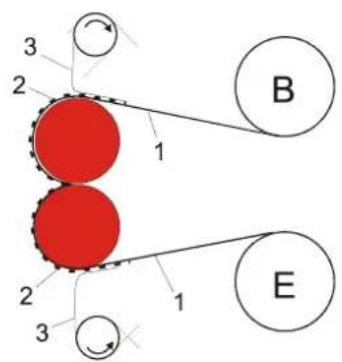
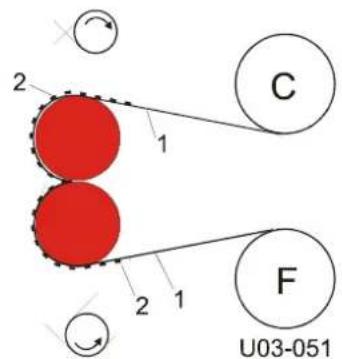
Figura 15: Adhesivos depellicula.
- Mueva los ejes de sujeción automática de las posiciones de disenrollado de laquina.
- Deslice los rollos de pellicula en los ejes, segun la descripción anterior.
- Vuelva a colocar los ejes en los soportes y ciderre las cubiertas de los soportes de los ejes. Dirección de disenrollado de la película hacía la parte frontal de laquina:
en la sección superior;
- laspelliculasconforroantiadherente enlacaraexteriorsedesenrollandeseriba(A)
- laspelliculasconforroantiadherente enlacarainteriorsedesenrollandesabajo(B)
- laspelliculassinforroantiadherente se desenrollandesabajo(C)
en la sección inferior;
- laspelliculasconforroantiadherente enlacaraexteriorsedesenrollandesabajo(D)
- laspelliculas con forro antiadherente en la cara interior se desenrollan desde arriba (E)
-
laspelliculasinsforroantiadherente se desenrollandesariba(F)
-
Introduzca firmamente también extremos del eje en los soportes pertinentes.
- Gire el eje hasta que se enclaven las pinzas.
- Coloque la pelicula y el nucleo deseachable en el centro y alinelos.
Funcionamento 23
Note: Si se utilizes la sección superior y la inferior, Coloque ambaspelículas exactamente en la sama posicion.
- Asegürese de que laspelliculas (ylosnucleosdesechables)se han fijado y alineado correctamente.
5.3.4 Uso de una barra separadora
La barra espaciadora tiene dos problemas:
- Al procesarpelliculasconforroantiadherente,seutiliza para separar el forroantiadherente de lapellicula.
- Al procesarpelliculas termosensible,seutiliza para redirigir lapellicula para augmentar la superficie decontacto con elrodillo calentado.
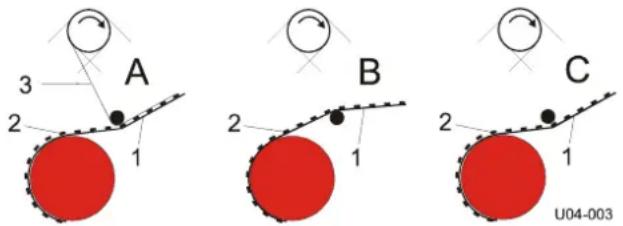
Figura 16: Uso de una barra separadora.
Laspelicasconforroantiadherente(A)pasan atravesde la barra separadora,donde se separ el forro antiadherente.Laspelicas decontacto sin forro antiadherente(B)puedendejar restos de adhesivo en la barra separadora,por lo que pasan por encima de la barra.
Laspelulas termoactivadas (C) necessitan toda la superficie de contacto possible con el rodillo calentado. Por lo tanto, estapelculasa pordebajo (mediante)la barra separadora.
5.3.5 Ajuste previo de la tension
Para permitir que la película se desenrolle sin arrugas, se pueda ajustar la tension (freno) del rollo. En el lateral derecho de laquina, encontrará botones de control de tension que corresponden a cada eje.
Gire el mando de control de tension en sentido horario o antihorario para fjar o liberar la tension, respectively.
Note: Las tension de los ejes de enrollado/essenrollado de la mitad inferior se ajusta por separado: Giro en sentido horario para fjar la tension de disenrollado y en sentido antihorario para liberar la tension de disenrollado. Si se continua girando en sentido horario se ajusta la tension de enrollado (vease también el apartado 5.1.3).
Después de cargar la película se recomienda establecer una tensión baja en cada eje girando el botón hacía la derecha hasta不准ar una leve resistencia.
En el eje de disenrollado, este impedirá que la película se disenrolle sin tensión. En el eje de enrollimiento relacionado por motor, permite al eje deslizarse y adaptar su velocidad de giro a la velocidad de la película.
5.3.6 Ajuste de presión
Imágenes delgadas
Al procesar imagenes delgadas (salida de impresora, posters, etc.) la presión se establiece previamente cuando el material superior e inferior está cargado.
Cuando el panel guía o el panel antiadherente hayan pasado a工程技术 de la linea de contacto de los rodillos, la linea de contacto se ajusta a cero y la presión se establiece previamente.
El mejorajuste de presion parapelliculas finas esapproximamente 80%
La presiónuedeajustarse duranteelprocesamento.
24 Manual de uso 62 Pro S
Paneles
En el proceso de paneles se utilizes un panel guía para cargar la(s)pellicula(s). Este panel guía se utilizes al mesmo tiempo para establercer previamente la presión.
Utilice un panel del quello material, grosor y ancho que los paneles a procesar.
- Ajuste la linea de contacto de los rodillos al grosor del panel.
- Introduzca el panel guia en la linea de contacto en modo lento.
- Cuando los bordes de laspellicas hayan pasado a工程技术 de la linea de contacto de los rofillos,ajuste la presion a un 80% aproximamente para paneles de ancho completo.
PRECAUCION: Para paneles mas estrechos,ajuste la presion en proportiOn al ancho entre un 40% y un 80% .Por exemple la mitad del ancho es igual al 60%
Panes de montaje
El panel que se va a montar pueda utiliser paraaabstar la linea de contacto de los rodillos y la presion.
- Ajuste la linea de contacto de los rodillos al grosor del panel.
- Introduzca el panel en la linea de contacto en modo lento.
- Cuando se haya introducido la mitad del panel en la linea de contacto, ajuste la presión entre el 70 y el 80% para paneles de ancho completeo.
PRECAUCION: Para paneles mas estrechos,ajuste la presion en proportiOn al ancho entre un 40% y un 80% .Por exemple la mitad del ancho es igual al 60%
- Saque el panel de la linea de contacto.
Nota:
LaImagenañadiráapproximadamente entre un 5 y un 10% adicionala la presión.
5.4 Carga
Para la mayoría de procesos hay que cargar laquina antes de poder procesar imagenes,pelliculas finas o paneles. Laquina pueda cargarse para procesar una o dos carras.
Nota: En los procesos de una cara quandan residuos de adhesivo en el rodillo inferior,onde la pellicula es mas ancha que las imagen. Para evitarlo,utilicepelliculas delismo ancho que la imagen.heiroypeuise enla seconion inferior un forro antiadherente igualde ancho que la pellicula superior.El forro se separa fácilmente mas adelante.
En la sección inferior, ambas posiciones de los ejes son posiciones de combinación de disenrollado/enrollado que tienen que ajustarse comoposición de disenrollado o enrollado.
En el proceso de paneles, se necesita un panel guía (panel de desecho igual a los paneles que se van a procesar) para introducir lapellicula yajustar la presión y la tensión.
Al procesar imagenes delgadas esnecessary un panel antiadherente para introducir la pellicula. Una vez que ha pasado el panel, la linea de contacto entre rodillos se pone a cero y pueda introducirse las imagenes. El panel antiadherente se limpia y pueda'utilarse de nuevo.
5.4.1 Seccion superior exclusivamente
A

B
Figura 17: Carga de la sección superior.
- Quite la guía de imagenes.
-
Desenrolle la pellicula del rodillo superior o inferior.
-
Alimente unapelliculade contacto sin forro antiadherente por encima de la barra separadora (A).
-
Alimente las demáspelículas pordebajo de la barra separadora (B).
-
Tire de la película hasta que queden uno aproximadamente 10 cm en la mesa de alimentacion.
Si la pelicula levy forro antiadherente:
- Separe el forro antiadherente.
-
Tire hacía arriba del forro yPEGUELO al nucleo desechable del eje de enrollamento.
-
Pegue el panel guia a la película e introduzca el panel en la linea de contacto en modo lento.
Note: Utilice un panel antiadherente al procesar imagenes delgadas sin paneles portadores.
5.4.2 Seccion superior e inferior
Es necessario un panel antiadherente o un panel guia del mesmo grosor que los paneles a procesar.

A

B
Figura 18: Seccion superior e inferior cargada.
Primero seonga lapellicula de la seccion superior
- Quite la guía de imagenes.
-
Alimente la pellicula por debajo (B) de la barra separadora (entre la barra y el rodillo superior)
-
La película de contacto sin forro antiadherente ha de passer sobre la barra separadora (A).
-
Tire de la película hasta que alcance practicamente la mesa de alimentacion y fijela al rodillo superior.
Si lapellicula lveforro antiadherente (B):
- Separe el forro antiadherente.
- Péquelo desde abajo al cilindro del eje de enrollimiento.
A continuación, cargue la sección inferior
A

B
Figura 19: Carga de la sección inferior.
- Alce la mesa de alimentacion y situela en la posicion superior (A).
-
Desenrolle la película desde el rollo inferior.
-
Alimente una película de contacto sin forro antiadherente por debajo de la barra separadora (A).
-
Alimente lasDEMAspellicas sobre la barra separadora (B).
-
Tire de la película hasta que el extremo rebase la linea de contacto de los rofillos y peguela a laVELcula de la seccion superior.
Si lapellicula lveforro antiadherente (B):
- Separe el forro antiadherente y tire de el sobre el eje de enrollimiento.
-
Péguelo desde arriba al cilindro del eje de enrollimiento.
-
Baje la mesa de alimentacion.
- Introduzca laspelliculas con un panel guia (C) en la linea de contacto de los rodillosutilizing el modo lento (B).
Nota:
Utilice un panel del quello material, grosor y ancho que los paneles a procesar.
Utilice un panel antiadherente al procesar imagenes delgadas.
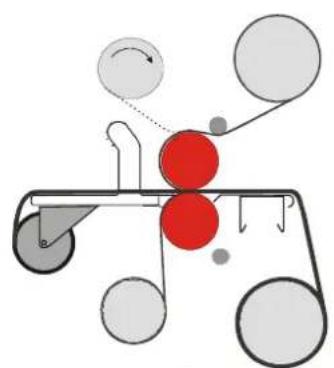
5.4.3 Resultado para enrollar o de rodillo a rodillo
A la hora de cargar para un proceso de resultados para enrollar o de rodillo a rodillo, el eje de enrollado/desenrollado trasero inferior se utilizes para enrollar el resultado.
Las láminas se cargan según la descripción anterior.
A
B
C
Figura 20: Carga de imagenes de rodillo a rodillo.
Laminado de una cara;
Para laminar una sola cara, pueda utiliser el eje de enrollado/desenrollado en la parte frontal de la sección inferior para disenrollar las imagenes (Figura 20, A).
Laminado de doble cara;
El eje de enrollado/desenrollado situado en la parte frontal de la seccion inferior es requisite para desenrollar la pellicula de laminado inferior (Figura 20, B y C).
Esto significica que en la seccion inferior solo peut utilizese un laminado sin forro antiadherente y que es necessaria la option de desenrollado de dispositivos (B) o el alimentador de dispositivos de la mesa Easy Feed (C) para desenrollar las imagenes.
Carga de las imagenes.
- Cargue las láminas de la sección superior e inferior según se describe en los apartados anteriores.
- Cuando el panel antiadherente haya pasado a工程技术 de la linea de contacto de los rodillos, corte el panel y pegue el extremo delantero del resultado en el cilindro del eje de enrollado.
- Fije el control de tension para este eje en tension de enrollado.
- Tire de laImagen e introduzcala en la linea de contacto via mesa de alimentacion.
- Si estan disponibles, utilise los rodillos de la mesa Easy Feed para introducir el borde frontal del rodillo de imagenes correctamente en la linea de contacto de los rodillos.
5.5 Procesos y ajustes
5.5.1 Montaje de imgenes o adhesivos
En este proceso, laquina no está cargada conpellicula.
- Al montar imagenes en un panel (encolado previamente) (B), el adhesivo se encuentra en el lado de montaje del panel.
- Al montar adhesivos (A), este se encuentra en la parte posterior de laImagen.
El proceso de montaje es el@mismo para ambos:
- Retire el eje de la posicion frontal superior.
- Ajuste previamente la linea de contacto de los rodillos y la presión (consulte la sección 5.3.6).
- Coloque el panel en la mesa de alimentacion.
- Coloque laImagen en la parte superior del panel (imagen hacer arriba). Gire laImagen al lado de laquina (1).
- Gireunos 25~mm (1 in.) el forro antiadherente (2) en el lado de laquina y piéguelo uniformamente desde dentro hacía fauna.
Note: La calidad final depende de lamania de aplicar el borde guía de laImagen al panel.
- Fije la imagen (3) al panel (C).
- Introduzca el extremo en la linea de contacto de los rodillos con laImagen adherida (D).
- Deje el extremo suelo (4) de laImagen suavamente sobre el rodillo superior.
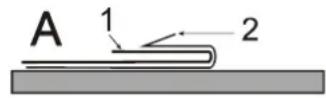
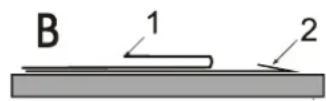
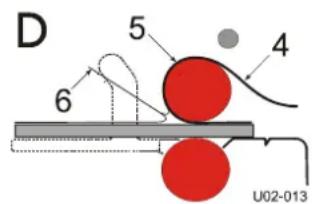
Figura 21: Montaje de imágenes o adhesivos
Nota: Utilice el conmutador de pedal para arrancar o parar en modo lento, manteniendo las manos libres.

ADVERTENCIA:
ALEJE LAS MANOS DE LA LINEA DE CONTACTO DE LOS RODILLOS. EL DISPOSITIVO DE SECURIDAD OPTICO NO FUNCIONA AL UTILizar EL CONMUTADOR DE PEDAL EN MODE LENTO.
- Con la mano izquierda, retire el forro antiadherente (6) de laImagen o panel@mienes se introduce lentamente en la linea de contacto de los rodillos, una seccion cada vez, sin detenerse.
Nota:
La retirada completa del forro antiadherente expone el adhesivo a la仇恨 y polvo que podra quedar atrapado bajo la imagen.
- Con la mano derecha, mantenga laImagen pegada al rodillo superior (5), evitando que se formen arrugas.
Nota:
Paraunarpoesrnoierrnirlaiondelaigen.
5.5.2 Paneles con encolado previo
Este過程seutiliza para revestirpaneles(sustratos)conunapelliculade montaje decontacto enlaquepuedemontarse imagenes. Esteprocesostimienpuedelilizarseparacrearunpanelportador.Enestoscasosseutilizaunapelliculacuna superficienoadhesiva.
Nota: La或多 de montaje suele proporcionarse con un forro antiadherente.
Coloque la película en la sección superior y pásela (sobre la barra separadora) como si no tuviera forro antiadherente.
- Coloque el rollo depellicula de montaje en el eje de la posicjion de desenrollado superior.
- Ajuste la linea de contacto de los rodillos al grosor de los paneles a procesar.
- Cargue la pellicula'utilizing un panel guía del mesmo material, grosor y ancho.
- Ajuste la presión al mismo tiempo que introduce el panel guía.
-
Antes de que el extremo del panel guía se introduzca en la linea de contacto de los rodillos, eleve el panel que se va a encolar previamente.
-
Cuandoonga mas paneles que revestir, introduzcalos de manos continua sin que existan fisuras.
-
Al final,whelming autilizar un panel guia para terminar. Este evita que el adhesivo entre en contacto con el rodillo inferior.
-
Finalice con un panel guia e introduzca este panel hasta que el anterior este fuera de la linea de contacto de los rodillos.

PRECAUCION:
No corte lapelliculacerca oencima de los rodillos.De esta manera dañaré el revestimiento desilicona de los rodillos y anulara la garantía.
- Corte el panel con una cucilla.
- Proteja el panel guía utilizando el retroceso.
- Corte lapelicula conuna cuchilla.
Después de quitar el forro antiadherente de la película de montaje por contacto, el panelizza un revestimiento adhesivo lista para montar unaImagen. Consulte el apartado 5.5.1 para el montaje de imagenes.
5.5.3 Sobrelaminado
Después de montar una imagen en un panel, se pueda aplicar una lámina de protección.
El proceso es igual que el preencolado de un panel (apartado 0).
Puede tratarse de un sobrelaminado termosensible o un adhesive de contacto con o sin forro antiadherente.
5.5.4 Laminado de una cara
El laminado de imagenes en una cara peute realizarse con o sin paneles portadores (o antiadherentes).
Puede tratarse de una lamina termosensible o un adhesivo de contacto con o sin forro antiadherente.
El inconveniente del proceso de laminado de una cara son los restos de adhesivo que pueda estarquear en los rodillos,onde no hay imagen.
Para evaporar, pueda utiliser paneles portadores o antiadherentes. De lo contrario, laImagen deperá ser más ancha que el laminado y se deben usar material de desecho al principio y al final.
Con paneles portadores
- Cargue la sección superior de laquina según la descripción anterior (apartado 5.4.1).
- Coloque laImagen en un panel portador con laImagen hacer arriba y siga los pasos para el preencolado de un panel (apartado 0).
Con forro antiadherente
- Utilice un rodillo de forro antiadherente en la seccion inferior.
- Cargue la sección superior e inferior de laquina según la descripción anterior (apartado 5.4.2).
Cuando se corte las imagenes del resultado, el forro antiadherente se分开a de la imagen automatically.
5.5.5 Laminado de doble cara
La encapsulación de imagenes con láminas frías se denomina laminación de doble cara (y no suele realizarse con paneles).
- Cargue y colque la película de laminación en la sección superior e inferior según la descripción del apartado 5.4.2.
- Cuando el panel guía está Completelymente fuera de la linea de contacto de los rodillos, bajo el rodillo superior sobre el rodillo inferior (ajuste de linea de contacto = 0) y ajuste la presión a un 80% approximamente.
- Acto seguido, introduzca las imagenes en la linea de contacto,øjando una(PCa) abertura entreellas.
- Cuando las imagenes hayan salido Completely de los rodillos, corte el resultado con una cucilla.
5.5.6 Adhesivos
Al crear adhesivos, se coloca una lámina sobre el lado de laImagen y en la parte posterior de laImagen se colocá un refuerzo adhesivo.
El proceso es el mesmo que para el laminado de doble cara (apartado 5.5.5).
- Cargue y coloque la película de laminacion en la seccion superior e inferior segun la descripcion del apartado 5.4.2.
- Cuando el panel guía está Completelymente fuera de la linea de contacto de los rodillos, bajo el rodillo superior sobre el rodillo inferior (ajuste de linea de contacto = 0) y ajuste la presión a un 80% approximamente.
- Acto seguido, introduzca las imagenes en la linea de contacto,øjando una petite abertura entre ellas.
- Cuando las imagenes hayan salido Completely de los rofillos, corte el resultado con una cucilla.
El adhesivo pueda montarse cuando en un panel u另一边 base.
5.6 Descarga
Para descargar laquina:
- Corte el的结果ado despues de la ultima imagen (panel previo al panel guia).
- Corte las dospellicas a lo长大o de la barra separadorautilizinguna cucilla.
- Abra la linea de contacto y quite laspelliculas (y el panel guia) de los rodillos de la parte trasera.
Para descargar un rodillo del eje:
- Gire el rodillo de material en la direccion de enrollado para liberar los cables de sujeccion automatica.
- Saque oreshuela eje de sujecion automatica.
- Retire el rodillo de material del eje de sujeción automática.
6 MANTENIMIENTO
6.1 Limpieza
Laquina debe limpiarse periodically. La sociedad y polvo pueda inflir negativamente en el的结果ado de los procesos de laminado.
PRECAUCION:
No utilise materiales abrasivos para limiar laquina. De estaforma podra做不到 las superficies pintadas o la silicona que reviste los rodillos.
Utilice un paño humedo para la limpieza.
PRECAUCION:
Asegúrese de que no entree agua en ninguno de los compartmentos. Esto podria dararlos circuitos electricos al aplicar energia.
Limpie el exterior de laquina con un paño humedo cuando sea Needed. Si es需要用, utilise una solución de limpieza domestica para eliminar marcas dificiles.
Limpie los ejes y los cables de caucho según sea necesario.
6.1.1 Limpieza de los rodillos revestidos de silicona.
Los rodillos deben limpiarse con regularidad paraatar la formacion de residuos adhesivos. Esto podra darar los rodillos.
Utilice un paño humedo sin hilos para eliminar el polvo y otros restos de suciedad.
Utilice un bloque de limpieza de silicona para eliminar los restos adhesivos de los rodillos.
Note: El adhesivo se elimina más fácilmente con los rodillos calientes.
Al limpiar el rodillo superior, coloque un panel entre los rodillos para evitar que los restos de adhesivo caigan en el rodillo inferior.
ADVERTENCIA:
AL UTILIZAR ALCOHOL PARA LA LIMPIEZA, ASEGÜRESE DE QUE LOS RODILLOS ESTÁN FRIOS. EL ALCOHOL ISOPROPILICO ES SUMAMENTE INFLAMABLE.
Las manchas dificiles peuvent eliminarse conaida de alcohol isopropilico (AIP) y un paño limpio no deshilachado.
No vierta alcohol isopropilio directamente sobre laquina.
6.2 Mantenimientopreventivo
Nuestras malinas estan diseñadas de manera que necesitan poco mantenimiento (preventivo)除去 the limpieza.
Es necessario realizar las siguientes comprobaciones:
- Ejes de sujeción automatica con cables de bloqueo.
6.2.1 Ejes de sujeción automatica
Compruebe el mecanismo de sujecion automatica de cada eje.
- La distancia (d) entre los cables de caucho y los bordes de la cavidad deben ser de 8 ± 2,5 mm como minimo (el cable noDebe tocar la parte inclinada).
A
B
Figura 22: Eje de sujeción automatica
Si no es asi, realice las siguientes correcciones:
- Afloje la fijación (2) mediante el tornillo (1) hasta que el cable quede libre en un extremo.
Corte el cable aproximamente 10mm (0,4 in.). - Coloque el extremo del cable-Newamente bajo de la fijacion (2).
Fijelo awhile el tornillo (1).
6.3 Soluciones de problemas
Durante el procesamento se pueda producir arrugas en laImagen (1) sobre la mesa de alimentacion (2) y en el的结果 del proceso (4) sobre la mesa de salute.
Las figuras muestran algunos ejemplos en los que la causa son los rodillos principales (3) y se proponen posibles解決iones.
Espere a que se procesen algunos metros para ver resultados.
Presión demasiado alta.
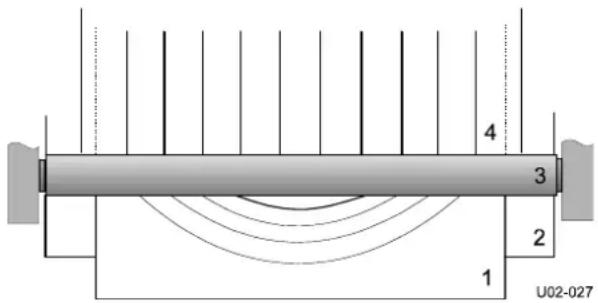
Figura 23: Arrugas debidas a una presión demasiado alta.
- Reduzca ligeramente la presión del rodillo (5-10%).
Presión demasiado baja.
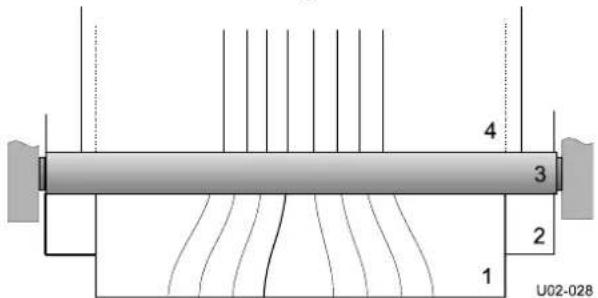
Figura 24: Arrugas debidas a una presión demasiado bajo.
- Aumente un poco la presión del rodillo (5-10%).
Tensión de disenrollado demasiado bajo.
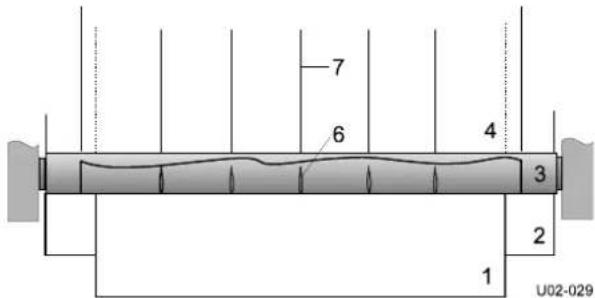
Figura 25: Arrugas debidas a una tension de disenrollado demasiado bajo.
- Aumente la tension de deserrollado hasta que desaparezcan las arrugas (6) de la película en el rodillo. Las lineas (7) desapareceran también del producto del proceso.
Alineación incorrecta de los rodillos.
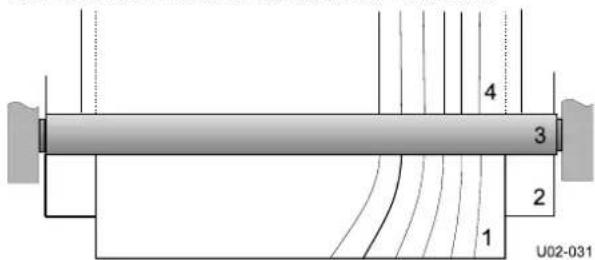
Figura 26: Arrugas debidas a una alineacion incorrecta del rodillo.
Las arrugas se producen unicamente en una cara (izquierda o derecha).
- Se tratate de un ajuste erroneo de laquina. Pongase en contacto con su distribuidor y solicite asistencia的技术ica.
Los rollos de material saltan.
Se escucha un golpeteo periodico en el soporte del eje.
- Ajuste el soporte del eje (1) girando el tornillo a la derecha o izquierda con una llave Allen (2).
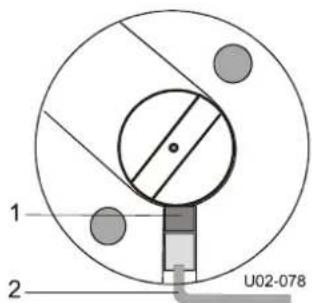
Figura 27: Ajuste del soporte del eje.
6.4 Servicio técnico
Para Obtener asistencia技术水平a possible consultar a su distribuidor o bajo la direccion incluida en la pagina de copyright de este manual.
Prepare una descripción clara del problema antes de ponerse en contacto con el servicios técnico.
Tenga a mano el modelo y número de série de laquina.
Encontrará這些 datos en la plaza de caracteristicas de laquina, situada en la parte posterior del armario derecho.
7 GLOSARIO
Adhesivo
UnaImagen con una parte posterior adhesiva (tambien se denomina: pegatina).
Adhesivos
Proporcionar una imagen con laminacion en el lado de la imagen y adhesivo en la parte posterior.
Carga
Montar una película en laquina para que pueda iniciair el procesamento.
Encapsular
Introducir unaImagen entre dospellicas termosensible.
Encolado previo
Revestir una capa con una película de montaje adhesiva en la que pueda montarse unaImagen.
Forro antiadherente
Película de refuerzo que protege la capa adhesiva de una lámina o película de montaje. Una vezSeparated el forro antiadherente queda expuesta la capa adhesiva.
Lámina
Una película finala de material claro que se va a FIRar permanentemente a unaImagen.
Laminado
Dotar a unaImagen de unapellicula finalde material transparente.
Linea de contacto entre los rodillos
La zona de contacto entre el rodillo principal superior e inferior se denomina "linea de contacto".
Montaje
Fijación permanente de unaImagen en un panel.
Nucleo desechable
Un cilindro de carton vacio que se desecha cuando se ha consumido el material de un rollo.
Panel antiadherente
Panel (de plastico) delgado con una superficie no adhesiva en ambas caras. Se utilizes al carrar para procesos que no sean de paneles. Este panel pueda utiliser mas de una vez.
Panel guía
Una pieza (desechable) de panel de espuma ríodo con las mismas specifications que los paneles que se van a procesar. Se utilizes para introducir la película en la linea de contacto de los rodillos principales y para ajustar la presión.
Un panel con una superficie no adhesiva que se utilizes al laminar únicamente una cara de laImagen.
Película de montaje
Refuerzo adhesivo para convertir una imagen en autoadhesiva. En la cara que está en contacto con la imagen, el portador contiene un adhesivo con o sin forro antiadherente. El portador可以选择 servir de forro antiadherente o pueda suministrarse con una segunda capa (fria) adhesiva y forro antiadherente.
Rodillo
Un (eje con un) cilindro cargado con pellicula o forro antiadherente.
Rodillo
Una pieza del elemento principal de laquina que realiza el proceso real (vease rodillos principales).
Rodillos principales
Conjunto de dos rodillos revestidos de silicona que executan el proceso propiamente dicho.

