
65 EL - Máquina de laminado SEAL - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato 65 EL SEAL en formato PDF.

Preguntas de los usuarios sobre 65 EL SEAL
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina de laminado en formato PDF gratis! Encuentra tus instrucciones 65 EL - SEAL y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. 65 EL de la marca SEAL.
MANUAL DE USUARIO 65 EL SEAL
Nos gustaría darle las gracias por haber adquirido el producto 54/65 EL de SEAL®, diseñado para ofrecerle un servicio fiable y duradero durante años. Si sigue las instrucciones de uso y mantenimiento que se especifican en este manual de manera adecuada, podrá usar esta máquina durante muchos años sin problemas y con los consiguientes beneficios de su inversión.
Su laminadora 54/65EL cumple con las directivas (2004/108/EC y 2006/95/EEC) de la CE así como con la regulación RoHS. La laminadora también ha obtenido la certificación ETL para EE.UU. (UL 60950-1) y Canadá (CSA C22.2 60950-1).
Declaración de uso previsto.
La laminadora 54/65 EL ha sido diseñada para que sea utilizada con materiales SEAL®. Cuando se utilice con estos productos, usted podrá montar y laminar sin problemas. Su máquina no ha sido probada con ningún otro tipo de materiales, por lo que no se recomienda que se utilice con otros productos que no sean suministrados por SEAL®.

ADVERTENCIA:
ESTA MÁQUINA HA SIDO DISEÑADA PARA MONTAR Y LAMINAR PRODUCTOS. CUALQUIER OTRO USO DISTINTO AL USO PARA EL QUE SE DISEÑÓ PUEDE CAUSAR DAÑOS EN LA MÁQUINA O LESIONES FÍSICAS PARA EL USUARIO.
Declaración de responsabilidad
Los detalles que se proporcionan en este manual se basan en la información más reciente que tenemos disponible. Estos detalles pueden estar sujetos a cambios en el futuro. La compañía se reserva el derecho para realizar cambios en la construcción o diseño de nuestros productos sin aceptar ninguna responsabilidad para modificar versiones anteriores ofrecidas anteriormente.
Símbolos estándar

Los párrafos que estén marcados con este símbolo le proporcionan alguna idea o le ofrecen un consejo u otro tipo de información para que pueda utilizar esta unidad de manera eficaz.

ADVERTENCIA:
PRESTE ATENCIÓN A TODOS LOS PÁRRAFOS MARCADOS CON ESTE SÍMBOLO. ESTA INFORMACIÓN ES ESENCIAL PARA EVITAR QUE SE PRODUZCAN DAÑOS EN LA UNIDAD Y/O QUE EL USUARIO SUFRA LESIONES. SI NO SE RESPETA ESTA INFORMACIÓN, PUEDEN QUEDAR ANULADAS LAS GARANTÍAS DEL USUARIO Y SE LE TRANSFERIRÁN TODAS LAS OBLIGACIONES RELACIONADAS CON LA SEGURIDAD LABORAL.
Tabla de contenidos
Introducción 88
1 Especificaciones 91
1.1 Especificaciones técnicas 91
1.2 Opciones 92
2 Seguridad/Medidas de seguridad importantes 92
2.1 Símbolos de seguridad usados en el equipo. 92
2.2 Botones de parada de emergencia 93
3 Desembalaje e instalación 93
3.1 Condiciones ambientales 93
3.2 Entorno 93
3.3 Alimentación eléctrica 93
3.4 Requisitos de la zona de trabajo 93
3.5 Desembalaje de la laminadora 94
3.6 Instalación de la laminadora 95
3.7 Transporte 96
4 Descripción de la unidad 97
4.1 Panel de control 98
4.2 Control del motor 98
4.2.1 Modo lento 99
4.2.2 Poner la máquina en el modo de retroceso 99
4.2.3 Frenos de desenrollado 100
4.2.4 Ajuste de la línea de contacto de los rodillos 100
4.2.5 Almacenamiento de la guía de imagen 100
5 Procesos de la aplicación 101
5.1 Principios del proceso 101
5.2 Cargar la máquina 102
5.2.1 Extracción de un eje de desenrollado 102
5.2.2 Carga de rollos de película en el eje 102
5.2.3 Carga del eje de desenrollado en una máquina 103
5.3 Bobinado de películas 103
5.3.1 Ajuste previo de la tensión 103
5.3.2 Bobinado de una sola cara 104
5.3.3 Bobinado a doble cara 105
5.4 Procesos y ajustes 106
5.4.1 General 106
5.4.2 Paneles de encolado previo 106
5.4.3 Montar imágenes o etiquetas adhesivas 107
5.4.4 Sobrelaminado 108
5.4.5 Laminado de una sola cara 108
5.4.6 Etiqueta adhesiva 109
5.5 Descarga 109
6 Limpieza/mantenimiento 109
6.1 Limpieza de los rodillos recubiertos de silicona 110
6.2 Mantenimiento preventivo 110
6.2.1 Ejes de sujeción automática 110
7 Solución de problemas 111
7.1 Solución de problemas de los procesos 111
7.2 Asistencia técnica 112
8 Process Control Sheet 113
9 Glosario de términos 114
10 Garantía limitada 115
11 Índice 116
1 ESPECIFICACIONES
1.1 Especificaciones técnicas
| Imperial Métrico | ||
| Ancho de trabajo máx. | ||
| 54 EL 54" máximo 1400 mm máx. | ||
| 65 EL 65" máximo 1651 mm máx. | ||
| Velocidad máx. 14 pies/min 4,25 m/min | ||
| Dimensiones (AxAxF) | ||
| 54 EL 48" x 71.3" x 24" 1220 x 1811 x 610 mm | ||
| 65 EL 48" x 82.3" x 24" 1220 x 2090 x 610 mm | ||
| Dimensiones para el transporte (AxAxF) | ||
| 54 EL 58" x 74" x 29" 1473 x 1880 x 737 mm | ||
| 65 EL 61" x 88" x 30" 1549 x 2235 x 762 mm | ||
| Peso | ||
| Peso neto | ||
| 54 EL | 325 lbs | 147 kg |
| 65 EL | 430 lbs | 195 kg |
| Peso de envío | ||
| 54 EL | 434 lbs | 197 kg |
| 65 EL | 544 lbs | 247 kg |
| Diámetro máximo del rollo | ||
| Desenrollado | 8" | 200 mm |
| Enrollado | 6" | 150 mm |
| Peso máximo del rollo | ||
| Desenrollado | 85 lbs | 38,5 kg |
| Enrollado | 35 lbs | 15,9 kg |
| Apertura del rodillo (Mín. - Máx.) | 0 - 1" | 0 - 25 mm |
| Presión del rodillo | 3 lb/pulg. | 0,53 N/mm. |
| Especificaciones eléctricas | ||
| EE.UU./Canadá | Enchufe de 115 VCA, 50/60Hz, 1A, 115W - NEMA 5-15 | |
| Europa | Enchufe BS1363 de 230 VCA, 50/60Hz, 0,5 A, 115 W o enchufe para Europa continental (estilo de Schuko) | |
| Material de fabricación del rodillo | Dos rodillos de acero recubiertos de silicona. | |
* Las especificaciones pueden cambiar sin previo aviso.
1.2 Opciones
La 54/65 EL versión "A" tiene varias opciones disponibles. Las opciones son:
| Artículo | Descripció | Número de parte |
| 1 54 EL en opción de bandeja de alimentación | 5402A | |
| 2 65 EL en opción de bandeja de alimentación | 6502A | |
| 3 pies niveladoras opción 5406A | ||
| 4 54 EL-1 Guía de imagen 5411A | ||
| 5 65 EL-1 Guía de imagen 6511A | ||
Nota: Algunas opciones pueden ser incluidas con su modelo.
2 SEGURIDAD/MEDIDAS DE SEGURIDAD IMPORTANTES
2.1 Símbolos de seguridad usados en el equipo.

PIEZAS GIRATORIAS
PELIGRO MECÁNICO. SI NO SE RESPETAN LAS PRECAUCIONES NECESARIAS CERCA DE LOS RODILLOS, PUEDEN PRODUCIRSE LESIONES FÍSICAS. TENGA CUIDADO DE QUE OBJETOS COMO ROPA ANCHA, PELO LARGO Y JOYAS NO QUEDEN ATRAPADOS EN LAS PIEZAS GIRATORIAS.

ADVERTENCIA SOBRE DES
EXTREME LAS PRECAUCIONES CUANDO ESTÉ CERCA DE LOS RODILLOS. EXISTE LA POSIBILIDAD DE SUFRIR UNA DESCARGA ELÉCTRICA DEBIDO A LA CARGA ELECTROESTÁTICA DE ALGUNOS MATERIALES. EXTREME LAS PRECAUCIONES PARA EVITAR QUE SE ACUMULE CARGA ELECTROESTÁTICA COLOCANDO LA MÁQUINA EN EL SUELO DE MANERA CORRECTA, MANTENIENDO LA HABITACIÓN CON LA HUMEDAD ADECUADA Y USANDO OTRAS MEDIDAS ANTIESTÁTICAS.

text_image
BOTONES DE PARADA DE EMERGENCIAFigura 1
2.2 Botones de parada de emergencia
Hay dos botones. Están situados en la parte superior de los armarios izquierdo y derecho. Los botones son rojos sobre un fondo redondo de color amarillo. Los botones de parada de emergencia detienen el funcionamiento de los rodillos y sólo se deben utilizar en caso de emergencia. Una vez que se pulsen, estos botones se bloquean y es necesario girarlos de nuevo para que se restablezcan antes de que la máquina pueda utilizarse de nuevo.
3 DESEMBALAJE E INSTALACIÓN
Lea y comprenda completamente todo el manual antes de comenzar a usar la laminadora.
3.1 Condiciones ambientales
Las siguientes condiciones medioambientales son las más adecuadas para que la laminadora funcione de manera óptima.
Temperatura ambiente
La temperatura más adecuada para la laminadora 54/65 EL oscila entre 16°C y 35°C (50°F y 95°F).
No exponga la laminadora a la luz directa del sol ya que podría afectar a la calidad de la producción.
Humedad relativa
Para obtener los mejores resultados, la humedad relativa del aire para la laminadora 54/65 EL debe oscilar entre el 50% y el 70%.
Agua y humedad
Si la laminadora se instala en una habitación húmeda o cerca del agua, el suministro de energía eléctrica debe ajustarse a las normativas del área.
3.2 Entorno
Instale la laminadora en un entorno que esté lo más limpio posible y que no tenga polvo para que la calidad del producto final sea superior. Los materiales que se utilizan en esta laminadora pueden tener carga electroestática, por lo que pueden atraer partículas de polvo y, a su vez, afectar de manera negativa a los productos.
3.3 Alimentación eléctrica
Conecte la máquina siguiendo las instrucciones que se proporcionan en la placa de identificación colocada en la parte trasera de la misma. Consulte también las especificaciones técnicas que se incluyen en esta sección para obtener más información.
3.4 Requisitos de la zona de trabajo
- Esta unidad debe ubicarse lejos de cualquier fuente de calor como radiadores u hornos.
- La ubicación o colocación de la laminadora no debe impedir que ésta tenga una ventilación correcta.
- Debe existir espacio suficiente alrededor de la laminadora para poder introducir, sacar y recortar imágenes laminadas y/o montadas.
- El nivel de polvo acumulado en la unidad no debe superar el que se pueda encontrar normalmente en el entorno de una oficina o una sala de ordenadores.
- El área de trabajo debe ser una superficie plana, estar nivelada y bien iluminada.
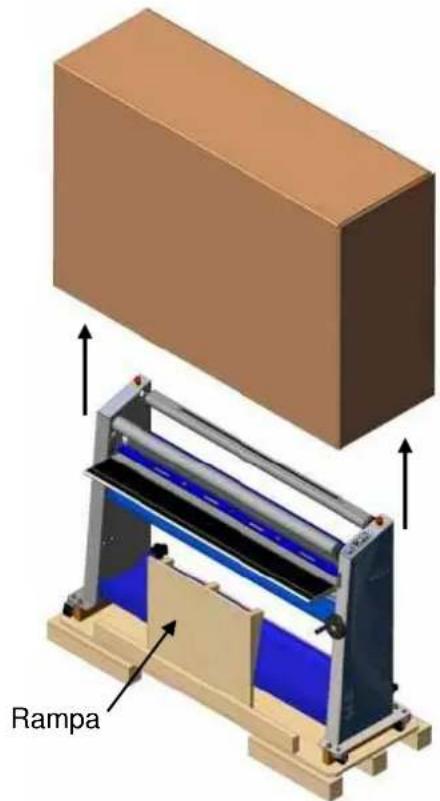
3.5 Desembalaje de la laminadora
- Corte las cintas que sujetan la caja al palé.
- Con la ayuda de otra persona y con cuidado, levante la caja hacia arriba y saque la máquina (Observe la figura 2).
- Retire todo el material de embalaie que quede suelto.
- Retire los dos tornillos de madera que sostienen la rampa en su lugar.
- Retire la rampa y el material de embalaje que la envuelve.
- Coloque la rampa tal y como se muestra en la figura 3.
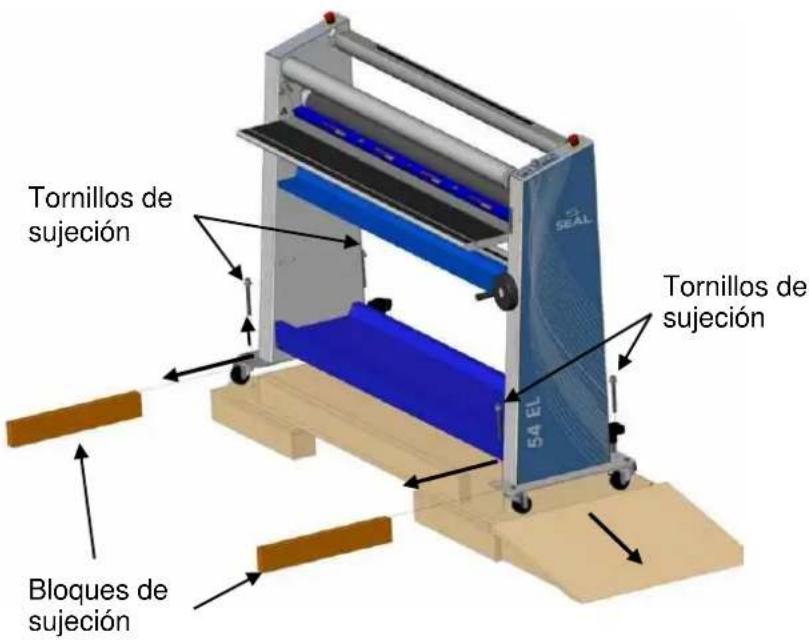
- Extraiga los cuatro tornillos de sujeción.
- Retire los dos bloques estabilizadores.
- Con la ayuda de otra persona y con cuidado, empuje la máquina por la rampa.
- Retire el material de embalaje restante y desembale el tubo de enrollado.
- Inspeccione la máquina para detectar si tiene algún daño físico.
text_image
RampaFigura 2 Figura 3
text_image
Tornillos de sujeción Bloques de sujeción 54 EL SEAL Tornillos de sujeción3.6 Instalación de la laminadora
La laminadora 54/65 EL debe instalarse en el lugar en el que se vaya a utilizar. El área debe ser una superficie plana.
La máquina debe instalarse al lado de una toma de corriente. El enchufe y la toma deben estar en un lugar de fácil acceso. Asegúrese de que enchufa la laminadora a una toma de corriente que esté conectada a tierra. La laminadora sólo debe conectarse a una toma de corriente eléctrica que pueda suministrar de manera segura el voltaje y los amperios que se especifican en la etiqueta de régimen nominal.
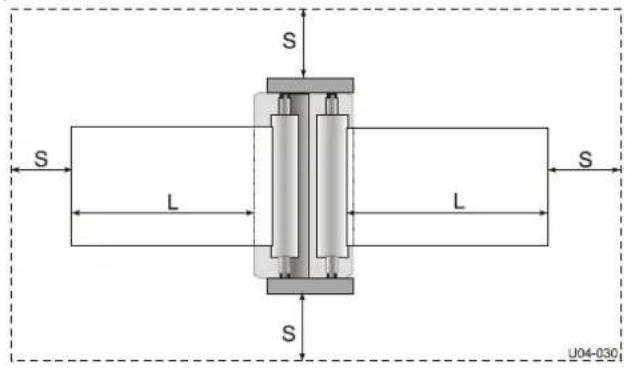
Asegúrese de que la máquina, en su ubicación final, cuenta con el espacio adecuado. La máquina debe tener suficiente espacio para alimentar, recibir y recortar imágenes. Consulte la Figura 4.
L = Longitud máxima del tablero, S = Espacio mínimo 60 cm. (24").
Figura 4: Área de trabajo
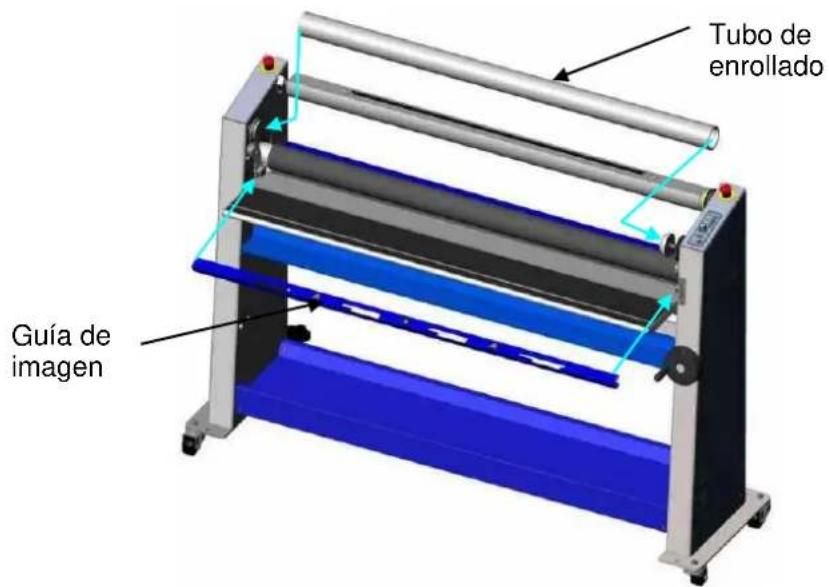
- Mueva la máquina a la zona de trabajo que se le haya designado.
- Instale la guía de imagen en la mesa tal y como aparece en la figura 5.
Nota: La guía de imagen es opcional en algunos modelos. - Instale el tubo de enrollado en el muelle de compresión del lateral derecho en primer lugar y, a continuación, inserte el lado izquierdo en el motor (figura 5).
- Enchufe el cable de alimentación en un enchufe con toma de tierra de una instalación eléctrica adecuada.
text_image
Tubo de enrollado Guía de imagenFigura 5
- Bloquear la máquina en su lugar con la pie pisando el mecanismo de bloqueo en las ruedas delanteras (figura 6).
Nota: Una superficie desnivelada puede afectar de manera negativa a la calidad de la laminación. En el caso de que haya una superficie desnivelada, póngase en contacto con el servicio de atención al cliente para que le proporcione información sobre las opciones de nivelación de la máquina.

ADVERTENCIA:
MAQUINA DEBE ASEGURARSE EN LUGAR ANTES DE USAR.

text_image
No con llaveFigura 6
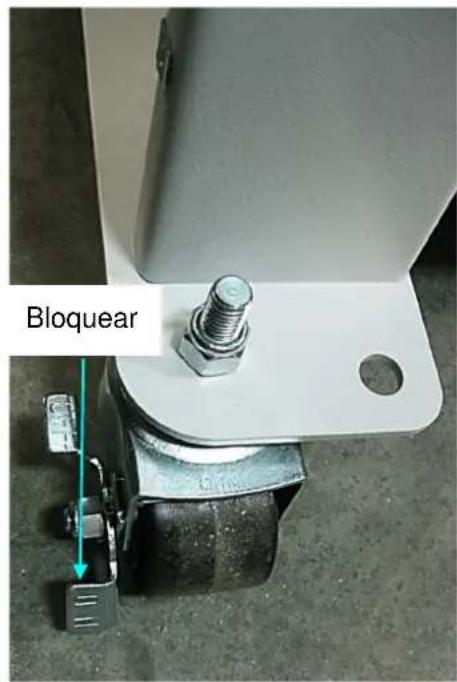
text_image
BloquearPalanca de cierre

ADVERTENCIA:
ASEGÚRESE DE QUE EL CABLE DE ALIMENTACIÓN ELÉCTRICA Y/O EL CABLE ALARGADOR NO BLOQUEE EL PASO ALREDEDOR DE LA MÁQUINA.
3.7 Transporte
La máquina puede transportarse por una superficie lisa sobre las ruedas.

PRECAUCIÓN:
Desbloquear las ruedas antes de mover la máquina.
Cuando mueva la máquina por superficies rugosas o cuando la desplace por distancias más largas, utilice el palé y el material de embalaje originales y mueva la unidad con un carretillo para palés o con un montacargas.
4 DESCRIPCIÓN DE LA UNIDAD
Características y ventajas de la laminadora 54/65 EL:
text_image
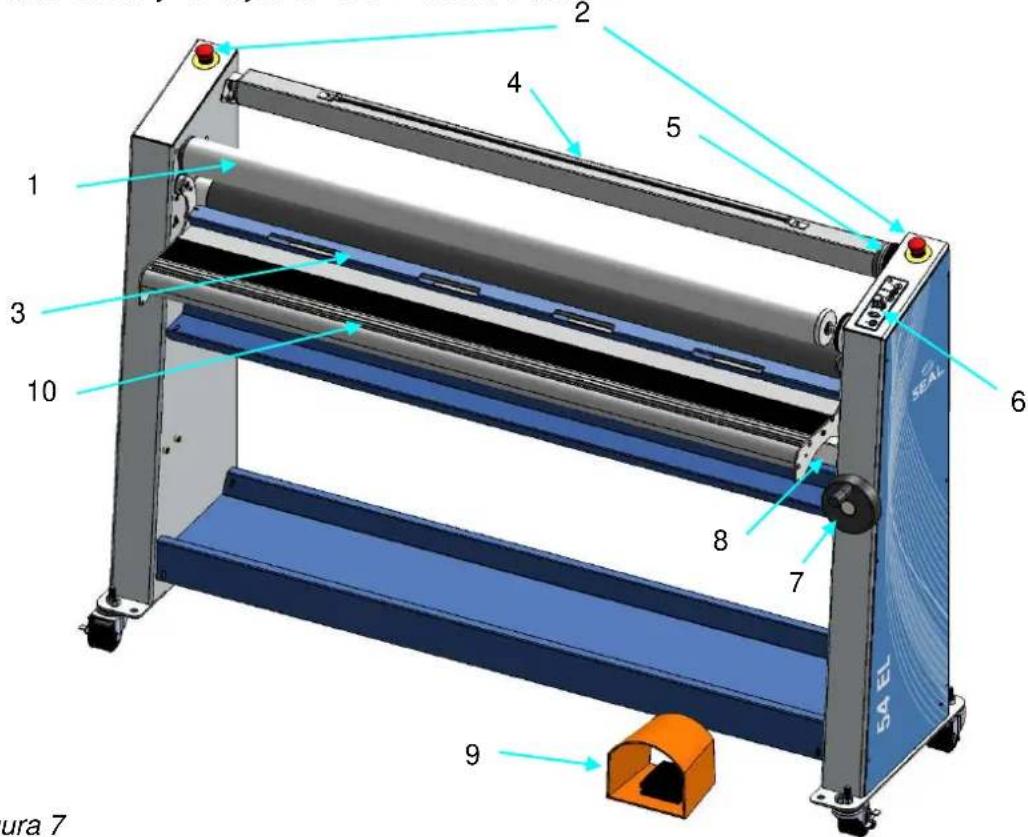
1 2 3 4 5 6 7 8 9 SAEL SAL ura 7Figura 7
| Identificación de las piezas | ||
| 1 Tubo de enrollado Rodillo de enrollado para forro antiadherente | ||
| 2 Botones de parada de emergencia | Para detener la máquina en caso de emergencia | |
| 3 Guía de imagen Para ayudar a colocar las primeras imágenes. (Opcional en algunos modelos.) | ||
| 4 Eje de desenrollado superior El eje es adecuado para materiales que tengan un mandril de 76,2 mm. | ||
| 5 Freno de desenrollado Un medio fácil de usar para ajustar la tensión de desenrollado | ||
| 6 Panel de control Sirve para controlar el giro de los rodillos y el modo en espera | ||
| 7 Rueda de ajuste manual de la la línea de contacto | Sirve para ajustar el espacio de separación entre los rodillos | |
| 8 Eje de desenrollado inferior El eje es adecuado para materiales con mandriles de 76,2 mm. | ||
| 9 Interruptor de pedal Sirve para accionar el modo lento | ||
| 10 Mesa de alimentación Superficie plana para colocar los materiales con los que se va a trabajar | ||
La etiqueta de clasificación/número de serie está situada en la parte trasera de la máquina al lado de la entrada de corriente.
4.1 Panel de control
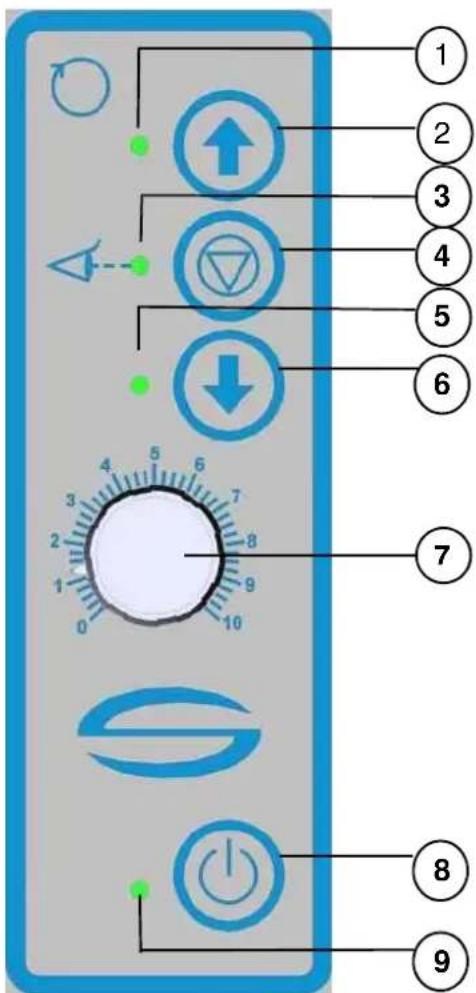
| 1 LED de avance Se enciende cuando el motor avanza | |
| 2 Botón de avance Pulsar el botón para avanzar | |
| 3 Dispositivo de seguridad óptico del LED | Se enciende cuando el haz de luz no está bloqueado.Intermitente cuando presiona el botón de parada de emergencia. |
| 4 Botón de parada Presione el botón para detener el motor de accionamiento | |
| 5 LED de retroceso | Se enciende cuando el motor retrocede |
| 6 Botón de retroceso | Pulsar este botón y mantenerlo pulsado para retroceder |
| 7 Mando de ajuste de velocidad | Para ajustar la velocidad del rodillo |
| 8 Botón de modo en espera | Activar/desactivar (pulsar durante 2 segundos) |
| 9 LED de encendido | Se enciende cuando la máquina está encendida |
4.2 Control del motor
La velocidad de los rodillos se ajusta de manera continua entre 0 y 4,25 m/mín (0 y 14 ft/min). Pulsando la tecla ↑, los rodillos se mueven hacia delante, presionando y manteniendo pulsada la tecla ↓ se invierte el sentido de giro de los rodillos. La tecla de parada detiene el movimiento de los rodillos. La velocidad sólo se puede ajustar cuando el motor está en movimiento en la dirección de avance y sin utilizar el interruptor de pedal.

ADVERTENCIA:
TENGA CUIDADO DE QUE LA ROPA SUELTA, EL PELO LARGO, LAS JOYAS Y LOS DEDOS NO QUEDEN ENGANCHADOS ENTRE LOS RODILLOS.
4.2.1 Modo lento
La máquina dispone del modo lento, el cual puede activarse presionando el interruptor de pedal. Para mantenerse en el modo lento, mantenga presionado el interruptor de pedal. El modo lento debe utilizarse cuando la mesa de alimentación se encuentra en la posición superior. Se recomienda utilizar el modo lento siempre que esté trabajando con materiales que tengan retirada la guía de imagen.
A velocidad puede ser ajustada cuando se ejecuta en modo lento. La velocidad se puede ajustar a cero, Pero no se puede establecer cualquier superior al máximo permitido en modo lento. La posición de la perilla de velocidad será sobre las mismas que en modo normal para producir la misma velocidad.

ADVERTENCIA:
SI LA MÁQUINA ESTÁ FUNCIONANDO EN EL MODO LENTO, COLOCARSE DELANTE DE LOS SENSORES FOTOELÉCTRICOS NO HARÁ QUE LA MÁQUINA SE DETENGA. EN EL MODO LENTO, SE ESCUCHARÁ UN PITIDO Y LA VELOCIDAD DEL RODILLO DISMINUIRÁ. AL SOLTAR EL INTERRUPTOR DE PEDAL, LA MÁQUINA SE DETENDRÁ.
Para pasar del modo lento al modo de avance normal si detener la máquina (y evitar así que se forme una marca de parada), realice los siguientes pasos:
- Durante el modo lento (mantenga el interruptor de pedal presionado) y pulse y mantenga el botón (avance) en el panel de control.
- A continuación, suelte el interruptor de pedal. La máquina continuará funcionando con la velocidad predeterminada.
- Finalmente, suelte el botón (avance).
Para pasar del modo de avance normal al modo lento sin detener la máquina, realice los siguientes pasos:
- Presione el interruptor de pedal
Nota: Al soltar el interruptor de pedal, la máquina se detendrá.
4.2.2 Poner la máquina en el modo de retroceso

ADVERTENCIA:
MANTENGA DESPEJADA LA LÍNEA DE CONTACTO DE LA PARTE TRASERA CUANDO LA MÁQUINA ESTÉ FUNCIONANDO EN EL MODO DE RETROCESO.
Para invertir el sentido de rotación de los rodillos, pulse el botón ↓ (retroceso). Mientras el botón esté presionado, la máquina avanzará en sentido de retroceso a una velocidad de 1 m/min. Para detener la máquina, suelte el botón.
Los rodillos dejan de girar cuando:
- Se interrumpe el haz de la célula fotoeléctrica situada delante de los rodillos principales.
Nota: Esto NO sucede cuando se utiliza el interruptor de pedal (modo lento). - Se pulsa el botón de parada.
- Se presiona el interruptor de pedal durante un espacio de tiempo corto.
- Se ajustan demasiado las tensiones de desenrollado (el motor se apagará electrónicamente y el LED de avance parpadeará; pulse el botón de parada en el panel de control para restablecerlo).
- Se pulsa el botón de parada en el panel de control.
4.2.3 Frenos de desenrollado
Apriete el freno de desenrollado para aplicar la suficiente tensión para que la máquina pueda laminar. Si gira el anillo estriado del freno en el sentido contrario al de las agujas del reloj, aumentará la tensión del freno que se aplica a la laminación. Si gira el anillo en el sentido de las agujas del reloj, la tensión disminuirá. La mejor configuración para ajustar la tensión del freno la determinan los materiales que esté utilizando y aprenderá a utilizar la más adecuada a través de la experiencia.
4.2.4 Ajuste de la línea de contacto de los rodillos
Siempre que realice el montaje sobre un panel, etc., es importante que ajuste los rodillos para crear un espacio casi igual al grosor del sustrato que se está utilizando. Este proceso se debe realizar para que cualquier producto que pase por los rodillos reciba la presión correcta y así evitar que se dañe el sustrato que se está montando (y probablemente los rodillos).
Si gira la rueda de ajuste manual de la la línea de contacto en el sentido contrario al de las agujas del reloj, el rodillo superior bajará, y si los gira en el sentido de las agujas del reloj, el rodillo superior se elevará.
Cómo ajustar la línea de contacto:
Determine el grosor del substrato que va a utilizar para realizar el montaje. Preconfigure la altura de la línea de contacto girando la rueda de ajuste manual de la línea de contacto en el sentido de las agujas del reloj hasta que el indicador de altura de la línea de contacto supere el grosor del tablero.
Inserte el borde delantero del sustrato en la línea de contacto de manera manual. Baje el rodillo superior girando la rueda de ajuste manual de la la línea de contacto en el sentido contrario al de las agujas del reloj hasta que el rodillo superior toque el sustrato con la suficiente presión como para que el sustrato no se pueda mover de lado a lado. Utilice el modo de retroceso para retirar el sustrato de la línea de contacto si es necesario.
Para que las películas giren, mueva la rueda de ajuste manual de la línea de contacto en el sentido contrario al de las agujas del reloj hasta que la línea de contacto esté totalmente cerrada y, a continuación, continúe hasta que la rueda de ajuste manual de la línea de contacto gire libremente.
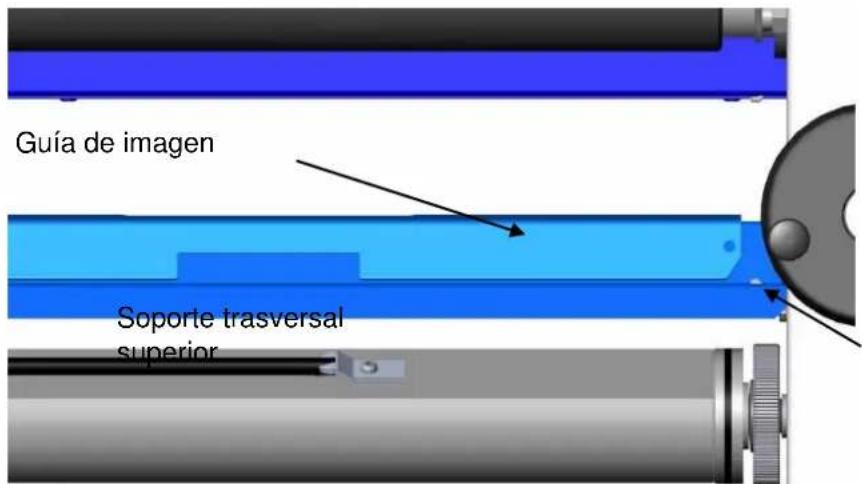
4.2.5 Almacenamiento de la guía de imagen
Cuando no se esté utilizando, la guía de imagen se puede guardar en el soporte transversal superior o, de manera alternativa, en el soporte transversal inferior. Nota: La guía de imagen es opcional en algunos modelos.
text_image
Guía de imagen Soporte trasversal superiorFigura 9
5 PROCESOS DE LA APLICACIÓN
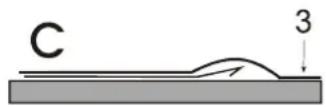
5.1 Principios del proceso
En todos los procesos, los materiales se introducen a través de la línea de contacto desde la parte delantera y a continuación se unen debido a la presión.
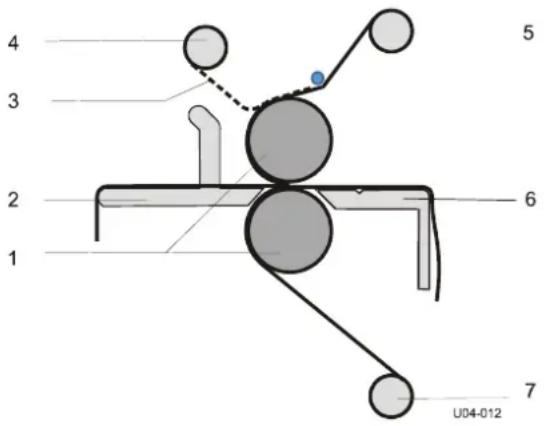
En la figura 11 se muestra un proceso que saca el máximo provecho de la máquina. La figura muestra un proceso de laminación de doble cara (autoadhesivo).
La película de revestimiento superior es una película sensible a la presión con forro antiadherente (3) tomada de un rollo de material colocado en el eje de desenrollado superior (trasero) (5). La película de revestimiento inferior es una película sensible a la presión (montaje) tomada de un rollo de material del eje de desenrollado inferior (7). Algunos modelos tienen una barra separadora (8) para ayudar en la eliminación de trazadores de líneas de lanzamiento.
text_image
4 3 2 1 5 6 7 U04-012Figura 10: Creación de una etiqueta adhesiva.
La imagen que debe laminarse se introduce por los rodillos principales (1) a través de la mesa de alimentación (2).
Cuando se utiliza una lámina sensible a la presión, normalmente tiene un forro antiadherente (3) que debe ser retirado. Este forro antiadherente se enrolla en el eje de enrollado (4) en la sección superior. Una película de montaje tiene un adhesivo en ambas caras y un forro antiadherente en una de ellas solamente. Este forro antiadherente debe permanecer en su lugar hasta que la imagen se monte.
Los siguiente pasos describen el procedimiento básico que se debe utilizar para cargar los materiales, bobinar la laminadora y ajustar la tensión del freno para los distintos materiales que se van a utilizar. Para cargar y descargar los ejes de los materiales, es necesario acceder a la máquina desde la parte trasera.
5.2 Cargar la máquina
Seleccione la/las película(s) que va a utilizar en la parte superior (e inferior) de las imágenes. La mejor opción es asegurarse de que las dos láminas y el material tengan el mismo tamaño para evitar que se produzcan problemas durante la laminación. De esta manera el material se puede recortar con un borde y se reducen los residuos.

Procure trabajar siempre en la parte central de la máquina.
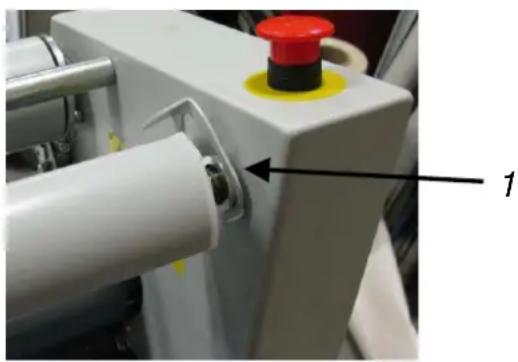
Figura 12: Leva de bloqueo bajada
5.2.1 Extracción de un eje de desenrollado
- Saque el eje de suministro que desee (superior o inferior) presionando para ello el brazo de la leva de bloqueo (1) hasta la posición superior (Figura 11).
- Deslice el eje de sujeción automático hacia la derecha contra la presión del muelle.
- Levante el lado izquierdo del eje y sepárelo de la laminadora y, a continuación, levante el derecho.
5.2.2 Carga de rollos de película en el eje
El rollo de película se coloca en el eje dependiendo del tipo de película y de si se va a utilizar en la sección inferior o superior de la máquina. En general, la película sensible a la presión con forro antiadherente (A) se enrolla con el forro (3) y el adhesivo (2) en la parte exterior del rodillo (1) mientras que el forro sin antiadherente (C) tiene su propia capa adhesiva dentro del rollo. No obstante, las películas sensibles a la presión norteamericanas tienen en general el forro antiadherente en el interior del rollo (B).
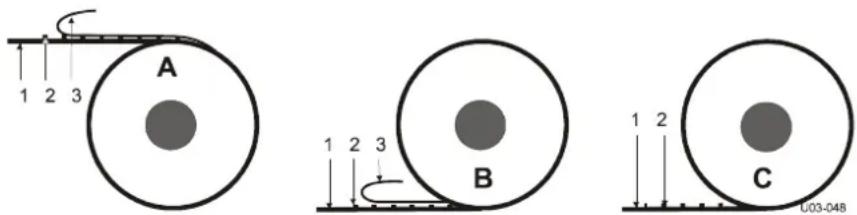
Figura 13: Rollos de película.
- En la sección superior, la cara adhesiva (2) que está en contacto con la imagen y el forro antiadherente (3) deben situarse en la parte superior cuando se desenrolle la película hacia la parte delantera de la máquina.
- En la sección inferior, la cara adhesiva (2) que está en contacto con la imagen debe estar situada en la parte inferior cuando se desenrolle la película hacia la parte delantera de la máquina.
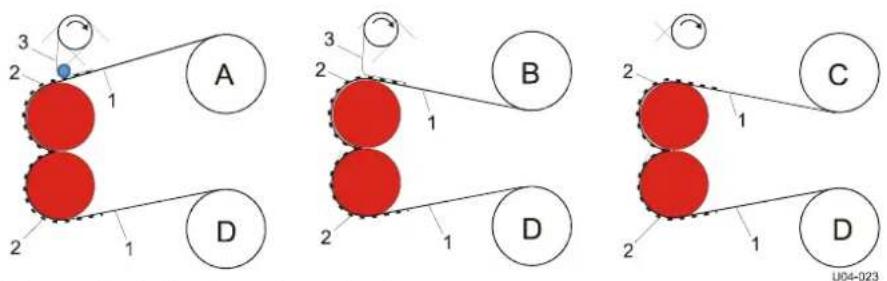
Figura 14: Adhesivos de película.
5.2.3 Carga del eje de desenrollado en una máquina
- Coloque el brazo de la leva de bloqueo en la posición superior y alinee el soporte del eje derecho tal y como se muestra en la figura 15.
- Agarre con fuerza el eje de desenrollado colocando las manos en los extremos del rollo de película para evitar que la película se salga del eje mientras se carga.
- Coloque el eje, incluyendo el material, en la laminadora e insértelo en el soporte del eje de desenrollado derecho.
- Presione el muelle hasta que pueda insertar el otro extremo del eje en el soporte del eje de desenrollado izquierdo.
- Asegúrese de que el brazo de la leva de bloqueo está colocado hacia abajo (figura 12).
- Centre el rollo de material en la laminadora.
Figura 15: Posición de la carga de desenrollado.

5.3 Bobinado de películas
La máquina debe bobinarse antes de que comience el proceso de laminación de imágenes. La máquina se puede bobinar para realizar el proceso por una sola cara o a doble cara. Cuando monta las imágenes, la máquina no está bobinada. Nota: En los procesos por una sola cara, los restos de adhesivo permanecen detrás del rodillo inferior cuando la película es más ancha que las imágenes. Para evitar esto, se puede utilizar en la parte inferior un forro antiadherente de la misma anchura que la película superior. El forro antiadherente se puede separar de manera sencilla más adelante. O bien, puede utilizar una película con la misma anchura que la imagen.
Cuando esté procesando paneles, se necesita un panel guía (panel secundario igual al panel que se va a procesar) para introducir la película.
5.3.1 Ajuste previo de la tensión
Para dejar que la película se desenrolle sin que se formen arrugas, puede ajustar el freno de tensión. En el lateral derecho (panel de control) de la máquina, encontrará un botón de control de la tensión para cada eje. Gire el botón de control de tensión en el sentido contrario al de las agujas del reloj (de arriba hacia atrás) para ajustar la tensión o gírelo en el sentido de las agujas del reloj (de arriba hacia adelante) para liberar la tensión.
Cuando la película se bobina, se recomienda ajustarla con una tensión baja en cada eje girando el botón en el sentido contrario al de las agujas del reloj hasta que sienta que hay resistencia. La película debe estar bien ajustada aunque debe poder retirarse de manera manual sin aplicar demasiado esfuerzo.
Si se aplica demasiada tensión de desenrollado, es posible que los materiales se estiren demasiado e incluso pueden formarse arrugas en la lámina. Una máquina que se haya configurado de manera correcta deberá producir laminados sin arrugas con una tensión del freno mínima.
PRECAUCIÓN: No use nunca una cuchilla cerca de los rodillos. Si corta o raspa los rodillos, pueden resultar dañados y hacer que el rendimiento de los mismos disminuya dando como resultado un producto final de baja calidad.
5.3.2 Bobinado de una sola cara
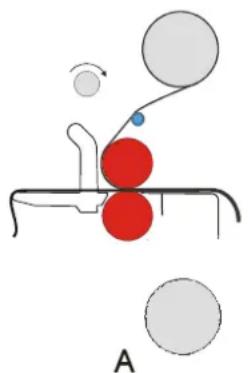
Figura 16: Bobinado de la sección superior.
- Tire hacia fuera de la película hasta que haya aproximadamente 10 cm (4 pulgadas) en la mesa de alimentación.
-
Si la película tiene un forro antiadherente (B):
-
Instale el tubo de enrollado en la máquina.
- Si su máquina dispone de una barra de separación, enhebrar la película debajo de la barra.
- Quite el forro antiadherente de la esquina trasera.
- Quite el forro antiadherente del laminado y péguelo en el tubo con cinta adhesiva.
Puede unir un tubo de cartón vacío de un rollo de película usado al tubo de enrollado para enrollar el forro antiadherente. Esto permite quitar fácilmente el forro antiadherente del tubo de enrollado y que se pueda utilizar en otros procesos si es necesario.
- Levante la mesa para abrirla completamente.
- Levante el rollo superior para abrirlo completamente.
- Desde la parte trasera de la máquina, tire de la película a través de la línea de contacto y péguela en la mesa de salida-alimentación. Asegúrese de que la película queda lisa en el rollo superior. Aplique más fuerza en el freno de desenrollado si es necesario.
- Si está utilizando el eje de desenrollado inferior para introducir imágenes o para quitar el forro antiadherente:
- Inserte el material en la línea de contacto asegurándose de que éste queda liso en el rollo inferior.
- Coloque el material en su lugar con una mano.
- Baje el rollo superior hasta la posición (cero) totalmente cerrado.
Nota: Utilice un forro antiadherente del desenrollado inferior o un panel portador cuando esté procesando imágenes finas.
-
Baje la posición de la mesa al máximo.
-
Si está introduciendo imágenes de hojas cortadas:
-
Coloque un papel sobrante en la línea de contacto que tenga la misma anchura que el laminado y 30 cm (12 pulg.) de largo aproximadamente.
- Coloque el papel sobrante en su lugar con una mano.
- Baje el rollo superior para que quede en la posición totalmente cerrada (cero).
- Coloque las imágenes en el papel sobrante o en el extremo de la última imagen.

Cuando corte hojas de papel con imágenes, deje siempre suficiente papel sobrante para algo de material en la línea de contacto para que sea posible recortar la imagen laminada parte trasera de la máquina. La película no debe tocar nunca el rollo inferior.
- Quite la película de la mesa de alimentación-salida (paso 6) y doble hacia arriba la parte inferior del laminado para evitar que se pegue en la mesa de nuevo.
- Use el interruptor de pedal para iniciar el proceso y, a continuación, cambie al modo de avance normal con el botón de avance cuando esté listo.
5.3.3 Bobinado a doble cara
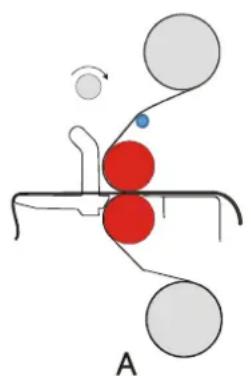
Figura 17: Bobinado de la sección superior e inferior.
La película de la sección superior se enrolla primero
- Tire de la película hacia fuera hasta que llegue prácticamente hasta la mesa de alimentación y colóquela de manera horizontal en el rodillo superior.
-
Si la película tiene un forro antiadherente (B):
-
Instale el tubo de enrollado en la máquina.
- Si su máquina dispone de una barra de separación, enhebrar la película debajo de la barra.
- Quite la esquina trasera del forro antiadherente.
- Quite el forro antiadherente del laminado y péguelo en el tubo con cinta adhesiva.

Puede unir un tubo de cartón vacío de un rollo de película usado al tubo de enrollado para el forro antiadherente. Esto permite que el forro antiadherente se retire del tubo de enrollado genera sencilla y que se pueda utilizar en otros procesos si es necesario.
Bobinado de la sección inferior
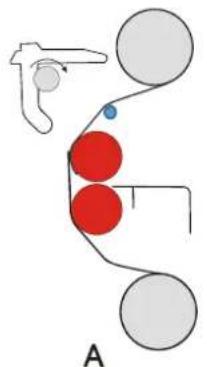
Figura 18: Bobinado de la sección inferior.
- Levante la mesa de alimentación y colóquela en la posición superior (A).
- Desenrolle la película del rollo de desenrollado inferior.
- Tire de la película hacia fuera hasta que el extremo sobrepase la línea de contacto y péguelo en la película desde la sección superior.
- Baje la mesa de alimentación.
- Ajuste la altura de la línea de contacto aproximadamente con el grosor del panel guía.
- Empuje las películas con un panel guía (C) e insertelas en la línea de contacto usando el modo lento (B).
- Cuando el panel guía haya salido totalmente de la línea de contacto, baje el rodillo superior hasta que se cierre completamente (altura de la línea de contacto = 0).
- Use el interruptor de pedal para iniciar el proceso y, a continuación, cambie al modo de avance normal usando el botón de avance cuando esté listo.
5.4 Procesos y ajustes
5.4.1 General
Si desea obtener información actualizada sobre los procesos de los materiales SEAL®, consulte la página www.sealgraphics.com.
5.4.2 Paneles de encolado previo
Este proceso se utiliza para encolar los paneles (sustratos) con una película de montaje sensible a la presión en la que las imágenes se pueden montar. Este proceso también se puede utilizar para crear un panel portador (deslizante). En este caso se utiliza una película con adhesivo en ambas caras con un forro antiadherente.
Nota: La película de montaje se proporciona normalmente con un forro antiadherente. Coloque la película en la sección superior y bobínela como si no tuviera forro antiadherente (consulte la sección 5.3.2 para obtener más información).
- Coloque el rollo de película de montaje en el eje de la posición de desenrollado superior.
- Retire la guía de imagen.
- Levante el rollo superior para abrirlo completamente.
- Saque la película a través de la línea de contacto y colóquela en la mesa de alimentación.
- Inserte un panel guía en la línea de contacto que tenga el mismo material, grosor y anchura que los paneles que se van a procesar.
-
Baje el rollo superior hasta que toque el panel guía y continúe hasta que ya no pueda mover la guía de lado a lado con la mano.
-
Coloque el panel para prepararlo para el encolado previo en el panel guía y utilice el interruptor de pedal para iniciar el proceso. El motor se puede poner en el modo de avance utilizando el botón de avance cuando el proceso se esté realizando de manera lenta.
Nota: Cuando tenga que realizar el encolado previo de más paneles, colóquelos de manera continua sin dejar espacios.
- Corte los paneles usando un cúter para que dejen despejada la línea de unión situada en la parte trasera de la máquina.
- Finalice con un panel guía e introduzca este panel hasta que el panel anterior esté fuera de la línea de contacto.

PRECAUCIÓN:
No corte la película demasiado cerca de los rodillos. Esto podría dañar la capa de silicona de los rodillos con lo que la garantía quedaría anulada.
- Cuando haya finalizado, dé la vuelta al panel guía usando el modo de retroceso.
- Corte la película usando un cúter de seguridad.
El panel ahora tiene una capa adhesiva lista para montar una imagen. Consulte la sección 5.4.3 para montar imágenes.
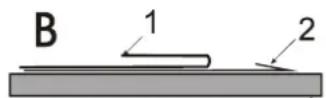
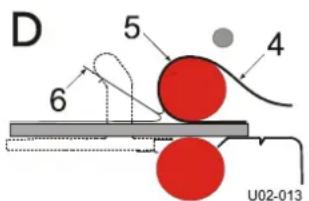
5.4.3 Montar imágenes o etiquetas adhesivas
En este proceso, la película no se encuentra bobinada en la máquina.
- Cuando monte las imágenes en un panel de encolado previo (B), el adhesivo está colocado en el lado de montaje del tablero.
- Cuando monte etiquetas adhesivas (A), el adhesivo está en la parte trasera de la imagen.
El proceso de montaje es igual en ambos casos.
- Retire el eje de desenrollado de la posición delantera superior.
- Retire la guía de imagen.
- Ajuste la línea de contacto (consulte la sección 4.4).
- Coloque el panel en la mesa de alimentación.
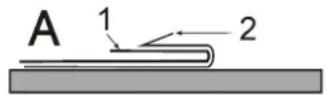
- Coloque la imagen en la parte superior del panel (imagen boca arriba). Dé la vuelta a la imagen del lado de la máquina (1).
- Despegue aprox. 25 mm (1,0 pulg.) de forro antiadherente (2) por el lado de la máquina y péguelo de manera uniforme de dentro hacia fuera.
La calidad final depende de la manera en la que el borde delantero de la imagen se coloque en el panel.
- Coloque la imagen (3) en el panel (C).
- Inserte el borde con la imagen pegada a la línea de contacto (D).
- Coloque el extremo suelto (4) de la imagen con suavidad sobre el rodillo superior.
- Use el interruptor de pedal para iniciar/detener el modo lento, de manera que pueda mantener las manos libres.
text_image
D 5 4 6 U02-013Figura 19: Montar imágenes o etiquetas adhesivas

ADVERTENCIA:
MANTENGA LOS DEDOS ALEJADOS DE LA LÍNEA DE CONTACTO. EL DISPOSITIVO ÓPTICO DE SEGURIDAD NO FUNCIONA CUANDO UTILICE EL INTERRUPTOR DE PEDAL EN EL MODO LENTO.
- Con la mano izquierda, retire el forro antiadherente (6) de la imagen o del panel a medida que el material se introduce lentamente en la línea de contacto sin detenerse.
Nota: Si retira el forro antiadherente completamente, expondrá el adhesivo al polvo y a la suciedad, y está quedará atrapada debajo de la imagen.
- Con la mano derecha, aplaste la imagen en el rodillo superior (5) para que quede lisa procurando que no se formen arrugas en la misma.

Para obtener los mejores resultados, no pare mientras la imagen se está introduciendo.
5.4.4 Sobrelaminado
Una vez que la imagen se monta en un panel, se puede colocar una lámina de protección. Este proceso es igual al que se lleva a cabo cuando se realiza el encolado previo de un panel (sección 5.4.2). El sobrelaminado puede tratarse de una película de laminado sensible a la presión.
Nota: SEAL® recomienda crear etiquetas adhesivas (consulte la sección 5.4.6) ya que éstas protegen mejor la impresión que necesita montaje.
5.4.5 Laminado de una sola cara
Las imágenes se pueden laminar por una sola cara con o sin los paneles portadores (deslizantes).
El tipo de laminado debe ser una película sensible a la presión con o sin forro adhesivo.
La desventaja del proceso de laminado por una sola cara son los restos de adhesivo que pueden quedar detrás de los rodillos donde no hay una imagen.
Para evitar este problema, se pueden utilizar forro antiadherente o paneles portadores. O bien, la imagen debe ser más ancha que la lámina y los trozos de material sobrante deben estar en la línea de contacto para iniciar o finalizar el proceso.
Uso de forro antiadherente (recomendable)
- Use un rollo de forro antiadherente en la sección inferior.
- Bobine la sección superior e inferior de la máquina tal y como se ha descrito anteriormente (sección 5.3.2.)
Cuando las imágenes se cortan en el producto final, el forro antiadherente se separará de la imagen automáticamente.
Uso de paneles portadores (deslizantes)
• Bobine la sección superior de la máquina tal y como se ha descrito anteriormente (sección 5.3.2.)
- Coloque la imagen en un panel portador con la imagen boca arriba y realice los pasos necesarios para preencolar un panel (sección 5.4.2).
5.4.6 Etiqueta adhesiva
Cuando esté creando etiquetas adhesivas, debe colocar una lámina sobre la imagen así como un adhesivo en la parte trasera de la misma.
- Cargue y bobine las películas de laminado en la sección superior e inferior tal y como se describe en la sección 5.3.3.
- Introduzca las imágenes por la línea de contacto dejando un espacio entre una y otra.
- Corte el resultado con un cúter de seguridad cuando las imágenes estén fuera de los rodillos.
Esta etiqueta adhesiva se puede montar más tarde en un panel o en otro sustrato.
5.5 Descarga
Para descargar la máquina:
- Corte el resultado después de que salga la última imagen (panel que sale después del panel guía).
- Corte ambas películas 25 mm por encima de la superficie del rodillo usando un cúter de seguridad.
- Abra la línea de contacto y retire las películas (y el panel guía) de los rodillos en la parte trasera.
Para descargar un rollo del eje: - Saque el eje de sujeción automático (consulte la sección 5.2.1).
- Quite el rollo de material del eje de sujeción automático
6 LIMPIEZA/MANTENIMIENTO
La máquina debe limpiarse de manera periódica. La suciedad y el polvo tienen un efecto negativo en el resultado de los procesos de laminado.

PRECAUCIÓN:
No utilice materiales abrasivos para limpiar la máquina. Si lo hace, pueden resultar dañadas las superficies pintadas o la capa de silicona de los rodillos.
Use un paño húmedo para realizar la limpieza.

PRECAUCIÓN:
Asegúrese de que el agua no entra en ninguno de los armarios. Si el agua entra, es posible que resulten dañados los circuitos eléctricos cuando se aplique corriente.
Limpie el exterior de la máquina con un paño húmedo cuando sea necesario. Si es necesario, utilice una solución de limpieza casera para eliminar las manchas difíciles.
Limpie los ejes y las cuerdas de goma cuando sea necesario.
6.1 Limpieza de los rodillos recubiertos de silicona
Los rodillos deben limpiarse de manera regular para evitar que se acumulen residuos. Esto puede causar daños en los rodillos.
Use un paño húmedo que no deje pelusa para quitar el polvo y cualquier tipo de suciedad.
Las manchas difíciles se pueden eliminar con la ayuda de alcohol de isopropilo y un paño limpio que no deje pelusas.
No vierta el alcohol de isopropilo directamente sobre la máquina.

ADVERTENCIA:
EL ALCOHOL DE ISOPROPILO ES ALTAMENTE INFLAMABLE. EL PUNTO DE IGNICIÓN DEL ALCOHOL DE ISOPROPILO ES 11°C (51,8°F). LA TEMPERATURA DE IGNICIÓN ES DE 400°C (752°F).
6.2 Mantenimiento preventivo
Las máquinas SEAL® están diseñadas para que necesiten poco mantenimiento (preventivo) aparte de la limpieza.
Es necesario realizar las siguientes comprobaciones:
- Ejes de sujeción automática con cuerdas de bloqueo.
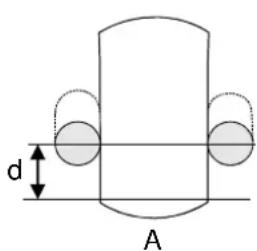
6.2.1 Ejes de sujeción automática
Compruebe el mecanismo de sujeción automática de cada eje.
- La distancia (d) entre la cuerda de goma y el eje plano debe ser de 8 ± 2,5 mm mínimo.
text_image
d A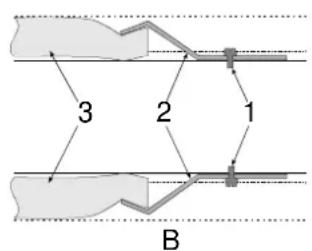
flowchart
graph TD
A["1"] --> B["2"]
B --> C["3"]
C --> D["B"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
Figura 20: Eje de sujeción automático
Si no, realice los siguientes pasos:
- Afloje la abrazadera (2) con el tornillo (1) hasta que la cuerda se suelte de un lado.
- Acorte la cuerda cortándola aproximadamente 10 mm (0,4 pulgadas).
- Vuelva a colocar el extremo de la cuerda por debajo de la abrazadera (2).
- Sujétela apretando el tornillo (1).
7 SOLUCIÓN DE PROBLEMAS
Lista de problemas comunes y soluciones que el usuario puede aplicar.
| Problema causa solución | ||
| El LED de encendido no se activa cuando la máquina está encendida. | No hay alimentación Compruebe si el cable de alimentación está enchufado a la toma de corriente.Compruebe el fusible de alimentación principal cerca de la entrada de energía. | |
| Tanto el delantero y el LED parpadean inversa | El voltaje del suministro motor es demasiado bajo o demasiado alta. | Reajustar el poder.Llame a su servicio técnico. |
| El LED de avance o retroceso está parpadeando | El motor de accionamiento ha sufrido una sobrecarga | Detenga la máquina y, a continuación, vuelva a arrancarla.Trate de bajar la tensión de la película. |
Si desea recibir asistencia técnica, póngase en contacto con su representante de mantenimiento técnico (consulte la sección 8.2).
7.1 Solución de problemas de los procesos
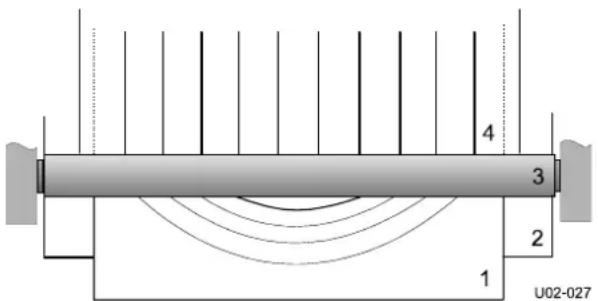
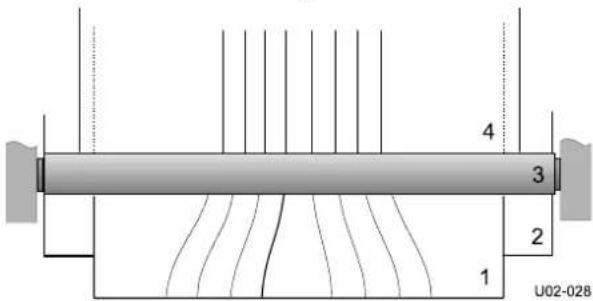
A lo largo del proceso, es posible que aparezcan arrugas en la imagen (1) en la mesa de alimentación (2) y en el resultado del proceso (4) en la mesa de salida.
Las figuras que se muestran a continuación muestran algunos ejemplos en los que se forman arrugas a causa de los rodillos principales (3) y se proporcionan posibles soluciones.
Espere hasta que se procesen unos metros del producto para ver los resultados.
Para obtener los mejores resultados, procure trabajar siempre en el centro de la máquina.
Presión demasiado alta.
text_image
4 3 2 1 U02-027Figura 21: Arrugas formadas debido a una presión demasiado alta.
- Póngase en contacto con su distribuidor para solicitarle asistencia técnica.
Presión demasiado baja.
text_image
4 3 2 1 U02-028Figura 22: Arrugas formadas debido a una presión demasiado baja.
- Póngase en contacto con su distribuidor para solicitarle asistencia técnica.
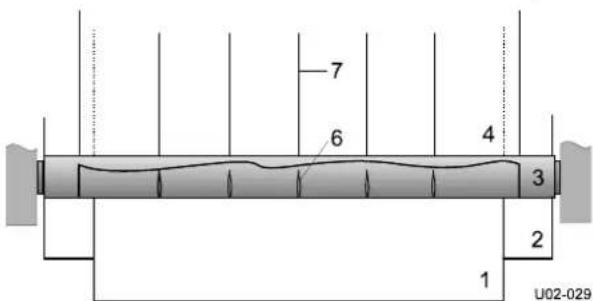
Tensión de desenrollado demasiado baja.
text_image
7 6 4 3 2 1 U02-029Figura 23: Arrugas formadas debido a una tensión de desenrollado baja.
- Aumente la tensión de desenrollado hasta que las arrugas (6) de la película del rollillo desaparezcan. Las líneas (7) desaparecerán también en el producto del proceso.
Alineación incorrecta del rodillo.

text_image
4 3 2 1 U02-031Figura 24: Arrugas formadas debido a una alineación incorrecta del rodillo.
Las arrugas sólo se han formado por una de las caras (izquierda o derecha).
- Póngase en contacto con su distribuidor para solicitarle asistencia técnica.
7.2 Asistencia técnica
Si desea recibir asistencia técnica, puede ponerse en contacto con su distribuidor o consultar la página www.sealgraphics.com para obtener información. Tenga preparada una descripción clara del problema antes de ponerse en contacto con el departamento de asistencia técnica.
Tenga a mano el número de serie y el tipo de máquina. Puede encontrar estos datos en la placa de identificación de la máquina que está ubicada en la parte trasera del compartimento derecho.
8 PROCESS CONTROL SHEET
Proceso de revestimiento de un sustrato con una película de montaje adhesiva en la que se puede montar la imagen.
Etiqueta adhesiva
Una imagen que se ha laminado en la parte superior con un adhesivo en la parte trasera (bien activado por calor o por sensibilidad a la presión).
Forro antiadherente
Parte trasera de una lámina sensible a la presión o un adhesivo de montaje que evita que la laminilla se doble y se pegue a sí misma. Una vez separado el forro antiadherente, la capa adhesiva queda expuesta.
Laminación sensible a la presión
Laminación con adhesivo que forma una unión entre la película protectora y la superficie de la imagen que se va a laminar cuando se aplique la presión. Se utiliza principalmente para aplicaciones de montaje rápido y se recomienda utilizarlo en impresiones fotográficas e impresiones térmicas sensibles al calor.
Línea de contacto
El punto en el que se unen los rodillos inferior y superior.
Mecanismo de alimentación
Lateral de la laminadora por el que se introducen las imágenes.
Mil
Se refiere al grosor del laminado en 1/1000 décimas de una pulgada.
Montaje
Fijar una imagen en un tipo de sustrato o panel de espuma.
Panel guía
Trozo de panel de espuma de aproximadamente 1 m (40 pulg.) x 10 cm (4 pulg.) que se utiliza para introducir las películas en la línea de contacto. También se utiliza para montar o realizar el encolado previo de los paneles para evitar que el adhesivo entre en los rodillos y en los bordes de sellado.
Panel portador (deslizante)
Un panel liso e irrompible (preferiblemente de masonita) recubierto con un adhesivo de montaje y con el forro antiadherente colocado para proporcionar la superficie antiadherente necesaria. Se puede utilizar también un trozo de espuma, pero ésta no tendrá la misma duración que el panel de masonita. Los paneles portadores se utilizan al laminar una sola cara de la imagen.
Presión
Cantidad de fuerza que se ejerce sobre cualquier producto que pase entre los rodillos superior e inferior.
Salida de alimentación
Lateral de la laminadora por el que salen las imágenes completadas.
Sustrato
Material sobre el que se monta o se fija una imagen.
10 GARANTÍA LIMITADA
SEAL® garantiza al comprador original que cada nueva laminadora SEAL® que se demuestre que es defectuosa en materiales o mano de obra dentro del período de garantía correspondiente, será reparada o, si así lo estimamos, reemplazada sin ningún gasto para usted. Los rodillos principales sólo están bajo garantía en lo referente a defectos de fabricación ya que los rodillos están sujetos a un desgaste natural que depende del uso de la máquina. Esta garantía no se aplicará si se averigua que en algún momento
el equipo no se ha usado con el fin para el que ha sido diseñado.
Por “comprador original” se entiende la persona que compró por primera vez el producto cubierto por esta garantía para cualquier otro objetivo que no sea la reventa. La garantía sólo puede ampliarse y aplicarse por parte del comprador original y sólo durante el período (durante el plazo de aplicación) que el producto permanezca en posesión del comprador original.
La garantía impresa en este manual no es vinculante y es posible que no sea la más apropiada para su área. Si desea obtener información específica relacionada con la garantía, póngase en contacto con su distribuidor o consulte la página www.sealgraphics.com.
ATENCIÓN
CUALQUIER MODIFICACIÓN O CAMBIO SIN LA APROBACIÓN PREVIA POR ESCRITO DEL FABRICANTE PODRÁ ANULAR LA AUTORIDAD DEL USUARIO DE UTILIZAR EL EQUIPO.
ATENCIÓN
CUALQUIER MODIFICACIÓN O CAMBIO NO AUTORIZADO EN ESTA UNIDAD SIN NUESTRA APROBACIÓN PREVIA POR ESCRITO ANULARÁ LA GARANTÍA DEL USUARIO Y TRANSFERIRÁ LAS OBLIGACIONES RELACIONADAS CON LA SALUD Y LA SEGURIDAD LABORAL AL USUARIO.
Nota:
Este equipo ha sido probado y se ha demostrado que cumple con las limitaciones correspondientes a un dispositivo digital de la Clase A, según lo establecido en la sección 15 de las disposiciones de la FCC. Estas limitaciones se han establecido para proporcionar la protección necesaria contra cualquier tipo de interferencias perjudiciales cuando el equipo se utilice en entornos comerciales. Este equipo genera, utiliza y puede desprender energía de radiofrecuencia. Si no se instala y se utiliza siguiendo las instrucciones que se especifican en el manual del usuario, es posible que se puedan producir interferencias perjudiciales en las comunicaciones por radio. Es probable que si el equipo se utiliza en áreas residenciales, éste pueda causar interferencias perjudiciales; en este caso, el usuario deberá corregir la interferencia corriendo el mismo con los gastos que ello ocasione.
11 ÍNDICE
B
brazo de la leva de bloqueo...... 102
C
Condiciones medioambientales ..... 93
D
Declaración de responsabilidad..... 88
Dimensiones 91
E
Especificaciones técnicas ..... 91
G
Glosario de términos .... 114
Guía de imagen 100
L
Línea de contacto 91
P
Peso 91
polea de guía de enrollado ..... 100
Presión del rodillo 91
Procesos de la aplicación .... 101
R
Requisitos de la zona de trabajo ..... 93
S
Símbolos estándar 88
v
Velocidad 91
Velocidad máx. 91

